INSA STRASBOURG – HOLCIM LANKA LIMITED Projet de fin d’études Rapport Final Langue : anglais 9/15/2016 Methodology and studies of sustainable construction solutions. Mots-clefs: Sustainable construction, cement, mix-design, Sri Lanka, project development, clinker, coconut, bottom ash, blocks, bio-fuel, radiant cooling system. Nom du tuteur Entreprise : Charlotte BOUTBOUL Nom du tuteur École : Françoise Feugeas FERDINAND GIBOIN
Transcript
INSA STRASBOURG – HOLCIM LANKA LIMITED
Projet de fin d’études Rapport Final
Langue : anglais
9/15/2016
Methodology and studies of sustainable construction solutions.
Then , the benefits of this operation comes from the calorific value of the branches compared to the coal
(indeed, the branches will be a substitute of coal, it has to be cheaper to be interesting).
Substitute benefit
Coconut leaf NCV 14 000 Mj/MT
Coal Cost 750 LKR/GJ
Cost of coconut leaf 391 LKR/GJ
Substitution benefit 10 500 LKR/MT
Balance
Expenses 5 478 LKR/MT
Benefit 10 500 LKR/MT
Balance 5 023 LKR/MT
Balance 1 004 500,00 LKR/Month
Amortization
Cost of PEO 750000 LKR
Balance 1 004 500,00 LKR/Month
Months before amortization 0,7 Months
At the end, the project is very attractive economically. It remains less attractive than the Geocycle’s rice
husk business, but still it has the CSR value that the rice husk doesn’t have, and in addition the use of
crushed coconut branches increases the quality of the final product since it contains lot less ashes than
coal or even rice husk.
27 Crushed coconut shells blocks
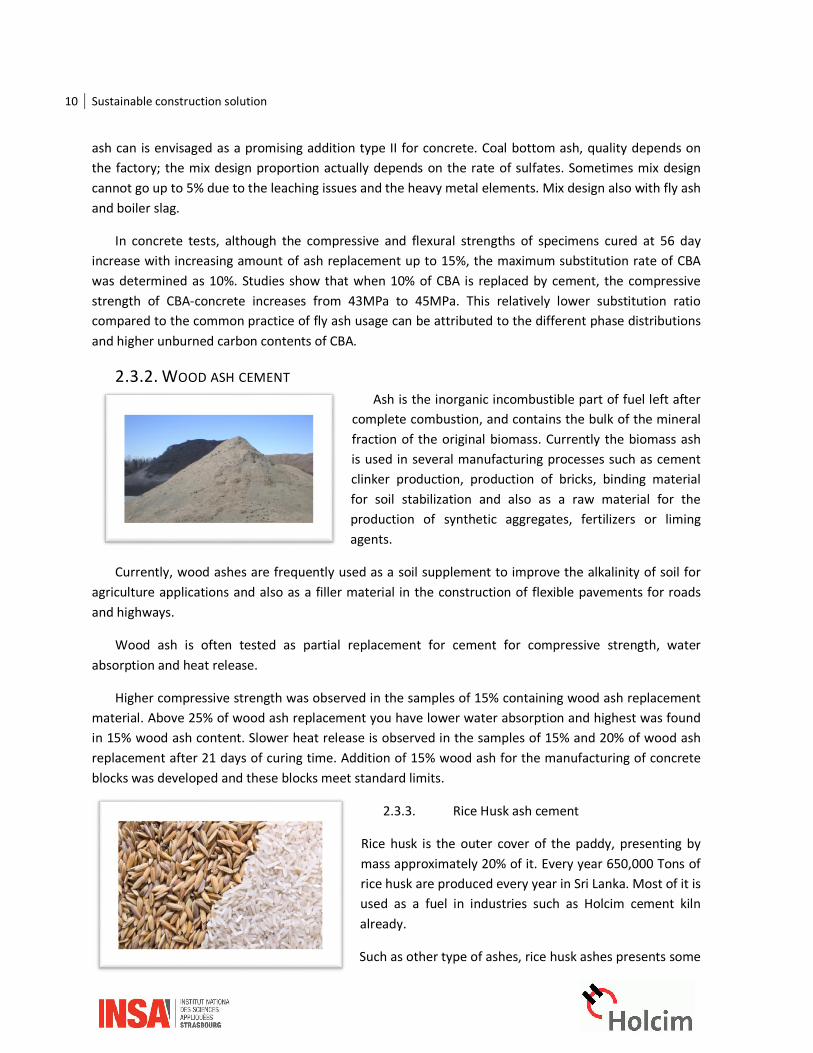
3.5. CRUSHED COCONUT SHELLS BLOCKS Disposal of agricultural waste materials such as rice husk, groundnut husk, corn cob and coconut
shell have constituted an environmental challenge, hence the need to convert them into useful materials to minimize their negative effect on the environment. Studies have shown that burning of agricultural wastes causes air pollution, soil erosion and even a decrease in soil biological activity that can eventually lead to decreased soil fertility. On the other hand, the landfill of these wastes attracts mosquitos and rats and can be a vector of disease.
For the local farmer, agricultural residues can be a source of extra income. Because the coconut palm provides food, drink, clothing, shelter, heirloom history, and financial security it is considered to be the most useful tree in the world. Hardly an inch of the coconut palm goes to waste in countries such as the Philippines where families rely on the coconut palm for survival and refer to it as the "tree of life." The shell, husk, roots of the tree, fronds, flowers, and wood of the trunk are also become useful products. Charcoal filters used in gas masks and cigarettes are made from coconut shells that are burned, leaving pure carbon behind. Charcoal has the ability to trap microscopic particles and impurities and prevent absorption.
Building materials from agricultural and forest wastes are ideal for socialized or low-cost housing
since these are generally cheaper than conventional materials. Sri Lanka appears to be one of the biggest coconut producers in the world, every year 2,200,000 tons of coconuts are produced.
Country
Production (nuts) Area
(kt) (%) (ha) (%)
Indonesia 16300 30.1 2670 25
Philippines 14797 27.3 3243 30.4
India 9500 17.5 1860 17.4
Brazil 1334 5.6 281 2.6
Thailand 1500 2.8 343 3.2
Vietnam 972 1.8 110 1
Mexico 950 1.8 150 1.4
Sri Lanka 890 1.6 395 3.7
Papua New Guinea 650 1.2 180 1.7
Malaysia 642 1.2 179 1.7
In recent years, researchers have also paid more attention to some agriculture wastes for use as
building material in construction. Indeed, a lot of project are emerging or are being more and more popular, such as rice husk as a fuel in the kiln, rice husk ash in cement mix-design, wood ash in cement, wood chips as aggregate in blocks, etc.
3.5.1. LITERATURE REVIEW
Most of the studies made on crushed coconut shells as an aggregate were about the feasibility of lightweight concrete using coconut shells as a substitute for gravel (coarse aggregate). The targeted
28 Crushed coconut shells blocks
compressive strength was about 20MPa to find some application in low bearing application. The standards with blocks in Sri Lanka allow having a compressive strength above 1.2MPa. From this standard it is way easier to reach the specifications with a weaker aggregate such as coconut shell. This small review give an overview of what has been done and achieved with CCS, so that we can start the testing knowing that the project is feasible. NEED TO HAVE THE STUDIES FROM SUBASHI DA SILVA.
Olanipekun, Olusola and Atia investigated the strength characteristics of concrete produced using crushed, granular coconut and palm kernel shells as substitutes for conventional coarse aggregate in gradation of 0%, 25%, 50%, 75% and 100%. As expected, the strength of the concrete decreased in the same time that the rate of CCS aggregate increased. However, concrete with CCS showed better results than concrete with palm kernel shell. This shows that CCS is a suitable aggregate for concrete, due to its very hard inner shell.
Abdulfatah and Saleh conducted experiments to determine the suitability of coconut shell as full
replacement for coarse aggregate in concrete works. A total of 72 concrete cubes of size 150×150×150 mm with different mix ratios of 1:2:4, 1:1.5:3 and 1:3:6 were casted, tested and their physical and mechanical properties were determined. Compressive strengths comparable to that of plain concrete were observed. The study concluded that cost of producing concrete can be reduced up to 48%. This shows a second property of CCS, it’s very low cost. The final cost will depend on the final concrete mix-design, but also on the price of the waste coconut shells.
Gunasekaran used coconut shell as lightweight aggregate in concrete; it is indeed obvious that
organic chips are lighter than gravel. It was observed that coconut shell exhibits more resistance against crushing, impact and abrasion compared to conventional aggregate. The density of coconut shell was in the range of 550 - 650 kg /m3 and was within the specified limit for qualifying as lightweight aggregate.
Amarnath and Ramachandrudu studied the effect of fly ash on concrete with coarse aggregate
partially replaced with coconut shell aggregate. It was observed that coarse aggregate replaced with equivalent weight of fly ash had no influence when compared to the properties of corresponding coconut shell replaced concrete. This very promising study shows us the possibility of using fly ash in the block mix-design to make the block a bit greener.
Delsye, Mannan and John investigated the flexural behavior of reinforced concrete beams
produced from oil palm shell (OPS) aggregates. The investigation revealed that the flexural behaviour of reinforced OPS concrete beams was comparable to that of other lightweight concretes. This study can be completed with the one made by Gunasekaran, Annadurai and Kumar that concluded by saying that coconut shell concrete beams showed good ductility behavior, that no bond failures occurred. They finally concluded that CCS will become one of the best alternatives for normal coarse aggregate.
Daniyel used a concrete mix of 1:2:4 as control concrete, while coconut shells were used to
replace crushed granite by volume. The density and compressive strength of concrete were found to reduce as the percentage replacement increased. Concrete produced with 20%, 30%, 40%, 50% and 100% replacement attained 28-day compressive strengths of 19.7 N/mm2, 18.68 N/mm2, 17.57 N/mm2, 16.65 N/mm2 and 9.29 N/mm2 corresponding to 94%, 89%, 85%, 79.6% and 44.4% of the compressive strength of the control concrete.
Lae used some coconut fibers into the concrete mix-design, as a replacement for cement up to
29 Bottom ash
3%. As expected the average compressive strength decreased from 12.45MPa to 11MPa, but the average shear strength increased from 3 to 4 MPa. This shows another advantage of using CCS.
To sum up the developed points here: - CCS shows better properties than palm kernel as an aggregate in concrete. - The low cost of the coconut shell can reduce drastically the overall cost of the concrete. - The use of CCS in lightweight concrete is perfectly suitable due to its low density. - The use of fly ash is possible combined with CCS. - Reinforced Coconut concrete is possible and has as good properties as any other lightweight
concrete in flexural application. - CCS concrete has more resistance against crushing, impact and abrasion compared to
conventional aggregate. - The fibers of the coconut give a better shear resistance than regular concrete.
3.5.2. Situation in Sri Lanka
The market for wasted coconut shells is already there and more and more popular. This is an
advantage because people are aware of the reusability of their wastes but is not also a disadvantage because there is already a price on the wasted coconut shells.
The coconut shells are burnt at very high temperature and used as activated carbon, which is used as
a pre-filter for water since activated carbon is a very good absorbent for many contaminants in drinking water.
As said earlier, Sri Lanka doesn’t lack of coconut farms, especially in the Puttalam area.
4. BOTTOM ASH Coal bottom ash is a by-product of coal fired industry. The Norochchlai power plant provides 50% of Sri
Lankan energy, thus producing every day almost one thousand tons of ash. Almost all the fly ash is
recycled into cement mix-design. Indeed, 75 Tons of bottom ashes are produced every day. However,
the bottom ash is landfilled in the factory field. Since the area is one of the windiest place in Sri Lanka,
these ashes causes air, soil and oceanic pollution. One solution would be to reuse as well the bottom
ash, either as an aggregate than as a substitute for cement.
The first project, started before my arrival in Holcim, is the bottom ash block project, using bottom ash
as an aggregate in blocks. This project was in collaboration with the NBRO, Lanka Coal Company, and the
CIDA.
My first work has been to gather some information about the uses of bottom ash around the world as an
awareness program for every stakeholders of the project. From this, I also found that bottom ash can be
used in a lot more applications, such as an aggregate in concrete, a cement substitute in concrete, as an
aggregate in pervious concrete, an embankment coarse aggregate, etc.
4.1. BOTTOM ASH BLOCK
30 Bottom ash
This bottom ash block project is a very thrilling project for all the stakeholders. For the Lanka Coal
Company first, because they are at the centre of the project since they are going to produce themselves
the blocks in the future. It is the first time they come with a sustainable construction project of their own
with their by-product.
For Holcim Lanka too it is a very interesting project because they have never been involved in any
bottom ash project before, and furthermore, since the first tests have been done with Holcim cement, all
the production will be done with Holcim cement.
4.1.1. BOTTOM ASH BLOCK LITERATURE STUDY
INTRODUCTION
Holcim Lanka, with the collaboration of the NBRO (National Building Research Organization), the CIDA
and Lanka Coal Company, launched the Bottom ash block manufacture program a few months before my
arrival.
Bottom ashes are by-product of the coal combustion, as well as fly ash or boiler slag. These fly ashes are
for the moment landfilled in the Norochchlai land fill area and causes big environmental issues because
of the strong winds taking the ashes away in the sea.
Since bottom ash has approximately the same properties as fly ash, it is at first sight suitable for block
production.
The following literature study explains the state of the art of the bottom ash uses in masonry blocks.
PRESENTATION OF THE NOROCHCHLAI POWER PLANT
BASIC PRESENTATION OF THE ENERGY PRODUCTION, LOCATION, ETC
The very first coal power station in Sri Lanka, the Lakvijaya Power Station is located in Norochchlai,
Puttalam, on the Southern end of the Kalpitiya peninsula. The plant has been commissioned in the early
2000s where the construction of the facility started in May 2006. The first phase of 300 MW was
completed on March, 22nd 2011 and two additional units of 300 MW each were commissioned in 2013
and 2014.The two main by-products coming from coal-fired power plants are fly ash and bottom ash. Fly
ash is world wildly used in cement design, but bottom ash is also primarily composed of valuable industrial
minerals such as alumina, silica, lime and iron oxide but to a lesser concentration.
MT OF FA, BA PER DAY AND WHAT IS DONE NOWADAYS FOR DISPOSAL OR REUSE
The Lakvijaya Power Station running at full capacity generates 900MW of electricity. During this process
also 750MT of fly ash and 75MT of bottom ash are generated per day.
The average proportions of coal combustion products (CCP’s) are given underneath:
31 Bottom ash
Coal Bottom Ashes (CBA) are coarse, granular, incombustible materials that are collected from the bottom
of furnaces that burn coal. The most common type of coal-burning furnace in the electric utility industry is
the dry bottom pulverized coal boiler. When pulverized coal is burned in a dry bottom boiler, about 80
percent of the unburned material or ash is entrained in the flue gas and is captured and recovered as fly
ash. Although similar to natural fine aggregate, bottom ash is lighter and more brittle and has a greater
resemblance to cement clinker.
Fly ash is gainfully utilized in cement industry; indeed, its applications go from block manufacture to
concrete formulation. Bottom ash is presently regarded as waste material in Sri Lanka. Thus, the only
solution found until now to take care of the bottom ash is the landfill disposal. This kind of waste requires
an appropriate handling to minimize environmental effects caused by such material. At present however
the annual disposal of bottom ash (on average 26,250MT) is piled up in a large dumping area close to the
plant, causing air and water pollution.
When disposed, the coal ash can smother terrestrial
vegetation and aquatic sediments in nearby rivers or ponds. If the dry ash fine particles are taken away by
the wind, they can be extremely harmful to breath. Bottom ash is a very light material and the region of
Norochchlai is one of the windiest regions of the country. Some chemical hazards in the ash like arsenic
Fly ash (70%)
Bottom ash (13%)
FGD materials (10%)
Boiler slag (7%)
View of the Lakvijaya Power Station
landfill disposal of the coal bottom ashes
32 Bottom ash
can be very toxic too if they move through the soil and solves into the groundwater.
However, this environmental problem could be overcome by utilizing bottom ash as a substitute for sand
in the manufacture of cement blocks. This is feasible because bottom ash has a high content of silica
(>95%) as in river sand.
DESCRIPTION OF THE COAL BOTTOM ASHES
PHYSICAL PROPERTIES
The evaluation of the bottom ash from Norochchlai Power Plant is fully detailed in Development of
lightweight building blocks using bottom ash from coal fired power plants (R. Savitha, S.M.A.
Nanayakkara).
CHEMICAL PROPERTIES
Without going too deeply into specific details, it is important to note that these bottom ashes are mostly
composed of silica (SiO2) at the range of 95%. Also, the concentration of harmful elements such as As, Pb,
Cr, Cd, Cu, Ni and Se are below the internationally specified toxicity limits for use in soil as a filling
material.
PHYSICAL PROPERTIES
The tests on Loss on Ignition were satisfying, values varied from 1-2% indicating negligible unburnt coal
and moisture. The results also showed that there was no As, Pb, and Se metals leached to water, which is
often an issue when occurring with bottom ash.
The radiations were also tested and the bottom
ashes were neutral and it can be used as a building
material.
A sample made with a gradation of 0-4 mm and
containing 23% of fines (<63µm) complied with
grading limits specified in BS EN 12620, 2002 for
medium graded fine aggregate.
A very interesting property of bottom ash is the low
particle density: 1500-1750 kg/m3 against 2600-
2750 kg/m3 for the river sand. However, the very
high water absorption of bottom ash (17-30%) may be a problem of water absorption of block produced
with bottom ash.
Some SEM images show that bottom ash particles are highly porous, angular and roughly shaped. Hence
the inter particles friction increases and the flow characteristics of fresh concrete gets hindered.
HISTORY OF THE USE OF CBA IN CONSTRUCTION
33 Bottom ash
The use of CBA in construction is very linked with the United Kingdom’s coal industry. Since the
introduction of coal fired boilers during the industrial revolution, resulting ashes and clinkers have been
used in a variety of applications. The first application doing blocks with CCP’s was the so called ‘breeze
blocks’. The introduction of pulverized coal combustion in power stations in the 1950s made the CBA
replace step by step clinkers as an aggregate. The fact that CBA is burnt at a much higher temperature
than clinker make this material more consistent and less likely to cause failures in blocks.
All UK furnaces were designed by the Central Electricity Generating Board to combust UK coals and as a
result a standard method evolved of removing the bottom ash using high pressure water jetting. All the
CBA produced in the UK since then is a washed material. Though the chemical composition of CBA is very
close to fly ashes, the use of water reduces the amount of potentially deleterious compounds as sulfates,
heavy metals, as well as unburnt coal to eliminate the risk of soundness problems.
COMMON USES OF CBA NOWADAYS
USE OF CBA IN CEMENT AS REPLACEMENT FOR OPC CEMENT
A non-negligible proportion of CBA (up to 10% in Europe) is used as a replacement of clinker in OPC
cement, indeed, until a certain percentage (10-25%) the properties of the cement are better due to the
pozzolanic properties of CBA. Indeed; the compressive strength tends to raise, but the thermal properties
are in most of the case better than regular blocks. In the cement, CBA has quiet similar properties than fly
ash except for the reduced workability. In this case some adjuvants can be added to the mix design.
USE OF CBA IN CONCRETE AS REPLACEMENT FOR SAND
CBA can also be used as an aggregate for concrete as a replacement of sand. Sieve analysis and
microscope analysis showed that CBA could perfectly fit as an aggregate for concrete.
USE OF CBA IN OTHER FIELDS (ROADS, EMBANKMENTS, ETC.)
Since CBA can be used nearly without any transformation as a fill material, a big proportion of CBA is used
as embankment. Like in sub-layers of roads, the material doesn’t have to be treated and can be used in its
roughly form. This way, huge quantities of CBA can be used very cheaply instead of using natural
resources.
To use CBA as an embankment material, the BA has to be free of pyrites and popcorn-like particles.
Bottom ash may require screening or grinding to remove or reduce oversize materials, greater than 19mm
in size.
Uses of CBA in USA and EUROPE
IN THE UNITED STATES OF AMERICA
34 Bottom ash
Source: ACAA (American Coal Ash Association)
The graph below shows the evolution of produced and used bottom ash. Even if the percentage of used
bottom ash grows for the past three years, it is mostly because the quantity of produced bottom ash
decreases since 2010 while the quantity of used bottom ash is quiet stable.
Source: ACAA
Reclamation, stockpile or
disposal
51%
Used Bottom ash in the
construction industry
49%
Part of the Bottom Ash used in US (2014)
35 Bottom ash
Reclamation, stockpile or disposal
54%
Used Bottom ash in the construction industry
46%
Part of Bottom Ash used in Europe (2010)
Source: ACAA
Making aggregate blocks with reused bottom ash is not very popular in the USA, bottoms ashes are used
most than half of the time in their coarsest form (structural fills, road base, embankment...).
IN EUROPE
Different uses of Bottom ash in the construction industry in USA (2014)
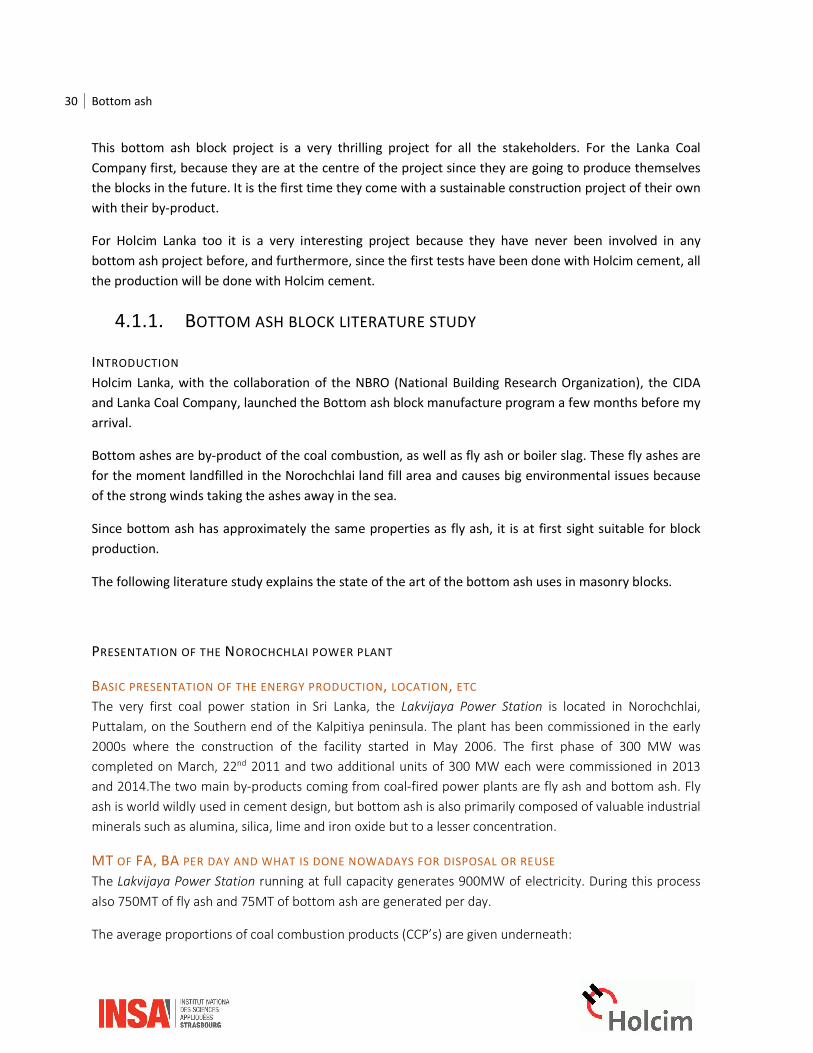
Concrete products 10%
Blended cement 20%
Structural fills 32%
Road base 5%
Soil modification 12%
Miscellaneous 21%
36 Bottom ash
Uses of Bottom Ash in the construction industry in Europe (2010)
G.H.M.J. Subashi De Silva), who are also a major problem when disposed, bringing rats and mosquitos.
4.1.2. BEGINNING OF THE MANUFACTURE OF THE BLOCKS
In order to perform some tests about the properties of these bottom ash blocks, the first step of the
project was to produce 1000 blocks to build a model house in Tangalle. The house will supposed to be
designed as tsunami and high wind resilient.
The manufacture of the block began on 6th of april and ended on 11th of april. After two weeks of curing,
the blocks will be transferred in Tangalle to begin the tests.
For the manufacture of the first 1000 blocks, the mixture was done by hand.
What is important to know is the mix design of the concrete by mass:
- 65% of bottom ash (258.5kg per batch)
- 22% of fly ash (88kg per batch)
- 1% of silica fume (4kg per batch)
- 12% of cement (50kg per batch)
Each batch was 400.5kg then. A very interesting point is that no sand at all was used in the concrete mix-
design. It is indeed an important point since river sand causes severe environmental issues in Sri Lanka.
49 Bottom ash
Theses blocks are very environment friendly since 87% of the blocks are made of coal combustion by-
products.
From one bag of cement we made 46 to 48 blocks. This number can be increased up to 60 blocks at least,
since some block manufacturer make this number up to 100 with common aggregate.
Once the model house will be built, we will need to conduct the testing with help of NBRO.
4.1.3. TESTING OF THE BLOCKS The next step is to define the testing we will apply to the blocks. The standards are not very clear in Sri
Lanka for block testing, as long as the compressive strength is high enough and the water absorption
below the standard needs.
The blocks are showing a compressive strength of 3.5MPa, higher than the 1.2MPa required. This is also
why it is possible to decrease the rate of cement in the mix design; we can lower the compressive
strength a bit.
The other testing we need to perform are thermal properties and health concerns testing. Blocks made
from ash are known to have very good thermal properties, like a low thermal conductivity, especially
when it comes to lightweight blocks, which are porous, thus with a higher thermal resistance.
The health’s concerns come from the fact that coal ash are known to be very dangerous for health.
Depending on the coal fired power plant, the ashes can contain mercury, can leachate some heavy
metals, or can even show some signs of radioactivity (radon mostly).
The NBRO are welling to perform all the tests in the future to monitor the block production, but they are
not aware of how to perform the test. This is why I had to do some researches about how to test the
block, under which standards. With the help of SGS Lanka (Pvt) Ltd. we could define the block testing
procedure.
50 Radiant cooling system
RADIANT COOLING SYSTEM Radiant cooling system, called RCS, is a sustainable, easy-to-build, innovative technology for Sri
Lanka. It has already successfully been implemented in Indonesia by Holcim; this is why we were willing
to follow a similar business plan. After a first conference call with the engineers in charge of the project
in Holcim Indonesia, I was able to discern the ins and outs of the project-to-be.
To my mind, the biggest challenge in developing this project isn’t the technical issues, or the
development of a business or a market, it is to change the habits in designing and constructing buildings.
The contractors aren’t against changing; it is more about the government of the governmental institutes
that are often linked to the construction projects. This is why this technology needs in the same time an
awareness campaign and also a market study.
My role in this project was the early stage of developing the technology in Sri Lanka. It went from
presenting the solution internally after a technical review, to contacting all the stakeholders and finding
a business model then an agreement between the stakeholders.
a. Presentation of the technology
Radiant Cooling System (RCS) or Indoor Cooling System (ICS) is a construction element which
gets thermally activated by water filled tubes implemented into the element. Typically, a tube
mesh gets installed into a concrete formwork before pouring the concrete. Cooling with TABS
operates into all directions of a construction element, in case of a slab to the rooms above and
underneath.
There are two types of cooling system into the slabs: the one you call typically call under floor
cooling (UFC) and the thermally activated building systems (TABS).
The TABS is made of pipes embedded in the structural floor or ceiling slab, with two ways of
cooling (upside and downside) as the pictures below shows. Also, it is mandatory to implement
the solution in a new construction.
51 Radiant cooling system
UFC is a less capable TABS, applied where a flexible design for the ceiling is required. For
example it can be designed on an existing building. With this technology the cooling is made
upside.
Thermal comfort is function of air temperature and radiant
temperature from surrounding surfaces: when the surrounding
surfaces are warm, it needs low air temperature to compensate the
radiant heat and make us feel comfortable. Here the principle
works the other way around: if the surrounding surfaces are cool,
the indoor air can be warmer without people feeling to warm.
The entire system has to be embedded into a holistic building concept to unearth the full
potential. Main aspects of the building design must consider:
- Building orientation
- Floor layout
- Solar protection/shading
- Thermal insulation of façade and roofs
- Indoor air flow
- Building Environmental Management System.
52 Radiant cooling system
Indeed, the concept (especially in offices buildings), is that the concrete accumulates some heat
during the day and releases it during the night because of the ICS.
In ICS the A/C system is dimensioned to match just hygienic fresh air demand, and to dry the air
inside the building to avoid condensation. This is one of a technical issue of this solution, when
it is implemented into a very wet environment; there is a risk of creating condensation. The
cooling power load for the A/C system can be reduced. Therefore, if you reduce the ventilated
air into a building, you’ll need less space inside your dropped ceiling, hence a reduced overall
height of the building.
Since water’s heat storage capacity is four times higher than air’s, it makes water operated
systems more efficient than air operated systems, also easier to monitor with a greater
accuracy.
Moving small quantities of water by pumps requires less electrical energy than moving large
volumes of air by fans. To remove 1kW heat from a room, an A/C ducting system needs ~140 W
for the ventilator, whereas a radiant cooling system needs ~3 W to run the circulation pump.
Radiant cooling has an equal temperature profile all over the room surface area without
drought, also radiant cooling system doesn’t need maintenance since it is embedded in concrete
and the water runs in a closed system.
Compared to air operated A/C cooling systems the water operated ICS cooling systems provides:
- Energy savings
- Better thermal comfort
- Higher design flexibility
- Increased spatial efficiency
- Ease of maintenance
53
- Lower total cost of ownership
Air’s thermal storage capacity is poor; the electricity required for moving air through fans and ducts is
tremendous.
ICS is an under floor cooling system for high performance buildings. The under floor cooling system uses
the concrete floor’s thermal mass storage and discharge of thermal load. This allows conserving energy
by reducing the load on traditional HVAC system during operational hours.
b. Presentation of the project
No such things as RCS already exist in Sri Lanka, although this solution is very relevant in such a hot
climate. Then this project can be the first of its own is Sri Lanka. The technology is already successfully
implemented in Indonesia where different projects have already been made. Holcim Indonesia is
providing a technical support and a branding; they canvass the product to architects, clients, contractors
and any other stakeholders involved into the project.
My implication into the project was first to get in touch with the engineers in charge of the project in
Holcim Indonesia to know more about their operations. Holcim Indonesia is working in partnership with
Uponor, a Finnish company based in Hassfurt, Germany. Uponor is a leading company in the radiant
cooling system business. Once I contacted them, both HLL and Uponor were willing to start a partnership
in Sri Lanka.
Our business model to begin the implementation of the technology will be the following:
c. Partnership and business plan
Project coordinator:
- Technical marketing, project acquisition
and engineering support
- Cement supply and technical support
- Procurement of all materials (Uponor pipe
system, wire mesh, insulation, cable ties,
cement)
- Single point of contact to customer
Pipe system supplier:
Implemented in Hassfurt, Germany; all the
materials needed for the pipe installation (pipes,
wire, insulation and cable ties) are directly sent
from Germany.
Technical support:
The bureau located in Bangalore India is providing
all the technical support as well as the
construction site supervision, at least to check if
the methods are right, then a Holcim engineer will
check the day-to-day operations concerning the
RCS.
54
Conclusion
This internship has been full of challenges, both human and professional. Working in Sri Lanka is very
different from working in a European country, the notion of time differs and the expectations are not
often the same. Since my work consisted in meeting people on the field most of the time, I learned how
to deal with a different culture and how to implement projects in a totally different country. Most of the
projects I’ve been working on are still going on, the RCS project is now the beginning of a new
partnership; the cajan biofuel project is still a success since the test I ordered just before leaving were
successful; the bottom ash blocks projects are still on their way, even if it got really slowed at the end.
Most of my given time was used to discuss and elaborate the new projects, which takes a lot of time. The
end of my internship was marked by the sale of the company. Indeed, the LafargeHolcim goup having
financial difficulties, it had to sell several firms around the world. Holcim Lanka Ltd was one of them, just
after the sale of LH Vietnam. The company was then sold to the group Siamcity Cement.
55
Bibliography
References
Concrete block industry (CBA) report of Spring 2013 Coal combustion products for the manufacture of precast masonry units in the United Kingdom (R A Carroll1, J E Guest1) Bottom ash as replacement of sand for manufacturing masonry blocks (Abeykoon, Anthony, Subashi De Silva, Faculty of Engineering Univeristy of Ruhuna) High Fire Resistance in Blocks Containing Coal Combustion Fly Ashes and Bottom Ash (Waste management – august 2011) Ash Quality in Europe – Primary and Secondary Measures (Nicolai Bech, Hans-Joachim Feuerborn, World of Coal Ash (WOCA) Conference – May 9-12, 2011, Denver, USA) Use of Bottom Ash as Fine Aggregate in Manufacturing Concrete Paving Blocks (N.G.N Erandi, W.C. Sakunthala and K.ML.A Undamulla, Open university of Sri Lanka, Nawala, Nugegoda) Evaluation of wood ash as a partial replacement to cement (S. Barathan, B. Gobinath, Department of physics, Annamalai University, Annamalai Nagar, Tamilnadu, India) Using wood fibre waste, rice husk ash, and limestone powder waste as cement replacement materials for lightweight concrete blocks (Javad Torkaman, Alireza Ashori, Ali Sadr Momtazi) Use of rice husk ash blended cement to manufacture cellular masonry blocks (D.A.R. Dolage, A.M. AliRajay, A. Parvathakeethan, Open University of Sri Lanka, Nawala, Sri Lanka) Technical report, TR-ECRA-119/2012, ECRA CCS Project – Report on Phase III, Carbon Capture Technology - Options and Potentials for the Cement Industry. Trends and developments in green cement and concrete technology (Mohammed S. Imbadi, Collette Carrigan, Sean McKenna, School of Engineering, King’s College, University of Aberdeen, AB24 3UE Scotland, UK) The Cement Sustainability Initiative, World Business Council for Sustainable Development. Material choice for green buildings, A joint report by Arup and WBCSD, January 2012. Strength properties of lightweight concrete made with basaltic pumice and fly ash (Ergul Yasar, Cengiz Duran Atis, Alaettin Kilic, Hasan Gulsen, Civil Engineering Department, Engineering and Architecture Faculty, Cukurova University, Balcali, Adana 01330, Turkey) Mechanical and bond properties of coconut shell concrete (K. Gunasekaran *, P.S. Kumar, M. Lakshmipathy, Department of Civil Engineering, Faculty of Engineering and Technology, SRM University, Kattankulathur 603 203, TamilNadu, India) Efficient Building Guide for Green Construction Certification, LafargeHolcim.
56
Alkali-activated cements, Opportunities and challenges (Della M. Roy, Materials Research Laboratory, The Pennsylvania State University, University Park, Pennsylvania 16802, USA) Spherical void formers in concrete slabs, (C C Marais, J M Robberts and B W J van Rensburg, Journal of the south african institution of civil engineering). Indoor climate solution putting together sustainable construction and economy, (Michael Scharpf, Ranidia Leeman, Holcim Technology Ltd, Switzerland, PT Holcim Indonesia Tbk, Indonesia) Pervious Concrete Pavements, by Paul D. Tennis, Michael L. Leming and David J. Akers, Portland Cement Association PERVIOUS CONCRETE – A SUSTAINABLE CHOICE IN CIVIL ENGINEERING AND CONSTRUCTION (Thushara Priyadarshana, Thilak Jayathunga, Ranjith Dissanayake) Usage of coal combustion bottom ash in concrete mixture (Haldun Kurama *, Mine Kaya, Eskisehir Osmangazi University, Mining Engineering Department, Batı Meselik, 26480 Eskisehir, Turkey) Strength properties of lightweight concrete made with basaltic pumice and fly ash (Ergul Yasar, Cengiz Duran Atis*, Alaettin Kilic, Hasan Gulsen, Civil Engineering Department, Engineering and Architecture Faculty, Cukurova University, Balcali, Adana 01330, Turkey) Energy and comfort performance of thermally activated building systems including occupant behaviour (Dirk Saelens*, Wout Parys, Ruben Baetens Division of Building Physics, Department of Civil Engineering, K.U. Leuven, Kasteelpark Arenberg 40, P.O. Box 2447, 3001 Heverlee, Belgium) Rice husk and fly ash concrete blocks (Julibn Salas, Marina Alvarez and Janer Veras*, The Intemational Journal of Cement Composites and Lightweight Concrete, Volume 9, Number3) Sustainable Management of Waste Coconut Shells as Aggregates in Concrete Mixture (Tomas U. Ganiron Jr School of Engineering, Auckland University of Technology, New Zealand) STATE OF THE ART OF CONCRETE PAVING BLOCKS IN SRI LANKA (CPBs) (Dr K Baskaran, Senior Lecturer, K Gopinath, University of Moratuwa) http://rmrc.wisc.edu/ug-mat-coal-bottom-ashboiler-slag/ http://www.urbangardensweb.com/2013/01/10/organic-concrete-for-living-green-facades/