Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
1
1.1 INTRODUCTION OF THE PROJECT ........................................................................................................................... 3
1.1.1 Profile of promoter ................................................................................................................................ 3
1.1.2 Need of the Project ............................................................................................................................... 4
1.1.3 Social Impact ......................................................................................................................................... 4
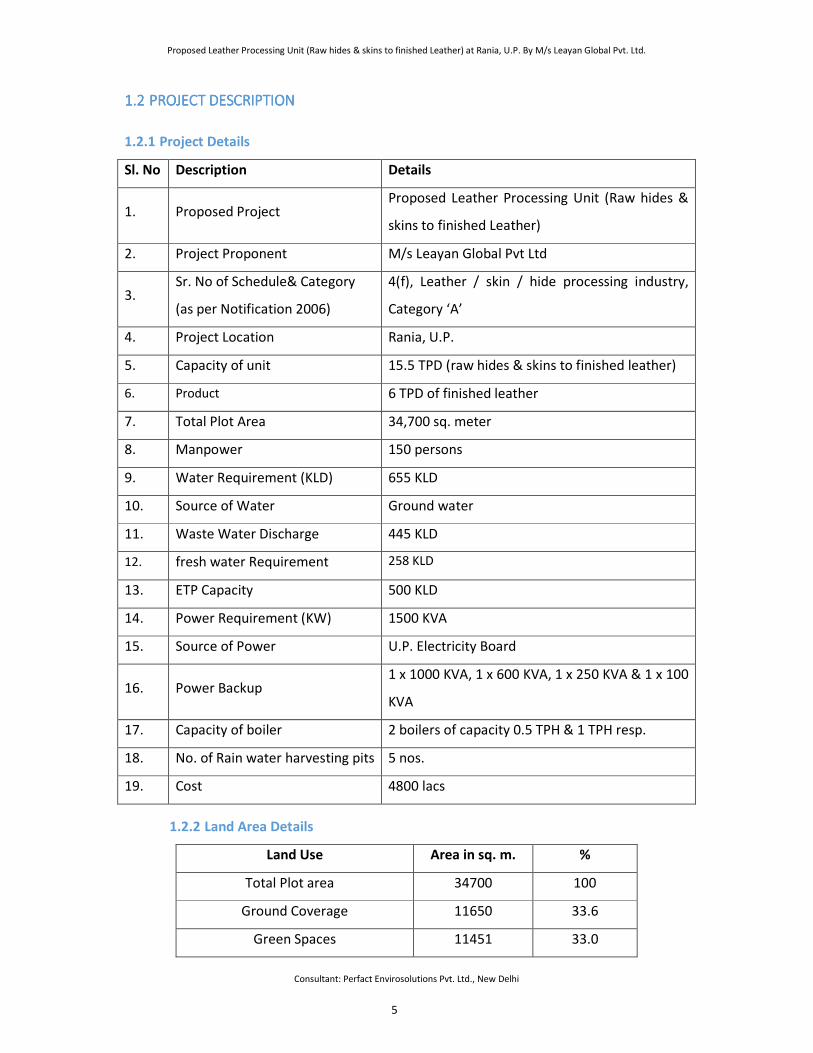
1.2.2 Land Area Details .................................................................................................................................. 5
1.2.3 The Google Image of Project Site .......................................................................................................... 6
1.2.5 Layout Plan ........................................................................................................................................... 6
1.2.6 Site Photographs ................................................................................................................................... 6
1.2.7 Project Description with Process Details ............................................................................................... 6
1.2.8 Raw Materials with daily requirement .................................................................................................. 7
1.2.9 Manufacturing process ......................................................................................................................... 8
1.4 LAND DETAILS ............................................................................................................................................. 22
1.4.1 Land Form & Land Use ........................................................................................................................ 22
1.4.2 Existing Infrastructure around the Site ............................................................................................... 22
ANNEXURE III: LAYOUT PLAN ......................................................................................................................... 31
ANNEXURE IV: WATER MANGEMENT ............................................................................................................ 33
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
2
Water Management .................................................................................................................................... 34
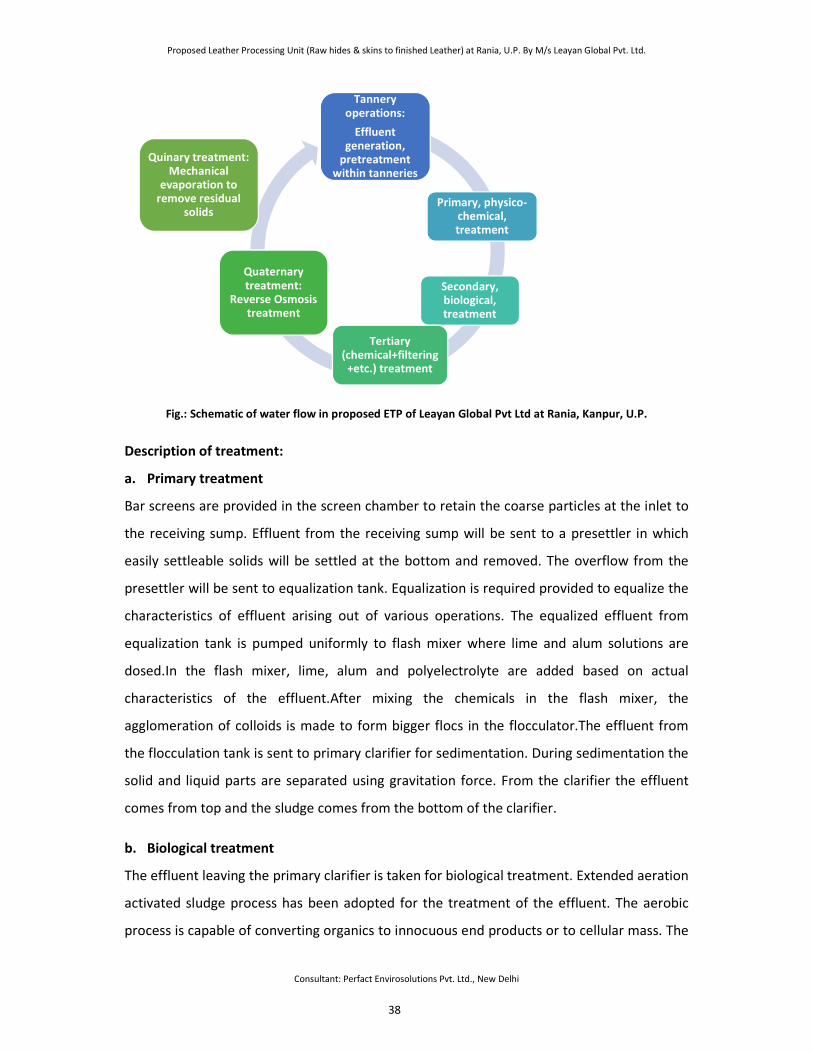
DESCRIPTION OF TREATMENT:....................................................................................................................... 38
A. PRIMARY TREATMENT ................................................................................................................................... 38
B. BIOLOGICAL TREATMENT ............................................................................................................................... 38
C. TERTIARY TREATMENT ................................................................................................................................... 39
D. REVERSE OSMOSIS ........................................................................................................................................ 39
E. EVAPORATION OF REJECT ............................................................................................................................... 40
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
3
1.11.11.11.1 Introduction of the projectIntroduction of the projectIntroduction of the projectIntroduction of the project
The proposed unit shall be manufacturing of finished chrome tanned leather from raw hides
&skins at Rania (U.P.) by M/s Leayan Global Pvt Ltd. Installed capacity of the plant at
inception will be 15.5 TPD (Raw hides & skins to Finished Leather). The main raw material is
buff calf skins or hides and will be mostly of indigenous origin. The products will be upper
leather and lining leather meant for footwear.
The Group has embarked on a major project involving setting up modern Leather processing
unit of high quality leather by installation of modern leather working machinery. Then
tannery will enable the company to manufacture leather based on high quality Hides. The
finished Leather shall be processed and sold to Shoe and Shoe component manufactures in
India & Abroad besides captive consuming of production of leather goods.
Rania is the most ideal place of setting industrial unit because of proximity of raw materials
market of our products, power availability and sweet water, and plenty of cheap labour
both skilled as well as unskilled is available. Even the transport system in this area is very
good and easily available.
Because of good transport system available in this area, we can easily cater markets of U.P.,
Andhra Pradesh and M.P. etc. We can also start selling our products in availability of good
means of transport.
As per EIA Notification, 2006 (as project is located in outside Industrial Area), the project
falls in ‘A’ category of schedule 4 (f).
1.1.1 Profile of promoter
Leayan Global Private Limited, a flagship company of GHARI Group, has been manufacturing
detergent and has been playing a vital role in developing a comprehensive range of leather
& footwear products to encompass the need of the Leather & footwear Industry. We also
manufacture high quality finished chrome tanned leather which is a vital input to production
of footwear products.
Historical Background:
Late Dayal Das with his sons Shri Murli Dhar Ji and Shri Bimal Kumar Ji initiated the group as
a small family business. It is said that knowledge and expertise comes from experience. It
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
4
was their efforts and dedication that laid the foundation on which the empire of “Ghari”
group has been builds up within a span of three decades.
Group comprises of companies mentioned under:-
1) RSPL Limited -Company does the manufacturing and marketing of detergents, toilet
soaps, wind energy and other FMCG products.
2) Leayan Global Private Limited - This Company is engaged in the manufacturing &
marketing of Leather & Leather Footwear.
3) Nimmi Build Tech Private Limited (formerly known as Poonam Developers &
Infrastructure India Private Limited) - This company is involved in the business of
construction and real estate.
4) Namaste India Foods Private Limited – This is the latest venture of the group into the
dairy business. The Company has set up number of milk collection centers at Shivrajpur,
Kanpur for collection of milk from villagers.
All the Companies are under the supervision and control of the single management thereby
making its recognition as the “GHARI GROUP”.
1.1.2 Need of the Project
Leather requirement is increasing gradually and different variety of the finished leather is in
demand.
1.1.3 Social Impact
Employment opportunities will be generated for the local population during
construction/installation phase. Approx. 50 labours shall be given employment. With
increased money supply those who will be able to provide goods & services to the work
force will benefit economically. During operational phase there will be an employment of
approximate 150 skilled & unskilled personnel. The prospect for employment generation is
substantial and it will have important social benefits. Government will get additional
revenue from direct & indirect taxes like, sales tax, vat, etc. Tannery Industry is a large and
growing domestic market.
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
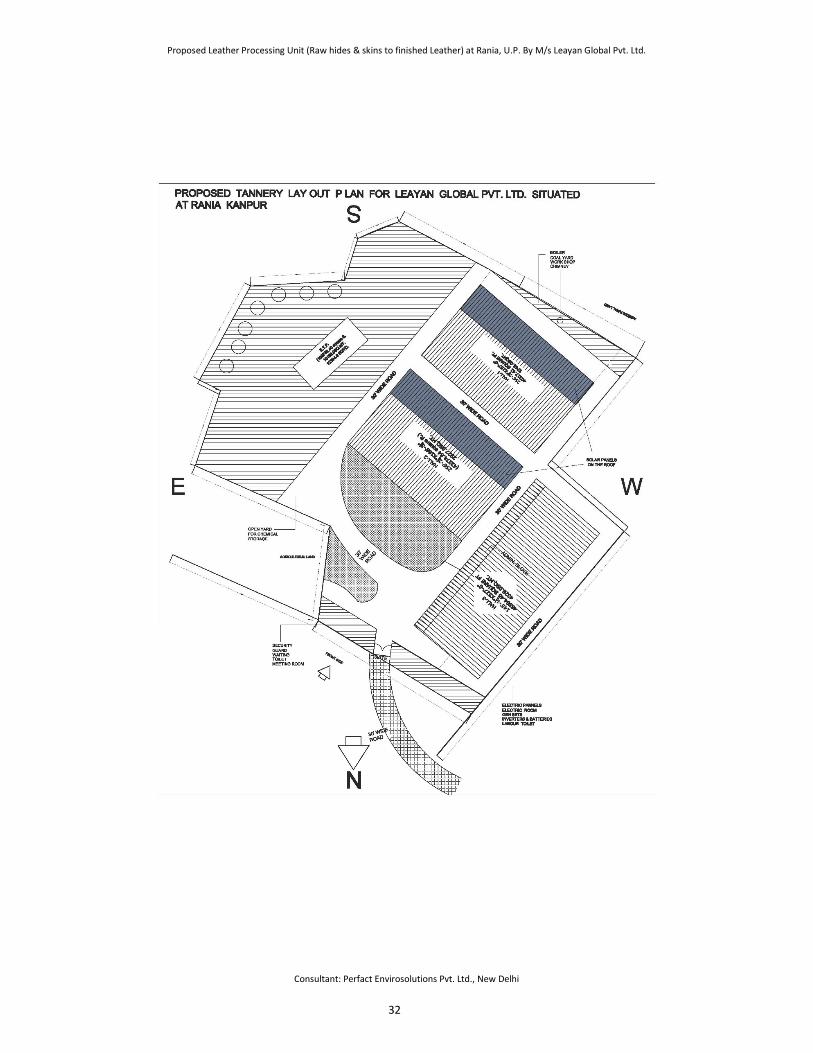
1.2.51.2.51.2.51.2.5 Layout PlanLayout PlanLayout PlanLayout Plan
The layout map is attached as Annexure III (Kindly provide the plan)
1.2.61.2.61.2.61.2.6 Site PhotographsSite PhotographsSite PhotographsSite Photographs
1.2.71.2.71.2.71.2.7 Project Description with Process DetailsProject Description with Process DetailsProject Description with Process DetailsProject Description with Process Details
The proposed unit shall be manufacturing of finished chrome tanned leather from raw
hides/skins at Rania (U.P.). Installed capacity of the plant at inception will be 15.5 TPD (Raw
hides).
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
7
Particular weight of Hides & Skins in
Kg per day
Weight of Hides&Skins in
Tons per day
Proposed capacity 15500 kg/day (Raw hides &
skins)
15.5 TPD (Raw hides & skins)
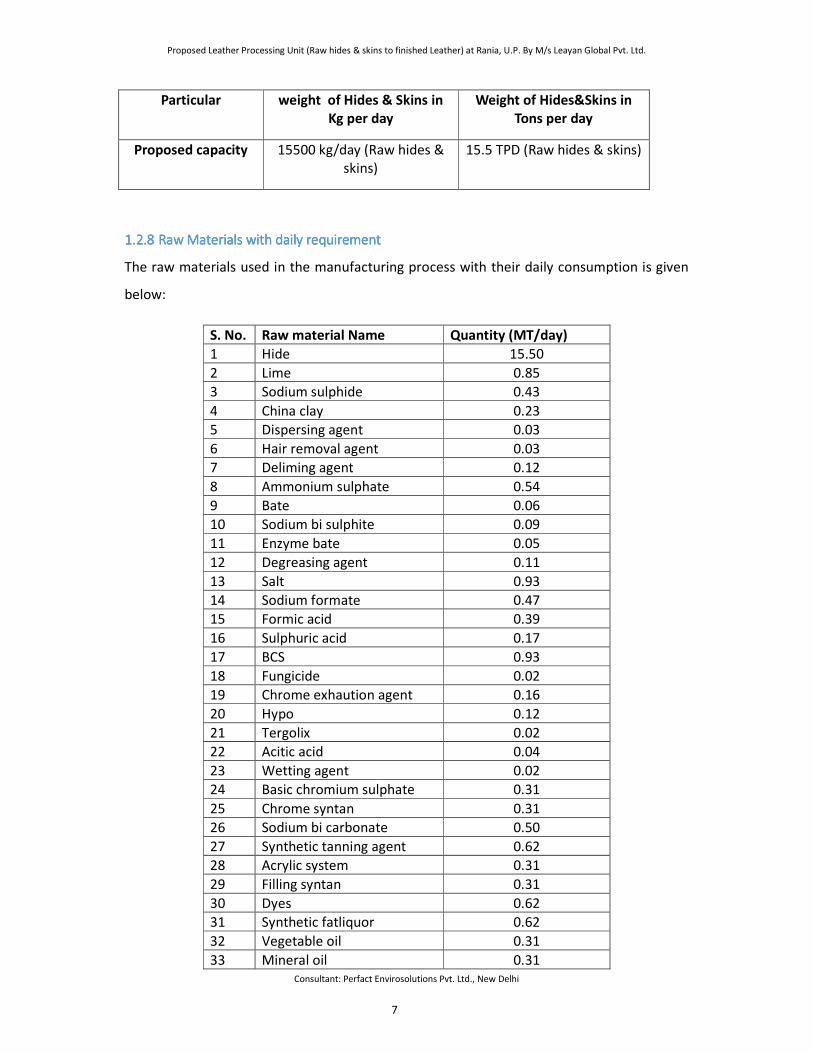
1.2.81.2.81.2.81.2.8 Raw Materials with daily requirementRaw Materials with daily requirementRaw Materials with daily requirementRaw Materials with daily requirement
The raw materials used in the manufacturing process with their daily consumption is given
below:
S. No. Raw material Name Quantity (MT/day)
1 Hide 15.50
2 Lime 0.85
3 Sodium sulphide 0.43
4 China clay 0.23
5 Dispersing agent 0.03
6 Hair removal agent 0.03
7 Deliming agent 0.12
8 Ammonium sulphate 0.54
9 Bate 0.06
10 Sodium bi sulphite 0.09
11 Enzyme bate 0.05
12 Degreasing agent 0.11
13 Salt 0.93
14 Sodium formate 0.47
15 Formic acid 0.39
16 Sulphuric acid 0.17
17 BCS 0.93
18 Fungicide 0.02
19 Chrome exhaution agent 0.16
20 Hypo 0.12
21 Tergolix 0.02
22 Acitic acid 0.04
23 Wetting agent 0.02
24 Basic chromium sulphate 0.31
25 Chrome syntan 0.31
26 Sodium bi carbonate 0.50
27 Synthetic tanning agent 0.62
28 Acrylic system 0.31
29 Filling syntan 0.31
30 Dyes 0.62
31 Synthetic fatliquor 0.62
32 Vegetable oil 0.31
33 Mineral oil 0.31
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
8
1.2.91.2.91.2.91.2.9 Manufacturing processManufacturing processManufacturing processManufacturing process
Receipt of Raw material:- The raw material is received in the tannery in wet salted
condition. A visual check is made on the quality of material for every batch of hides / skins.
The hides will be segregated based on their sizes.
Desalting:- In desalting, the salt sticking on the surface of the hides is removed before it is
sent to the soaking operation. This done using brush type desalting machine. The dusted salt
collected from the machine operation is reused back in curing or in pickling but only after
purification.
Soaking:- The desalted hides are put in soaking drums. Soaking is done to rehydrate hides.
Salt used for curing the raw material is washed away along with soak liquor. Water is added at
150% based on the weight of the stock. Wetting agent, bactericide and enzyme are the
common chemicals added. Based on the dryness level of the skins / hides, the wetting agent
quantity varies from 0.1 % to 0.25% on the raw material weight. The soaking operation lasts
for about 12 hours based on the dryness level of the skins / hides.
Liming and un-hairing- Liming is done to open up the fibre bundles of the hide / skin
structure and the compact hides & skins matter is loosened to facilitate removal of flesh.
This allows the chemicals used in further processes penetrate into the hide /skin. Unhairing
is also done in the same float (i.e., same unit process). The chemicals normally used are
lime, sodium sulphide, unhairing enzymes and rarely soda ash and caustic soda. During the
liming process, the soluble non-fibrous proteins are removed. Per weight of the hides &
skins, 5 to 10% of lime and 3 to 5% of sodium sulphide are added.The hides are piled flesh-
to-flesh for 6-10 hours. There after the required length of time, the hides will be loaded to
drums. The excess lime paste is also added to the drums. The drum will have rpm of about 2
and intermittently operated and the liming continued for 24-27 hours in winter and 20-22
hours in summer.
Fleshing- Fleshing is done in machines to remove the fleshes sticking on the flesh side. The
hides are washed in drums before unloading after liming operation. The fleshes are
removed by passing the hides between a helical bladed cylinder and a hard rubber feed
roller. Fleshing operation requires water for easy removal of fleshes. This fleshing water has
dissolved lime and sulphide, which will be useful for liming hides.
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
9
Deliming / Bating- The hides are washed before deliming. The pelt wash liquor will be
recycled to soaking liquor. Weak acidic salts like ammonium chloride and ammonium
sulphate are used as deliming agents. Lime is neutralized and removed from skin. The bating
agents consist of enzymes, which clean up the pelt and remove the loosely fixed proteinous
matter.
Deliming is usually done in drums using ammonium chloride or ammonium sulphate to
neutralize and remove the lime present in the pelt. Normally 1 to 1.5% ammonium salt is
used for deliming with a float of 100 to 150%. Deliming is carried out for a period of 45 to 60
minutes. The end point is ascertained using phenolphthalein indicator. Absence of pink
colour with the indicator indicates the completion of deliming.
Bating- Bating is the treatment of delimed pelts with enzymatic preparations for removal of
scud, short hair and degraded proteinous matter and to improve the grain characteristics.
Usually 0.5 to 1.5% of bate is used for this operation. Bating is carried out after deliming in
the same bath. On completion of deliming bate is added is added and the drumming is
continued for a period of 45 to 60 minutes. The pelt is dry-drummed with 0.25 to 0.5% of
wetting agent for a period of 20 to 30 minutes and then washed thoroughly.
Degreasing- Degreasing is carried out to remove the natural fat which would hamper the
subsequent operations if left as such in the hides. This is carried out using degreasing agents
in a short float of 25 to 50% for a period of about one hour. Washing is very important after
completion of degreasing to remove the degreasing agents and the emulsified fat.
Pickling- Pickling is the process of conditioning deliming and bated pelts for chrome tanning.
The pelts are generally drummed with 10% brine solution for a period of 20 to 30 minutes.
The total float requirement will be 70% in the following break up: 30% as supernatant from
the chrome recovery plant, 30% as fresh water and 10% for dissolving sulphuric acid. The
salt requirement will be 2 to 3% to reach 10% brine solution. Then sulphuric acid is added in
instalments to attain an equilibrium pH at cross section 2.8 to 3.0. Formic acid of about 0.3%
is added prior to the addition of sulphuric acid to protect the grain characteristics and
facilitate tanning carried out subsequently.
Chrome tanning- Conventionally chrome tanning involves treatment of pickled pelt with
basic chromium sulphate equivalent to 6 - 8% using 100 to 150% of water as the medium.
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
10
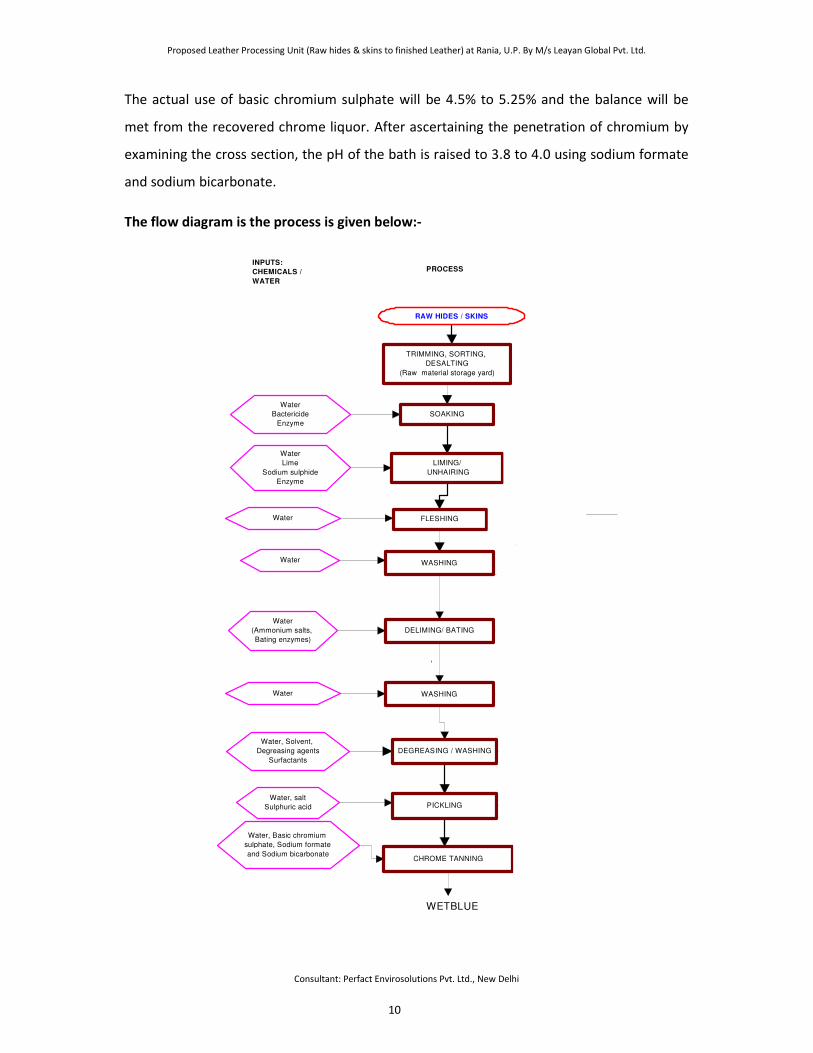
The actual use of basic chromium sulphate will be 4.5% to 5.25% and the balance will be
met from the recovered chrome liquor. After ascertaining the penetration of chromium by
examining the cross section, the pH of the bath is raised to 3.8 to 4.0 using sodium formate
and sodium bicarbonate.
The flow diagram is the process is given below:-
SOAKING
LIMING/
UNHAIRING
FLESHING
WASHING
PICKLING
Water
Bactericide
Enzyme
Water
Lime
Sodium sulphide
Enzyme
Water
Water
(Ammonium salts,
Bating enzymes)
Water, salt
Sulphuric acid
RAW HIDES / SKINS
,
INPUTS:
CHEMICALS /
WATER
PROCESS
TRIMMING, SORTING,
DESALTING
(Raw material storage yard)
DEGREASING / WASHING
Water, Solvent,
Degreasing agents
Surfactants
CHROME TANNING
Water, Basic chromium
sulphate, Sodium formate
and Sodium bicarbonate
WETBLUE
DELIMING/ BATING
WASHING
Water
Water
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
11
1.2.10 Cleaner tanning technologies
Cleaner tanning technologies will be adopted in the proposed industry to reduce the
quantum of pollution. Cleaner tanning technology generally incorporate any methodology
of leather production when compared to conventional process that results in any one or
more of the following:
� Lesser use of input resources, namely, chemical, manpower, energy, time
� Lesser wastage of input resources
� Improved quality of the finished leather
� Reduction in production cost
� Increased market value of the product
� Lesser damage to the environment
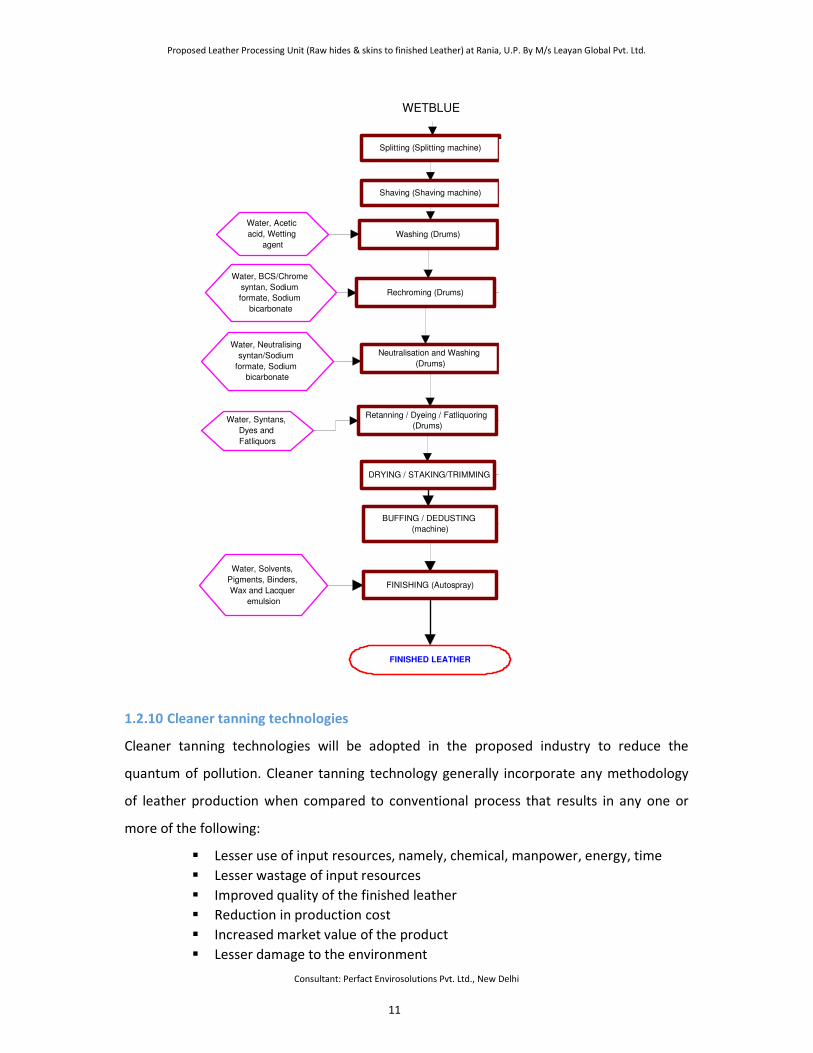
Splitting (Splitting machine)
Shaving (Shaving machine)
Washing (Drums)
Water, Acetic
acid, Wetting
agent
DRYING / STAKING/TRIMMING
BUFFING / DEDUSTING
(machine)
FINISHING (Autospray)
Water, Solvents,
Pigments, Binders,
Wax and Lacquer
emulsion
FINISHED LEATHER
Rechroming (Drums)
Neutralisation and Washing
(Drums)
Retanning / Dyeing / Fatliquoring
(Drums)
Water, BCS/Chrome
syntan, Sodium
formate, Sodium
bicarbonate
Water, Neutralising
syntan/Sodium
formate, Sodium
bicarbonate
Water, Syntans,
Dyes and
Fatliquors
WETBLUE
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
12
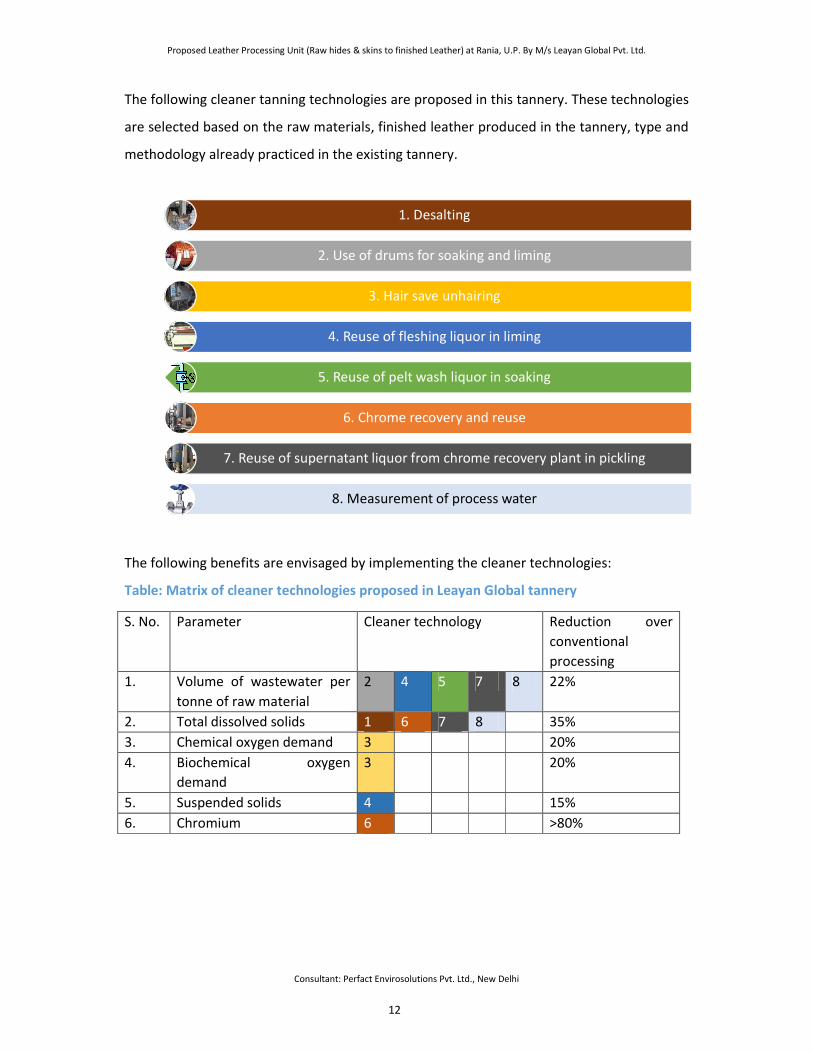
The following cleaner tanning technologies are proposed in this tannery. These technologies
are selected based on the raw materials, finished leather produced in the tannery, type and
methodology already practiced in the existing tannery.
The following benefits are envisaged by implementing the cleaner technologies:
Table: Matrix of cleaner technologies proposed in Leayan Global tannery
S. No. Parameter Cleaner technology Reduction over
conventional
processing
1. Volume of wastewater per
tonne of raw material
2 4 5 7 8 22%
2. Total dissolved solids 1 6 7 8 35%
3. Chemical oxygen demand 3 20%
4. Biochemical oxygen
demand
3 20%
5. Suspended solids 4 15%
6. Chromium 6 >80%
1. Desalting
2. Use of drums for soaking and liming
3. Hair save unhairing
4. Reuse of fleshing liquor in liming
5. Reuse of pelt wash liquor in soaking
6. Chrome recovery and reuse
7. Reuse of supernatant liquor from chrome recovery plant in pickling
8. Measurement of process water
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
13
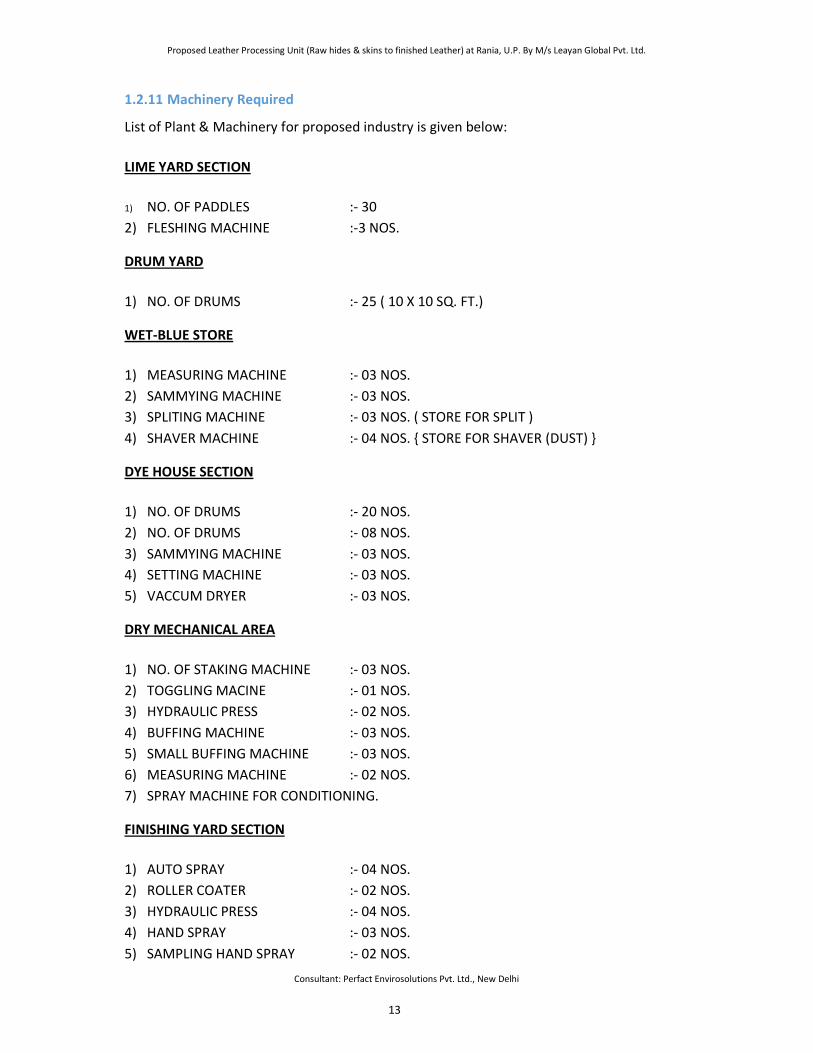
1.2.11 Machinery Required
List of Plant & Machinery for proposed industry is given below:
LIME YARD SECTION
1) NO. OF PADDLES :- 30
2) FLESHING MACHINE :-3 NOS.
DRUM YARD
1) NO. OF DRUMS :- 25 ( 10 X 10 SQ. FT.)
WET-BLUE STORE
1) MEASURING MACHINE :- 03 NOS.
2) SAMMYING MACHINE :- 03 NOS.
3) SPLITING MACHINE :- 03 NOS. ( STORE FOR SPLIT )
4) SHAVER MACHINE :- 04 NOS. { STORE FOR SHAVER (DUST) }
DYE HOUSE SECTION
1) NO. OF DRUMS :- 20 NOS.
2) NO. OF DRUMS :- 08 NOS.
3) SAMMYING MACHINE :- 03 NOS.
4) SETTING MACHINE :- 03 NOS.
5) VACCUM DRYER :- 03 NOS.
DRY MECHANICAL AREA
1) NO. OF STAKING MACHINE :- 03 NOS.
2) TOGGLING MACINE :- 01 NOS.
3) HYDRAULIC PRESS :- 02 NOS.
4) BUFFING MACHINE :- 03 NOS.
5) SMALL BUFFING MACHINE :- 03 NOS.
6) MEASURING MACHINE :- 02 NOS.
7) SPRAY MACHINE FOR CONDITIONING.
FINISHING YARD SECTION
1) AUTO SPRAY :- 04 NOS.
2) ROLLER COATER :- 02 NOS.
3) HYDRAULIC PRESS :- 04 NOS.
4) HAND SPRAY :- 03 NOS.
5) SAMPLING HAND SPRAY :- 02 NOS.
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
14
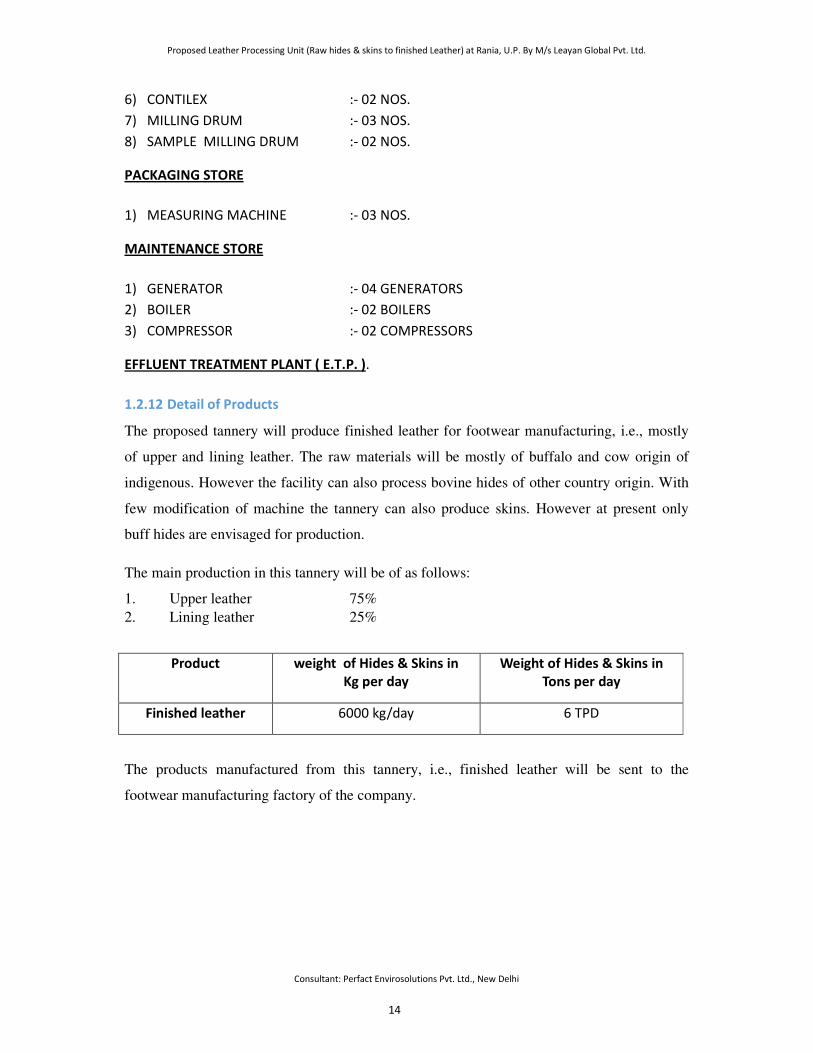
6) CONTILEX :- 02 NOS.
7) MILLING DRUM :- 03 NOS.
8) SAMPLE MILLING DRUM :- 02 NOS.
PACKAGING STORE
1) MEASURING MACHINE :- 03 NOS.
MAINTENANCE STORE
1) GENERATOR :- 04 GENERATORS
2) BOILER :- 02 BOILERS
3) COMPRESSOR :- 02 COMPRESSORS
EFFLUENT TREATMENT PLANT ( E.T.P. ).
1.2.12 Detail of Products
The proposed tannery will produce finished leather for footwear manufacturing, i.e., mostly
of upper and lining leather. The raw materials will be mostly of buffalo and cow origin of
indigenous. However the facility can also process bovine hides of other country origin. With
few modification of machine the tannery can also produce skins. However at present only
buff hides are envisaged for production.
The main production in this tannery will be of as follows:
1. Upper leather 75%
2. Lining leather 25%
Product weight of Hides & Skins in
Kg per day
Weight of Hides & Skins in
Tons per day
Finished leather 6000 kg/day 6 TPD
The products manufactured from this tannery, i.e., finished leather will be sent to the
footwear manufacturing factory of the company.
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
15
1.3 Environment Management
1.3.1 Water Management
1.3.1.1 Water consumption & source & Waste water generation
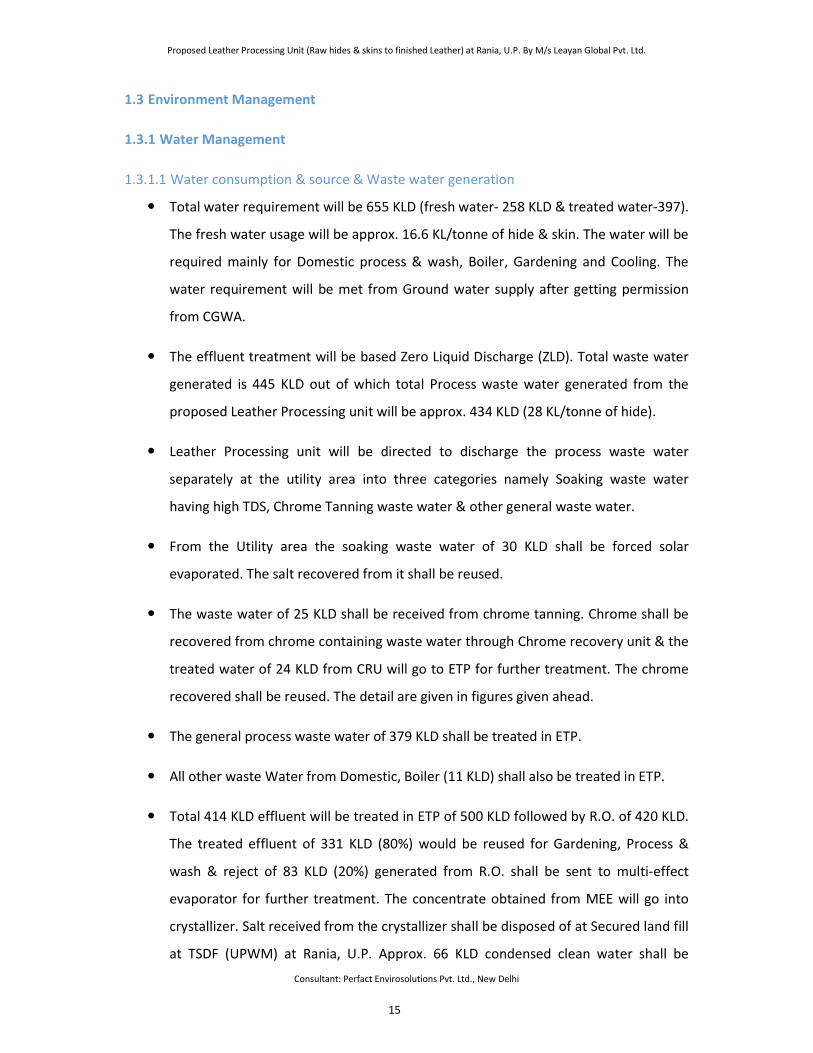
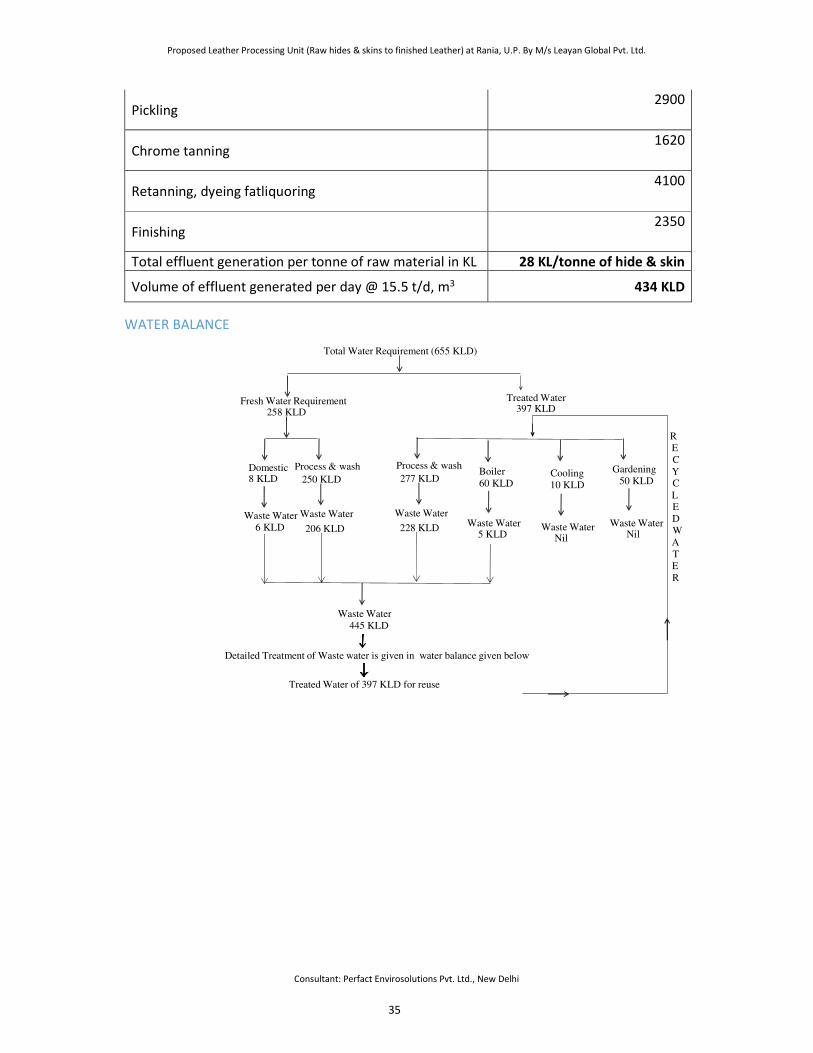
� Total water requirement will be 655 KLD (fresh water- 258 KLD & treated water-397).
The fresh water usage will be approx. 16.6 KL/tonne of hide & skin. The water will be
required mainly for Domestic process & wash, Boiler, Gardening and Cooling. The
water requirement will be met from Ground water supply after getting permission
from CGWA.
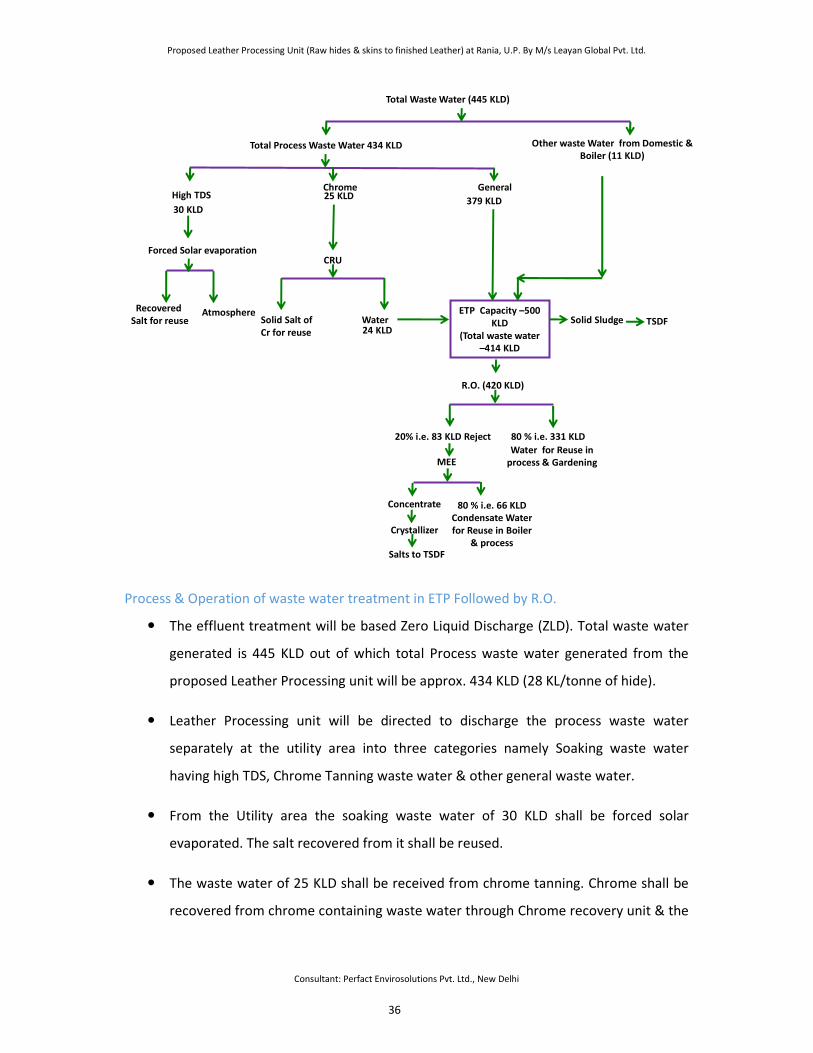
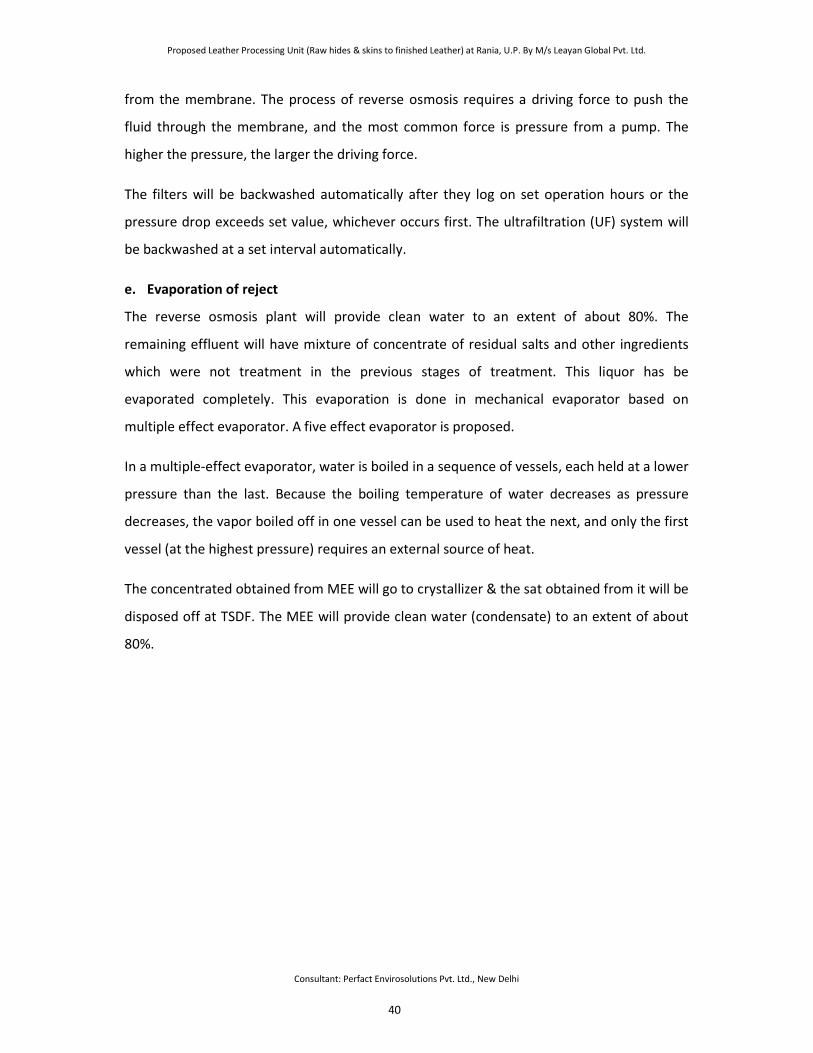
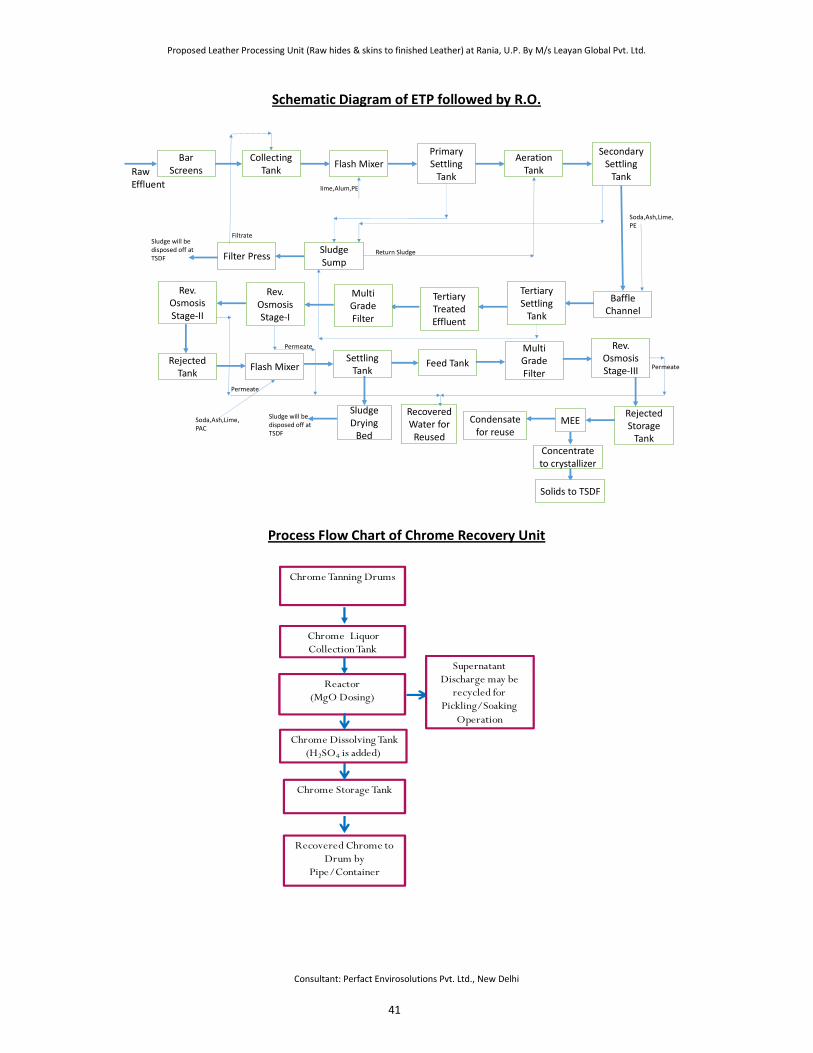
� The effluent treatment will be based Zero Liquid Discharge (ZLD). Total waste water
generated is 445 KLD out of which total Process waste water generated from the
proposed Leather Processing unit will be approx. 434 KLD (28 KL/tonne of hide).
� Leather Processing unit will be directed to discharge the process waste water
separately at the utility area into three categories namely Soaking waste water
having high TDS, Chrome Tanning waste water & other general waste water.
� From the Utility area the soaking waste water of 30 KLD shall be forced solar
evaporated. The salt recovered from it shall be reused.
� The waste water of 25 KLD shall be received from chrome tanning. Chrome shall be
recovered from chrome containing waste water through Chrome recovery unit & the
treated water of 24 KLD from CRU will go to ETP for further treatment. The chrome
recovered shall be reused. The detail are given in figures given ahead.
� The general process waste water of 379 KLD shall be treated in ETP.
� All other waste Water from Domestic, Boiler (11 KLD) shall also be treated in ETP.
� Total 414 KLD effluent will be treated in ETP of 500 KLD followed by R.O. of 420 KLD.
The treated effluent of 331 KLD (80%) would be reused for Gardening, Process &
wash & reject of 83 KLD (20%) generated from R.O. shall be sent to multi-effect
evaporator for further treatment. The concentrate obtained from MEE will go into
crystallizer. Salt received from the crystallizer shall be disposed of at Secured land fill
at TSDF (UPWM) at Rania, U.P. Approx. 66 KLD condensed clean water shall be
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
16
obtained from MEE & shall be reused for Boiler, cooling & process. All the treated
water shall be reused. Thus, It will be a Zero Liquid Discharge unit.
Detail of the water management, water balance & waste water treatment is given at
Annexure No.-IV.
1.3.1.2 Rain water harvesting scheme
The main source of ground water recharging in the study area is rainwater, which infiltrates
into the ground through various lithological units present in the study area. 5 number of
rainwater harvesting pit shall be installed to recharge the ground water. The runoff from the
rooftop and storm water shall go to the recharge pits.
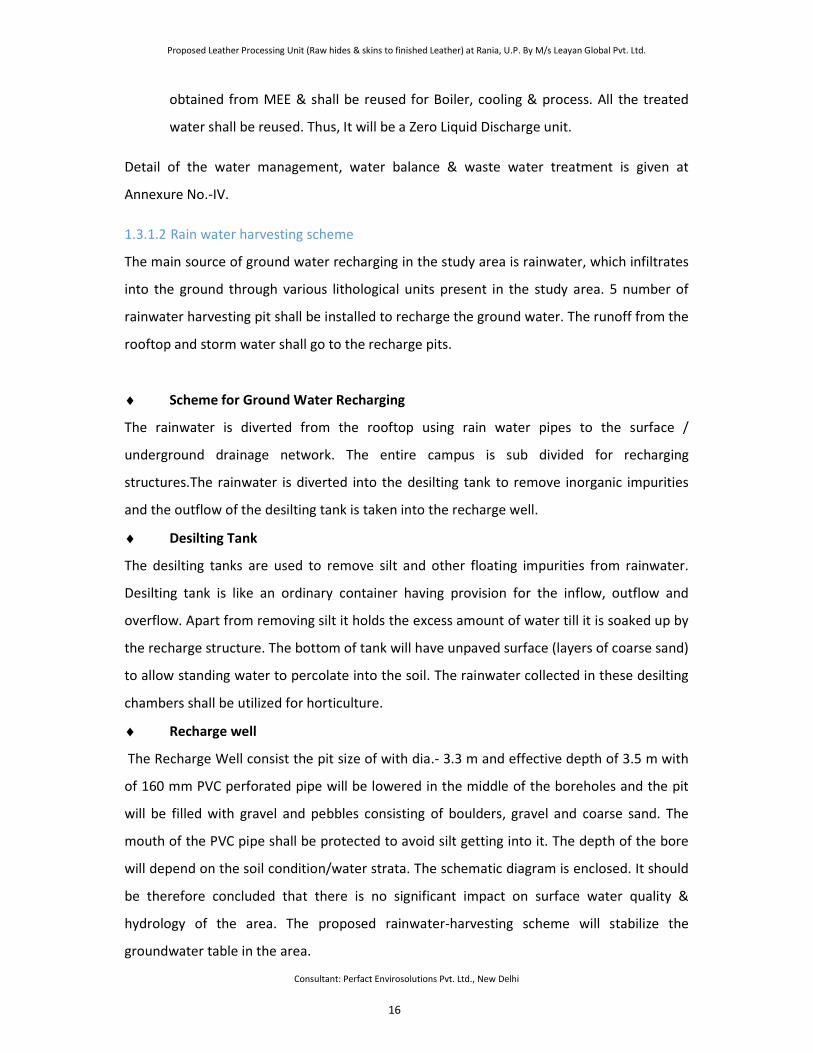
♦ Scheme for Ground Water Recharging
The rainwater is diverted from the rooftop using rain water pipes to the surface /
underground drainage network. The entire campus is sub divided for recharging
structures.The rainwater is diverted into the desilting tank to remove inorganic impurities
and the outflow of the desilting tank is taken into the recharge well.
♦ Desilting Tank
The desilting tanks are used to remove silt and other floating impurities from rainwater.
Desilting tank is like an ordinary container having provision for the inflow, outflow and
overflow. Apart from removing silt it holds the excess amount of water till it is soaked up by
the recharge structure. The bottom of tank will have unpaved surface (layers of coarse sand)
to allow standing water to percolate into the soil. The rainwater collected in these desilting
chambers shall be utilized for horticulture.
♦ Recharge well
The Recharge Well consist the pit size of with dia.- 3.3 m and effective depth of 3.5 m with
of 160 mm PVC perforated pipe will be lowered in the middle of the boreholes and the pit
will be filled with gravel and pebbles consisting of boulders, gravel and coarse sand. The
mouth of the PVC pipe shall be protected to avoid silt getting into it. The depth of the bore
will depend on the soil condition/water strata. The schematic diagram is enclosed. It should
be therefore concluded that there is no significant impact on surface water quality &
hydrology of the area. The proposed rainwater-harvesting scheme will stabilize the
groundwater table in the area.
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
17
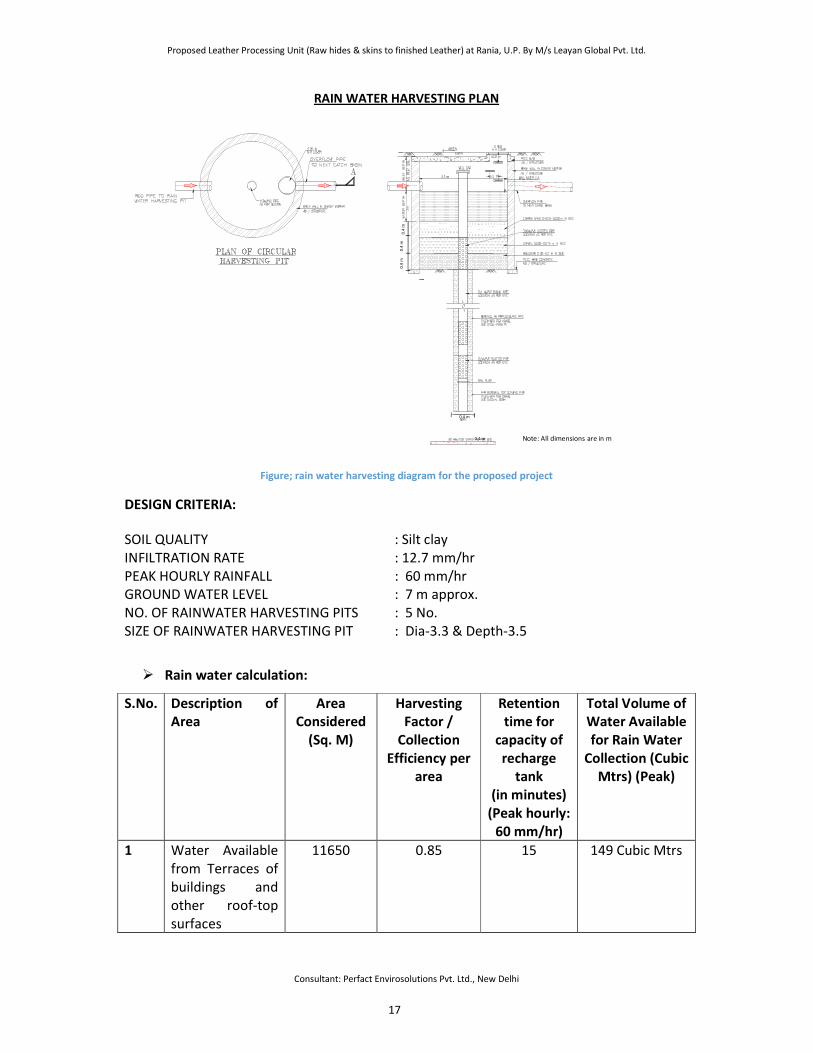
RAIN WATER HARVESTING PLAN
Figure; rain water harvesting diagram for the proposed project
DESIGN CRITERIA:
SOIL QUALITY : Silt clay
INFILTRATION RATE : 12.7 mm/hr
PEAK HOURLY RAINFALL : 60 mm/hr
GROUND WATER LEVEL : 7 m approx.
NO. OF RAINWATER HARVESTING PITS : 5 No.
SIZE OF RAINWATER HARVESTING PIT : Dia-3.3 & Depth-3.5
� Rain water calculation:
S.No. Description of
Area
Area
Considered
(Sq. M)
Harvesting
Factor /
Collection
Efficiency per
area
Retention
time for
capacity of
recharge
tank
(in minutes)
(Peak hourly:
60 mm/hr)
Total Volume of
Water Available
for Rain Water
Collection (Cubic
Mtrs) (Peak)
1 Water Available
from Terraces of
buildings and
other roof-top
surfaces
11650 0.85 15 149 Cubic Mtrs
Note: All dimensions are in m0.4 m
0.4
m0
.4 m
0.4
m
0.4 m
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
18
1.3.2 Waste Generation and Management
1.3.2.1 Municipal Solid Waste
Category Type of Waste Color of Bins Disposal Method Total
Waste
(Kg/day)
Bio Degradable Organic Waste Green Vermi-composting
site within the
project site
19
Non-Biodegradable Recyclable Waste Blue Authorized
Recycler
7
Non-Biodegradable Inert Waste Black Nearby Landfill
Site
1
Total 27 Kg/day
1.3.2.2 Process Waste (Non-Hazardous)
S. No. Solid waste Quantity of
generation,
kg/day, approx.
Method of disposal
1. Raw hide trimmings 150 Manufacturing of glue unit
2. Fleshings and trimmings
of pelt
5000 @ 60%
moisture
Manufacturing of glue, poultry
feed manufacturing unit
3. Wet-blue shavings and
unusable splits
2300 Leather board manufacturing
unit
4. Leather trimmings 100 Small leather goods
manufacturing
5.
Dusted salt 500
Reuse for salting of raw hides
and skins
6. Shave dust 500 used as fuel in boiler
7.
Buffing dust 150
disposed off at TSDF site of the
area
1.3.2.3 Hazardous Waste
Process Waste:
Used Oil: Approx. approx. 1000 lt/year of used oil from machineries/D.G. Set will be
carefully stored in HDPE drums in isolated covered facility. The used oil will be sold to
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
19
vendors authorized by Central Pollution Control Board for the treatment of the same.
Suitable care will be taken so that spills / leaks of used oil from storage could be avoided.
MEE Residue: Approx.2500 kg/day of Salts from the MEE shall be generated &disposed of at
Secured land fill at TSDF (UPWM) at Rania, U.P.
ETP Sludge: Approx.1200 kg/day of Sludge from the ETP will be generated mainly from the
bioreactor which will contain hazardous and toxic substances and the same will be disposed
at TSDF site at Rania, U.P.
1.3.3 Air Emissions and Control
Following will be the sources of Air emissions during operation phase:
1. D.G. Sets: 1 x 1000 KVA, 1 x 600 KVA, 1 x 250 KVA & 1 x 100 KVA
Fuel: Low Sulphur Diesel of 200.0 Lt/Hr shall be used for D.G. Sets.
2. Boiler- 1st boiler of capacity 0.5 TPH& 2nd Boiler of capacity 1 TPH shall be installed.
• Fuel: Rice Husk of 125 kg/hr for Boiler-1 & 250 kg/hr for Boiler-2 (Coal shall be used
as back-up fuel)
3. Vehicular emissions
4. Fugitive Emissions
Following measures shall be adopted to mitigate the air emissions:
� The major air pollutants released from the leather cluster are gases like VOCs,
sulfides, ammonia, dust etc. released from various processes and NOX, SO2 and PM
from DG Sets & Boiler.
� For mitigation of impacts of air pollution, common stack of height minimum 30 m
above ground Level shall be provided for the boilers and stack height of 6 m above
roof level for 1 x 1000 KVA, 1 x 600 KVAD.G. sets &stack height of 3.2 m above roof
level for 1 x 100 KVA, 1 x 250 KVA D.G. sets shall be provided.
� Also Multi cyclone dust collector will be provided to control particulate emissions
from boiler.
� High volume/low pressure guns will be used for spraying during finishing.
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
20
� Area under plantation/greenery will be 11451 sqm i.e. 33 % area after expansion.
The plantation work for green belt development shall be carried out as per CPCB
guidelines.
� Deliming should be done in a closed vessel to reduce release of H2S.
� Ambient air quality would be regularly monitored to ensure that ambient air quality
standards and suggested limits will be met at all the time.
� Leather finishing operations shall be done in a designated room to mix finish
coatings.
� The conveyors of fuel are suitably covered with hood or enclosures to control
fugitive emissions.
� For transportation of raw material and finished leather, it is expected 5 trucks shall
be used.To control the impact, dust suppression systems (water spray) will be used
as per requirement at the construction site. Construction materials will be fully
covered during transportation to the project site by road.
1.3.4 Power Requirement Source & Back-up
The proposed power requirement is about 1500 KVA, which will be supplied by U.P.
Electricity Board. For Power back-up D.G. set of capacity 1 x 1000 KVA, 1 x 600 KVA, 1 x 250
KVA & 1 x 100 KVA is proposed.
1.3.5 Noise Pollution Management
To reduce Ambient Noise level the following measures will be adopted --
� Green Belt- To reduce the ambient noise 33% green area will be adopted.
� DG Set- Shall be bought Acoustic Enclosed
� Noise generating units like Machinery area, canteen etc. will be well insulated with
enclosed doors.
� Maintenance of vehicles and machinery will be done in a sustainable manner to
ensure best performance and less loss.
� Vehicle and people flow during shift changes shall be regulated by allowing exits in a
phased manner.
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
21
1.3.6 Safety
Following are the strategies to improve the safety of the people and industry:
• Use of proven technologies and equipment
• Use of latest safety process know-how
• Modern risk assessment techniques to design effective safeguarding system for all
critical locations in the process
• Design plant in accordance with applicable codes and standards and maintain
standard engineering practices during detailed engineering
• Ensure safety, occupational health and environmental aspects
• Locate storage tanks in isolated area
• Pressure relief valves in all pressure vessels.
• Fixed detection system with alarms and data logging
• Trained personnel made fully aware of the hazards of process and operations.
Personnel must also be informed of the health hazards
• Minimize unnecessary exposure to airborne contaminants and direct exposure to
chemical hazards
• Good housekeeping
• Emergency showers and eye wash facilities at appropriate locations
• Health surveillance programs
A suitable organization shall be implemented to manage the safety of people and plant. The
organization shall be responsible for building and maintaining “a culture of safety” and shall
thrive to elevate safety to near religious levels. Suitable systems shall be designed and
implemented for safety training and awareness.
A suitable fire protection system with dedicated firewater network for the whole complex
shall be designed and installed. A dedicated fire alarm system and special arrangements to
protect control rooms in case of fire shall also be commissioned as part of the project.
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
22
1.4 LAND DETAILS
1.4.1 Land Form & Land Use
The land has been allotted to M/s Leayan Global Pvt. Ltd. which is located outside the
industrial land. Hence,there will be change in land use from vacant land to industrial use.
Land papers are attached in annexure IV.
1.4.2 Existing Infrastructure around the Site
1.4.2.1 Routes or facilities used by the public for access:
Particular Distance
NH -02
NH-25
Paman Railway station
Railway station in bhaupur
Railway station at Maltha
Adjacent
Adjacent
5.2Km S
7.8 Km NE
10.0 Km NW
1.4.2.2 Social Infrastructure:
Particular Distance
School at Rania
Post office in Rania
Central bank in Sachendi
Police Chauki in Rania
1 Km W
1 Km NW
8Km ENE
1 Km W
1.4.3 Proposed Infrastructure
1.4.3.1 Processing Area
1.4.3.2 Green Belt
Green belt planning has been done as per guidelines laid by CPCB. With ecological
perspectives for the proposed project taking into consideration and availability of space and
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
23
other aspects. This will help in increasing the aesthetic effect of the environment. Green
belt/greenery will be developed along most of the periphery of the project area as well as
along roads. Area under plantation/greenery will be 11451 Sqm (33 % of plot area). The
trees planted will be of adequate height. Any tree that does not survive will be replaced.
Ornamental trees will also be planted to improve the aesthetic looks of the project area. The
following characteristics have been taken into consideration while selecting plant species for
green belt development and tree plantation.
• They shall be fast growing and tall trees.
• They shall be perennial and evergreen.
• They shall have thick canopy cover.
• They shall have large leaf area index.
Since tree trunks are devoid of foliage, scrub should form there to give coverage to the
trunks. The trees will maintain regional ecological balance and conform to soil and
hydrological conditions. Indigenous species would be preferred. Before planting of trees,
seedlings, saplings, grass species, shrubs, soil preparation, soil amendments etc are to be
undertaken well in advance. For proper survival and healthy growth of plant species a
nursery is also maintained at the site. It is ensured that proper density of plants is
maintained at site. Post plantation care is also necessary and maintained in planned and
scientific manner. Fast growing, huge foliage, tolerant to air pollution trees are proposed for
green belt.
Trees
S.No Botanical Name Local Name
1 Adina cordifolia Kadamba
2 Albizia lebbek Siris
3 Albizia odoratissima Black siris
4 Alstonia scholaris Chittvan
5 Azadirachta indica Neem
6 Butea monosperma Flame of Forest
7 Cassia pumila Yellow cassia
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
24
8 Delonix regia Gulmohar
9 Ficus glomerata Gular
10 Ficus benjamina -
11 Ficus gibbosa Chanchir
12 Morus alba Mulberry
13 Saraca asoka Asoka
14 Terminalia arjuna Arjun
Shrubs
S.No Botanical Name Local Name
1 Abutilon indicum Country mallow
2 Acccia leucophloea Distillers acacia
3 Bauhinia acuminata Kanchan
4 Bougainvillea spectabilis Bougainvillea
5 Duranta repens -
6 Hamelia patens Scarlet bush
7 Ixora chinensis -
8 Lawsonia inermis Mehedi
9 Murraya paniculata Marchula/Kamini
10 Nyctanthus arbor-tristis Harsinghar
11 Poinciana pulcherrima Guletura
12 Tabernaemontana divaricata Chandani
1.4.3.3 Sewerage System
The waste water generated shall be treated in ETP followed by R.O. The treated effluent will
be used within the premises for landscaping, Boiler, Process & wash & cooling. It will be a zero
discharge complex.
1.4.3.4 Liquid Waste
ETP followed by R.O. shall be provided for treatment of effluent. The reject of R.O. shall go
in MEE.
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
25
1.4.3.5 Parking Facility
Adequate parking has been provided on surface for approx.. 50 ECS.
1.4.3.6 Rehabilitation and resettlement Plan
As this is a vacant, there is no need for R&R activities for the activity.
1.5 PROJECT SCHEDULE AND COST ESTIMATES
1.5.1 Likely Date of Start of Construction and Completion
The project will be commenced after 6 months after getting Environmental clearance.
1.5.2 Estimated Project Cost
Cost of project is estimated to be a total of 4800 lacs. A break up of these costs are given in
the table below:
Particulars Proposed Total
Rs in Lacs
Land & site development exps. 300
Factory land 200
Site development exps. 100
Buildings 1000
Factory building 1000
Plant & Machineries 3000
Motor vehicles 40
Office automation equipments 30
Furniture & fixtures 40
Other Misc. assets 40
Preliminary & pre-operative exps. 60
Provision for contingencies 90
Total Capital Cost of Project 4600
Margin money for working capital 200
Total cost of project Rs. 4800 Lacs
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
26
1.5.3 Cost on Environment Management Plan
S. No Capital Expenditure Amount (Rs. In Lacs)
1 Landscaping/ Plantation 25
2 Solid Waste Management 25
3 Waste Water Management/ETP & CRU &
MEE
600
4 Air Management & Multi Cyclone Dust
Collector System
50
5. Misc. 25
Total Rs. 725 lacs
S. No Recurring Expenditure Amount (Rs. In Lacs/Year)
1 Landscaping 12
2 Monitoring (Environment) 5
3 Solid waste management 10
4 Waste Water Management 60
5 Air Management & Multi Cyclone Dust
Collector System
5
Total Rs. 92 Lacs/Year
1.6 PROJECT BENEFITS
� It will be an environmentally sustainable project.
� It will attract people to develop organized tannery Industry.
� Organized methods for processing unit raw hide to finish.
� It will provide direct and indirect employment to local people.
� Approx. 61.7% of water requirement shall be met by treated water.
� Leather Industry is a large and growing domestic market. There will be economic
benefit due to export oriented unit for production.
� Environment Friendly technology shall be used.
� The process waste will act like a by-product and shall be sold to leather Board
manufactures, glue manufacturer etc.
� Addition of revenue to the state by taxes.
� The industry will have a Zero Liquid Discharge system and shall adopt all the
necessary steps to protect the environment.
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
27
AAAANNEXURE NNEXURE NNEXURE NNEXURE I:I:I:I: DISCLOSURE OF ENVIRODISCLOSURE OF ENVIRODISCLOSURE OF ENVIRODISCLOSURE OF ENVIRONMENTAL NMENTAL NMENTAL NMENTAL CONSULTANTCONSULTANTCONSULTANTCONSULTANT
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi
28
Proposed Leather Processing Unit (Raw hides & skins to finished Leather) at Rania, U.P. By M/s Leayan Global Pvt. Ltd.
Consultant: Perfact Envirosolutions Pvt. Ltd., New Delhi