51
R Sealing solutions for pre-insulated pipes

R Sealing solutions forpre-insulated pipes

R
DISTRICT HEATING
R
I. Raychem, global expert in District Heating 2
II. Developments in joint technology for pre-insulated pipes 5
III. The principle of heat-shrinking, a technical explanation 6
IV. Benefits of Raychem’s sealing technology 8
V. Standards and Tests 10
VI. Jointing technology 12
Product selection guide 13
RayJoint 14
DualSeal 17
IPPS/106 21
TPSM/138 24
VII. Foaming hole closure plugs 27
WEPS 27
FOPS 29
VIII. End caps 31
DHEC 31
CCS-DHEC 34
IX. Anchor plates 37
APPM 37
X. Equipment 39
XI. Industrial applications for pre-insulated pipes 42
XII. Related products 44
ATUM 44
DuraSeal 44
Gelsnap 45
TDUX 45
XIII. Raychem, who are we ? 46
Call our Raychem sales offices ! 47
Sealing solutions for pre-insulated pipes
Content - 1

R2 - Raychem, global expert in District Heating
Raychem heat-shrinkableproducts play a key role
in district heatinginstallations around
the world.A comprehensive
product range answersevery application need.
RayJoint Sweden
RayJoint - Korea
Raychem, global expert in District Heating
I
RayJoint Germany

R Raychem, global expert in District Heating - 3
DualSeal - Korea
RayJoint - Germany
DHECDistrict Heating End Cap
4 - Raychem, global expert in District Heating
HTLP80 - CanadaPre-insulated pipe foroil transmission pipeline
WPC100M and IPECPre-insulated pipe for oil transmission pipeline
R

R Developments in joint technology for pre-insulated pipes - 5
For more than 30 years Raychem has been a leading company in heat-shrink technology.In 1969 the paths of Raychem and district heating first crossed.
1968 Development of insulated pipes carrying hot water. The insulated pipe consists of a steelcarrier pipe, polyurethane insulation and a PE outer casing. Pre-insulated pipes are designedfor buried applications.
The jointing of the outer casing is carried out using various techniques: with cold applied tape,with bitumen tape, or even without any extra sealing. It is believed that the polyurethane foamitself is watertight.Failures in the field prove otherwise.
Good sealing and jointing technology is required
1969 A technology for sealing pre-insulated pipe joints is established in Raychem’s newly introduced „heat-shrink technology“.
Polyethylene sleeves are crosslinked by electron beams and hot-expanded. After heating with atorch they return to their original shape.
1970 Raychem designs the District Heating End Cap - DHEC - to provide sealing between the servicepipe and the outer casing pipe.
Improved joint design is required
Raychem introduces crosslinked heat-shrinkable sleeves coated with a hotmelt adhesive, TDBM.Hotmelt adhesives provide excellent shear resistance.
1973 The discovery that relative movements between the pipe and the joint casing during theconstruction period require a flexible sealing zone causes Raychem to introduce a hotmeltcoated tubular TDBM with a separately installed flexible strip for the step-down area.
1975 Raychem introduces single-coated “wraparound“ sleeves.
1982 The use of single-coated materials with separately installed sealing strips leads to good results.Now, not only the friction forces can be dealt with, while the pipe is in operation, but alsorelative movement forces during construction.
A sealing product with integrated functions is required
Raychem introduces the DualSeal product, a wraparound sleeve with two different adhesivecoatings. The idea of “double seal” is born and put into practice by an elastic mastic coating inthe middle of the DualSeal and hotmelt coatings on either side. The mastic coating acts as aninitial seal in the transition of the casing to the pipe and the hotmelt acts as an additional seal,providing mechanical strength to keep the sleeve in place.
1983 First trials to weld casings joints to the casing pipe.
1986 Raychem develops Jointek 1000, a high-performance, electrically installed product, based onRaychem’s shrink technology. A flexible zone in the centre avoids the transfer of stress duringinstallation. The wide welding zone provides excellent soil resistance. Jointek 1000 isindependent of individual systems. Several other systems are introduced into the market.
1993 Market circumstances require a combination of low material price, low cost installation andhigh quality. Shrinkable non-crosslinked casings in combination with different sealing sleevesare introduced.
1996 Raychem introduces the RayJoint “all in one” crosslinked heat-shrinkable casing. RayJoint provides highest soil and water resistance with economical installation at anacceptable material price.
1998 Several large diameter projects are installed with RayJoint products.
1999 The high quality DualSeal III is introduced offering high performance in combination with easyinstallation.
2000 In future, Raychem will continue to provide solutions to the pre-insulated pipe market.
Developments in joint technology for pre-insulated pipes
II

R
This linking results in the chemical bonding of theplastic structure into a new three-dimensional matrix.Once a material has been crosslinked, it will not melt orflow at any temperature. When heated, the crystallinezones disappear as before, but no flow or shape changeoccurs because the crosslinks act as ties between themolecules. However, the structure remains elastic -when the crystalline zones are melted, the materialbehaves like rubber.
Products that have been radiation-crosslinked exhibitperfect elastic memory. They can be supplied in adeformed or expanded condition. When heated, theyshrink - for example, to tightly enclose an object overwhich they have been placed. This makes them ideal forcovering a variety of pipes and pipe fittings, as well aswires, lugs, terminals, connectors and other electricaland electronic components.
As the thermoplastic is heated to above its crystallinemelting point (125°C), the crystalline zones disappear.The molecules can then easily slip past each other, sothe material flows.
During the investigation of atomic energy, the importantdiscovery was made that exposure of some plasticmaterials to high-energy penetrating radiation cancause permanent crosslinking (intermolecular joining)of adjacent molecules now well known as crosslinking.
6 - The principle of heat-shrinking, a technical explanation
Thermoplastic materials are composed of extremely longmolecular chains in a random arrangement. Their strengthdepends upon the distance between the molecules and thecrystalline nature of the molecular structure. In fact, it is thecrystalline zone that contributes most of the strength.
III The principle of heat-shrinking,a technical explanation

R
Figure 1 is an enlarged schematic view of a very small crosslinked section ofextremely long molecules.
Once the tubing has been crosslinked, the next step in imparting elastic memory is to heat the compound above its crystalline melting point. The molecules are then tied together only by the crosslinks.
While hot, the tubing is deformed by applying pressure, thus stretching the crosslinked molecule.
While in this deformed shape, the tubing is cooled. The crystalline zones thenreappear, thereby locking the structure together indefinitely in the expanded form. This is the form in which the material is supplied to customers.
A user reheats the product, melting the crystalline zones. The crosslinks allow thematerial to return to its original shape. This is the perfect elastic memory ofcrosslinked material.
After cooling, the crystalline zones reform and the tubing is locked in its recoveredform. Upon subsequent reheating, no further change in shape will take place, unlessmechanical force is applied.
1
2
3
4
5
6
Raychem fabricates its compounds into their final form and then subjects them tohigh energy radiation, thus permanently “freezing” them into the desired shape. The following illustrations demonstrate what happens to the molecular structure ofcrosslinked tubing during subsequent stages of manufacture and during application.Next to each illustration is a cross-section of a piece of heat-shrinkable tubing.cross-section
of a tubingcrystalline
zonecrosslinks
The principle of heat-shrinking, a technical explanation - 7
Legend

R
The outer backing layer is made from irradiated crosslinked high-densitypolyethylene (HDPE). It is expanded during the production phase. Heating itwith a torch during installation returns it to its original dimension.
• HDPE backing provides a high shrink force, resulting in a highhoop stress, and a high mechanical resistance.
• Due to the crosslinks, the backing can be heated over themelting point without any damage. This results in a safe andfast installation.
• Even after several years of installation, the backing will not creep(loose its recovery force). This results in long-term, high-qualityperformance.
• No special stocking requirements are necessary. No shelf lifelimitation. Since the products are expanded at elevatedtemperatures, they will not recover when lying in the sun duringconstruction.
The adhesives (hotmelts and mastics) are developed and produced atRaychem. They are specifically designed for each application. The combinationof backing and adhesive guarantees the quality of the total sealing system.The difference between the shrink temperature at the high crystalline meltingpoint (125°C) of the Raychem backings and the lower softening points of theadhesive ensures that all irregularities in the joint area are ideally filled with adhesive.
8 - Benefits of Raychem’s sealing technology
For more than 40 years Raychem has been developing and producingcrosslinked heat-shrinkable systems. Raychem employees are active members of various committees for the creation of norms and standards. Their experience will help create clearrequirements for testing District Heating joints (EN 489). Our long experience is a guarantee of good quality joints.Raychem sites all over the world havebeen qualified for ISO 9001.
Backing
Adhesive
IV Benefits of Raychem’s sealing technology
Unique materials
Raychem is expert

R
Raychem is a total solution provider for jointing and sealing techniques inDistrict Heating. The product range includes: joints (wraparound and tubular),foaming hole closure systems, end caps and anchor protection sleeves. Additional equipment like torches, scrapers, heating shields, etc. are part of theRaychem product assortment. In addition, Raychem has also designed products based on modern polymertechnology for transmission pipelines and gas and water utilities. Millions ofpre-insulated pipe joints have been sealed with Raychem products.Raychem is your expert in sealing applications.
Benefits of Raychem’s sealing technology - 9
Raychem field service people helptrain the installers in the specifics ofjointing technology. Trained installersreceive a Raychem certificate after asuccessful training. Upon request Raychem field servicepeople can carry out controls ofjointed sleeves in the field.
Raychem technical sales and supportrepresentatives around the world helpcustomers understand and solvetechnical and engineering problems,and provide hands-on field trainingand expert applications assistance. Through this sales and supportnetwork, and through alliances with other leading technology andmanufacturing companies, we work to anticipate our customersneeds in a changing competitiveenvironment.
Raychem has a complete range
Training and service
International sales and support network

European standard for “Pre-insulated bonded pipe systems forunderground hot water networks - Joint assembly steel servicepipes, polyurethane thermal insulation and outer casing of highdensity polyethylene”.
A district heating pipe system is subjected to axial pipe and joint movements due to temperature variations during operation.A test method was created to distinguish different joints in a comparable way.Example : A period of 30 years represents about 100 full action/temperature cycles.
Due to ambient temperature fluctuations during the construction phase, generated by the day/night cooling and heating-up from the pipe jacket, the casing pipe will expand and contract. This movement creates a relative movement between pipe and casing. When a joint or its sealing element is not flexible enoughto accept this movement it will lose its function as a joint seal. Either the sealing element (adhesive) doesn’t adhere in a proper way or the backing material may break.
When backfilling material or stones from a sliding trench wall hit the PE jacket pipe and sealing joint, they may damage this sealing system especially at low temperatures.
During the construction phase a district heating pipe system may be subjected to bending or impacts at low temperatures. The joint and its sealing element should resist these forces and impacts.
A material test to determine the quality of the material used.This test method determines the maximum elongation at break sustained by a test specimen of backing material during a tensile test.
R
PurposeTest
EN 489
Soil stress resistanceEN 489 par 5.1
Relative outer casing movementRaychem internal test method
Low temperature impact testRaychem internal test method
Impact brittlenessISO 974
Ultimate elongation testISO R527
10 - Standards and Tests
Raychem productsare intensively
tested. The EN 489 tests for
pre-insulated pipe joints and
specifically designedRaychem tests areperformed in own
laboratories, as well as in the
laboratories ofindependent
institutes.
Standards and testsV

Tensile strengthISO R527
Thermal ageing followed by ultimate elongationISO 188
External water pressure testDS2182
Internal pressure testRaychem internal test method
Peel strength of sealing elementsDIN 30672
Shear strength of sealing elementsISO 4587
This material test determines the quality of the material used.It determines the maximum tensile stress sustained by a testspecimen of backing material during a tensile test.
To check that the joint will continue to perform well many yearsafter it has been installed, an ageing test is done. The backing material of the sealing joint is conditioned atelevated temperatures and the change in ultimate elongation is measured.
The primary function of a joint sealing is to seal the joint against water ingress during its lifetime. Raychem products aretested to resist to a ground water level of minimum 7 metres.
Some residual gassing of the foam or entrapped air under theoversized casing will expand during preheating and installation and will generate an internal pressure underneaththe sealing system. The sealing joint must be able to resist this internal pressure. This internal pressure is simulated byapplying air pressure inside an empty / non-foamed casing.
The sealing layer used in the joint sealing system must have agood adhesion strength to let the product perform well.The value measured can be used to compare the sealingelement of one product with another.
Soil forces act on the sealing joint mostly in a shear mode. The sealing element used in the joint sealing system must havea sufficient shear resistance. The shear strength of the sealingjoint plays a key role in other tests such as soil stressresistance and relative outer casing movement.
R Standards and Tests - 11
PurposeTest

RayJoint
IPPS
DualSeal
TPSM/138
R

PRODUCT RayJoint DualSeal III IPPS/106 TPSM/138
Oversized (D)N/A 90-800 90-800 90-500
Heat-shrinkable (D) N/A 90-1200 90-800 90-500
All-in-one joint (D) 90/1200 N/A N/A N/A
Metal sheet (D) N/A 90-1200 90-630 N/A
Soil stress resistance • 8,0% sand humidity 1000 1000 1000 100
Maximum operating temperature (T) 50°C 50°C 50°C 50°C
(under expansion cushions)* (60°C) (60°C) (50°C) (50°C)
Tubular / wraparound tubular wraparound wraparound tubular
Pressure testing after installation (P) Yes No No No
Product recommended for • main lines Yes Yes No No
• distribution Yes Yes No No
• service lines Yes Yes Yes Yes
PRODUCT RayJoint DualSeal III IPPS/106 TPSM/138
R
* In accordance with EN 253 for special cases 60 °C (under expansion cushions)N/A : not applicable
Jointing technology - 13
Consult the table below for product selection. It is a rough guideline, please consider detailed design data for final selection. You can also contact your Raychem sales representative for help with selecting the right product.
The following criteria play an important role whenselecting the right joint for your installation:
D (mm)Outside diameter of the casing pipe
T (°C)Maximum temperature of the casing pipe duringoperation. (T is higher if expansion cushions are used toallow expansion of the pipes in the soil).
P (bar)A pressure test can be done after installation.The test: a pressure of maximum 0.5 bar (7.25 psi) can bewithstood during 10 minutes without any pressure drop.
Overview
D
T
P
Jointing technologyVI
Type joint
casing
casing
casing

R
Product descriptionRayJoint is a crosslinked, heat-shrinkable, tubular, all-in-one joint witha superior performance.
RayJoint is a complete system offering both casing pipe continuationand permanent sealing of the joint area.
The RayJoint system consists of:• a crosslinked tubular heat-shrinkable casing• specially designed fibre-reinforced sealant strips• specially designed welded foaming hole closure plugsRayJoint is standard available for all common pipe diameters.During installation, the RayJoint ends are shrunk down. The adhesiveunderneath melts and fills all surface irregularities of the pipe. A firm bond is formed between the RayJoint casing and the pipe.
Fully crosslinked heat-shrinkable casingAll-in-one joint
Product features / benefits• thick wall HDPE backing providing:
- high shrink force- high mechanical resistance
• elastomeric sealant strips:- superior performance against water ingress- fibre reinforced for controlled adhesive thickness during
installation- extra-wide and internally protected - no risk of contamination before installation
• soil stress resistance performance: min 1,000 cycles (1.5%,8% sand humidity)
• no additional outside end seals are required• installation prior to foaming • no foam loss• pressure testable before foaming• easy installation using standard gas-powered blow torches• standard available for casing pipe diameters from 90 to 1200 mm• thickness adapted to the corresponding casing pipe thickness • storage and transportation, even at high temperatures• smart economics: superior performance for low installed cost• no shelf life limitation• tested by independent institutes:
LLY Finland (in accordance to EN 489)FFI Hannover
Technical properties
MATERIAL PROPERTIES Test method Conditions Typical value
BackingTensile strength ISO R527 23°C, 50 mm/min 25 MPa
-40°C, 50 mm/min 40 MPaUltimate elongation ISO R527 23°C, 50 mm/min 660%
-40°C, 50 mm/min 400%Impact brittleness ISO 974 Unnotched -40°C passThermal ageing ISO 188 168 hrs at 150°Cfollowed by ultimate elongation ISO R527 23°C, 50 mm/min 590%
Elastomeric adhesiveLow temperature flexibility ASTM D3111 25 mm mandrel -20°CShear strength ISO 4587 23°C, 50 mm/min 36 N/cm2
Peel strength DIN 30672 23°C, 50 mm/min 30 N/cm
SYSTEM PROPERTIES
Soil stress resistance: 1,5% sand humidity EN 489 1000 cycles8,0% sand humidity EN 489 1000 cycles
Internal pressure test DS 2182 40°C, 0.5 bar, 10 min passExternal pressure test DS 2182 23°C, 0.7 bar, 24 hrs passCasing temperature EN 489/EN 253 50°C (60°C under expansion cushion)Low temperature impact RUD 6097* -25°C, 1 kg at 1 m height, ø 22 mm passRelative outer casing movement RUD 6097* 20 cycles of 20 mm stroke passPremature shrinkage RUD 6097* 1 month at 90°C passTemperature cycling Internal -30°C to 70°C, 28 days pass
* Raychem Technical Specification
RayJoint
14 - Jointing technology, RayJoint
RayJoint casingFibre reinforced elastomeric sealant stripWEPS welded closure plug
VI

R
Ordering information
RAYJOINT-XXX eg. RAYJOINT-500nominal diameter of the casing pipe in mm
S1113-120x1.6x25000-RI fibre-reinforced mastic on 25 m rollNote: Quantity to be ordered: see Application table
WEPS-25 foaming hole closure plug (2 pc/ RayJoint)EQ-RJ-SPACER foam spacer with adhesive tape to center RayJoint (4pc/ RayJoint>800 mm)
EquipmentEQ-HEAT-SHIELDS-150x3x25M Heat protection shields to prevent overheating the casing pipe page 40EQ-WP-BOX-T6 Power supply (including 2 pieces of EQ-WP-SADDLE-T4) page 41EQ-WP-SADDLE-T4 Saddle for casing pipe diameter 90-800 mm page 41EQ-WP-SADDLE-800-T1 Saddle for casing pipe diameter > 800 mm page 41EQ-WEPS-SCRAPER Scraper for surface preparation page 41EQ-WP-DRILL-25 25 mm conical drill page 41EQ–REUSABLE–PLUG Plug to close the foaming holes during foaming page 41
Application table
Selection of RayJoint depending on casing pipe diameter.
Jointing technology, RayJoint - 15
Casing pipe Inner diameter (ID) RayJoint Thickness (T) RayJoint Length of sealant stripnominal diameter supplied fully recovered supplied fully recovered S1113-RIRayJoint (D) (mm) min. (mm) max. (mm) (mm) (mm) required per RayJoint (mm)
90 105 85 2.4 3 643110 125 100 2.4 3 775125 142 115 2.4 3 874140 156 125 3.2 4 973160 177 141 3.2 4 1105180 197 158 3.2 4 1237200 221 177 3.2 4 1369225 240 192 4.0 5 1584250 270 216 4.0 5 1748280 300 240 4.0 5 1946315 338 270 4.8 6 2177355 380 304 4.8 6 2491400 430 344 5.6 7 2788450 478 382 5.6 7 3117500 529 423 5.6 7 3447560 593 474 6.4 8 3843630 664 531 6.4 8 4304670 705 564 7.2 9 4568710 745 596 7.2 9 4832800 839 671 8.0 10 5425850 891 713 8.8 11 5755900 940 752 8.8 11 6085950 992 794 9.6 12 6414
1000 1040 832 10.6 13 67441050 1090 872 11.2 14 70741100 1141 913 11.2 14 74031150 1194 955 12.0 15 77331200 1242 994 12.0 15 8063
700 mm
ID
T
45°
3 mmmax.
D
RayJointCasing pipe

R
Installation overviewRayJoint
1. PreparationBefore welding the service pipe, slide the RayJoint over the PE casing pipe. The PE casing pipe and RayJoint should be dry and free of foreign materials. Mark and centre the RayJoint over the joint area. Abrade the installation area.
2. Sealing stripsCut two sealing strips. Dry the pipe ends gently with a torch (30°C-40°C).Apply sealing strips on the pipe ends next to the marks, so the sealing strip will be completely covered with the RayJoint. For diameters ≥900 mm, use the spacers to centre the Rayjoint on the pipe.
3. Slide the RayJoint over the sealing strips and centre it over the joint. Drill the foaming holes. Remove the release plastic from both sealingstrips. Wrap the heatshields around PE casing pipe and RayJoint.
4. ShrinkingUse a soft flame to give the heat sufficient time to penetrate theRayJoint. Start heating on one end of the RayJoint, moving the flame around the circumference. Continue for about 1-2 minutes.Move to the other end and carry out the same procedure, alternaterepeatedly, shrink until both RayJoint ends are in contact with the PE casing pipe.
5. InspectionPressure test and foam the RayJoint. Close the foaming holestemporary, after curing remove the plugs and install theRaychem WEPS foaming hole closure system. A goodinstallation is defined by : no foam leakage out of the sealantarea, full circumferential contact of shrunk edges with the PE casing pipe and WEPS used as foaming hole closure system.
16 - Jointing technology, RayJoint
For complete installation, please consult the corresponding
installation instruction.

R
High performance wraparound sleeveJoint sealing for oversized casing, heat-shrinkable casing, metal sheet casing or half shells
DualSeal III
Product descriptionDualSeal III is a high performance heat-shrinkable, wraparoundsleeve.
The HDPE crosslinked backing is precoated with two sealing zones:• a viscoelastic sealant in the middle as a primary seal• a high-shear-strength thermoplastic adhesive layer at each side
as secondary sealing and anchoring
DualSeal III includes two extra features:• an uncoated zone between the two sealing zones for easy
installation without slippage which results in reducedinstallation time.
• an embossed backing. The profiled backing gives an extravisual indication during installation. When heat is applied,the profiles disappear. A smooth surface at the end of theinstallation indicates an homogeneous heat dissipationaround the circumference.
Further visual indication is given by the thermo-indicating painton the backing at the position of the thermoplastic adhesive. The disappearance of the paint during installation indicates thatheat has been applied homogeneously around the circumference.
A fibre-reinforced closure patch coated with an excellent shear-resistant adhesive closes the wraparound sleeve. DualSeal has nopre-attached closure patch.DualSeal UNI, a cut-to-length sleeve with a pre-attached closurepatch, is available for faster and more convenient installation.
DualSeal is installed after foaming.
Product features / benefits• HDPE backing providing:
- high shrink force- high mechanical resistance
• high performance sealing system consisting of 2 sealing zones:• viscoelastic sealant: - flexibility against stresses due to outer casing expansion and
relative outer casing movements- barrier against moisture and penetration- easy to install with excellent flow and fill- high surface tackiness- reliable seal• thermoplastic adhesive:- increased temperature performance- high shear resistance against circumferential and axial soil forces- additional sealing
• soil stress resistance performance: 1000 cycles (8% sand humidity)• wraparound product resulting in easier logistics (delivery at the site
at the time of installation)• special applications: test hole repair, repair of casing, repair of pipe• DualSeal UNI offers fast installation:
- closure patch pre-attached- cut to length for specific pipe diameter- corners cut
• tested by independent institute:FFI Hannover (in accordance with EN 489)
Jointing technology, DualSeal III - 17
DualSeal backingClosure patchFOPSJoint casing
Thermoplastic adhesiveUncoated zoneViscoelastic sealant Thermoplastic adhesive
DualSeal backingClosure patchMetal casing
Viscoelastic sealant stripThermoplastic adhesive
VI
DualSeal as end seal
DualSeal as casing pipe continuation

R
Technical properties
MATERIAL PROPERTIES Test method Conditions Typical value
BackingTensile strength ISO R527 23°C, 50 mm/min 24 MPa
-40°C, 50 mm/min 33 MPaUltimate elongation ISO R527 23°C, 50 mm/min 750%
-40°C, 50 mm/min 470% Impact brittleness ISO 974 unnotched -40°C passThermal ageing ISO 188 168 hrs at 150°Cfollowed by ultimate elongation ISO R527 23°C, 50 mm/min 750%
Thermoplastic adhesiveShear strength ISO 4587 23°C, 50 mm/min 340 N/cm2
Peel strength DIN 30672 23°C, 50 mm/min 120 N/cmLow temperature flexibility ASTM D2671 Method c, ø 100 mm -35°C
Viscoelastic sealantShear strength ISO 4587 23°C, 50 mm/min 15 N/cm2
Peel strength DIN 30672 23°C, 50 mm/min 20 N/cm
SYSTEM PROPERTIES
Soil stress resistance: 8,0% sand humidity EN 489 1000 cyclesOperating temperature casing EN 489/EN 253 50°C (60°C under expansion cushion)External pressure test DS 2182 23°C, 0.7 bar, 24 hrs passLow temperature impact RUD 6100* -25°C, 1 kg at 1 m height, ø 22 mm passRelative outer casing movement RUD 6100* 10 cycles of 20 mm at 23°C, passTemperature cycling test 0.5 mm per min.
* Raychem Technical Specification
Ordering information
• Roll Sheet-roll DUALSEAL-III-XXXxYYMroll length in m(Sl)width in mm (Sw)
Dualseal-III-190, 255, 320, 430, 640 x 30m - 770, 900 x 20m
Closure Patch WPCP-IV-XXxYYYpatch length in mm (190, 255, 320, 430, 638, 768, 898 ) is a function of width of DualSeal (Pl)patch width in mm (100 or 150 mm) (Pw)
100 mm for casing pipe diameters < 500 mm150 mm for casing pipe diameters ≥ 500 mm
• Unisleeve DUALSEAL-III-XXX-DIA YYYcasing pipe outer diameter in mmsleeve width in mm (190, 255, 320, 430, 640, 770, 900 ) (Uw)
18 - Jointing technology, DualSeal III
Uw
Pl
Pw
Sl
Sw

Application table DualSeal has 2 types of application• as end seal• as jacket continuation
DualSeal-III-190/-255/-320/-430: End Seal
DualSeal cut length
Casing pipe ø Sleeve length≤ 200 75 mm + circumference of casing225–500 100 mm + circumference of casing≥ 500 125 mm + circumference of casing
DualSeal width depending on casing pipe diameter
Recommended application Possible application
1. DualSeal in combination with SHRINKABLE CASING (no gap)
Casing Pipe Ø 90 110 125 140 160 180 200 225 250 280 315 355 400 450 500 560 630 670 710190
DualSeal 255
width 320
2. DualSeal in combination with NON SHRINKABLE CASING (gap)
Casing Pipe Ø 90 110 125 140 160 180 200 225 250 280 315 355 400 450 500 560 630 670 710190
255
DualSeal 320
width 430
Note: gap = distance in between top of PE casing pipe and, inside of oversized casing when fully lifted. Maximum gap is 2,5 times oversized casing thickness. Casing must be bevelled.
DualSeal-III-640/-770/-900: Casing pipe continuation
DualSeal cut length
Casing pipe ø Sleeve length≤ 200 75 mm + circumference of casing225–500 100 mm + circumference of casing≥ 500 125 mm + circumference of casing
DualSeal width depending on length of the metal sheet casing, or on the length of half-shells.
length to cover between 237 and 391 mm DualSeal width: 640 mm + S1113 mastic strip at stepdown or pipe edgesbetween 392 and 434 mm DualSeal width: 640 mmbetween 435 and 523 mm DualSeal width: 770 mm + S1113 mastic strip at stepdown or pipe edgesbetween 524 and 566 mm DualSeal width: 770 mmbetween 567 and 655 mm DualSeal width: 900 mm + S1113 mastic strip at stepdown or pipe edgesbetween 656 and 698 mm DualSeal width: 900 mm
Note: a strip of S1113 mastic must be centred over the end of the metal sheet casing or the half-shell. (50 mm width, 1 mm thick)
800 900 1000 1200
800 900 1000 1200
R Jointing technology, DualSeal III - 19

Installation overviewDualSeal III
1. PreparationAfter the joint has been foamed, all excess foam needs to be removed using a scraper. The pipe and casing areas should be dry and free of foreign materials and the installation area abraded.
2. PreheatingPreheat the casing and the pipe areas to minimum 60°C. Use a soft flame. This operation is absolutely necessary to obtain a good bond and shortens the installation time. Use the Raychem district heating thermo-indicator stick tocheck the surface temperature.
3. Remove the release plastic. Centre the viscoelastic sealant on the sleeveover the casing end with the uncoated zone positioned onto the casing. The sleeve should overlap itself by 50 mm. Centre and heat the closurepatch over the sleeve overlap and press it down with a gloved hand. Use a soft flame.
4. Shrink the sleeveFirst shrink the sleeve on the casing side. Continue shrinking over the step-down and towards the end of the sleeve. Postheat the sleeveuntil the green paint becomes black. To make sure the hotmelt has become liquid, push the sleeve gently.The small wrinkle will disappear to form a smooth surface again.
5. InspectionThe sleeve must be smooth without upstanding edges, dimplesor cold spots. The adhesive should exude all around thecircumference at the sleeve edges.
For complete installation, please consult the corresponding
installation instruction.
R20 - Jointing technology, DualSeal III

Product descriptionThe heavy wall crosslinked backing is precoated with a semi-crystallineadhesive providing sealing and mechanical anchoring.A fibre-reinforced closure patch coated with an excellent shear-resistant adhesive closes the wraparound sleeve.IPPS/106 UNI, a cut-to-length sleeve with a pre-attached closurepatch, is available for faster and more convenient installation.
Note: IPPS/106 is installed after foaming.
Product features / benefits• HDPE backing providing:
- high shrink force- high mechanical resistance
• soil stress resistance performance: 1000 cycles (8% sand humidity)• adhesive with high shear strength• high mechanical resistance• wraparound resulting in easier logistics
(delivery at the site at the time of installation)• unisleeve offers fast installation:
- closure patch pre-attached- cut to length for specific pipe diameter- cut corners
• tested by independent institutes:- LLY Finland ( in accordance with EN 489)- FFI Hannover
Medium performance wraparound sleeveJoint sealing for oversized casing, heat-shrinkable casing, metal sheet casing or half shells
Technical properties
MATERIAL PROPERTIES Test method Conditions Typical value
BackingTensile strength ISO R527 23°C, 50 mm/min 20 MPaUltimate elongation ISO R527 23°C, 50 mm/min >500% Thermal ageing ISO 188 168 hrs at 150°Cfollowed by ultimate elongation ISO R527 23°C, 50 mm/min >450%
AdhesiveSoftening point ASTM E-28 103°CLow temperature flexibility ASTM D 2671 method c, ø 100 mm -35°CShear strength ISO 4587 23°C, 50 mm/min 190 N/cm2
Peel strength DIN 30672 23°C, 50 mm/min 25 N/cm2
SYSTEM PROPERTIES
Soil stress resistance: 8,0% sand humidity EN 489 1000 cyclesOperating temperature EN 489/EN253 50°CExternal pressure test Finn. L1/1985 23°C, 1 bar, 1 hour passLow temperature impact Internal -25°C, 1 kg at 1 m height, ø 22 mm pass
IPPS/106
IPPS/106 backingClosure patch
FOPSJoint casing
R Jointing technology, IPPS/106 - 21
Thermoplastic adhesive
IPPS/106 backingClosure patchMetal casing
Thermoplastic adhesive
VI
IPPS/106 as end seal
IPPS/106 as casing pipe continuation

Ordering information
• Roll Sheet-roll IPPS– XXXxYYM/106coating coderoll length in m (Sl)width in mm (Sw)
IPPS-150, 220, 285, 640 x 30m/106 - 770, 900 x 20m/106
Closure Patch WPCP–IV–XXX–YYYpatch length in mm (153, 218, 283, 638, 768, 898 mm) (Pl)patch width in mm (100 or 150 mm) (Pw)
• Unisleeve IPPS-XXX-DIA YYY/106casing pipe outer diameter in mmsleeve width in mm (150, 220, 640 mm) (Uw)
Application table IPPS
Selection of IPPS width depending on casing pipe diameter.
Recommended applicationPossible application
1. End seal
Casing Pipe Ø 90 110 125 140 160 180 200 225 250 280 315 355 400 450 500 560 630 670 710155
IPPS 220
width 285
2. Casing pipe continuation
Casing Pipe Ø 90 110 125 140 160 180 200 225 250 280 315 355 400 450 500 560 630 670 710640
IPPS 770
width 900
IPPS cut length
Casing pipe ø Sleeve length≤ 200 75 mm + circumference of casing225–500 100 mm + circumference of casing≥ 500 125 mm + circumference of casing
800 900 1000 1200
800 900 1000 1200
R22 - Jointing technology, IPPS/106
Uw
Pl
Pw
Sl
Sw
Jointing technology, IPPS/106 - 23
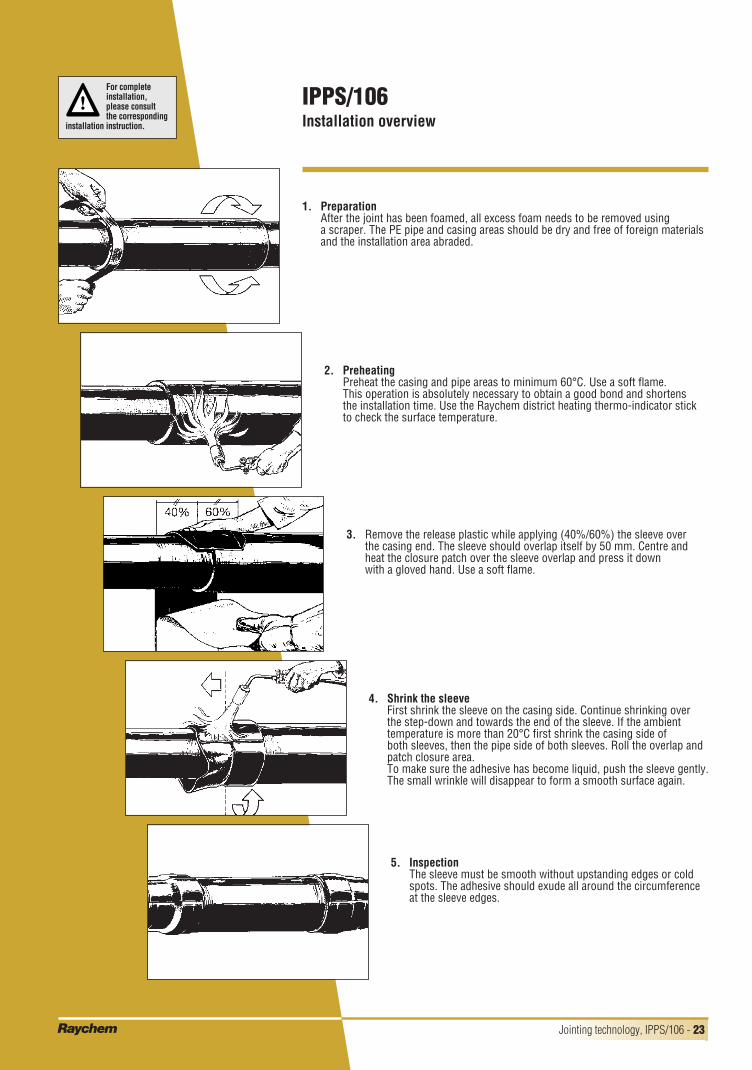
Installation overviewIPPS/106
1. PreparationAfter the joint has been foamed, all excess foam needs to be removed using a scraper. The PE pipe and casing areas should be dry and free of foreign materialsand the installation area abraded.
2. PreheatingPreheat the casing and pipe areas to minimum 60°C. Use a soft flame. This operation is absolutely necessary to obtain a good bond and shortens the installation time. Use the Raychem district heating thermo-indicator stick to check the surface temperature.
3. Remove the release plastic while applying (40%/60%) the sleeve over the casing end. The sleeve should overlap itself by 50 mm. Centre andheat the closure patch over the sleeve overlap and press it down with a gloved hand. Use a soft flame.
4. Shrink the sleeveFirst shrink the sleeve on the casing side. Continue shrinking over the step-down and towards the end of the sleeve. If the ambienttemperature is more than 20°C first shrink the casing side of both sleeves, then the pipe side of both sleeves. Roll the overlap andpatch closure area.To make sure the adhesive has become liquid, push the sleeve gently.The small wrinkle will disappear to form a smooth surface again.
5. InspectionThe sleeve must be smooth without upstanding edges or coldspots. The adhesive should exude all around the circumferenceat the sleeve edges.
R
For complete installation, please consult the corresponding
installation instruction.

Product descriptionThe HDPE crosslinked backing is precoated with a viscoelasticsealant. During shrinkage the adhesive melts and ensures a firmbond between the casing pipe and the oversized casing.
It is generally used as an additional outside seal for small andmedium diameter heat-shrinkable casings.
Product features / benefits• HDPE backing providing:
- high shrink force- high mechanical resistance
• soil stress resistance performance: 100 cycles (1.5% and8% sand humidity)
• available for complete casing pipe diameter range from 90 to 500 mm
• easy installation • individually packed in polybag to avoid contamination• cost-effective solution • tested by independent institute:
FFI Hannover
Tubular product Joint sealing for oversized casing and heat-shrinkable casing
Technical properties
MATERIAL PROPERTIES Test method Conditions Typical value
BackingTensile strength ISO R527 23°C, 50 mm/min 20 MPa
-40°C, 50 mm/min 30 MPaUltimate elongation ISO R527 23°C, 50 mm/min >500%
-40°C, 50 mm/min 280%Impact brittleness ISO 974 unnotched -70°C passThermal ageing DIN 30672 100 days, 100°Cfollowed by ultimate elongation ISO R527 23°C, 50 mm/min 13 % loss of elongation
Viscoelastic sealantSoftening point ASTM E-28 120°CLow temperature flexibility ASTM D 3111 mandrel 25 mm -20°CShear strength ISO 4587 23°C, 50 mm/min 70 N/cm2
Peel strength: after immersion DIN 30672 23°C, 50 mm/min 30 N/cmin ground water for 4 weeks at 23°C
SYSTEM PROPERTIES
Soil stress resistance: 1,5% sand humidity EN 489 100 cycles8,0% sand humidity EN 489 100 cycles
External pressure test DS 2182 23°C, 0.7 bar, 24 hrs passLow temperature impact RUD 6024* -25°C, 1 kg at 1 m height, ø 22 mm passRelative outer casing movement RUD 6024* 10 cycles of 10 mm at 23°C, 0.5 mm/min pass
* Raychem Technical Specification
TPSM/138
Viscoelastic sealantTPSM/138 backingFOPSJoint casing
R24 - Jointing technology, TPSM/138
VI

Ordering information
TPSM-XXX / YYY-AAA / 138coating codewidth in mm (150 or 225 mm, see application table)max. recovered diameter in mmmin. expanded diameter in mm
eg. TPSM-80/55-150/138
Application table
Selection depending on the casing pipe outside diameter
TPSM Casingpipe nominal Ø (mm) Sleeve width (mm)
80/55 63 15092/67 75 150112/81 90 150 or 225
135/93 110 150 or 225150/104 125 150 or 225165/127 140 150 or 225
196/153 160 150 or 225215/150 180 150 or 225230/170 200 150 or 225
255 / 190 225 150 or 225300 / 225 250 150 or 225340 / 255 280 150 or 225380 / 285 315 150 or 225
405 / 325 355 225460 / 360 400 225510 / 410 450 225565 / 450 500 225
R Jointing technology, TPSM/138 - 25

Installation overviewTPSM/138
1. PreparationBefore welding the service pipe, slide the sleeve over the PE casing pipe. After the joint has been foamed, all excess foam needs to be removed using a scraper.The pipe and casing areas should be dry and free of foreign materials and theinstallation area abraded. Remove the plastic bag from the sleeve. Do not removethe inside release plastic yet.
2. PreheatingPreheat the casing and the pipe areas to minimum 60°C. Use a soft flame.This operation is absolutely necessary to obtain a good bond and shortensthe installation time. Use the thermo-indicator stick to check the surfacetemperature.
3. Shrink the sleeveRemove the inner release plastic while centring the sleeve over the casingend. Using a steady yellow flame, shrink the sleeve in the centre, startingat the top and working downwards. Apply heat evenly around the sleeve,moving the flame constantly. Work towards the casing end until thematerial has fully recovered and adhesive exudes at the sleeve edges.
4. Repeat the shrinking process working towards the opposite end.Installation is finished when the sleeve is completely smooth and theadhesive exudes at the sleeve edges. Repeat the sequence for theother sleeve.
5. InspectionSleeve must be smooth without upstanding edges, dimples orcold spots. Adhesive exudation will be evident along totalcircumference of the sleeves.
For complete installation, please consult the corresponding
installation instruction.
R26 - Jointing technology, TPSM/138

Electrically installed closure system for the sealing of foaming holes
WEPS system
Product descriptionWEPS (welding plug system) is an electrofusion closure plugspecifically designed for the sealing of foaming holes in oversizedor heat-shrinkable casings.
The construction of WEPS consists of:• a thick High Density Polyethylene (HDPE) backing with melt flow
indicators (MFIs) positioned at each corner• an electrically conductive Ultra High Molecular Weight
Polyethylene (UHMWPE) fusion element allows even heatingwithout embedded resistance wires
• an HDPE welding layer• a HDPE centering disk, sized to fit foam injection openings of
25 mm
The reusable clamping tool, the saddle, connects the WEPS with thepower supply. At the same time, the saddle ensures a continuousand correct pressure to enable a good bonding. Once the power isapplied to the WEPS, the conductive polymer layer brings thewelding layer above the melt temperature, resulting in a fusion bondbetween WEPS and the applied PE surface (casing or pipe).
Product features / benefits• large fusion area • Soil stress resistance performance: >1000 cycles• high reproducibility of an installation• visual inspection of good installation possible:
- evidence of scraping- filled Melt Flow Indicators (MFI)
• works equally well on crosslinked RayJoint casings and on non-crosslinked regular PE casings
• can be used to repair inspection openings in the casing pipe• tested by independent institutes:
- FFI Hannover- LLY Finland
• safe installation:- design of power supply to European safety regulations (KEMA)- saddle prevents accidental touching of WEPS during installation
Technical properties
MATERIAL PROPERTIES Test method Conditions Requirement Typical value
HDPE of closure plugTensile strength ISO R527 23°C, 50 mm/min 22 MPa minimum 25 MPaUltimate elongation ISO R527 23°C, 50 mm/min 500% minimum >800%
Fusion element (UHMWPE)Tensile strength ISO R527 23°C, 50 mm/min 29 MPa minimum 32 MPaUltimate elongation ISO R527 23°C, 50 mm/min 350% minimum 375%
System requirementsSoil stress resistance: 1,5% sand humidity FFI Hannover 1000 cycles no leakage pass
8,0% sand humidity FFI Hannover 1000 cycles no leakage pass
HDPE backingMelt flow indicator (MFI)UHMWPE fusion element
HDPE welding layerHDPE centering disk
EQ-WP-SADDLE
Ordering information WEPS-25
Equipment:EQ-WP-BOX-T6 Power supply (including 2 pieces of EQ-WP-SADDLE-T4) page 41EQ-WP-SADDLE-T4 Saddle for casing pipe diameter 90-800 mm page 41EQ-WP-SADDLE-800-T1 Saddle for casing pipe diameter > 800 mm page 41EQ-WEPS-SCRAPER Scraper for surface preparation page 41EQ-WP-DRILL-25 25 mm conical drill page 41EQ–REUSABLE–PLUG Plug to close the foaming holes during foaming page 41
R Foaming hole closure plugs, WEPS - 27
Foaming hole closure plugsVII

Installation overviewWEPS system
1. PreparationWhen the foam has cured, drill the foaming hole to a diameter of 25 mm. Scrape (not abrade) the installation area around the foaming hole. Remove scraping particles with a dry rag.
2. WEPS positioningInsert and center the WEPS in the foaming hole. Clamp the saddle on top of the WEPS by means of the strap and keep the buckle on the side. Tighten the strap, so that all of the WEPS is in close contact with the casing surface.
3. Electrical poweringConnect the WEPS power supply to a generator or mains supply and pull up the emergency stop button. Attach power leads to the WEPS saddle. Set the timer to the recommended installation time depending on the approximate casing surface temperature.
4. WeldingStart the power cycle by pushing the “start” button, a buzzer willsound. The WEPS power supply will automatically shut off after the pre-set time has elapsed. Power leads can now be removed. In most cases the clamping toolmay be removed after 4 minutes’ cooling.
5. InspectionVisually inspect that the casing was scraped (not abraded).Verify that all melt flow indicators show complete melt flow and are completely filled.Additional melt flow must be visible at both edges that are in line with the pipe axis.
For complete installation, please consult the corresponding
installation instruction.
R28 - Foaming hole closure plugs, WEPS

Flame installed closure system Sealing of foaming holes
FOPS
Product descriptionFOPS is a round heat-resistant patch used for the sealing offoaming holes in oversized or heat-shrinkable casings. It providesa watertight and mechanically strong seal of the foaming hole.
The patch is made from crosslinked HDPE backing and isprecoated with a high shear-resistant thermoplastic adhesive. Thebacking is provided with thermo-indicating paint. This gives apositive indication for the installers that heat has been applied tomake the adhesive flow.The product is used together with a mastic to fill the foaming hole.FOPS is often installed over a standard PE welding plug.
Product features / benefits• thermoplastic adhesive with high shear-resistance against
soil forces• easy to install• tested by independent institute:
- FFI Hannover
Technical properties
MATERIAL PROPERTIES Test method Conditions Typical value
BackingTensile strength ISO R527 23°C, 50 mm/min 20 MPa
-40°C, 50 mm/min 30 MPaUltimate elongation ISO R527 23°C, 50 mm/min 650%
-40°C, 50 mm/min 280%Impact brittleness ISO 974 unnotched -70°C passThermal ageing ISO 188 7 days at 150°Cfollowed by ultimate elongation ISO R527 23°C (50 mm/min) >500%
AdhesiveSoftening point ASTM E-28 94°CShear strength ISO 4587 23°C, 50 mm/min 300 N/cm2
Peel strength DIN 30672 23°C, 50 mm/min 104 N/cm
SYSTEM PROPERTIES
Soil stress resistance: 1,5% sand humidity EN 489 300 cyclesOperating temperature 50°C (60°C under expansion cushion)External water pressure DS 2182 23°C, 0.7 bar, 24 hrs pass
Ordering information FOPS-100 FOPS closure patchFOPS-MASTIC-2 FOPS filler Pag 41
Equipment:
EQ-PRESS-FOPS Tool to press down FOPS during installation Pag 41
Thermoplastic adhesiveFOPS backing
FOPS mastic
R Foaming hole closure plugs, FOPS - 29
VII

Installation overviewFOPS
1. PreparationFoam the casing. When the foam has cured, remove the temporary foaming holeplug. If necessary, remove the excess foam.The installation area should be dry and free of foreign materials and abraded.Remove all abrasion dust carefully.
2. Preliminary sealingFill the hole with the mastic putty so that it is level with the PE surface.
3. PreheatingPreheat the surface around the hole to minimum 60°C. Use a soft flame with sufficient heat and allow it to penetrate into the PE. Use the Raychem district heating thermo-indicating sensor to check thetemperature. Only an immediate colour change upon contact indicatesthat sufficient heat has been applied.
4. InstallationSlightly preheat the adhesive side of the FOPS until it’s tacky. Press the FOPS in place centered over the foaming hole. Heat the FOPS backing until the temperature-sensitive paint changes color and the thermoplastic adhesive becomes liquid.
5. InspectionThe FOPS should be completely in contact with the PE surface.There should be no gas bubbles or upstanding edges. The adhesive should exude all around the FOPS edge.
For complete installation, please consult the corresponding
installation instruction.
R30 - Foaming hole closure plugs, FOPS

Ordering information
DHEC-2XXX size code2 openings (1 service outlet & 1 casing outlet)
e.g. DHEC-2600
DHEC-3XXX size code 3 openings (2 service, 1 casing)
e.g. DHEC-3300
District Heating End CapFor sealing the pipe ends
DHEC
Product descriptionThe District Heating End Cap is a heat-shrinkable, molded product.
DHEC is installed at the pipe ends where it prevents water ingressin the pipe insulation between casing and service pipe. It is usedfor pre-insulated pipes carrying fluids at a continuous operatingtemperature of 130°C.DHEC Single is designed for pre-insulated pipes having one servicepipe. DHEC Twin is designed for pre-insulated pipes with twoservice pipes.
DHEC is coated with an elastomeric adhesive specially designed forperformance at high temperature conditions. Uncoated edgesprevent the product from slipping off the casing pipe duringinstallation.
Product features / benefits• HDPE backing providing:
- high shrink force- high mechanical resistance
• viscoelastic sealant strip with high performance against water ingress
• high shrink ratio: - one product covering several different pipe sizes- accommodates easy to pipe ovality- covering several combinations of service and casing pipe
• if factory pre-installed, protection of pipe insulation during transport and storage
• in case of leakage, limits insulation degradation to one pipe lengthresulting in reduced repair costs on flexible pipe systems
• barrier for gas exchange between foam (blowing agent) and air• easy installation
Viscoelastic sealant stripDHEC backing
R End caps, DHEC - 31
End capsVIIICasing pipeService pipe

Application table
DHEC Single
DHEC Twin Service pipe Casing pipe OD (mm)OD (mm) 90 110 125 140 160 180 200 225 1 2
12 1215 1518 1820 20
28 15182228
22 121522
32(35) 1822
32(35)
42(40) 2228
42(40)
50 3250
54 283543
3200
3350-P604 3350-01
3250
3280 3350-01
3350-03
3350-033280
3280
3280
3360-01
Casing pipe OD (mm)
Service pipe 63 75 90 110 125 140 160 180 200 225OD (mm)
12151721273442485460707689
108114133139
> 250 266 280 297 315 326 334 355 400 450139159168193219245273324355
R32 - End caps, DHEC
2300
2600
2630
2800
2900
3000
2000
2000
2100
2060
2200
2340
25002400
2700
3250
3250-P604
3300
3350-02
3350-02 3350-03
3250-P604 3300

Installation overviewDHEC
1. PreparationThe casing pipe and service pipe must be free of foreign materials. Abrade the casing pipe and service pipe to be covered by the end cap.
2. PreheatingPreheat the casing pipe and service pipe to 60°C minimum. Check thetemperature of casing pipe and service pipe with the Raychem District Heatingtemperature indicator stick. Only an immediate colour change upon contact indicates that sufficient heathas been applied.
3. Alarm wires and positioningIf alarm wire access is necessary, the wire is brought outside the end cap, squeezed between two pieces of S1113 mastic. The alarm wireis protected by a shrink tubing.Position the end cap as far as possible over the pipe end.
4. InstallationStart heating the end cap over the casing pipe first. Move the flame in circular motion around the pipe, until the end cap has fullyrecovered. Shrink it over the step-down and onto the carrier pipe.If necessary, squeeze the end cap together on the carrier pipeto relieve air entrapments.You can determine whether the adhesive has melted properly bycarefully pushing the hot end cap a short distance along the servicepipe. The small wrinkles which form should pull themselvesimmediately flat again.
5. InspectionThere should be no air entrapments, burn-holes or upstanding edges.
For complete installation, please consult the corresponding
installation instruction.
End caps, DHEC - 33R

Wraparound end seal for District Heating
CCS-DHEC
Product descriptionThe CCS-District Heating End Cap is a wraparound heat-shrinkablesleeve, closed with a zipper.
CCS-DHEC is installed at the pipe ends where it prevents wateringress in the pipe insulation between casing and service pipe. It isused for pre-insulated pipes carrying fluids at a continuousoperating temperature of 110°C.
The crosslinked backing consists of a fibre-reinforced structurewith a high expansion ratio to accommodate several diameters ofboth casing pipe and service pipe. Near the edges and underneaththe zipper, the product is coated with an elastomeric adhesivespecially designed for high temperature performance.
Product features / benefits• elastomeric sealant strip with high performance against
water ingress• high shrink ratio:
- one product covering several different pipe sizes- accommodates easy to dimensional variations and pipe ovality
• available for pipe sizes from 90 to 1200 mm casing pipe diameter• wraparound for installation after welding of service pipes
Ordering information
CCS-DHEC-XXX-YYY minimum OD service pipe in mmmaximum OD casing pipe in mm
eg. CCS-DHEC-710-355
Viscoelastic sealant stripCCS-DHEC backing
Closure patch with zipper underneath
R34 - End caps, CCS-DHEC
Casing pipe
Service pipe
VIII

Application table
Selection of CCS-DHEC depending on the diameters of the service pipe and the casing pipe
Casing pipe OD (mm)
90 95 110 125 128 140 150 163 180 186 200 225 250 266 280Service pipe
OD (mm)273442485460707689108114133139168193
Casing pipe OD (mm)
Service pipe 297 315 334 355 400 450 500 560 630 710 800 900 1000 1200OD (mm)
1681932192733243554064575086108131016
110/26*
128/48
163/60
186/70200/76 225/
89 250/108
280/133
* Conical type
315/168
560/273
710/355
900/457
400/219
1200/610
R End caps, CCS-DHEC - 35
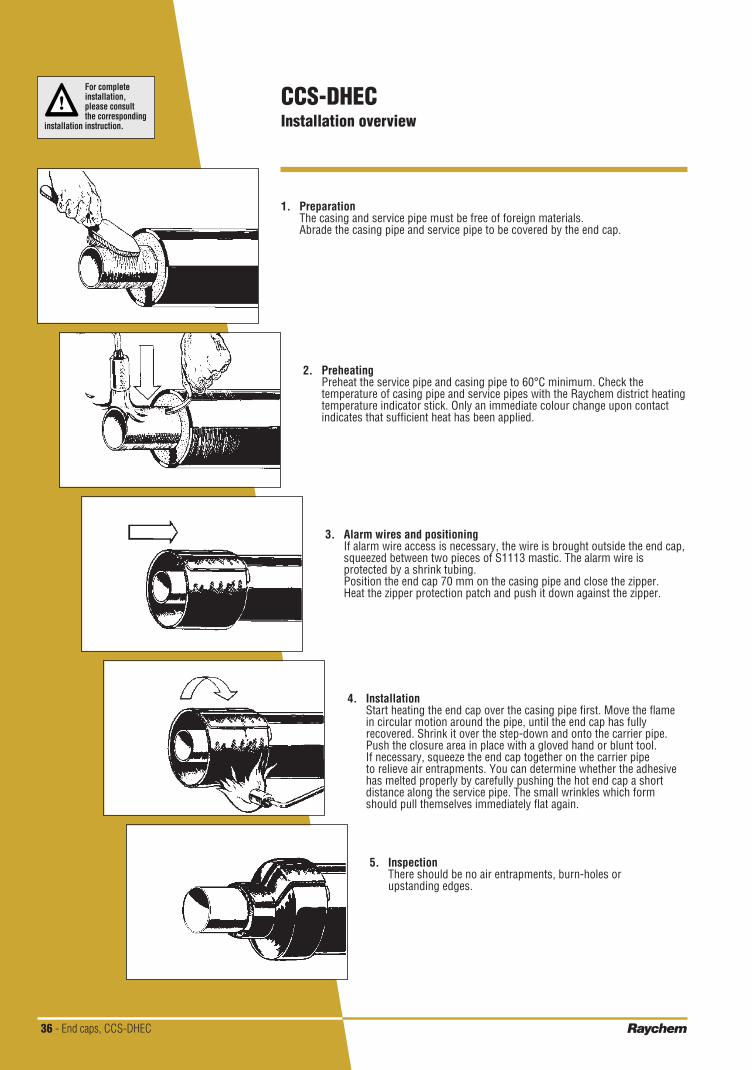
Installation overviewCCS-DHEC
1. PreparationThe casing and service pipe must be free of foreign materials. Abrade the casing pipe and service pipe to be covered by the end cap.
2. PreheatingPreheat the service pipe and casing pipe to 60°C minimum. Check the temperature of casing pipe and service pipes with the Raychem district heatingtemperature indicator stick. Only an immediate colour change upon contactindicates that sufficient heat has been applied.
3. Alarm wires and positioningIf alarm wire access is necessary, the wire is brought outside the end cap,squeezed between two pieces of S1113 mastic. The alarm wire isprotected by a shrink tubing.Position the end cap 70 mm on the casing pipe and close the zipper. Heat the zipper protection patch and push it down against the zipper.
4. InstallationStart heating the end cap over the casing pipe first. Move the flame in circular motion around the pipe, until the end cap has fullyrecovered. Shrink it over the step-down and onto the carrier pipe.Push the closure area in place with a gloved hand or blunt tool. If necessary, squeeze the end cap together on the carrier pipe to relieve air entrapments. You can determine whether the adhesivehas melted properly by carefully pushing the hot end cap a shortdistance along the service pipe. The small wrinkles which formshould pull themselves immediately flat again.
5. InspectionThere should be no air entrapments, burn-holes orupstanding edges.
For complete installation, please consult the corresponding
installation instruction.
R36 - End caps, CCS-DHEC

Tubular sleeve Corrosion protection of round anchor plates
APPM
Product descriptionAPPM is a thick-wall, heat-shrinkable, tubular product.
This product is used in district heating pipeline segments whichrequire anchoring of the network. APPM is shrunk over the metalanchor to protect this against corrosion.
The APPM backing is a HDPE-crosslinked, thick-wall backing withhigh shrink ratio (45%). It is completely coated with a visco-elasticsealant to prevent moisture penetration and has a width of 600 mm.
Product features / benefits• HDPE backing providing:
- high shrink force- high mechanical resistance
• high shrink ratio• thick backing providing high impact penetration-resistance• viscoelastic sealant with high flow and fill properties for
homogeneous protection• no need for primer• easy to install
Ordering information
APPM-XXX/YY minimum OD service pipe in mmmaximum OD anchor plate in mm
eg. APPM-710-355
Application table
APPM sizes are selected depending on the anchor plate diameter.
Anchor plate diameter (mm) Casing pipe diameter (mm) APPM sizesmax. min. XXX/YY
215 90 230/80215 110 230/80215 125 230/80240 140 260/135260 160 275/150280 180 295/160300 200 320/175350 250 380/205380 280 410/225415 315 440/240500 400 530/290550 450 580/315600 500 630/340660 560 690/375810 710 900/510
R Anchor plates, APPM - 37
PE casing pipeAPPM backing
Anchor platesIX

Installation overviewAPPM
1. PreparationBefore welding the service pipe, slide the tubing about 1 meter away from the anchorplate. The installation area should be free of contaminating foreign materials. Preheat the anchor plate and installation area to minimum 60°C.
2. PositioningPosition the APPM in the middle of the anchor plate and remove the inside release plastic.
3. Shrink the sleeveUsing a soft flame, start shrinking the tubing in the centre. Apply heat evenly around the tubing, moving the flame constantly.
4. Then shrink the tubing on both sides of the anchor plate and onto the PE casing pipe. Installation is finished when the tubing is completely smooth and the adhesive exudes at the tubing edges.
5. InspectionThe APPM must be smooth without upstanding edges orcold spots. The adhesive should exude from both ends.
R38 - Anchor plates, APPM

Propane torches
R Equipment - 39
EquipmentX
EQ-TO-NOZZLE-BN60
EQ-TO-NOZZLE-BN40
EQ-TO-NOZZLE-BN25
EQ-TO-HANDLE-PILOT-3488
EQ-TO-HOSE-4M-701291 : 4 m hose
EQ-TO-HAN-701291 coupling for hose
EQ-TO-REGU-US-3084-01 USA only
EQ-TO-REGU-IT-3084-04 Italy only
EQ-TO-REGU-EU-3084-05 Europe

Installation equipment
Working gloves
Order Description: EQ-GLOVES-PAIR
Silicone roller
Order Description: EQ-ROLLER-SILICON-RUBBER
Temperature-indicating stick
Order Description RM-TEMP-DH-STICK
R40 - Equipment
Heatshields
Order Description EQ-HEAT-SHIELDS-150x3x25M
Heatshields to prevent PE from overheating

R Equipment - 41
WEPS & FOPS installation equipment
Power box
Order Description: EQ-WP-BOX-T6
This equipment controls the total power delivered for the proper installation of the WEPS patches
Saddles
Order Description: EQ-WP-SADDLE-T4EQ-WP-SADDLE-800-T1
EQ-WP-SADDLE-T4: Saddle for casing pipe diameter 90-800 mmEQ-WP-SADDLE-800-T1: Saddle for casing pipe diameter > 800 mm
Drill
Order Description: EQ-WP-DRILL-25
Tool to drill the hole needed for the WEPS installation25 mm conical drill
Scraper
Order Description: EQ-WEPS-SCRAPER
Scraper to remove contaminated PE
Reusable plug
Order Description: EQ-REUSABLE-PLUG
Plug to close the foaming holes during foaming
Press
Order Description: EQ-PRESS-FOPS
Tool to press down FOPS during installation
Mastic
Order Description: FOPS-MASTIC-2
Filler mastic for foaming hole must be used in combination with FOPS

END CAPThe IPEC End Cap is a heat-shrinkable, pre-shaped product.
IPEC is installed at the pipe ends where it prevents water ingress in the pipe insulationbetween casing pipe and service pipe. In case of leakage of the pipe, it limits insulationdegradation to one pipe length resulting in reduced repair costs.
IPEC has the same function as the DHEC product range but it covers a bigger diameterrange and it is delivered uncoated. A 1 mm thick sealant strip is supplied with the productand needs to be wrapped around the casing pipe and service pipe before productinstallation. For service pipes of 5.563 inch (139 mm) or larger diameter a double wrap of sealing strip is recommended.
For more information check the IPEC datasheet
Raychem supplies a variety of products for use on pre-insulated pipelines in the oil andgas transmission network where heated fluid is transported. The oil and gas transmission pipe lines are different from District Heating networks mainlybecause their operating temperatures are significantly lower. For example, oil istransported at 50°C, whereas water is transported at 120°C in a district heating network.Another difference is that these pipelines are subject to less soil stress. Typical District Heating norms and standards (e.g. EN 489) are therefore not used in the oil and gas pipeline world.
Raychem has specificproducts for sealing the
joints in oil and gastransmission lines.
IPEC sealing stripIPEC backing
Sealing sleeveCorrosion protection sleeve
Closure patch
R42 - Industrial applications for pre-insulated pipes
Industrial applications for pre-insulated pipesXI

CORROSION PROTECTION SLEEVES for corrosion protection of the service pipe
Raychem offers a wide range of corrosion protection shrink sleeves made of acombination of HDPE backing with a variety of high-performance adhesives. The following sleeves can be used on the steel service pipe and can be slit to width and to length depending on the application:
• WPC 100M for service pipe operating temp up to 100°C under insulation half shell• HTLP 80 for service pipe operating temp up to 80°C under insulation half shell• WPC 120 for service pipe operating temp up to 120°C under insulation half shell
More detailed information about these sleeves and the selection criteria can be found in our catalogue: “Corrosion protection of pipelines”.
Note: Insulation: Pre-shaped half shells are commonly used. These products are not supplied by Raychem.
SEALING SLEEVES for sealing of the casing pipe
Shrink sleeves are used to seal the insulation material against moisture ingress into theweld joint area. For ease of application, three sleeves are commonly used:
• WPC B 50 coated with an elastomeric sealant (mastic) for general use• WPC 60 coated with a high shear strength thermoplastic adhesive (hotmelt) for
general use• WPC 100 M for environments below 10°C
R Industrial applications for pre-insulated pipes - 43

ATUMHigh-shrink-ratio, adhesive-lined polyolefin tubing
Product descriptionEnvironmentally seals and protects a wide variety of electricalapplications. High expansion ratio makes it possible to repairmost damaged cable jackets without removing connectors.ATUM is used in district heating applications for the protection of leak detection wires.
Product features / benefits• 3:1 and 4:1 shrink ratios• Tubing environmentally seals and protects components and
interconnections• Medium wall provides increased mechanical protection• ATUM adhesive bonds to a wide variety of plastics,
rubbers, and metals, including polyethylene, aluminium, steel, and copper.
DuraSealHeat-shrinkable, environmentally sealed, nylon-insulated crimp terminals and disconnects
Product description• Marine electronics• Fleet maintenance• Commercial wiring (pumps/pools/spas)DuraSeal is used in district heating applications for theconnection of leak detection wires.
Product features / benefits• Protects terminations from water, condensation, salt, and
corrosion• Provides strain relief• Protects against vibration in rugged environment• Completely insulates and protects electrical terminations• Has adhesive lining for protection that is more reliable
than conventional splices• UL and CUL listed
R44 - Related products
Related productsXII

GelsnapSplice closure
Product descriptionPrevents water ingress by use of non-flowing gel underpermanent compression.Available in three sizes.Gelsnap is used in district heating applications for the protectionof measuring points for leak detection systems.
Product features / benefits• Quick, easy to use• No special tools required to install• Robust and reliable under a wide variety of
environmental conditions• Many connector types can be accommodated• Butt, in-line and branch configurations are possible• Easy, clean re-entry
TDUX
Product descriptionTDUX is a unique inflatable wraparound duct seal systempermanently sealing cable ducts.It has been developed for use in conjunction with plastic,concrete or steel ducting wall feedthrough systems. It is suitablefor use with polyethylene or lead-jacketed cables.
Product features / benefits• fast and easy to install• very flexible and reliable wraparound sealing system• independent of duct or cable ovality• wide application cable range with one size• seals vacant ducts and ducts with one or more cables
R Related products - 45

For customers seeking solutions to technically sophisticated problems in demandingmarkets, Raychem is the right choice. We draw on expertise in materials sciencetechnologies, electronics, product design, and process engineering to serve many of theworld's largest, most influential commercial and industrial organizations.Raychem products deliver a competitive advantage by meeting stringent requirementsfor performance and reliability, even in severe environments. Thousands of innovativeRaychem components and systems are used in applications every day in electronics,transportation, telecommunications, infrastructure, and energy networks.
Raychem has expanded from a strong base inthe copper outside plant network to newproducts for high-growth telecommunicationsmarkets, such as fibre optics.
Resettable fuses protect automotivemotors, electronic modules, wires, andswitches from overcurrents and electricalburnout.
Heat-shrinkable tubing provides insulation andstrain relief for thousands of electronicsapplications.
Self-regulating heating cables are used forfrost protection and temperature maintenanceof pipes and tanks in industrial applications.
Raychem's cold-applied technology allowseasy, tool-free installation of medium-voltagecable terminations.
R46 - Raychem, who are we ?
Raychem, who are we ?XIIIA world of solutions to technically sophisticated problems !

R Call our Raychem sales offices ! - 47
Call our Raychem sales offices !
America
Argentina - Buenos Aires (54) 1 394 5150
USA - Redwood City (800) 241 1929
Asia
China - Shanghai (86) 21 64853288
India - New Delhi (91) 11 332 9863
Korea - Seoul (82) 2 3468 1300
Europe
Belgium - Kessel-Lo (32) 16 351 477
France - Paris (33) 1 34 202122
Germany - Castrop-Rauxel (49) 2305 923410
United Kingdom (44) 179 357 2638
Middle East
Saudi Arabia - Dammam (966) 3 8122044

District Heating R
All of the above information, including illustrations, is believed to be reliable. Usershowever, should independently evaluate the suitability of each product for theirapplication. Raychem makes no warranties as to the accuracy of completeness of theinformation and disclaims any liability regarding its use. Raychem's only obligationsare those in the Standard Terms and Conditions of Sale for this product and in nocase will Raychem be liable for any incidental, indirect or consequential damagesarising from the sale, resale, use or misuse of the product. Raychem Specificationsare subject to change without notice. In addition Raychem reserves the right to makechanges in materials or processing, without notification to the Buyer, which do notaffect compliance with any applicable specification.
ATUM, DualSeal, DuraSeal, RayJoint, TDUX are trademarks of Raychem.

R
Raychem NVDiestsesteenweg 6923010 Kessel-LoBelgiumTel. (32) 16 351 477Fax (32) 16 351 961
Raychem300 Constitution Drive M/S 110/2AMenlo Park, CA 94025-1164USATel. (800) 241-1929 / 650-361-4900Fax (650) 361-5579
www.raychem.com
© 1
999
Rayc
hem
Prin
ted
in B
elgi
um D
H-09
5/CA
T/1-
11/9
9 P
CN 0
2164
0-00
0

















