Page 1
1
FORM-I
For
PROPOSED EXPANSION OF DEVELOPER AND
AZOCOLORANTS DYESIN EXISTING UNIT
of
M/s. BASF INDIA LIMITED (UNIT-II)
PLOT NO. 8001&8001A, PHASE-VI, G.I.D.C.,
ANKLESHWAR, DIST: BHARUCH-393002, GUJARAT
Page 2
2
APPENDIX I
FORM 1 (I) Basic Information
Sr.
No.
Item Details
1. Name of the Project/s M/s.BASF India Ltd. (Unit-II)
2. S.No. in the Schedule 5 (f)
3. Proposed
capacity/area/length/tonnage to be
handled/command area/lease
area/number of wells to be drilled
Proposed Capacity = 1820 MT/Month
4. New/Expansion/Modernization Expansion
5. Existing capacity/area etc. Existing Capacity (on 100% Basis) = 140
MT/Month
6. Category of project i.e. ‘A’ or ‘B’ ‘A’
7. Does it attract the general condition?
If yes, please specify.
Yes.Located in critically polluted area
(Ankleshwar).
8. Does it attract the specific condition?
If yes, please specify.
N.A.
9. Location Plot No. 8001 & 8001A, Phase-VI, GIDC,
Ankleshwar,Dist:Bharuch-393002, Gujarat
Plot/Survey/Khasra No. Plot. No. 8001& 8001A,
Village GIDC Estate,Ankleshwar
Tehsil Ankleshwar
District Bharuch
State Gujarat
10. Nearest railway station/airport along
with distance in kms.
Nearest Railway Station : Ankleshwar:4kms
Nearest Airport:Surat: 60 kms
11. Nearest Town, city, District
Headquarters along with distance in
kms.
Nearest town:Ankleshwar: 4.5kms, Nearest
District Head quarter:Bharuch: 10 kms
12. Village Panchayats, zillaparishad,
Municipal corporation, Local body
(Complete postal addresses with
telephone nos. to be given)
Notifies Area Authority, Ankleshwar
13. Name of the applicant M/s.BASF India Ltd. (Unit-II)
14. Registered address Plot No. 8001& 8001A, Phase-VI, GIDC
Ankleshwar, Dist: Bharuch, Gujarat
15. Address for correspondence:
Name Mr. P.J.Chandak
Designation (Owner/Partner/CEO) Site Director
Address Plot No. 8001& 8001A, Phase-VI, GIDC Estate,
Ankleshwar, Dist: Bharuch-393002, Gujarat
Pin Code 393002
Page 3
3
E-Mail [email protected]
Telephone No. 02646 - 617322/ +918980023652
Fax No. 02646 - 238039
16. Details of Alternative Sites examined,
if any location of these sites should be
shown on a topo sheet.
No
17. Interlinked Projects No
18. Whether separate application of
interlinked project has been
submitted?
Not applicable
19. If Yes, date of submission Not applicable
20. If no., reason Not applicable
21. Whether the proposal involves
approval/clearance under: If yes,
details of the same and their status to
be given.
(a) The Forest (Conservation) Act,
1980?
(b) The Wildlife (Protection) Act,
1972?
(c) The C.R.Z Notification, 1991?
Not applicable, as the project is located in
notified industrial estate.
22. Whether there is any Government
order/policy relevant/relating to the
site?
No
23. Forest land involved (hectares) No
24. Whether there is any litigation
pending against the project and/or
land in which the project is propose to
be set up?
(a) Name of the Court
(b) Case No.
(c) Orders/directions of the Court,
if any and its relevance with the
proposed project.
No
Page 4
4
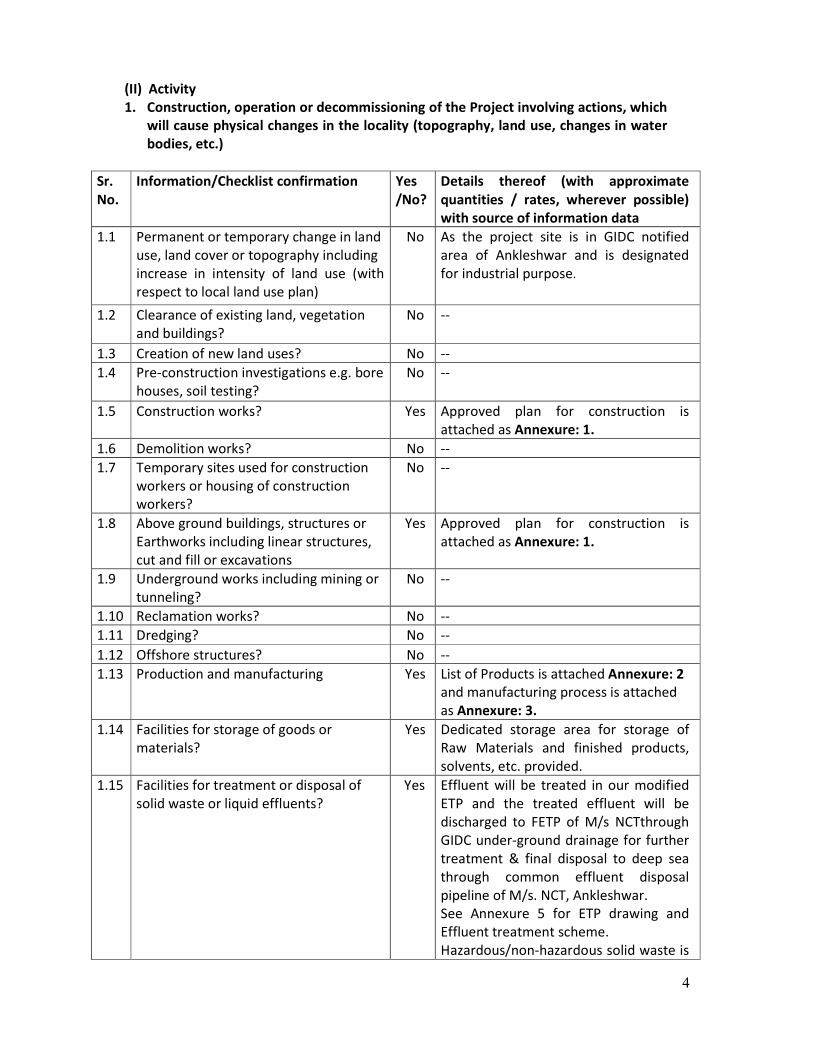
(II) Activity
1. Construction, operation or decommissioning of the Project involving actions, which
will cause physical changes in the locality (topography, land use, changes in water
bodies, etc.)
Sr.
No.
Information/Checklist confirmation Yes
/No?
Details thereof (with approximate
quantities / rates, wherever possible)
with source of information data
1.1 Permanent or temporary change in land
use, land cover or topography including
increase in intensity of land use (with
respect to local land use plan)
No As the project site is in GIDC notified
area of Ankleshwar and is designated
for industrial purpose.
1.2 Clearance of existing land, vegetation
and buildings?
No --
1.3 Creation of new land uses? No --
1.4 Pre-construction investigations e.g. bore
houses, soil testing?
No --
1.5 Construction works? Yes Approved plan for construction is
attached as Annexure: 1.
1.6 Demolition works? No --
1.7
Temporary sites used for construction
workers or housing of construction
workers?
No --
1.8 Above ground buildings, structures or
Earthworks including linear structures,
cut and fill or excavations
Yes Approved plan for construction is
attached as Annexure: 1.
1.9
Underground works including mining or
tunneling?
No --
1.10 Reclamation works? No --
1.11 Dredging? No --
1.12 Offshore structures? No --
1.13 Production and manufacturing Yes List of Products is attached Annexure: 2
and manufacturing process is attached
as Annexure: 3.
1.14 Facilities for storage of goods or
materials?
Yes Dedicated storage area for storage of
Raw Materials and finished products,
solvents, etc. provided.
1.15
Facilities for treatment or disposal of
solid waste or liquid effluents?
Yes Effluent will be treated in our modified
ETP and the treated effluent will be
discharged to FETP of M/s NCTthrough
GIDC under-ground drainage for further
treatment & final disposal to deep sea
through common effluent disposal
pipeline of M/s. NCT, Ankleshwar.
See Annexure 5 for ETP drawing and
Effluent treatment scheme.
Hazardous/non-hazardous solid waste is
Page 5
5
referred as Annexure -6.
1.16
Facilities for long term housing of
operational workers?
No --
1.17 New road, rail or sea traffic during
construction or operation?
No --
1.18 New road, rail, air waterborne or other
airports etc?
No --
1.19 Closure or diversion of existing
transport routes or infrastructure
leading to changes in traffic
movements?
No --
1.20 New or diverted transmission lines or
pipelines?
No --
1.21
Impoundment, damming, converting,
realignment or other changes to the
hydrology of watercourses or aquifers?
No --
1.22 Stream crossings? No --
1.23
Abstraction or transfers or the water
form ground or surface waters?
Yes No ground water shall be used. The
requirement of raw water shall be met
through GIDC Water Supply.
1.24
Changes in water bodies or the land
surface affecting drainage or run-off?
No --
1.25
Transport of personnel or materials for
construction, operation or
decommissioning?
Yes Through hired Services
1.26 Long-term dismantling or
decommissioning or restoration works?
No There is no dismantling of any sort. Not
applicable.
1.27 Ongoing activity during
decommissioning which could have an
impact on the environment?
No No Impact on the Environment
1.28
Influx of people to an area in either
temporarily or permanently?
Yes This is a well-developed Industrial Area
and company will give employment to
local people.
1.29 Introduction of alien species? No --
1.30 Loss of native species of genetic
diversity?
No --
1.31 Any other actions? No --
2. Use of Natural resources for construction or operation of the Project (such as land, water,
materials or energy, especially any resources which are non-renewable or in short supply):
Sr.
No
Information/checklist confirmation Yes/
No?
Details there of (with approximate
quantities/rates, wherever possible) with
source of information data
2.1 Land especially undeveloped or
agriculture land (ha)
No --
2.2 Water (expected source & competing Yes Water requirement will meet through the
Page 6
6
users) unit: KLD GIDC Water Supply. For detail water
balance is refer as Annexure – 4.
2.3 Minerals (MT) No Not applicable
2.4
Construction material -stone,
aggregates, sand / soil (expected
source MT)
Yes Company shall use Sand, stone, Cement
and Structural Steel for Construction as
required.
2.5 Forests and timber (source - MT) No No wood shall be used as construction
material or as a fuel.
2.6
Energy including electricity and fuels
source, competing users Unit: fuel
(MT), energy (MW)
Yes Please refer Annexure -7.
2.7 Any other natural resources (use
appropriates standard units)
No --
3. Use, storage, transport, handling or production of substances or materials, which could be
harmful to human health or the environment or raise concerns about actual or perceived
risks to human health.
Sr.
No.
Information / Checklist confirmation Yes/
No?
Details thereof (with approximate
quantities / rates wherever possible)
with source of information data
3.1 Use of substances or materials, which
are hazardous (as per MSIHC rules) to
human health or the environment
(flora, fauna, and water supplies)
Yes
Please refer Annexure : 7.
3.2 Changes in occurrence of disease or
affect disease vectors (e.g. insect or
water borne diseases)
No Not applicable as site is located in
Ankleshwar Industrial Area.
3.3 Affect the welfare of people e.g. by
changing living conditions?
No Not applicable as site is located in
Ankleshwar Industrial Area.
3.4
Vulnerable groups of people who could
be affected by the project e.g. hospital
patients, children, the elderly etc.,
No Not applicable as site is located in
Ankleshwar Industrial Area.
3.5 Any other causes No --
4. Production of solid wastes during construction or operation or decommissioning
MT/month)
Sr.
No.
Information/Checklist confirmation Yes/
No?
Details thereof (with approximate
quantities / rates, wherever possible)
with source of information data
4.1 Spoil, overburden or mine wastes No --
4.2
Municipal waste (domestic and or
commercial wastes) No --
4.3
Hazardous wastes (as per Hazardous
Waste Management Rules)
Yes Please refer Annexure: 6
4.4 Other industrial process wastes Yes Please refer Annexure: 6
Page 7
7
4.5 Surplus product No --
4.6
Sewage sludge or other sludge from
effluenttreatment
Yes Please refer Annexure: 6
4.7 Construction or demolition wastes No --
4.8 Redundant machinery or equipment No --
4.9 Contaminated soils or other materials No --
4.10 Agricultural wastes No --
4.11 Other solid wastes Yes Please refer Annexure: 6
5. Release of pollutants or any hazardous, toxic or noxious substances to air (Kg/hr)
Sr.
No.
Information/Checklist confirmation Yes/
No?
Details thereof (with approximate
quantities/rates, wherever possible)
with source of information data
5.1 Emissions from combustion of fossil
fuels From stationary or mobile sources
Yes Details of flue & process gas emission
are attached as Annexure: 7
5.2 Emissions from production processes Yes Reactors shall be connected to
common scrubber system.
Details of Air Pollution Control
measures are attached as Annexure: 7
5.3 Emissions from materials handling
including storage or transport
Yes All liquid raw materials shall be
procured in bulk tankers and shall be
transferred through a closed circuit
pipe lines by pumps.
Solid raw material shall be handled in
closed charging rooms with proper
ventilation and charged through close
pipeline into reactors.
5.4 Emissions from construction activities
including plant and equipment
No Utmost care will be taken during
construction activity and water
sprinklers shall be utilized whenever
necessary.
5.5
Dust or odours from handling of
materials including construction
materials, sewage and waste
No --
5.6 Emissions from incineration of waste No --
5.7 Emissions from burning of waste in
open air (e.g. slash materials,
construction debris)
No --
5.8 Emissions from any other sources Yes Please refer Annexure-7.
Page 8
8
6. Generation of Noise and Vibration, and Emissions of Light and Heat:
Sr.
No.
Information/Checklist confirmation Yes/
No?
Details there of (with approximate
Quantities /rates, wherever possible) With
source of source of information data
6.1
From operation of equipment e.g.
engines, ventilation plant, crushers
Yes Acoustic enclosures provided for DG set.
6.2 From industrial or similar processes Yes All machinery / equipment shall be well
maintained, shall be proper foundation with
anti-vibrating pads wherever applicable and
noise levels within permissible limits.
Acoustic enclosures provided for DG set.
6.3 From construction or demolition No --
6.4 From blasting or piling No --
6.5 From construction or operational traffic No --
6.6 From lighting or cooling systems No --
6.7 From any other sources Yes Acoustic enclosures provided for DG set.
7. Risks of contamination of land or water from releases of pollutants into the ground
or into sewers, surface waters, groundwater, coastal waters or the sea:
Sr.
No
Information/Checklist confirmation Yes/
No?
Details thereof (with approximate
quantities / rates, wherever possible) with
source of information data
7.1
From handling, storage, use or spillage
of hazardous materials
Yes All the raw material stored separately in
designated storage area and safely. Bund
walls provided around raw materials storage
tanks for containing any liquid spillage.
Other materials stored in bags / drums on
pallets with concrete flooring and no spillage
is likely to occur. Please refer Annexure : 8.
7.2
From discharge of sewage or other
effluents to water or the land
(expected mode and place of
discharge)
Yes Sewage effluent shall be treated in Septic
Tank&Soak Pit and treated along with
industrial effluent and discharge to FETP of
M/s NCT.
7.3
By deposition of pollutants emitted to
air into the land or into water
No The factory is located in Ankleshwar
Industrial Area. The emissions shall conform
to the GPCB / CPCB / NCT norms of
discharge. The treated effluent sent to FETP
of M/s NCT through GIDC drainage system
for further treatment and final disposal into
deep sea through NCT pipe line.
7.4 From any other sources No Not applicable
7.5 Is there a risk of long term build up of
pollution in the environment from
these sources?
No
Full- fledged Environmental Management
System (EMS) is in place. i.e. ETP, Air
Pollution Control systems, Solid Hazardous
Waste Handling and Management as per
Page 9
9
norms, etc. which eliminates the possibility
of building up of pollution.
8. Risks of accident during construction or operation of the Project, which could affect
human health or the environment:
Sr.
No
Information/Checklist confirmation
Yes/
No?
Details thereof (with approximate
quantities / rates, wherever possible) with
source of information data
8.1 From explosions, spillages, fires etc
from storage, handling, use or
production of hazardous substances
Yes The risk assessment will be carried out and
all mitigative measures shall be taken to
avoid accidents.
8.2 From any other causes No Not applicable
8.3 Could the project be affected by natural
disasters causing environmental
damage (e.g. floods, earthquakes,
landslides, cloudburst etc)?
No --
9. Factors which should be considered (such as consequential development) which could
lead to environmental effects or the potential for cumulative impacts with other existing
or planned activities in the locality
Sr.
No.
Information/Checklist confirmation Yes/
No?
Details thereof (with approximate
quantities / rates, wherever possible)
with source of information data
9.1 Lead to development of supporting
facilities, ancillary development or
development stimulated by the project
which could have impact on the
environment e.g.:
* Supporting infrastructure (roads,
power supply, waste or waste water
treatment, etc.)
• housing development
• extractive industries
• supply industries
• other
Yes Site is located in Ankleshwar Industrial
Area, Ankleshwar, having the entire
required infrastructure.
This industrial zone is having existing road
infrastructure, power supply are to be
utilized.
Local people will be employed and no
housing is required.
Please refer Annexure – 9.
9.2
Lead to after-use of the site, which
could have an impact on the
environment
No
--
9.3 Set a precedent for later developments No Not applicable
9.4 Have cumulative effects due to
proximity to Other existing or planned
projects with similar effects
Yes The ETP of the company designed such
that the treated effluent conforms to the
statutory requirement.
The treated effluent sent to FETP of M/s
NCT through GIDC drainage system for
further treatment and final disposal into
Page 10
10
deep sea through NCT pipe line.
(III)Environmental Sensitivity
Sr.
No
Information/Checklist confirmation Name /
Identity
Aerial distance (within 25 km).
Proposed Project Location Boundary.
1 Areas protected under international
conventions national or local
legislation for their ecological,
landscape, cultural or other related
value
No As the project site is in GIDC notified
area of Ankleshwar and expansion is
within existing premises.
2 Areas which are important or sensitive
for Ecological reasons - Wetlands,
watercourses or other water bodies,
coastal zone, biospheres, mountains,
forests
No As the project site is in GIDC notified
area of Ankleshwar and expansion is
within existing premises.
3 Areas used by protected, important or
sensitive species of flora or fauna for
breeding, nesting, foraging, resting,
over wintering, migration
No As the project site is in GIDC notified
area of Ankleshwar and expansion is
within existing premises.
4 Inland, coastal, marine or underground
waters
Yes Amla Khadi =4Kms
River Narmada = 8Kms
5 State, National boundaries No --
6 Routes or facilities used by the public
for to recreation or other tourist,
pilgrim areas.
No Not applicable
7 Defense installations No NIL
8 Densely populated or built-up area Yes Ankleshwar=3 lakh population
9 Areas occupied by sensitive man-made
land community facilities)
No --
10 Areas containing important, high
quality or scarce resources (ground
water resources, surface resources,
forestry, agriculture, fisheries, tourism,
tourism, minerals)
No --
11 Areas already subjected to pollution or
environmental damage. (those where
existing legal environmental standards
are exceeded)
No --
12 Are as susceptible to natural hazard which
could cause the project to present
environmental problems (earthquake s,
subsidence ,landslides, flooding erosion, or
extreme or adverse climatic conditions)
- N.A.
Page 11
11
IV). Proposed Terms of Reference for EIA studies: For detail please refer Annexure – 10.
I hereby given undertaking that, the data and information given in the application and
enclosures are true to the best of my knowledge and belief and I am aware that if any
part of the data and information submitted is found to be false or misleading at any
stage the project will be rejected and clearance given, if any to the project will be
revoked at our risk and cost.
Date: 18.5.2017 For BASF India Ltd. (Unit-II)
Place: Ankleshwar
P. J. Chandak
(Site Director)
NOTE:
1. The projects involving clearance under Coastal Regulation Zone Notification, 1991 shall be
submitted with the application a C.R.Z. map duly demarcated by one of the authorized
agencies, showing the project activities, w.r.t. C.R.Z. (at the stage of TOR) and the
recommendations of the State Coastal Zone Management Authority (at the stage of EC).
Simultaneous action shall also be taken to obtain the requisite clearance under the
provisions of the C.R.Z. Notification, 1991 for the activities to be located in the CRZ.
2. The projects to be located within 60 km of the National Parks, Sanctuaries, Biosphere
Reserves, Migratory Corridors of Wild Animals, the project proponent shall submit the
map duly authenticated by Chief Wildlife Warden showing these features vis-à-vis the
project location and the recommendations or comments of the Chief Wildlife Warden
thereon (at the stage of EC).
3. All correspondence with the Ministry of Environment & Forests including submission of
application for TOR/Environmental Clearance, subsequent clarifications, as may be
required from time to time, participation in the EAC Meeting on behalf of the project
proponent shall be made by the authorized signatory only. The authorized signatory
should also submit a document in support of his claim of being an authorized signatory
for the specific project.
Page 12
12
ANNEXURES
1 PLANT LAYOUT
2 LIST OF PRODUCTS WITH PRODUCTION CAPACITY AND RAW MATERIALS
3 BRIEF MANUFACTRING PROCESS, CHEMICAL REACTION AND MASS
BALANCE WITH FLOW DIAGRAM
4 WATER CONSUMPTION AND EFFLUENT GENERATION WITH SEGREGATION
OF EFFLUENT STREAMS
5 DETAILS OF PROPOSED EFFLUENT TREATMENT PLANT
6 DETAILS OF HAZARDOUS SOLID WASTE MANAGEMENT AND DISPOSAL
7 DETAILS OF AIR POLLUTION CONTROL MEASURES
8 DETAILS OF HAZARDOUS CHEMICAL STORAGE FACILITY
9 SOCIO - ECONOMIC IMPACTS
10 PROPOSED TERMS OF REFERENCES
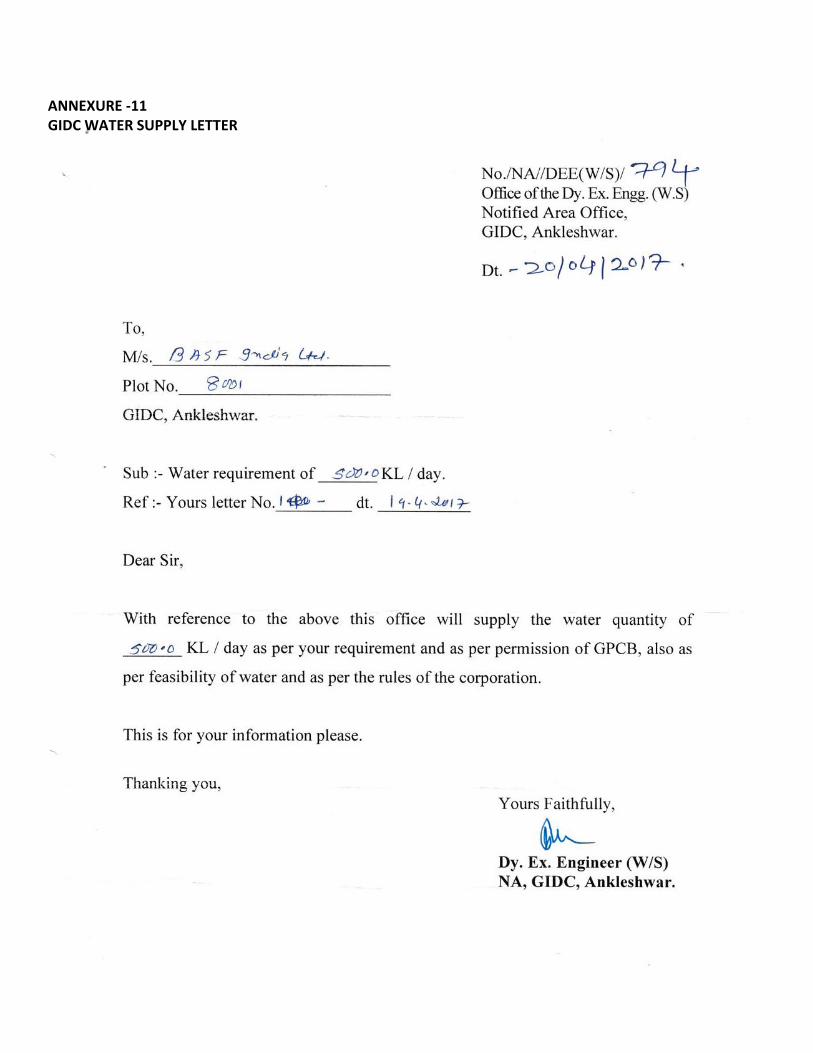
11 GIDC WATER SUPPLY LETTER
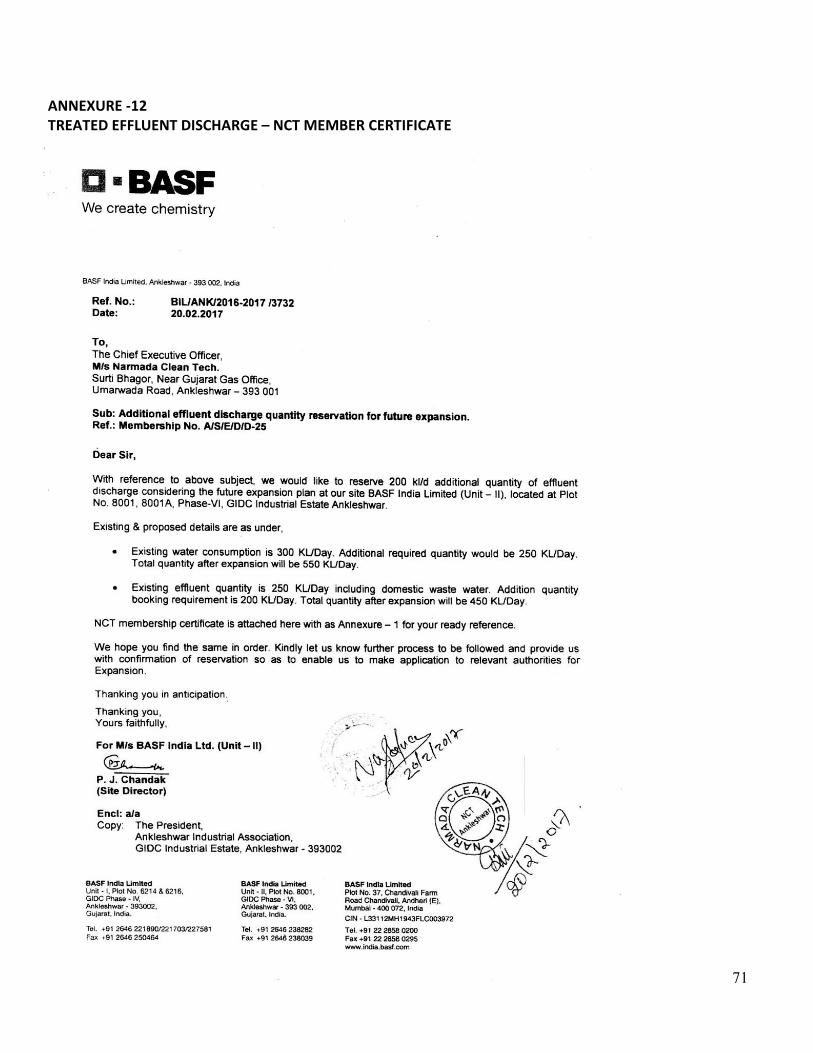
12 TREATED EFFLUENT DISCHARGE – NCT MEMBER CERTIFICATE
13 BEIL MEMBERSHIP CERTIFICATE
14 GIDC PLOT ALLOTMENT LETTER
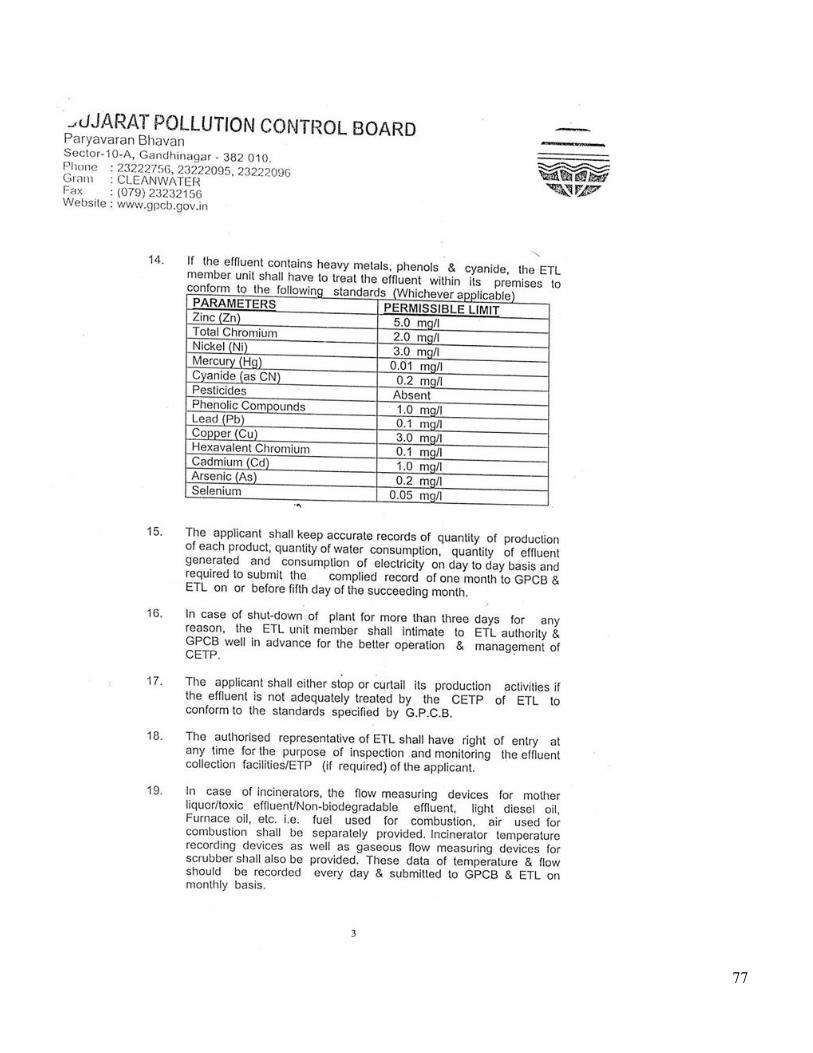
15 COPY OF CONSENT TO OPERATE
Page 13
13
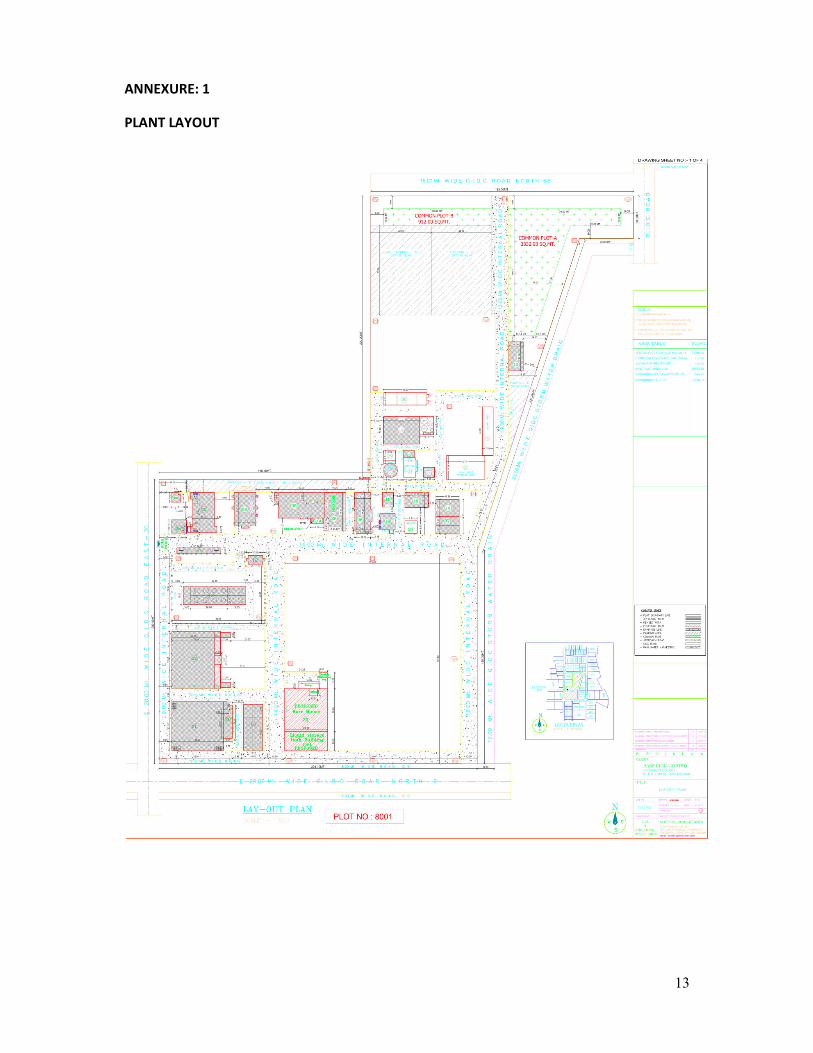
ANNEXURE: 1
PLANT LAYOUT
Page 14
14
ANNEXURE: 2
LIST OF PRODUCTS WITH PRODUCTION CAPACITY
Sr.
No.
NAME OF PRODUCTS CAS No. EXISTING
Quantity
(MT/Month)
ADDITIONAL
Quantity
(MT/Month)
TOTAL
AFTER
PROPOSED
EXPANSION
Quantity
(MT/Month)
1. Developer 232938-43-1
140
1678
1818
a. Pergafast 201
b. Pergafast 201 (Dispersion)
2. Azocolorants (Pergasol) paper
dyes
--
a. Pergasol Yellow 3GN-Z Liq 35342-16-6
b. Pergasol Yellow 6VHC-Z Liq 72705-24-9
c. Pergasol Yellow 6VHC
(Direct Yellow 157 Powder) 72705-26-1
d. Pergasol Yellow GA-Z Liq 55067-15-7
e. Pergasol Yellow GA
(Direct Yellow 137 Powder) 55067-12-4
f. Pergasol Yellow G-Z Liq
114565-65-
0
g. Pergasol Yellow RN-Z Liq.
130201-55-
7
h. Pergasol Red 2B-Z Liq 6300-50-1
i. Pergasol Red 2G-Z Liq 28706-25-4
j. Pergasol Red 2GE Crude Liq. 28706-25-4
k. Pergasol Red 2G-E
(Direct Red 239 Powder) 28706-25-4
l. Pergasol Red 3B-Z Liq. 68201-95-6
m. Pergasol Orange 6R-Z Liq 65072-27-7
n. Pergasol Blue 2R-Z Liq 75173-68-1
o. Pergasol Blue R Liq
124605-82-
9
p. Pergasol Yellow S-Z OR
Direct Yellow 11 1325-37-7
q. Pergasol Brown T Liq Mixing &
Blending of
Below CAS
No.
1325-37-7
28706-25-4
124605-82-9
And
65072-27-7
--
r. Pergasol Brown KP Liq --
s. Pergasol Brown BP Liq --
t. Pergasol Brown BZB Liq --
u. Pergasol Brown RT Liq --
v. Pergasol Brown ZB Liq --
w. Pergasol Brown RB --
x. Pergasol Brown RBP Liq. --
3. Microencapsulation Products -- --
a. Lupasol PA 140 35641-59-9
4 Paper Dyes --
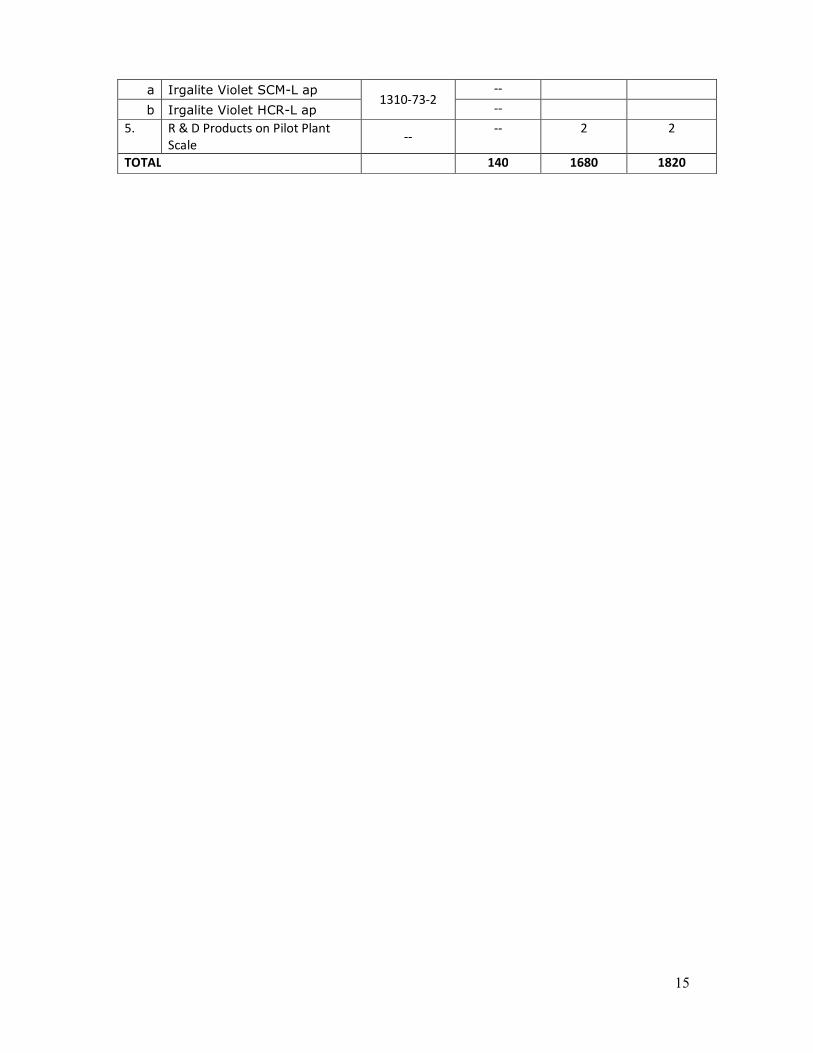
Page 15
15
a Irgalite Violet SCM-L ap 1310-73-2
--
b Irgalite Violet HCR-L ap --
5. R & D Products on Pilot Plant
Scale --
-- 2 2
TOTAL 140 1680 1820
Page 16
16
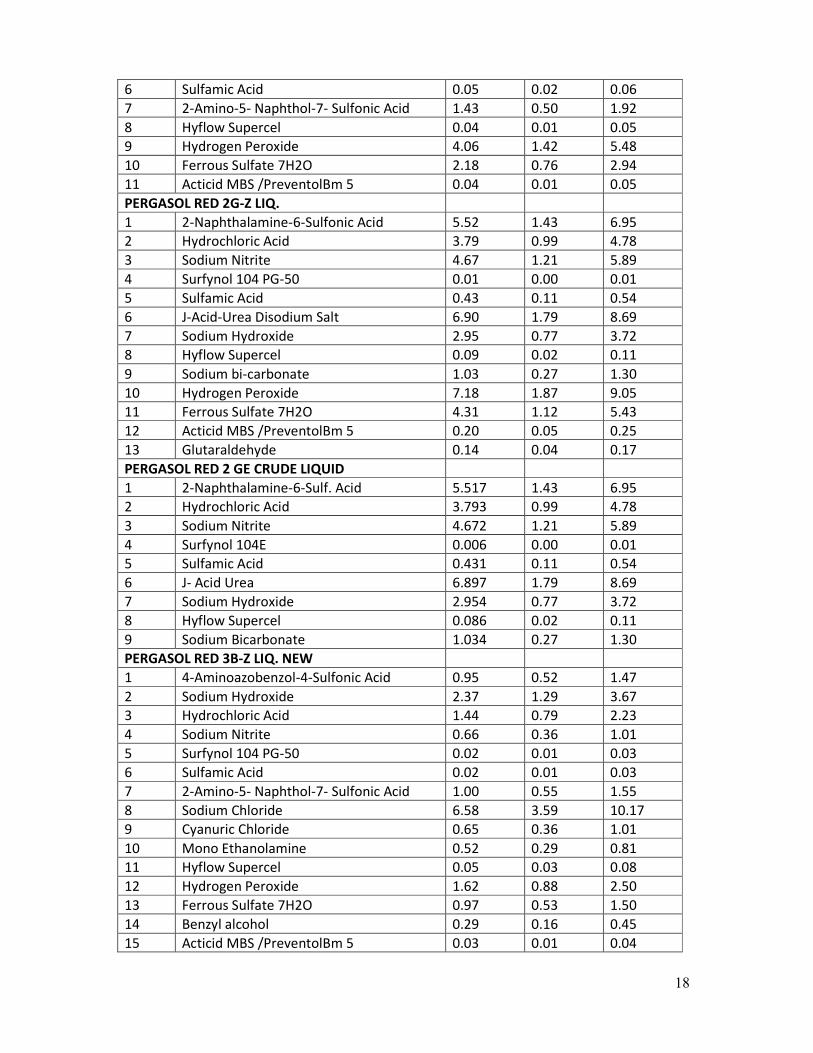
LIST OF RAW MATERIALS
Sr. No. Name of Raw material Quantity (MT/Month)
Existing Additional Total
Pergafast 201
1 Toluene 88.02 156.98 245.00
2 N,N-Dimethylacetamide 2.09 3.91 6.00
3 3-Amino Phenol 23.48 42.52 66.00
4 Para-Toluene Sulfonyl Isocyanate 45.13 82.87 128.00
5 Sodium Hydroxide 70.96 126.14 197.10
6 Para-Toluene Sulfo Chloride 45.60 82.40 128.00
7 Formic Acid 19.57 35.43 55.00
8 Methanol 279.13 496.87 776.00
Pergafast 201 Dispersion
1 Gohseran 1.80 0.00 1.80
2 Xenthan Gum 0.18 0.00 0.18
3 Thor MBS 0.54 0.00 0.54
4 Water 12.03 0.00 12.03
PERGASOL YELLOW 3GN-Z LIQ
1 2(4AmPHENYL)-6MetBenzThiazol 6.28 2.61 8.89
2 Sodium Hydroxide 5.92 2.46 8.37
3 Hydrochloric Acid 43.21 17.95 61.16
4 Sodium Nitrite 3.87 1.61 5.48
5 Sulfamic Acid 0.28 0.12 0.40
6 Barbituric acid 2.48 1.03 3.51
7 Acticid MBS /PreventolBm 5 0.12 0.05 0.18
8 Lithium Hydroxide 0.99 0.41 1.40
9 Triethanol Amine 2.84 1.18 4.01
10 Hyflow Supercel 0.15 0.06 0.21
PERGASOL YELLOW 6VHC-Z LIQ
1 2(4AmPHENYL)-6MetBenzThiazol 2.80 0.58 3.38
2 Sodium Hydroxide 1.07 0.22 1.30
3 Hydrochloric Acid 2.70 0.56 3.26
4 Sodium Nitrite 1.64 0.34 1.98
5 Sulfamic Acid 0.15 0.03 0.18
6 3-(Acetoacetamide)-4-methoxytoluol-
6sulphonic acid, ammonium salt
3.03 0.63 3.65
7 Ammonia 1.21 0.25 1.46
8 Hydrogen Peroxide 3.49 0.72 4.22
9 Ferrous Sulfate 7H2O 2.10 0.43 2.53
10 Acticid MBS /PreventolBm 5 0.06 0.01 0.07
11 Phenoxy propanol 0.30 0.06 0.37
12 E-Caprolactum 2.74 0.57 3.30
PERGASOL YELLOW GA-Z LIQUID
1 2(4AmPHENYL)-6MetBenzThiazol 1.57 0.55 2.13
2 Sodium Hydroxide 1.56 0.54 2.10
Page 17
17
3 Hydrochloric Acid 10.25 3.59 13.83
4 Sodium Nitrite 0.93 0.32 1.25
5 Sulfamic Acid 0.07 0.02 0.09
6 Hyflow Supercel 0.04 0.01 0.05
7 2-Cynimino Barbituric acid 0.89 0.31 1.20
8 Triethanol Amine 1.48 0.52 1.99
9 Acticid MBS /PreventolBm 5 0.04 0.02 0.06
PERGASOL YELLOW GA LIQUID (Direct Yellow 137
Powder)
1 Pergasol Yellow GA Crude Solution 105.0 105.0 210.0
2 Dedusting Oil 0.173 0.173 0.346
3 Sodium Sulphate 2.77 2.77 5.54
PERGASOL YELLOW G-Z LIQ.
1 2(4AmPHENYL)-6MetBenzThiazol 2.23 0.71 2.95
2 Sodium Hydroxide 2.18 0.70 2.88
3 Hydrochloric Acid 6.84 2.19 9.02
4 Sodium Nitrite 1.30 0.42 1.72
5 Sulfamic Acid 0.10 0.03 0.13
6 2,4,6-Triamino-pyrimidin 0.72 0.23 0.95
7 Diethanolamine 0.26 0.08 0.35
8 3-Eethylamino Propylamine 0.80 0.26 1.06
9 N-Methyl ethanolamine 1.40 0.45 1.85
10 Hyflow Supercel 0.05 0.02 0.07
PERGASOL YELLOW RN-Z LIQ.
1 Aniline -3-sulfosaeure (Metanilic Acid) 1.80 0.63 2.43
2 Hydrochloric Acid 2.01 0.71 2.72
3 Sodium Nitrite 1.97 0.69 2.66
4 Sulfamic Acid 1.33 0.47 1.80
5 3-Acetamidoanilinium chloride 2.13 0.75 2.88
6 Sodium Hydroxide 3.81 1.33 5.15
7 Sodium bi-carbonate 0.33 0.12 0.45
8 Sodium Chloride 7.52 2.63 10.15
9 Surfynol 104 PG-50 0.00 0.00 0.01
10 Cyanuric Chloride 0.73 0.25 0.98
11 Morpholine Bulk 0.53 0.19 0.72
12 Hyflow Supercel 0.04 0.01 0.05
13 Hydrogen Peroxide 2.16 0.75 2.91
14 Ferrous Sulfate 7H2O 1.29 0.45 1.75
15 E-Caprolactum 1.82 0.64 2.45
16 Acticid MBS /PreventolBm 5 0.03 0.01 0.04
PERGASOL RED 2B-Z LIQUID
1 4-Amino Azobenzol-4-sulfonic acid 1.54 0.54 2.09
2 Sodium Hydroxide 1.89 0.66 2.55
3 Hydrochloric Acid 1.95 0.68 2.64
4 Sodium Nitrite 1.08 0.38 1.46
5 Surfynol 104 PG-50 0.00 0.00 0.00
Page 18
18
6 Sulfamic Acid 0.05 0.02 0.06
7 2-Amino-5- Naphthol-7- Sulfonic Acid 1.43 0.50 1.92
8 Hyflow Supercel 0.04 0.01 0.05
9 Hydrogen Peroxide 4.06 1.42 5.48
10 Ferrous Sulfate 7H2O 2.18 0.76 2.94
11 Acticid MBS /PreventolBm 5 0.04 0.01 0.05
PERGASOL RED 2G-Z LIQ.
1 2-Naphthalamine-6-Sulfonic Acid 5.52 1.43 6.95
2 Hydrochloric Acid 3.79 0.99 4.78
3 Sodium Nitrite 4.67 1.21 5.89
4 Surfynol 104 PG-50 0.01 0.00 0.01
5 Sulfamic Acid 0.43 0.11 0.54
6 J-Acid-Urea Disodium Salt 6.90 1.79 8.69
7 Sodium Hydroxide 2.95 0.77 3.72
8 Hyflow Supercel 0.09 0.02 0.11
9 Sodium bi-carbonate 1.03 0.27 1.30
10 Hydrogen Peroxide 7.18 1.87 9.05
11 Ferrous Sulfate 7H2O 4.31 1.12 5.43
12 Acticid MBS /PreventolBm 5 0.20 0.05 0.25
13 Glutaraldehyde 0.14 0.04 0.17
PERGASOL RED 2 GE CRUDE LIQUID
1 2-Naphthalamine-6-Sulf. Acid 5.517 1.43 6.95
2 Hydrochloric Acid 3.793 0.99 4.78
3 Sodium Nitrite 4.672 1.21 5.89
4 Surfynol 104E 0.006 0.00 0.01
5 Sulfamic Acid 0.431 0.11 0.54
6 J- Acid Urea 6.897 1.79 8.69
7 Sodium Hydroxide 2.954 0.77 3.72
8 Hyflow Supercel 0.086 0.02 0.11
9 Sodium Bicarbonate 1.034 0.27 1.30
PERGASOL RED 3B-Z LIQ. NEW
1 4-Aminoazobenzol-4-Sulfonic Acid 0.95 0.52 1.47
2 Sodium Hydroxide 2.37 1.29 3.67
3 Hydrochloric Acid 1.44 0.79 2.23
4 Sodium Nitrite 0.66 0.36 1.01
5 Surfynol 104 PG-50 0.02 0.01 0.03
6 Sulfamic Acid 0.02 0.01 0.03
7 2-Amino-5- Naphthol-7- Sulfonic Acid 1.00 0.55 1.55
8 Sodium Chloride 6.58 3.59 10.17
9 Cyanuric Chloride 0.65 0.36 1.01
10 Mono Ethanolamine 0.52 0.29 0.81
11 Hyflow Supercel 0.05 0.03 0.08
12 Hydrogen Peroxide 1.62 0.88 2.50
13 Ferrous Sulfate 7H2O 0.97 0.53 1.50
14 Benzyl alcohol 0.29 0.16 0.45
15 Acticid MBS /PreventolBm 5 0.03 0.01 0.04
Page 19
19
PERGASOL ORANGE 6R-Z LIQUID
1 2-Aminotoluol-5-sulphonic acid 1.25 0.21 1.46
2 4-Amino benzoic acid 0.88 0.15 1.03
3 Hydrochloric Acid 2.70 0.46 3.16
4 Sodium Nitrite 2.46 0.42 2.88
5 Sulfamic Acid 0.23 0.04 0.27
6 J-Acid-Urea Disodium Salt 3.91 0.67 4.58
7 Sodium Hydroxide 1.63 0.28 1.91
8 Hyflow Supercel 0.08 0.01 0.10
9 Sodium bi-carbonate 1.17 0.20 1.37
10 Hydrogen Peroxide 4.20 0.72 4.92
11 Ferrous Sulfate 7H2O 2.52 0.43 2.95
12 Acticid MBS /PreventolBm 5 0.07 0.01 0.08
13 Glutaraldehyde 0.06 0.01 0.07
14 Am Phenyl-Me-B-7-Acid 0.11 0.02 0.13
PERGASOL BLUE 2R-Z LIQ.
1 2-amino -5nitroanisole 2.28 0.60 2.88
2 Sodium Hydroxide 10.04 2.63 12.68
3 Hydrochloric Acid 6.49 1.70 8.19
4 Sodium Nitrite 2.67 0.70 3.38
5 Sulfamic Acid 0.24 0.06 0.30
6 1 - Naphthol - 3,6 Disulfonic Acid 7.63 2.00 9.63
7 Glucose 1 Aq Ph 1.82 0.48 2.30
8 Surfynol 104 PG-50 0.03 0.01 0.04
9 Ammonia 3.96 1.04 5.00
10 Copper Sulphate 2.77 0.73 3.50
11 Hyflow Supercel 0.10 0.03 0.13
12 Hydrogen Peroxide 5.04 1.32 6.36
13 Ferrous Sulfate 7H2O 3.02 0.79 3.82
14 CAD 17 Sodium AlumiatePolysulphate 2.38 0.62 3.00
15 Acticid MBS /Preventol 5 0.09 0.02 0.11
PERGASOL BLUE R LIQ.
1 4,4-Diamino-2-Methyl Azobenzol 0.40 0.30 0.69
2 Surfynol 104E 0.01 0.01 0.02
3 Hydrochloric Acid 1.18 0.89 2.07
4 Sodium Nitrite 0.72 0.54 1.26
5 Sulfamic Acid 0.03 0.02 0.05
6 1- amino, 8-naphthol, 3,6-disulfonic acid 1.29 0.97 2.26
7 Lithium Hydroxide 0.47 0.35 0.81
8 Hyflow Supercel 0.02 0.02 0.04
9 Hydrogen Peroxide 2.54 1.91 4.45
10 Ferrous Sulfate 7H2O 1.10 0.83 1.93
11 Acticid MBS /PreventolBm 5 0.03 0.02 0.05
12 T.G. Urea 0.66 0.50 1.16
PERGASOL YELLOW S-Z LIQUID
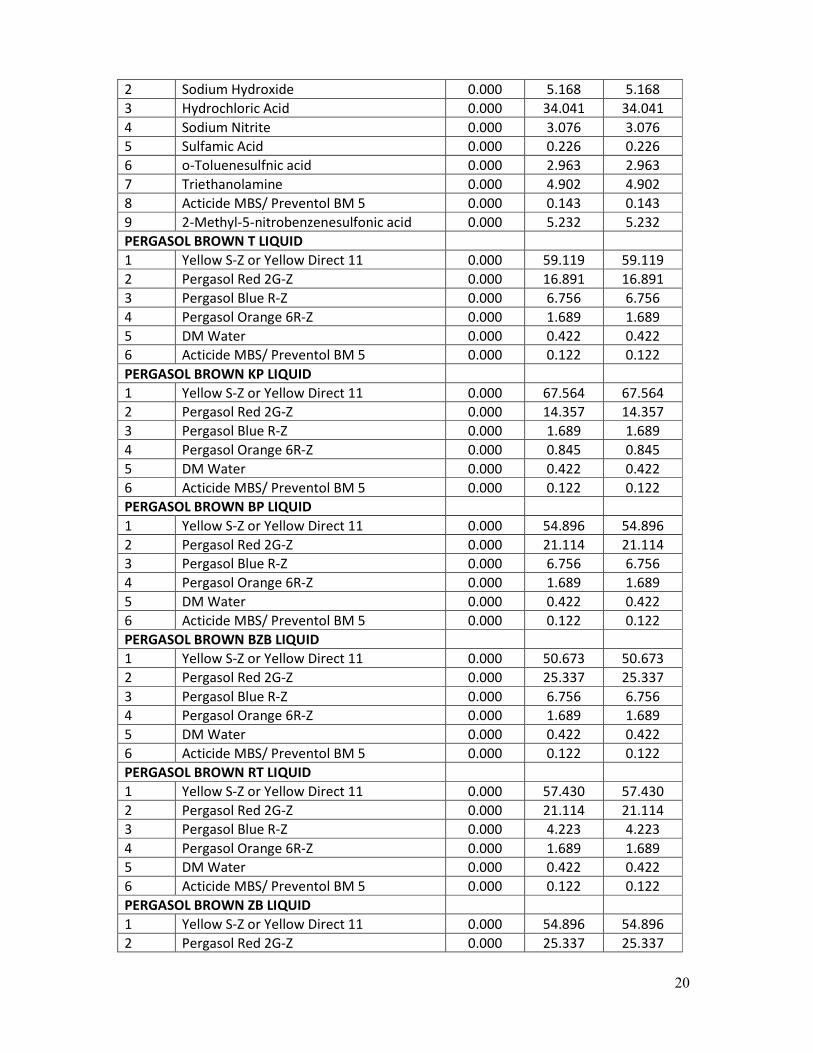
1 2-Methyl-5-nitrobenzenesulfonic acid 0.000 5.232 5.232
Page 20
20
2 Sodium Hydroxide 0.000 5.168 5.168
3 Hydrochloric Acid 0.000 34.041 34.041
4 Sodium Nitrite 0.000 3.076 3.076
5 Sulfamic Acid 0.000 0.226 0.226
6 o-Toluenesulfnic acid 0.000 2.963 2.963
7 Triethanolamine 0.000 4.902 4.902
8 Acticide MBS/ Preventol BM 5 0.000 0.143 0.143
9 2-Methyl-5-nitrobenzenesulfonic acid 0.000 5.232 5.232
PERGASOL BROWN T LIQUID
1 Yellow S-Z or Yellow Direct 11 0.000 59.119 59.119
2 Pergasol Red 2G-Z 0.000 16.891 16.891
3 Pergasol Blue R-Z 0.000 6.756 6.756
4 Pergasol Orange 6R-Z 0.000 1.689 1.689
5 DM Water 0.000 0.422 0.422
6 Acticide MBS/ Preventol BM 5 0.000 0.122 0.122
PERGASOL BROWN KP LIQUID
1 Yellow S-Z or Yellow Direct 11 0.000 67.564 67.564
2 Pergasol Red 2G-Z 0.000 14.357 14.357
3 Pergasol Blue R-Z 0.000 1.689 1.689
4 Pergasol Orange 6R-Z 0.000 0.845 0.845
5 DM Water 0.000 0.422 0.422
6 Acticide MBS/ Preventol BM 5 0.000 0.122 0.122
PERGASOL BROWN BP LIQUID
1 Yellow S-Z or Yellow Direct 11 0.000 54.896 54.896
2 Pergasol Red 2G-Z 0.000 21.114 21.114
3 Pergasol Blue R-Z 0.000 6.756 6.756
4 Pergasol Orange 6R-Z 0.000 1.689 1.689
5 DM Water 0.000 0.422 0.422
6 Acticide MBS/ Preventol BM 5 0.000 0.122 0.122
PERGASOL BROWN BZB LIQUID
1 Yellow S-Z or Yellow Direct 11 0.000 50.673 50.673
2 Pergasol Red 2G-Z 0.000 25.337 25.337
3 Pergasol Blue R-Z 0.000 6.756 6.756
4 Pergasol Orange 6R-Z 0.000 1.689 1.689
5 DM Water 0.000 0.422 0.422
6 Acticide MBS/ Preventol BM 5 0.000 0.122 0.122
PERGASOL BROWN RT LIQUID
1 Yellow S-Z or Yellow Direct 11 0.000 57.430 57.430
2 Pergasol Red 2G-Z 0.000 21.114 21.114
3 Pergasol Blue R-Z 0.000 4.223 4.223
4 Pergasol Orange 6R-Z 0.000 1.689 1.689
5 DM Water 0.000 0.422 0.422
6 Acticide MBS/ Preventol BM 5 0.000 0.122 0.122
PERGASOL BROWN ZB LIQUID
1 Yellow S-Z or Yellow Direct 11 0.000 54.896 54.896
2 Pergasol Red 2G-Z 0.000 25.337 25.337
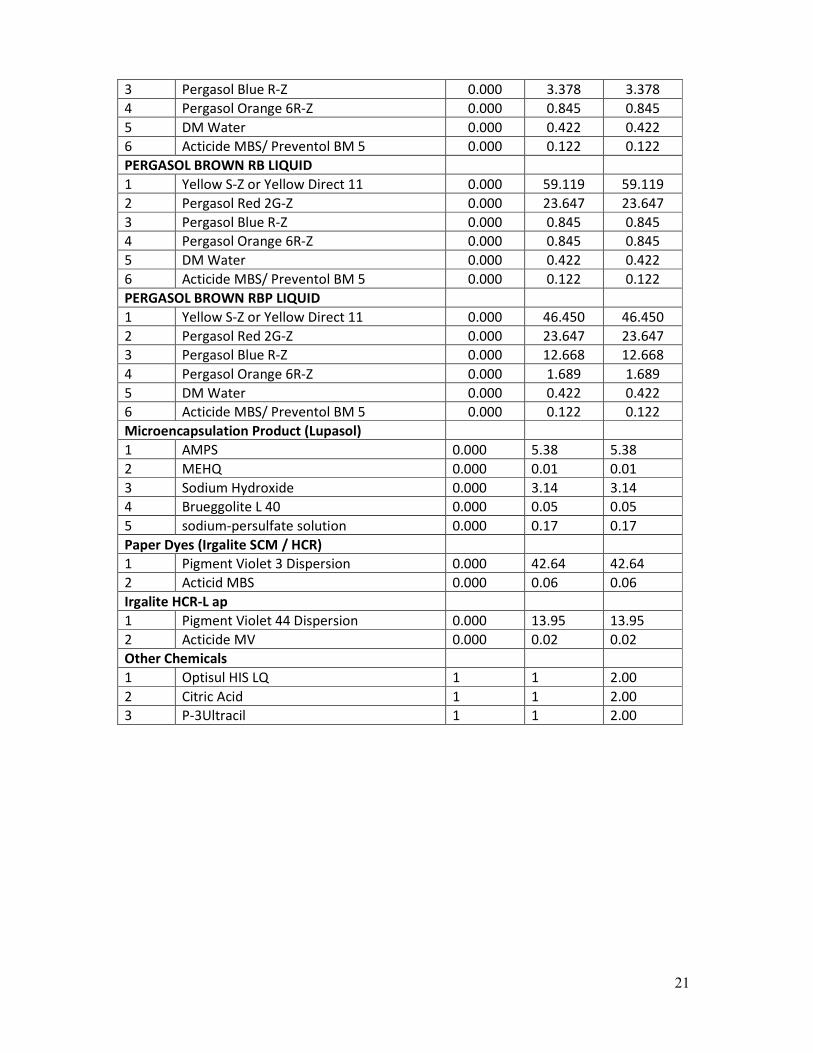
Page 21
21
3 Pergasol Blue R-Z 0.000 3.378 3.378
4 Pergasol Orange 6R-Z 0.000 0.845 0.845
5 DM Water 0.000 0.422 0.422
6 Acticide MBS/ Preventol BM 5 0.000 0.122 0.122
PERGASOL BROWN RB LIQUID
1 Yellow S-Z or Yellow Direct 11 0.000 59.119 59.119
2 Pergasol Red 2G-Z 0.000 23.647 23.647
3 Pergasol Blue R-Z 0.000 0.845 0.845
4 Pergasol Orange 6R-Z 0.000 0.845 0.845
5 DM Water 0.000 0.422 0.422
6 Acticide MBS/ Preventol BM 5 0.000 0.122 0.122
PERGASOL BROWN RBP LIQUID
1 Yellow S-Z or Yellow Direct 11 0.000 46.450 46.450
2 Pergasol Red 2G-Z 0.000 23.647 23.647
3 Pergasol Blue R-Z 0.000 12.668 12.668
4 Pergasol Orange 6R-Z 0.000 1.689 1.689
5 DM Water 0.000 0.422 0.422
6 Acticide MBS/ Preventol BM 5 0.000 0.122 0.122
Microencapsulation Product (Lupasol)
1 AMPS 0.000 5.38 5.38
2 MEHQ 0.000 0.01 0.01
3 Sodium Hydroxide 0.000 3.14 3.14
4 Brueggolite L 40 0.000 0.05 0.05
5 sodium-persulfate solution 0.000 0.17 0.17
Paper Dyes (Irgalite SCM / HCR)
1 Pigment Violet 3 Dispersion 0.000 42.64 42.64
2 Acticid MBS 0.000 0.06 0.06
Irgalite HCR-L ap
1 Pigment Violet 44 Dispersion 0.000 13.95 13.95
2 Acticide MV 0.000 0.02 0.02
Other Chemicals
1 Optisul HIS LQ 1 1 2.00
2 Citric Acid 1 1 2.00
3 P-3Ultracil 1 1 2.00
Page 22
22
ANNEXURE: 3
BRIEF MANUFACTRING PROCESS, CHEMICAL REACTION AND MASS BALANCE WITH FLOW
DIAGRAM
DESCRIPTION OF MANUFACTURING PROCESS (EXISTING)
1) DEVELOPER PERGAFAST 201
A solution of aminophenol in a mixture of toluene and dimethylacetamide is reacted with para
tolueneisocyanate at 40o-50
oC to form the intermediate. The intermediate is then isolated into an
aqueous phase as the sodium salt and the toluene layer is removed. The intermediate is then
reacted with para tolunesulphonylchloride in the presence of aqueous sodium hydroxide. After
completion of reaction, distillation is carried out to remove any traces of residual solvent. The
product is then acidified.
The product is washed with Methanol and dried. This product is Pergafast – 201 packed in bag.
Chemical Reaction:
NaOH + + +
3-Amino Phenol p-Toluenesulphonylisocynate p-Toluenesulphonylchloride
Pergafast 201
Page 23
23
MATERIAL BALANCE FOR PERGAFAST-201
Page 24
24
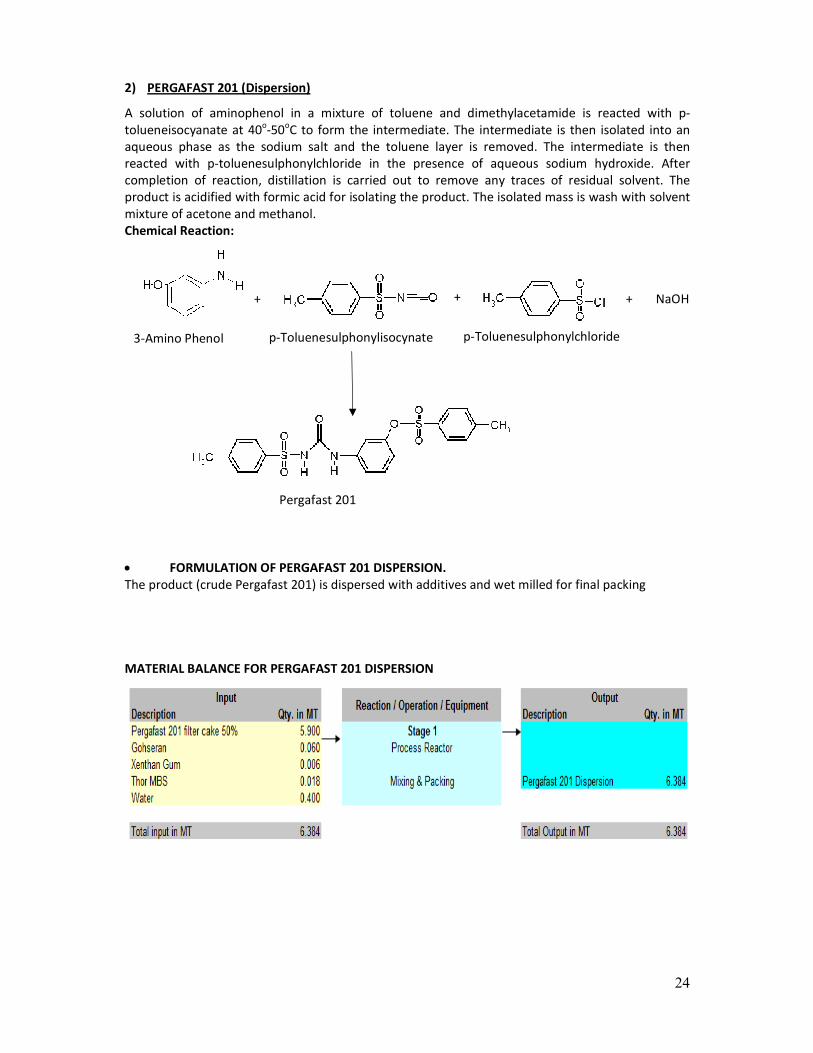
2) PERGAFAST 201 (Dispersion)
A solution of aminophenol in a mixture of toluene and dimethylacetamide is reacted with p-
tolueneisocyanate at 40o-50
oC to form the intermediate. The intermediate is then isolated into an
aqueous phase as the sodium salt and the toluene layer is removed. The intermediate is then
reacted with p-toluenesulphonylchloride in the presence of aqueous sodium hydroxide. After
completion of reaction, distillation is carried out to remove any traces of residual solvent. The
product is acidified with formic acid for isolating the product. The isolated mass is wash with solvent
mixture of acetone and methanol.
Chemical Reaction:
• FORMULATION OF PERGAFAST 201 DISPERSION.
The product (crude Pergafast 201) is dispersed with additives and wet milled for final packing
MATERIAL BALANCE FOR PERGAFAST 201 DISPERSION
NaOH + + +
3-Amino Phenol p-Toluenesulphonylisocynate p-Toluenesulphonylchloride
Pergafast 201
Page 25
DESCRIPTION OF MANUFACTURING PROCESS
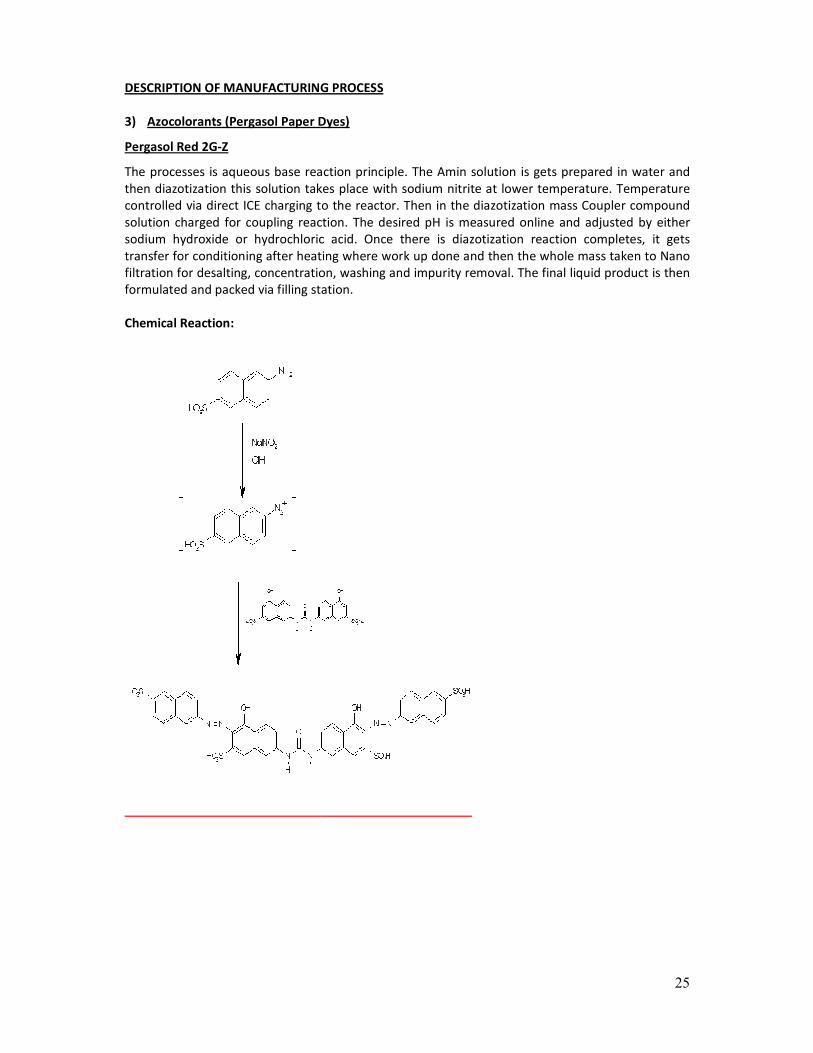
3) Azocolorants (Pergasol Paper Dyes)
Pergasol Red 2G-Z
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. Then in the diazotization mass Coupler compound
solution charged for coupling reaction. The desired pH is measured online and adju
sodium hydroxide or hydrochloric acid. Once there is diazotization reaction completes, it gets
transfer for conditioning after heating where work up done and then the whole mass taken to Nano
filtration for desalting, concentration, washing
formulated and packed via filling station.
Chemical Reaction:
DESCRIPTION OF MANUFACTURING PROCESS
Azocolorants (Pergasol Paper Dyes)
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. Then in the diazotization mass Coupler compound
solution charged for coupling reaction. The desired pH is measured online and adju
sodium hydroxide or hydrochloric acid. Once there is diazotization reaction completes, it gets
transfer for conditioning after heating where work up done and then the whole mass taken to Nano
filtration for desalting, concentration, washing and impurity removal. The final liquid product is then
formulated and packed via filling station.
25
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. Then in the diazotization mass Coupler compound
solution charged for coupling reaction. The desired pH is measured online and adjusted by either
sodium hydroxide or hydrochloric acid. Once there is diazotization reaction completes, it gets
transfer for conditioning after heating where work up done and then the whole mass taken to Nano
and impurity removal. The final liquid product is then
Page 26
26
Material Balance for Pergasol Red 2G-Z
Description Qty. in MT Description Qty. in MT
DM water 4.920 Stage 1
2-Naphthalamine-6-Sulfonic Acid 0.960 Amine Slurry
Hydrochloric Acid 0.660 Stage 2
Sodium Nitrite 0.813
Ice 2.160 Diazotization
Surfynol 104 PG-50 0.001
Sulfamic Acid 0.075
DM water 4.080
DM water 6.120 Stage 3
J-Acid-Urea Disodium Salt 1.200 Coupling Slurry
Ice 1.800 Stage 4
Sodium Hydroxide 0.866
DM water 0.120 Coupling reaction & Clarrification
Hyflow Supercel 0.015 Hyflo waste 0.019
Sodium bi-carbonate 0.180
Process water 5.000
DM Water washing 44.000 Stage 5
Hydrogen Peroxide 1.250 Waste Water 59.400
Ferrous Sulfate 7H2O 0.750 Nano-filtration
Acticid MBS/ Preventol Bm 5 0.035 Stage 6
DM water 1.790
Glutaraldehyde 0.024 Formulation & Packing
Pergasol Red 2G-Z LIQ 17.400
Total input in MT 76.819 Total Output in MT 76.819
InputReaction / Operation / Equipment
Output
Page 27
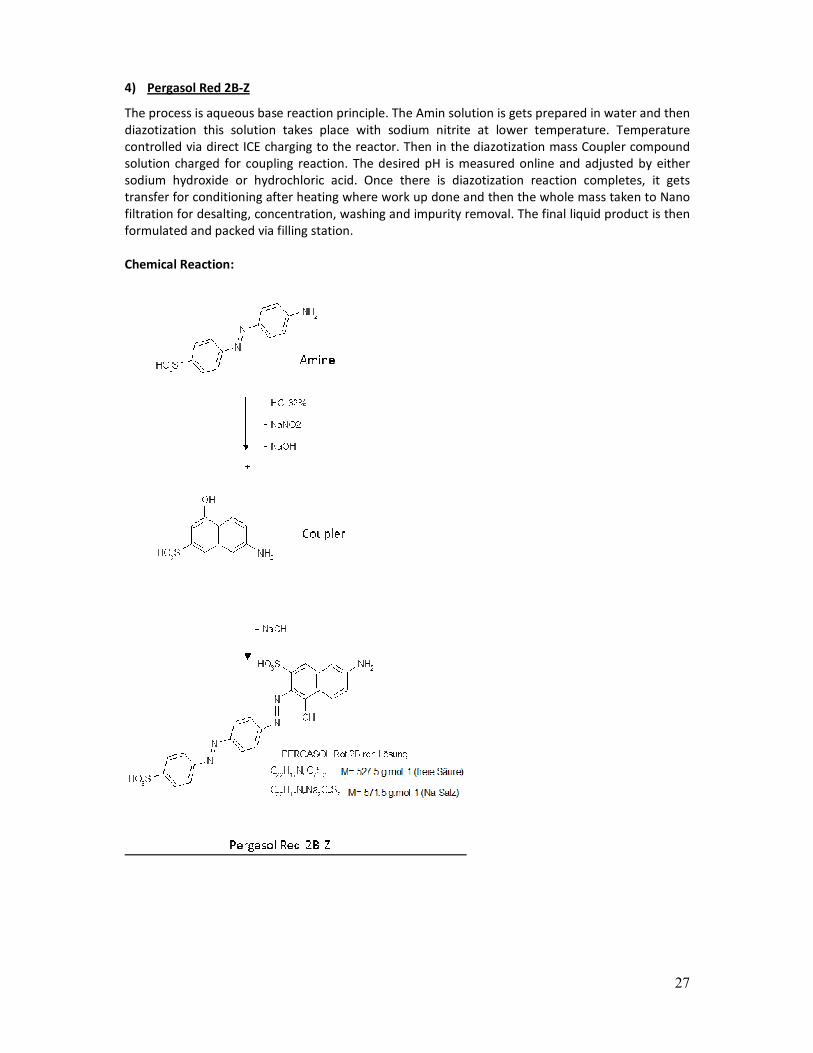
4) Pergasol Red 2B-Z
The process is aqueous base reaction principle. The Amin solution is gets prepared in water and then
diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. Then in the diazotizatio
solution charged for coupling reaction. The desired pH is measured online and adjusted by either
sodium hydroxide or hydrochloric acid. Once there is diazotization reaction completes, it gets
transfer for conditioning after heating
filtration for desalting, concentration, washing and impurity removal. The final liquid product is then
formulated and packed via filling station.
Chemical Reaction:
aqueous base reaction principle. The Amin solution is gets prepared in water and then
diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. Then in the diazotization mass Coupler compound
solution charged for coupling reaction. The desired pH is measured online and adjusted by either
sodium hydroxide or hydrochloric acid. Once there is diazotization reaction completes, it gets
transfer for conditioning after heating where work up done and then the whole mass taken to Nano
filtration for desalting, concentration, washing and impurity removal. The final liquid product is then
formulated and packed via filling station.
27
aqueous base reaction principle. The Amin solution is gets prepared in water and then
diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
n mass Coupler compound
solution charged for coupling reaction. The desired pH is measured online and adjusted by either
sodium hydroxide or hydrochloric acid. Once there is diazotization reaction completes, it gets
where work up done and then the whole mass taken to Nano
filtration for desalting, concentration, washing and impurity removal. The final liquid product is then
Page 28
28
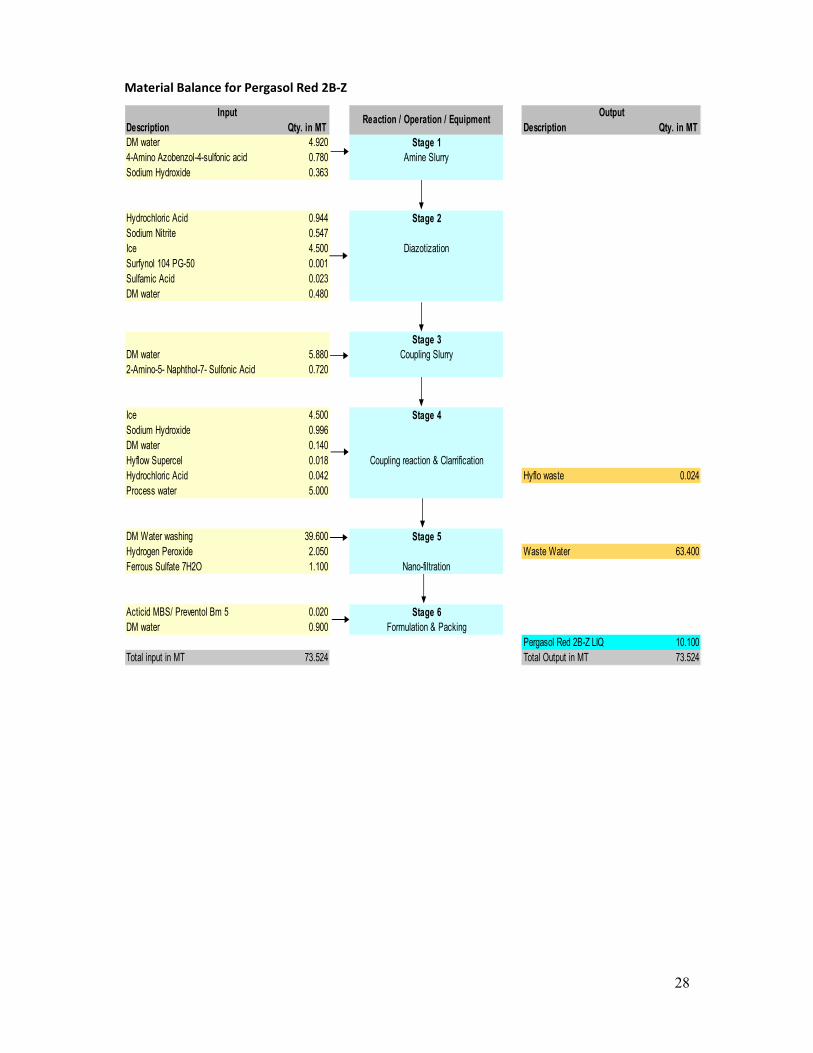
Material Balance for Pergasol Red 2B-Z
Description Qty. in MT Description Qty. in MT
DM water 4.920 Stage 1
4-Amino Azobenzol-4-sulfonic acid 0.780 Amine Slurry
Sodium Hydroxide 0.363
Hydrochloric Acid 0.944 Stage 2
Sodium Nitrite 0.547
Ice 4.500 Diazotization
Surfynol 104 PG-50 0.001
Sulfamic Acid 0.023
DM water 0.480
Stage 3
DM water 5.880 Coupling Slurry
2-Amino-5- Naphthol-7- Sulfonic Acid 0.720
Ice 4.500 Stage 4
Sodium Hydroxide 0.996
DM water 0.140
Hyflow Supercel 0.018 Coupling reaction & Clarrification
Hydrochloric Acid 0.042 Hyflo waste 0.024
Process water 5.000
DM Water washing 39.600 Stage 5
Hydrogen Peroxide 2.050 Waste Water 63.400
Ferrous Sulfate 7H2O 1.100 Nano-filtration
Acticid MBS/ Preventol Bm 5 0.020 Stage 6
DM water 0.900 Formulation & Packing
Pergasol Red 2B-Z LIQ 10.100
Total input in MT 73.524 Total Output in MT 73.524
InputReaction / Operation / Equipment
Output
Page 29
29
5)Pergasol Orange 6R-Z
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. Then in the diazotization mass Coupler compound
solution charged for coupling reaction. The desired pH is measured online and adjusted by either
sodium hydroxide or hydrochloric acid. Once there is diazotization reaction completes, it gets
transfer for conditioning after heating where work up done and then the whole mass taken to Nano
filtration for desalting, concentration, washing and impurity removal. The final liquid product is then
formulated and packed via filling station.
Chemical Reaction: CH
3
NH2
HO3S
NH2
COOH
+
N N
O
OH OH
HO3S
H H
NN N N
CH3
HO3S
OH
O
SO3H
N N
O
OH OH
SO3HHO
3S
H H
+
N,N'-Bis-(I-Säure)-Harnstoff
1.) HCl2.) NaNO2
C35
H26
N6S
3O
14
C35
H22
N6Na
4S
3O
14
NaOH, H2O
Pergasol Orange 6R
M= 850,8 g.mol -1, freie Säure
M= 938,7 g.mol -1, Na-Salt
pH= 7,0-7,5
4-Amino-benzoesäure
2-Aminotoluol-5-sulfosäure
T<15°C
Page 30
30
Material Balance for Pergasol Orange 6R-Z
Description Qty. in MT Description Qty. in MT
DM water 6.120 Stage 1
2-Aminotoluol-5-sulphonic acid 0.384 Amine Slurry
4-Amino benzoic acid 0.270
Hydrochloric Acid 0.768 Stage 2
Sodium Nitrite 0.756
Ice 0.300 Diazotization
Sulfamic Acid 0.071
DM water 0.480
DM water 6.120 Stage 3
J-Acid-Urea Disodium Salt 1.200 Coupling Slurry
Ice 3.000 Stage 4
Hydrochloric Acid 0.060
Sodium Hydroxide 0.845
DM water 6.200 Coupling reaction & Clarrification
Hyflow Supercel 0.025
Sodium bi-carbonate 0.360 Hyflo waste 0.026
Process water 5.000
DM Water washing 33.000 Stage 5
Hydrogen Peroxide 1.290 Nano-filtration Waste Water 57.500
Ferrous Sulfate 7H2O 0.774
Acticid MBS/ Preventol Bm 5 0.022 Stage 6
DM water 1.180
Glutaraldehyde 0.018 Formulation & Packing
Am Phenyl-Me0B-7-Acid 0.033
Pergasol Orange 6R-Z LIQ 10.750
Total input in MT 68.276 Total Output in MT 68.276
InputReaction / Operation / Equipment
Output
Page 31
31
6) Pergasol Blue 2R-Z
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. Then in the diazotization mass Coupler compound
solution charged for coupling reaction. The desired pH is measured online and adjusted by sodium
hydroxide. The coupling reaction mass is precipitated out with hydrochloric acid & ultra-filtered and
processed further to produce by doing Copperization reaction with copper sulfate and Ammonia.
After Copperization, whole solution is clarified for Nano filtration to concentrate the solution &
reduce the salt content & finally Pergasol Blue 2R-Z is formulated & packed.
Chemical Reaction:
NH2
O
N+O
O OH
SO3HHO
3S
ClH
NaNO2
NN
OH
SO3H
HO3S
N+
O
O
O
NN
OH
SO3H
HO3S
O
NN O
NN
OH
HO3S SO
3H
NN
O
SO3H
HO3S
O
NN O
NN
O
HO3S SO
3H
Cu
NH3
CuSO4. OH
2
Cu
2-amino-5.nitroanisol
1-naphtol-3,6-disulfosäure
NaOHGlucose
(UF)
5
PERGASOL BLAU 2R Roh Flüssig
Page 32
32
Material Balance for Pergasol Blue 2R-Z
Description Qty. in MT Description Qty. in MT
DM Water 4.485 Stage 1
2-amino -5nitroanisole 0.575 Amine Slurry
Sodium Hydroxide 0.172
Hydrochloric Acid 0.971 Stage 2
Sodium Nitrite 0.675
Ice 3.450 Diazotization
Sulfamic Acid 0.060
DM Water 0.230
DM Water 5.623 Stage 3
1 - Naphthol - 3,6 Disulfonic Acid 1.926 Coupling Slurry
Sodium Hydroxide 0.690 Stage 4
DM water 1.265
Glucose 1 Aq Ph 0.460
Sodium Hydroxide 1.696 Coupling reaction, Reduction
Surfynol 104 PG-50 0.007
Process water 10.000
DM Water washing 40.300 Stage 5
Ultra-filtration Waste Water 57.600
DM water 4.600 Stage 6
Ammonia 1.000
Copper Sulphate 0.700
Hydrochloric Acid 0.667 Copperization
Hyflow Supercel 0.025 Hyflo waste 0.034
DM water 32.500 Stage 7
Hydrogen Peroxide 1.272
Ferrous Sulfate 7H2O 0.763 Nano-filtration
CAD 17 Sodium Alumiate Polysulphate 0.600 Waste Water 47.900
DM water 1.400 Stage 8
Acticid MBS/ Preventol Bm 5 0.022 Formulation & Packing
Pergasol Blue 2R-Z LIQ 10.600
Total input in MT 116.134 Total Output in MT 116.134
InputReaction / Operation / Equipment
Output
Page 33
33
7) Pergasol Blue R
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. Then in the diazotization mass Coupler compound
solution charged for coupling reaction. The desired pH is measured online and adjusted by Lithium
Hydroxide. Once the reaction completes, it gets transfer for conditioning after heating where work
up done and then the whole mass taken to Nano filtration for desalting, concentration, washing and
impurity removal. The final liquid product is then formulated and packed via filling station.
Chemical Reaction:
N
N
NH2
NH2
ClH
NaNO2
N
N
N2
N2
NH2
OH
HO3S SO
3H
N
N
N
N
N
N
OH
NH2
OH
NH2
HO3S
SO3H
SO3H
HO3S
C33
H26
S4O
14N
8
LiOH
DAMAB= 4,4'-Diamino-2-methyl-azobenzol
0°C-3°C
+
+
Freie säure M= 886,85g.mol-1
Page 34
34
Material Balance for Pergasol Blue R
Description Qty. in MT Description Qty. in MT
DM water 3.360 Stage 1
4,4-Diamino-2-Methyl Azobenzol 0.396 Amine Slurry
Surfynol 104 PG-50 0.002
Hydrochloric Acid 1.184 Stage 3
Sodium Nitrite 0.720
Ice 4.500 Diazotization
Sulfamic Acid 0.027
DM water 0.480
DM water 1.920 Stage 2
1- amino, 8-naphthol, 3,6-disulfonic acid 1.290 Coupling Slurry
Ice 6.750 Stage 4
Surfynol 0.007
Lithium Hydroxide 0.120
Lithium Hydroxide 2.760 Coupling reaction & Clarrification
Hyflow Supercel 0.023
DM water 0.120 Hyflo waste 0.037
Ice 6.000
Process water 5.000
DM Water washing 45.600 Stage 5
Hydrogen Peroxide 2.540 Nano-filtration Waste Water 73.600
Ferrous Sulfate 7H2O 1.100
Acticid MBS/ Preventol Bm 5 0.028 Stage 6
DM water 1.050
T.G. Urea 0.660 Formulation & Packing
Pergasol Blue R LIQ 12.000
Total input in MT 85.637 Total Output in MT 85.637
InputReaction / Operation / Equipment
Output
Page 35
35
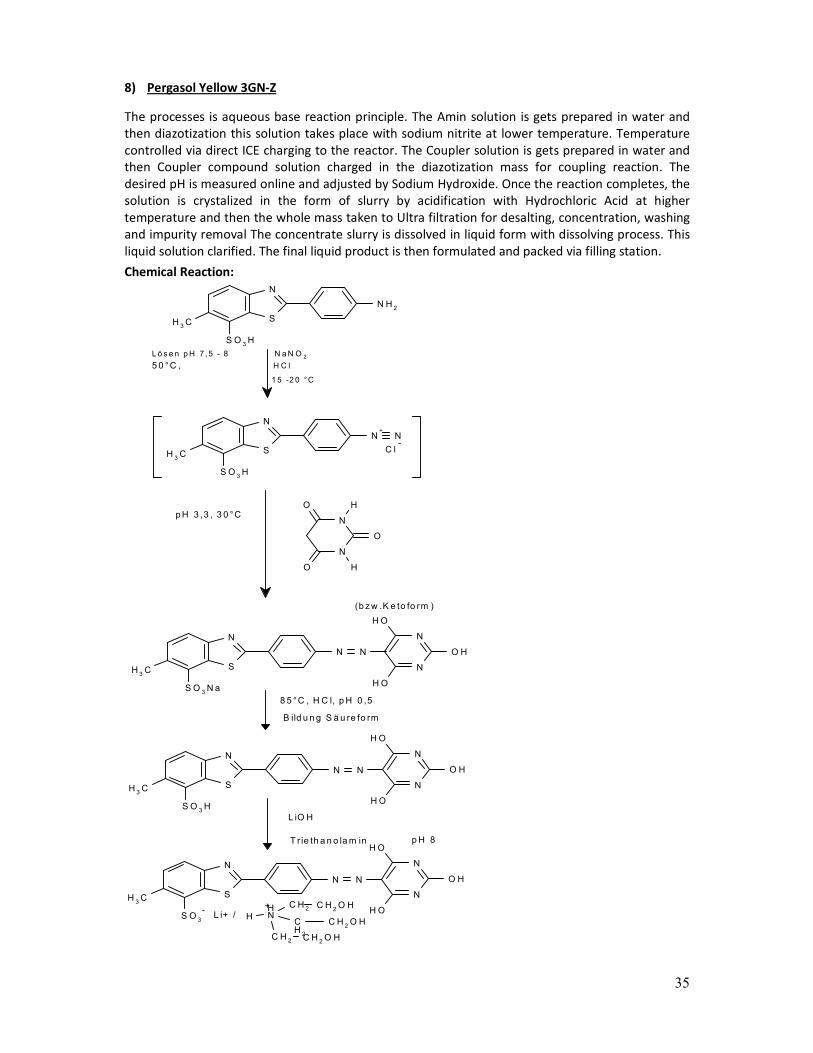
8) Pergasol Yellow 3GN-Z
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. The Coupler solution is gets prepared in water and
then Coupler compound solution charged in the diazotization mass for coupling reaction. The
desired pH is measured online and adjusted by Sodium Hydroxide. Once the reaction completes, the
solution is crystalized in the form of slurry by acidification with Hydrochloric Acid at higher
temperature and then the whole mass taken to Ultra filtration for desalting, concentration, washing
and impurity removal The concentrate slurry is dissolved in liquid form with dissolving process. This
liquid solution clarified. The final liquid product is then formulated and packed via filling station.
Chemical Reaction:
S
N
H3C
S O3
H
N H2
S
N
H3
C
S O3
H
N+
N
N
N
O
O
O
H
H
S
N
H3
C
N N
S O3
N a
N
N
OH
O H
OH
S
N
H3
C
N N
N
N
OH
O H
OHS O
3H
S
N
H3C
N N
N
N
OH
O H
OHS O
3NH C H
2
CH
2C H2
C H2
O HH
C H2
O H
C H2
O H
N a N O 2
H C l
1 5 -2 0 °C
L ö s e n p H 7 ,5 - 86 0 °C5 0 °C ,
p H 3 ,3 , 3 0 °C
8 5 °C , H C l, p H 0 ,5
B ild u n g S ä u re fo rm
L iO H
T r ie th a n o la m in
C l
L i+ /+-
-
p H 8
(b z w .K e to fo rm )
Page 36
36
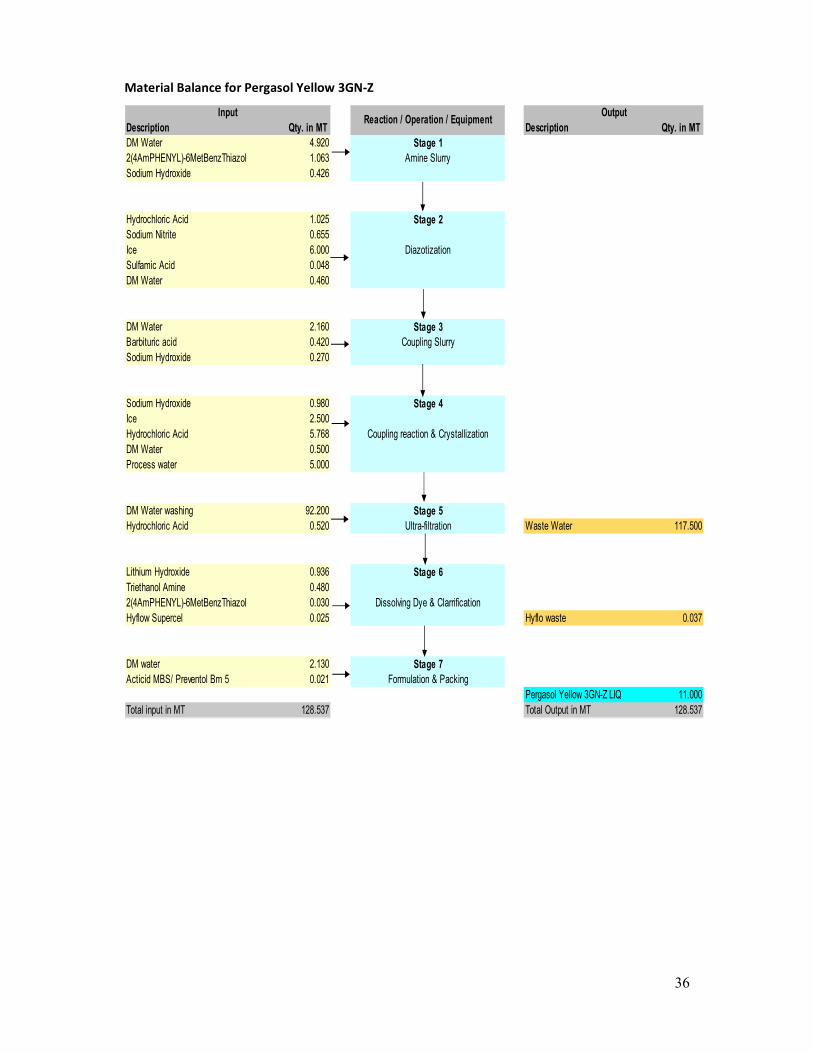
Material Balance for Pergasol Yellow 3GN-Z
Description Qty. in MT Description Qty. in MT
DM Water 4.920 Stage 1
2(4AmPHENYL)-6MetBenzThiazol 1.063 Amine Slurry
Sodium Hydroxide 0.426
Hydrochloric Acid 1.025 Stage 2
Sodium Nitrite 0.655
Ice 6.000 Diazotization
Sulfamic Acid 0.048
DM Water 0.460
DM Water 2.160 Stage 3
Barbituric acid 0.420 Coupling Slurry
Sodium Hydroxide 0.270
Sodium Hydroxide 0.980 Stage 4
Ice 2.500
Hydrochloric Acid 5.768 Coupling reaction & Crystallization
DM Water 0.500
Process water 5.000
DM Water washing 92.200 Stage 5
Hydrochloric Acid 0.520 Ultra-filtration Waste Water 117.500
Lithium Hydroxide 0.936 Stage 6
Triethanol Amine 0.480
2(4AmPHENYL)-6MetBenzThiazol 0.030 Dissolving Dye & Clarrification
Hyflow Supercel 0.025 Hyflo waste 0.037
DM water 2.130 Stage 7
Acticid MBS/ Preventol Bm 5 0.021 Formulation & Packing
Pergasol Yellow 3GN-Z LIQ 11.000
Total input in MT 128.537 Total Output in MT 128.537
InputReaction / Operation / Equipment
Output
Page 37
37
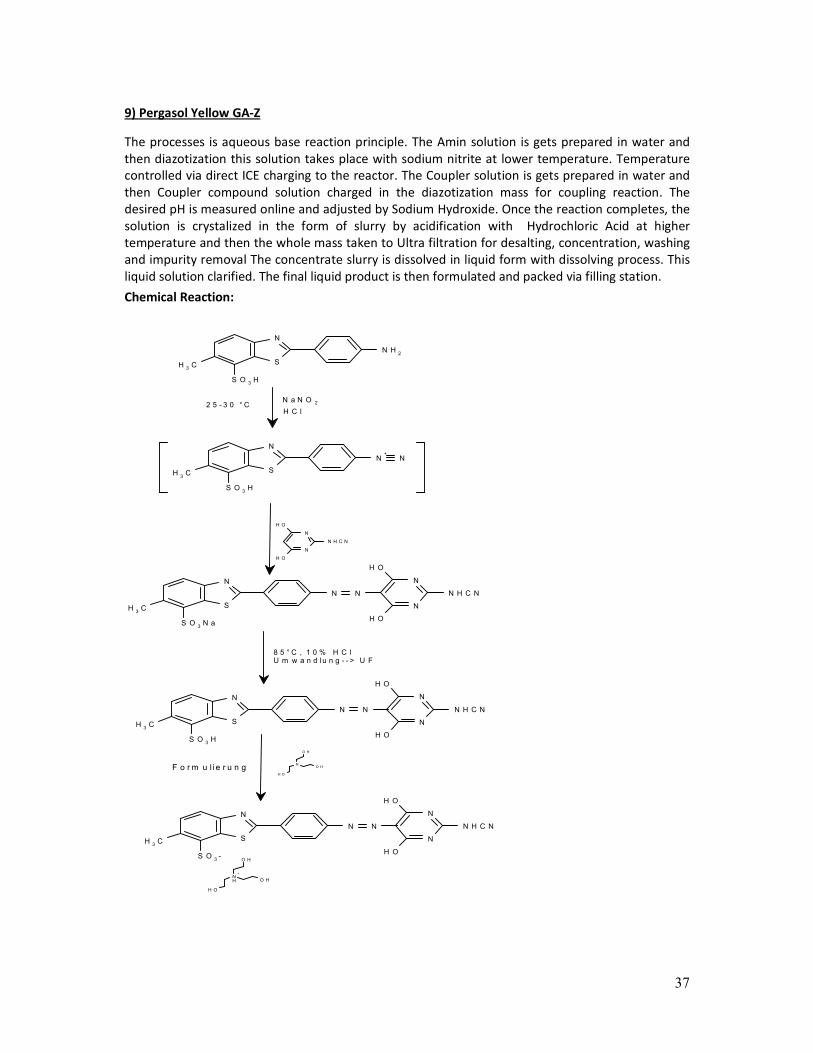
9) Pergasol Yellow GA-Z
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. The Coupler solution is gets prepared in water and
then Coupler compound solution charged in the diazotization mass for coupling reaction. The
desired pH is measured online and adjusted by Sodium Hydroxide. Once the reaction completes, the
solution is crystalized in the form of slurry by acidification with Hydrochloric Acid at higher
temperature and then the whole mass taken to Ultra filtration for desalting, concentration, washing
and impurity removal The concentrate slurry is dissolved in liquid form with dissolving process. This
liquid solution clarified. The final liquid product is then formulated and packed via filling station.
Chemical Reaction:
S
N
H3
C
S O3
H
N H2
S
N
H3
C
S O3
H
N+
N
S
N
H3
C
S O3
N a
N N
N
N
N H C N
OH
OH
N
N
N H C N
OH
OH
S
N
H3
C
S O3
H
N N
N
N
N H C N
OH
OH
S
N
H3
C
S O3
-
N N
N
N
N H C N
OH
OH
N
O H
O H
OH
NH
+
O H
O H
OH
N a N O 2
H C l2 5 - 3 0 ° C
8 5 ° C , 1 0 % H C lU m w a n d lu n g - - > U F
F o r m u l ie r u n g
Page 38
38
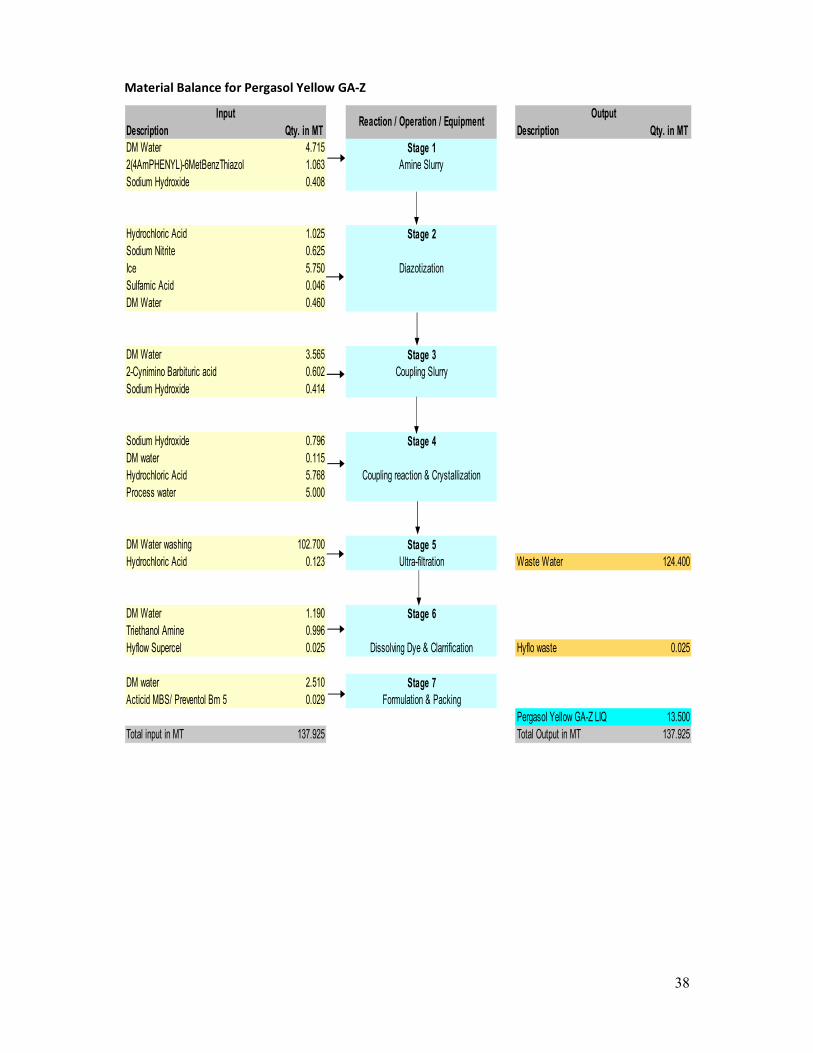
Material Balance for Pergasol Yellow GA-Z
Description Qty. in MT Description Qty. in MT
DM Water 4.715 Stage 1
2(4AmPHENYL)-6MetBenzThiazol 1.063 Amine Slurry
Sodium Hydroxide 0.408
Hydrochloric Acid 1.025 Stage 2
Sodium Nitrite 0.625
Ice 5.750 Diazotization
Sulfamic Acid 0.046
DM Water 0.460
DM Water 3.565 Stage 3
2-Cynimino Barbituric acid 0.602 Coupling Slurry
Sodium Hydroxide 0.414
Sodium Hydroxide 0.796 Stage 4
DM water 0.115
Hydrochloric Acid 5.768 Coupling reaction & Crystallization
Process water 5.000
DM Water washing 102.700 Stage 5
Hydrochloric Acid 0.123 Ultra-filtration Waste Water 124.400
DM Water 1.190 Stage 6
Triethanol Amine 0.996
Hyflow Supercel 0.025 Dissolving Dye & Clarrification Hyflo waste 0.025
DM water 2.510 Stage 7
Acticid MBS/ Preventol Bm 5 0.029 Formulation & Packing
Pergasol Yellow GA-Z LIQ 13.500
Total input in MT 137.925 Total Output in MT 137.925
InputReaction / Operation / Equipment
Output
Page 39
10) Pergasol Yellow G-Z
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. The Coup
then Coupler compound solution charged in the diazotization mass for coupling reaction. The
desired pH is measured online and adjusted by Sodium Hydroxide. Once the reaction completes,
solution is crystalized in the form of slurry by acidification with Hydrochloric Acid at higher
temperature and and then the whole mass taken to Ultra filtration for desalting, concentration,
washing and impurity removal The concentrate slurry is dissolved in liquid form with di
process. This liquid solution clarified
filling station.
Chemical Reaction:
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. The Coupler solution is gets prepared in water and
then Coupler compound solution charged in the diazotization mass for coupling reaction. The
desired pH is measured online and adjusted by Sodium Hydroxide. Once the reaction completes,
in the form of slurry by acidification with Hydrochloric Acid at higher
and then the whole mass taken to Ultra filtration for desalting, concentration,
The concentrate slurry is dissolved in liquid form with di
process. This liquid solution clarified. The final liquid product is then formulated and packed via
39
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
ler solution is gets prepared in water and
then Coupler compound solution charged in the diazotization mass for coupling reaction. The
desired pH is measured online and adjusted by Sodium Hydroxide. Once the reaction completes, the
in the form of slurry by acidification with Hydrochloric Acid at higher
and then the whole mass taken to Ultra filtration for desalting, concentration,
The concentrate slurry is dissolved in liquid form with dissolving
. The final liquid product is then formulated and packed via
Page 40
40
Material Balance for Pergasol Yellow G-Z
Description Qty. in MT Description Qty. in MT
DM Water 4.920 Stage 1
2(4AmPHENYL)-6MetBenzThiazol 1.116 Amine Slurry
Sodium Hydroxide 0.426
Hydrochloric Acid 1.070 Stage 2
Sodium Nitrite 0.651
Ice 6.000 Diazotization
Sulfamic Acid 0.050
DM Water 0.480
DM Water 3.720 Stage 3
2,4,6-Triamino-pyrimidin 0.360 Coupling Slurry
Sodium Hydroxide 0.432
Sodium Hydroxide 0.832 Stage 4
DM water 0.120
Hydrochloric Acid 2.286 Coupling reaction & Crystallization
Process water 5.000
DM Water washing 107.800 Stage 5
Hydrochloric Acid 0.062 Ultra-filtration Waste Water 127.980
DM Water 1.240 Stage 6
Diethanolamine 0.131
3- Ethylamino Propylamine 0.400 Dissolving Dye & Clarrification
N-Methylethanolamine 0.700
Hyflow Supercel 0.025 Hyflo waste 0.031
DM water 2.690 Stage 7
Formulation & Packing
Pergasol Yellow G-Z LIQ 12.500
Total input in MT 140.511 Total Output in MT 140.511
InputReaction / Operation / Equipment
Output
Page 41
41
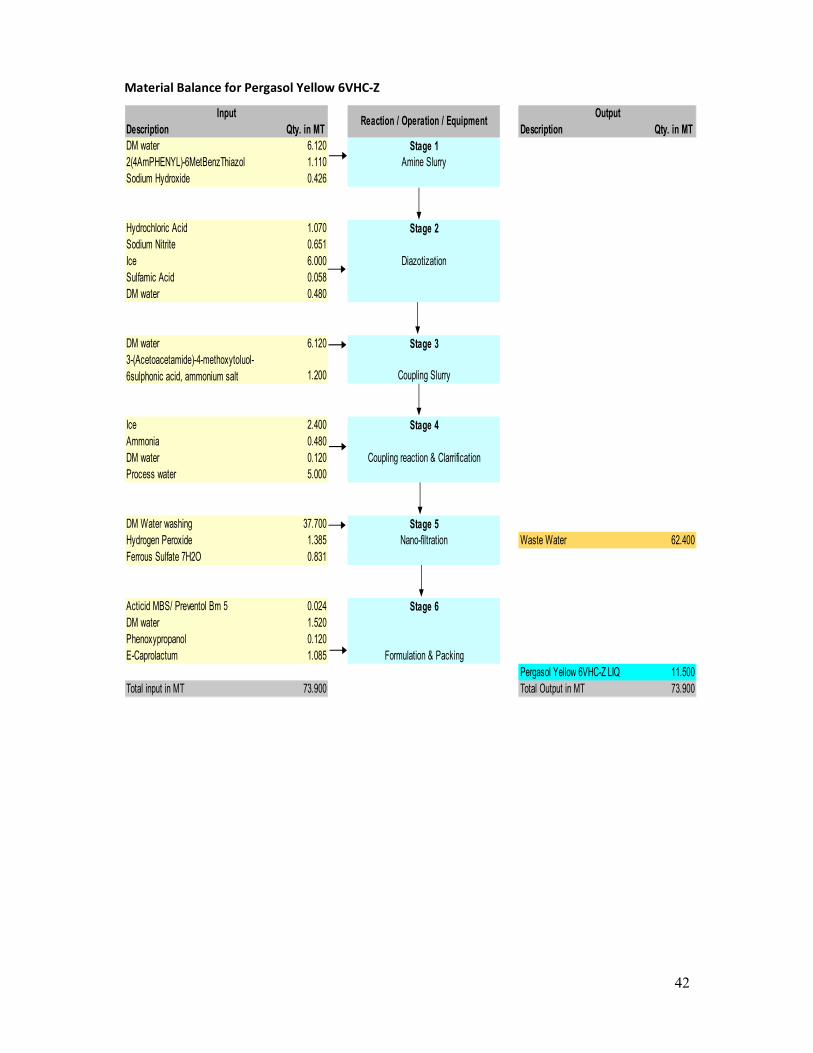
11) Pergasol Yellow 6VHC-Z
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. The Coupler solution is gets prepared in water and
then Coupler compound solution charged in the diazotization mass for coupling reaction. The
desired pH is measured online and adjusted by Ammonia liquid solution. Once the reaction
completes, the solution is clarified and then the whole mass taken to Nano filtration for desalting,
concentration, washing and impurity removal. The final liquid product is then formulated and
packed via filling station.
Chemical Reaction:
S
N
H3C
SO3H
NH2
S
N
H3C
SO3H
N+
N
S
N
H3C
SO3-
N N
CH3
O
NH
O
O
CH3
SO3-
CH3
O
CH3
NH
O
OCH3
SOO
O
H3C
NH4+
NaNO2
HClT<25 °C
NH3 25%
pH 5,0-5,525-30°C
als NH4+ / Na+-Mischsalz vorliegend
Page 42
42
Material Balance for Pergasol Yellow 6VHC-Z
Description Qty. in MT Description Qty. in MT
DM water 6.120 Stage 1
2(4AmPHENYL)-6MetBenzThiazol 1.110 Amine Slurry
Sodium Hydroxide 0.426
Hydrochloric Acid 1.070 Stage 2
Sodium Nitrite 0.651
Ice 6.000 Diazotization
Sulfamic Acid 0.058
DM water 0.480
DM water 6.120 Stage 3
3-(Acetoacetamide)-4-methoxytoluol-
6sulphonic acid, ammonium salt 1.200 Coupling Slurry
Ice 2.400 Stage 4
Ammonia 0.480
DM water 0.120 Coupling reaction & Clarrification
Process water 5.000
DM Water washing 37.700 Stage 5
Hydrogen Peroxide 1.385 Nano-filtration Waste Water 62.400
Ferrous Sulfate 7H2O 0.831
Acticid MBS/ Preventol Bm 5 0.024 Stage 6
DM water 1.520
Phenoxypropanol 0.120
E-Caprolactum 1.085 Formulation & Packing
Pergasol Yellow 6VHC-Z LIQ 11.500
Total input in MT 73.900 Total Output in MT 73.900
InputReaction / Operation / Equipment
Output
Page 43
43
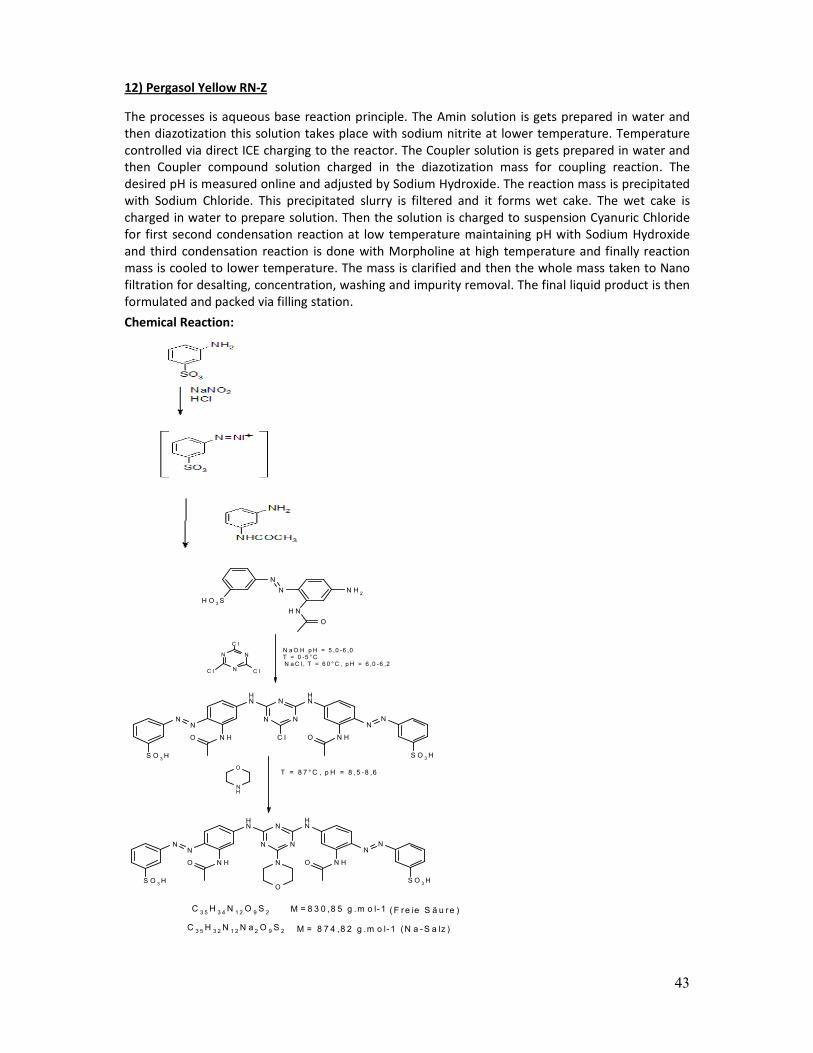
12) Pergasol Yellow RN-Z
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. The Coupler solution is gets prepared in water and
then Coupler compound solution charged in the diazotization mass for coupling reaction. The
desired pH is measured online and adjusted by Sodium Hydroxide. The reaction mass is precipitated
with Sodium Chloride. This precipitated slurry is filtered and it forms wet cake. The wet cake is
charged in water to prepare solution. Then the solution is charged to suspension Cyanuric Chloride
for first second condensation reaction at low temperature maintaining pH with Sodium Hydroxide
and third condensation reaction is done with Morpholine at high temperature and finally reaction
mass is cooled to lower temperature. The mass is clarified and then the whole mass taken to Nano
filtration for desalting, concentration, washing and impurity removal. The final liquid product is then
formulated and packed via filling station.
Chemical Reaction:
NN
N C l
C l
C l
NH
O
N a O H p H = 5 ,0 -6 ,0T = 0 -5 ° CN a C l, T = 6 0 ° C , p H = 6 ,0 -6 ,2
C3 5
H3 4
N1 2
O9
S2
N
N
NH
N H2
H O3S
O
N
N NH
NH
C l
NNN
N HO
NN
N HO
S O3H S O
3H
N
N NH
NH
N
NNN
N HO
NN
N HO
OS O
3HS O
3H
C3 5
H3 2
N1 2
N a2
O9
S2
T = 8 7 ° C , p H = 8 ,5 -8 ,6
M = 8 3 0 ,8 5 g .m o l- 1 ( F re ie S ä u re )
M = 8 7 4 ,8 2 g .m o l- 1 (N a - S a lz )
Page 44
44
Material Balance for Pergasol Yellow RN-Z
Description Qty. in MT Description Qty. in MT
DM Water 2.750 Stage 1
Aniline -3-sulfosaeure (Metanilic Acid) 0.743 Amine Slurry
Hydrochloric Acid 0.715 Stage 2
Sodium Nitrite 0.814
Ice 0.275 Diazotization
Sulfamic Acid 0.550
DM water 0.220
DM Water 1.980 Stage 3
3-Acetamidoanilinium chloride 0.880 Coupling Slurry
Sodium Hydroxide 1.749 Stage 4
DM water 0.410
Sodium bi-carbonate 0.138
Ice 2.750 Coupling reaction, Precipitation, Filtration
Pure Salt 3.100 Waste Water 34.900
DM water 15.000
Process water 5.000
DM Water 7.810 Stage 5
Surfynol 104 PG-50 0.001 Slurry Preparation
DM Water 2.600 Stage 6
Ice 7.000
Surfynol 104 PG-50 0.001
Cyanuric Chloride 0.300
Sodium Hydroxide 1.900
Morpholine Bulk 0.220 Condensation & Clarrification
Hydrochloric Acid 0.116
Hyflow Supercel 0.015 Hyflo waste 0.033
DM water 48.000 Stage 7
Hydrogen Peroxide 0.889 Nano-filtration
Ferrous Sulfate 7H2O 0.534 Waste Water 64.800
DM water 0.760 Stage 8
E-Caprolactum 0.750
Acticid MBS/ Preventol Bm 5 0.013 Formulation & Packing
Pergasol Yellow RN-Z LIQ 8.250
Total input in MT 107.983 Total Output in MT 107.983
InputReaction / Operation / Equipment
Output
Page 45
45
13) Pergasol Red 3B-Z
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. The Coupler solution is gets prepared in water and
then Coupler compound solution charged in the diazotization mass for coupling reaction. The
desired pH is measured online and adjusted by Sodium Hydroxide. The reaction mass is precipitated
with Sodium Chloride. This precipitated slurry is filtered and it forms wet cake. The wet cake is
charged in water to prepare solution. Then the solution is charged to suspension Cyanuric Chloride
for first second condensation reaction at low temperature maintaining pH with Sodium Hydroxide
and third condensation reaction is done with Mono Ethanolamine at high temperature and finally
reaction mass is cooled to lower temperature. The mass is clarified and then the whole mass taken
to Nano filtration for desalting, concentration, washing and impurity removal. The final liquid
product is then formulated and packed via filling station.
Chemical Reaction:
Page 46
46
Material Balance for Pergasol Red 3B-Z
Description Qty. in MT Description Qty. in MT
DM Water 3.296 Stage 1
4-Aminoazobenzol-4-Sulfonic Acid 0.522 Amine Slurry
Sodium Hydroxide 0.241
Hydrochloric Acid 0.631 Stage 2
Sodium Nitrite 0.361
Ice 3.600 Diazotization
Surfynol 104 PG-50 0.001
Sulfamic Acid 0.010
DM water 0.321
DM Water 4.100 Stage 3
2-Amino-5- Naphthol-7- Sulfonic Acid 0.552 Coupling Slurry
Ice 3.600 Stage 4
Sodium Hydroxide 0.682
DM water 0.240
Sodium Chloride 3.618 Coupling reaction, Precipitation, Filtration
Hydrochloric Acid 0.024 Waste Water 23.761
Process water 10.000
Surfynol 104 PG-50 0.001 Stage 5
Sodium Hydroxide 0.040 Slurry Preparation
DM water 9.049
DM water 2.520 Stage 6
Ice 10.200
Surfynol 104 PG-50 0.007
Pure Salt 0.360
Sodium Hydroxide 2.257
Mono Ethanolamine 0.288 Condensation & Clarrification
Hydrochloric Acid 0.139
Hyflow Supercel 0.030 Hyflo waste 0.038
DM water 38.300 Stage 7
Hydrogen Peroxide 0.889 Nano-filtration
Ferrous Sulfate 7H2O 0.534 Waste Water 68.900
DM water 2.162 Stage 8
Benzyl alcohol 0.159
Acticid MBS/ Preventol Bm 5 0.015 Formulation & Packing
Pergasol Red 3B-Z LIQ 6.050
Total input in MT 98.749 Total Output in MT 98.749
InputReaction / Operation / Equipment
Output
Page 47
47
14) Process Description of Lupasol
[1-Propanesulfonic acid, 2-methyl-2-[(1-oxo-2-propenyl) amino]-, monosodium salt,homopolymer]
2-Acrylamido-2-methylpropane sulfonic acid (AMPS) is charged in to the reactor with water. The
mass is stirred and then other raw material like Caustic soda. Heat the mass and add Sodium
Persulphate. The product is then cooled after addition of water. The product is stored in
intermediate tank from where it is packed.
Chemical Reaction
AMPS �PolyAMPS
Redox initiator
�
Material Balance for Lupasol
Description Qty. in MT Description Qty. in MT
AMPS 1.793 Stage 1
MEHQ 0.004 Polymerization
Sodium Hydroxide 1.340
Brueggolite L 40 0.015 Process Reactor Losses - VOC's 0.008
DM Water 6.798
sodium-persulfate solution 0.058
Intermediate Storage Storage
Storage Tank
Packing Material Packing Lupasol 10.000
Total input in MT 10.008 Total Output in MT 10.008
InputReaction / Operation / Equipment
Output
Page 48
48
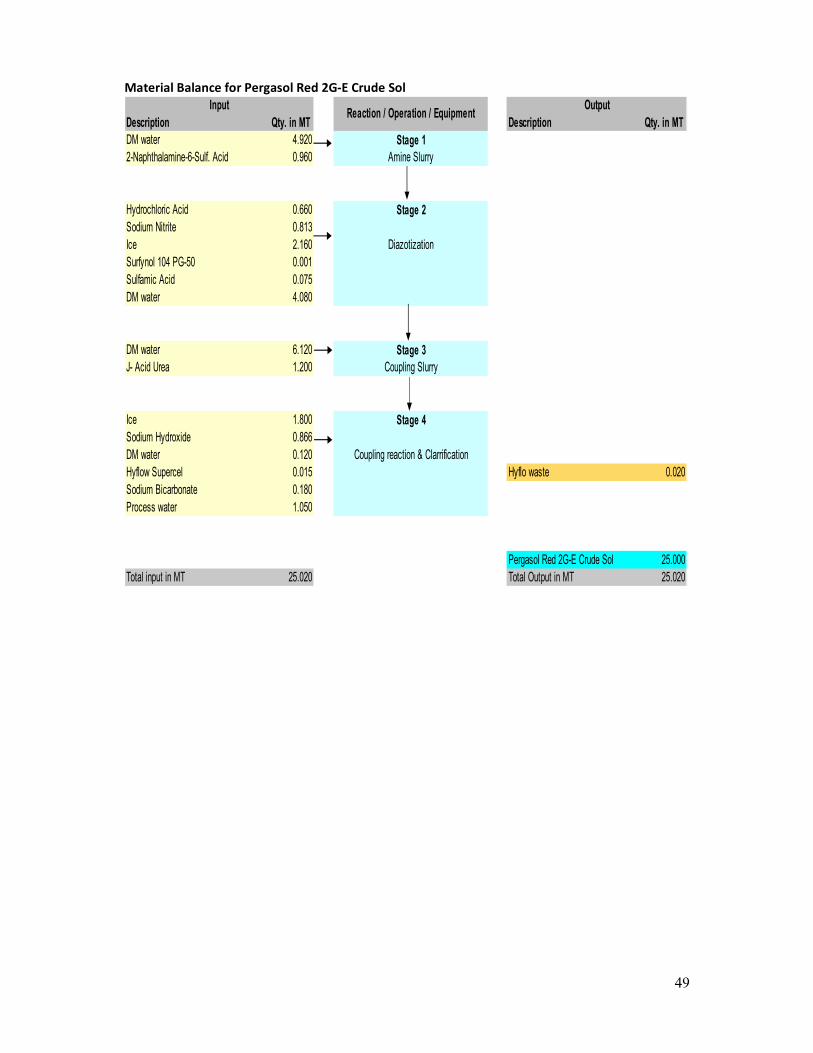
15) Pergasol Red 2G-E Crude Sol
The processes is aqueous base reaction principle. The Amin solution is gets prepared in water and
then diazotization this solution takes place with sodium nitrite at lower temperature. Temperature
controlled via direct ICE charging to the reactor. Then in the diazotization mass Coupler compound
solution charged for coupling reaction. The desired pH is measured online and adjusted by either
sodium hydroxide or hydrochloric acid. Once there is diazotization reaction completes, it gets
transfer for conditioning after heating where work up done and then the whole mass clarified. The
final liquid product is packed via filling station.
Chemical Reaction:
Page 49
49
Material Balance for Pergasol Red 2G-E Crude Sol
Description Qty. in MT Description Qty. in MT
DM water 4.920 Stage 1
2-Naphthalamine-6-Sulf. Acid 0.960 Amine Slurry
Hydrochloric Acid 0.660 Stage 2
Sodium Nitrite 0.813
Ice 2.160 Diazotization
Surfynol 104 PG-50 0.001
Sulfamic Acid 0.075
DM water 4.080
DM water 6.120 Stage 3
J- Acid Urea 1.200 Coupling Slurry
Ice 1.800 Stage 4
Sodium Hydroxide 0.866
DM water 0.120 Coupling reaction & Clarrification
Hyflow Supercel 0.015 Hyflo waste 0.020
Sodium Bicarbonate 0.180
Process water 1.050
Pergasol Red 2G-E Crude Sol 25.000
Total input in MT 25.020 Total Output in MT 25.020
InputReaction / Operation / Equipment
Output
Page 50
50
17) Process Description of Irgalite SCM-L ap
The manufacturing process involves batch wise mixing of dispersed pigment Violet 3 Dispersion and
ingredients like DM water / Distilled water, Acticide MBS in different proportion as per the batch
requirement.
After proper mixing, batch quality to be check & After QA approval, finish product is packed via filling
station.
Material Balance for Irgalite SCM-L ap
18) Process Description of Irgalite HCR-L ap
The manufacturing process involves batch wise mixing of dispersed pigment Violet 44 Dispersion and
ingredients like DM water / Distilled water, Acticide MV in different proportion as per the batch
requirement.
After proper mixing, batch quality to be check & After QA approval, finish product is packed via filling
station.
Material Balance for Irgalite HCR-L ap
Description Qty. in MT Description Qty. in MT
DM water 4.860 Stage 1
Pigment Violet 3 Dispersion 30.100 Mixing & Clarrification
Acticid MBS 0.042
Packing & Storage Irgalite SCM-L ap 35.002
Total input in MT 35.002 Total Output in MT 35.002
InputReaction / Operation / Equipment
Output
Description Qty. in MT Description Qty. in MT
DM water 1.030 Stage 1
Pigment Violet 44 Dispersion 13.950 Mixing & Clarrification
Acticide MV 0.020
Packing & Storage Irgalite HCR-L ap 15.000
Total input in MT 15.000 Total Output in MT 15.000
InputReaction / Operation / Equipment
Output
Page 51
51
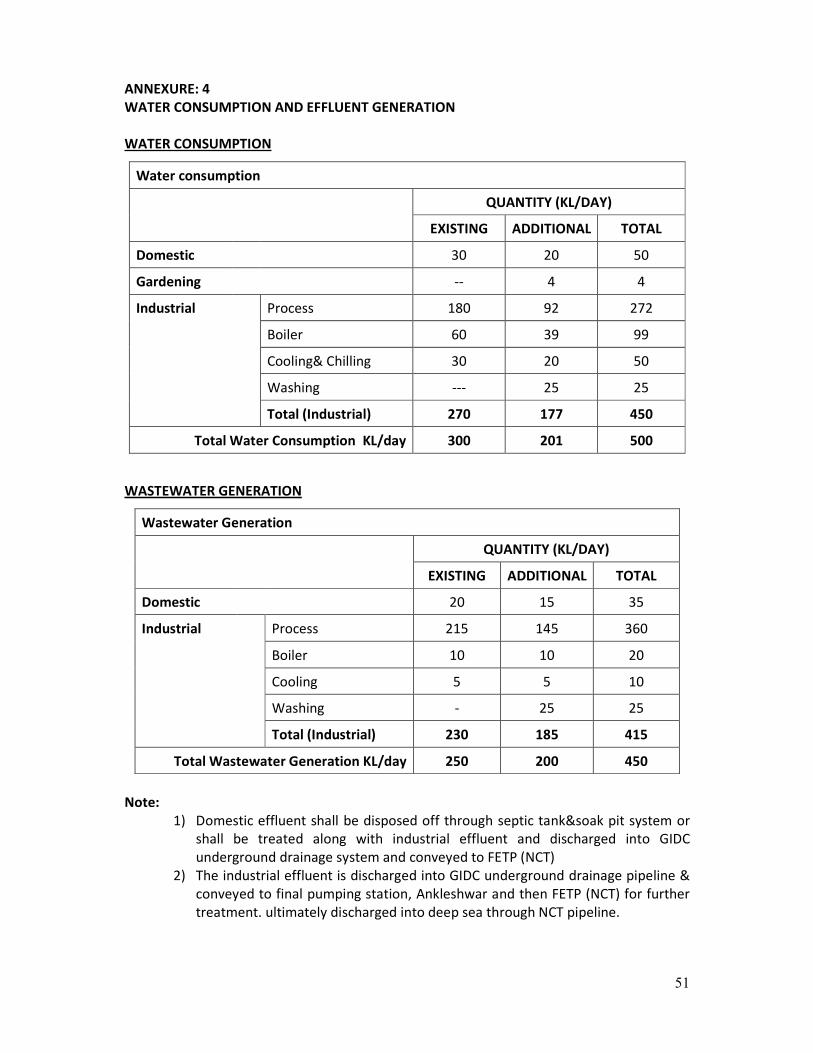
ANNEXURE: 4
WATER CONSUMPTION AND EFFLUENT GENERATION
WATER CONSUMPTION
Water consumption
QUANTITY (KL/DAY)
EXISTING ADDITIONAL TOTAL
Domestic 30 20 50
Gardening -- 4 4
Industrial Process 180 92 272
Boiler 60 39 99
Cooling& Chilling 30 20 50
Washing --- 25 25
Total (Industrial) 270 177 450
Total Water Consumption KL/day 300 201 500
WASTEWATER GENERATION
Wastewater Generation
QUANTITY (KL/DAY)
EXISTING ADDITIONAL TOTAL
Domestic 20 15 35
Industrial Process 215 145 360
Boiler 10 10 20
Cooling 5 5 10
Washing - 25 25
Total (Industrial) 230 185 415
Total Wastewater Generation KL/day 250 200 450
Note:
1) Domestic effluent shall be disposed off through septic tank&soak pit system or
shall be treated along with industrial effluent and discharged into GIDC
underground drainage system and conveyed to FETP (NCT)
2) The industrial effluent is discharged into GIDC underground drainage pipeline &
conveyed to final pumping station, Ankleshwar and then FETP (NCT) for further
treatment. ultimately discharged into deep sea through NCT pipeline.
Page 52
52
WATER BALANCE DIAGRAM:
450 KL/Day: After treatment sent to FCETP of M/s
NCT through GIDC Pipe line for final treatment
&disposal in to Deep Sea.
Raw Water: 500 KL/Day from GIDC
Domestic:
50 KL/Day
Process:
272 KL/Day Boiler:
99 KL/Day
Washing:
25 KL/Day Gardening:
4 KL/Day
Septic tank
&Soak Pit:
35 KL/Day
360 KL/Day 20 KL/Day 10 KL/Day
ETP: 450 KL/Day
Cooling
Tower:
50 KL/Day
25 KL/Day
Page 53
53
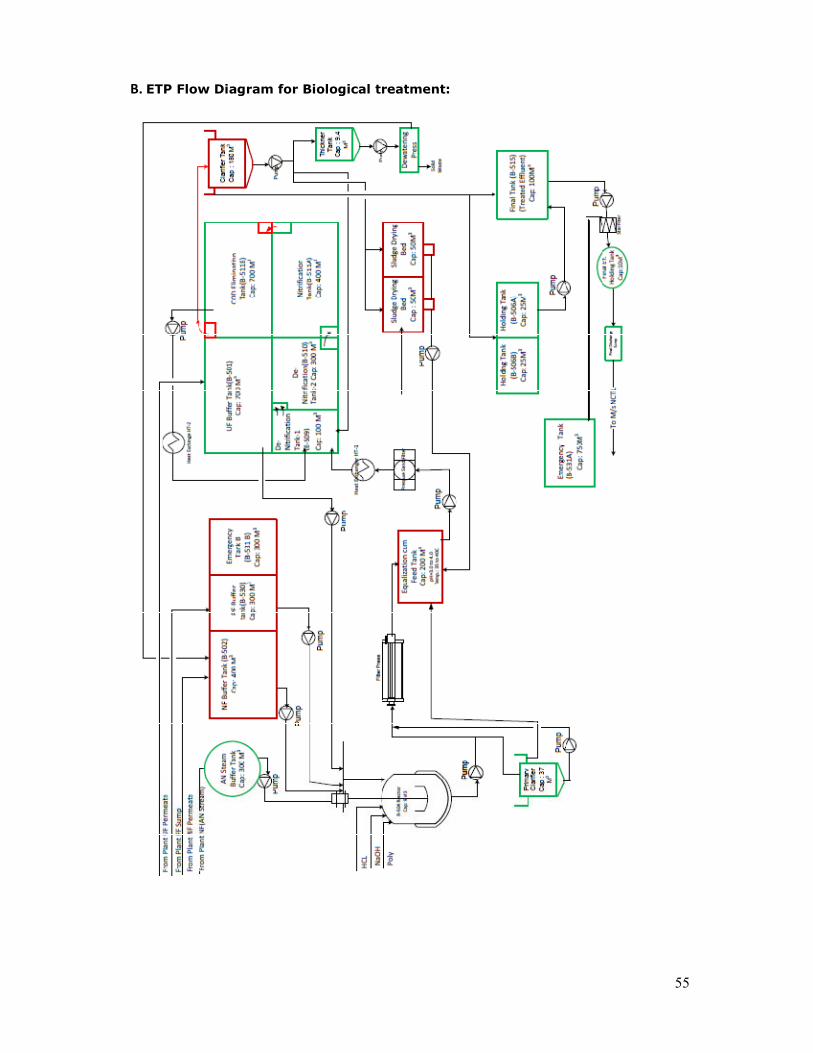
ANNEXURE: 5
Details of Effluent Treatment Scheme
Primary Treatment:
Advance Oxidation Process (Fenton Reaction):
The wastewater from Nano filtration stream transferred to AOP unit. In AOP, Hydrogen
Peroxide and Ferrous Sulphate are online dosed through static mixture in the required ratio
for individual Nano-filtration stream.
This treated wastewater is collected in 6m3 tank and as the level of the tank reaches to high
level then the discharge pump of this tank is automatically started and transferred the
treated wastewater to NF buffer tank in WWTP (Waste Water Treatment Plant).
During transferring, sample is also automatically collected in sample bean at the interval of
the 500 lit transfers. Collected samples are sent for the analysis of the wastewater if
required.
Once the low level of the tank is reached then pump automatically stops.
This operation of AOP contuse till Nano-filtration of particular batch is completed.
After AOP process, waste water from plant is collected in 10 KL sumps. It’s then being
pumped through overhead pipeline to main effluent treatment buffer storage tanks.
From buffer storage tanks effluent transfer 10 KL reactor where pH of the wastewater is
adjusted by Acid / Caustic and then polyelectrolyte solution to improve the flocculation.
The precipitated & flocculated waste water is passed though filter press to remove
flocculated mass and the filtered waste water coming out from the filter press is sent to ETP
feed tank for biological process.
Secondary treatment:
Biological Treatment Facility:
After advance oxidation process and primary treatment, waste water treated through
biological treatment (as per flow chart) which is having its own automation concept. This
unit allows COD removal as well as nitrification and de-nitrification of N- compounds for
Ammonical Nitrogen Reduction. For optimal operation, necessary nutrition is added like
Phosphate. In the D-N-C Tanks, the Ammonical nitrogen gets converted into organic
Ammonical nitrogen which is then converted into NO2 & then NO3 & when it gets back to D
tank, it releases the Nitrogen.
After Biological treatment, effluent goes to final treated holding tanks through clarifier &
then treated effluent send to common final effluent treatment plant (M/s NCT) for further
treatment disposal into deep sea.
Multiple Effect Evaporator:
MEE plant operated only for high TDS effluent stream and the product campaign is based on
market demand.
High TDS waste water from plant is collected in 10 KL sumps. It’s then being pumped
through overhead pipeline to MEE buffer storage tanks. The buffer storage tank is fitted
with agitator to keep mass in homogenized condition. As and when collection tank is filled
up pH of the effluent is checked and corrected to PH 7.0 to 7.5 by caustic.
Page 54
After neutralization the waste water is passed through filter press to remove the suspended
solid. The filtrated waste water
tank and solid waste received from filter press is sent to solid waste storage shed for
disposal at TSDF
The waste water from MEE feed tank is sent to Multi Effect Evaporator for further treatment
as per flow chart. The MEE distillate is collected in final effluent storage tank for disposal
and salt received from the MEE Horizontal Belt Filter (HBF) is collected in bags & transfer to
solid waste storage shed for disposal at TSDF.
A. Primary treatment flow diagram:
After neutralization the waste water is passed through filter press to remove the suspended
solid. The filtrated waste water coming out from the filter press is collected in MEE feed
tank and solid waste received from filter press is sent to solid waste storage shed for
The waste water from MEE feed tank is sent to Multi Effect Evaporator for further treatment
s per flow chart. The MEE distillate is collected in final effluent storage tank for disposal
and salt received from the MEE Horizontal Belt Filter (HBF) is collected in bags & transfer to
solid waste storage shed for disposal at TSDF.
flow diagram:
54
After neutralization the waste water is passed through filter press to remove the suspended
coming out from the filter press is collected in MEE feed
tank and solid waste received from filter press is sent to solid waste storage shed for
The waste water from MEE feed tank is sent to Multi Effect Evaporator for further treatment
s per flow chart. The MEE distillate is collected in final effluent storage tank for disposal
and salt received from the MEE Horizontal Belt Filter (HBF) is collected in bags & transfer to
Page 55
55
B. ETP Flow Diagram for Biological treatment:
Page 56
C. MEE Treatment Flow Diagram:
C. MEE Treatment Flow Diagram:
56
Page 57
57
Characteristics of effluent:
Sr. No. Parameters Units Raw
Effluent
After
Primary
Treatment
After
Biological
Treatment
FETP
Norms
1 pH -- 4 to 6 6.5 to 8.5 6.5 to 8.5 6.5 – 8.5
2 COD ppm 7000 5000 350 1000
3 TOC ppm 1500 1100 100 250
4 Ammonical
Nitrogen ppm 250 210 10
50
5 TSS ppm 1000 80 <80 100
Note: After treatment, effluent is sent to NCT (Final Common
Effluenttreatment plant for further treatment & disposal in to deep sea.
Page 58
58
ANNEXURE: 6
DETAILS OF HAZARDOUS SOLID WASTE MANAGEMENT AND DISPOSAL
Sr.
No.
Name of
Hazardous
Waste
Schedule Cat.
No.
Quantity in MT / Year Facility Mode of Disposal & Remark
Existing Addition
al
Total
after
expansion
1 Spent Solvents I 20.2 4800 00 4800 Collection,
Disposal, Reuse,
Recovery,
Storage,
Transportation
Disposal by sell out to authorized users who
is having authorization with valid CCA and
rule 9 permission to receive this waste or
send for job work to authorized distillation
unit such as M/s. Daxesh Petrochem P. Ltd.,
Ankleshwar
2 Spent Solvents I 20.2 2021 00 2021 Collection,
Incineration,
Disposal, Storage,
Transportation
Disposal by incineration in common
incinerator of BEIL, Ankleshwar / SEPPL,
Ankleshwar or sent for co-processing in
cement industries/RSPL.
3 Process Waste
Sludge/Residues
Containing Acid,
Toxic Metals,
Organic
Compounds
I 26.1 22 13 35 Collection,
Incineration,
Disposal, Storage,
Transportation
Process waste residue / Hyflow waste
disposal by incineration in common
incinerator of BEIL, Ankleshwar / SEPPL,
Ankleshwar or sent for co-processing in
cement industries / RSPL.
4 Off Specification
Products
I 28.4 150 00 150 Collection,
Incineration,
Disposal, Storage,
Transportation
Off specification materials disposal by
incineration in commonincinerator of BEIL,
Ankleshwar / SEPPL,Ankleshwar or sent for
co-processing in cement industries / RSPL.
5 Non-recyclable
Plastic Waste,
insulation material,
Used PPE, Filter
I 33.1 21.4 28.6 50 Collection,
Disposal, Reuse,
Storage ,
Transportation
Disposal to TSDF of M/s. BEIL,Ankleshwar /
SEPPL.
Page 59
59
Cloth, Filter
Cartridge & Broken
Glassware’s
6 Empty barrels
/containers /liners
Contaminated with
hazardous
chemicals
/wastes
I 33.1 170 180 350 Collection,
Disposal, Reuse,
Storage,
Transportation
Disposal by sending to authorized
decontamination facility / recycler or reuse
orsend back to supplier.
7 Chemical sludge
from
waste water
treatment
I 35.3 1400 600 2000 Collection,
Disposal, Storage,
Transportation
ETP Waste & MEE Salt: Disposal by sending
to TSDF of M/s. BEIL, Ankleshwar / SEPPL.
8 Used or Spent Oil I 5.1 2 13 15 Collection,
Disposal, Reuse,
Storage,
Transportation
Disposal by Reuse in plant & machinery as
lubricant or sell it to authorized re-refiners /
recycler.
9 e-Waste 0 20 20 Collection,
Disposal, Reuse,
Storage,
Transportation
Disposal by sell it to authorized recycler or
reuse
10 Spent Carbon I 28.3 0 25 25 Collection,
Incineration,
Disposal, Storage,
Transportation
Disposal by incineration in common
incinerator of BEIL, Ankleshwar / SEPPL,
Ankleshwar or sent for co-processing in
cement industries /RSPL.
11 Spent ion exchange
Resin
I 35.2 0 25 25 Collection,
Disposal, Reuse,
Storage,
Transportation
Spent ion exchange resin from waster
softening/DM plant: Disposal by sending to
TSDF of M/s. BEIL, Ankleshwar /
SEPPLorsend back to supplier.
12 Salts of Per-Acids II B36 125 0 125 Collection,
Disposal, Reuse,
Sodium Acetate Crystal: Reuse or sell out to
authorized users who is having
Page 60
60
Storage,
Transportation
authorization with valid CCA and rule 9
permission to receive this waste.
13 Salts of Per-Acids II B36 75 0 75 Collection,
Disposal, Reuse,
Storage,
Transportation
Sodium Acetate Solution (on 100% basis):
Reuse or sell out to authorizedusers who is
having authorization with validCCA and rule
9 permission to receive thiswaste.
Page 61
61
ANNEXURE: 7
DETAILS OF FLUE & PROCESS GAS EMISSION
DETAILS OF AIR POLLUTION CONTROL MEASURES
DETAILS OF FUEL CONSUMPTION
SR.
No.
NAME OF FUEL QUANTITY
EXISTING ADDITIONAL TOTAL
1. Natural Gas 17,878 SM3/DAY 10,722 SM
3/DAY 28,600 SM
3/DAY
2. LDO 600 Ltr./HR 00 600 Ltr. /HR
3. Diesel / Furness
Oil (FO)
--- 600 Ltr/HR 600 Ltr./HR
4. Electricity 3383 KW 2117 KW 5500 KW
DETAILS OF FLUE GAS EMISSION THROUGH STACK ATTACHED TO BOILER
(NO CHANGE)
Sr.
No.
PCB
ID
Of
Stack
Stack
Attached
To
Capacity/Remark APCM Stack
Height
(M)
Parameter Permissible
Limit
Unit
1 93428 D.G. Sets D.G. Set -I, CAP:
1010 KVA
-- 14 PM
SO2
NOX
150
100
50
mg/Nm³
ppm
ppm
2 8915 D.G. Sets D.G. Set -II, CAP:
1010 KVA
-- 14 PM
SO2
NOX
150
100
50
mg/Nm³
ppm
ppm
3 8914 Boiler Boiler - I
CAP:3.5 TPH
Boiler – II
CAP:3.5 TPH
-- 32 PM
SO2
NOX
150
100
50
mg/Nm³
ppm
ppm
4 45984 Flue Gas
Emission
Source
VapourAbsorption
Machina
(VAM)
CAP.250 TR
-- 9 PM
SO2
NOX
150
100
50
mg/Nm³
ppm
ppm
Page 62
62
DETAILS OF PROCESS EMISSION THROUGH VARIOUS STACKS
(NO CHANGE)
Sr.
No.
PCB ID
Of Stack
Stack
Attached To
Name of Process Plant Air Pollution
Control
Measure
(APCM)
Stack
Height in
Meter
(From
G.L.)
Parameter &
Permissible
Limit
1 55785 Reaction
Vessels
Exhaust of process
vessels attached to
alkali scrubber
Alkali
Scrubber
30 HCl<20
mg/Nm³
2 39372 Reaction
Vessels
Exhaust of process
vessels (attached to
alkali scrubber &
Regenerative Thermic
Oxidiser)
Alkali
Scrubber
30 HCl<20
mg/Nm³
3 39398 Reaction
Vessels
Exhaust of process
vessels attached to
acid scrubber
Acidic
Scrubber
30 PM<150
mg/Nm³
SO2<40
mg/Nm³
Ammonia<175
mg/Nm³
4 39400 Process
Emission
Vessel
Stack attached to dust
collector-I
Bag Filter 32 PM<150
mg/Nm³
5 93429 Process
Emission
Vessel
Stack attached to dust
collector-II
Bag Filter 32 PM<150
mg/Nm³
6 93430 Process
Emission
Vessel
Stack attached to dust
collector-III
Bag Filter
32
PM<150
mg/Nm³
7 93431 Process
Emission
Vessel
Stack attached to dust
collector-IV
Bag Filter 32
PM<150
mg/Nm³
8 39399 Process
Emission
Vessel
Exhaust of storage
tanks attached to alkali
scrubber
Alkali
Scrubber
9 HCl<20
mg/Nm³
9 Proposed Process
Emission
Vessel
Stack attached to
chemical charging
hopper
Bag Filter 32 PM<150
mg/Nm³
10 Proposed Laboratories
fumehoods&
Lab chemical
Vent attached to
Laboratories fume
hoodscabinets& Lab
-- 12 HCl<20
mg/Nm³
Page 63
63
storage
cabinets
chemical storage
cabinets
Page 64
64
ANNEXURE: 8
DETAILS HAZARDOUS CHEMICAL STORAGE FACILITY
Tank
No. Name of Materials
Type of
Hazard Kind of Storage
Max.
Quantity to
be stored in
(M3)
Tank
Dimensions
in (Mtr.)
Dyek
Dimensions in
(Mtr.)
B-1310 Methanol Flammable Above Ground
Tank 50 4.0 x 4.3 6.5 x 6.0 x 1.4
B-1320 Toluene Flammable Above Ground
Tank 50 4.0 x 4.3 6.5 x 6.0 x 1.4
B-1330 Spent Toluene Flammable Above Ground
Tank 35 3.5 x 4.0 6.5 x 6.5 x 1.4
B-1340 Spent Methanol Flammable Above Ground
Tank 35 3.5 x 4.0
6.01 x 5.065 x
1.4
B-1350 Spent Toluene Flammable Above Ground
Tank 35 3.5 x 4.0 6.01 x 6.59 x 1.4
B-1360 Spent Methanol Flammable Above Ground
Tank 35 3.5 x 4.0
6.01 x 5.935 x
1.4
B-1380 Spent Methanol Flammable Above Ground
Tank 35 4.0 x 4.3 6.5 x 5.935 x 1.4
B-1400 Recovered
Methanol Flammable
Above Ground
Tank 50 4.0 x 4.3 6.5 x 5.935 x 1.4
B-1410 Spent Methanol Flammable Above Ground
Tank 50 4.0 x 4.3
6.01 x 5.935 x
1.4
B-1370 Diesel Flammable Above Ground
Tank 35 3.5 x 4.0
6.01 x 5.935 x
1.4
B-1390 Recovered
Methanol Flammable
Above Ground
Tank 50 4.0 x 4.3
6.01 x 5.935 x
1.4
--
Emergency Tank as
a secondary
containment
-- Concrete Tank 213.2 -- 12.64 x 4.82 x
3.5
-- Hydrogen Peroxide
35%
Corrosive &
Oxidizing
Cold storage
room 3 -- 9.77 x 5.77 x 3.5
Acid / Alkali Storage Tank Farm Details (Existing)
B-1120 Hydrochloric acid
32% Corrosive
Above Ground
Tank 16 2.2 x 3.0 6.84 x 6.47 x 1.4
B-1150 Formic Acid Corrosive Above Ground
Tank 10 2.4 x 5.46 6.58 x 4.55 x 1.4
B-1180 Formic Acid Corrosive Above Ground
Tank 10 2.7 x 4.0
5.965 x 6.47 x
1.4
B-1160 Sodium Hydroxide
32% Corrosive
Above Ground
Tank 25 3.0 x 4.0 6.58 x 4.55 x 1.4
B-1110 Sodium Hydroxide
32% Corrosive
Above Ground
Tank 25 3.0 x 4.0 6.58 x 4.55 x 1.4
B-1230 N,N-
Dimethylacetamide Toxic
Above Ground
Tank 25 3.0 x 4.0 6.58 x 4.55 x 1.4
Page 65
65
B-1220 Sodium Nitrite 46
% Oxidizing
Above Ground
Tank 25 3.0 x 4.0 6.58 x 4.55 x 1.4
B-1140 Pergasol Finshed
Goods Non DG
Above Ground
Tank 50 4.0 x 4.3 6.58 x 6.15 x 1.4
B-1130 Pergasol Finshed
Goods Non DG
Above Ground
Tank 50 3.5 x 5.6 6.58 x 6.15 x 1.4
B-1210 Pergasol Finshed
Goods Non DG
Above Ground
Tank 50 4.0 x 4.3 6.58 x 6.15 x 1.4
Note: Remaining chemicals are stored in warehouse
Control measures provided for Solvent Tank Farm:
1. Construction & Installation of solvent storage facility is provided as per explosive act,
(License & local rules / regulation followed).
2. Flame proof electrical fitting & intrinsically safe instruments are installed.
3. Flame arrestor installed on vent pipe with breather valve & emergency vent valve provided.
4. Earth fault relay trip installed for solvent tanker unloading system (Solvent pump having interlock
with grounding of the tanker to make 100% grounding.).
5. Grounding (double earthing) & Jumper for flange joint provided for all installation & it is monitored
periodically.
6. Road Tanker grounded before unloading.
7. Convenient metallic SS hose pipes provided for tanker unloading for better connectivity.
8. Deep in let pipe provided inner side of the solvent tanks.
9. Check list is followed for loading & unloading.
10. Level indicator provided on the tank.
11. Adequate dyke wall (noncombustible) is provided.
12. Leakage collection bund with foam system is provided.
13. Combustible Gas Detection system, Fire (Foam / Powder) extinguisher, Foam monitors is provided.
14. F-30 coating provided for solvent storage tanks.
15. Nitrogen blanketing system is provided.
16. Closed handling system is provided.
17. Smoke detector system installed at Hydrogen Peroxide storage room.
18. Cooling system provided for Hydrogen Peroxide storage room.
19. In case of High temperature of Hydrogen Peroxide Storage Room, High temp. indication provided &
connected centralized DCS system.
Control measures provided for Acid / Alkali Tank Farm:
1. Adequate dyke wall (with acid proof coating) provided.
2. Level indicator with high level alarm provided on the tank.
3. Water curtain system installed on southern extreme of site in front of tank farm to avoid gas
dispersing on general road traffic.
4. Scrubber system installed for HCL storage tank & used during road tanker unloading.
5. Adequate flexible SS hose provided for tanker connection for unloading.
Page 66
66
6. Dedicated pumps are provided and located with its close proximity to the respective tank to avoid
unintentional mistake of mixing of chemicals.
7. Leakage / Spillage handling kit provided.
8. To avoid chemical exposure, closed handling system is provided.
9. Fire hydrant system provided including water curtain system.
Control measures provided for Warehouse:
1. Fixed electrical fitting is provided. Lighting is installed between racks above the gangways & away
from material storage to avoid heating to storage goods.
2. Electrical fitting tested periodically (i.e. electrical load thermo graphic temperature measurement,
mechanical integrity of cables, physical condition of cable & other electrical appliances /
installation.)
3. BT reach truck battery charging station is provided outside of ware house.
4. Appropriate passage, gangways provided.
5. Fire detection system (Beam Detector) provided.
6. Adequate portable fire extinguishers installed at noticeable position & kept easily accessible.
7. Fire hydrant system provided.
8. Auto sprinkler system provided on individual racks compartments at Ware House: this system is
independent system having Separate Pumps with separate piping from Pump House to Ware House,
it consists of automatic operated sprinkler on 59°C.
9. Fire Alarm System: Automatic fire detection & alarm system consists of Fire Detectors, Addressable
Manual Call Points (MCP) & Hooters Beam Detectors (Ware House) are placed at strategic locations
and connected by cable to central control panel at ECC with repeater panel at DCS Control Room.
10. Emergency exit provided.
11. A warehouse is used exclusively for storage activities. Loose chemical handling not allowed.
12. Chemical segregation is done based on reactivity.
13. In case of maintenance work, Ignition sources controlled by hot work permit system.
14. Natural & Eco ventilator is provided.
15. Proper drainage system is provided for used fire water.
Page 67
67
ANNEXURE 9
SOCIO - ECONOMIC IMPACTS
1) EMPLOYMENT OPPORTUNITIES
The manpower requirement for the proposed project is expected to generate some permanent
jobs and secondary jobs for the operation and maintenance of plant. This will increase direct /
indirect employment opportunities and ancillary business development to some extent for the
local population. This phase is expected to create a beneficial impact on the local socio-economic
environment.
2) INDUSTRIES
Required raw materials and skilled and unskilled labors will be utilized maximum from the local
area. The increasing industrial activity will boost the commercial and economical status of the
locality, to some extent.
3) PUBLIC HEALTH
The company regularly examines, inspects and tests its emission from sources to make sure that
the emission is below the permissible limit. Hence, there will not be any significant change in the
status of sanitation and the community health of the area, as sufficient measures have been
taken and proposed under the EMP.
4) TRANSPORTATION AND COMMUNICATION
Since the existing factory is having proper linkage for the transport and communication, the
development of this project will not cause any additional impact.
In brief, as a result of the proposed project there will be no adverse impact on sanitation,
communication and community health, as sufficient measures have been proposed to be taken
under the EMP. The proposed project is not expected to make any significant change in the
existing status of the socio - economic environment of this region.
Page 68
68
ANNEXURE – 10
PROPOSED DRAFT TERMS OF REFERENCE:
1. Project Description
• Justification of project.
• Promoters and their back ground
• Project site location along with site map of 5 km area and site details providing various
industries, surface water bodies, forests etc.
• Project cost
• Project location and Plant layout.
• Water source and utilization including proposed water balance.
• Product spectrum (proposed products along with production capacity) and process
• List of hazardous chemicals.
• Mass balance of each product
• Storage and Transportation of raw materials and products.
2. Description of the Environment and Baseline Data Collection
• Micrometeorological data for wind speed, direction, temperature, humidity and rainfall in 5 km
area.
• Existing environmental status Vis a Vis air, water, noise, soil in 5 km area from the project site.
For SPM, RSPM, SO2, NOx.
• Ground water quality at 5 locations within 5 km.
• Complete water balance
3. Socio Economic Data
• Existing socio-economic status, land use pattern and infrastructure facilities available in the study
area were surveyed.
4. Impacts Identification And Mitigatory Measures
• Identification of impacting activities from the proposed project during construction and
operational phase.
• Impact on air and mitigation measures including green belt
• Impact on water environment and mitigation measures
• Soil pollution source and mitigation measures
• Noise generation and control.
• Solid waste quantification and disposal.
5. Environmental Management Plan
• Details of pollution control measures
• Environment management team
• Proposed schedule for environmental monitoring including post project
Page 69
69
6. Risk Assessment
• Objectives and methodology of risk assessment
• Details on storage facilities
• Process safety, transportation, fire fighting systems, safety features and emergency capabilities to
be adopted.
• Identification of hazards
• Consequence analysis through occurrence & evaluation of incidents
• Disaster Management Plan.
7. Information for Control of Fugitive Emissions
8. Post Project Monitoring Plan for Air, Water, Soil and Noise.
9. Information on Rain Water Harvesting
10. Green Belt Development plan
Page 70
70
ANNEXURE -11
GIDC WATER SUPPLY LETTER
Page 71
71
ANNEXURE -12
TREATED EFFLUENT DISCHARGE – NCT MEMBER CERTIFICATE
Page 73
73
ANNEXURE -13
BEIL MEMBERSHIP CERTIFICATE
Page 74
74
ANNEXURE -14
GIDC PLOT ALLOTMENT LETTER
Page 75
75
ANNEXURE -15
COPY OF CONSENT TO OPERATE
NOC (2005)