Propeller Polishing Condition and Definitions compiled by Burkard T. Watermann, LimnoMar Even though the surface area of a propeller is rather small in comparison with the entire hull of a vessel, the effect of a rough or unconditioned propeller on the fuel consumption is relatively large. On the other hand, the cost compared of treating a rough propeller to that of treating a fouled hull is quite minor. Consequently the proper conditioning of a propeller surface is not only simple and fast to perform, propeller polishing also represent a fast, high return on investment. Propeller blades can be rough for a number of reasons. New propellers can be relatively smooth or rough as a result of their manufacture. They invariably become rougher during service as a result of cavitation damage to the metal surface itself, calcium deposits, mechanical damage and marine fouling, including soft or hard fouling. Well-executed cleaning or polishing can restore the propeller’s smooth surface and hydrodynamic properties. If a propeller is allowed to become fairly rough, then restoring it to its original state (or close to it) requires grinding away a considerable amount of the material itself, mostly copper but also zinc, nickel and other metals from which the propeller is made. Caught early enough, the propeller can be cleaned without the removal of metal, preventing the effects of cavitation damage from spiralling and avoiding the formation of calcium deposits. This early attention can speed up the cleaning process considerably, extending the useful life of the propeller and preventing the emission of heavy metals in to the water and sediment. Economically, the fuel saving from the more frequent polishing of a propeller before it has become seriously fouled and outweighs the cost of the polishing itself. Commercial and Naval experience has demonstrated that appreciable savings in energy are obtainable by preserving smooth under water hull and propeller surfaces. Fuel savings of more than 15 percent have been realized as a result of hull cleaning and propeller polishing of diesel engine powered ships. Aside from marine fouling, propellers also develop a tenacious, hard, rough layer of calcareous chalk, produced as a by-product to the cathodic protection system. Ships usually have sacrificial zinc or impressed current anodes that generate electrons that flow to areas of paint damage on the hull and the propeller and prevent corrosion. This causes the areas of bare metal to become cathodic and in so doing reduce oxygen and water to hydroxyl ions that react with calcium, magnesium and carbon dioxide to form calcium and magnesium carbonates (chalk). The chalk deposits add protection to the surface but also cause significant roughening. The amount, rate and type of deposit is dependent on cathodic current density and ambient seawater conditions. Chalks generally form faster in tropical waters. Due to the displacement, the pressure/suction of a rotating disk underwater against the blade surface there is approx. 40 kg of pressure applied to the polishing pad this ensures a steady pressure between the pad and the blade interface and a smooth, even surface preparation. This is not achievable in a dry environment with hand held polishers. Equipment:
Transcript
Propeller Polishing Condition and Definitions
compiled by
Burkard T. Watermann, LimnoMar
Even though the surface area of a propeller is rather small in comparison with the entire hull of a
vessel, the effect of a rough or unconditioned propeller on the fuel consumption is relatively large.
On the other hand, the cost compared of treating a rough propeller to that of treating a fouled hull is
quite minor. Consequently the proper conditioning of a propeller surface is not only simple and fast
to perform, propeller polishing also represent a fast, high return on investment. Propeller blades can
be rough for a number of reasons. New propellers can be relatively smooth or rough as a result of
their manufacture. They invariably become rougher during service as a result of cavitation damage to
the metal surface itself, calcium deposits, mechanical damage and marine fouling, including soft or
hard fouling. Well-executed cleaning or polishing can restore the propeller’s smooth surface and
hydrodynamic properties.
If a propeller is allowed to become fairly rough, then restoring it to its original state (or close to it)
requires grinding away a considerable amount of the material itself, mostly copper but also zinc,
nickel and other metals from which the propeller is made. Caught early enough, the propeller can be
cleaned without the removal of metal, preventing the effects of cavitation damage from spiralling
and avoiding the formation of calcium deposits. This early attention can speed up the cleaning
process considerably, extending the useful life of the propeller and preventing the emission of heavy
metals in to the water and sediment. Economically, the fuel saving from the more frequent polishing
of a propeller before it has become seriously fouled and outweighs the cost of the polishing itself.
Commercial and Naval experience has demonstrated that appreciable savings in energy are
obtainable by preserving smooth under water hull and propeller surfaces. Fuel savings of more than
15 percent have been realized as a result of hull cleaning and propeller polishing of diesel engine
powered ships.
Aside from marine fouling, propellers also develop a tenacious, hard, rough layer of calcareous chalk,
produced as a by-product to the cathodic protection system. Ships usually have sacrificial zinc or
impressed current anodes that generate electrons that flow to areas of paint damage on the hull and
the propeller and prevent corrosion. This causes the areas of bare metal to become cathodic and in
so doing reduce oxygen and water to hydroxyl ions that react with calcium, magnesium and carbon
dioxide to form calcium and magnesium carbonates (chalk). The chalk deposits add protection to the
surface but also cause significant roughening. The amount, rate and type of deposit is dependent on
cathodic current density and ambient seawater conditions. Chalks generally form faster in tropical
waters.
Due to the displacement, the pressure/suction of a rotating disk underwater against the blade
surface there is approx. 40 kg of pressure applied to the polishing pad this ensures a steady pressure
between the pad and the blade interface and a smooth, even surface preparation. This is not
achievable in a dry environment with hand held polishers.
Equipment:
The hydraulic polisher, is the most common tool used today in the past divers use modified air
grinders. Hydraulic polishers or grinders are lightweight, flat angle units. There flat and light design
allows the diver to reach into niche areas at the root and palm of propeller blades. The handheld
hydraulic polisher are connected via quick disconnect couplers to the hydraulic hoses then to a
hydraulic power unit on the surface.
The hydraulic 6 inch (15cm) underwater polishers and use topside power sources that contain
environmentally friendly hydraulic oil. The rotation of the disk creates a suction effect which holds
the pad to the surface and allows the diver to move the disk somewhat like a floor buffer.
3M (Minnesota Mining and Manufacturing), makes a line of “Scotch Brite”, surface conditioning disks
that have a carborundum abrasive held in place by resin over a nylon” nonwoven” matrix, this
design allows the abrasive to be exposed only as long as the surface is rough enough to expose the
abrasive by wearing away the nylon. Because there is no heat, underwater, the Scotch Brite pads are
very benign to propeller blade faces and edges. The 3M disks can also be changed underwater when
worn out or a different abrasive is required.
Diamond pads or other abrasive (grinding stones to sand paper) can be used to remove roughness,
but should always be followed with the surface conditioning disks.
The Rubert Propeller Roughness Gauge has a diagram of ideal post polishing roughness that can be
achieved.
Divers must be cautioned not to change the surface profile or cause any damage to the suction back
leading edges which could initiate cavitation.
A still photo and video report noting cavitation or mechanical damage, fouling and before and after
surface condition should be provided. The divers report will be affected by his knowledge of the
various propeller conditions he observes, the diver supervisor should be knowledgeable in order to
help explain conditions observed.)
Disks / Pads:
Diamond disks are connected via a Velcro system or center counter sunk nuts to the carry pad of the
hydraulic polisher. These disk tools cover the full range of surface finishing applications. From coarse
grinding through surface texturing to face-down mirror polishing.
Diamond Disks - Coarse Diamond Disks - Medium Diamond Disks - Fine
Polishing pads are being used to apply polishes and glazes to the propeller surfaces, to achieve the
Rubert A or better surface finish (up to A++). The disks are connected via a Velcro system or centre
counter sunk nuts to the carry pad of the hydraulic polisher.
Polishing Pads - Coarse Polishing Pads - Fine Polishing Pads - Fine
Standards
Marine propellers are made from corrosion resistant materials as they are operating directly in sea
water which is a corrosion accelerator. The materials used for making marine propellers are alloy of
aluminum and stainless steel. Other popular materials used are alloys of nickel, aluminum and
bronze which are 10~15 % lighter than other materials and have higher strength.
New propellers are typically delivered with a surface roughness in accordance with ISO standard 484.
Propellers are delivered to either a Class "S" or Class "I" standard, which equates to surface
roughness between 1.5 and 6 microns. Measurement is done outside the water, before submerging
the propeller with a suitably calibrated electronic roughness gauge. Calibration is normally against a
certified piece of reference steel.
Measuring Surface Roughness Underwater:
In order to get accurate measurement of surface roughness, expensive instruments, as used by
manufactures during new propellers tests as mentioned above, are needed. These are often
unsuitable for workshop or underwater use, where roughness of machined and/or conditioned
surfaces can usually be assessed conveniently and with sufficient reliability using visual and tactile
(fingernail) comparison with a standard set of surfaces machined in the same way.
Companies like e.g. SGS solved these problems with the use of Roughness Comparison Specimens.
They are simple to use, inexpensive, and hence widely used in many different applications. This
system is in use by other companies as well, like e.g. Albwardy.
The surface finish will be Rubert A or ISO “S” if a machined surface comparator was used.
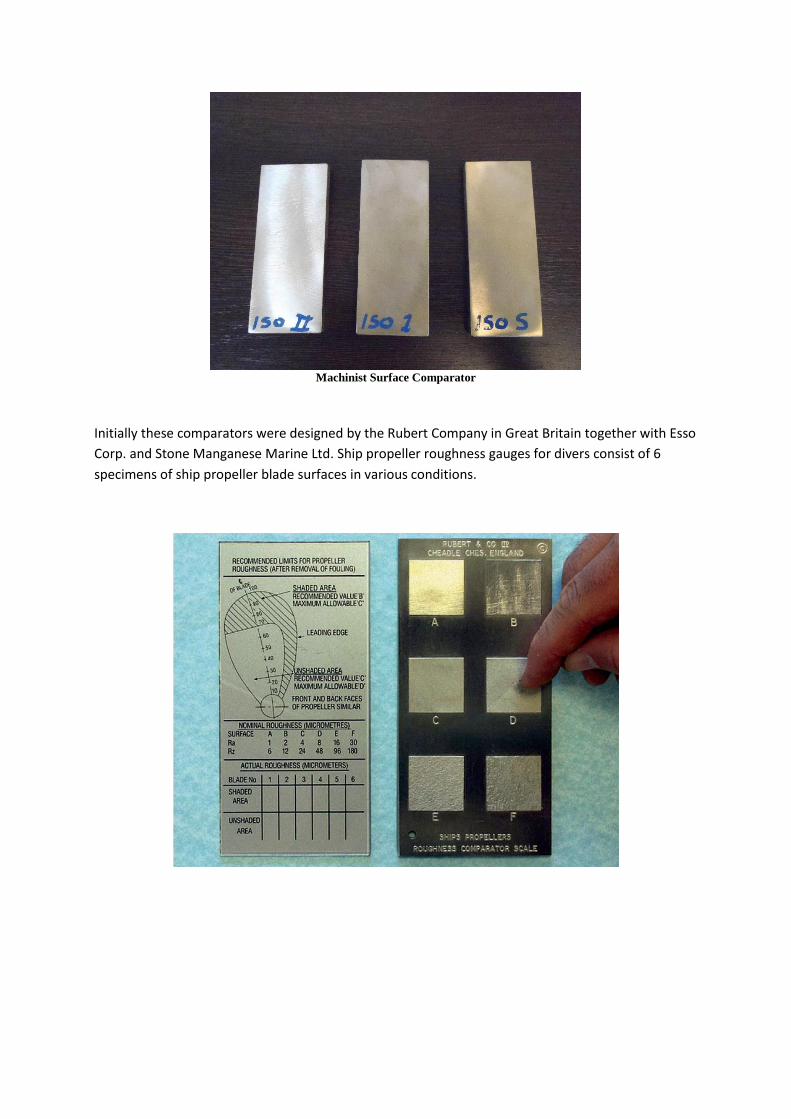
Machinist Surface Comparator
Initially these comparators were designed by the Rubert Company in Great Britain together with Esso
Corp. and Stone Manganese Marine Ltd. Ship propeller roughness gauges for divers consist of 6
specimens of ship propeller blade surfaces in various conditions.
Table Rubert Scales A to F
Scale Ra (CLA) Rz
Micrometre Micrometre
A
B
C
D
E
F
0.65
1.92
4.70
8.24
16.6
29.9
5.0
12.0
32.0
51.0
97.0
154.0
Ra (CLA): The roughness of a surface has most commonly been measured by an instrument in which a stylus travels across the surface, the movement of the stylus is amplified and the signal recorded. The result is generally expressed as Ra or average roughness and is the arithmetic average value of the deviation of the trace above and below the centre line. The value of Ra is normally measured in micrometres. ISO standards use the term CLA (Centre Line Average). Rz: An alternative measure of surface roughness is the Rz value. ISO 4287-1:1997] defines Rz as the maximum height of profile.
The Rubert scale is the worldwide accepted standard for measuring and recording the roughness of the propeller blade. The Rubert Scale ‘A’ grade, which roughly equals a surface roughness of 0.65 microns, was the highest quality finish that can be achieved by polishing and reconditioning the propeller blades a few decades ago. Today with better materials, specially designed equipment and multistage polishing techniques Companies like e.g. SGS have been able to achieve surface roughness as low as 0.2 microns.
Visual evaluation of the roughness of the propeller surface is a subjective technique and it is not as accurate compared to electronic measuring equipment. Because Marine propellers are alloys of aluminum and stainless steel and/or alloys of nickel, aluminum and copper, they generate a different erosion process for each helix, depending on the salinity, temperature and bio-chemical substances of the water, and other factors. Added to this, the fact of being underwater for evaluation greatly limits visibility.
Generally, companies offer a Rubert “A” quality polish on all their jobs this being a standard in the diving community the reality is it’s not possible to control constant level of quality to a Rubert A with only visual gages as a reference, so most polishing accomplishes a B or C surface roughness. Companies like e.g. SGS solved these issues by developing training criteria and procedure for in the field processes and can their work and deliver consistent surface roughness better then 0.65 or Rubert A+ to meet this constant high standard, This level of control requires companies to have training tanks and propeller test blades that can then be removed from the tank and electronically measured so as to confirm time, materials, speed of tools and number of polishing stages required to insure the desired surface roughness outcome each and every time. The polishing quality clearly depends mostly on the training level and procedures a company employs on their divers. Other important factors involved in the process, such as the degree of erosion of the surface of the propeller, the depth of the dents of the same, and the degree of oxidation of the metal, as well as how often a ship owner is polishing their propeller between dry dockings.
Acknowledgments
This paper was greatly improved by inputs, recommendations and constructive critics by experienced colleagues. I’m highly indebted to Daniel Kane, Johnny Eliasson, Raoul Kattan, Kevin Peters, Rob Hilliard