With the demand for propylene outpacing the current supply levels, the supply assurance for propylene has become challenging. There are issues concerning the shortage of propylene and its impact on the industry. The paper discusses various feasible alternatives with emphasis on the production of GREEN propylene.
This whitepaper focuses on the issues concerning the shortage of propylene and its impact on the industry. Various feasible alternatives are discussed with a major emphasis on the production of GREEN propylene
Current Challenges and Overview:Currently, Ethylene (C2) and Propylene (C3) are the two most important olefins in the industry, for the production of various industrial chemicals and polymers. Both ethylene and propylene are co-produced in crackers and refineries; however, the ratio of the output depends on the type of feedstock used and the severity of cracking. If naphtha is used as a feedstock for the production of ethylene, the output of propylene remains substantial, however, gas crackers that process ethane gas produce more ethylene than propylene. This is becoming the current trend in the market. Most ethylene manufacturers in the US are currently moving to lighter feeds for the cracking of ethylene, due to improved margins and feedstock security as there is an abundant availability of shale gas reserves in the region. This is resulting in a reduced yield of C3, and consequently, the total propylene production from ethylene crackers has been dropping significantly.With the demand for propylene outpacing the current supply levels, the supply assurance for propylene has become challenging. The Propylene prices continue to rise, with the price ratio of ethylene and propylene currently at 1.2, and if the current situation continues, will reach close to 1.5 in the coming years
Major Impact on the US Propylene Industry:Naphtha-fed steam crackers and FCC (Fluid Catalytic Cracker) units of oil refineries continue to dominate production,
accounting for nearly 90% of the global propylene production. In both the above said cases, C3 is produced as a secondary product; furthermore, developments in the
gasoline and ethylene markets complicate the propylene market to a great extent.
• The supply demand gap has already started converging in the US and is expected to further tighten during the years to come.
• The propylene to ethylene price ratio has been on an increasing trend and the gap between the two is widening as propylene prices continue to rise.
• The impact of propylene prices are being felt on polypropylene prices and because of this many end-use segments are contemplating switching to either HDPE or polystyrene as possible substitutes.
20
40
60
80
100
120
140
160
180
2006 2007 2008 2009 2010 2011 2012
Index
Ethylene: Propylene Comparison in the US
Ethylene Propylene
QuickFactsDemand for propylene is
expected to grow at an average annual growth rate of around 5% until 2015, and around 3% from 2015 to 2020, backed by demand from downstream derivatives such as polypropylene, acrylonitrile, acrylic acid, propylene oxide etc.
The gap between propylene and ethylene prices have been widening since the beginning of 2006. The anticipated supply shortage of the monomer has been a major cause for the price difference, and demand from the polypropylene and other chemical sectors have been quite robust during this period.
Possible Solutions:In the Asia-Pacific region where refineries still play a major role in the propylene production dynamics, FCC represents a major, growing share of the total propylene capacity. North American and European markets, at present, have a significant production of propylene from existing refineries, however, the lack of investment in new refineries and crackers leave no scope for improvement for the present scenario. In the Middle East, ethylene is given more importance than propylene and its downstream derivatives. Hence, massive ethane-crackers are being built for the major expansion of ethylene and other downstream products such as polyethylene. At present, about 5-10% of global propylene comes from purposive production techniques.
Since the steam cracker expansion cannot keep pace with the growth of propylene and polypropylene demand, various other alternatives need to be looked at for this purpose and “on-purpose” propylene technologies offer a solution.
One basic approach, followed by many players in the industry, is to enhance the FCC unit operation. By modifying the zeolite catalyst and other operating conditions in existing FCC units, efficiency of the unit can be significantly improved, hence increasing the yield of propylene. The only disadvantage of this method is that the gasoline production is reduced significantly, i.e. by nearly 40% of the previous yield. Hence, when the gasoline demand is high, refiners will not be able to pump in the required quantities of gasoline into the market. Lummus and Honeywell are the major firms that are licensing their proprietary enhanced FCC technologies.
There are other technologies coming up in the market that provides a more direct solution and is relatively independent of the current crude oil market situation. The technologies that are currently prevalent in the market are Propane Dehydrogenation, Olefin Metathesis and Methanol to Olefins.
Propane Gas Offers a Solution:Propane dehydrogenation (PDH) uses propane gas as a major feedstock. The process employs a fixed bed of Chromia-Alumina catalyst, to convert the propane gas into propylene. The main chemical reaction occurs during the gaseous phase at higher temperature levels (from around 500 °C up to around 820 °C) which results in an endothermic equilibrium reaction. PDH started gaining popularity since the discovery of Shale gas reserves. At present, there are more than 12 propylene plants around the world using the PDH technology and a few more projects are underway. The major PDH licensors in the market are UOP (Oleflex), ABB Lummus (CATOFIN) and UHDE (STAR). UOP Oleflex currently holds the maximum market share among its peers in the PDH segment.
Ethylene to Propylene: An Interesting Route The Metathesis process involves catalytic conversion of Ethylene and butene-2, for the manufacture of propylene. Metathesis provides an opportunity to achieve the olefin interchangeability, by the rupturing of the double bonds during the reaction and the formation of different olefins, using parts of the reactants. Olefin metathesis process can be included in a steam cracker to boost the production of propylene, using the cracking exchange reaction of Ethylene and butene-2. ABB Lummus currently licenses the maximum number of Metathesis units across the globe. LyondellBasell and Sasol are creating great strides and taking many more initiatives in the metathesis field.
QuickFactsNearly 30% of new crackers that
were commercialized between 2003 and 2010, globally, were
based on ethane and hence produce very little propylene.
Coal and Natural Gas: The most effective substitutesMethanol-To-Olefins (MTO) and Methanol-To-Propylene (MTP) technologies have an encouraging future for producers who can get easy access to feedstocks such as coke, coal and natural gas. Natural gas is used for the production of methanol, using the Mega Methanol process. Configuration of the process depends on the composition of the feedstock which may vary from light natural gas (100% methane) to oil-associated gasses. Coal is gasified in a gasifier for the production of syngas, which is then used in the Mega Methanol process for the production of methanol, which in-turn is used as a raw material for the synthesis of olefins. There are a number of coal gasifiers available in the market, the major ones being Mitsubishi, Shell, Lurgi, GE etc.
Most Viable Solution:The most significant of the above methods is the Propane Dehydrogenation Technology, which already supplies nearly 5 Million MT of propylene globally. However, the price difference between propane and propylene acts as a major factor for the determination of the process economics, and seasonality plays a major impact, for example, during the winter season, when the demand for propane from the heating segment rises; it would not be that profitable for a propylene producer to use propane as a feedstock.
A similar case exists for the olefin metathesis technology, as well, since the price difference between ethylene and propylene would determine the profitability of any metathesis plant.
The demand for MTO/MTP is robust in areas where there is an abundant availability of cheap feedstock such as natural gas and coal. Coal reserves of Russia, China and the US would prove to be the major hubs, going forward. However, the major stumbling block of a MTP is the humungous investment cost. A gasification unit that includes the production of syngas through coal, production of methanol through syngas and synthesis of propylene through methanol, together would cost close to 2 Billion USD. A coal gasification/gas reformation unit for the production of propylene would break even in about four years & six months for an annual capacity of around 600,000 MT, assuming it runs at around 80% operating rate.
QuickFactsSasol Technology has patented a
heterogeneous auto metathesis process in which 1-butene is fed over a silica or
tungsten catalyst. 2-butene is formed as a result of the isomerization of 1-butene, which further undergoes metathesis with the rest of the 1-butene, to produce propene and 2-pentene. 1-butene undergoes self-metathesis to produce 3-hexene and ethylene. The ethylene formed undergoes metathesis with the 2-butenes and 2-pentenes to form more propene.
Introduction to Green Propylene:Ever rising energy prices coupled with increased emphasis on carbon emission levels is slowly, but steadily, moving the world towards the concept of bio-based plastics. When sustainability becomes the key factor, more emphasis is given on raw materials that lasts long (supply assurance) and has minimum impact on the environment, in terms of emission. As a consequence of the growing demand levels from downstream sectors, there have been difficulties and delays in identifying potentially new sources to meet the demand levels. Bio-based materials are being widely promoted and marketed as a possible solution to reduce dependence on crude oil, since; crude continues to be the major feedstock for most of the petrochemicals.
Depending on the region under consideration, feedstock can play a significant role in determining the dynamics of the supply & demand of propylene. For example, synthesis of ethanol can be carried out using a variety of feedstocks such as sugarcane, corn, sugar beet, wheat etc. The US is the largest producer of corn and has a great potential for this route, sugarcane could be a major option for certain South American countries, and Europe mostly uses wheat for the production of Ethanol.
The development of gasifiers that uses a variety of feedstocks, especially biomass, for the production of syngas plays a major impact in this route. Bio-diesel and vegetable oils also come in as suitable feedstocks for the production of propylene.
Bio-based propylene/polypropylene is not biodegradable. On the contrary, bio-based propylene and PP (once available) is very similar to the one produced the traditional way. They possess the same chemical structure and can be polymerized in the same way. The only major difference is in the origin of the feedstock. Bio-based propylene consists of renewable carbon.
QuickFactsSince the world might be heading to a shortage of propylene from
conventional sources, more emphasis needs to be given to technologies that use renewable
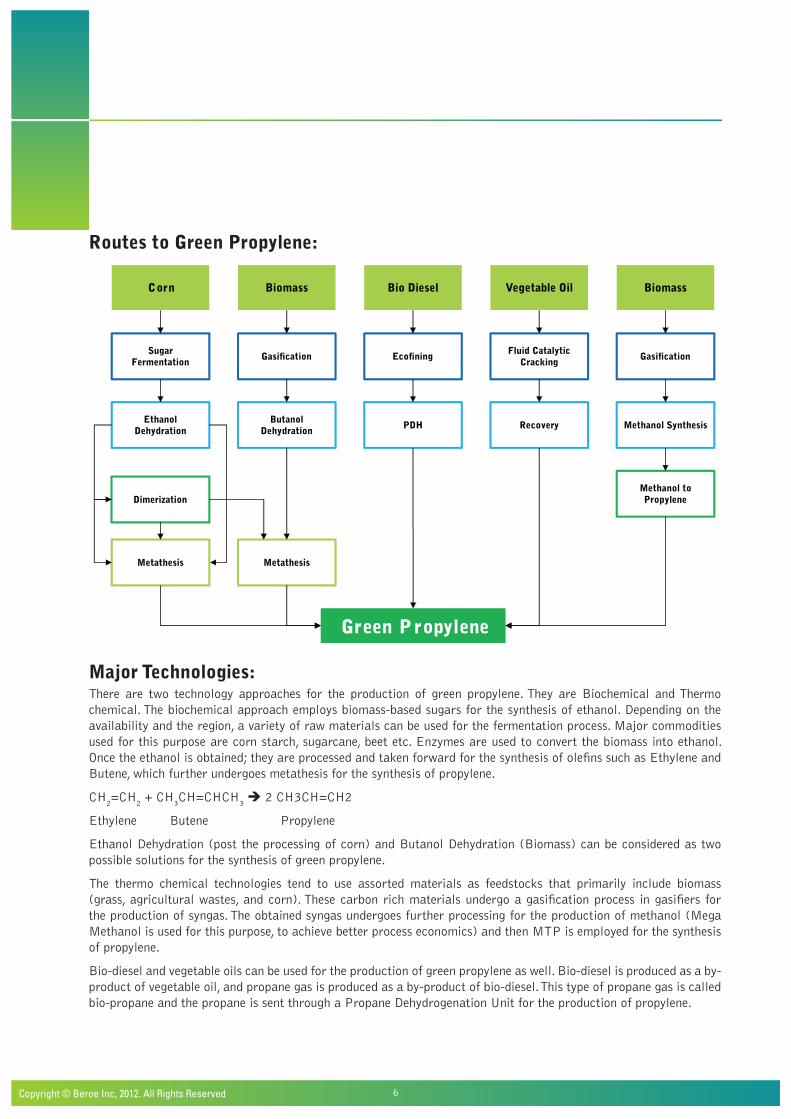
Major Technologies:There are two technology approaches for the production of green propylene. They are Biochemical and Thermo chemical. The biochemical approach employs biomass-based sugars for the synthesis of ethanol. Depending on the availability and the region, a variety of raw materials can be used for the fermentation process. Major commodities used for this purpose are corn starch, sugarcane, beet etc. Enzymes are used to convert the biomass into ethanol. Once the ethanol is obtained; they are processed and taken forward for the synthesis of olefins such as Ethylene and Butene, which further undergoes metathesis for the synthesis of propylene.
CH2=CH
2 + CH
3CH=CHCH
3 è 2 CH3CH=CH2
Ethylene Butene Propylene
Ethanol Dehydration (post the processing of corn) and Butanol Dehydration (Biomass) can be considered as two possible solutions for the synthesis of green propylene.
The thermo chemical technologies tend to use assorted materials as feedstocks that primarily include biomass (grass, agricultural wastes, and corn). These carbon rich materials undergo a gasification process in gasifiers for the production of syngas. The obtained syngas undergoes further processing for the production of methanol (Mega Methanol is used for this purpose, to achieve better process economics) and then MTP is employed for the synthesis of propylene.
Bio-diesel and vegetable oils can be used for the production of green propylene as well. Bio-diesel is produced as a by-product of vegetable oil, and propane gas is produced as a by-product of bio-diesel. This type of propane gas is called bio-propane and the propane is sent through a Propane Dehydrogenation Unit for the production of propylene.
Technology Integration:Many companies are trying to integrate both the technologies. Combining the biochemical and thermo chemical processes, would help in achieving greater efficiency in terms of raw material usage. Sugar or starch, depending on the feedstock employed, can be fermented into ethanol and the remaining cellulosic parts like sugarcane bagasse or corn straw can be gasified for the production of syngas. Ethanol and syngas can then be used for the synthesis of propanol, which can be dehydrated for the synthesis of propylene. However, this technology combination has not yet been commercialized and is still under development. Once commercialized, this might be the best technology around, since there would be very little raw materials that are wasted and the output of propylene would be significantly higher. The other advantage of this combination is that, there is always a choice for the feedstock switch whenever a shortage is witnessed in one of the kind.
Major Factors to be considered for potential Green Propylene Producers:• Region: Selection of the geographic region is one of
the most important factors that need to be considered for a potential green propylene manufacturer.
• Choice and stability of feedstock: Depending on the region of construction of the propylene plant, feedstock needs to be short listed. A potential green propylene manufacturer in the US would go for corn or other sources of starch, a player in Europe would go for wheat, a player in a tropical country would go for sugarcane etc.
• Infrastructure related details: The details for storage and processing of raw materials, such as storage capacity, moisture levels in the storage area, etc. need to be finalized.
• Selection of the type of technology: Depending on the choice of feedstock, the technology needs to be shortlisted. If biomass is used as a major feedstock, the type of gasifier needs to be chosen.
High Level Process Economics:For a 200,000 MT/yr. green propylene plant, the investment of a biochemical based plant is around $400 Million and for a thermo chemical based plant, the investment exceeds $1 billion. Since the gasifier for the production of syngas turns out to be extremely expensive, the cost of investment for a thermo chemical based plant is accordingly high. Thermo chemical routes are less affected than the bio route with regard to the raw material costs, since the cost of corn, wheat and other forms of starch varies as per the seasonality; and can witness a shortage if the demand witnesses an increase. There would be a higher ROI, of nearly 10-12%/yr., using the thermo chemical method, rather than the biochemical method, which results in a ROI of around 6-7%/yr.
Drivers and Constraints of the Green Propylene Method:Pros• The properties of bio-based propylene are very similar
to the ones produced in the traditional ways.
• It can be processed using the existing plastic processing plants.
• The extreme reduction of dependency on crude oil/natural gas causing a fluctuation in the energy prices. Supply disruptions have no impact on the propylene prices.
• The process is clean, extremely powerful and safe with a great deal of reduction in the levels of carbon emission.
• For the downstream application, each MT of green polypropylene produced captures and sequesters 2.3 tons of carbon dioxide.
• Bio-based propylene requires less energy for its production, compared to its petroleum-based counterparts.
Cons• The usage of sugarcane/corn/wheat etc. for the
production of chemical products results in a decrease in the availability of the staple food in those regions.
• The initial investment cost is slightly on the higher side as new facilities need to be set up for the synthesis of methanol from sugarcane, corn, sugar beet etc.
• The companies dealing with green propylene need to be completely backward integrated, to achieve greater efficiencies and reduce external dependency.
• Green propylene is effective only in areas that have an abundant supply of the feedstock, for example, if a green propylene plant is based on corn, the in-house capacity of corn must be high so that, the plant does not depend on imports for their raw material supply.
ConclusionEarlier, the production economics of most alternate processes, based on sustainable and renewable materials, seemed completely out of scope and impossible, however, as the world might be witnessing a shortage of the most commonly used material, these alternate processes are bound to spring into action to cater to global demand. More emphasis needs to be given on green production techniques, so as to reduce dependence on the crude oil market and also reduce the amount of carbon emissions. Production of green propylene can be economically viable and a suitable option for many players in the segment dealing with propylene and its other downstream derivatives. However, for someone entering into this segment, it is extremely important to have a clear understanding of the market situation, based on a careful analysis of its limitations, by narrowing down on geographical locations and most important of all, the selection of the technology; to avoid strategic and economic losses.
Though the production of propylene through the green route is relatively more expensive than the conventional method, green propylene provides long term advantages in terms of sustainability and emission control. In the green MTO process, over 75% of total energy required is biomass derived and this constitutes negative emissions. In the Sugarcane MTO process, in addition to utilizing biomass derived energy, the sugarcane plant co-generates electricity, and therefore it is a net energy producer resulting in negative emissions for fossil fuel.
Green production techniques are for the future and by the end of 2020, the world will witness a paradigm shift that would be relatively independent of the wicked crude oil market.
Disclaimer: Strictly no photocopying or redistribution is allowed without prior written consent from Beroe Inc. The information contained in this publication was derived from carefully selected sources. Any opinions expressed reflect the current judgment of the author and are subject to change without notice. Beroe Inc accepts no responsibility for any liability arising from use of this document or its contents.