24
Rapid Prototyping Casting Processes • Example Parts • Requirements • Terminology • Cooling Curves • Solidification Time • Fluidity • Design Considerat ions • Defects • Processes
| Date post: | 17-Dec-2015 |
| Category: |
Documents |
| Upload: | lewis-howard |
| View: | 224 times |
| Download: | 6 times |
Rapid Prototyping
Casting Processes
• Example Parts
• Requirements
• Terminology
• Cooling Curves
• Solidification Time
• Fluidity
• Design Considerations
• Defects
• Processes

Rapid Prototyping
Pouring Molten Metals
Non-ferrous application: probably zinc

Rapid Prototyping
Example of a large casting
Note all the subsequentmachining operations
Rapid Prototyping
Rapid Prototyping

Rapid Prototyping
Cast Products linkshttp://www.texasmetalcasting.com/
Video link: stainless steel casting
http://www.cwm-contractmfrg.com/workflow.htm
http://www.cwm-contractmfrg.com/outtrend.htm
http://www.lsmetal.com/products.htm
http://www.sagemetals.com/products.html
http://www.sagemetals.com/plants.html
Rapid Prototyping
Requirements• Mold Cavity: single or multiple use• Melting Process• Pouring Technique• Solidification Process• Mold removal• Clean, Finish, Inspection
Rapid Prototyping
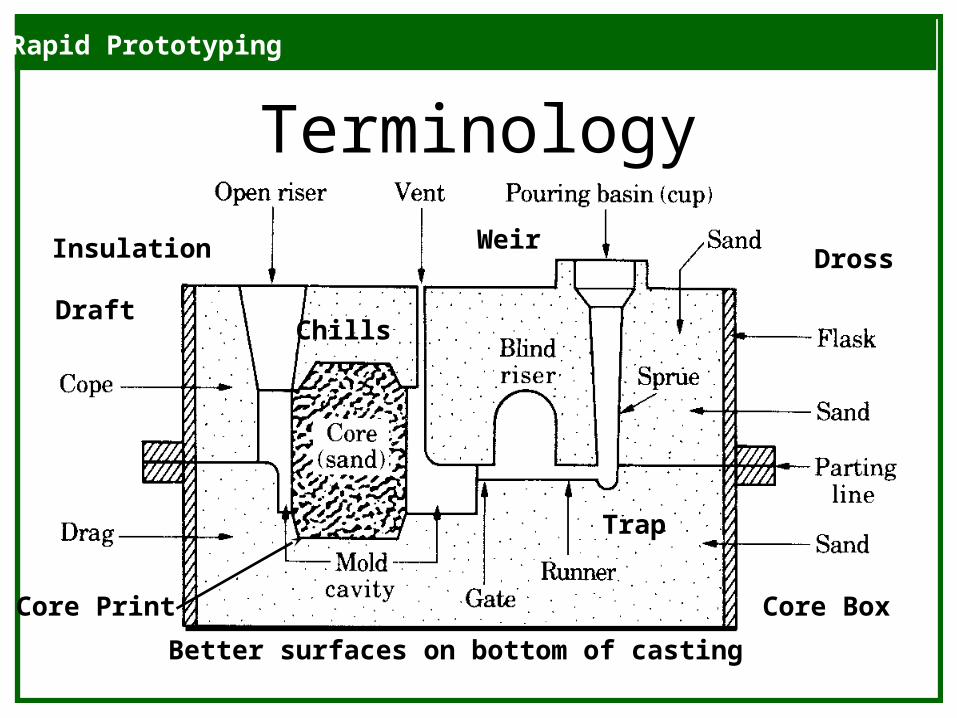
Terminology
Weir
Core Print
Draft
Core Box
Chills
Insulation Dross
Better surfaces on bottom of casting
Trap
Rapid Prototyping
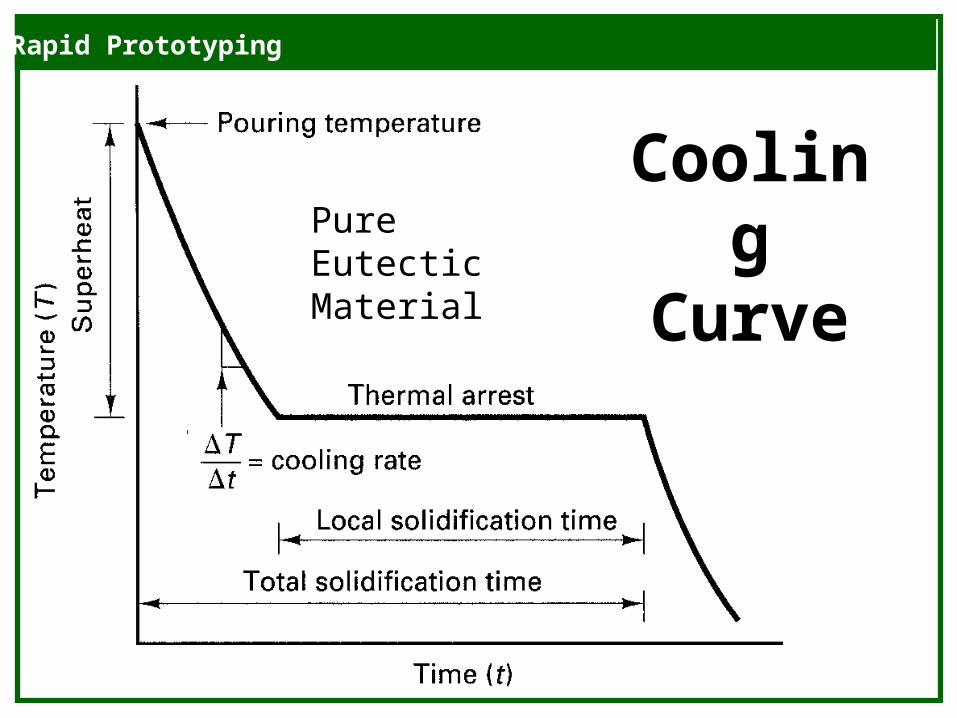
CoolingCurve
PureEutecticMaterial
Rapid Prototyping
Metal Properties
• Metals are a crystalline structure that have a primary bond: metallic bond.
• Rate of cooling determines the size of the crystal.
• Size and shape of the crystal determines the mechanical properties.
Rapid Prototyping
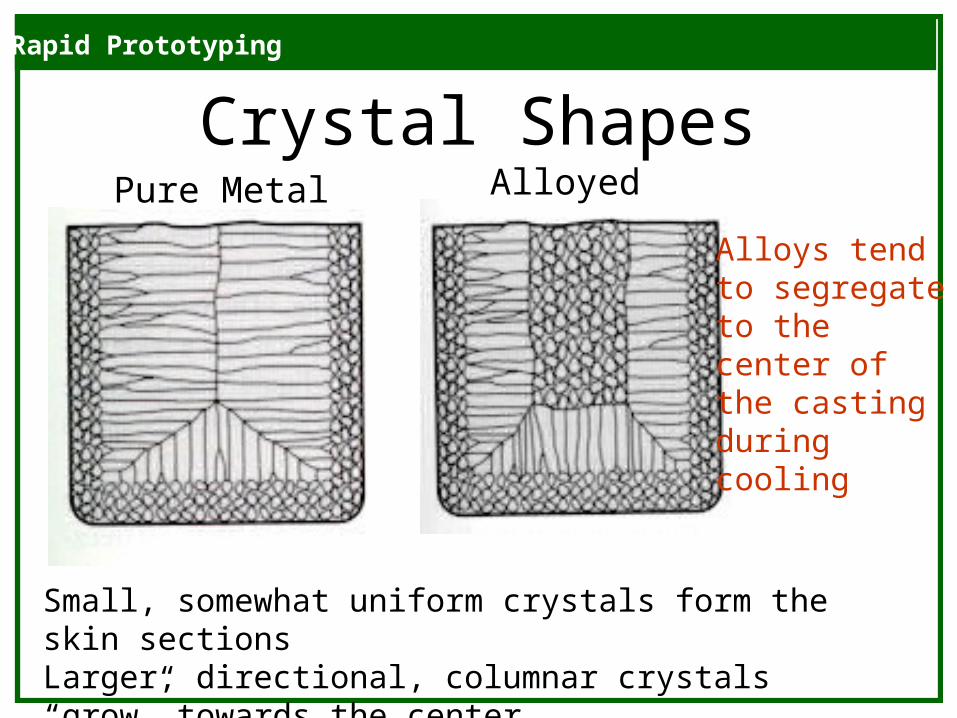
Crystal Shapes
Small, somewhat uniform crystals form the skin sectionsLarger, directional, columnar crystals “grow” towards the center
Pure Metal Alloyed
Alloys tendto segregateto thecenter ofthe castingduringcooling
Rapid Prototyping
Prediction ofSolidification Time
• Important for strength properties
• Cast part should solidify before the risers
• Most efficient design of risers minimizes surface area with required volume.
Rapid Prototyping
Prediction of Solidification Time
• Chvorinov’s rule:V = volumeA = surface arean = 1.5 to 2B = constant for metal cast, mold material and casting conditions
t BV
As
n
Rapid Prototyping
Sprue, Runner and Riser Design
The art is progressively becominga science with the aid ofcomputer simulation
Rapid Prototyping
Fluidity• Characteristics of the molten metal
– Viscosity: temperature sensitive
– Surface Tension: Oxide Films
– Inclusions
– Solidification patterns of the alloy
Rapid Prototyping
Fluidity• Casting Parameters
– Mold design: sprue, riser, etc.– Surface characteristics of mold materials:
heating mold means more fluidity, but slower cool, and less strength
– Degree of superheat– Rate of pouring: slower = lower fluidity

Rapid Prototyping
Design Considerations• Parting Line Location
• Section Thickness
• Flat Areas
• Shrinkage
• Draft
• Machine Allowances
Rapid Prototyping
Parting Plane Affects:
• Number of cores required
• Effective and economical gating
• Methods used to support cores
• Final dimensional accuracy
• Ease of Molding
Rapid Prototyping
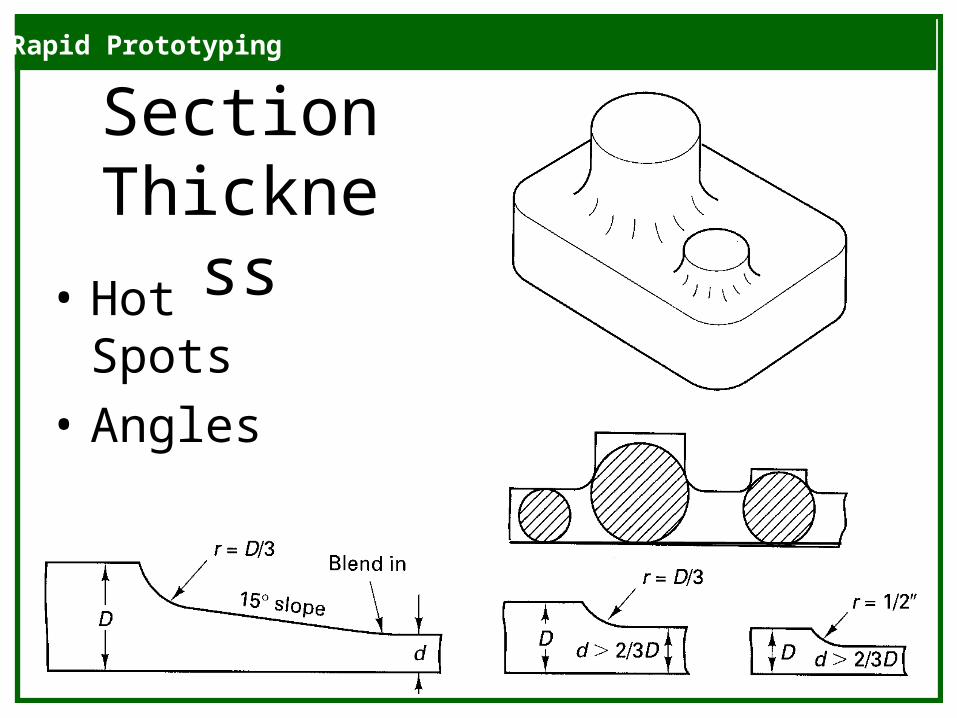
Section Thickness
• Hot Spots
• Angles

Rapid Prototyping
Flat Areas• Warping, surface finish, temperature gradients.
Solution: break up with ribs, serration
• Minimums:
– steel: 3/16”
– Gray Cast:: 1/8”
– Aluminum: 1/8” alloys: 0.050”
– Zinc Alloys: 0.020”
Rapid Prototyping
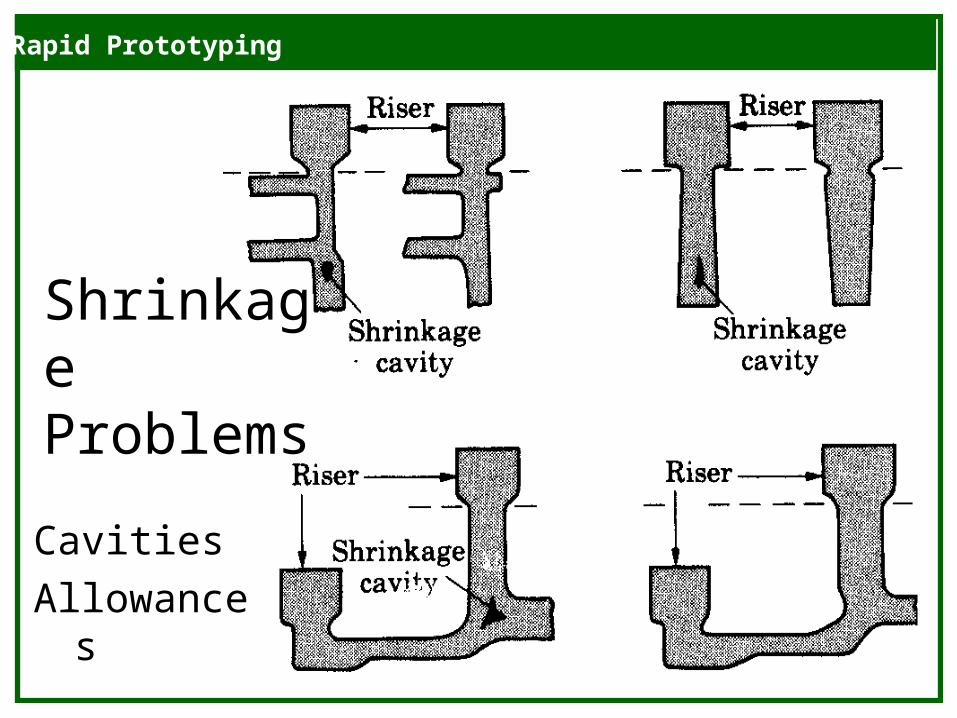
ShrinkageProblems
Cavities
Allowances
Rapid Prototyping
Machine Allowances
• Draft: – 0.5 to 2 degrees
– 1/16”/foot to 3/16”/foot are typical
• Bosses and Spot Faces
• Tolerances: 1/32” for small castings,1/4” for large
Rapid Prototyping
Defects
• Metallic Projections: flash, swells
• Cavities, blowholes, and pinholes
• Discontinuities: cracks, tears, cold shuts (knit lines), incomplete runs
• Defective surfaces: sand layers, oxides
• Inclusions: form stress risers: slag etc.
Rapid Prototyping
Processes• Single Use Molds
• Sand Casting
• Plaster Mold
• Ceramic Mold
• Investment Casting
• Lost Foam
• Multiple Use Molds
• Permanent Molds
• Die casting
• Centrifugal casting
• Continuous casting

















