90
1 Welcome to In-House training Programme on LEAN MANUFACTURING Brought to you by ALLIANCE INDIA www.allianceindia.co.in Tel.: 022-28592800 Email:[email protected]
| Date post: | 07-Apr-2018 |
| Category: |
Documents |
| Upload: | manish-rajdev |
| View: | 220 times |
| Download: | 3 times |
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 193
1
Welcome to In-House training Programmeon
LEAN MANUFACTURING
Brought to you by
ALLIANCE INDIA
wwwallianceindiacoin Tel 022-28592800
Emailreachusallianceindiacoin
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 293
2
Welcome
to
Presentationon
KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 393
3
bull Customer orientation
bull TQC (Total Quality
Control)
bull Robotics
bull QC Circles
bull Suggestion system
bull Automation
bull Discipline at work
bull TPM (Total Productive
Maintenance)
bullKANBAN (Card System)
bullQuality Improvement
bullJust - in -time
bullZero defect production
bullSmall group activities
bullCo-operative labour and
management relations
bullProductivity improvement
bullNew product development
KAIZEN UMBRELLA
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 493
4
What is KAIZEN
The Japanese word ldquoKAIZENrdquo means Continuous Improvement
KAI - Change
- Number of
times
ZEN - Good or better
- Self Realisation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5935
Kaizen - OriginbullKaizen is Kanji word Kanji is Chinese language
bullKai - Change Zen -GoodKaizen = Change for better
( Taiichi Ohno amp Toyoda started in
Toyota - 1960 )
bullIt is proven philosophy used world over for organisationalgrowth and competitive environment ( ToyotaCannon Sony Hyundai Honda Tourism in Mauritius )
bullKaizen emphasises developing culture of continuosimprovement Human being at center
bullKaizen is beneficial in every walk of lifeTo improve is to change To be perfect is to
Change often
Cummins India Limited January 2002
KaizenKaizenA Journey of thousand leagues
Begins with a single step
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6936
Its the constant and determinedeffort that breaks down all resistance
sweeps away all obstacles- Claude M Bristol
Dedicated Resources
+ Concentrated Efforts
= Success of any Activity - Steve Chapman
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7937
Continuous Improvement is the need for survival
in Global competitive environment
- Safety
- Quality
- Productivity
Develop Culture - Everybody can participate in Improvement
activity
Cost Saving - Ultimate benefit to Customer ndash
8 reduction year from suppliers of Toyota
A Total Quality culture for survival ---
bdquoQuality‟ is state of mind
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8938
Waste Elimination is the FOCUS
Anything other than the minimum amount of equipmentmaterial parts and working time absolutely essential to
production
Wastes in a factory Losses in Equipment
1 Over production 1 Breakdown2 Inventory 2 Set up amp adjustment
3 Product defects 3 Reduced speed
4 Rework 4 Defects in process
5 Transportation 5 Tool change
6 Waiting time 6 Start up
7 Search time 7Minor Stoppages
8 Non value activities
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9939
- How to Practice
Kaizen starts from Top Management
bullUnderstand the ldquo Kaizenrdquo Concept
bull Involve everybody in implementation
bull Maintain the improvements
bull Support the ldquoTeamrdquo Concept for developing
the ldquoKaizen Culturerdquo
bull Recognize Appreciate ldquoothersrdquo also bull Be ldquoAdvocaterdquo for Kaizen
bull ldquoPracticerdquo and ldquoTeachrdquo - ie ldquoPreachrdquo Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1093
10
Ground RulesKaizen Believes in Team Work
bull Zero investment - Optimize current equipment and
resources Do not plan on spending big moneybull Discard conventional fixed ideas for production
bull Think of how to do it not why it cannot be done
bull Correct mistakes at once for Customer delights
bull Do not make excuses question current practicesbull Do not wait for perfection do it right away
bull Wisdom is brought about when faced with hardship
bull Eliminate or reduce when we can see and feel the bdquowaste‟
bull Ask bdquoWhyrdquo five times and seek root causes
bull Seek the wisdom of ten rather than the knowledge of one
bull Kaizen never stops
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1193
11
KAIZEN
Continuous progress through People Involvement
KAI ndash Change ZEN ndash For Better
KAIZEN ndash Change For Better
ldquoContinual Improvementrdquo
UnsafeAction
Near Misses
Fatal
Accident1
30
300 Problem in bdquoseed‟
stage(Signals
ignored)
Problem in bdquosaplingrsquo stage
Problem in bdquotree‟ stage
(Disasters at workplace)
Problems at the WorkPlace
5 bdquoS‟ F d ti
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 293
2
Welcome
to
Presentationon
KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 393
3
bull Customer orientation
bull TQC (Total Quality
Control)
bull Robotics
bull QC Circles
bull Suggestion system
bull Automation
bull Discipline at work
bull TPM (Total Productive
Maintenance)
bullKANBAN (Card System)
bullQuality Improvement
bullJust - in -time
bullZero defect production
bullSmall group activities
bullCo-operative labour and
management relations
bullProductivity improvement
bullNew product development
KAIZEN UMBRELLA
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 493
4
What is KAIZEN
The Japanese word ldquoKAIZENrdquo means Continuous Improvement
KAI - Change
- Number of
times
ZEN - Good or better
- Self Realisation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5935
Kaizen - OriginbullKaizen is Kanji word Kanji is Chinese language
bullKai - Change Zen -GoodKaizen = Change for better
( Taiichi Ohno amp Toyoda started in
Toyota - 1960 )
bullIt is proven philosophy used world over for organisationalgrowth and competitive environment ( ToyotaCannon Sony Hyundai Honda Tourism in Mauritius )
bullKaizen emphasises developing culture of continuosimprovement Human being at center
bullKaizen is beneficial in every walk of lifeTo improve is to change To be perfect is to
Change often
Cummins India Limited January 2002
KaizenKaizenA Journey of thousand leagues
Begins with a single step
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6936
Its the constant and determinedeffort that breaks down all resistance
sweeps away all obstacles- Claude M Bristol
Dedicated Resources
+ Concentrated Efforts
= Success of any Activity - Steve Chapman
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7937
Continuous Improvement is the need for survival
in Global competitive environment
- Safety
- Quality
- Productivity
Develop Culture - Everybody can participate in Improvement
activity
Cost Saving - Ultimate benefit to Customer ndash
8 reduction year from suppliers of Toyota
A Total Quality culture for survival ---
bdquoQuality‟ is state of mind
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8938
Waste Elimination is the FOCUS
Anything other than the minimum amount of equipmentmaterial parts and working time absolutely essential to
production
Wastes in a factory Losses in Equipment
1 Over production 1 Breakdown2 Inventory 2 Set up amp adjustment
3 Product defects 3 Reduced speed
4 Rework 4 Defects in process
5 Transportation 5 Tool change
6 Waiting time 6 Start up
7 Search time 7Minor Stoppages
8 Non value activities
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9939
- How to Practice
Kaizen starts from Top Management
bullUnderstand the ldquo Kaizenrdquo Concept
bull Involve everybody in implementation
bull Maintain the improvements
bull Support the ldquoTeamrdquo Concept for developing
the ldquoKaizen Culturerdquo
bull Recognize Appreciate ldquoothersrdquo also bull Be ldquoAdvocaterdquo for Kaizen
bull ldquoPracticerdquo and ldquoTeachrdquo - ie ldquoPreachrdquo Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1093
10
Ground RulesKaizen Believes in Team Work
bull Zero investment - Optimize current equipment and
resources Do not plan on spending big moneybull Discard conventional fixed ideas for production
bull Think of how to do it not why it cannot be done
bull Correct mistakes at once for Customer delights
bull Do not make excuses question current practicesbull Do not wait for perfection do it right away
bull Wisdom is brought about when faced with hardship
bull Eliminate or reduce when we can see and feel the bdquowaste‟
bull Ask bdquoWhyrdquo five times and seek root causes
bull Seek the wisdom of ten rather than the knowledge of one
bull Kaizen never stops
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1193
11
KAIZEN
Continuous progress through People Involvement
KAI ndash Change ZEN ndash For Better
KAIZEN ndash Change For Better
ldquoContinual Improvementrdquo
UnsafeAction
Near Misses
Fatal
Accident1
30
300 Problem in bdquoseed‟
stage(Signals
ignored)
Problem in bdquosaplingrsquo stage
Problem in bdquotree‟ stage
(Disasters at workplace)
Problems at the WorkPlace
5 bdquoS‟ F d ti
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
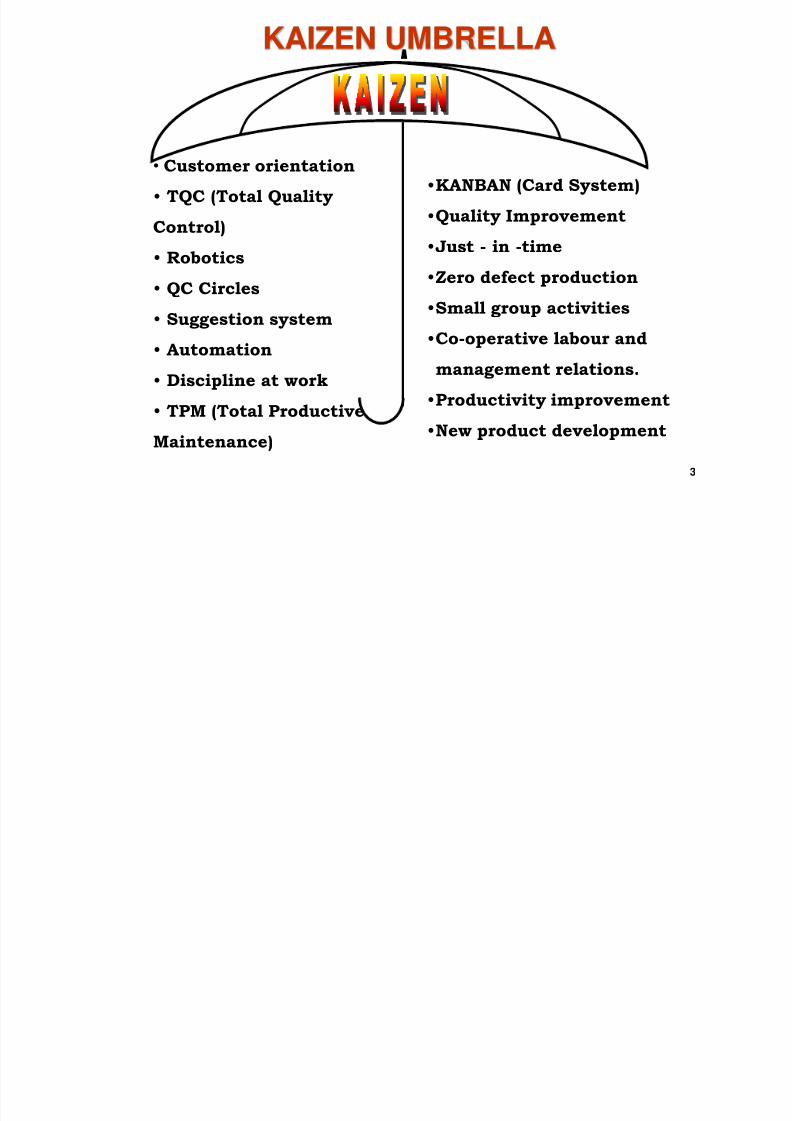
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 393
3
bull Customer orientation
bull TQC (Total Quality
Control)
bull Robotics
bull QC Circles
bull Suggestion system
bull Automation
bull Discipline at work
bull TPM (Total Productive
Maintenance)
bullKANBAN (Card System)
bullQuality Improvement
bullJust - in -time
bullZero defect production
bullSmall group activities
bullCo-operative labour and
management relations
bullProductivity improvement
bullNew product development
KAIZEN UMBRELLA
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 493
4
What is KAIZEN
The Japanese word ldquoKAIZENrdquo means Continuous Improvement
KAI - Change
- Number of
times
ZEN - Good or better
- Self Realisation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5935
Kaizen - OriginbullKaizen is Kanji word Kanji is Chinese language
bullKai - Change Zen -GoodKaizen = Change for better
( Taiichi Ohno amp Toyoda started in
Toyota - 1960 )
bullIt is proven philosophy used world over for organisationalgrowth and competitive environment ( ToyotaCannon Sony Hyundai Honda Tourism in Mauritius )
bullKaizen emphasises developing culture of continuosimprovement Human being at center
bullKaizen is beneficial in every walk of lifeTo improve is to change To be perfect is to
Change often
Cummins India Limited January 2002
KaizenKaizenA Journey of thousand leagues
Begins with a single step
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6936
Its the constant and determinedeffort that breaks down all resistance
sweeps away all obstacles- Claude M Bristol
Dedicated Resources
+ Concentrated Efforts
= Success of any Activity - Steve Chapman
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7937
Continuous Improvement is the need for survival
in Global competitive environment
- Safety
- Quality
- Productivity
Develop Culture - Everybody can participate in Improvement
activity
Cost Saving - Ultimate benefit to Customer ndash
8 reduction year from suppliers of Toyota
A Total Quality culture for survival ---
bdquoQuality‟ is state of mind
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8938
Waste Elimination is the FOCUS
Anything other than the minimum amount of equipmentmaterial parts and working time absolutely essential to
production
Wastes in a factory Losses in Equipment
1 Over production 1 Breakdown2 Inventory 2 Set up amp adjustment
3 Product defects 3 Reduced speed
4 Rework 4 Defects in process
5 Transportation 5 Tool change
6 Waiting time 6 Start up
7 Search time 7Minor Stoppages
8 Non value activities
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9939
- How to Practice
Kaizen starts from Top Management
bullUnderstand the ldquo Kaizenrdquo Concept
bull Involve everybody in implementation
bull Maintain the improvements
bull Support the ldquoTeamrdquo Concept for developing
the ldquoKaizen Culturerdquo
bull Recognize Appreciate ldquoothersrdquo also bull Be ldquoAdvocaterdquo for Kaizen
bull ldquoPracticerdquo and ldquoTeachrdquo - ie ldquoPreachrdquo Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1093
10
Ground RulesKaizen Believes in Team Work
bull Zero investment - Optimize current equipment and
resources Do not plan on spending big moneybull Discard conventional fixed ideas for production
bull Think of how to do it not why it cannot be done
bull Correct mistakes at once for Customer delights
bull Do not make excuses question current practicesbull Do not wait for perfection do it right away
bull Wisdom is brought about when faced with hardship
bull Eliminate or reduce when we can see and feel the bdquowaste‟
bull Ask bdquoWhyrdquo five times and seek root causes
bull Seek the wisdom of ten rather than the knowledge of one
bull Kaizen never stops
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1193
11
KAIZEN
Continuous progress through People Involvement
KAI ndash Change ZEN ndash For Better
KAIZEN ndash Change For Better
ldquoContinual Improvementrdquo
UnsafeAction
Near Misses
Fatal
Accident1
30
300 Problem in bdquoseed‟
stage(Signals
ignored)
Problem in bdquosaplingrsquo stage
Problem in bdquotree‟ stage
(Disasters at workplace)
Problems at the WorkPlace
5 bdquoS‟ F d ti
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 493
4
What is KAIZEN
The Japanese word ldquoKAIZENrdquo means Continuous Improvement
KAI - Change
- Number of
times
ZEN - Good or better
- Self Realisation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5935
Kaizen - OriginbullKaizen is Kanji word Kanji is Chinese language
bullKai - Change Zen -GoodKaizen = Change for better
( Taiichi Ohno amp Toyoda started in
Toyota - 1960 )
bullIt is proven philosophy used world over for organisationalgrowth and competitive environment ( ToyotaCannon Sony Hyundai Honda Tourism in Mauritius )
bullKaizen emphasises developing culture of continuosimprovement Human being at center
bullKaizen is beneficial in every walk of lifeTo improve is to change To be perfect is to
Change often
Cummins India Limited January 2002
KaizenKaizenA Journey of thousand leagues
Begins with a single step
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6936
Its the constant and determinedeffort that breaks down all resistance
sweeps away all obstacles- Claude M Bristol
Dedicated Resources
+ Concentrated Efforts
= Success of any Activity - Steve Chapman
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7937
Continuous Improvement is the need for survival
in Global competitive environment
- Safety
- Quality
- Productivity
Develop Culture - Everybody can participate in Improvement
activity
Cost Saving - Ultimate benefit to Customer ndash
8 reduction year from suppliers of Toyota
A Total Quality culture for survival ---
bdquoQuality‟ is state of mind
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8938
Waste Elimination is the FOCUS
Anything other than the minimum amount of equipmentmaterial parts and working time absolutely essential to
production
Wastes in a factory Losses in Equipment
1 Over production 1 Breakdown2 Inventory 2 Set up amp adjustment
3 Product defects 3 Reduced speed
4 Rework 4 Defects in process
5 Transportation 5 Tool change
6 Waiting time 6 Start up
7 Search time 7Minor Stoppages
8 Non value activities
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9939
- How to Practice
Kaizen starts from Top Management
bullUnderstand the ldquo Kaizenrdquo Concept
bull Involve everybody in implementation
bull Maintain the improvements
bull Support the ldquoTeamrdquo Concept for developing
the ldquoKaizen Culturerdquo
bull Recognize Appreciate ldquoothersrdquo also bull Be ldquoAdvocaterdquo for Kaizen
bull ldquoPracticerdquo and ldquoTeachrdquo - ie ldquoPreachrdquo Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1093
10
Ground RulesKaizen Believes in Team Work
bull Zero investment - Optimize current equipment and
resources Do not plan on spending big moneybull Discard conventional fixed ideas for production
bull Think of how to do it not why it cannot be done
bull Correct mistakes at once for Customer delights
bull Do not make excuses question current practicesbull Do not wait for perfection do it right away
bull Wisdom is brought about when faced with hardship
bull Eliminate or reduce when we can see and feel the bdquowaste‟
bull Ask bdquoWhyrdquo five times and seek root causes
bull Seek the wisdom of ten rather than the knowledge of one
bull Kaizen never stops
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1193
11
KAIZEN
Continuous progress through People Involvement
KAI ndash Change ZEN ndash For Better
KAIZEN ndash Change For Better
ldquoContinual Improvementrdquo
UnsafeAction
Near Misses
Fatal
Accident1
30
300 Problem in bdquoseed‟
stage(Signals
ignored)
Problem in bdquosaplingrsquo stage
Problem in bdquotree‟ stage
(Disasters at workplace)
Problems at the WorkPlace
5 bdquoS‟ F d ti
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5935
Kaizen - OriginbullKaizen is Kanji word Kanji is Chinese language
bullKai - Change Zen -GoodKaizen = Change for better
( Taiichi Ohno amp Toyoda started in
Toyota - 1960 )
bullIt is proven philosophy used world over for organisationalgrowth and competitive environment ( ToyotaCannon Sony Hyundai Honda Tourism in Mauritius )
bullKaizen emphasises developing culture of continuosimprovement Human being at center
bullKaizen is beneficial in every walk of lifeTo improve is to change To be perfect is to
Change often
Cummins India Limited January 2002
KaizenKaizenA Journey of thousand leagues
Begins with a single step
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6936
Its the constant and determinedeffort that breaks down all resistance
sweeps away all obstacles- Claude M Bristol
Dedicated Resources
+ Concentrated Efforts
= Success of any Activity - Steve Chapman
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7937
Continuous Improvement is the need for survival
in Global competitive environment
- Safety
- Quality
- Productivity
Develop Culture - Everybody can participate in Improvement
activity
Cost Saving - Ultimate benefit to Customer ndash
8 reduction year from suppliers of Toyota
A Total Quality culture for survival ---
bdquoQuality‟ is state of mind
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8938
Waste Elimination is the FOCUS
Anything other than the minimum amount of equipmentmaterial parts and working time absolutely essential to
production
Wastes in a factory Losses in Equipment
1 Over production 1 Breakdown2 Inventory 2 Set up amp adjustment
3 Product defects 3 Reduced speed
4 Rework 4 Defects in process
5 Transportation 5 Tool change
6 Waiting time 6 Start up
7 Search time 7Minor Stoppages
8 Non value activities
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9939
- How to Practice
Kaizen starts from Top Management
bullUnderstand the ldquo Kaizenrdquo Concept
bull Involve everybody in implementation
bull Maintain the improvements
bull Support the ldquoTeamrdquo Concept for developing
the ldquoKaizen Culturerdquo
bull Recognize Appreciate ldquoothersrdquo also bull Be ldquoAdvocaterdquo for Kaizen
bull ldquoPracticerdquo and ldquoTeachrdquo - ie ldquoPreachrdquo Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1093
10
Ground RulesKaizen Believes in Team Work
bull Zero investment - Optimize current equipment and
resources Do not plan on spending big moneybull Discard conventional fixed ideas for production
bull Think of how to do it not why it cannot be done
bull Correct mistakes at once for Customer delights
bull Do not make excuses question current practicesbull Do not wait for perfection do it right away
bull Wisdom is brought about when faced with hardship
bull Eliminate or reduce when we can see and feel the bdquowaste‟
bull Ask bdquoWhyrdquo five times and seek root causes
bull Seek the wisdom of ten rather than the knowledge of one
bull Kaizen never stops
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1193
11
KAIZEN
Continuous progress through People Involvement
KAI ndash Change ZEN ndash For Better
KAIZEN ndash Change For Better
ldquoContinual Improvementrdquo
UnsafeAction
Near Misses
Fatal
Accident1
30
300 Problem in bdquoseed‟
stage(Signals
ignored)
Problem in bdquosaplingrsquo stage
Problem in bdquotree‟ stage
(Disasters at workplace)
Problems at the WorkPlace
5 bdquoS‟ F d ti
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6936
Its the constant and determinedeffort that breaks down all resistance
sweeps away all obstacles- Claude M Bristol
Dedicated Resources
+ Concentrated Efforts
= Success of any Activity - Steve Chapman
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7937
Continuous Improvement is the need for survival
in Global competitive environment
- Safety
- Quality
- Productivity
Develop Culture - Everybody can participate in Improvement
activity
Cost Saving - Ultimate benefit to Customer ndash
8 reduction year from suppliers of Toyota
A Total Quality culture for survival ---
bdquoQuality‟ is state of mind
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8938
Waste Elimination is the FOCUS
Anything other than the minimum amount of equipmentmaterial parts and working time absolutely essential to
production
Wastes in a factory Losses in Equipment
1 Over production 1 Breakdown2 Inventory 2 Set up amp adjustment
3 Product defects 3 Reduced speed
4 Rework 4 Defects in process
5 Transportation 5 Tool change
6 Waiting time 6 Start up
7 Search time 7Minor Stoppages
8 Non value activities
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9939
- How to Practice
Kaizen starts from Top Management
bullUnderstand the ldquo Kaizenrdquo Concept
bull Involve everybody in implementation
bull Maintain the improvements
bull Support the ldquoTeamrdquo Concept for developing
the ldquoKaizen Culturerdquo
bull Recognize Appreciate ldquoothersrdquo also bull Be ldquoAdvocaterdquo for Kaizen
bull ldquoPracticerdquo and ldquoTeachrdquo - ie ldquoPreachrdquo Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1093
10
Ground RulesKaizen Believes in Team Work
bull Zero investment - Optimize current equipment and
resources Do not plan on spending big moneybull Discard conventional fixed ideas for production
bull Think of how to do it not why it cannot be done
bull Correct mistakes at once for Customer delights
bull Do not make excuses question current practicesbull Do not wait for perfection do it right away
bull Wisdom is brought about when faced with hardship
bull Eliminate or reduce when we can see and feel the bdquowaste‟
bull Ask bdquoWhyrdquo five times and seek root causes
bull Seek the wisdom of ten rather than the knowledge of one
bull Kaizen never stops
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1193
11
KAIZEN
Continuous progress through People Involvement
KAI ndash Change ZEN ndash For Better
KAIZEN ndash Change For Better
ldquoContinual Improvementrdquo
UnsafeAction
Near Misses
Fatal
Accident1
30
300 Problem in bdquoseed‟
stage(Signals
ignored)
Problem in bdquosaplingrsquo stage
Problem in bdquotree‟ stage
(Disasters at workplace)
Problems at the WorkPlace
5 bdquoS‟ F d ti
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7937
Continuous Improvement is the need for survival
in Global competitive environment
- Safety
- Quality
- Productivity
Develop Culture - Everybody can participate in Improvement
activity
Cost Saving - Ultimate benefit to Customer ndash
8 reduction year from suppliers of Toyota
A Total Quality culture for survival ---
bdquoQuality‟ is state of mind
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8938
Waste Elimination is the FOCUS
Anything other than the minimum amount of equipmentmaterial parts and working time absolutely essential to
production
Wastes in a factory Losses in Equipment
1 Over production 1 Breakdown2 Inventory 2 Set up amp adjustment
3 Product defects 3 Reduced speed
4 Rework 4 Defects in process
5 Transportation 5 Tool change
6 Waiting time 6 Start up
7 Search time 7Minor Stoppages
8 Non value activities
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9939
- How to Practice
Kaizen starts from Top Management
bullUnderstand the ldquo Kaizenrdquo Concept
bull Involve everybody in implementation
bull Maintain the improvements
bull Support the ldquoTeamrdquo Concept for developing
the ldquoKaizen Culturerdquo
bull Recognize Appreciate ldquoothersrdquo also bull Be ldquoAdvocaterdquo for Kaizen
bull ldquoPracticerdquo and ldquoTeachrdquo - ie ldquoPreachrdquo Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1093
10
Ground RulesKaizen Believes in Team Work
bull Zero investment - Optimize current equipment and
resources Do not plan on spending big moneybull Discard conventional fixed ideas for production
bull Think of how to do it not why it cannot be done
bull Correct mistakes at once for Customer delights
bull Do not make excuses question current practicesbull Do not wait for perfection do it right away
bull Wisdom is brought about when faced with hardship
bull Eliminate or reduce when we can see and feel the bdquowaste‟
bull Ask bdquoWhyrdquo five times and seek root causes
bull Seek the wisdom of ten rather than the knowledge of one
bull Kaizen never stops
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1193
11
KAIZEN
Continuous progress through People Involvement
KAI ndash Change ZEN ndash For Better
KAIZEN ndash Change For Better
ldquoContinual Improvementrdquo
UnsafeAction
Near Misses
Fatal
Accident1
30
300 Problem in bdquoseed‟
stage(Signals
ignored)
Problem in bdquosaplingrsquo stage
Problem in bdquotree‟ stage
(Disasters at workplace)
Problems at the WorkPlace
5 bdquoS‟ F d ti
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8938
Waste Elimination is the FOCUS
Anything other than the minimum amount of equipmentmaterial parts and working time absolutely essential to
production
Wastes in a factory Losses in Equipment
1 Over production 1 Breakdown2 Inventory 2 Set up amp adjustment
3 Product defects 3 Reduced speed
4 Rework 4 Defects in process
5 Transportation 5 Tool change
6 Waiting time 6 Start up
7 Search time 7Minor Stoppages
8 Non value activities
- Why Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9939
- How to Practice
Kaizen starts from Top Management
bullUnderstand the ldquo Kaizenrdquo Concept
bull Involve everybody in implementation
bull Maintain the improvements
bull Support the ldquoTeamrdquo Concept for developing
the ldquoKaizen Culturerdquo
bull Recognize Appreciate ldquoothersrdquo also bull Be ldquoAdvocaterdquo for Kaizen
bull ldquoPracticerdquo and ldquoTeachrdquo - ie ldquoPreachrdquo Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1093
10
Ground RulesKaizen Believes in Team Work
bull Zero investment - Optimize current equipment and
resources Do not plan on spending big moneybull Discard conventional fixed ideas for production
bull Think of how to do it not why it cannot be done
bull Correct mistakes at once for Customer delights
bull Do not make excuses question current practicesbull Do not wait for perfection do it right away
bull Wisdom is brought about when faced with hardship
bull Eliminate or reduce when we can see and feel the bdquowaste‟
bull Ask bdquoWhyrdquo five times and seek root causes
bull Seek the wisdom of ten rather than the knowledge of one
bull Kaizen never stops
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1193
11
KAIZEN
Continuous progress through People Involvement
KAI ndash Change ZEN ndash For Better
KAIZEN ndash Change For Better
ldquoContinual Improvementrdquo
UnsafeAction
Near Misses
Fatal
Accident1
30
300 Problem in bdquoseed‟
stage(Signals
ignored)
Problem in bdquosaplingrsquo stage
Problem in bdquotree‟ stage
(Disasters at workplace)
Problems at the WorkPlace
5 bdquoS‟ F d ti
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9939
- How to Practice
Kaizen starts from Top Management
bullUnderstand the ldquo Kaizenrdquo Concept
bull Involve everybody in implementation
bull Maintain the improvements
bull Support the ldquoTeamrdquo Concept for developing
the ldquoKaizen Culturerdquo
bull Recognize Appreciate ldquoothersrdquo also bull Be ldquoAdvocaterdquo for Kaizen
bull ldquoPracticerdquo and ldquoTeachrdquo - ie ldquoPreachrdquo Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1093
10
Ground RulesKaizen Believes in Team Work
bull Zero investment - Optimize current equipment and
resources Do not plan on spending big moneybull Discard conventional fixed ideas for production
bull Think of how to do it not why it cannot be done
bull Correct mistakes at once for Customer delights
bull Do not make excuses question current practicesbull Do not wait for perfection do it right away
bull Wisdom is brought about when faced with hardship
bull Eliminate or reduce when we can see and feel the bdquowaste‟
bull Ask bdquoWhyrdquo five times and seek root causes
bull Seek the wisdom of ten rather than the knowledge of one
bull Kaizen never stops
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1193
11
KAIZEN
Continuous progress through People Involvement
KAI ndash Change ZEN ndash For Better
KAIZEN ndash Change For Better
ldquoContinual Improvementrdquo
UnsafeAction
Near Misses
Fatal
Accident1
30
300 Problem in bdquoseed‟
stage(Signals
ignored)
Problem in bdquosaplingrsquo stage
Problem in bdquotree‟ stage
(Disasters at workplace)
Problems at the WorkPlace
5 bdquoS‟ F d ti
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1093
10
Ground RulesKaizen Believes in Team Work
bull Zero investment - Optimize current equipment and
resources Do not plan on spending big moneybull Discard conventional fixed ideas for production
bull Think of how to do it not why it cannot be done
bull Correct mistakes at once for Customer delights
bull Do not make excuses question current practicesbull Do not wait for perfection do it right away
bull Wisdom is brought about when faced with hardship
bull Eliminate or reduce when we can see and feel the bdquowaste‟
bull Ask bdquoWhyrdquo five times and seek root causes
bull Seek the wisdom of ten rather than the knowledge of one
bull Kaizen never stops
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1193
11
KAIZEN
Continuous progress through People Involvement
KAI ndash Change ZEN ndash For Better
KAIZEN ndash Change For Better
ldquoContinual Improvementrdquo
UnsafeAction
Near Misses
Fatal
Accident1
30
300 Problem in bdquoseed‟
stage(Signals
ignored)
Problem in bdquosaplingrsquo stage
Problem in bdquotree‟ stage
(Disasters at workplace)
Problems at the WorkPlace
5 bdquoS‟ F d ti
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1193
11
KAIZEN
Continuous progress through People Involvement
KAI ndash Change ZEN ndash For Better
KAIZEN ndash Change For Better
ldquoContinual Improvementrdquo
UnsafeAction
Near Misses
Fatal
Accident1
30
300 Problem in bdquoseed‟
stage(Signals
ignored)
Problem in bdquosaplingrsquo stage
Problem in bdquotree‟ stage
(Disasters at workplace)
Problems at the WorkPlace
5 bdquoS‟ F d ti
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1293India Limited
Kaizen Museum
1 Seiri - Sorting
2 Seiton - Systematic Arrangement
3 Seiso - Spic and Span TPM
(Cleaning with inspection)
4 Seiketsu- Standardized workplace5 Shitsuke- Self Discipline
- 5 bdquoS‟ as Foundation
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
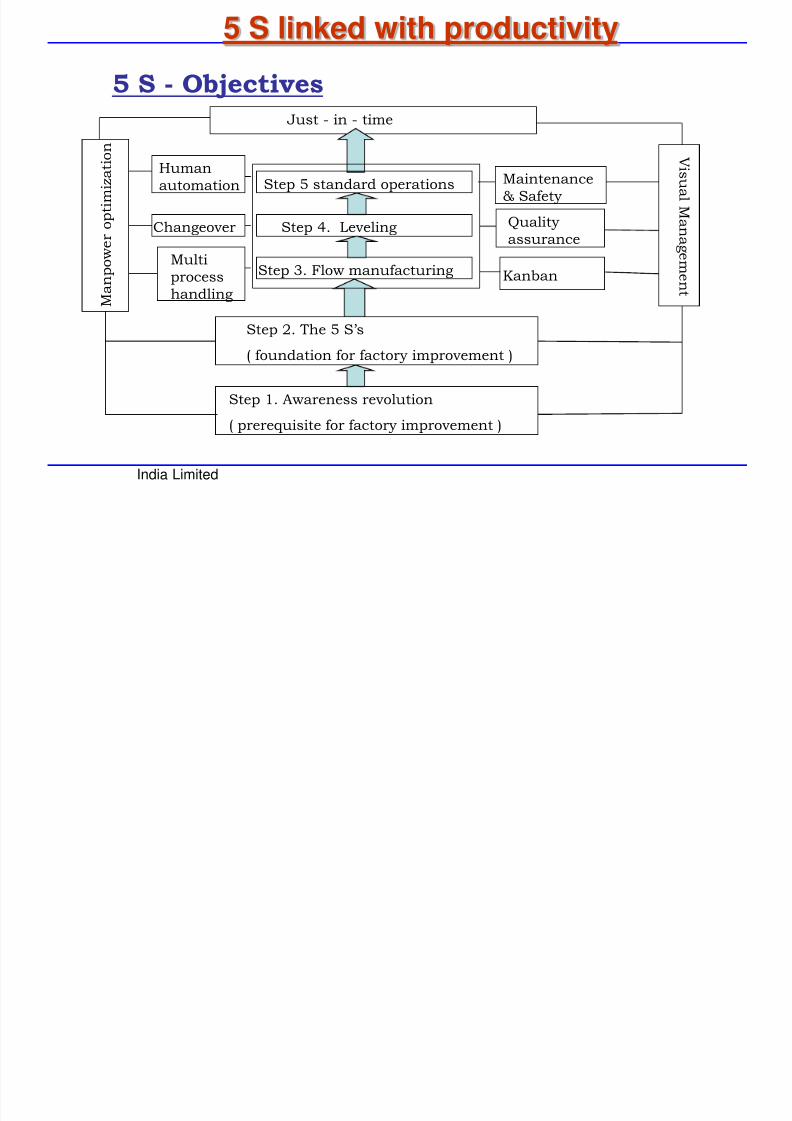
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1393India Limited
5 S linked with productivity
Step 1 Awareness revolution
( prerequisite for factory improvement )
Step 2 The 5 S‟s
( foundation for factory improvement )
Step 3 Flow manufacturing
Step 4 Leveling
Step 5 standard operations
Just - in - time
Multi
process
handling
Changeover
Human
automation
Kanban
Quality
assurance
Maintenance
amp Safety
M a n p o w e r o p t i m i z a t i o n V
i s u al M an
a g em en t
5 S - Objectives
G b K i 3 bdquoG‟ I t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1493
India Limited
Gemba - Work place
eg mc amp surroundings areatable amp surroundings
Assembly Station test cell etc
bull Gembutsu - Problem piece
eg All objectives related to improvement in Gemba
bull Genjitsu - Real time
eg Observe the things
while happening or at the earliest
after happening for getting the facts real information
ldquoGemba Kaizenrdquo means - Improvement at yourwork place Team is important in Gemba Kaizen Look at the work place to find out avenues
for bdquoKaizen‟ through 3 bdquoD‟ approach
- Gemba Kaizen -3 bdquoG‟s Importance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1593
India Limited
How to start - For initial work Use bdquo3D‟ approach
ndash Dirty - oil coolant air leakages
- chips and burr on floor- Accumulated dust etc
ndash Dangerous - Unsafe working conditions- Movements
ndash Difficult - Difficult to move- lift assembly
- not ergonomical situations
Results in employee satisfaction amp improved morale
Makes job easier simpler safer and faster
Increases efficiency Happier Customer
Overall improvement of organization
- To Start with
I i amp K i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
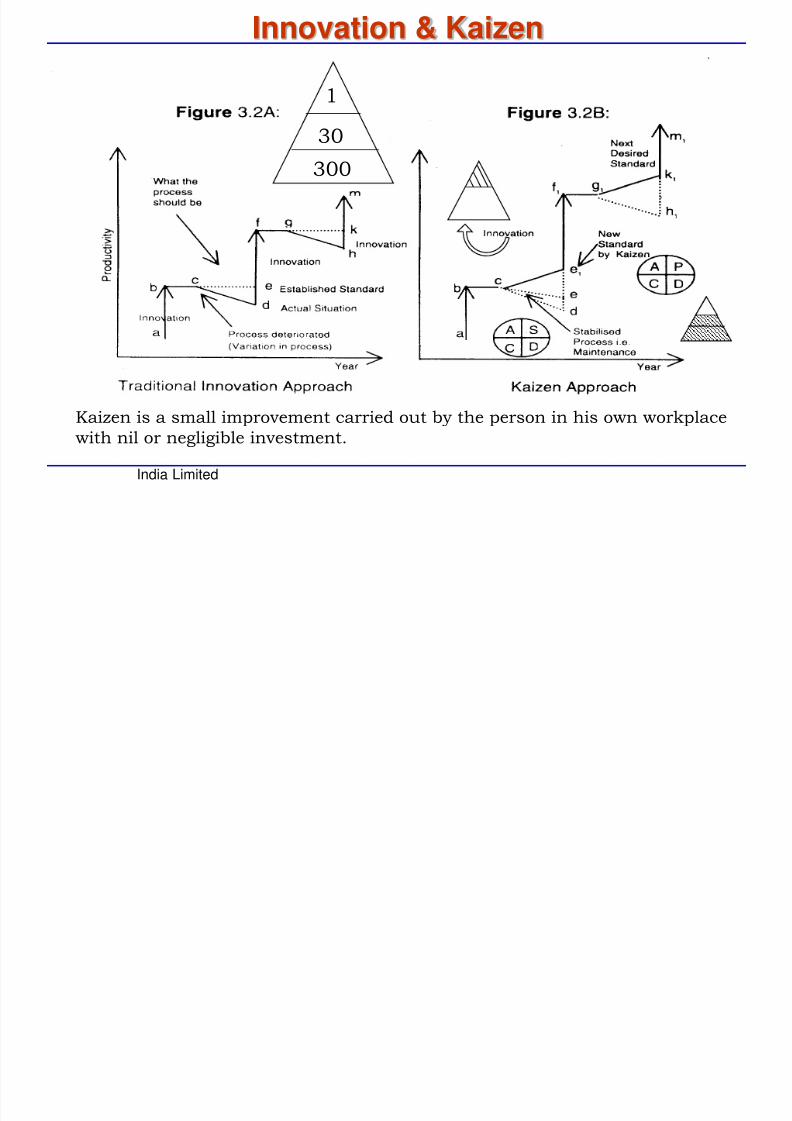
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1693
India Limited
Innovation amp Kaizen
1
30
300
Kaizen is a small improvement carried out by the person in his own workplace
with nil or negligible investment
Kaizen Tools
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1793
Kaizen Tools
1bdquoO‟ ndash
Opportunity
Tag
-Small Improvement - keeping in mind 1-30-300 triangle Avoid major stoppage
by proactive methods
- Structured process for Involvement Registration and tracking of every small
improvement
2 Gemba Kaizen - Focused work station improvement for elimination of waste - Improvementsowned by associates
3 5 S Activities- Seiri Seiton Seiso Seiketsu Shitsuke Disciplined approach for lean
management - Foundation for JIT Develop culture of discipline
4 7 Step Project
-Quality improvement projects taken from PPM chart Customer complaint
-Team work for resolving through 7 step structured process ( 5W1H CEdac
chips 5 Why root cause )
5Kobetsu
Kaizen
-Focused improvement under taken for quality waste elimination ( Kit
improvement )
6Material Feed
System
- Inventory control through 5 S 2 Bin System Movement reduction Linkage
upto supplier order )
7Layout
Modification
-Global layout with assembly at centre amp local layout in form of feeding system
-U shape layouts for synchronization of flow and inventory control Improve
material handling
8 One Piece Flow- Step by step reduction in inventory with final aim of JIT ( Zero - Breakdown
Accident Defect)
9 Model Machine
-Activities include -1S 2S Transparency MISER to improve availability
-OEE improvement through EYE chart 3S 3M chart 5S Before and After
monitoring each week
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
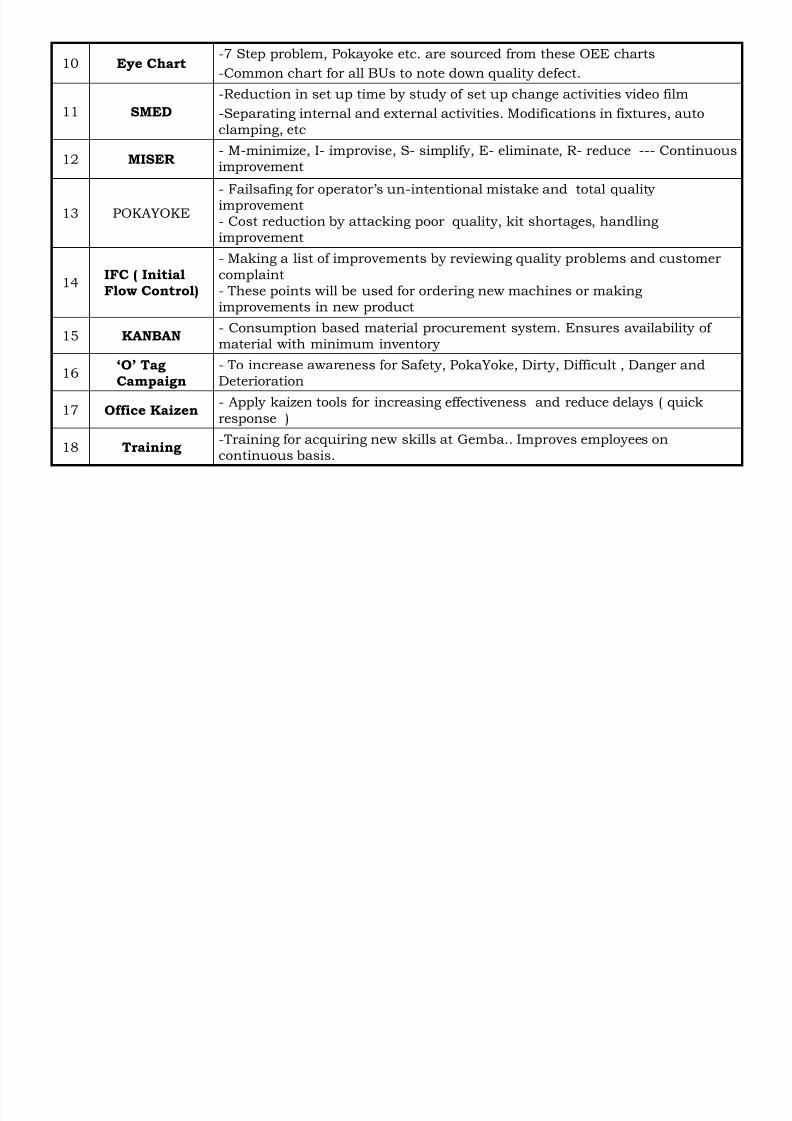
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1893
10 Eye Chart-7 Step problem Pokayoke etc are sourced from these OEE charts
-Common chart for all BUs to note down quality defect
11 SMED
-Reduction in set up time by study of set up change activities video film
-Separating internal and external activities Modifications in fixtures auto
clamping etc
12 MISER- M-minimize I- improvise S- simplify E- eliminate R- reduce --- Continuous
improvement
13 POKAYOKE
- Failsafing for operator‟s un-intentional mistake and total quality
improvement
- Cost reduction by attacking poor quality kit shortages handling
improvement
14IFC ( Initial
Flow Control)
- Making a list of improvements by reviewing quality problems and customer
complaint
- These points will be used for ordering new machines or making
improvements in new product
15 KANBAN- Consumption based material procurement system Ensures availability of
material with minimum inventory
16bdquoO‟ Tag
Campaign
- To increase awareness for Safety PokaYoke Dirty Difficult Danger and
Deterioration
17 Office Kaizen- Apply kaizen tools for increasing effectiveness and reduce delays ( quick
response )
18 Training-Training for acquiring new skills at Gemba Improves employees on
continuous basis
Th f f f h l f t t ib t d b
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
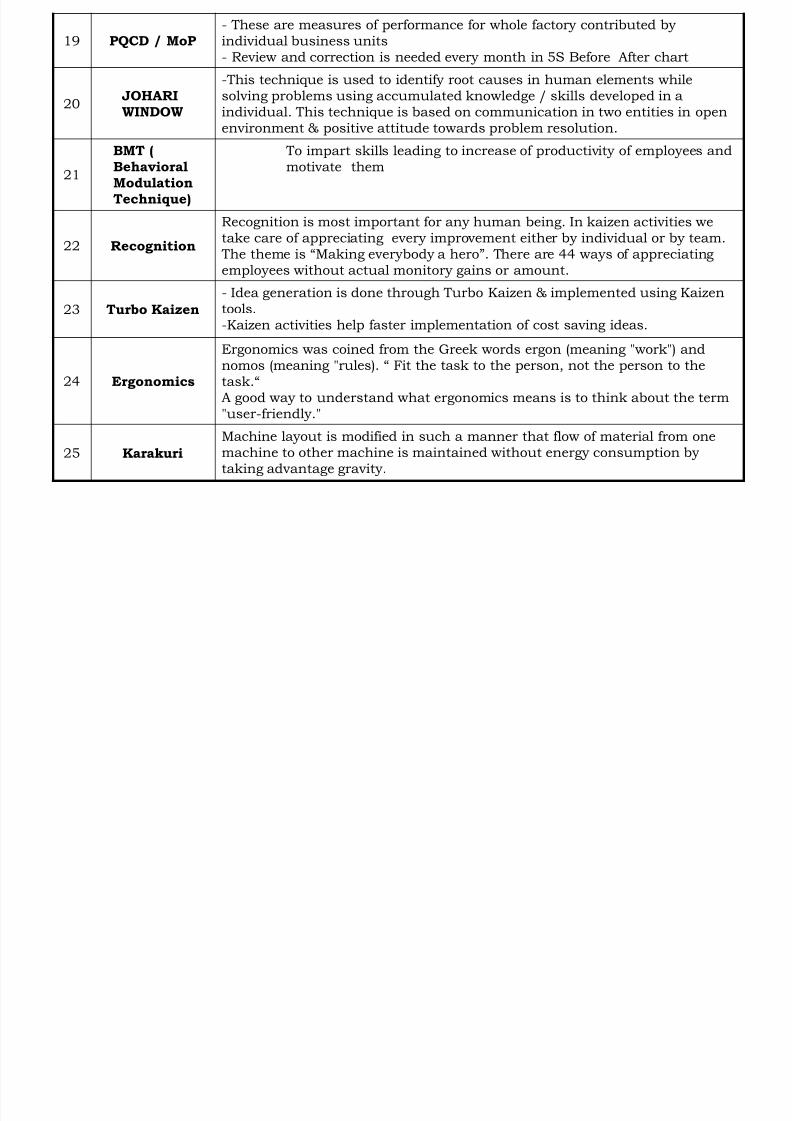
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 1993
19 PQCD MoP
- These are measures of performance for whole factory contributed by
individual business units
- Review and correction is needed every month in 5S Before After chart
20JOHARI
WINDOW
-This technique is used to identify root causes in human elements while
solving problems using accumulated knowledge skills developed in a
individual This technique is based on communication in two entities in open
environment amp positive attitude towards problem resolution
21
BMT (
Behavioral
Modulation
Technique)
To impart skills leading to increase of productivity of employees and
motivate them
22 Recognition
Recognition is most important for any human being In kaizen activities we
take care of appreciating every improvement either by individual or by team
The theme is ldquoMaking everybody a herordquo There are 44 ways of appreciatingemployees without actual monitory gains or amount
23 Turbo Kaizen
- Idea generation is done through Turbo Kaizen amp implemented using Kaizen
tools
-Kaizen activities help faster implementation of cost saving ideas
24 Ergonomics
Ergonomics was coined from the Greek words ergon (meaning work) and
nomos (meaning rules) ldquo Fit the task to the person not the person to the
taskldquo
A good way to understand what ergonomics means is to think about the term
user-friendly
25 Karakuri
Machine layout is modified in such a manner that flow of material from one
machine to other machine is maintained without energy consumption by
taking advantage gravity
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2093
Welcome
to Presentation
onOFFICE KAIZEN
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2193
- Why Office Kaizen What are its‟ benefits
bull To improve productivity efficiency in the administrative functions andidentify and eliminate losses This includes analyzing processes andprocedures towards increased office automation
Benefits
bull Involvement of all people in support functions for focusing on betterplant performance
bull Reduction in administrative costs - Reduced inventory carrying cost
bull Better utilized work area - Reduce repetitive work
bull Motivate people in support areas - Multiskilling in support areas
bull Some evident results are- Reduced inventory levels in all parts of the supply chain
- Reduction in number of files
- Reduction of overhead costs (to include cost of non-productionnoncapital equipment)
- Productivity of people in support functions
- Breakdown of office equipment - Reduced manpower- Customer complaints due to logistics
- Expenses due to emergency dispatchespurchases
- Clean and pleasant work environment
d fi i ffi i16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2293
- How to define P Q C D S M in Office Kaizen
bull Each company will have to define for themselves looking at all losses which affect plantperformance
These are some examples
bull P ndash Production output lost due to want of material
ndash Manpower productivity
ndash Production output lost due to want of tools
bull Q ndash Mistakes in preparation of cheques bills invoices payroll
ndash Customer returnswarranty attributable to BOPs
ndash Rejectionrework in BOP‟sjob work
ndash Office area rework
bull C ndash Buying costunit produced
ndash Cost of logistics ndash inboundoutbound
ndash Cost of carrying inventory ndash Cost of communication
ndash Demurrage costs
bull D ndash Logistics losses(Delay in loadingunloading)
ndash Delay in delivery due to any of the support functions
ndash Delay in payments to suppliers
ndash Delay in information
bull S ndash Safety in material handlingstoreslogistics
ndash Safety of soft and hard databull M ndash Number of kaizens in office areas
H t t t ffi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2393
- How to start office Kaizen
Steps followed are
- Providing awareness about office Kaizen to all support departments
- Helping them to identify P Q C D S M in each function in relation to plantperformance
- Identify the scope for improvement in each function- Collect relevant data
- Help them to solve problems in their Circles Teams
- Make up an activity board where progress is monitored on both sides ndash results andactions along with Kaizens
How to identify losses in office Kaizen
In each functional area identify the losses separately and add them up to build up amaster plan for Office Kaizen For example
- office equipment breakdown
- communication channel breakdown telephone and fax lines
- time spent on retrieval of information
- non availability of correct on line stock status
- customer complaints due to logistics
- expenses on emergency dispatchespurchases- cost reduction on non-productionnon capital items
H t l t K b t K i t i f Offi K i 16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2493
- How to select Kobetsu Kaizen topics from Office Kaizen
Kobetsu Kaizen topics are selected aiming at --
- Inventory reduction- Lead time reduction of critical processes
- Motion amp space losses
- retrieval time reduction
- reducing or eliminating office work flow stagnation
- equalizing the work load
- analyzing for bdquono material‟ areas and improving them
- Improving the office efficiency
ndash By eliminating the time loss on retrieval of information
ndash By achieving zero breakdown of office equipment like telephoneand fax Lines Xerox machine etc
PPM Ch t IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
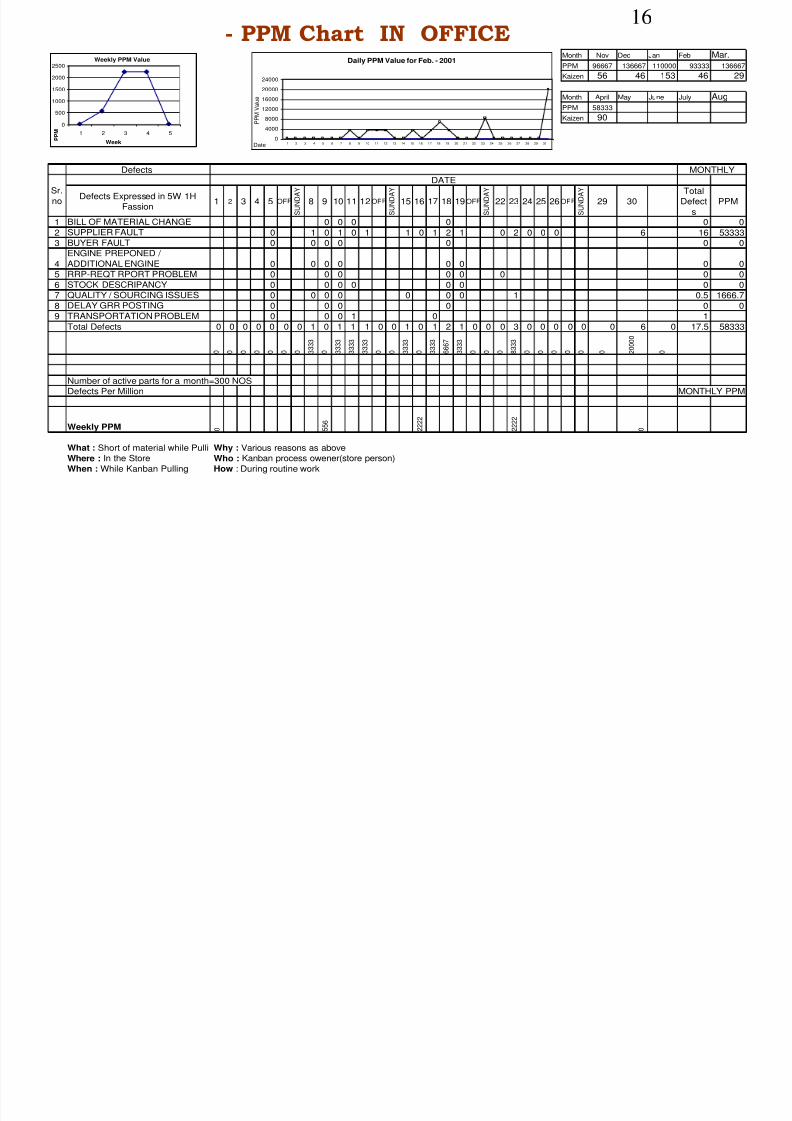
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2593
- PPM Chart IN OFFICENov Dec Jan Feb Mar
96667 136667 110000 93333 1366
56 46 153 46
April May June July Aug
58333
90
Defects
Defects Expressed in 5W 1H
Fassion1 2 3 4 5 OF
S U N D A Y
8 9 10 11 12 OF
S U N D A Y
15 16 17 18 19 OF
S U N D A Y
22 23 24 25 26 OF
S U N D A Y
29 30
Total
Defect
s
PPM
1 BILL OF MATERIAL CHANGE 0 0 0 0 0
2 SUPPLIER FAULT 0 1 0 1 0 1 1 0 1 2 1 0 2 0 0 0 6 16 533
3 BUYER FAULT 0 0 0 0 0 0
4ENGINE PREPONED ADDITIONAL ENGINE 0 0 0 0 0 0 0
5 RRP-REQT RPORT PROBLEM 0 0 0 0 0 0 0
6 STOCK DESCRIPANCY 0 0 0 0 0 0 0
7 QUALITY SOURCING ISSUES 0 0 0 0 0 0 0 1 05 1666
8 DELAY GRR POSTING 0 0 0 0 0
9 TRANSPORTATION PROBLEM 0 0 0 1 0 1
Total Defects 0 0 0 0 0 0 0 1 0 1 1 1 0 0 1 0 1 2 1 0 0 0 3 0 0 0 0 0 0 6 0 175 583
0 0 0 0 0 0 0 3 3 3 3
0 3 3 3 3
3 3 3 3
3 3 3 3
0 0 3 3 3 3
0 3 3 3 3
6 6 6 7
3 3 3 3
0 0 0 8 3 3 3
0 0 0 0 0 0 2 0 0 0 0
0
Number of active parts for a month=300 NOS
Defects Per Million
Weekly PPM 0 5 5 6
2 2 2 2
2 2 2 2
0
What Short of material while Pulli Why Various reasons as above
Where In the Store Who Kanban process owener(store person)
When While Kanban Pulling How During routine work
MONTHLY
Sr
no
MONTHLY PP
Month
PPM
Kaizen
DATE
Month
PPM
Kaizen
Daily PPM Value for Feb - 2001
0
4000
8000
12000
16000
20000
24000
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30Date
P P M
V a l u e
Weekly PPM Value
0
500
1000
1500
2000
2500
1 2 3 4 5
Week P P M
M P T bl IN OFFICE16
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2693
- MoP Table IN OFFICEHuman Resources MOP summary
May02 Jun 02 Jul02 Aug 02 Sep02 Oct 02 Nov 02 Dec 02 Jan03 Feb03
Productivity (P)
Actual 6915 6546 4989 5806 5645 4879 5056 4746 5308 5158
Desired 50 50 50 50 50 50 50 50 50 50
Actual 300 250 150 250 250 200 150 150 175 225 450
Desired 200 200 200 200 200 200 200 200 200 200 200
Quality (Q)
Actual 76
Desired(Tar et)
80
Actual 12th 10th 12th 12th 10th 10th 10th 10th 9th 8th
Desired 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th 8th
Actual 9th 7th 7th 8th 8th 7th 7th 7th 7th 6th
Desired 8th 7th 6th 6th 6th 6th 6th 6th 6th 6th 6th
Actual 5th 5th 5th 5th 5th 5th 5th 5th 5th 4th 5th
Desired 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th 7th
Actual 0 1 0 1 1 1 0 1 1 1 2
Desired 0 0 0 0 0 0 0 0 0 0 0
BEFORE AFTER 5S
RESULT MONITORActual
DeasiredApr02
AFTER 5S
PeopleEngineDay
HRFE Score (Yearly
measure) (Measured one in a year)
Delivery (D)
Monthly Report Submission
Safety Incidents (S)
No of Accidents Month
CPS Report
Monthly headcount data
No of people involved in
community Welfare
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2793
HR
bull Improve employee data adequacy
bull Transfer of old PF accountbull Consolidation of banks for salary payment
bull Safety on road Safety goggles
bull Safety gates on shop floors
bull Pokayokes on accidents ( Radial drills Signs on walkways )
bull Prevention of epidemic diseases
bull Canteen Improvement ndash Kanban for material
- Energy saving
- Improve ventilation and lighting
- Roof cooling by purified drainage
water
- Kaizen Projects in Offices
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2893
HR
bull Improvement in Health awareness ( check up Lectures
De addiction campsbull Bench marking visits to other factories
bull Recognition policy
bull Participation in intra company competition
bull Safety poster competition
bull ldquoOrdquo tag campaign for safety
bull ATM counter bank facility at gate
bull Prize distribution by Union leaders
bull Letter to family for good work
bull Proper lighting and ventilation at workplace
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 2993
bull Poka-yoke (pronounced POH-kah YOH-kayldquo ) bull Japanese words poka (inadvertent mistake) and yoke
(prevent) was invented by Shigeo Shingo in the 1960s
bull The essential idea of poka-yoke is to design your process so
that mistakes are impossible or at least easily detected and
corrected
About Shigeo Shingohelliphelliphellip
bull A leading proponent of statistical process control
bull Became frustrated with the statistical approach
bull Statistical sampling implies that some products to gountested with the result that some rate of defects would
always reach the customer
About POKA YOKEhelliphelliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3093
bull Shingo was communicated of a problem inldquoYamada Electric plantrdquo in 1961
bull A small switch with two push-buttons supported by two
springs occasionally the worker assembling the switch would
forget to insert a spring under each push-button
bull Sometimes the error would not be discovered until the unitreached a customer
bull Factory would have to dispatch an engineer to the customer
site to disassemble the switch insert the missing spring and
re-assemble the switch
bull This problem of the missing spring was both costly andembarrassing
bull Despite everyones best intentions the missing spring problem
would eventually re-appear
Birth of POKA YOKE helliphelliphellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3193
Pokayoke ActionError Has
Occurred
Detection
Is Made
Defect
Is
Signaled Control
Feedback
GivenProcess
Is
Stopped
POKA YOKE Action
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3293
bull A system for organising work that prevents the error
bull Excludes any risk of error even by the beginner
bull Allows everyone to operate without mistake
bull Prevents error that are about to occur
bull Inspection time will be minimised
What is ldquoMistake Proofing ldquo Why should we do it
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3393
Mistake -Proof Approach
List of Problems ndash Select
Form a Team
Brain-writing at Gemba
Why-Why Analysis leads to root cause
Kaizens on root cause
Establish Activities to maintain standard
Work Towards Low Cost Automation
Plan
Do
Check
Act
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3493
What - A tool that helps to eliminate inadvertent human errors
- Helps to build quality in product at sourceWhere - Is helpful in highly repetitive situations High Productivity areas
may lead to mistakes sometimes
(Unintentional errors - Forgetting Ignoring Inattentiveness )
eg - Complex processes Repetitive assembly mistakes
When - Sourced from Safety issues Driven by known quality problems
Customer complaints RFT P Tags BIS issues FMEA
Why - Builds quality in the product waste elimination
How - Pokayoke is often LOW COST or NO COST solutions
POKA YOKE helps in case of unintentional mistakes and not mischiefs
Pokayoke - Fail safe in 5 W 1 H
Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3593
Welcome
Learning Session on
Model Machine
Objectives
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3693
j
To Learn
bull Concept of Model Machine - P - PC Balance
bull Why Model Machine
bull 8 Major losses
bull OEE Calculations
bull How to Develop
bull Documentation
bull Examples
Wh M d l M hi
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3793
Why Model MachineProfit = Sales ndash Cost
Profit = Sales ndash Mfg Cost
To reduce manufacturing cost needs optimumutilization of all assets ie resources
Measurement of effective utilization of all
resources is Overall Equipment Efficiency( OEE)
(09 09 09 = 73)
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
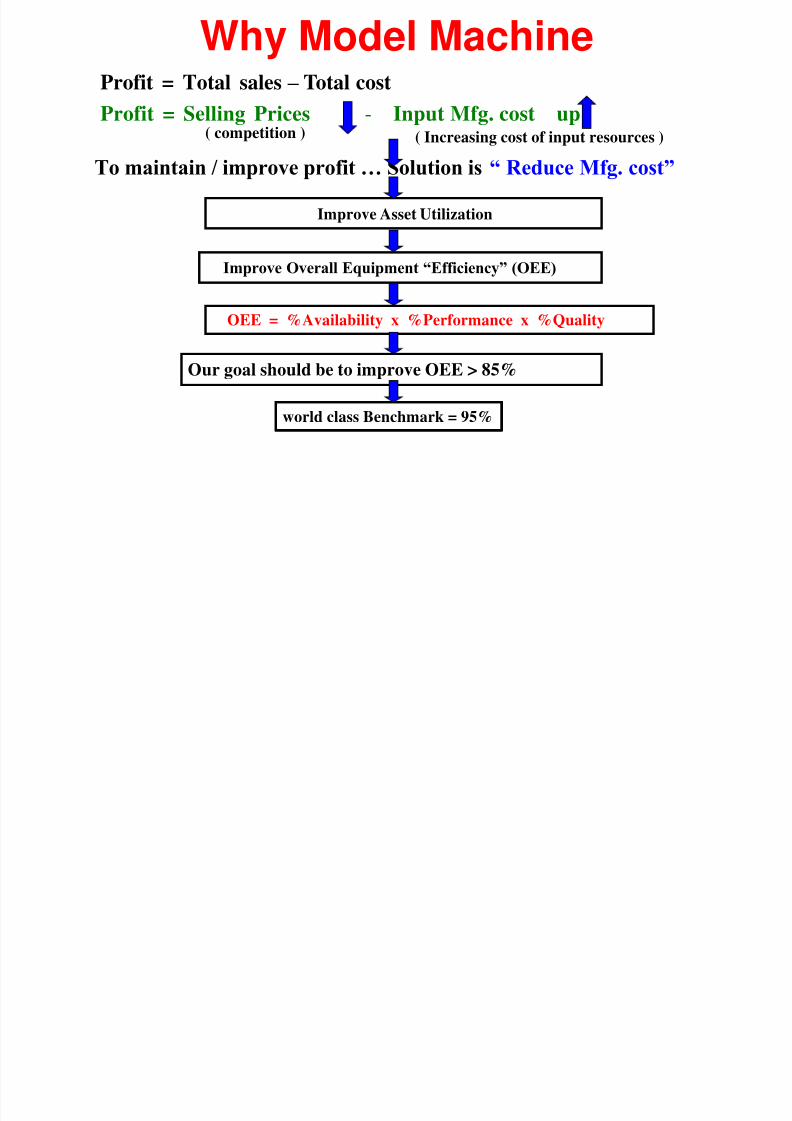
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3893
Profit = Total sales ndash Total cost
Why Model Machine
Profit = Selling Prices - Input Mfg cost up
( competition ) ( Increasing cost of input resources )
To maintain improve profit hellip Solution is ldquo Reduce Mfg costrdquo
Improve Asset Utilization
Improve Overall Equipment ldquoEfficiencyrdquo (OEE)
OEE = Availability x Performance x Quality
Our goal should be to improve OEE gt 85
world class Benchmark = 95
Why Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
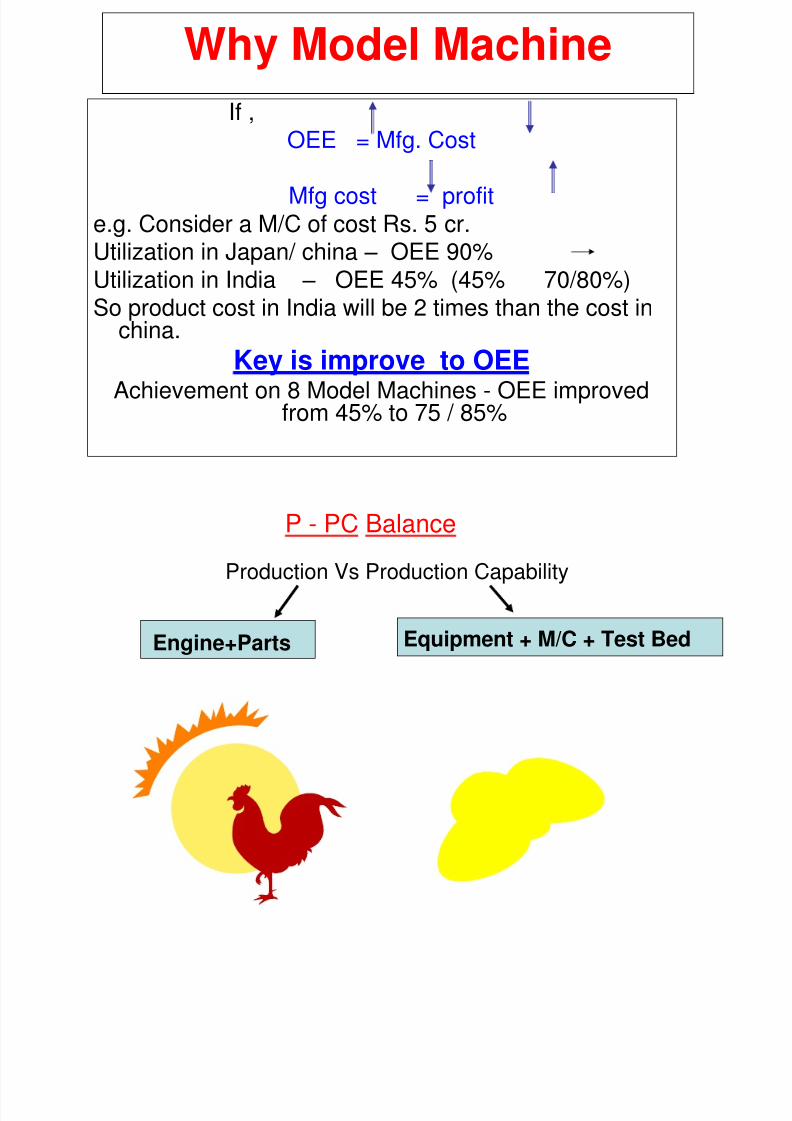
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 3993
Why Model Machine
If
OEE = Mfg Cost
Mfg cost = profit
eg Consider a MC of cost Rs 5 cr
Utilization in Japan china ndash OEE 90Utilization in India ndash OEE 45 (45 7080)So product cost in India will be 2 times than the cost in
china
Key is improve to OEEAchievement on 8 Model Machines - OEE improved
from 45 to 75 85
P - PC Balance
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4093
P PC Balance
Production Vs Production Capability
Engine+Parts Equipment + MC + Test Bed
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4193
Factory Within Factory is BU
BU Within BU is MODEL MC
WHY Model MC
To deliver -Cost Effective Product to ldquoInternalrdquo amp Externalrdquo Customer
Zero - Breakdown
By Achieving - Zero - Accident
Zero - Defect
To Success is ldquoImprove OEErdquo (Overall Equipment Effectiveness)
5 - M‟S OF PRODUCTION
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4293
bull Manpower Method Materials Machines Money
Absenteism
Violation of SOP
Non Uniformsupply
Non Availability amppoor performance
Lack of funds
To overcome with thisPlant engg Acts upon
Planned Maint BD Maint
No extra care is beingTaken To increase the lifeof machine In spite ofPreventive amp BD Maint
Machine Deterioration
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4393
NATURAL amp FORCE DETERIORATION
M a c
h i n e L i f e
Time
Original condition A B C
A
B
C
Forced deterioration
Natural deterioration
Surpassed Rated life
5 S and Kaizen
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4493
Unsafe Action
Near Misses
Fatal Accident
1
30
300 Problem in lsquoseedrsquo
stage(Signals ignored)
Problem in lsquosaplingrsquo
stage
Problem in lsquotreersquo stage
(Disasters at workplace)
Problems at the Work
Place
Never make same mistake again- Improve Continuously
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4593
Examplebull Motor not rotating ------ motor overload tripped ----
motor taking over current------ motor coolingimproper-----
motor stator fins accumulated with metal chips ampdust
Counter Measure Clean motor stator fins amp provide
daily check
bull By taking extra care of machine and maintaining theoptimum condition we can sustain rather enhance the
life of machine So removal of even minorabnormalities contributes to improve the life ampperformance of the machine
Model Machine
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4693
What is OEE OEE is Overall Equipment Effectiveness
OEE= Availability X Rate of quality products X Performance
ldquoOverallrdquo Means
Performance of bdquoResources‟ MachinesMethodsMan amp
Quality
Losses OEE
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4793
Day 2
WELCOME TOLean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4893
TOYOTA PRODUCTION SYSTEMS
amp LEAN MANUFACTURING
Sybeq
Lean Manufacturing ndash eLearning Program
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 4993
INDEX
1 What is Lean Manufacturing
wwwsybeqcom
2 Lean Principles
3 Steps to implement Lean
4 Lean Tools
5 Kaizen
6 Lean Implementation tips
hellipThank You
7 Conclusion
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5093
TPSLean Manufacturing Introduction
Click to proceed
What is TPSLean Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5193
What is TPSLean Manufacturing
bull An approach that minimizes
consumption of resources that add novalue to the product
bull Focus is on eliminating waste
bull Production of goods with less human effort lessequipment less space less time
51
Click to go back
TPSLean Manufacturing Benefits
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
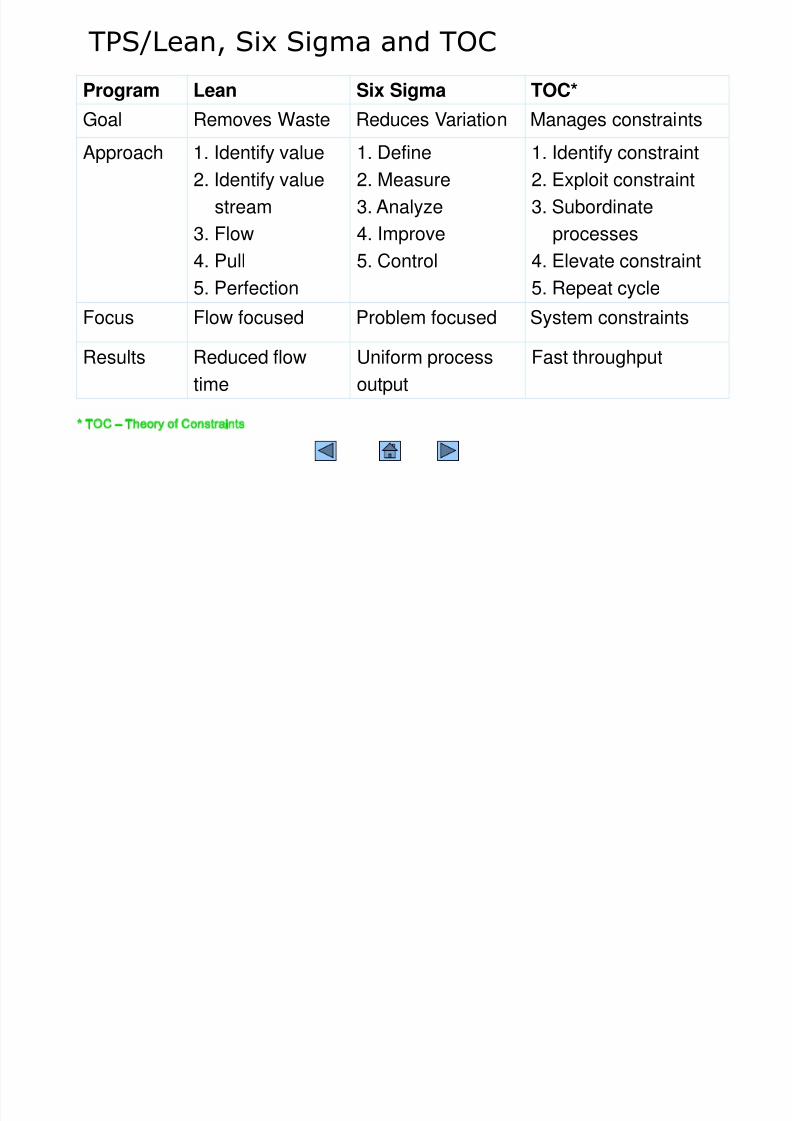
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5293
TPSLean Manufacturing Benefits
bull Increase in productivity
bull Reduction in throughput time
bull Reduction in inventory WIP
bull Reduction in scrapbull Better space utilization
52
TPSLean Manufacturing Six Sigma and
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5393
TPSLean Manufacturing Six Sigma and
Theory of Constraints
Before we learn Lean Principles letrsquos
at Lean vs Six Sigma and Theory of Constraints
53
TPSLean Six Sigma and TOC
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5493
Program Lean Six Sigma TOC
Goal Removes Waste Reduces Variation Manages constraints
Approach 1 Identify value
2 Identify value
stream
3 Flow
4 Pull5 Perfection
1 Define
2 Measure
3 Analyze
4 Improve
5 Control
1 Identify constraint
2 Exploit constraint
3 Subordinate
processes
4 Elevate constraint5 Repeat cycle
Focus Flow focused Problem focused System constraints
Results Reduced flow
time
Uniform process
output
Fast throughput
TOC ndash Theory of Constraints
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5593
US Manufacturers Japanese Manufacturers
bull Process oriented massproduction manufacturing
methods common before
World War II
bull Shift to the results-oriented
output-focused production
systems that control most of
todays manufacturing
businesses
bull Re-building after World War IIJapan was facing declining
human material and financial
resources
bull The problems they faced were
vastly different from their
Western counterparts
These circumstances led to thedevelopment of new lower cost
manufacturing practices
TPSLean Manufacturing - History
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5693
g y
Concepts of Lean Manufacturing and Just in time were applied in
the US industries in the 1900s
Taiichi Ohno and Shingeo Shingo of Japan developed a
disciplined process-focused production system known as the
Toyota Production Systemldquo
In 1990 James Womack introduced Lean production to the US
industry with the publication of his book ldquoThe Machine that
changed the worldrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5793
TPSLean Principles
Click to proceed
TPSLean Principles
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5893
TPSLean Principles
bull Continuous flow manufacturingbull Takt time
bull Non-value added activities
bullCycle time reduction
Click to go back
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 5993
Principle 1
Continuous Flow Manufacturing
Continuous Flow Manufacturing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6093
Continuous Flow Manufacturing
bull Material should always move one piece at a timeat the rate determined by the customer
bull Flow of product must be smooth and
uninterrupted
Continuous Flow Advantages
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6193
Continuous Flow Advantages
bull Delivers a flow of products to the customer withless delay
bull Requires less storage and transport
bull Lowers the risk of losses through damage
deterioration or obsolescence
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6293
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6393
Principle 2 Takt time
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6493
bull Time needed to produce as per customer
requirements
bull Used to determine pace of production in
continuous flow manufacturing
Takt Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6593
Takt time = Net operating time per period
Customer requirements per period
where
Net operating time = (Time per shift) ndash (Time for breaks
lunch)
Customer requirements = Products required per day
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6693
Principle 3
Non-value added activities
What are Non-value added activities
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6793
bull Waste that exists in the process
bull Activities not important to the customer
bull Work elements that the customer will not pay for
Non-value added activities Categories
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6893
1 Overproduction
2 Inventory
3 Repair Rejects
4 Motion
5 Processing
6 Waiting
7 Transport
Overproduction
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 6993
bull Producing too much
bull Occurs because products are made
earlier or faster or more than is needed by
the next process
bull Uses extra space raw materials utilities
transportation scheduling costs
Inventory
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7093
bull Raw material parts WIP supplies finished
goods are all inventory
bull Uses extra space transportation labor interest
on materials
bull Inventory sitting around gathers dust
deteriorates becomes obsolete gets damaged in
handling
Repair
P
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7193
Process
Conformingproduct
Delivered tocustomer
Non conformingproduct
RepairInspection
Delivered to
customer
OK Not OK
Scrap
Repair- labor
- additional material- normal continuousflow gets affected
Motion
Extra unneeded movements
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7293
bull Design new tools to help with strenuous and tiringmotions
bull Redesign workplace layout to take advantage of
the ergonomics
bull Extra unneeded movements
like excessive walks lift heavy
loads bend awkwardly reach
too far etc are waste
Processing
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7393
bull Additional steps in the manufacturing process
bull Examples
a Removing burr
b Reshaping a piece due to poor diesc Extra handling process due to lack of space
d Maintaining extra copies of information
Waiting
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7493
bull Operator remains idle waiting for the next
operation
bull Some causes for waiting are machine
downtime lack of parts line stoppages longchangeover times batch flow of material
Transport
All forms of transportation are aste
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7593
bull All forms of transportation are waste
bull Some examples are use of forklifts
conveyors trucks
bull Transportation waste is caused by poor plant
layout poor cell design use of batch processes
long lead times large storage areas scheduling
problems
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7693
Principle 4 Cycle-time reduction
Cycle-time reduction
bull The amount of time needed to complete a
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7793
bull The amount of time needed to complete a
single task and move it forward in theprocess
bull To make the line flow all operations must
be completed under the takt time
bull Cycle time reductions improve quality
reduce waste increase capacity simplify
the operation
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7893
Operation 1 Operation 2 Operation 3
Process
Consider a process that has 3 operations
Each operation has a pre determined takt time based on the
customer requirements and net operating time availableCycle time is the total of takt times for all three operations
To reduce cycle time each task must be completed below the
takt time
Cycle-time and Takt time (Example)
Process
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 7993
Operation 1 Operation 2 Operation 3
Process
Operation Takt time
1 52 sec
2 45 sec
3 65 sec
Total 162 sec Cycle Time
Cycle-time reduction
K i t t k l ti d ti j t
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8093
bull Kaizen teams take up cycle time reduction projects
bull The project involves
a Data collection and analysis
b Work sampling pace studies line balancing
elemental analysis motion studies and takt time
calculations
Traditional Approach
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8193
ForecastDemand
Produce DistributeSell
BLISS
hellip a precisely inaccurate forecast Irrational
Customer
Demand
Variance MESS
hellipPush System
bull IN REALITY
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8293
bull Mismatch between inventory and
actual demand
bull Frequent schedule revisions
bull High inventory levels
bull Excessive stock of some stockouts for
some
bull Lost sales loss of production Logistics of Supply Management
Is most important
Fallout of ldquoPushrdquo
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8393
bull Mismatch between inventory and actualdemand
bull Frequent schedule revisions - Bullwhip effect
bull High inventory levels
bull Excessive stock of some items stockouts ofsome
bull Lost sales loss of production
hellip for finished products amp materials
Push Vs Pull
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8493
Push Vs Pull
bull PUSH System
- Driven by Forecasts
bull PULL System
- Driven by actual demand
- Not Driven by Forecast
Materials Scheduling
PULL SYSTEMS
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8593
Production Schedule Driven
PULL SYSTEMS
Consumption Driven
FQVT FTVQ
bull FQVT ndash Fixed Quantity Variable Time
bull FTVQ ndash Fixed Time Variable Quality
Kanban is an FQVT System
What is MRP
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8693
bull MRP (Materials Resource Planning) is a Computerized Inventory Control
bull Production Planning System that
Schedules Component Items as Neededwhich will Track Inventory
Role of MRP
bull MRP a planning tool
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8793
bull MRP - a planning tool
bull Not a Scheduling tool when
demand is unpredictable
bull Use MRP only ndash For gross requirements planning
based on master production plans
ndash To calculate Recalculate BufferLevels
Planning amp Scheduling
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8893
bull Planning horizons typically Quarter
Month
bull Scheduling horizons are shorter
Typically Week or Day
Forecasting amp Planning
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 8993
Forecasting amp Planning
bull Annual Forecast Capacity Planning
bull Quarterly Forecast Resources Planning
(Materials amp Manpower)
bull Month‟s Forecast Resource Commitment
Living with imperfection hellip
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9093
PLAN AS PER FORECAST
DELIVERY AS PER ACTUAL DEMAND
Materials Scheduling
C Cl ifi i
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9193
bull ABC-XYZ Classification
- ABC ndash Analysis based on Price- XYZ ndash Analysis based on Consumption
bull Choice of Scheduling system
ndash Replenishment system ndash Schedule to meet production plan
bull Two types of replenishment systems
ndash FQ-VT (Fixed Quantity-Variable Time -Kanban) ndash FT-VQ ( Fixed Time- Variable Quantity)
Just-In-Time
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9293
bull Produce and distribute only what the customer wantsin the
quantity he wants when he wants
bull Do not produce and distribute asper demand forecast
bull A Pull System
THANK YOU
842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

842019 Presentation on TPS -JIT Kanban
httpslidepdfcomreaderfullpresentation-on-tps-jit-kanban 9393

















