Master Thesis CODEN:LUTMDN/(TMMV-5196)/1-77/2005 Processing and recycling polyurethane as thermo and thermosetting plastic Peter Jeppsson 2005 DEPARTMENT OF MECHANICAL ENGINEERING LUND INSTITUTE OF TECHNOLOGY
Transcript
Master Thesis CODEN:LUTMDN/(TMMV-5196)/1-77/2005
Processing and recycling polyurethane as thermo and thermosetting plastic
Peter Jeppsson
2005
DEPARTMENT OF MECHANICAL ENGINEERING LUND INSTITUTE OF TECHNOLOGY
Organization Lund University
Document Name Master Thesis
Dept. of Production and Materials Engineering P.O.Box 118; S-221 00 Lund; SWEDEN
Title and subtitle Processing and recycling polyurethane as thermo and thermosetting plastic
Sustainable development to maintain conditions here on earth is today an issue for society and thereby also an issue for everybody. The amount of available raw material is limited; therefore we have to be careful with our natural resources and increase the use of second hand material.
The overall description of aims is to examine if it is possible to mechanically material recycle the polyurethane in the tuck wheels and in the escalator handrails. Mechanically material recycle these products necessitate a mechanical process to receive a material that is in a suitable form and size for the restructuring process. Different processing methods resulted in materials with different structure.
The thermoplastic polyurethane (TPU) in the handrail had good mechanical workability provided a small cutting edge angle and large rake face angle. The form of the processed material was less important for the properties of the recycled material.
The polyurethane as thermosetting plastic (PUR) had also good mechanical workability provided the same cutting process assumption as for the thermoplastic polyurethane. The form of the processed material and the orientation of it in the press form influenced the properties of the recycled material. It was an advantage to preserve as much of the original structure as possible and orientate it in the direction of the applied force.
Attempts to mix the thermoplastic polyurethane and acrylonitrile-butadiene rubber (NBR) rubber were carried out. The thermoplastic polyurethane was assumed to work as a binder and NBR as filler. The result of the recycled blend was a sheet with low properties and without any bonds between the materials.
Key Words
Recycling, processing, polyurethane, PUR,TPU;NBR Classification system and/or Index term (if any) Supplementary bibliographical information
Language English
ISSN and key title
ISBN
Recipient´s notes
Number of pages 97 Price Security classification Dept. of Production and Materials Engineering P.O.Box 118; S-221 00 Lund; SWEDEN Tel: +46 46 2224592; Fax: +46 46 2224529 I, the undersigned, being the copyright owner of the abstract of the above mentioned dissertation, hereby grant to all reference sources permission to publish and disseminate the abstract of the above mentioned dissertation Signature Date
1
Processing and Recycling PUR and TPU
Preface This thesis is the presentation of the result of the work carried out at the department of Production and Materials Engineering at the University of Lund. There have been many companies and people helping me on the way by providing all the help I needed in my work with the thesis. Therefor I hereby acknowledge all of you that made it possible for me to finish my Master Degree in Mechanical Engineering. I would like to thank my supervisor Prof. Carl-Håkan Andersson and Mats Andersson who gave me all the help during the work and inspiration which was needed to finish this thesis. Dipl.-Ing. Christian-André Keun at New York Gummiwaren GmbH in Hamburg and Technische Universität Hamburg-Harburg for material and information about it. Linlan AB and employees there who helped me with some practical work and allowed me to lend their press and electromagnetic heated press tools. Production Manager Sten Axelsson at Stelana AB for material and information about the solid polyurethane wheels. Research Associate Helen Hassander at the Department of Polymer Science & Engineering at University of Lund for lending me stamp and die cutter to make test pieces. PhD Student Toni Reftman at the Department of Mechanical Engineering at University of Lund for instructions for the granulation machine and test equipment. Lars-Åke Clementz at the Departments of Mechanical Engineering at University of Lund for helping me with mechanical problem.
2
Processing and Recycling PUR and TPU
3
Processing and Recycling PUR and TPU
Summary Sustainable development to maintain conditions here on earth is today an issue for society and thereby also an issue for everybody. The amount of available raw material is limited; therefore we have to be careful with our natural resources and increase the use of second hand material. This thesis will shed some light on plastic recycling. The products that have been studied are handrails made of thermoplastic polyurethane (TPU) and truck wheels made of polyurethane as thermosetting plastic (PUR). In these two cases it was not possible to reuse or repair the products which would be the best alternative from the environmental point of view. Material reuse is the second best recycling method and was applicable for the studied products. To be able to reuse the material, the original product had to be processed into a more suitable form for the recycling process. Processing methods that is used in the work are granulating and turning in a lathe with different cutting tools. The idea was to process the original products to granulate and strips and for the solid polyurethane wheels also wide strips. After processing the material was restructured to sheets by heat and pressure. To be able to analyze the reconstructed materials, material tests had to be done. With the results from the material tests, comparison of the restructured materials properties could be done and by that investigate the influence of the structure of the processed material. For the polyurethane wheels also the influence of different arrangements of the material in the press form was examined. The thermoplastic polyurethane in the handrail had good workability provided right process parameters. The form of the processed material was less important for the properties of the recycled material. The polyurethane as thermosetting plastic had also good workability if it was processed with the same equipment and process parameters as the thermoplastic polyurethane. The form of the processed material and the orientation of it in the press form influenced the properties of the recycled material. It was an advantage to preserve as much of the original structure as possible and orientate it in the direction of the applied force. Attempts to mix the thermoplastic polyurethane and acrylonitrile-butadiene rubber (NBR) rubber were carried out. The thermoplastic polyurethane was assumed to work as a binder and NBR as filler. The result of the recycled blend was a sheet with low properties and without any bonds between the materials.
4
Processing and Recycling PUR and TPU
5
Processing and Recycling PUR and TPU
Table of contents
1 Introduction .................................................................................................9 1.1 Background ........................................................................................9 1.2 Problem description ..........................................................................9 1.3 Objectives .........................................................................................10 1.4 Methods ............................................................................................10 1.5 Limitations .......................................................................................10 1.6 Disposition of the report..................................................................11
2.1.1 Reusing the product................................................................................... 14 2.1.2 Reusing the material.................................................................................. 14 2.1.3 Energy recovery ........................................................................................ 14
2.2 Producers responsibility..................................................................14 2.3 Recycling methods for plastics .......................................................15
2.3.1 Mechanical recycling ................................................................................ 15 2.3.2 Chemical recycling.................................................................................... 16 2.3.3 Energy recovery ........................................................................................ 17
3 Polyurethane..............................................................................................19 3.1 Chemistry of PUR............................................................................19
3.2 Process of manufacture ...................................................................21 3.3 Facts and properties of polyurethane ............................................21
3.3.1 Polyurethane’s advantages compared to other materials ......................... 22 3.3.2 Disadvantages of polyurethane................................................................. 23
3.4 Health and ecological aspects of PUR............................................23 3.4.1 Health and working environmental aspects.............................................. 23 3.4.2 Environmental aspects .............................................................................. 24
3.5 Effects on polyurethane caused by surrounding environment ....24 3.5.1 Absorption of water................................................................................... 25 3.5.2 Micro organisms........................................................................................ 25 3.5.3 Hydrolysis ................................................................................................. 25
6
Processing and Recycling PUR and TPU
3.5.4 Effects of oil .............................................................................................. 26 3.5.5 Effects of heat............................................................................................ 26 3.5.6 Effects of oxygen and ozone..................................................................... 26 3.5.7 Ageing ....................................................................................................... 27
4 Cutting process of polyurethane ...............................................................29 4.1 Cutting speed ...................................................................................29 4.2 Temperature.....................................................................................30 4.3 Tool geometry and tool material ....................................................30
5 Recycling of handrails...............................................................................31 5.1 Material and design of the handrail...............................................31 5.2 Processing the TPU in handrails ....................................................32
5.3 Restructure the TPU .......................................................................36 5.3.1 Pressing with heat...................................................................................... 37
6 Recycling of solid PUR-wheels .................................................................39 6.1 Material and design of the truck wheels........................................39 6.2 Processing the PUR in truck wheels...............................................39
6.3 Restructuring the PUR....................................................................43 6.3.1 Pressing with heat...................................................................................... 43
7 Blending TPU and rubber.........................................................................47 7.1 Structure of NBR.............................................................................47 7.2 Processing the NBR .........................................................................47 7.3 Pressing with heat............................................................................48
8 Material testing..........................................................................................49 8.1 Tested materials...............................................................................49 8.2 Tensile strength................................................................................49
8.2.1 Test equipment, specimen and conditions................................................ 50 8.2.2 Results of the tensile strength tests ........................................................... 50 8.2.3 Discussion of tensile strength test result................................................... 54
8.3 Shear strength ..................................................................................54 8.3.1 Test equipment, specimen and conditions................................................ 54
7
Processing and Recycling PUR and TPU
8.3.2 Result of shear strength tests..................................................................... 55 8.3.3 Discussion of shear strength test result..................................................... 57
8.4 Shore hardness.................................................................................58 8.4.1 Test equipment, specimen and conditions................................................ 58 8.4.2 Result of shore hardness tests ................................................................... 58 8.4.3 Discussion of shore hardness test result ................................................... 59
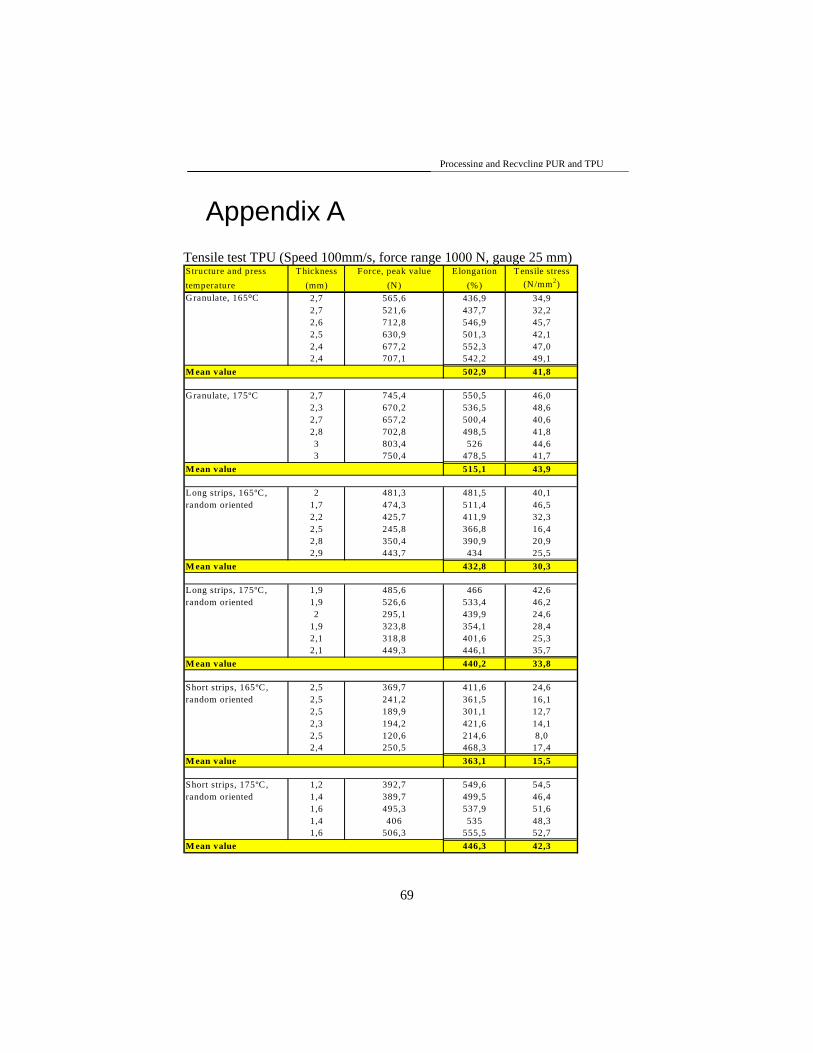
9 Conclusions ...............................................................................................61 10 How to continue the work .........................................................................63 References ..........................................................................................................65 Appendix A .........................................................................................................69 Appendix B .........................................................................................................73 Appendix C .........................................................................................................77
8
Processing and Recycling PUR and TPU
9
Processing and Recycling PUR and TPU
1 Introduction For basic knowledge about plastics and polyurethane, Plaster – Materialval och material written by Carl Klason and Josef Kubát, Perstorpsboken – Plastteknisk handbok from Maskinaktiebolaget Karlebo and Perstorps AB can be a help to better understand this thesis.
1.1 Background Everybody is dependent on a thriving and well working environment to preserve our good health and maintain the standard we are used to have and in the long run survive on this planet. Waste is a large environmental problem and the amount increases the whole time. Demands are much higher on companies today then it was just a few years ago. Laws as the producers responsibility and the charge to put the waste as landfill have been increased. These things have been done to decrease the amount of waste and by that the impact on the environment. Minimizing the amount of waste and reuse of the already existing material reduces the need of virgin material i.e. save limited resources as for example oil and minerals. The value of the material will be increased if it is recycled. In order to decrease the amount of waste and create economical advantage, recycling has been and is a very important issue and it creates goodwill for the companies.
1.2 Problem description New York Hamburger Gummiwaren GmbH in Hamburg are developing a new handrail for escalators and wish to know if it is possible to recycle this new product and how it could be done. Stellana AB produces solid truck wheels of polyurethane as thermosetting plastic. The production waste is a problem and they are interested of a solution. Both companies are medium-sized and exposed to authorities and customers demands to decrease the impact of the environment and contribute to a more sustainable society.
10
Processing and Recycling PUR and TPU
1.3 Objectives The objectives for this work can be stated as follows:
• Basically describe how recycling systems work and which possible recycling alternatives that exists Explain different recycling processes for plastics.
• Examine workability for the solid polyurethane wheels and the polyurethane
elastomer in handrails and examine if it is possible to use a mechanical recycle method to reuse the material.
• Investigate the possibility to blend the thermoplastic polyurethane in the
handrails with rubber.
• Compare properties of the restructured material when the primary material has been processed in different manners.
• Compare properties of the restructured material when the processed material
has been orientated in different ways.
1.4 Methods Litterateur was studied to obtain background knowledge about recycling systems, plastic chemistry, recycling methods and cutting processes. Material was gathered and processed in different ways to obtain the material in different structures. The processed material was restructured and the properties were examined with different test methods according to existing standard as far as possible.
1.5 Limitations Only production waste was examined. Used material that has been aged and more or less contaminated can affect the test results and make the comparison precarious. In the thesis other types of recycling methods has been described, but the practical work has been limited to available equipment. The time is limited to 20 weeks full time, 40 hours a week. Scheduled time includes the whole work.
11
Processing and Recycling PUR and TPU
The budget has been limited and by that restrictions in the work had to be done.
1.6 Disposition of the report An overview of the fundamental recycling systems and methods for plastic recycling will be presented in chapter 2. Plastics change structure by age and contamination, thereby also properties. Characteristic, chemistry and properties for the examined plastics is important to know when recycling; therefore is this explained in chapter 3. Chapter 3 also discusses health and ecological aspects of PUR. The cutting process for elastic plastics is different from cutting in less elastic materials as for example metals; this will be discussed in chapter 4. The processing of the materials to manageable size for recycling and the following pressing is described in chapter 5, 6 and 7. Material testing was carried out to be able to compare the properties of the recycled material; this is described and presented in chapter 8. In chapter 10 some ideas how to continue the work has been stated.
12
Processing and Recycling PUR and TPU
13
Processing and Recycling PUR and TPU
Products
Analysis
Dismantling of known details
Recycling
Useable details and components
Presorting
Reusing the product
Hazardous for the environment
Landfill
Separation
Valuable details
If required - size reduction
Burning Material reuse Landfill
Labeled details
Burning
2 Recycling How to recycle a product depends on what type of material it consists of and how it is designed. In figure 1 it is shown how a product is analyzed and recycled. There are three different types of recycling: reusing the product, reusing the material for use it in new products and burning the product in order to produce energy. [4] Figure 1. Schematic description of how a product is analyzed and recycled. [3]
14
Processing and Recycling PUR and TPU
2.1 Recycling methods There are, as mentioned before, mainly three alternatives for recycling plastics. Best, from the environmental point of view, is to reuse the product. The second best thing is to reuse the material in the product. The third way is to burn the product for energy recovery. [4]
2.1.1 Reusing the product Bottles of glass and parts from old cars have been reused for a long time. Reuse of PET bottles is an example of a new reusing system that works well. It is not always possible to reuse the product, it can be broken or there is no longer a market for the product. [17]
2.1.2 Reusing the material Reusing material is divided in two types, reuse for the same purpose or reuse for purposes with lower requirements on the materials properties. Reuse of materials for the same purpose works for examples for aluminum cans, glass, paper, steel from cars and some plastics in the form of production waste. Plastics used in pallets, bobbins and park benches are examples of reuse of material in product with lower requirements. [17]
2.1.3 Energy recovery During the right circumstances, burning waste to gain energy can be a good alternative to reusing the product or material. This alternative has to be carefully compared to the first two recycling alternatives before taking this alternative under consideration. [4]
2.2 Producers responsibility Producer responsibility means that the producer of a product is responsible for the product during the products entire lifetime. The producer has to take care of the products that they have designed and produced, when it is used. [12] Companies can take economical responsibility instead of the physical, which is explained above, for the product. [4] There are a lot of advantages with a strategy like this. The producer has a greet knowledge about the construction, what materials the product consists of and how the material should be treated. This is basic knowledge for the recycling process. If the product is designed for recycling it is easier to take care of it when the product is returned. Recycled material or components used in new products can be less expensive than to buy or produce new ones. [4]
15
Processing and Recycling PUR and TPU
In Sweden producers have the responsibility for used cars, tyres, newsprint paper, packages and electrical and electronic products. In 2005 it will be illegal to put sorted organic material as plastic as landfill. [23]
2.3 Recycling methods for plastics Plastics can principally be recycled in three ways: mechanically process the product that will be recycled and reuse the material, chemically break down the product to atoms or molecules and then manufacture virgin plastic and the last alternative is to burn for energy recovery. [4]
2.3.1 Mechanical recycling To reuse the product is from the environmental point of view the best, but it is normally not possible. The product can be out of date, dirty or worn out. However, both thermosetting plastics and thermoplastics can be material recycled. [4]
2.3.1.1 Thermoplastics Thermoplastics melt when it is heated and in melted form the plastic can be shaped in the same or in a new fashion. Thermoplastics are quite easy to material recycle. A problem is that the material properties deteriorate for every time the plastic are recycled. There are two solutions to this problem; recycle the material in products that requires lower material properties, or mix the recycled material with virgin material, i.e. improve the materials properties. [4] Some thermoplastics can be mixed when they are recycled. They are then called compatible. Which thermoplastics that are mixable depend on the compatibility of the thermoplastic. [4]
2.3.1.2 Thermosetting plastics The common opinion about thermosetting plastics is that they are more or less impossible to mechanical recycle, this because they do not melt when they are heated. But research shows that there are a number of methods to reuse the material in this kind of plastics. Thermosetting plastics are normally reinforced by fibers; i.e. the thermosetting plastics consist of more than one material. [4] The most common methods to material recycle thermosetting plastics are granulation, fiber extraction, hot stamping and thermo mechanical degradation. [4]
Granulation The easiest way to recycle plastics is to granulate or mill it. The material can then be used as filling or reinforcement in thermoplastics or thermosets. A basic assumption is that the recycled material not is contaminated. [4]
16
Processing and Recycling PUR and TPU
Fiber extraction To set the fibers free from the plastic matrix the material is hit by a large hammer, by that the fiber is free and reusable. The remaining material that do not contain any fibers can be used as filler. [4]
Hot stamping This method is based on the possibility that granulated urethane- and urea-plastics have some molecule groups that are able to bind each other even after that the material are tempered. To be able to reconstruct the material the temperature has to be heightened to, 185 to 195°C, and the pressure raised to between 300 and 800 bar. Recycling with this method just slightly reduces the hardness and modul of rigidity. The extension before fracture can be reduced with up to 90 % if the granulated material is contaminated. Important is that the recycled material has the same measure accuracy, heat and ageing resistant as virgin material. [4]
Thermo mechanical degradation In this method the long molecule chains in polymers breaks down in to smaller molecules. The plastic (polyurethane) is grind into a powder and mixed with isocyanates. The mix is then pressed (200 bar) and heightened temperature (150°C). The material will be very hard and brittle. [4]
2.3.2 Chemical recycling Chemical recycling is manly used for thermosetting plastics, because thermoplastics can be recycled easier with other methods. The most common methods to recycle a plastic product chemically are hydrogenation, pyrolysis and glycolysis for polyurethane. [4]
2.3.2.1 Hydrogenation Granulated plastic material is put in a hydrogenation reactor. Added hydrogen will react with the carbon in the plastic under heightened temperature (500°C) and pressure (500 bar). The result is oils and gases similar to those the refineries are working with. The products have a very high quality but there is a problem if the plastic material contains particles. Hydrogenation is a method that has been known for a long time. [4]
2.3.2.2 Pyrolysis In this method the plastic material is heated to a temperature when the material breaks down into hydrocarbon gas. This is a chemical dissolving of the material. The process produces pyrolysis oils and gases for further treatment by standard petrochemical processes. There will also be some byproducts as fibers, fillings and soot. The byproducts can be used as fillings in composites. Recycling automobile tyres is a
17
Processing and Recycling PUR and TPU
range of application where this process is successfully used since the early 80s. The method is associated with high investment costs. [6]
2.3.2.3 Glycolysis Glycolysis (alcoholysis) is a process which requires comparatively little outlay and by which polyurethane may be converted into a liquid with the aid of glycols at 200°C and normal pressure. The regenerated material may replace some or all of the original polyol in the manufacture of certain polyurethanes. [1]
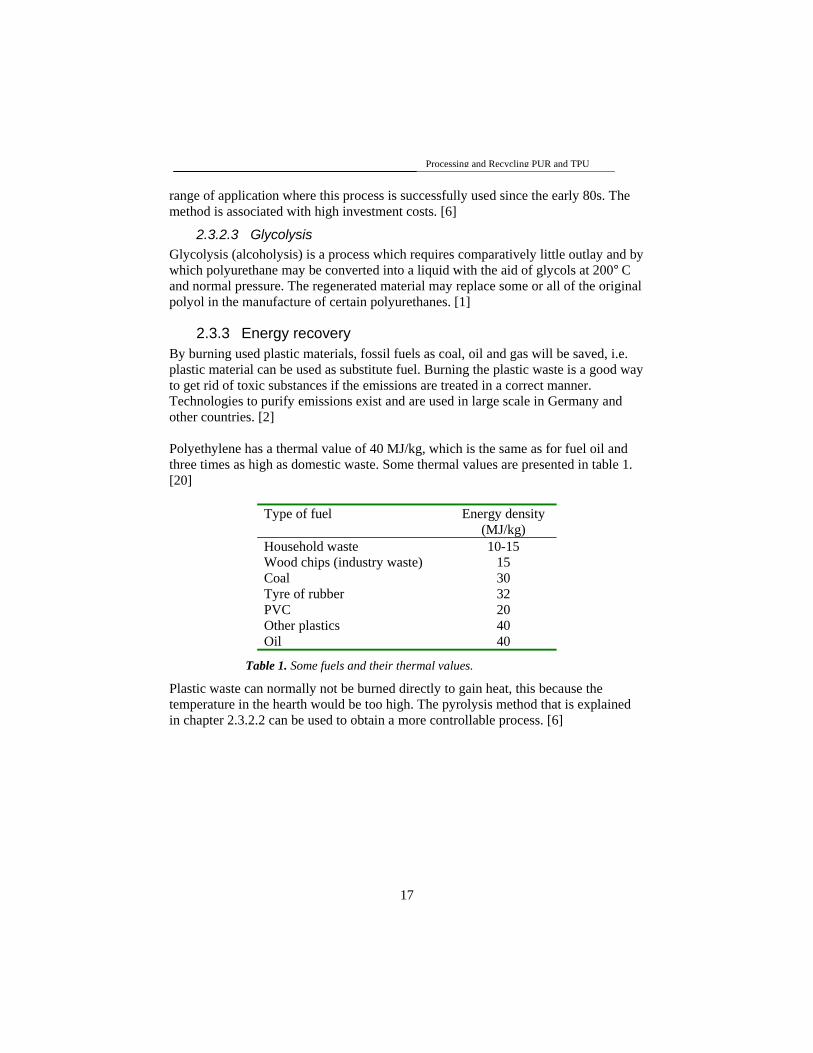
2.3.3 Energy recovery By burning used plastic materials, fossil fuels as coal, oil and gas will be saved, i.e. plastic material can be used as substitute fuel. Burning the plastic waste is a good way to get rid of toxic substances if the emissions are treated in a correct manner. Technologies to purify emissions exist and are used in large scale in Germany and other countries. [2] Polyethylene has a thermal value of 40 MJ/kg, which is the same as for fuel oil and three times as high as domestic waste. Some thermal values are presented in table 1. [20]
Type of fuel Energy density (MJ/kg)
Household waste 10-15 Wood chips (industry waste) 15 Coal 30 Tyre of rubber 32 PVC 20 Other plastics 40 Oil 40
Table 1. Some fuels and their thermal values.
Plastic waste can normally not be burned directly to gain heat, this because the temperature in the hearth would be too high. The pyrolysis method that is explained in chapter 2.3.2.2 can be used to obtain a more controllable process. [6]
18
Processing and Recycling PUR and TPU
19
Processing and Recycling PUR and TPU
3 Polyurethane Polyurethane is a group of polymers with varying properties. Significant for polyurethane is that all contains urethane groups (-NH COO-). Many chemicals or additives can be included. Depending on which additive or additives that are included, the material gets different properties. Additives can for example be pigments, fillings, fibers or other polymers. The properties of the material can be varied more or less endlessly. Polyurethane can be soft, hard, solid, cellular, moderated, butt, brittle or tough. [21] Polyurethane exists as rubber, thermoplastic, thermosetting plastic, cellular plastic, fiber, film, rocket fuel, and as binder agent in paint, glue and varnish. Depending on the structure of the polyurethane and the product, it can be processed in different ways. Polyurethane can be reaction casted in high- or low-pressure machines, injection moulded, extruded, pressed or foamed. [21]
3.1 Chemistry of PUR From the chemical point of view the characteristics for urethane plastics are that they are formed by an addition reaction between organic polyisocyanates and polyhydroxyl compounds. The basic reaction for polyurethane is
[ ]nRNHCOOROCNRNCOOHRHO −−−−→−−+−− '' and the urethane group look like H O ∣ ‖ − N − C − O −. If the diol is substituted with a polyol that has a relatively high molecular mass the polymer will be more or less like a net. Depending on the structure of the polyol and the hydroxyl number the plastic can be a thermoset or an elastomer. The most common commercial isocyanate, toluene diisocyanates (TDI), is a mix of the two isomeres 2,4-toluene diisocyanates and 2,6-toluene diisocyanates. Common are also diphenylmethane diisocyanate (MDI) and naphthalene diisocyanate (NDI).
20
Processing and Recycling PUR and TPU
Less common are hexamethylene diisocyanate (HMDI) and isophorone diisocyanate (IPDI) that gives the material stability in light. New types are TMDXI that gives the material large elongation before break, p-phenyl diisocyanate (PPDI) and trans-1,4 cyclohexane diisocyanate (CHDI) that gives the material better heat-and-cold resistance. [6, 21] The polyols can be three different types: polyester, polyether with a hydroxyl group at the end and dehydrated castor oil. Most important of the polyols is polyether. Reaction between isosyanates and polyol that are described above are relatively fast even at room temperature. But in many applications is it desirable to increase the reaction speed even more, this can be done with a catalyst. The most common catalysts are basic amines or tin compounds. [6]
3.1.1 Solid urethane elastomers A solid urethane elastomer is a thermosetting plastic, i.e. the two component method is used in the manufacturing process of products. This elastomer is cross-linked and produced through a reaction between diisocyanate and a high-molecular diol and a chain extender/cross linker. The elastomer have to be cured and conditioned under elevated temperature after the shaping process. [9] The materials characteristic reatches from rubber like to typical plastics depending on the chemicals used as raw material. Urethane elastomers based on ester have limited hydrolysis resistance. [9]
3.1.2 Thermoelastic polyurethane (TPU) Thermoelastic materials as TPU do not have to be vulcanized as crude or synthetic rubber. Products of thermoelastic materials can be produced in the same manner as thermoplastics. [18] The rubber like properties depends on the chain structure that is build up by linear block interpolymers. TPU is built up by a chain that contains both soft and hard blocks which are not soluble in each other. The blocks are united with primary bindings and the soft blocks are longer then the hard ones. [18] TPU based on ether has better chemical and hydrolysis resistance then the ones based on ester. TPU can be used between –55°C and 100°C. [9]
21
Processing and Recycling PUR and TPU
3.2 Process of manufacture There exist mainly two different methods to manufacture polyurethane. The easiest way is to blend isocyanate, polyol and catalyst directly in a blending nozzle. This is called the one-shot method. In the second method a prepolymer that consists of the isocyanates and half the amount of polyol are blended. To receive the final polymer the other half of the polyol and the catalyst is blended with the isocyanate and polyol mix. [6] Because of the fast reaction and the components relatively high viscosity new and complicated mechanical methods for the reaction have been developed. The polymerization and shaping of the product are often performed instantly. This method is called reaction moulding. [6]
3.3 Facts and properties of polyurethane As mentioned above the properties of PUR can vary extensively, this because of a wide selection of raw materials. [6] Short facts and properties about polyurethane will here be presented. • It is easy to combine with other materials. • Strong, abrasion and wear resistant. • Good oil, oxygen and ozone resistance. They also have good resistance to
radioactivity. • Can vary from very soft (<20° Shore A) to hard (>80° Shore D). • Good rubber properties even when the polyurethane is very hard. • Low permeability. • Rubber of polyurethane is more resistant to stress tension then normal rubber. • Some risks during the processing, but large differences depending on which
chemicals that are included. • Demands more chemical knowledge to make use of the better properties of
polyurethane rubbers compared to normal rubber. [21] The type of isocyanate and polyol that are used is very important for the characteristics of the final product. Table 2 shows how different types of isocyanate and polyol affects the characteristics of the plastic. [21]
22
Processing and Recycling PUR and TPU
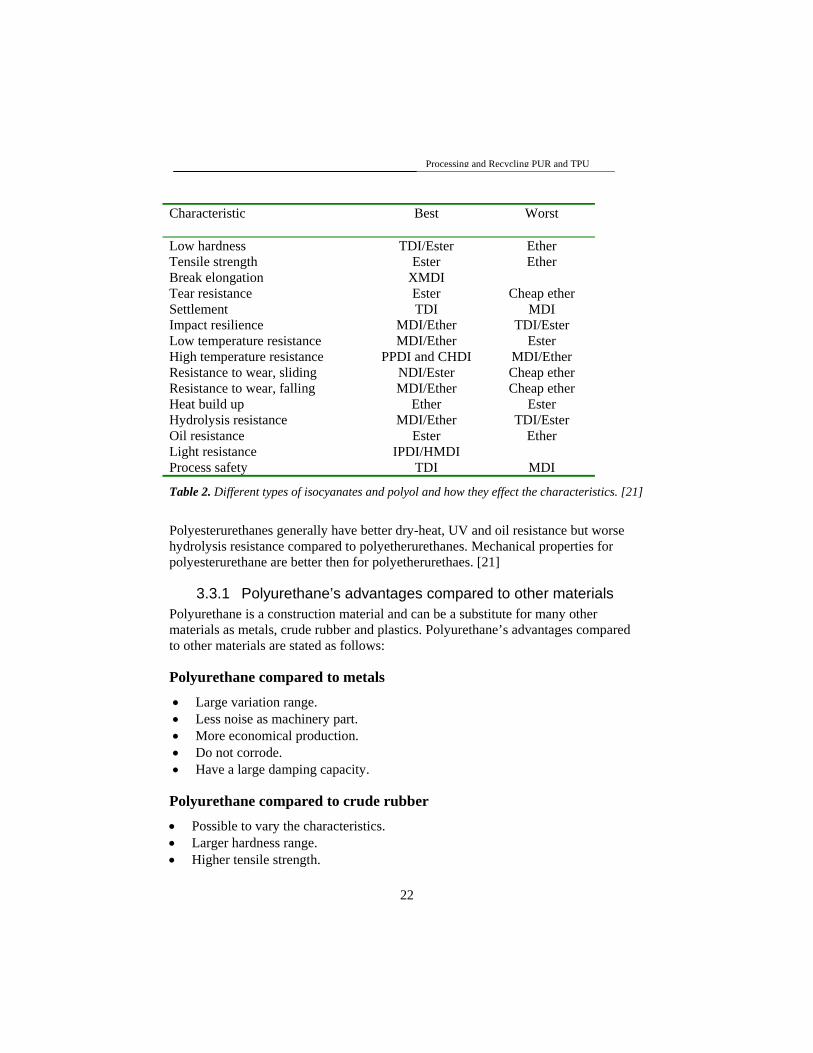
Characteristic
Best Worst
Low hardness TDI/Ester Ether Tensile strength Ester Ether Break elongation XMDI Tear resistance Ester Cheap ether Settlement TDI MDI Impact resilience MDI/Ether TDI/Ester Low temperature resistance MDI/Ether Ester High temperature resistance PPDI and CHDI MDI/Ether Resistance to wear, sliding NDI/Ester Cheap ether Resistance to wear, falling MDI/Ether Cheap ether Heat build up Ether Ester Hydrolysis resistance MDI/Ether TDI/Ester Oil resistance Ester Ether Light resistance IPDI/HMDI Process safety TDI MDI
Table 2. Different types of isocyanates and polyol and how they effect the characteristics. [21]
Polyesterurethanes generally have better dry-heat, UV and oil resistance but worse hydrolysis resistance compared to polyetherurethanes. Mechanical properties for polyesterurethane are better then for polyetherurethaes. [21]
3.3.1 Polyurethane’s advantages compared to other materials Polyurethane is a construction material and can be a substitute for many other materials as metals, crude rubber and plastics. Polyurethane’s advantages compared to other materials are stated as follows:
Polyurethane compared to metals • Large variation range. • Less noise as machinery part. • More economical production. • Do not corrode. • Have a large damping capacity.
Polyurethane compared to crude rubber • Possible to vary the characteristics. • Larger hardness range. • Higher tensile strength.
23
Processing and Recycling PUR and TPU
• Can be produced transparent. • It is easy to combine with other materials. • Elastic even when it is hard. • Stands higher compressive load. • Ozone resistant. • More resistance to wear and tear. • Suitable for casting.
Polyurethane compared to plastics • Large variation range. • Can be processed by many more methods then most plastics. • Very large impact strength. • Larger abrasion resistance. [21]
3.3.2 Disadvantages of polyurethane The principal disadvantage of polyurethane is the health risks due to handling of isocyanat during the production process and evaporation when products of polyurethane are heated. Some other disadvantages are stated as follows: • Some are not resistant to hydrolysis. • Limited chemical resistance. • Limited temperature resistance. [21]
3.4 Health and ecological aspects of PUR There are risks during the manufacturing, processing and waste handling of polyurethane, but there are differences between systems depending on which chemicals that are used. [21]
3.4.1 Health and working environmental aspects The risk related to the use of PUR depends on which chemicals that are used and the volatility of the chemicals. The relatively volatile isocyanates TDI and HMDI are more dangerous then the isocyanates MDI and PAPI. The polyols that are used during the cure of the isocyanates are normally not dangerous. [6] Monomers of isocyanat exist in PUR products as remains from the production and they can be reformed during mechanical processing that increase the temperature. Prepolymers have normally lower toxicity then monomers, but the amount of monomers in prepolymers can be considerable. [8]
24
Processing and Recycling PUR and TPU
Isocyanates irritate primary the mucous membrane but also irritates skin and eyes. Isocyanates have a detrimental effect on the skin and the vapour irritates the eyes, nose, throat and trachea. [6] Inhalation of small amount of isocyanates can cause serious asthma or asthma like symptoms and some of the isocyanates are also carcinogenic. All isosyanates that are used in polyurethane can cause allergy when inhaled and some of them can cause allergy on the skin. [8] Vapour is observable at as low concentration as 0.1 ppm through eye, nose and throat irritation. Already this low concentration involves a risk. An effective ventilating system is needed during the handling of TDI and HMDI to decrease the heath risk. [6]
3.4.2 Environmental aspects Effects that polyurethane has on the environment are more or less the same as described in chapter 4.4.1, i.e. effects on human health. Polyurethane contains nitrogen so when polyurethane is burned the result will be nitrous fume. If the combustion is imperfect, isocyanates, prussic acid and carbon monoxide in gas form will be emitted. [8] Polyurethane’s breaks down very slow if they are composted. If the polyurethanes are based on the isocyanats TDI or MDI, carcinogenic aromatic amines will be emitted. Additives in polyurethane can increase the environmental effects. [8]
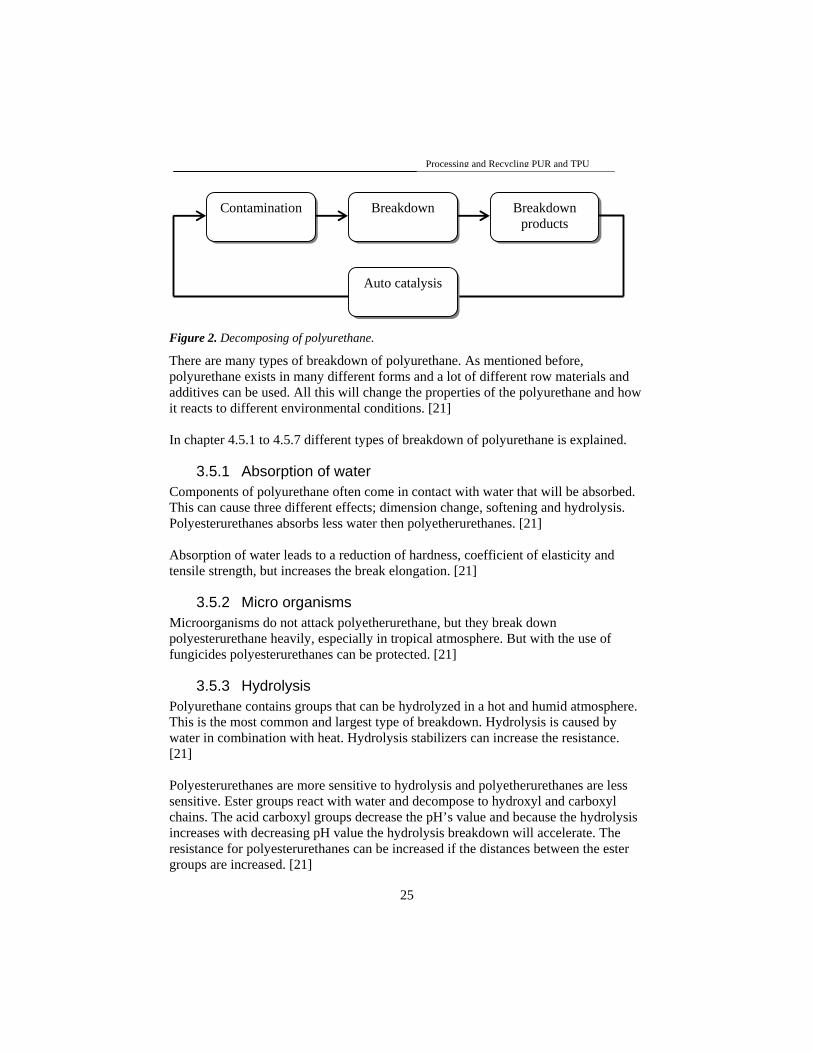
3.5 Effects on polyurethane caused by surrounding environment The structure of polyurethane is not stable. Many things in the surrounding environment can and will have effect on the material. Contamination will accelerate the breakdown of polyurethane. The breakdown products contaminate the polyurethane and will speed up the breakdown process, se figure 2. [13]
25
Processing and Recycling PUR and TPU
Figure 2. Decomposing of polyurethane.
There are many types of breakdown of polyurethane. As mentioned before, polyurethane exists in many different forms and a lot of different row materials and additives can be used. All this will change the properties of the polyurethane and how it reacts to different environmental conditions. [21] In chapter 4.5.1 to 4.5.7 different types of breakdown of polyurethane is explained.
3.5.1 Absorption of water Components of polyurethane often come in contact with water that will be absorbed. This can cause three different effects; dimension change, softening and hydrolysis. Polyesterurethanes absorbs less water then polyetherurethanes. [21] Absorption of water leads to a reduction of hardness, coefficient of elasticity and tensile strength, but increases the break elongation. [21]
3.5.2 Micro organisms Microorganisms do not attack polyetherurethane, but they break down polyesterurethane heavily, especially in tropical atmosphere. But with the use of fungicides polyesterurethanes can be protected. [21]
3.5.3 Hydrolysis Polyurethane contains groups that can be hydrolyzed in a hot and humid atmosphere. This is the most common and largest type of breakdown. Hydrolysis is caused by water in combination with heat. Hydrolysis stabilizers can increase the resistance. [21] Polyesterurethanes are more sensitive to hydrolysis and polyetherurethanes are less sensitive. Ester groups react with water and decompose to hydroxyl and carboxyl chains. The acid carboxyl groups decrease the pH’s value and because the hydrolysis increases with decreasing pH value the hydrolysis breakdown will accelerate. The resistance for polyesterurethanes can be increased if the distances between the ester groups are increased. [21]
Breakdown Breakdown products
Contamination
Auto catalysis
26
Processing and Recycling PUR and TPU
Resistance to hydrolysis is strongly depending on the temperature and if the water is in vapour or liquid phase. Polyetherurethanes are practically stable at 25°C. Polyesterurethanes is fairly stable in water that are 25°C but in saturated water vapour it can be broken down relatively fast. This probably depends on microorganisms. By increased temperature the breakdown of polyesterurethanes will speed up rapidly. The breakdown for polyetherurethanes will also speed up but less rapid. [21]
3.5.4 Effects of oil Polyurethane is known as an oil resistant material, but this is not totally true. Polyesterurethane swells less then polyetherurethane in oils. But that does not mean that polyetherurethanes manage less well in practical use. If there is a small amount of water in the oil and the temperature is enhanced, the breakdown (hydrolysis) can be fast for the polyesterurethane, this even if the swelling is less for the polyesterurethane. [21] The amount of swelling is depending to a great extent on the degree of cross-linking. During the ageing, cross-links breaks down and the swelling may increase. [21]
3.5.5 Effects of heat Polyesterurethane manage dry heat even better then polyetherurethane. Which type of isosyanate that is used effect heat resistance. New types of isosyanates as CHDI and PPDI increase the heat resistance with about 25°C. The heat resistance depends strongly on the polyurethanes chemical structure. Heat is one of the components in hydrolysis. [21]
3.5.6 Effects of oxygen and ozone Polyurethane considers being more or less resistant against oxygen and ozone, but there are large differences between different polyurethanes. From a general point of view polyesterurethanes is much more resistant for oxygen and ozone then polyetherurethane. In most cases is the attack a combination of oxidative breakdown and heat. [21] Oxygen in combination with UV-light (photo oxidation) can also break down polyurethane. Even in this case polyesterurethane are more resistant then polyetherurethane. [21] What kind of pigment that is added in the polyurethane has a great importance for the effect. Best is carbon black and worst is without pigment. Carbon black absorbs the destructive UV-light and transforms it to less dangerous heat radiation. [21]
27
Processing and Recycling PUR and TPU
3.5.7 Ageing Water, heat, light, oxygen, chemicals, fatigue, microorganisms, mechanical impact, etc cause ageing. In most cases the ageing breakdown is caused by a combination of different factors that is explained above. [21] One of the most common reasons for ageing is hydrolysis, which is caused by a combination of water and heat. [21]
28
Processing and Recycling PUR and TPU
29
Processing and Recycling PUR and TPU
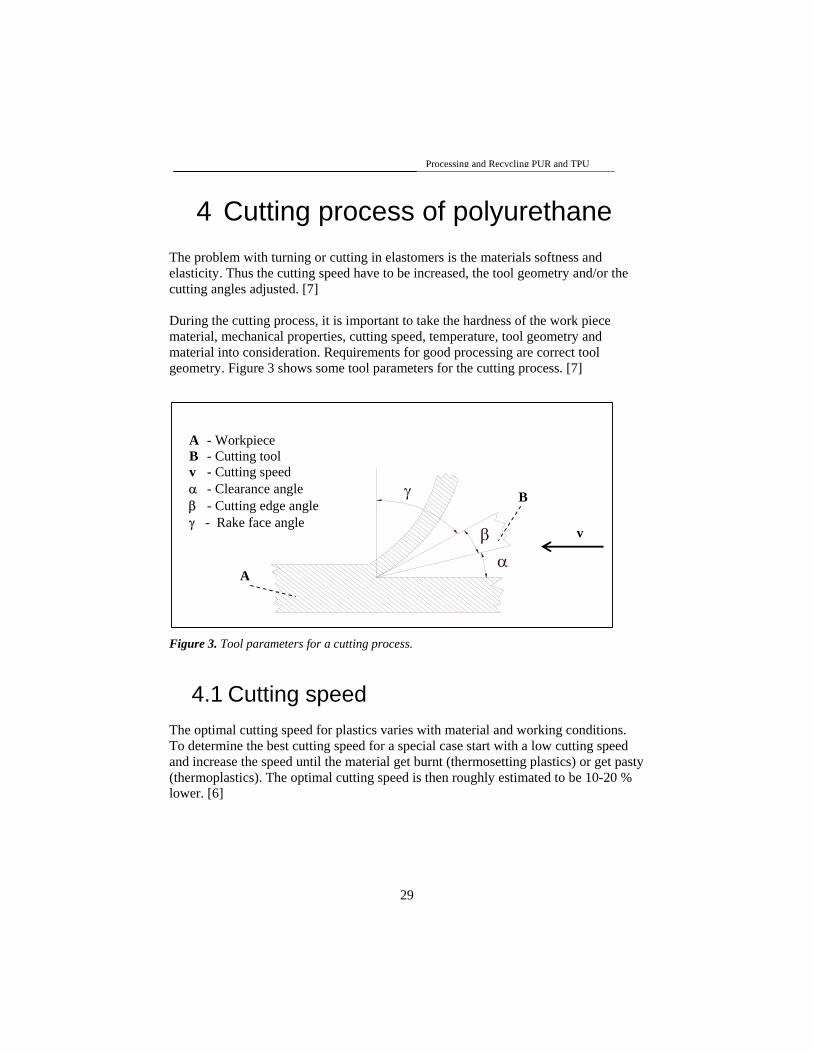
4 Cutting process of polyurethane The problem with turning or cutting in elastomers is the materials softness and elasticity. Thus the cutting speed have to be increased, the tool geometry and/or the cutting angles adjusted. [7] During the cutting process, it is important to take the hardness of the work piece material, mechanical properties, cutting speed, temperature, tool geometry and material into consideration. Requirements for good processing are correct tool geometry. Figure 3 shows some tool parameters for the cutting process. [7]
Figure 3. Tool parameters for a cutting process.
4.1 Cutting speed The optimal cutting speed for plastics varies with material and working conditions. To determine the best cutting speed for a special case start with a low cutting speed and increase the speed until the material get burnt (thermosetting plastics) or get pasty (thermoplastics). The optimal cutting speed is then roughly estimated to be 10-20 % lower. [6]
α
β
γ
v
A - Workpiece B - Cutting tool v - Cutting speed α - Clearance angle β - Cutting edge angle γ - Rake face angle
A
B
30
Processing and Recycling PUR and TPU
4.2 Temperature All cutting process in polymers produces heat. This can be a problem both for the cutting process and for the material, se chapter 3.5.5, Effects on polyurethane caused by surrounding environment. Plastics are bad conductors of heat, which increase the problem. To generate as little heat as possible is desirable for a good result and high processing speed. [6] Cooling is normally not necessary but it reduces the tool wear and higher processing speed can be achieved. Suitable cooling liquid is soap-water if necessary with alcohol. For most plastics common cooling emulsion can be used. [6]
4.3 Tool geometry and tool material The cutting force decreases with increasing rake face angle of the tool. Negative rake face angle will compress the material. With the correct rake face angle and a well-defined cutting edge the wear and tear of the tool will decrease. Sharp and accurate grinding is recommended for a good result. [21]
31
Processing and Recycling PUR and TPU
5 Recycling of handrails The material in the handrails is expensive and it costs 180 D-mark (US$90) per metric ton to put the waste as landfill. That is two reasons from the economical point of view to minimize the production waste and develop alternative ways to take care of the waste and create valuable products. [14]
5.1 Material and design of the handrail The matrix in the handrail is thermoelastic polyurethane from Elastogran GmbH. The trade name for the matrix material is Elastollan® 1195 A. Recommended production processes are injection moulding, extrusion and blow moulding for production of mechanical parts for the automotive, mechanical engineering and electrical industry. TPU has a very high resistance to wear and has good mechanical properties [2, 14, 22] The handrails grip layer is co-extruded on a wrap-knitted textile, se figure 4. The textile contains two different fibers, aramid and polyester, both as mono and multi filament. The design allows a highly automated production, i.e. the handrail can be produced continuously. [14, 22]
Figure 4. Grip layer on wrap-knitted textile.
From the recycling point of view, an advantage compared to traditional handrail that is made of rubber reinforced with steel-cords and fabric, is that the TPU works as a thermoplastic. Figure 5 shows schematicly the manufacture process and recycling possibilities for traditional handrails and the one made of TPU.
32
Processing and Recycling PUR and TPU
Caoutchouc, softener, oil,steel-cords, fabrics
Preparing of reinforcing Lay-up
Vulcanisation
Rubber composites
Combustion
Pyrolysis
TPE-granulate andmultifunctional warp-knitted
structure
Co-extrusion
TPU-composites
Re-granulation
Figure 5. Manufacture process and recycling possibilities for traditional handrails and the one made of TPU.
5.2 Processing the TPU in handrails To be able to recycle the handrail, the material has to be in a suitable form and size. For that reason the material had to be processed. Two different methods have been used to investigate the workability of the TPU. First method was cutting strips in a lathe and the second was to mill the handrail to granulate in a granulator.
33
Processing and Recycling PUR and TPU
5.2.1 Creating strips Because of the characteristics of the TPU a cutting tool with very small cutting angle had to be used for the processing. A suitable cutting tool was hard to find so for that reason a special designed one had to be made. Figure 6 shows the cutting tool. The tool material was high-speed steel.
Figure 6. Cutting tool with small cutting edge angle. The handrail was glued with epoxy on a wooden wheel mounted on an spindle. The diameter of the wheel was 180 mm. The lathe used was a Swedish Köping and no cooling was used.
For the turning following data was used: Cutting depth: 3.0 mm Cutting speed, v: 34.2 m/min Feed: 0.53 mm/rev The result of the cutting process shown in figure 7, was a continuous strip. To receive the short strips showed in figure 8, the handrail, glued on the wheel, was cut radial and perpendicular to cutting direction. This preparation was made before processing the handrail in the lathe.
34
Processing and Recycling PUR and TPU
Figure 7. Cutting process in TPU.
Figure 8. Short TPU strip.
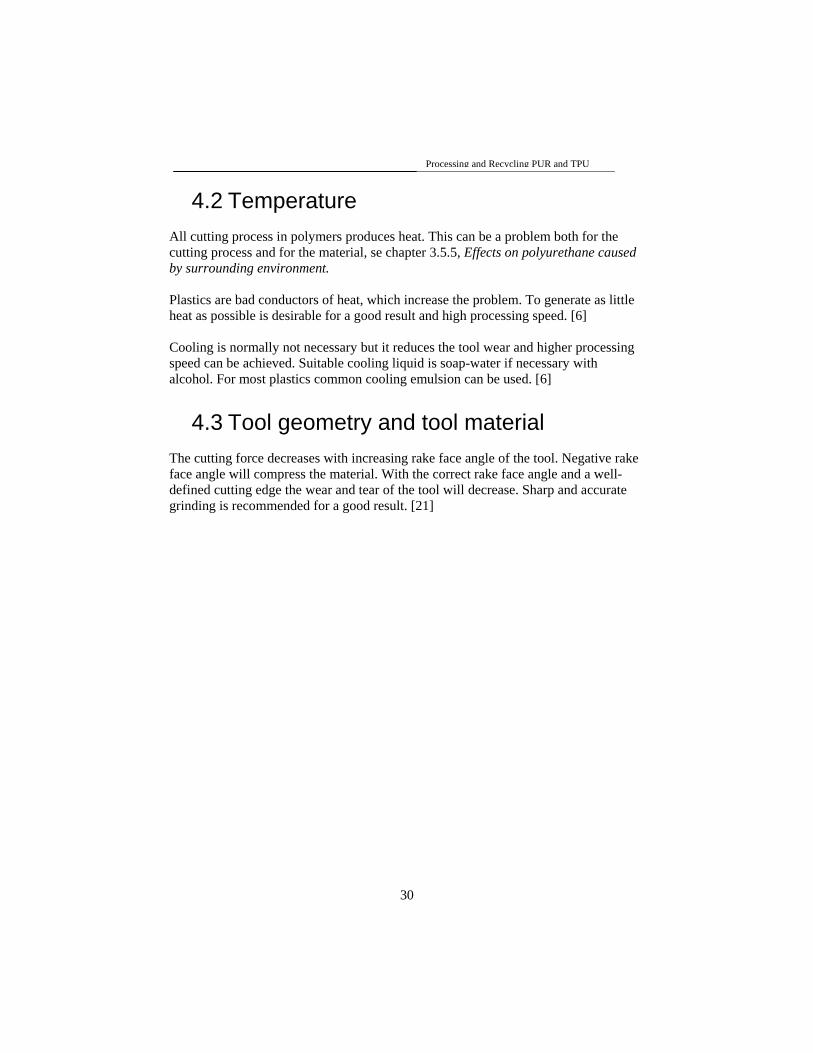
5.2.2 Granulation For the granulation a Rapid granulator (range 15, type 1415) was used. The granulator is a small standard granulator not recommended for large pieces. The size of the granulator manages to granulate small pieces of the handrail, rough estimate to the size of 40x40x10mm. [16] The warp-knitted textile was removed from the grip layer before the milling to prevent wear of the cutting tools. By removing the textile the received granulate was pure TPU as shown in figure 9.
35
Processing and Recycling PUR and TPU
Figure 9. Granulated TPU.
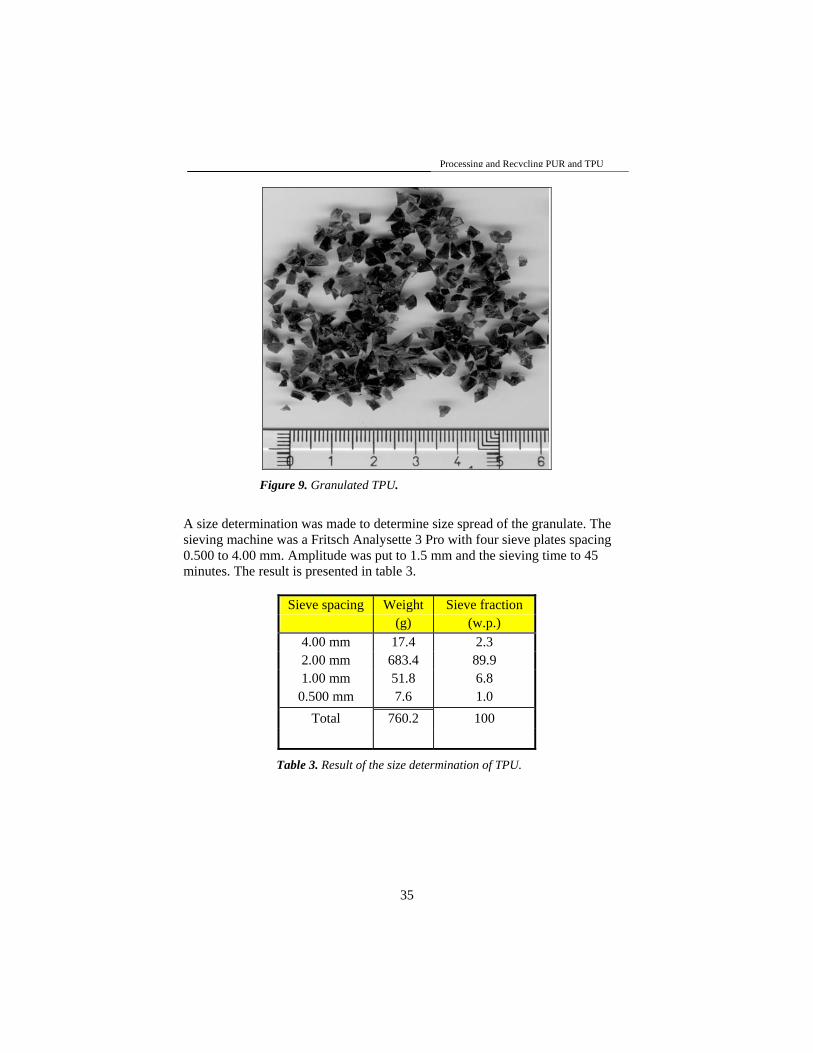
A size determination was made to determine size spread of the granulate. The sieving machine was a Fritsch Analysette 3 Pro with four sieve plates spacing 0.500 to 4.00 mm. Amplitude was put to 1.5 mm and the sieving time to 45 minutes. The result is presented in table 3.
Sieve spacing Weight Sieve fraction (g) (w.p.)
4.00 mm 17.4 2.3 2.00 mm 683.4 89.9 1.00 mm 51.8 6.8
0.500 mm 7.6 1.0 Total 760.2 100
Table 3. Result of the size determination of TPU.
36
Processing and Recycling PUR and TPU
5.3 Restructure the TPU For the process of restructuring the material a Swedish made press from Fjellmans mekaniska Verkstad AB with maximum press force of 160 ton was used. The heat was generated by magnetic field technique from Linlan Induction AB. The press is showed in Figure 10. Advantages with this heating technique are that the heating is fast and the control of the heat distribution is good. For the pressing a water-cooled press tool in aluminum, showed in figure 11, was used. [10]
Figure 10. Press with electromagnetic heated press tool.
37
Processing and Recycling PUR and TPU
Figure 11. Press tool and equipment for measurement of temperature.
5.3.1 Pressing with heat The strips were random orientated in the press form. The amount had to be in a quantity that ensures a continuous pressed product.
The following press data was used: Holding temperature: 165°C and 175°C Pressure: moderate (the manometer was broken) Holding time: 2 minutes The pressing resulted in homogeneous sheets. The structure of the granulate/strips was visible in the sheets, especially in the case with lower press temperature. Figure 12 and 13 shows the result of the pressing process at the lower press temperature.
38
Processing and Recycling PUR and TPU
Figure 12. Reconstructed PUR granulate, pressing temperature 165°C.
Figure 13. Reconstructed PUR as long strips, pressing temperature 165°C.
39
Processing and Recycling PUR and TPU
6 Recycling of solid PUR-wheels Today magnetic-field-induced heating and pressing separate the metal frame and the polyurethane. New PUR can then be cast on the metal frame or the metal frame can be melted down and used in the casting of new frames or other products. The PUR is not material recycled. [15]
6.1 Material and design of the truck wheels The truck wheels are made of solid PUR, casted on a metal frame that is made of grey cast iron. The wheels are then hardened in a heating oven. The PUR in the wheels is a solid thermosetting plastic and for that reason harder to recycle then the TPU. There are some free and reactive molecules even after the hardening process that can bind the molecules and create new long polymers. [13, 15]
6.2 Processing the PUR in truck wheels Like the handrails the wheels have to be processed to a suitable form and size to make it possible to recycle. For the wheels three methods have been tested to investigate the workability. The first method was cutting strips in a lathe; the second was milling the PUR separated from the frame to granulate in a granulator and the third to plane the PUR with a planer tool. It should be good to keep the material in less processed form, i.e. maintain as much of the original structure as possible because of less existing reactive molecule ends in the second hand material. With the material in the form of strips it would be possible to make flock preform of the material.
6.2.1 Creating strips PUR have characteristics that demand a cutting tool with very small cutting angle. The same tool as for the TPU, showed in figure 6 in chapter 5.2.1, was used to process the PUR. To be able to work the wheel in a lathe the truck wheel with an external diameter of 130 mm was mounted on an axle. The same Köping lathe as for the TPU was used and the wheels were processed without cooling.
40
Processing and Recycling PUR and TPU
For the turning following data was used: Cutting depth: 3.0 mm Cutting speed, v: 28.7 m/min Feed: 0.57 mm/rev The result was a continuous strip, se figure 14.
Figure 14. Continuous PUR strips.
6.2.2 Granulating The same granulator as for granulating the TPU was used. Because of the size of the granulator the PUR had to be in smaller pieces, approximately 40x40x10mm. The granulated PUR is showed in picture 15.
41
Processing and Recycling PUR and TPU
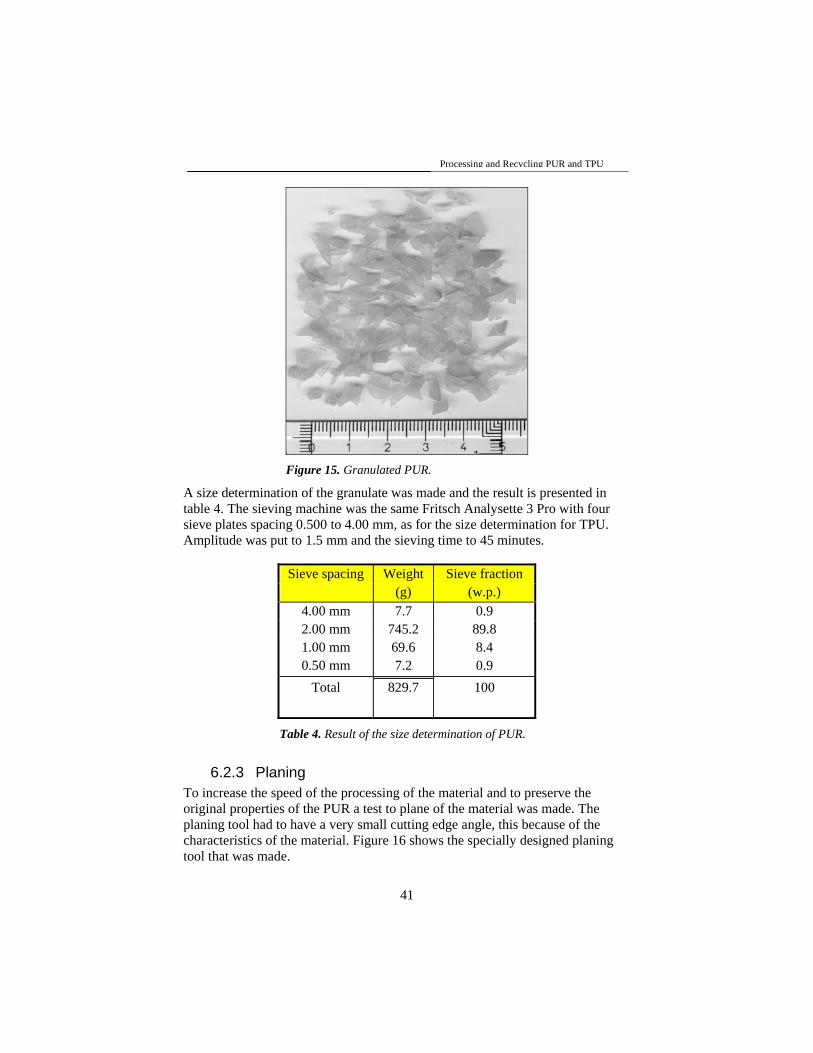
Figure 15. Granulated PUR.
A size determination of the granulate was made and the result is presented in table 4. The sieving machine was the same Fritsch Analysette 3 Pro with four sieve plates spacing 0.500 to 4.00 mm, as for the size determination for TPU. Amplitude was put to 1.5 mm and the sieving time to 45 minutes.
Sieve spacing Weight Sieve fraction (g) (w.p.)
4.00 mm 7.7 0.9 2.00 mm 745.2 89.8 1.00 mm 69.6 8.4 0.50 mm 7.2 0.9
Total 829.7 100
Table 4. Result of the size determination of PUR.
6.2.3 Planing To increase the speed of the processing of the material and to preserve the original properties of the PUR a test to plane of the material was made. The planing tool had to have a very small cutting edge angle, this because of the characteristics of the material. Figure 16 shows the specially designed planing tool that was made.
42
Processing and Recycling PUR and TPU
Figure 16. Planing tool.
The material in the tool was high-speed steel. The length of the cutting edge was 44 mm and the tool was 4 mm thick. To stiffen the tool and thereby prevent stick and slip behavior, a metal insert was placed between the tool and the tool holder. No cooling was used.
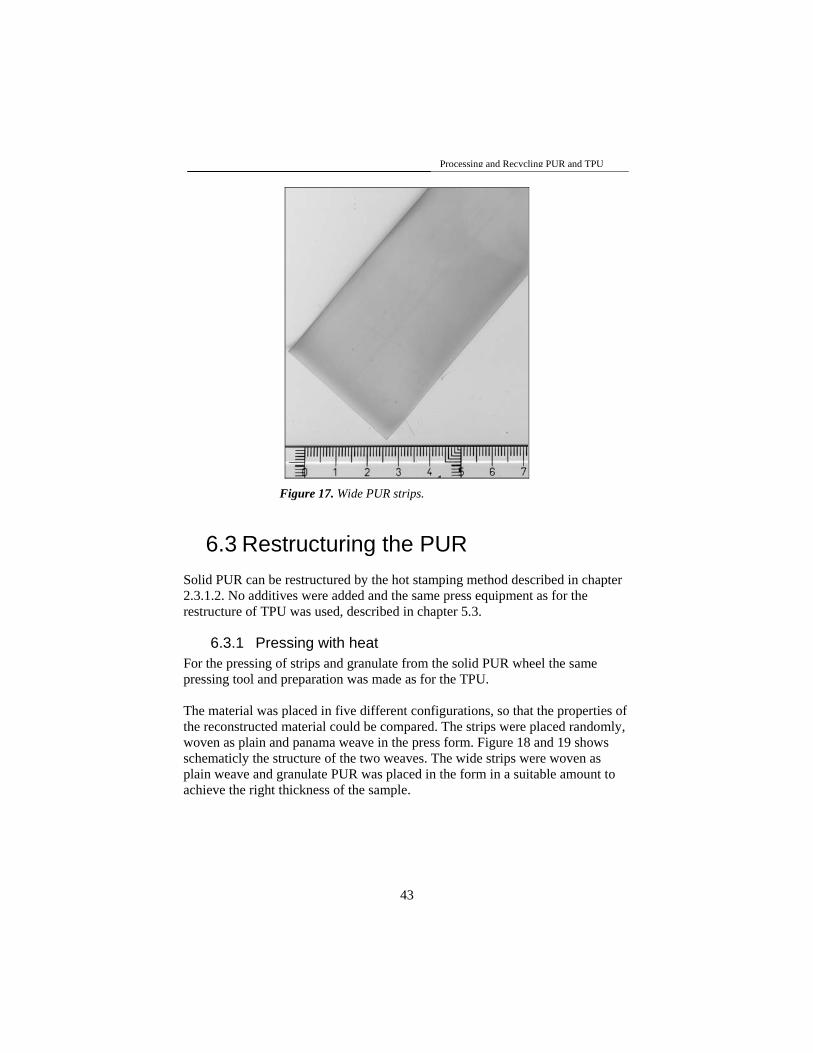
For the turning following data was used: Radial feed: 0.3 mm/rev. Cutting speed, approximately: 16.2 m/s. The result was a continuous wide strip, se figure 17.
43
Processing and Recycling PUR and TPU
Figure 17. Wide PUR strips.
6.3 Restructuring the PUR Solid PUR can be restructured by the hot stamping method described in chapter 2.3.1.2. No additives were added and the same press equipment as for the restructure of TPU was used, described in chapter 5.3.
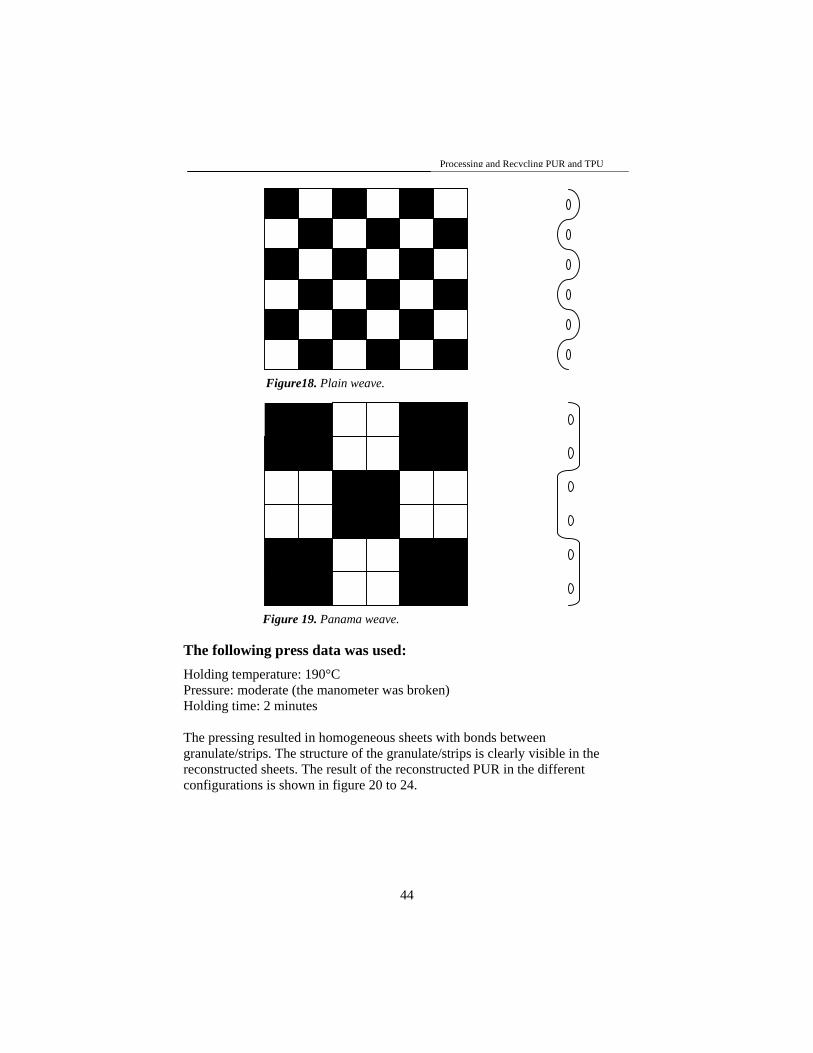
6.3.1 Pressing with heat For the pressing of strips and granulate from the solid PUR wheel the same pressing tool and preparation was made as for the TPU. The material was placed in five different configurations, so that the properties of the reconstructed material could be compared. The strips were placed randomly, woven as plain and panama weave in the press form. Figure 18 and 19 shows schematicly the structure of the two weaves. The wide strips were woven as plain weave and granulate PUR was placed in the form in a suitable amount to achieve the right thickness of the sample.
44
Processing and Recycling PUR and TPU
Figure18. Plain weave.
Figure 19. Panama weave.
The following press data was used: Holding temperature: 190°C Pressure: moderate (the manometer was broken) Holding time: 2 minutes The pressing resulted in homogeneous sheets with bonds between granulate/strips. The structure of the granulate/strips is clearly visible in the reconstructed sheets. The result of the reconstructed PUR in the different configurations is shown in figure 20 to 24.
45
Processing and Recycling PUR and TPU
Figure 20. Reconstructed PUR granulate.
Figure 22. Reconstructed PUR strips, random oriented
Figure 21. Reconstructed PUR strips, oriented as plain weave.
Figure 23.Reconstructed PUR strips oriented as panama weave.
46
Processing and Recycling PUR and TPU
Figure 24. Reconstructed wide PUR strips, oriented as a plain weave.
47
Processing and Recycling PUR and TPU
7 Blending TPU and rubber The idea to blend TPU in the handrail with vulcanized rubber was to gain a material that is cheaper than the TPU and at the same time get a market potential for used rubber. TPU would work as binder and the rubber as filler. For the experimental work acrylonitrile-butadiene rubber (NBR) was selected.
7.1 Structure of NBR Acrylonitrile-butadiene rubbers are also known as nitrile rubbers. NBR has been commercially available for over 50 years and it is primarily known because it is resistance to liquid fuels such as petrol and other hydrocarbons. [3] The normal grades of NBR are produced by emulsion polymerization of butadiene and acrylonitrile. Nitrile rubbers have the basic formula
−−−−−−=−−− ))(( 222 CHCHCHCHCHCH
∣ CN There are two obvious features of this structure: • The double bond which facilitates sulphur vulcanization but which is also
susceptible to oxidation and ozone attack. • The polar nitrile group that improves hydrocarbon oil resistance tends to
raise the glass temperature of the rubber. Below the glass temperature the rubber turns brittle. [3]
NBR has generally good all-round properties; easy processing and moderate price compared with the more specialized materials. [3]
7.2 Processing the NBR The vulcanized NBR was granulated in the same way as the TPU and the PUR. All parameters and the granulator from Rapid were the same. A size determination was made with the same mechanical equipment and processing parameters as for TPU and PUR. The result is presented in table 5.
48
Processing and Recycling PUR and TPU
Sieve spacing Weight Sieve fraction (g) (w.p.)
4.00 mm 24.1 2.6 2.00 mm 803.4 87.9 1.00 mm 77.3 8.5 0.50 mm 9.2 1.0
Total 914 100
Table 5. Result of the size determination of the granulated NBR.
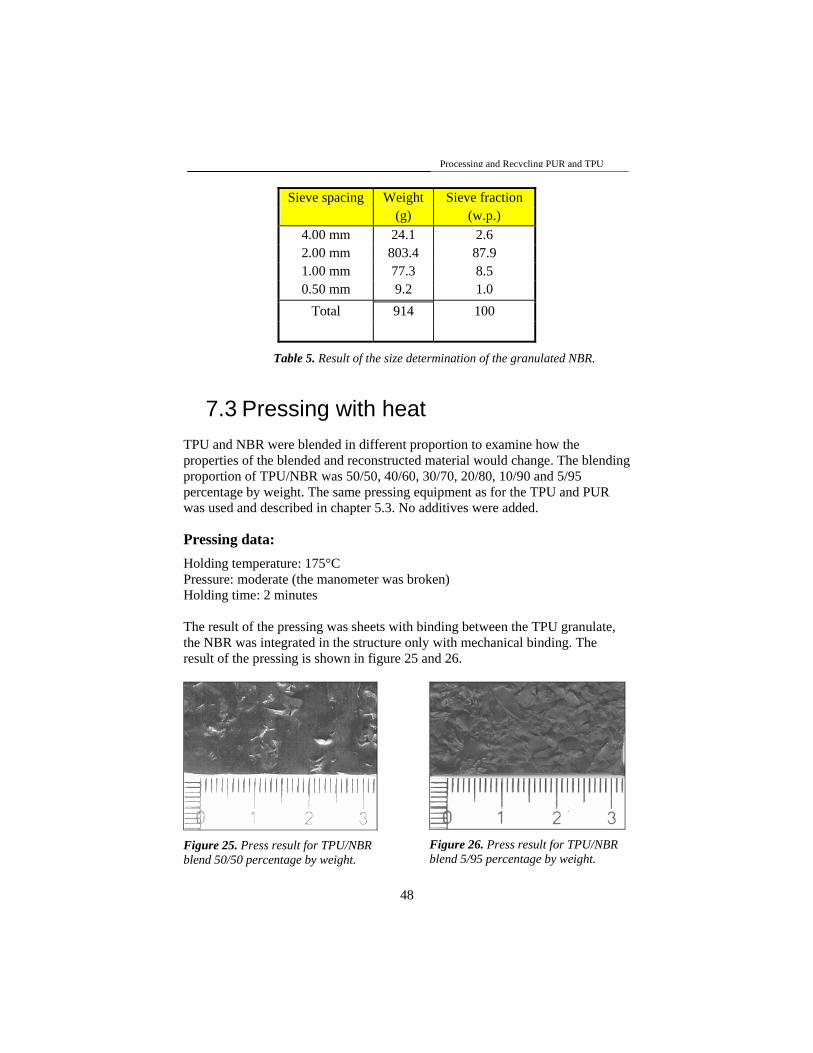
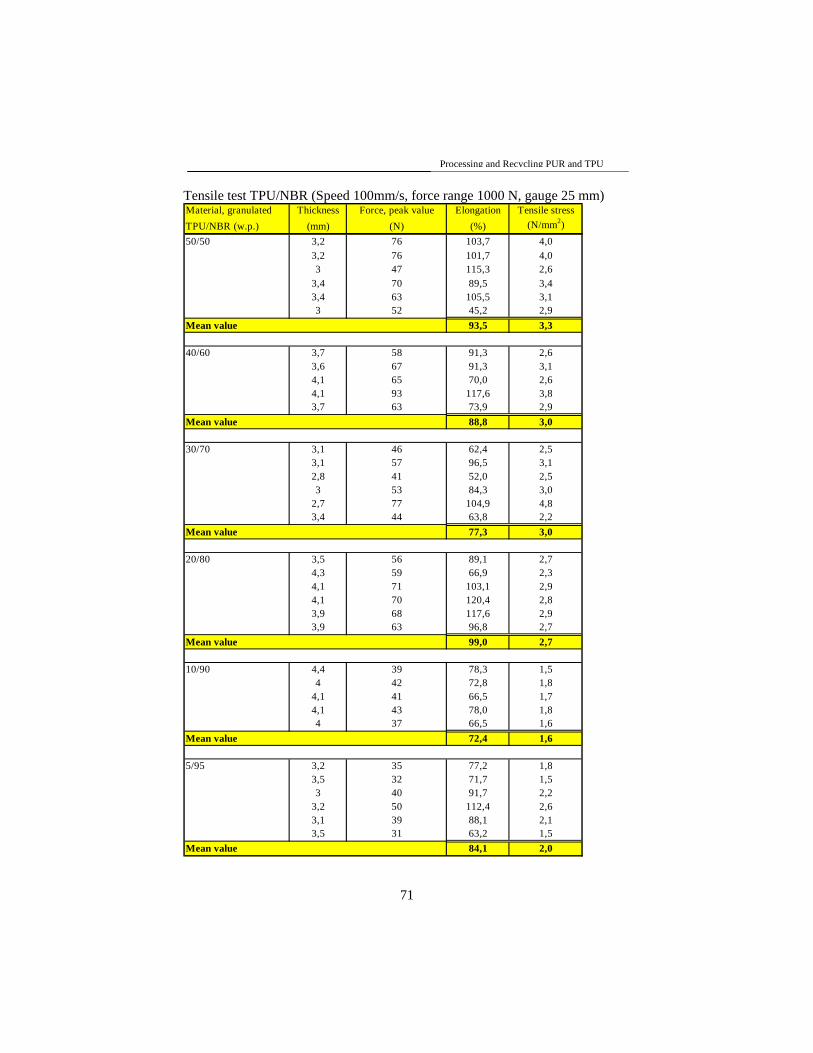
7.3 Pressing with heat TPU and NBR were blended in different proportion to examine how the properties of the blended and reconstructed material would change. The blending proportion of TPU/NBR was 50/50, 40/60, 30/70, 20/80, 10/90 and 5/95 percentage by weight. The same pressing equipment as for the TPU and PUR was used and described in chapter 5.3. No additives were added.
Pressing data: Holding temperature: 175°C Pressure: moderate (the manometer was broken) Holding time: 2 minutes The result of the pressing was sheets with binding between the TPU granulate, the NBR was integrated in the structure only with mechanical binding. The result of the pressing is shown in figure 25 and 26.
Figure 25. Press result for TPU/NBR blend 50/50 percentage by weight.
Figure 26. Press result for TPU/NBR blend 5/95 percentage by weight.
49
Processing and Recycling PUR and TPU
8 Material testing To be able to investigate the properties of the restructured materials, material tests had to be done. For these purpose three different test methods will be used, tensile tests, shear strength tests and hardness tests.
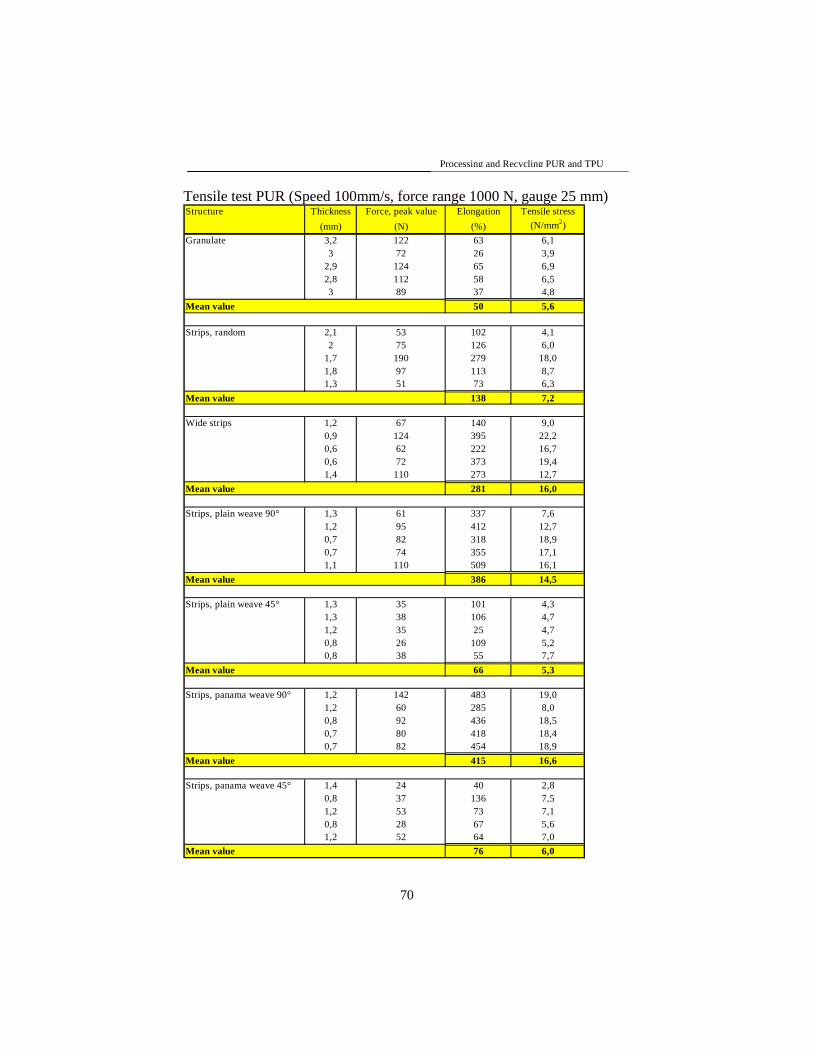
8.1 Tested materials The tests was carried out for PUR in: • granulated form. • strips, random orientated and as fabrics. • wide strips from the planing. Tests for the TPU was carried out for: • granulated TPU, press temperature 165°C and 175°C. • strips – random orientated, length 600mm, press temperature 165°C and
175°C. • strips – random orientated, length 70mm, press temperature 165°C and
175°C. Tests for blended TPU/NBR as granulate in the proportions 50/50, 40/60, 30/70, 20/80, 10/90 and 5/95 percentage by weight.
8.2 Tensile strength The tensile behavior of polymeric materials can vary widely as a function of the type of polymeric system as well as the temperature and speed of testing (strain rate). [5] Quantities as ultimate tensile stress and elongation at break will be presented. Values for ultimate tensile stress in unreinforced engineering plastic range from 50-90 N/mm2, polyethylenes (low density) 7 N/mm2, aluminum alloys 40-500 N/mm2 and for steel 40-2000 N/mm2. [5] Elongation at break range from 0.01 (1%) for brittle plastics to 6 (600%) for ductile plastics. [5]
50
Processing and Recycling PUR and TPU
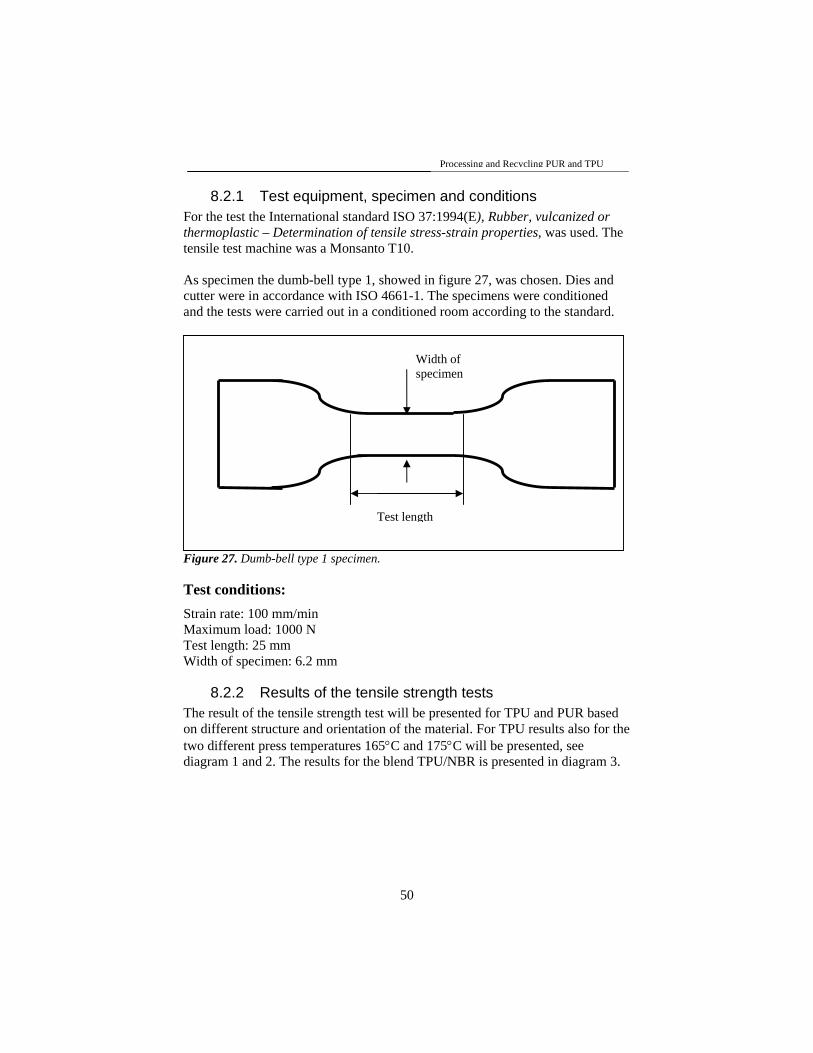
8.2.1 Test equipment, specimen and conditions For the test the International standard ISO 37:1994(E), Rubber, vulcanized or thermoplastic – Determination of tensile stress-strain properties, was used. The tensile test machine was a Monsanto T10. As specimen the dumb-bell type 1, showed in figure 27, was chosen. Dies and cutter were in accordance with ISO 4661-1. The specimens were conditioned and the tests were carried out in a conditioned room according to the standard.
Figure 27. Dumb-bell type 1 specimen.
Test conditions: Strain rate: 100 mm/min Maximum load: 1000 N Test length: 25 mm Width of specimen: 6.2 mm
8.2.2 Results of the tensile strength tests The result of the tensile strength test will be presented for TPU and PUR based on different structure and orientation of the material. For TPU results also for the two different press temperatures 165°C and 175°C will be presented, see diagram 1 and 2. The results for the blend TPU/NBR is presented in diagram 3.
Width of specimen
Test length
51
Processing and Recycling PUR and TPU
43.9
33.8
42.341.8
30.3
15.5
05
101520253035404550
Granulate Long strips Short strips
Tens
ile st
reng
th (N
/mm
2)
175°C165°C
Diagram 1. Tensile strength for TPU at press temperature 165°C and 175°C and different source material.
5,67,2
16,014,5
5,3
16,6
6,0
0,0
2,0
4,0
6,0
8,0
10,0
12,0
14,0
16,0
18,0
Granula
te
Strips, r
andom
Wide
strips
Strips,
plain
weave 0
°
Strips,
plain
weave 4
5°
Strips, p
anama w
eave 0
°
Strips, p
anam
a wea
ve 45
°
Tens
ile st
reng
th (N
/mm
2)
Diagram 2. Tensile strength for PUR in different configurations.
52
Processing and Recycling PUR and TPU
3,33,0 3,0
2,7
1,62,0
0,0
0,5
1,0
1,5
2,0
2,5
3,0
3,5
50/50 40/60 30/70 20/80 10/90 5/95TPU/NBR (w.p.)
Tens
ile s
treng
th (N
/mm
2)
Diagram 3. Tensile strength for different proportions of the TPU/NBR blend. In diagram 4 to 6 the elongation at break for the material is presented. The tested materials and configurations are the same as for the tensile strength test.
515440 446
503433
363
0
100
200
300
400
500
600
Granulate Long strips Short strips
Elon
gatio
n (%
)
175° C165° C
Diagram 4. Elongation for TPU at the pressing temperature 165°C and 175°C and different structure of the source material.
53
Processing and Recycling PUR and TPU
50,0
138,0
281,0
386,0
66,0
415,0
76,0
0,050,0
100,0150,0200,0250,0300,0350,0400,0450,0
Granulat
e
Strips,
rand
om
Wide s
trips
Strips
, plai
n weav
e 0°
Strips
, plai
n weav
e 45°
Strips,
panam
a wea
ve 0°
Strips,
panam
a wea
ve 45
°
Elon
gatio
n (%
)
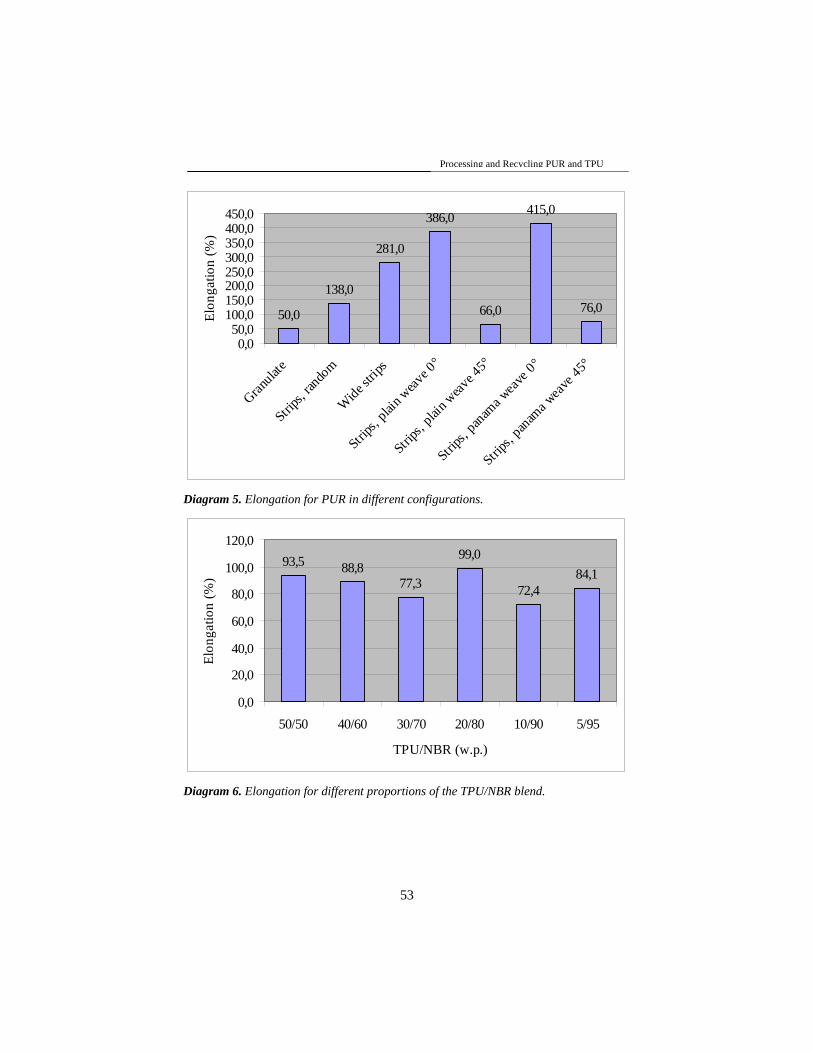
Diagram 5. Elongation for PUR in different configurations.
93,5 88,877,3
99,0
72,484,1
0,0
20,0
40,0
60,0
80,0
100,0
120,0
50/50 40/60 30/70 20/80 10/90 5/95
TPU/NBR (w.p.)
Elon
gatio
n (%
)
Diagram 6. Elongation for different proportions of the TPU/NBR blend.
54
Processing and Recycling PUR and TPU
8.2.3 Discussion of tensile strength test result For TPU it is obvious that the higher press temperature (175°C) results in a stronger and more elastic material. Surprisingly it was the most processed TPU that has the highest tensile strength and the least processed that had the lowest. The PUR that was less processed had a higher tensile strength and was more elastic then the more processed PUR, provided that the direction of the strips was in the same direction as the applied force. In the cases when the direction of the strips was 45° to the applied force, randomly oriented or the source material was granulate both the tensile strength and the elongation was much lower. The result of the press process was inhomogeneous and caused large fluctuation between the samples. For the TPU/NBR blend it was obvious that there was no bond between the two materials. The NBR worked unsatisfactory as a filler to the TPU and the granulate size made the samples inhomogeneous. This resulted in low tensile strength.
8.3 Shear strength Flexible plastics and elastomers, in sheet and film form, often fail in a tearing mode, and their resistance to tearing is often inadequately reflected by such properties as tensile strength. Standard shear tests involve a variety of test specimen geometries, for examples edge cut, center cut, angel tear and trouser tear. [5]
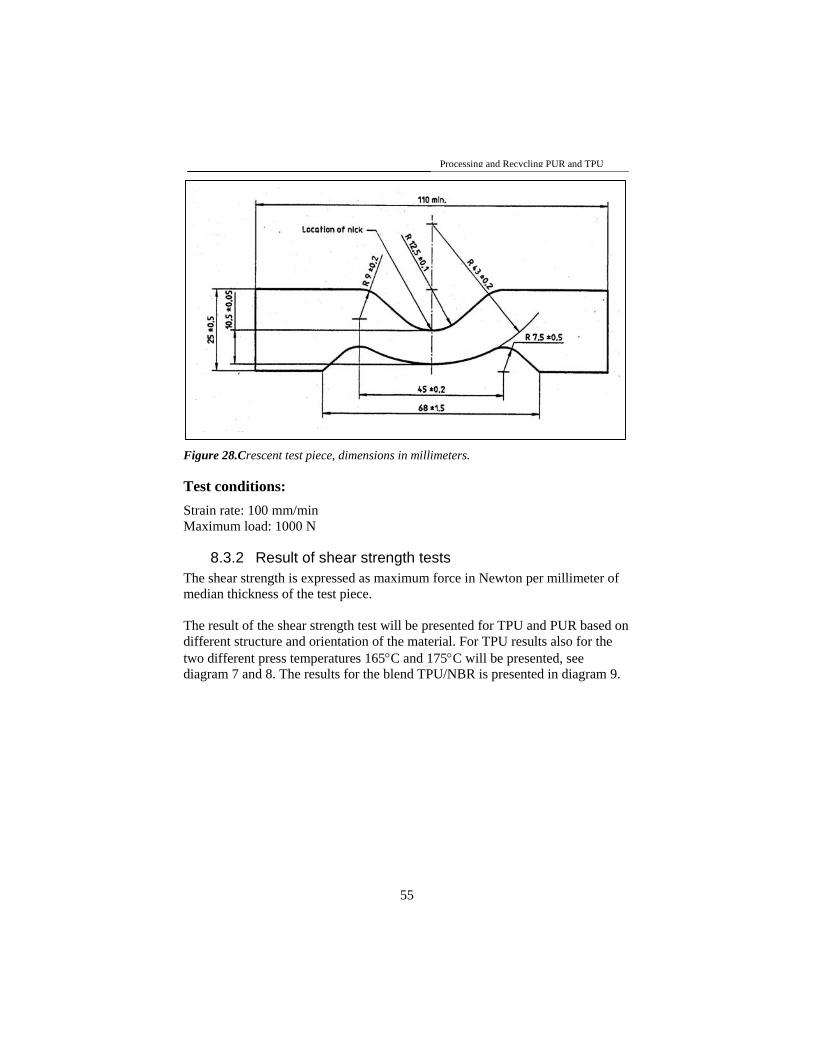
8.3.1 Test equipment, specimen and conditions For the test the Swedish standard SS-ISO 34-1:1994(E), Rubber, vulcanized or thermoplastic – Determination of shear strength – Part 1: Trouser, angle and crescent test pieces, was used. The same universal-testing machine, Monsanto T10, as for the tension test, was used. As specimen the crescent test piece was chosen, showed in figure 28. The specimens were conditioned and the tests were carried out in a conditioned room according to the standard.
55
Processing and Recycling PUR and TPU
Figure 28.Crescent test piece, dimensions in millimeters.
Test conditions: Strain rate: 100 mm/min Maximum load: 1000 N
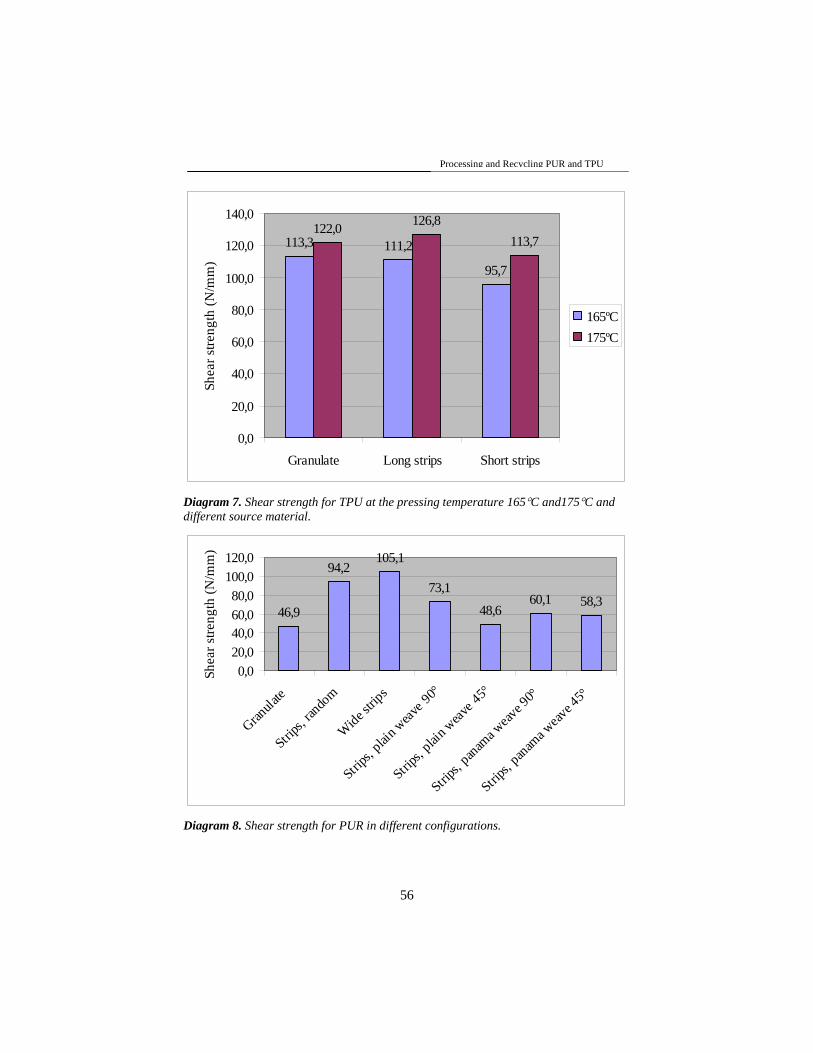
8.3.2 Result of shear strength tests The shear strength is expressed as maximum force in Newton per millimeter of median thickness of the test piece. The result of the shear strength test will be presented for TPU and PUR based on different structure and orientation of the material. For TPU results also for the two different press temperatures 165°C and 175°C will be presented, see diagram 7 and 8. The results for the blend TPU/NBR is presented in diagram 9.
56
Processing and Recycling PUR and TPU
113,3 111,2
95,7
122,0 126,8113,7
0,0
20,0
40,0
60,0
80,0
100,0
120,0
140,0
Granulate Long strips Short strips
Shea
r stre
ngth
(N/m
m)
165ºC175ºC
Diagram 7. Shear strength for TPU at the pressing temperature 165°C and175°C and different source material.
46,9
94,2105,1
73,1
48,660,1 58,3
0,020,040,060,080,0
100,0120,0
Granula
te
Strips, r
andom
Wide strip
s
Strips,
plain w
eave 9
0°
Strips,
plain w
eave 4
5°
Strips,
panama w
eave 9
0°
Strips,
panama w
eave 4
5°
Shea
r stre
ngth
(N/m
m)
Diagram 8. Shear strength for PUR in different configurations.
57
Processing and Recycling PUR and TPU
38,540,5
33,6
24,7 25,2
20,7
0
5
10
15
20
25
30
35
40
45
50/50 40/60 30/70 20/80 10/90 5/95
TPU/NBR (w.p.)
Shea
r stre
ngth
(N/m
m)
Diagram 9. Shear strength for different proportions of the TPU/NBR blend.
8.3.3 Discussion of shear strength test result The results for TPU show that the higher press temperature results in more homologous and tougher material. Long strips pressed at 175°C has the highest shear strength, the long strips seems to preserve the characteristics of the virgin material. The results for granulate seems to be a little bit to good compared to the other, specially comparing the results at the lower press temperature. An explanation can be that the test pieces for granulate was thicker. For PUR the difference between orientations of the strips was not that important and granulate managed quite well compared to the tests there more of the original structure was preserved. The test with wide strips managed best, it seems to be an advantage to preserve the original structure not only in the direction of the applied force but also in the direction of cracking. In the case of TPU/NBR blend lack of bond between the two different materials and between the NBR granulate resulted in an inhomogeneous material. The shear strength decreases with decreased amount TPU.
58
Processing and Recycling PUR and TPU
8.4 Shore hardness The rapid assessment of stiffness or rigidity of materials is a very desirable objective, which is partially met by hardness tests. Hardness tests normally involve the quantitative assessment of the resistance to penetration of a material by an impresser. The test can be very valuable for comparing similar materials. Hardness measurement is often indicative of scratch, wear and abrasion resistance, but any such relationship should be considered with caution. [5] The Shore hardness test is associated with a Durameter instrument. The instrument is pressed against the test specimen until the surfaces come in close contact. The impresser penetration is related to a Shore hardness number. [5] Soft rubber as rubber band and soft erasers is in the range 20A-30A. Tire treads are in the range 55A-70A and typewriter rolls correspond to about 90A. [5]
8.4.1 Test equipment, specimen and conditions For the test the Swedish standard SS-ISO 7619:1997(E), Rubber – Determination of indentation hardness by means of pocket hardness meter was used. The standard specifies two methods for determination of hardness, Shore-type durometer and a meter calibrated in IRHD. The Shore-type method is divided in two types, A for rubbers in the normal hardness range and type D for rubbers in the high hardness range. In the performed tests the Shore A type was used. The thickness of the specimen was 4mm. The specimens were conditioned and the tests were carried at standard temperature in accordance with ISO 471.
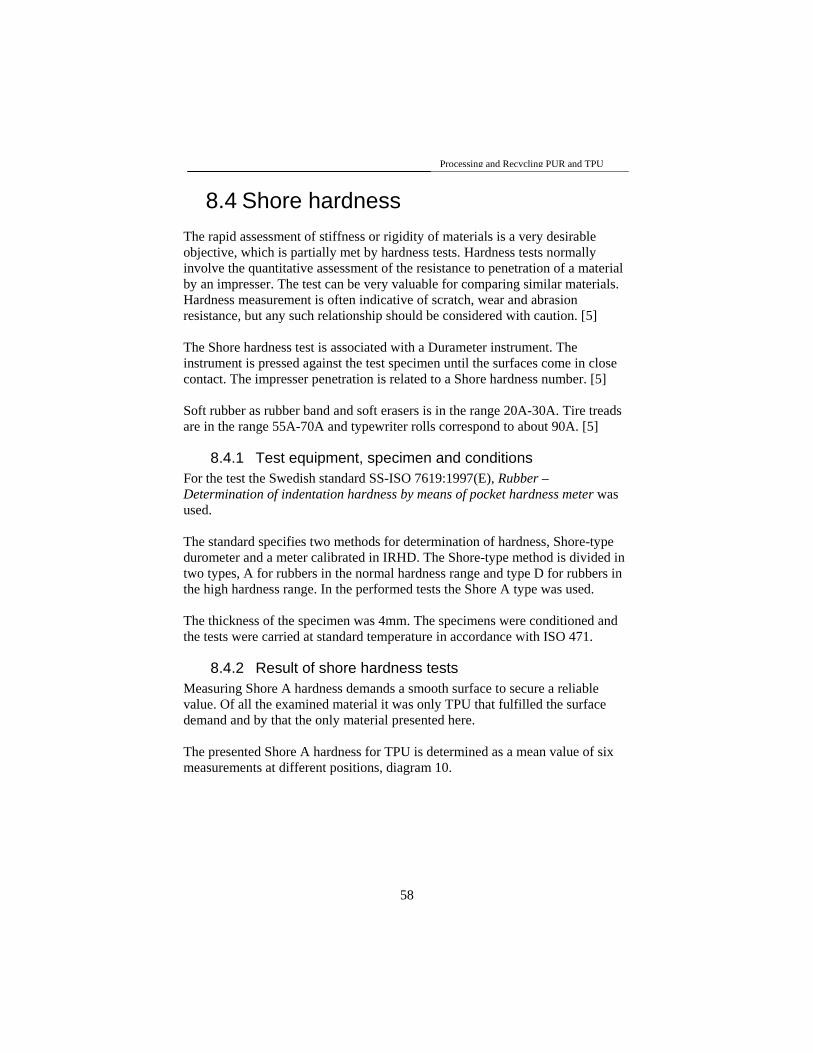
8.4.2 Result of shore hardness tests Measuring Shore A hardness demands a smooth surface to secure a reliable value. Of all the examined material it was only TPU that fulfilled the surface demand and by that the only material presented here. The presented Shore A hardness for TPU is determined as a mean value of six measurements at different positions, diagram 10.
59
Processing and Recycling PUR and TPU
87 87 8989 89 90
01020304050
60708090
100
Short strips Long strips Granulate
Shor
e A
har
dnes
s
165ºC175ºC
Diagram10. Shore A hardness for the TPU.
8.4.3 Discussion of shore hardness test result When the TPU was pressed at the higher temperature (175°C) it resulted in a slightly harder material compared to the lower press temperature (165°C). The reconstructed material was homogenous and there was no notable difference between the different source materials that was used.
60
Processing and Recycling PUR and TPU
61
Processing and Recycling PUR and TPU
9 Conclusions The examined products have been processed by different methods and it has been proved that the workability is good on condition that the processing parameters, machinery and tools are adjusted to the material. Processing has been on a small scale and it is only the granulation that could be used in large scale without lager modifications of machinery, tools and material. Different processing methods resulted in different structures of the processed material. The form and orientation of the processed material affected the recycled material in the case on PUR. It is obvious that it was an advantage to preserve as much of the original structure as possible. Also the orientation of the material affected the properties of the pressed material. TPU is a thermoplastic and the properties of the pressed material did not depend that much on which structure of the processed material that was used. The attempts to mix TPU and NBR rubber resulted in an inhomogeneous material without any bonds between the two materials or between the NBR granulates. It was only the TPU that contributed to the mechanical properties and with decreasing amount of TPU the properties decreased. The recycled TPU in the handrail have good material properties and could work well as a second hand material. The recycling process for the handrail could quite easily be adapted to an industrial process. For PUR the recycling process is more complicated, except granulating, and the properties for the recycled material is not that good. But it is proved that the PUR could be mechanically recycled and for the right application recycled PUR could be used.
62
Processing and Recycling PUR and TPU
63
Processing and Recycling PUR and TPU
10 How to continue the work This thesis has a wide approach and during the work many ideas have emerged that could be interesting to look into. Also the limitations for the thesis excluded some topics that could be examined. Some of the ideas have been stated as follows:
• Examine alternative mechanical recycling methods and compare it to possible chemical methods. Investigate the possibilities for the methods to work on a large scale.
• Find an application suitable for the recycled material and/or investigate
if there is a market for the recycled material.
• Investigate economical and logistic aspects for mechanical, chemical recycling and energy recovery.
• Investigate how contamination and aging affects the possibility to
recycle the material, i.e. is it possible to recycle the used products?
• Examine if it would be possible to recycle NBR/TPU blend by some modifications in the materials or process. Alternatively blend the NBR with some other recycled plastic.
64
Processing and Recycling PUR and TPU
65
Processing and Recycling PUR and TPU
References 1. Brandrup J., Bittner M., Recycling and Recovery of Plastics. Institute for
Plastics. 2. Brennert S. Materiallära – metaller, plaster, elaster,
smörjmedel, keramer och trä. 11 th edition, Karlebo Förlag AB, Stockholm 1989.
3. Brydson J.A. Rubbery materials and their compounds.
Elsevier Science Publishers Ltd, London 1988. 4. Bucur A., Svensson L. Kretsloppsanpassade tillverkningssystem -
möjligheter och förutsättningar. Institutionen för mekanisk teknologi och verktygsmaskiner, LTH/LU 1995.
5. Charrier J.-M. Polymeric Materials and Processing – Plastics,
Elastomers and Composites, Carl Hanser Verlag, Munich, Vienna, New York 1991.
6. Engström G. (editor) Perstorpsboken – Plastteknisk handbok, 3th
edition, Maskinaktiebolaget Karlebo and Perstorp AB, AB Björkmans Eftr, Stockholm 1980.
7. Håkanson O. H. Mechanical finishing of polymer skimmed
fabrics. Institutionen för mekanisk teknologi och verktygsmaskiner, LTH/LU 1997.
8. Johansson H., Zimerson E. Tox-info handboken – Kemiska ämnes hälso och
miljöeffekter, Del 2, 3:th edition, ToxInfo AB, Lund 1993.
9. Klason C., Kubát J. Plaster – Materialval och materialdata, 3th
edition, Sveriges Mekanförbund, Nyströms Tryckeri AB, Bollnäs 1987.
10. Langstedt G. ARQUIMACOM ’98, Processing and recycling
composites by electromagnetic heating technique, Bordeaux 7-9 October 1998.
66
Processing and Recycling PUR and TPU
11. Michaeli W., Menges G. Processing (IKV), Aachen, Germany, Carl
Hanser Verlag, Munich, Vienna, New York 1996.
12. Norbrink B. Kretsloppssamhället – en utmaning för
industrin. Sveriges Verkstadsindustrier, Författaren och Förlags AB Industrilitteratur, Tuna tryck AB, Eskilstuna 1994.
Personal communication 13. Andersson C.-H. IFP Research AB and Department of
Mechanical Engineering at University of Lund, Lund 2000.
Hamburg-Harburg, Harburg 2000. 15. Langstedt G. Linlan Induction AB, Staffanstorp 2000. 16. Reftman T. Department of Mechanical Engineering,
University of Lund, Lund 2000. References without named author and Internet information 17. Arbetarskyddsnämden Kretslopp – ett måste i framtiden. TABS,
Jönköping 1996. 18. Institutionen för polymera material - kompendium
Polymera material –kompendium, Chalmers tekniska högskola, Kompendietryckeriet – Kållered, 1991.
19. Miljö och Naturvårdsdepartementet
Kretsloppet – den nya miljösynen. En sammanfattning av regeringens kretsloppsproposition. Stockholm 1993.
67
Processing and Recycling PUR and TPU
20. Naturvårdsverket Plaster – Materialflöden i samhället, Rapport
4505, Naturvårdsverket förlag, Stockholm 1996.
21. UW-ELAST AB Materialkunskap - Polyuretan som
konstruktionsmaterial. Mariestad 1991. 22. Internet www.basf.de , March 2000 23. Internet www.environ.se, October 2000
68
Processing and Recycling PUR and TPU
69
Processing and Recycling PUR and TPU
Appendix A Tensile test TPU (Speed 100mm/s, force range 1000 N, gauge 25 mm) Structure and press Thickness Force, peak value Elongation Tensile stresstemperature (mm) (N) (%) (N/mm2)Granulate, 165ºC 2,7 565,6 436,9 34,9
Appendix B Shear strength test TPU (Speed 100mm/s, force range 1000 N, gauge 25 mm) Structure and press Thickness Force, peak value Shear strengthtemperature (mm) (N) (N/mm)Granulate, 165ºC 3,1 350 112,9