25
Processing technology in olive oil and table olive 1 Processing technology in olive oil and table olive
Processing technology in olive oil and table olive
Processing technologin olive oil and table o
y live
1
Index 1.- OLIVE OIL ………………………………………....................………………...........…...………….….4
1.2.- EXTRACTION PROCESSES ………………........…………………...........………..….….5 1.2.1.- Traditional process ……………………………………...............…........…....…5 1.2.2.- Three phase process .……………………………………..........……....…...…..7 1.2.3.- Two phase process .……………………………...………..........……..........…10 1.3.- STORAGE OF OLIVE OIL ……………………………………............……….....12
2.- TABLE OLIVE ………………………………………………………………..............………..............13 2.1.- TRADE PREPARATIONS .………………………………………………………...............13 2.2.- ELABORATION PROCESS OF THE MAIN TABLE OLIVES PREPARATIONS .........14
2.2.1.- Treated green table olives in brine ...…………………………………….....…16 2.2.2.- Natural black olives in brine …………………………….......………………….19 2.2.3.- Black (Ripe) olives in brine ……………………………….......………………..21
3.- REFERENCES ………………………………………………..……………………...........…………...24 4.-LINKS…………………………………………………………………….………….....….......………….25 This booklet has been written to help the non-producing / consumers of olive oil and table olives all around the world about the composition of these products with special emphasis on their nutritional characteristics. The olive encyclopaedia is a collection of 12 publications part of the project TDC-OLIVE which aim is to collect the information related to the olive sector and make it accessible to the interested public. This publication has been carried out with support from the European Commission, Priority 5 on Food Quality and Safety (Contract number FOOD-CT-2004-505524 Specific Targeted Project), ‘Setting up a network of Technology Dissemination Centres to optimise SMEs in the olive and olive oil sector’. It does not necessarily reflect its views and in no way anticipates the Commission’s future policy in this area.” This Booklet was designed and developed and translated into English by Antonio Garrido Fernández, Pedro García García, Antonio Lòpez López, and Francisco Noé Arroyo López from Instituto de la Grasa (CSIC) for inclusion in the TDC Olive Encyclopaedia
The authors, translator and publisher of these booklets have composed the work with care; however, no responsibility is taken for the correctness of this information. All sources of information used for this booklet are referenced however, some protected brands or trademarks are not especially marked in this publication. The lack of such advice cannot consider that the used synonym is not used as a free brand or trademark. It is not allowed without the permission of the author to publish or duplicate the booklet or parts of it to use it commercially. All rights reserved.
Processing technology in olive oil and table olive
Foreword TDC-OLIVE project is an initiative included in the Sixth Framework Programme of the European Union, aimed to table olive and olive oil SMEs. Its main target is the creation of a physical and virtual network of Technology Dissemination Centres (TDC) as means of support to enterprises of this sector, as well as a bridge between them and Research and Development institutions. We pretend to:
• Achieve a modern SME, with qualified staff, that employs new technologies in order to access information and, in general, to implement technological innovation systems
• Achieve an SME committed to the optimisation of the product quality and to the treatment, recycling and reuse of all the wastes generated in its activity
Since Mediterranean olive oil and table olive producers (particularly SMEs ones) need to modernize and to increase their competitiveness, TDCs aim to accelerate the necessary technology innovation process of SMEs by establishing a training program and by providing updated information in those topics of interest for SMEs. Simultaneously, TDCs will carry out a series of actions and promotion activities in order to achieve a certain change of mentality in central and northern European consumers, thus an increase in the consumption of olive oil and table olives
PARTNERS
Centro de Información y
Documentación Científica
Instituto de la Grasa
Instituto Madrileño de
Investigación Agraria y Alimentaria
Istituto Sperimentale per la
Elaiotecnica
National Agricultural Research
Foundation, Institute of Technology of Agricultural
Products
Technologie - Transfer -
Zentrum
Bundesforschungsanstalt Für Ernährung und Lebensmittel -
BFEL
Unilever
Asociación Agraria de Jóvenes
Agricultores
Sabina-Agrícola Agricultural Association Agio
Apostolon Vion
Alcubilla 2000 S.L. Improtechnology Limited
Biozoon GmbH
Processing technology in olive oil and table olive
1.- OLIVE OIL
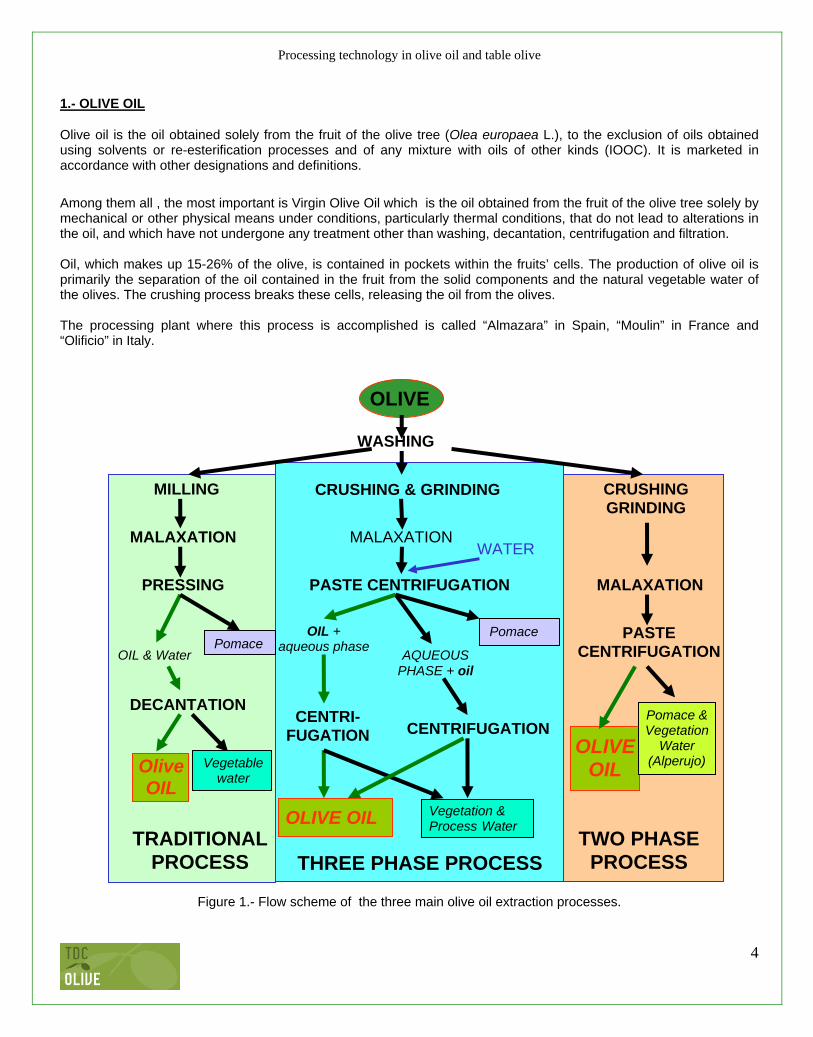
Olive oil is the oil obtained solely from the fruit of the olive tree (Olea europaea L.), to the exclusion of oils obtained using solvents or re-esterification processes and of any mixture with oils of other kinds (IOOC). It is marketed in accordance with other designations and definitions. Among them all , the most important is Virgin Olive Oil which is the oil obtained from the fruit of the olive tree solely by mechanical or other physical means under conditions, particularly thermal conditions, that do not lead to alterations in the oil, and which have not undergone any treatment other than washing, decantation, centrifugation and filtration. Oil, which makes up 15-26% of the olive, is contained in pockets within the fruits’ cells. The production of olive oil is primarily the separation of the oil contained in the fruit from the solid components and the natural vegetable water of the olives. The crushing process breaks these cells, releasing the oil from the olives. The processing plant where this process is accomplished is called “Almazara” in Spain, “Moulin” in France and “Olificio” in Italy.
OLIVE
WASHING
CRUSHING MILLING CRUSHING & GRINDING GRINDING
Figure 1.- Flow scheme of the three main olive oil extraction processes.
Pomace
OLIVE OIL Olive
OIL
OLIVE OIL
PRESSING
OIL & Water
DECANTATION
PASTE CENTRIFUGATION
OIL + aqueous phase
Pomace
AQUEOUS PHASE + oil
CENTRI- FUGATION CENTRIFUGATION
PASTE CENTRIFUGATION
Pomace & Vegetation
Water (Alperujo)
MALAXATIONMALAXATION WATER
MALAXATION
TRADITIONAL PROCESS THREE PHASE PROCESS
TWO PHASE
Vegetable water
Vegetation & Process Water
PROCESS
4
Processing technology in olive oil and table olive
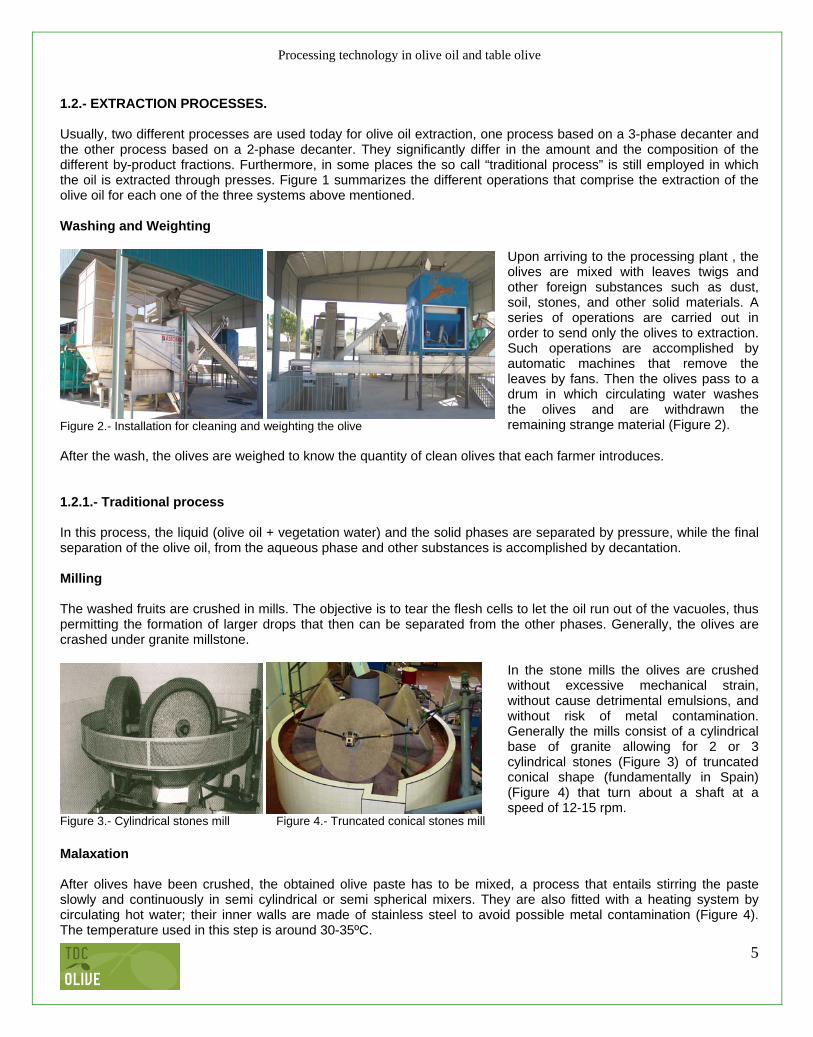
1.2.- EXTRACTION PROCESSES. Usually, two different processes are used today for olive oil extraction, one process based on a 3-phase decanter and the other process based on a 2-phase decanter. They significantly differ in the amount and the composition of the different by-product fractions. Furthermore, in some places the so call “traditional process” is still employed in which the oil is extracted through presses. Figure 1 summarizes the different operations that comprise the extraction of the olive oil for each one of the three systems above mentioned. Washing and Weighting
Figure 2.- Installation for cleaning and weighting the olive
Upon arriving to the processing plant , the olives are mixed with leaves twigs and other foreign substances such as dust, soil, stones, and other solid materials. A series of operations are carried out in order to send only the olives to extraction. Such operations are accomplished by automatic machines that remove the leaves by fans. Then the olives pass to a drum in which circulating water washes the olives and are withdrawn the remaining strange material (Figure 2).
After the wash, the olives are weighed to know the quantity of clean olives that each farmer introduces. 1.2.1.- Traditional process In this process, the liquid (olive oil + vegetation water) and the solid phases are separated by pressure, while the final separation of the olive oil, from the aqueous phase and other substances is accomplished by decantation. Milling The washed fruits are crushed in mills. The objective is to tear the flesh cells to let the oil run out of the vacuoles, thus permitting the formation of larger drops that then can be separated from the other phases. Generally, the olives are crashed under granite millstone.
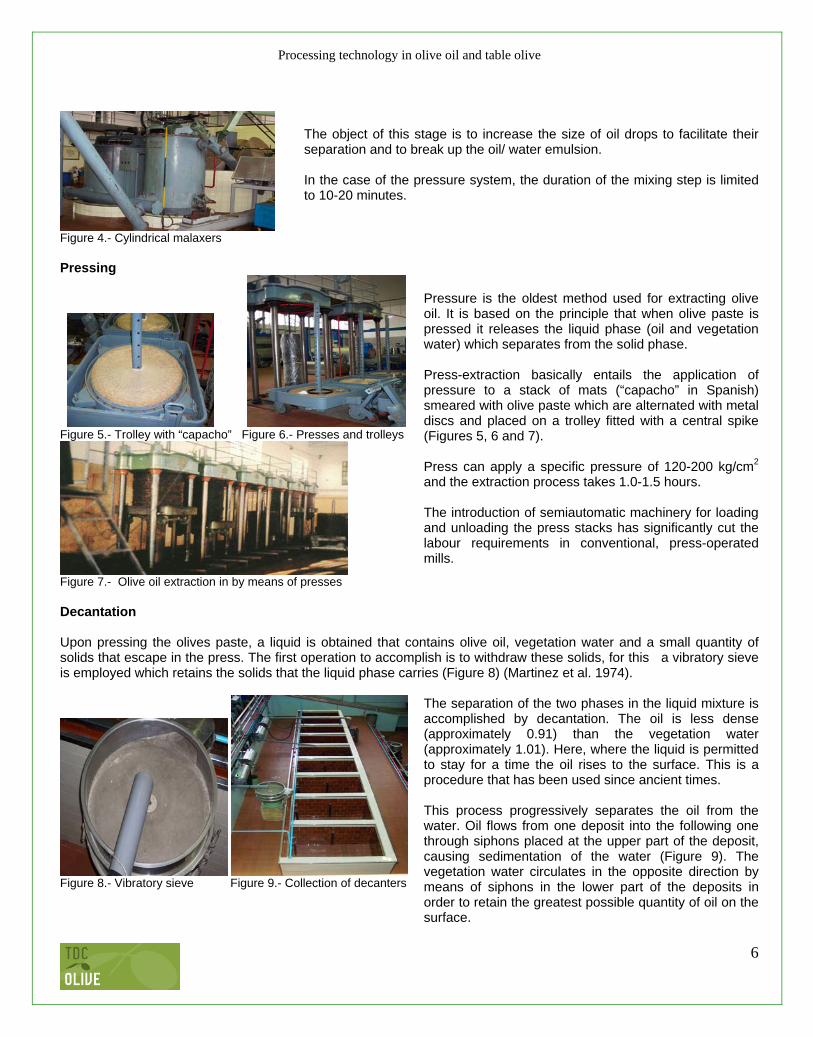
Figure 3.- Cylindrical stones mill Figure 4.- Truncated conical stones mill
In the stone mills the olives are crushed without excessive mechanical strain, without cause detrimental emulsions, and without risk of metal contamination. Generally the mills consist of a cylindrical base of granite allowing for 2 or 3 cylindrical stones (Figure 3) of truncated conical shape (fundamentally in Spain) (Figure 4) that turn about a shaft at a speed of 12-15 rpm.
Malaxation
5
After olives have been crushed, the obtained olive paste has to be mixed, a process that entails stirring the paste slowly and continuously in semi cylindrical or semi spherical mixers. They are also fitted with a heating system by circulating hot water; their inner walls are made of stainless steel to avoid possible metal contamination (Figure 4). The temperature used in this step is around 30-35ºC.
Processing technology in olive oil and table olive
Figure 4.- Cylindrical malaxers
The object of this stage is to increase the size of oil drops to facilitate their separation and to break up the oil/ water emulsion. In the case of the pressure system, the duration of the mixing step is limited to 10-20 minutes.
Pressing
Figure 5.- Trolley with “capacho” Figure 6.- Presses and trolleys
Figure 7.- Olive oil extraction in by means of presses
Pressure is the oldest method used for extracting olive oil. It is based on the principle that when olive paste is pressed it releases the liquid phase (oil and vegetation water) which separates from the solid phase. Press-extraction basically entails the application of pressure to a stack of mats (“capacho” in Spanish) smeared with olive paste which are alternated with metal discs and placed on a trolley fitted with a central spike (Figures 5, 6 and 7). Press can apply a specific pressure of 120-200 kg/cm2 and the extraction process takes 1.0-1.5 hours. The introduction of semiautomatic machinery for loading and unloading the press stacks has significantly cut the labour requirements in conventional, press-operated mills.
Decantation Upon pressing the olives paste, a liquid is obtained that contains olive oil, vegetation water and a small quantity of solids that escape in the press. The first operation to accomplish is to withdraw these solids, for this a vibratory sieve is employed which retains the solids that the liquid phase carries (Figure 8) (Martinez et al. 1974).
Figure 8.- Vibratory sieve Figure 9.- Collection of decanters
The separation of the two phases in the liquid mixture is accomplished by decantation. The oil is less dense (approximately 0.91) than the vegetation water (approximately 1.01). Here, where the liquid is permitted to stay for a time the oil rises to the surface. This is a procedure that has been used since ancient times. This process progressively separates the oil from the water. Oil flows from one deposit into the following one through siphons placed at the upper part of the deposit, causing sedimentation of the water (Figure 9). The vegetation water circulates in the opposite direction by means of siphons in the lower part of the deposits in order to retain the greatest possible quantity of oil on the surface.
6

Processing technology in olive oil and table olive
1.2.2.- Three phase process This process consists of olive oil extraction through a centrifugation system. It separately produces the oil, vegetation water and a solid residue (“orujo”). The process is carried out according to the flow diagram in Figure 1. This process is accomplished in a continuous modular centrifugation plant (Figure 10).
HAMMER CRUSHER
MALAXER
DECANTER
CENTRIFUGES
Figure 10.- Continuous centrifugation plant by olive oil extraction The different phases that comprise this process are commented below. Crushing and Grinding In continuous centrifugation plants metal crushers (hammer, toothet, disc, cylindrical or roller) are generally used to grind olives. The most commonly used is the hammer crusher.
Figure 11.- Inner of hammer crushers
With metal crushers it is possible to verify the size of the stone fragments because they are fitted with a special device (grating) that enables the most suitable stone particle size to be chosen in connection to the extraction system (Figure 11). Their advantages are that the crushing is continuous, the system has a high per hour capacity and the metal crushers are less costly and bulky than the stone mills.
7
Processing technology in olive oil and table olive
Malaxation
Figure 12.- Malaxer
The use of the hammer crusher for olive grinding may give rise to the formation of emulsions between the oil and the water. This is why mixing is necessary to increase the oil droplet size. It has to be done at above room temperatures, and must last no less than an hour. These plants must be equipped with two or three mixing units, consisting of semi-cylindrical, large capacity vats fitted with an outer chamber through which heated water circulates (Figure 12). Within malaxer, the olive paste is maintained in movement by means of a device (spades or other system) that turns around a shaft (Figure 13).
Figure 13.- Inner malaxer
An increase in mixing temperature raises extraction yields, especially when the olive paste is not manageable. The most efficient temperature is about 30-35ºC. Longer mixing times are particularly effective when the olives are “difficult”, since significantly higher yields are obtained with mixing times of more than one hour. The increase in mixing time, however, results in the decrease of the phenolic substances contained in the oil. (Giovacchio 1996).
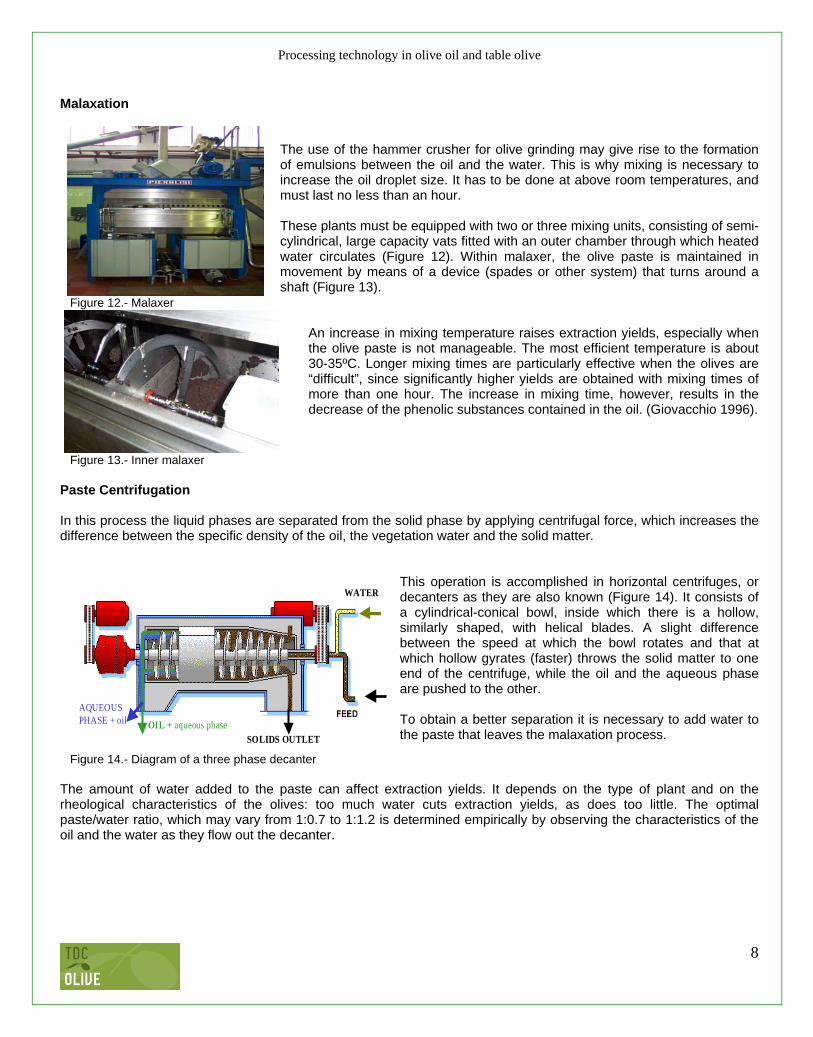
Paste Centrifugation In this process the liquid phases are separated from the solid phase by applying centrifugal force, which increases the difference between the specific density of the oil, the vegetation water and the solid matter.
WATER
SOLIDS OUTLETOIL + aqueous phase
AQUEOUSPHASE + oil
Figure 14.- Diagram of a three phase decanter
This operation is accomplished in horizontal centrifuges, or decanters as they are also known (Figure 14). It consists of a cylindrical-conical bowl, inside which there is a hollow, similarly shaped, with helical blades. A slight difference between the speed at which the bowl rotates and that at which hollow gyrates (faster) throws the solid matter to one end of the centrifuge, while the oil and the aqueous phase are pushed to the other. To obtain a better separation it is necessary to add water to the paste that leaves the malaxation process.
The amount of water added to the paste can affect extraction yields. It depends on the type of plant and on the rheological characteristics of the olives: too much water cuts extraction yields, as does too little. The optimal paste/water ratio, which may vary from 1:0.7 to 1:1.2 is determined empirically by observing the characteristics of the oil and the water as they flow out the decanter.
8

Processing technology in olive oil and table olive
Figure 15.- Vibratory sieve in the liquid exits of the decanter
Two types of liquids leave the decanter: the first one of a green colour formed by oil and some aqueous phase (vegetation and process added water) and the other one (in greater volume) of a brown colour constituted mainly by the aqueous phase with some oil. (Figure 15) As the liquids that leave the decanter can have solid particles, they are passed through a vibratory sieve to separate the small flesh or bone chunks (Figure 15).
Depending basically on their size, these machines have an hourly capacity ranging from 0.5 to 4.0 tons. The employment of the decanter has many advantages such as: (i) it is a compact machinery and needs less surface; (ii), it is a semi-continuous and automated process (iii) better quality oil is obtained than in the press system and (iiii) with limited labour. The disadvantages of this process with respect to extraction with presses are: (i) it is expensive; (ii) It requires more technical labour; (iii) it needs more energy consumption and more consumption of hot water and (iiii) a greater amount of water must be disposed of.
Centrifugation of the liquids
Natural decantation requires a great amount of space and a large number of deposits. Because of this, the centrifugal separation has been applied since the 1970s to separate the oil from the liquid phases.
Then, liquids are submitted to a centrifugation in two centrifuges on plates (Figure 16). In this manner, the oil fraction that accompanies the aqueous phase is recovered and through the addition of a certain amount of water, the oils are cleaned and the moisture withdrawn (Figure 17).
Figure 16.- Centrifuges Figure 17.- Clean olive oil exit of a centrifugal
The factors to take into account for optimum separation are: (i) homogeneity of the liquid, (ii) nourishment volume (iii) temperature (iiii) volume of added water and (iiiii) time between exhausts. From the point of view of the yield, centrifugation has helped to improve the oil quality in areas where production is mediocre or poor.
Final commentaries to the three phases extraction process The quality of olives depends on the system used to process the olives. The three phase process reduced quantity of natural antioxidants in the oil due to the water added to dilute the olive paste. The water dissolves a part of antioxidants (polyphenols) in the oil and the induction time, which is correlated to the resistance to autoxidation, is shorter. However, the content of chlorophyll pigments is higher in the oil obtained by means of centrifugation since, with this system, a hammer crusher is generally used for olive grinding, and thus more chlorophyll is released.
9
Processing technology in olive oil and table olive
Figure 18.- Evaporation pond of alpechín
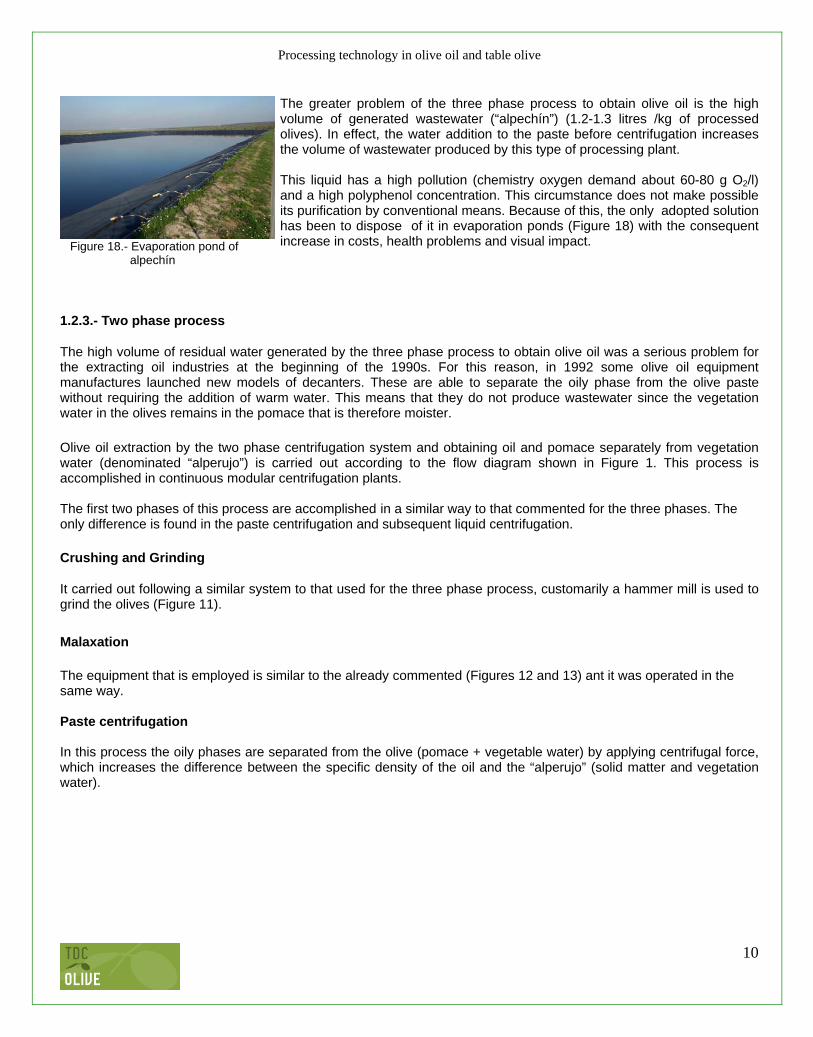
The greater problem of the three phase process to obtain olive oil is the high volume of generated wastewater (“alpechín”) (1.2-1.3 litres /kg of processed olives). In effect, the water addition to the paste before centrifugation increases the volume of wastewater produced by this type of processing plant. This liquid has a high pollution (chemistry oxygen demand about 60-80 g O2/l) and a high polyphenol concentration. This circumstance does not make possible its purification by conventional means. Because of this, the only adopted solution has been to dispose of it in evaporation ponds (Figure 18) with the consequent increase in costs, health problems and visual impact.
1.2.3.- Two phase process
The high volume of residual water generated by the three phase process to obtain olive oil was a serious problem for the extracting oil industries at the beginning of the 1990s. For this reason, in 1992 some olive oil equipment manufactures launched new models of decanters. These are able to separate the oily phase from the olive paste without requiring the addition of warm water. This means that they do not produce wastewater since the vegetation water in the olives remains in the pomace that is therefore moister. Olive oil extraction by the two phase centrifugation system and obtaining oil and pomace separately from vegetation water (denominated “alperujo”) is carried out according to the flow diagram shown in Figure 1. This process is accomplished in continuous modular centrifugation plants. The first two phases of this process are accomplished in a similar way to that commented for the three phases. The only difference is found in the paste centrifugation and subsequent liquid centrifugation. Crushing and Grinding
It carried out following a similar system to that used for the three phase process, customarily a hammer mill is used to grind the olives (Figure 11). Malaxation The equipment that is employed is similar to the already commented (Figures 12 and 13) ant it was operated in the same way. Paste centrifugation
10
In this process the oily phases are separated from the olive (pomace + vegetable water) by applying centrifugal force, which increases the difference between the specific density of the oil and the “alperujo” (solid matter and vegetation water).

Processing technology in olive oil and table olive
Figure 19.- Diagram of a two phase decanter
This operation is accomplished in a similar horizontal centrifugal, or decanter as the three phase process (Figure 19). The “G” coefficient is higher in the centrifugal of two phases (3000-3600) than in the process of three phases (2000-2600). This G value depends on the speed of rotation and the internal diameter of the rotor. In this case it is not necessary to add warm water to obtain a better separation of oil.
Figure 20.- Two phase decanter
As the oily phase that leaves the decanter can have solid particles, it is passed through a vibratory sieve to separate the small flesh or bone chunks (Figure 20).
VIBRATORY OILY PHASE OUTLET SIEVE
Liquid centrifugation
Figure 20.- Centrifugal
Then the oily phase is submitted to centrifugation in a centrifugal of plates (Figure 20).
Through the addition of a certain quantity of water, the oils are cleaned and withdrawn from the moisture (Figure 17). This water is the only liquid residue that is generated in this process of oil extraction.
Final commentaries to the two phase extraction process The yield in the extraction of the oil from the olive is higher in the process of two phases than the yield in the three phases. This result also has to be ascribed to the fact that water is not added to dilute the paste and the formation of oil/water emulsions is avoided. The two phase extraction process does not produce hardly any waste waters, only the small volume of the wash water of the oil in the centrifugal. It saves vegetation water disposal problems (evaporation ponds) and costs. The quality of the oil produced in this process is better than the oil obtained from the three phases. Thus it has a greater concentration of polyphenols and o-diphenols. This means that it is more stable during t storage, as indicated by induction time values.
11
Processing technology in olive oil and table olive
1.3.- STORAGE OF THE OLIVE OIL
The tanks for olive oil storage should be built with l totally waterproof and unassailable material. The material used for construction must present the greatest inertia with respect to the oil, so that this not could absorb smells and defective flavours no could it be mixed with substances that could contaminate oils or to produce oxidation phenomena (metals). The tank must protect the oil from light and air, since the presence of these can accelerate the alteration of the product. Furthermore, oil must be kept at an almost constant temperature (about 15-18ºC), avoiding sharp changes. Low temperatures can provoke oil freezing and high temperatures contribute to oil oxidation.
Until some years ago, the tanks that best achieve these conditions were underground deposits with an adequate coating (generally refractory glazed tile)
12
Figure 21.- Tanks of olive oil in a warehouse
Nowadays in Spain, stainless steel deposits of different capacities (generally of 50 tons) are employed. They are put in cover warehouses similar to those that are employed in the wine industry (Figure 21). Materials and products that could affect the aroma of the oil should not be stored in the same warehouse.
Processing technology in olive oil and table olive
2. TABLE OLIVES “Table olives are the sound fruit of specific varieties of the cultivated olive tree (Olea europaea sativa) harvested at the proper stage of ripeness and whose quality is such that, when they are suitably processed as specified in this standard, they produce an edible product and ensure its preservation as a marketable good. Such processing may include the addition of various products or spices of good table quality” (IOOC, 1991). In general, any processing method aims to remove the natural bitterness of this fruit, caused by the glucoside oleuropein. 2.1.- TRADE PREPARATIONS A complete definition of all of them can be found in the Trade Standard Applying to Table Olive in International Trade (IOOC, 2004). Generally, the complete name includes information on: (i) The type of raw material. There are four green, turning colour, ripe olives (blackened by oxidation) and natural black olives. (ii) The procedure used for eliminating the bitterness. The aim of different process methods is mainly focused on decreasing or completely removing the natural bitterness of the olive. The word “treated” is included in the denomination of the commercial preparation when the olives are immersed in an aqueous solution of sodium hydroxide; in this case the olives become absolutely sweet. On the contrary, oleuropein may be slowly and partially eliminated by dilution in the aqueous solution; in these cases the word “untreated” is included in the denomination. (iii) The method of preserving the product. The most generally used is brine (NaCl solution), then the expression “ in brine” must be included in the commercial denomination. There are other systems such “in dry salt”, etc. The main commercial preparations are described below: Treated green table olives in brine. These are defined as olives treated in alkaline lye and then placed in brine in which they undergo a lactic fermentation. If the fermentation is complete, the olives need only appropriate physico-chemical conditions to ensure their preservation. Partially fermented olives must be preserved by sterilization, pasteurization, addition of preservatives, refrigeration or by inert gas (without brine). This preparation is generally know as “green olives” (in brine). Untreated natural black olives. These olives are placed directly in brine and usually retain a slightly bitter taste. They are preserved by natural fermentation in brine alone, by sterilization, pasteurization or addition of preservatives. They are usually known as “natural black olives” (in brine). Black (ripe) olives in brine. These are obtained from fruits which, when not fully ripe, have been darkened by oxidation in alkaline lye. The bitterness has been completely removed. They must be preserved by heat sterilization when packed under anaerobic conditions. These are known as “ripe olives”. There are other trade preparations such as: untreated black olives in dry salt, untreated naturally shrivelled black olives, dehydrated black olives, etc. According to the IOOC Standards (IOOC, 2004) olives may be presented in one of the following styles: whole, pitted, stuffed, halved, quartered, divided, sliced, chopped or minced, broken, olive paste, salad, as mixture of olives and capers, etc. Products for stuffing olives are also diverse: peppers, pepper paste, anchovies, almonds, etc.
13
Processing technology in olive oil and table olive
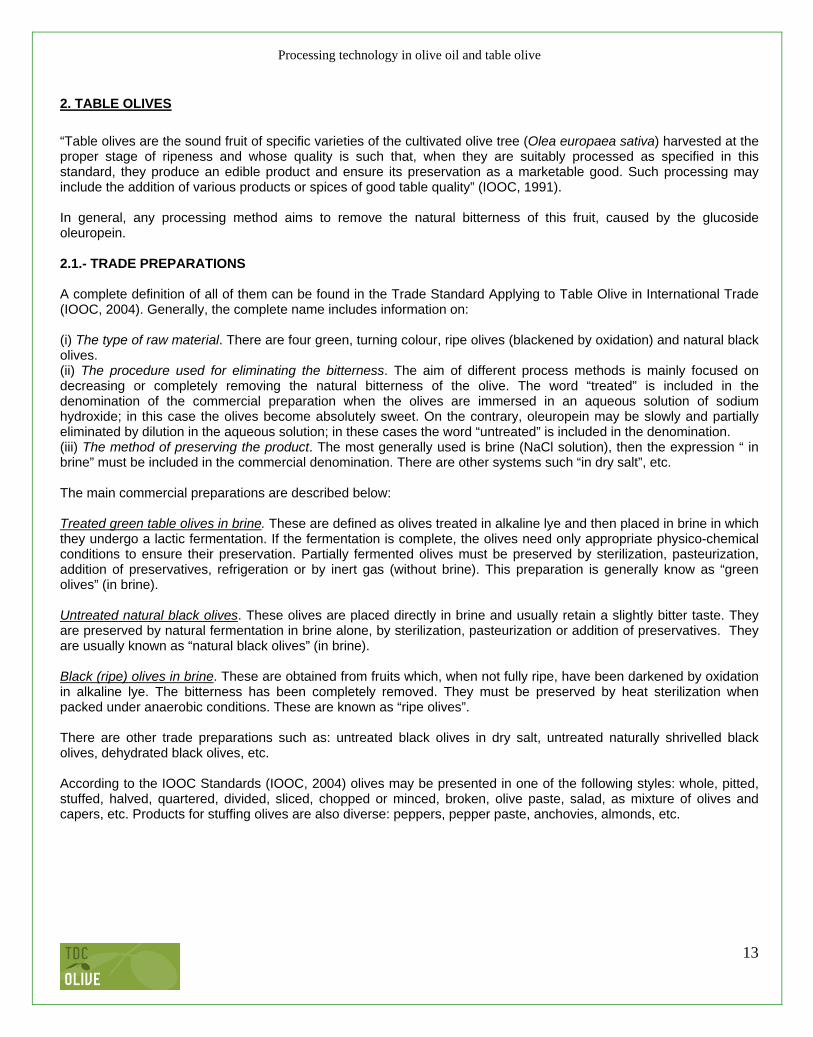
2.2.- ELABORATION PROCESS OF THE MAIN TABLE OLIVES PREPARATIONS The containers used for further processing of all commercial olive preparations, except darkening tanks, are nowadays cylindrical or spherical fermenters made of polyester and glass fibber and they have a capacity of about 10 tons of fruit and 5000 L of brine. Most industries place these tanks underground (Figure23); it is also possible to place the fermenters on soil in a covered air facility (Figure 24) and nowadays, new facilities are found in cover warehouses similar to those employed in the wine industry (Figure 25).
Figure 23.- Facilities of underground fermenters Figure 24.- Warehouse of air fermenters Figure 25.-Fermenters in a cover warehouse.
Figure 26.- Pump to transport olives. Figure 27.- Pipelines to transport liquid and olives
Special pumps (Figure 26) and other devices such as pipelines (Figure 27) have been developed for good brine recirculation and fruit transport in the factories.
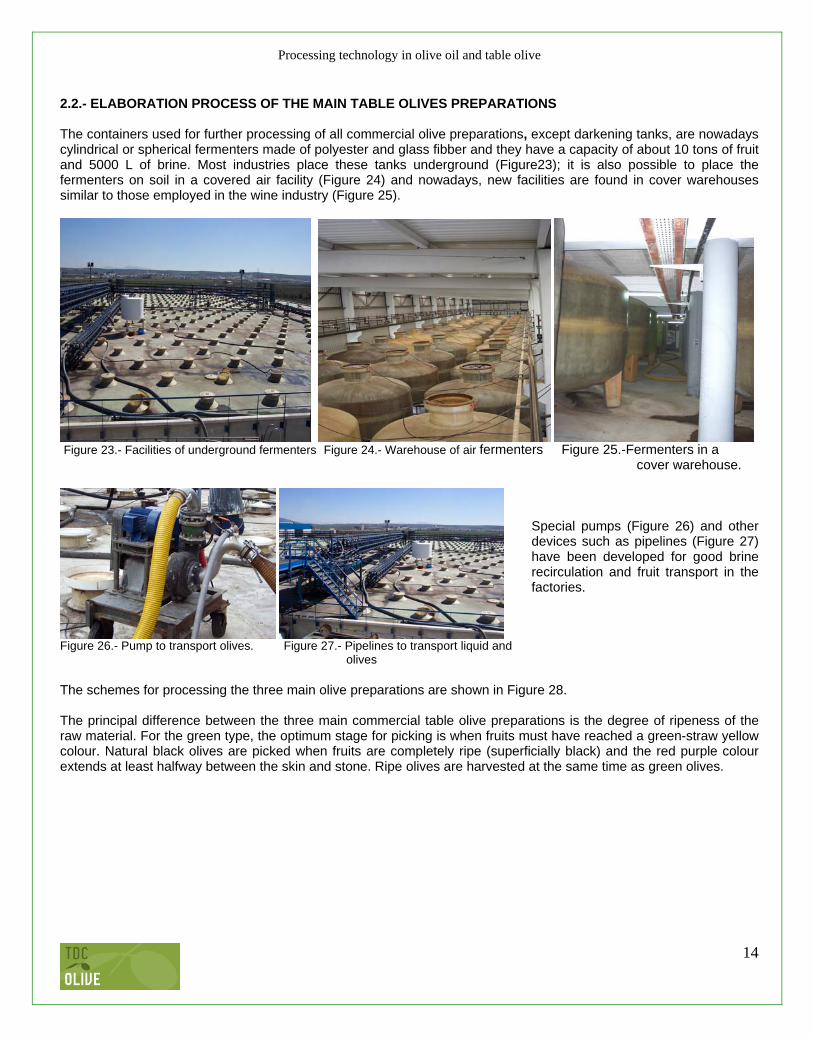
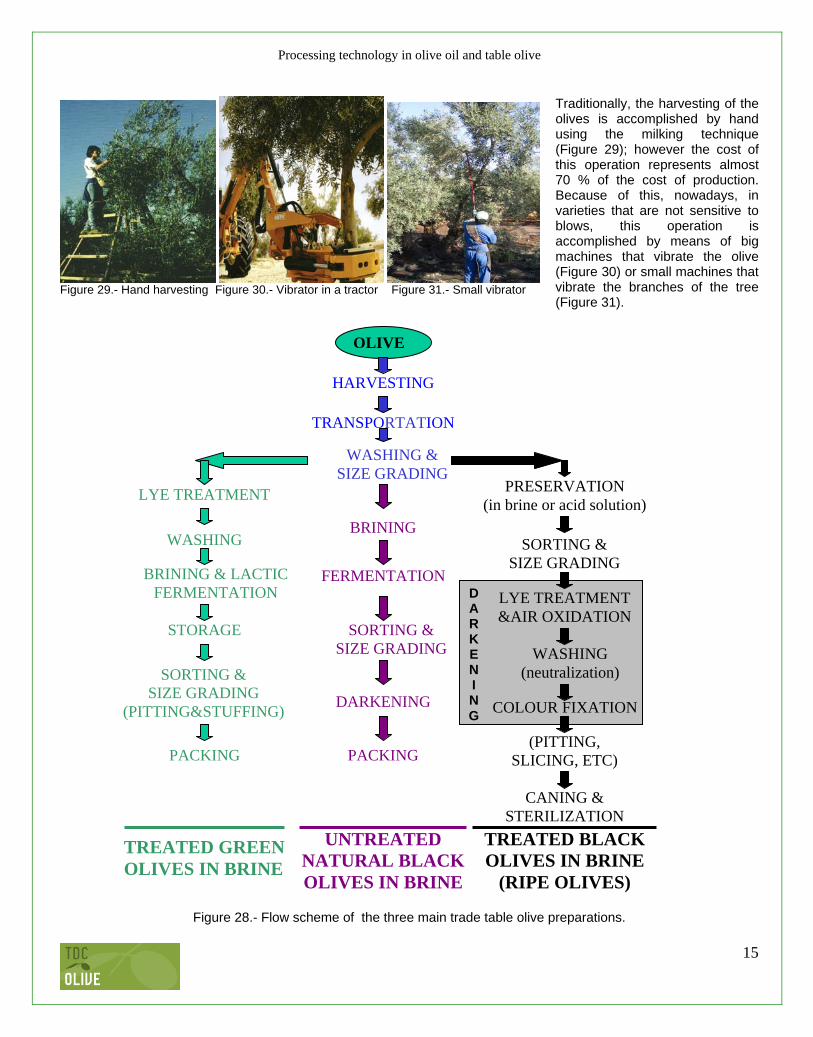
The schemes for processing the three main olive preparations are shown in Figure 28. The principal difference between the three main commercial table olive preparations is the degree of ripeness of the raw material. For the green type, the optimum stage for picking is when fruits must have reached a green-straw yellow colour. Natural black olives are picked when fruits are completely ripe (superficially black) and the red purple colour extends at least halfway between the skin and stone. Ripe olives are harvested at the same time as green olives.
14
Processing technology in olive oil and table olive
Figure 29.- Hand harvesting Figure 30.- Vibrator in a tractor Figure 31.- Small vibrator
Traditionally, the harvesting of the olives is accomplished by hand using the milking technique (Figure 29); however the cost of this operation represents almost 70 % of the cost of production. Because of this, nowadays, in varieties that are not sensitive to blows, this operation is accomplished by means of big machines that vibrate the olive (Figure 30) or small machines that vibrate the branches of the tree (Figure 31).
OLIVE
HARVESTING
TRANSPORTATION
Figure 28.- Flow scheme of the three main trade table olive preparations.
LYE TREATMENT BRINING
PRESERVATION (in brine or acid solution)
WASHING FERMENTATIONBRINING & LACTIC
FERMENTATION
PACKING
SORTING & SIZE GRADING
LYE TREATMENT &AIR OXIDATION
STORAGE
DARKENING
WASHING (neutralization)
PACKING
COLOUR FIXATION (PITTING,
SLICING, ETC) CANING &
STERILIZATION TREATED GREEN OLIVES IN BRINE
UNTREATED NATURAL BLACKOLIVES IN BRINE
TREATED BLACK
WASHING &
OLIVES IN BRINE (RIPE OLIVES)
D A R K E N I N G
SORTING & SIZE GRADING
(PITTING&STUFFING)
SORTING & SIZE GRADING
15
SIZE GRADING

Processing technology in olive oil and table olive
Figure 32 .- Bins to transport the olives
perations such as transportation and washing & size grading O
are common to all three main commercial table olive preparations. Fresh fruits are generally transported to the factory in metallic bins of about 500 kg of capacity (Figure 32) with perforated plastic walls, which allow access to air. Transportation in bulk, using 10 to 20 ton trucks seriously affects the quality of the fruit.
Figure 33.- Installation for the receipt, clea ng and weighting the olive
When fresh olives arrive to industries
.2.1.- Treated green table olives in brine
o elaborate this type of preparation the olives should be harvested when they have a green or yellowish-green
ye treatment and washing
he concentration of NaOH solution is fixed in such a way that the treatment takes 5-7 hours in the majority of
he equilibrium between lye concentration, lye penetration and treatment time constitutes the so-called strength of the
he excess of alkali present in the flesh of the olives must be removed. For this reason, the fruits are washed with
rapid rinse after the alkaline treatment followed by a first wash of 2-3 hours and a second one of 10-20 hours is
ni
they are washed to separate dust, as well as the leaves and small branches that could come in the bins. For this the same machinery in oil production is employed (Figure 33). After, the fruits are sometimes sorted and graded according to size. This has its advantages, since it informs us on the available sizes and allows for more homogeneous lye treatments.
2 Ttonality. Also, they are known as “green olives”, “Spanish style” or “Sevillano style”. L Tvarieties, except for Gordal and Ascolano, which require a slower treatment (9-10 hours with more diluted lye). The suitable lye penetration must be two-thirds to three-quarters the distance between the skin and the stone. Generally, the lye concentration varies between 1.3 and 2.6 % (w/v), although it may reach up to 3.5 % in the coldest zones (Fernández et al. 1985) Ttreatment. Low NaOH concentrations (long treatment) lead to olives with a fairly acceptable colour; high lye concentrations cause texture deficiencies and losses of fermentable substrates. Twater. The number and length of washes are important. An excessive number of washes can deplete the available substrates and these would have to be added later to achieve an adequate fermentation. Long washes can facilitate undesirable bacterial contamination. Short washes lead to the retention of bound organic acids (residual lye), which does not permit suitable final pH values to be achieved. A
16
adequate. Occasionally, the first wash is not accomplished and it can be replaced by a partial neutralization of the residual lye by a food-grade HCl (González et al. 1984). This helps a great deal in cutting down the pollution caused by these solutions.

Processing technology in olive oil and table olive
Brining and Fermentation Depending on the variety and the maturity of the fruits the initial concentration of salt must be between 10-12 % (w/v). After, the salt penetrates in the flesh of the olive and decreases concentration in the brine. The ideal concentration of salt must never be so high as to interfere with the growth of lactobacilli (< 6 %) nor so low as to permit the growth of sporulating microorganisms of the clostridium type during the first stage of fermentation when the pH remain high (>4 %) (Garrido et al.1995). During the first days, the pH may be higher than 7.0 until the microorganisms initiate brine acidification. To reduce the length of this period, the initial brine may be acidified with food-grade HCl or the pH of the brine corrected by injecting CO2 into the fermenters during the first week after brining. The fermentative process of green table olives in brine is still spontaneous in most cases. The aqueous solution becomes a good medium for the growth of microorganisms. Osmotic exchange leads to the leaching of substrates such as carbohydrates (glucose mainly, fructose, mannitol and sucrose) and organic acids (malic, citric and acetic). There are small proportions the phenolic compounds (oleuropein, hidroxytyrosol, tyrosol and others). The physico-chemical characteristics of the brines cause a natural selection of microorganisms as fermentation progresses. The spontaneous growth of lactobacilli is sufficient to produce an adequate population of these bacteria. However, the use of a starter culture (from commercial cultures) may assure a faster lactic flora dominance. There is general agreement among authors that there are three stages in this fermentation . The first is characterized by growth of non-sporulating Gram-negative bacteria; their population reaches a maximum about 2 days after brining, and from this moment diminishes gradually to disappear about the 12th -15th day. They are responsible for the great volume of gas produced during the first days of fermentation. The more relevant species isolated are: Enterobacter cloacae, Citrobacter freundii, Klebsiella aerogenes, Flavobacterium diffusum, Aerochromobacter superficialis, Escherichia coli and Aeromonas spp (Fernández et al. 1985). The second stage starts at the moment the pH reaches 6.0. It is characterized by a rapid growth of lactobacilli and yeast and a decrease in the Gram-negative bacteria population. The maximum growth of lactic acid bacteria is reached around the 7th-10th day after brining and they diminish slowly up to 60-300 days of fermentation. In Spain, the species of lactobacilli found have been mainly Lactobacillus plantarum. Nowadays, an abundant growth of lactic acid-producing cocci of Pediococcus and Leuconostoc genus is also observed during this phase. The third stage of the fermentation process lasts until the fermentative substrates are exhausted. The dominant species is Lactobacillus plantarum. Throughout this period a yeast flora is also present, The growth of fermentative types contributes to improving the organoleptic characteristics of the final product; the main species found are: Hansenula anomala, Candida krusei and Saccharomyces chevalieri. The growth of oxidative yeast arising from superficial films is undesirable because it consumes the lactic acid and increases the pH. During the fermentation practically all the carbohydrates were degraded and formed mainly D and L-lactic acid and acetic and succinic acids in smaller quantities, as well as ethanol. At the end of the fermentation, the pH should reach less than 4.0 in order to assure good conservation of the olives. The pH and free acidity are the most used variables for the control of the fermentation process. Free acidity is improved by a slight heating of the brine when the fermenting temperature is low or by the addition of sugars if the microbial flora is adequate and there is a lack of nutrients. Salt concentration and combined acidity are necessary to control the final preservation. NaCl adjustment is achieved by the addition of salt (solid or in saturated solution) and the recycling of the brine to achieve homogenous brines solutions. Combined acidity is modified by replacing a predetermined volume of brine with a fresh solution of NaCl and lactic acid; food-grade HCl is also used for this purpose.
17

Processing technology in olive oil and table olive
Storage of fermented olives After fermentation, olives are kept in the same brine until they are sold. When the temperature rises (spring and summer) the chemical characteristics of brines must be adjusted to prevent the “zapatera” spoilage. This could imply the correction of combined acidity to obtain pH values between 3.7 and 4.0 and an increase the salt concentration to 8 % or higher. If the physico-chemical characteristics are not adjusted Propionibacterium can grow and they consume the lactic acid (4th stage of fermentation) and can produce undesirable changes (“zapatera” spoilage). Operations before packing
Figure 34.- Stemmer machinery Figure 35.- Photosensitive machines
Figure 36.- Size classifier of olives Figure 37.- Pitting and stuffing machinery
Before packing, the olives are submitted to various operations: in the first place it is necessary to remove the peduncle in a rollers machine (Figure 34). Those that do not have good colour must be separated by means of photosensitive machines (Figure 35). Subsequently, their classification by sizes is carried out in a divergent cable machine (Figure 36); this operation is necessary to obtain a homogeneous fruit size in the packed product and to avoid olive breakage during pitting. The most common presentation of sevillan style green olives is pitted and stuffed with pepper paste. Machines that accomplish this operation simultaneously are employed (Figure 37).
Packing
Figure 38.- Packing can line
If fermentation has been complete, the olives can be preserved using appropriate physicochemical conditions, i.e. pH< 3.5 and NaCl> 5.0%. For this, the fruits are put into containers (glass boats, cans or plastic pouches) in a government liquid with the necessary physico-chemical conditions so that balance values are reached in equilibrium.
18

Processing technology in olive oil and table olive
Figure 39.- Pasteurizater
If fermentation is only partial or it is not possible to reach values of pH lower than 3.5, then the olives need to be pasteurized. The conditions of heat treatment are fixed by Gonzalez and Rejano (1984). Nowadays, the industry has the appropriate facilities to automatically accomplish the packing and pasteurization of olives (Figures 38 and 39).
2.2.2.- Natural black olives in brine For preparing this type of olives, the fruit should be completely ripe but not overripe because olives picked at the end of the season retain an excellent colour after processing but their texture is not firm. Brining and Fermentation Traditionally the olives are placed into brine with a salt concentration between 8 to 10 % (w/v), although in colder areas lower concentrations (about 6 %) are used. The fermentation process takes a long time because diffusion of fermentable compounds through the skin, when the olives have not been treated with alkali, is slow. In this process the elimination of the bitterness of olives is achieved only by solubilization of the oleuropein into the brine and the equilibrium is reached in 8-12 months. During the first days Gram-negative bacteria are present, the population reaches its maximum 3rd -4th day of brining and disappears after 7-15 days; the main genus present are: Citrobacter, Klebsiella, Achromobacter, Aeromonas and Scherichia. However, in this spontaneous fermentation the yeast dominates. They start growing during the first few days of brining, reach their maximum population at 10-25 days and are present throughout the whole time that the olives are kept in the fermenters. Saccharomyces oleaginosus and Hansenula anomala can be considered as species more representative of this fermentation, followed by Torulopsis candida, Debariomyces hansenii, Candida didensii and Picchia membranaefaciens. With certain varieties (Gordal, Hojiblanca, etc.) and low salt concentration (below 5%) Gram-positive lactic cocci , Pediococcus and Leuconostoc genus, are detected during the first days; also, lactobacillus growth during the whole fermentation period, if the salt concentration is not raised above 8.0 % (Garrido et al. 1985). The elimination of bitterness of olives is achieved by solubilization of the oleuropein into the brine and the equilibrium is slow, it is reached in 8-12 months.
Figure 40.- Olives with gas-pocket spoilage
During the fermentation of the olives in anaerobic conditions a variable proportion of fruits with “gas-pocket” spoilage (also it is called “fish eye”) are produced (Figure 40). This is due to the CO2 accumulation that is produced by the effect of olive respiration and the activity of the responsible microorganisms during the fermentative process.
19
Processing technology in olive oil and table olive
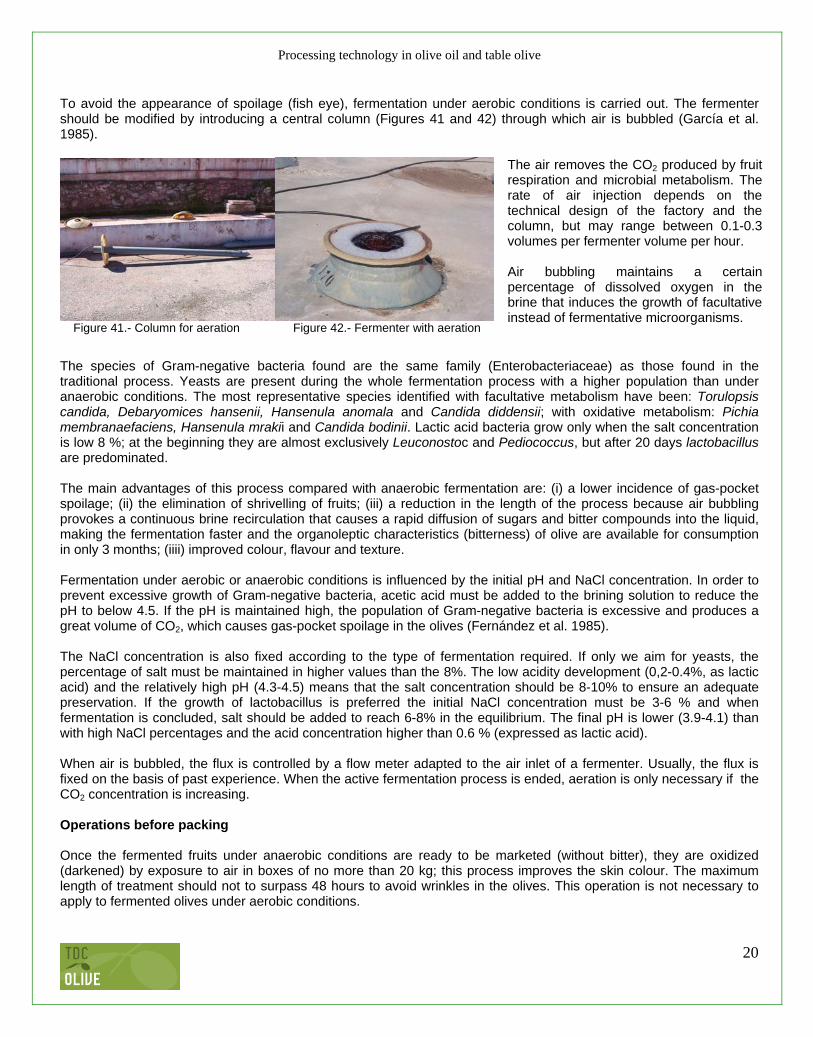
To avoid the appearance of spoilage (fish eye), fermentation under aerobic conditions is carried out. The fermenter should be modified by introducing a central column (Figures 41 and 42) through which air is bubbled (García et al. 1985).
Figure 41.- Column for aeration Figure 42.- Fermenter with aeration
The air removes the CO2 produced by fruit respiration and microbial metabolism. The rate of air injection depends on the technical design of the factory and the column, but may range between 0.1-0.3 volumes per fermenter volume per hour. Air bubbling maintains a certain percentage of dissolved oxygen in the brine that induces the growth of facultative instead of fermentative microorganisms.
The species of Gram-negative bacteria found are the same family (Enterobacteriaceae) as those found in the traditional process. Yeasts are present during the whole fermentation process with a higher population than under anaerobic conditions. The most representative species identified with facultative metabolism have been: Torulopsis candida, Debaryomices hansenii, Hansenula anomala and Candida diddensii; with oxidative metabolism: Pichia membranaefaciens, Hansenula mrakii and Candida bodinii. Lactic acid bacteria grow only when the salt concentration is low 8 %; at the beginning they are almost exclusively Leuconostoc and Pediococcus, but after 20 days lactobacillus are predominated. The main advantages of this process compared with anaerobic fermentation are: (i) a lower incidence of gas-pocket spoilage; (ii) the elimination of shrivelling of fruits; (iii) a reduction in the length of the process because air bubbling provokes a continuous brine recirculation that causes a rapid diffusion of sugars and bitter compounds into the liquid, making the fermentation faster and the organoleptic characteristics (bitterness) of olive are available for consumption in only 3 months; (iiii) improved colour, flavour and texture. Fermentation under aerobic or anaerobic conditions is influenced by the initial pH and NaCl concentration. In order to prevent excessive growth of Gram-negative bacteria, acetic acid must be added to the brining solution to reduce the pH to below 4.5. If the pH is maintained high, the population of Gram-negative bacteria is excessive and produces a great volume of CO2, which causes gas-pocket spoilage in the olives (Fernández et al. 1985). The NaCl concentration is also fixed according to the type of fermentation required. If only we aim for yeasts, the percentage of salt must be maintained in higher values than the 8%. The low acidity development (0,2-0.4%, as lactic acid) and the relatively high pH (4.3-4.5) means that the salt concentration should be 8-10% to ensure an adequate preservation. If the growth of lactobacillus is preferred the initial NaCl concentration must be 3-6 % and when fermentation is concluded, salt should be added to reach 6-8% in the equilibrium. The final pH is lower (3.9-4.1) than with high NaCl percentages and the acid concentration higher than 0.6 % (expressed as lactic acid). When air is bubbled, the flux is controlled by a flow meter adapted to the air inlet of a fermenter. Usually, the flux is fixed on the basis of past experience. When the active fermentation process is ended, aeration is only necessary if the CO2 concentration is increasing. Operations before packing Once the fermented fruits under anaerobic conditions are ready to be marketed (without bitter), they are oxidized (darkened) by exposure to air in boxes of no more than 20 kg; this process improves the skin colour. The maximum length of treatment should not to surpass 48 hours to avoid wrinkles in the olives. This operation is not necessary to apply to fermented olives under aerobic conditions.
20
Processing technology in olive oil and table olive
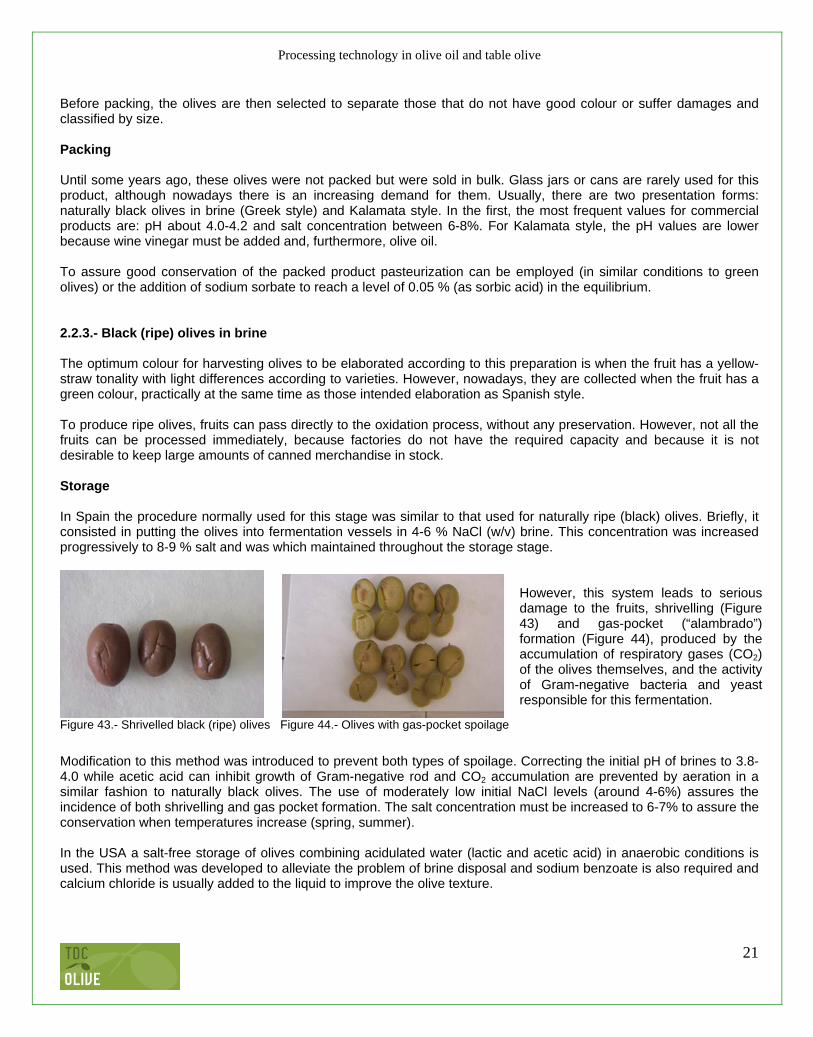
Before packing, the olives are then selected to separate those that do not have good colour or suffer damages and classified by size. Packing Until some years ago, these olives were not packed but were sold in bulk. Glass jars or cans are rarely used for this product, although nowadays there is an increasing demand for them. Usually, there are two presentation forms: naturally black olives in brine (Greek style) and Kalamata style. In the first, the most frequent values for commercial products are: pH about 4.0-4.2 and salt concentration between 6-8%. For Kalamata style, the pH values are lower because wine vinegar must be added and, furthermore, olive oil. To assure good conservation of the packed product pasteurization can be employed (in similar conditions to green olives) or the addition of sodium sorbate to reach a level of 0.05 % (as sorbic acid) in the equilibrium. 2.2.3.- Black (ripe) olives in brine The optimum colour for harvesting olives to be elaborated according to this preparation is when the fruit has a yellow-straw tonality with light differences according to varieties. However, nowadays, they are collected when the fruit has a green colour, practically at the same time as those intended elaboration as Spanish style. To produce ripe olives, fruits can pass directly to the oxidation process, without any preservation. However, not all the fruits can be processed immediately, because factories do not have the required capacity and because it is not desirable to keep large amounts of canned merchandise in stock. Storage In Spain the procedure normally used for this stage was similar to that used for naturally ripe (black) olives. Briefly, it consisted in putting the olives into fermentation vessels in 4-6 % NaCl (w/v) brine. This concentration was increased progressively to 8-9 % salt and was which maintained throughout the storage stage.
Figure 43.- Shrivelled black (ripe) olives Figure 44.- Olives with gas-pocket spoilage
However, this system leads to serious damage to the fruits, shrivelling (Figure 43) and gas-pocket (“alambrado”) formation (Figure 44), produced by the accumulation of respiratory gases (CO2) of the olives themselves, and the activity of Gram-negative bacteria and yeast responsible for this fermentation.
Modification to this method was introduced to prevent both types of spoilage. Correcting the initial pH of brines to 3.8-4.0 while acetic acid can inhibit growth of Gram-negative rod and CO2 accumulation are prevented by aeration in a similar fashion to naturally black olives. The use of moderately low initial NaCl levels (around 4-6%) assures the incidence of both shrivelling and gas pocket formation. The salt concentration must be increased to 6-7% to assure the conservation when temperatures increase (spring, summer).
21
In the USA a salt-free storage of olives combining acidulated water (lactic and acetic acid) in anaerobic conditions is used. This method was developed to alleviate the problem of brine disposal and sodium benzoate is also required and calcium chloride is usually added to the liquid to improve the olive texture.

Processing technology in olive oil and table olive
In Spain, acid conservation is accomplished initially adding an acetic acid concentration between 1.5-3.0 %. In some instances, CaCl2 (0.1-0.3 %, w/v) is added to prevent deterioration of the texture and the brine is aired to avoid the appearance of wrinkled and/or gas-pocket. Facilities for the darkening
Figure 45.- Stainless steel deposits Figure 46.- Fibber glass deposits for olive oxidation for olive oxidation
This process was performed in horizontal stainless steel (Figure 45) or polyester and fibber glass (Figure 46) cylindrical containers. Usually, they have the same olive capacity as fermenters (about 10 tons) but with a volume of liquid of 10000 L. Pressurized air was introduced through a network of pipes so that the oxidation process is uniform.
Lye treatment & air oxidation The industrial procedure for the production of ripe olives consists of successive treatments with dilute NaOH solution (lye). During the intervals between lye treatments the fruits are suspended in water through which air is bubbled. Throughout this operation the olives darken progressively owing to the oxidation of ortodiphenols, hydroxytyrosol (3.-, 4 dihydroxyphenil ethanol) and caffeic acid.
Figure 47.- Penetration of lye into olive flesh
The number of lye treatments is generally between 2 and 5. Penetration into the fruits is controlled so that the NaOH of the first treatment merely passes through the skin. Subsequent treatments are applied so that they penetrate deeper into the flesh. The final lye treatment must reach the stone. It is possible, only to make one lye treatment (Figure 47). The concentration of sodium hydroxide in the lye solution (between 1-4 %, w/v) depends of the ripeness of the fruit, its variety, preservation system, the environmental temperature and the desired penetration speed.
After each NaOH treatment, water was added to complete a 24 hours cycle. To reduce wastewater it is possible to reuse the storage liquid dilute with tap water. Washing (neutralization) After the last lye treatment, olives are washed several times with water to remove most of the NaOH and lower the pH in the flesh to around 8. It is possible to diminish the number of washes by means of added food-grade HCl to the liquid or by injecting CO2 into the containers.
22

Processing technology in olive oil and table olive
Colour fixation The black surface colour obtained is not stable and fades progressively after oxidation and during the shelf life of the packed product. To prevent this deterioration, only the use of ferrous gluconate and ferrous lactate is legally permitted for ripe olive processing. Usually, the ferrous salts were added at a concentration of 100 ppm (parts per million) of iron in the liquid. Iron diffusion into the flesh is completed in about 10 hours, but normally, this phase is prolonged to about 24 hours. Canning and sterilization
Figure 48.- Retorts to sterilize black (ripe) olives
The black (ripe) olives (whole, pitted, slices, quarters or paste) are packed in cans varnished on the inside with a liquid that contains 2-4 % of NaCl. Nowadays, glass containers are being used. Whatever the employed container, once closed it should be sterilized in a retort (Figure 48). To assure proper conservation it should reach a minimal value of lethality accrued of 15 F0. Generally, the thermal treatment is accomplished at 121-126ºC.
23
Processing technology in olive oil and table olive
3.- REFERENCES Fernández, M., Castro, A., Garrido, A., Gozález, F. Nosti, M. Heredia, A., Minués, M.I., Rejano, L., Sánchez, F., García, P., Castro, A. (1985). “Biotecnología de la Aceituna de Mesa”. Servicio de Publicaciones del CSIC. Madrid-Sevilla. García, P., Durán, M.C., Garrido, A. (1985) “Fermentación aeróbica de aceitunas maduras en salmuera”. Grasas y Aceites 36, 1, 14-20. Garrido, A., García, P., Brenes, M. (1995) “Olive fermentations” (Cap. 16). Biotechnology. A multi-volume Comprehesive Treatise. ED: H.J.Reed & T.W. Nagodawitana. VCH Inc. 593-625. Giovacchio L., (1996) Olive harvesting and olive oil extraction (Chapter 2) Olive Oil. Chemistry and Technology Ed: Boscou, D., AOCS Press. González, F., Rejano, L., Durán, M.C., Sánchez, F., Castro, A., García, P., Garrido, A. (1984). “Elaboración de aceitunas verdes, estilo sevillano, sin lavados. Solución a los problemas de adición de HCL y efecto de los tratamientos con lejías bajas.” Grasas y Aceites 35 , 3, 155-159. González, F. and Rejano, L., “La pasteurización de aceitunas estilo sevillano” Grasas y Aceites 35, 4, 235-239. IOOC (Internacional Olive Oil Council) (2004). “Trade Standard Applying to Table Olives”. Madrid: IOOC. Kiritsakis, A.K. (1991). “Olive oil”. AOCS (Champaing, Illinois. USA).
24
Martinez, J.M., Gómez, C., Alba, J., Petruccioli, G., Muñoz, E., Cucaracha, A., Gutierrez, R., Carola, C., Fernández, P. (1974) “Manual de Elaiotecnia”. Editorial Agrícola Española, S.A.
Processing technology in olive oil and table olive
4.- LINKS INTERNATIONAL ORGANIZATIONS: International Olive Oil Council (IOOC) http://www.internationaloliveoil.org/ Food and Agriculture Organization of the United Nations (FAO) http://www.fao.org/ Codex Alimentarius http://www.codexalimentarius.net/ COMMODITY BODIES : Asociación Española de la Industria y el Comercio del Aceite de Oliva http://www.asoliva.com Asociación Española de Exportadores de Aceitunas de Mesa (ASEMESA) http://www.asemesa.es Federación Española de Industrias de la Alimentación y Bebidas (FIAB) http://www.fiab.es North American Olive Oil Association (NAOOA) http://www.afrus.org/public/naooa/ Associazione Italiana dell´Industria Olearia (ASSITOL) http://www.federalimentare.it/docassitol.html Australian Olive Oil Association http://www.aooa.com.au Greek Association of Industries and Processors of Olive Oil (SEVITEL) http://www.oliveoil.gr
25

















