Recent Advances in Laser Deposition for Repair and Additive Manufacturing Ted Reutzel, Rich Martukanitz, Shawn Kelly, Todd Palmer, Ken Meinert, Jay Tressler, Drew Nissly, Sean Krieger Applied Research Laboratory, Pennsylvania State University Presented at: The 4 th Laser Additive Manufacturing Workshop (LAM 2012) Houston, Texas February 29, 2012 Distribution Statement A: Approved for Public Release, Distribution Unlimited Funded by the Office of Naval Research’s ManTech Program through the Institute for Manufacturing and Sustainment Technology, Contract No. N00024-02-D6604, Delivery Order No. 0019. Laser Processing Division
Transcript
Recent Advances in Laser Deposition for Repair and Additive ManufacturingTed Reutzel, Rich Martukanitz, Shawn Kelly, Todd Palmer, Ken Meinert, Jay Tressler, Drew Nissly, Sean Krieger
Applied Research Laboratory, Pennsylvania State Universitypp y, y y
Distribution Statement A: Approved for Public Release, Distribution Unlimited
Funded by the Office of Naval Research’s ManTech Program through the y g gInstitute for Manufacturing and Sustainment Technology,Contract No. N00024-02-D6604, Delivery Order No. 0019.
Portable laser based repair of corrosion and wear resistant surfaces Portable laser based repair of corrosion and wear resistant surfaces Removal of components is costly, difficult, and/or impossible, which requires in-
situ repair and minimal distortion of the component
Vertical Launch System Tubes
Sea Water Valves
R t ti f hi h l t Restoration of high value components Existing repair techniques can cause unacceptable distortion
Large Machinery Shafts
Repair of aerospace components requires high quality
Titanium aerospace component
4
ARLPenn State
Repair of theRepair of theVertical Launch SystemVertical Launch System
Repair of theRepair of theVertical Launch SystemVertical Launch System
Pitting corrosion of undersea systems can result in costly repair Material comprised of Inconel 625 on HY-80 steel
A multi-function, portable laser deposition d t h b d l dprocess and system has been developed
for portable repair System provides automated machining and laser
deposition using a 4 kW fiber laser and wire feed stock
Courtesy NUWC Keyport
p g
System implemented and in use at Pearl Harbor Naval Shipyard in December 2010
Development Team: Pearl Harbor Naval Shipyard Naval Undersea Warfare Center - Keyport
5
Naval Undersea Warfare Center Keyport ARL Penn State Naval Sea Systems Command
ARLPenn State
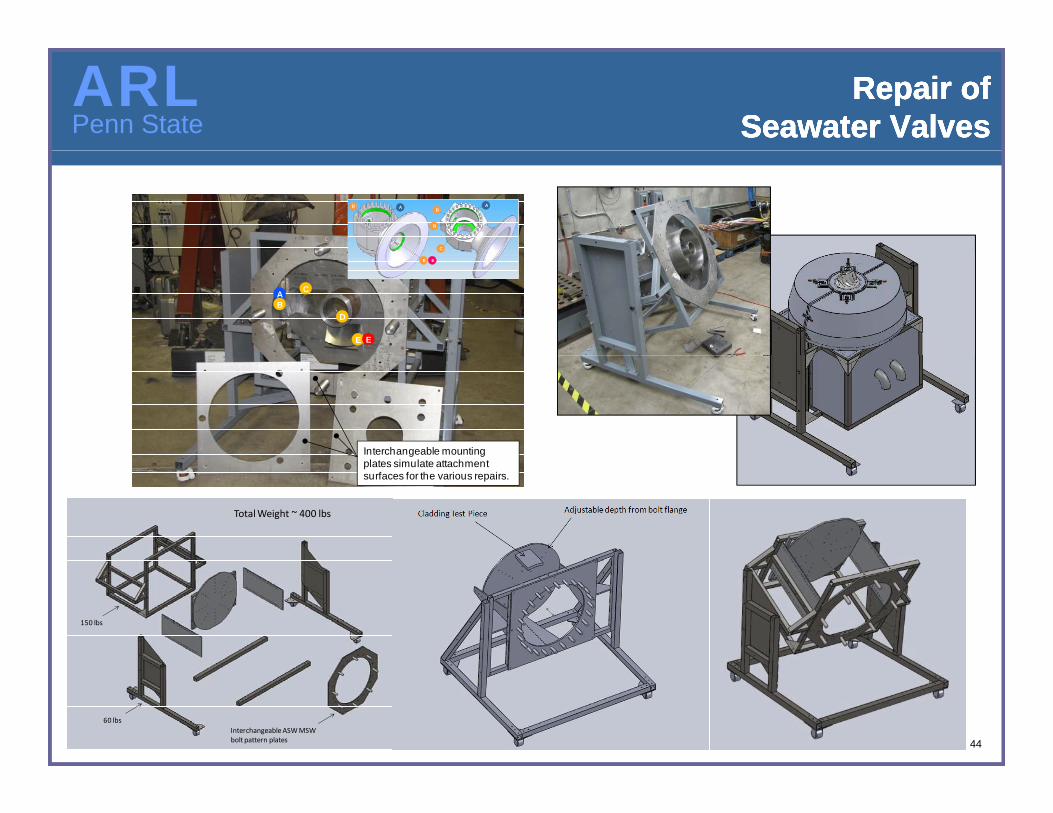
Repair ofRepair ofSeawater ValvesSeawater Valves
Repair ofRepair ofSeawater ValvesSeawater Valves
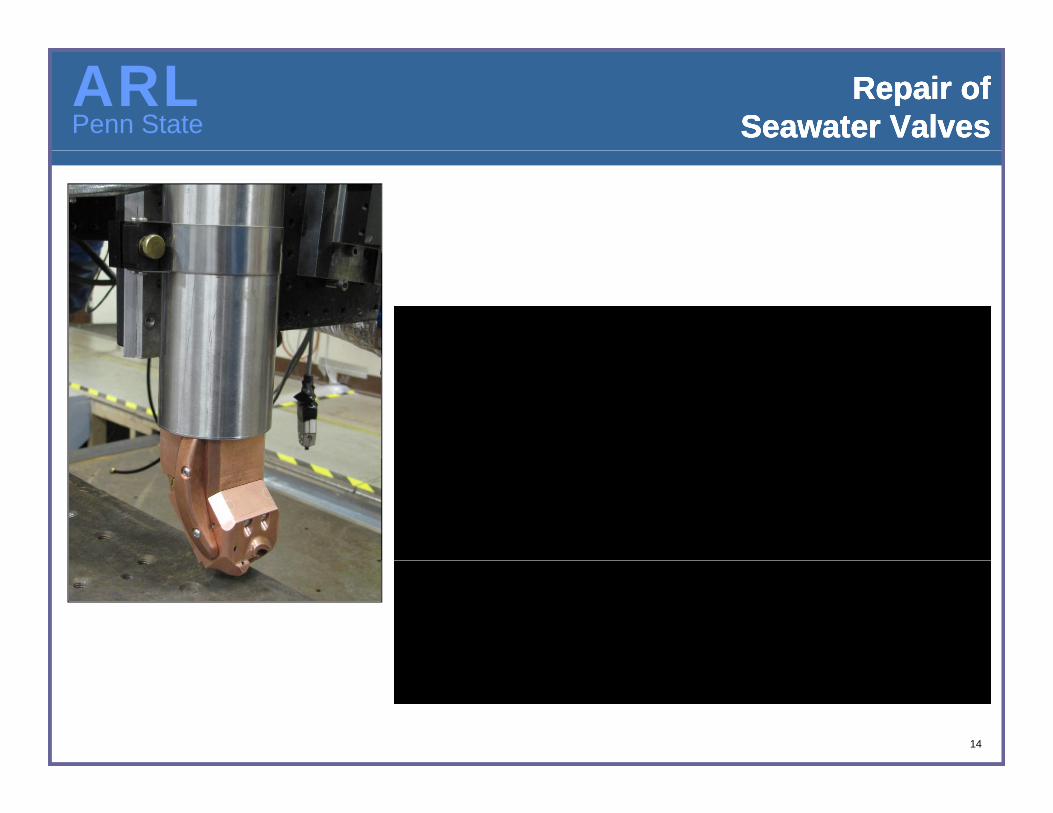
Portable processing is being extended to other undersea systems: y Large valves representing multiple materials
Must utilize existing 4 kW ytterbium fiber laser and solid wire feed stocklaser and solid wire feed stock
Must be capable of out-of-position deposition for internal and external Courtesy PHNSY psurfaces Minimum internal diameter of approximately 150 mm
D l t T
A AD
B
D
Courtesy PHNSY
Development Team: Pearl Harbor Naval Shipyard ARL Penn State Naval Undersea Warfare Center - Keyport
C
EE
6
Naval Sea Systems CommandCu-NiNi-Cu Inconel 625
ARLPenn State
Repair ofRepair ofSeawater ValvesSeawater Valves
Repair ofRepair ofSeawater ValvesSeawater Valves
Project Objective:Implement an alternative repair technology and/or
f t l
AMET, Inc.
process for seawater valves.
Key Technology Drivers:y gy• Ship-deployable
• Modular and portable• Flexible manipulation systems• Out-of-position weld clad repair• Multiple materials• Wire-based, deep-bore laser clad or GTAW
This effort has developed and is transitioning these technologies
7
is transitioning these technologies.
ARLPenn State
Repair ofRepair ofSeawater ValvesSeawater Valves
Repair ofRepair ofSeawater ValvesSeawater Valves
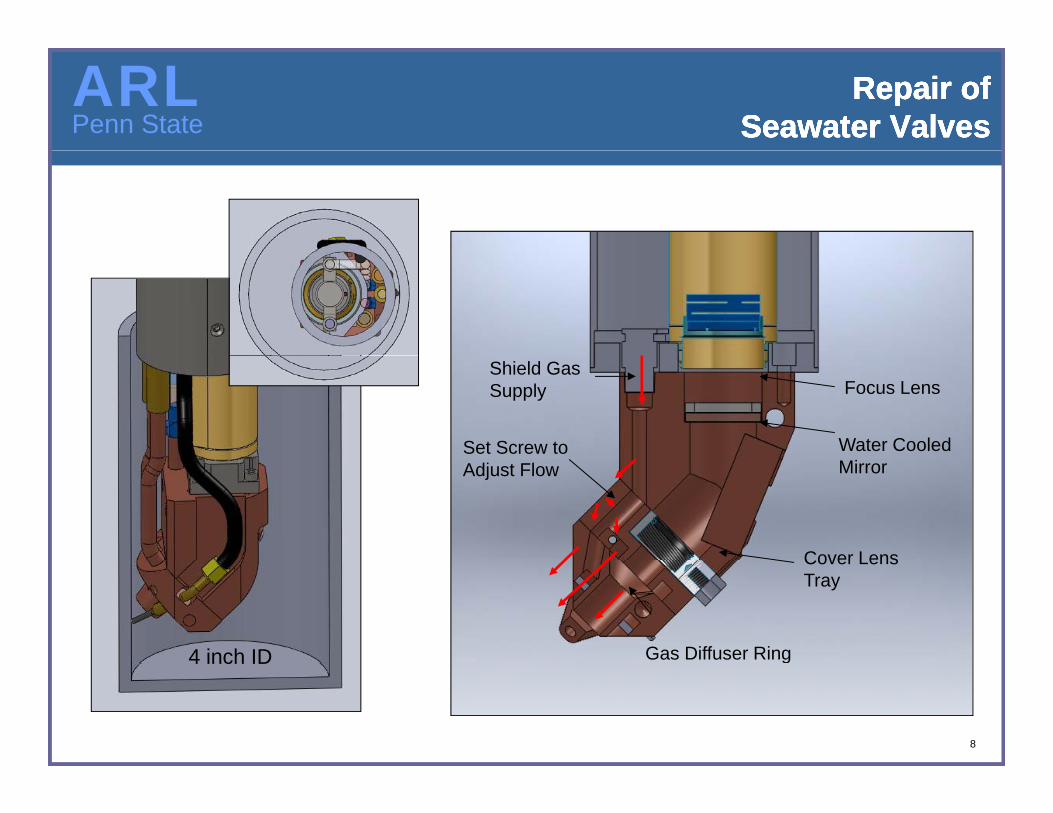
Shield Gas Supply
Water Cooled
Focus Lens
Set Screw to Mirror
Cover Lens
Adjust Flow
Gas Diffuser Ring
Cover Lens Tray
4 inch ID
8
g4 inch ID
ARLPenn State
Repair ofRepair ofSeawater ValvesSeawater Valves
Repair ofRepair ofSeawater ValvesSeawater Valves
• Developed detailed Technical Specification in collaboration with Navy shipyards.
• Conducted Preliminary and Final Design• Conducted Preliminary and Final Design Reviews with Navy engineers and technicians.
1. Rotation Axis Drive/Guidance System2. X-Axis Linear Slide (XVC)3. Manual Cross Axis4. Z-Axis Linear Slide (XVC)5 Manual Torch Extension Clamp
9
5. Manual Torch Extension Clamp6. Motorized Wire Nozzle Positioner7. Fixture Mount Plates8. Intertest Vision System
ARLPenn State
Repair ofRepair ofSeawater ValvesSeawater Valves
Repair ofRepair ofSeawater ValvesSeawater Valves
Cases to be used for all system components. GTAW power supply and wire feeder.
10
Downhand set up. Out-of-position set up.
ARLPenn State
Repair ofRepair ofSeawater ValvesSeawater Valves
Repair ofRepair ofSeawater ValvesSeawater Valves
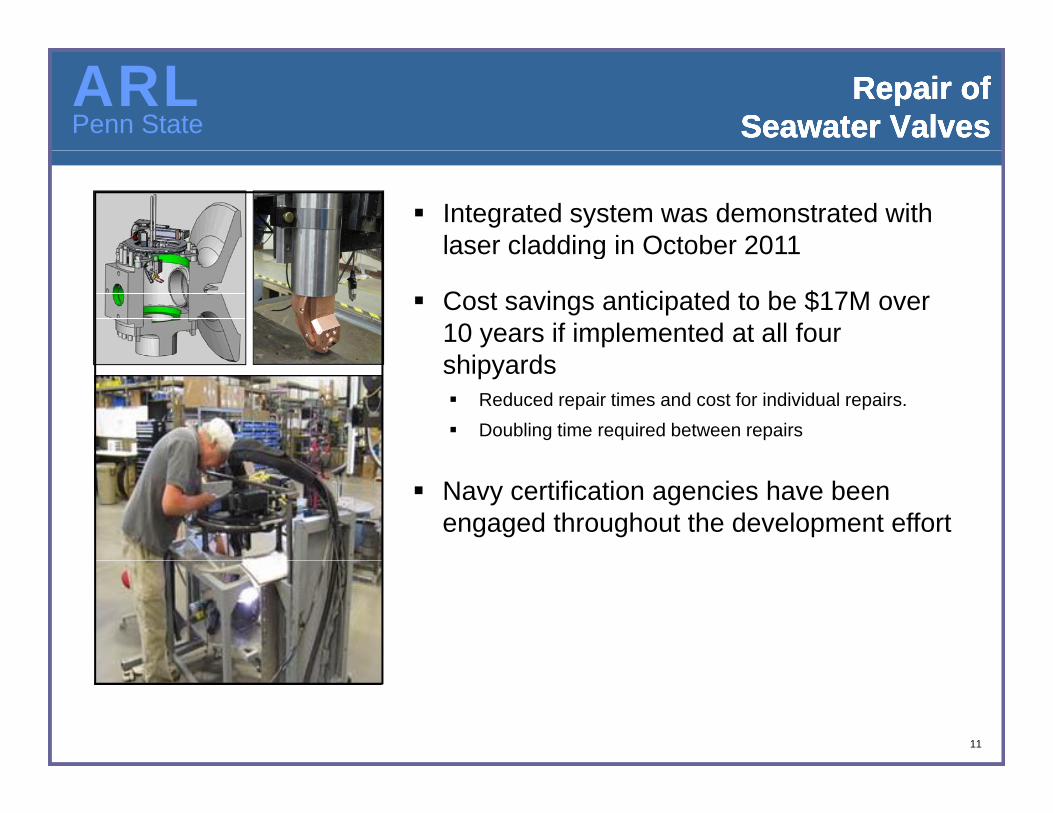
Integrated system was demonstrated with laser cladding in October 2011laser cladding in October 2011
Cost savings anticipated to be $17M over 10 years if implemented at all four hi dshipyards Reduced repair times and cost for individual repairs. Doubling time required between repairs
Navy certification agencies have been engaged throughout the development effort
11
ARLPenn State
Repair ofRepair ofSeawater ValvesSeawater Valves
Repair ofRepair ofSeawater ValvesSeawater Valves
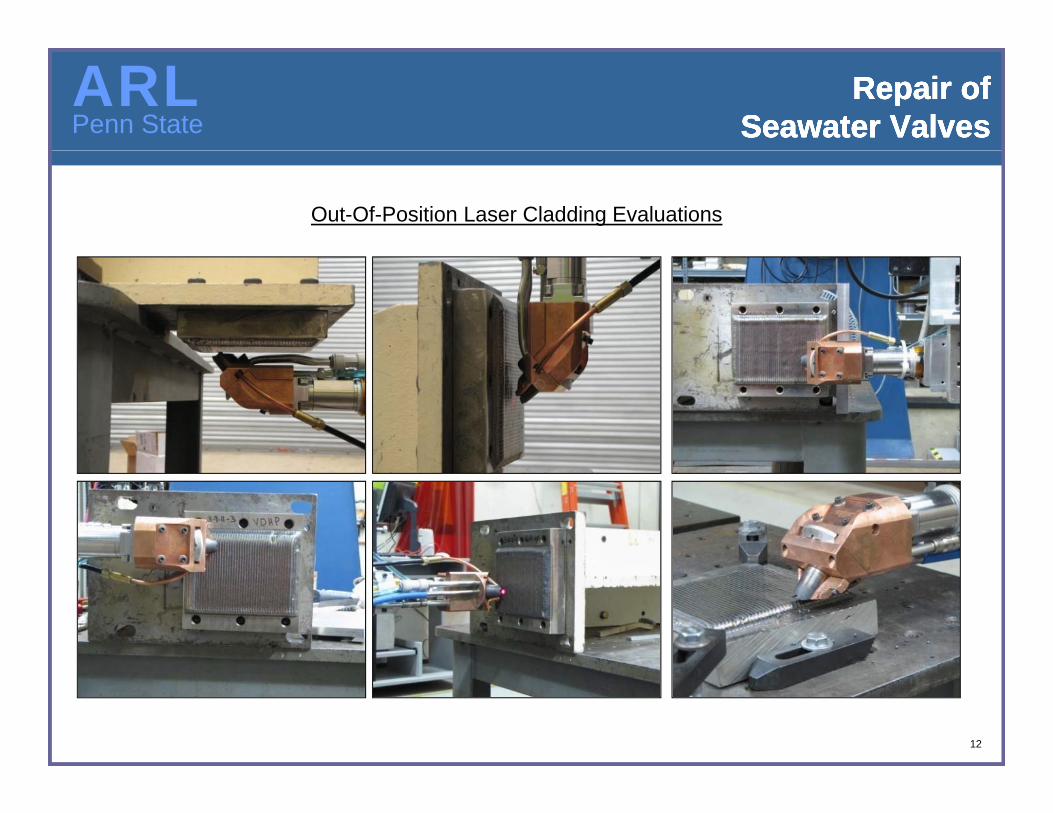
Out-Of-Position Laser Cladding Evaluations
12
ARLPenn State
Repair ofRepair ofSeawater ValvesSeawater Valves
Repair ofRepair ofSeawater ValvesSeawater Valves
13
100 ipm WFS, no preheat, Ar‐5%H2 shield gas
ARLPenn State
Repair ofRepair ofSeawater ValvesSeawater Valves
Repair ofRepair ofSeawater ValvesSeawater Valves
14
ARLPenn State
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Continual wear of large machinery shafts requires dimensional restorationq
Restoration process requires thick deposit at high deposition rates and minimal distortiondeposition rates and minimal distortion relatively high laser power
scanned beam
powder feed stock powder feed stock
Initial evaluations directly compared laser deposition with traditional cladding processes
15
deposition with traditional cladding processes laser deposition achieved an increase in deposition rate of
approximately 70% with a reduction in heat input of 50%
ARLPenn State
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
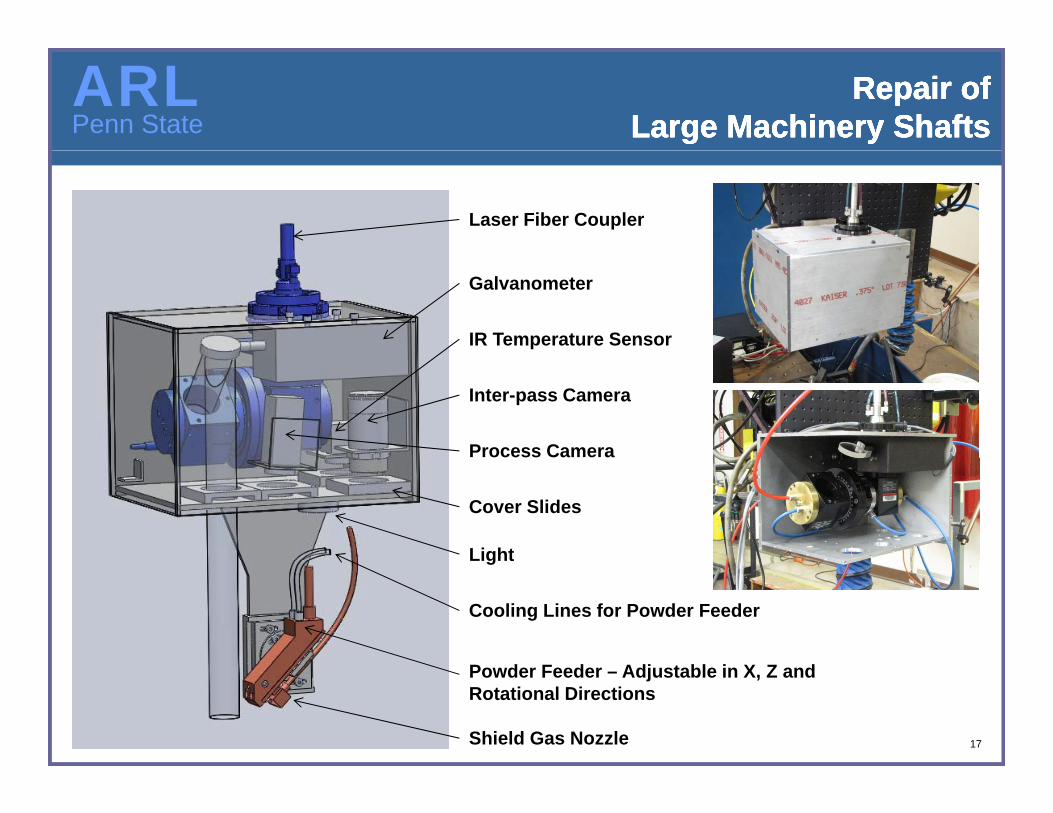
Design for shipyard utilizationDesign for shipyard utilization
Must operate safely in conventional production environmentproduction environment
16
ARLPenn State
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Laser Fiber Coupler
Galvanometer
IR Temperature Sensor
Inter-pass Camera
Process Camera
Light
Cover Slides
Cooling Lines for Powder Feeder
Light
17
Powder Feeder – Adjustable in X, Z and Rotational Directions
Shield Gas Nozzle
ARLPenn State
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
)
1.60
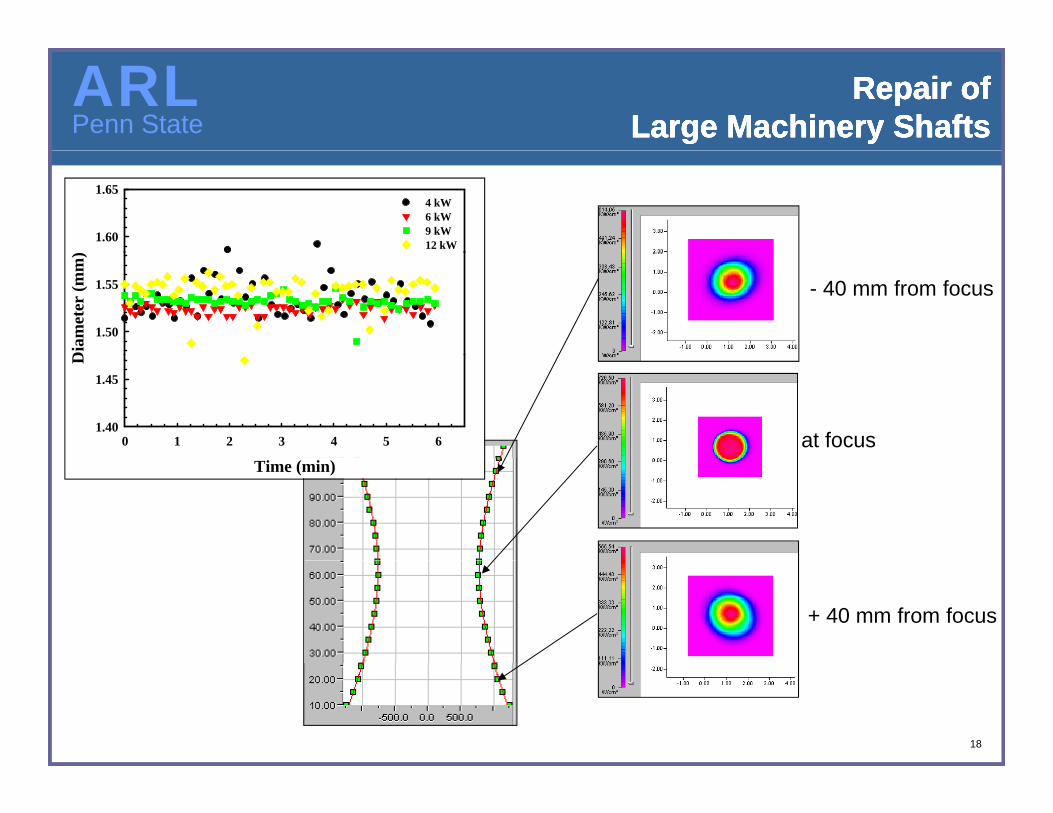
1.654 kW 6 kW9 kW12 kW
- 40 mm from focus
Dia
met
er (m
m)
1.50
1.55
at focus0 1 2 3 4 5 6
D
1.40
1.45
Time (min)
+ 40 mm from focus
18
ARLPenn State
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
19
ARLPenn State
Mechanical Properties of Laser DepositedMechanical Properties of Laser DepositedTiTi--6Al6Al--4V for Repair Applications4V for Repair Applications
Mechanical Properties of Laser DepositedMechanical Properties of Laser DepositedTiTi--6Al6Al--4V for Repair Applications4V for Repair Applications
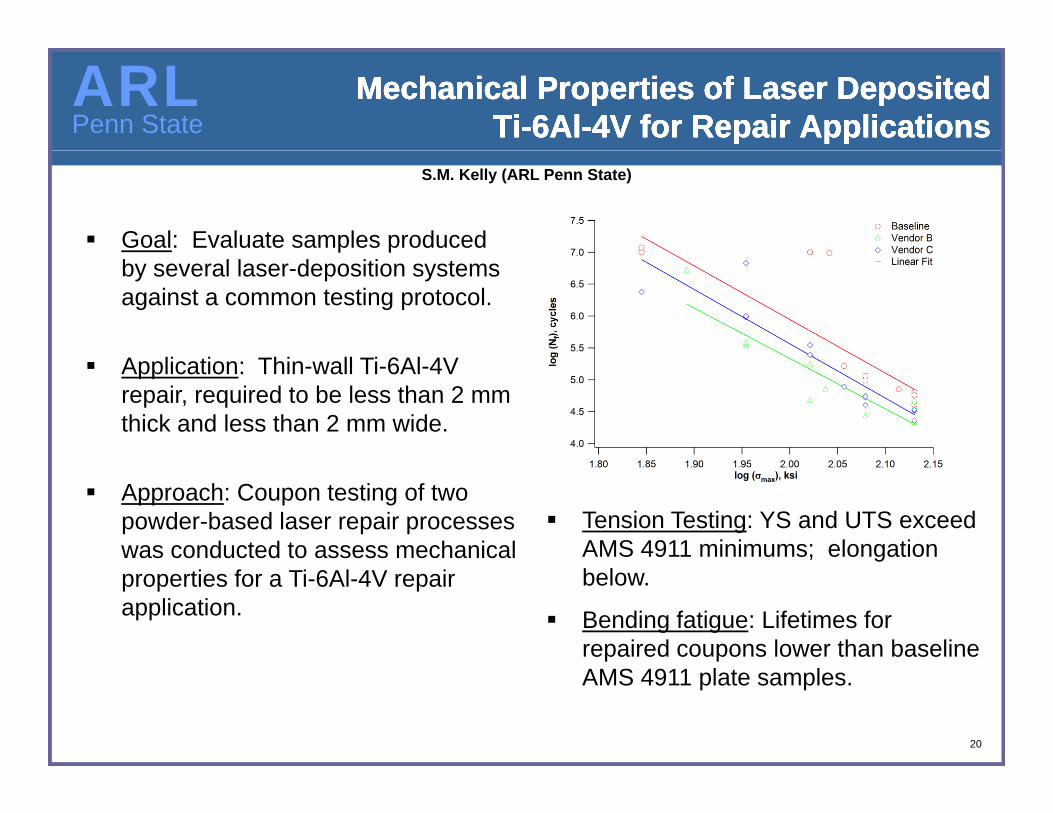
Goal: Evaluate samples produced
S.M. Kelly (ARL Penn State)
by several laser-deposition systems against a common testing protocol.
Application: Thin-wall Ti-6Al-4V repair, required to be less than 2 mm thick and less than 2 mm wide.
Approach: Coupon testing of two powder-based laser repair processes was conducted to assess mechanical
Tension Testing: YS and UTS exceed AMS 4911 minimums; elongation
properties for a Ti-6Al-4V repair application.
gbelow.
Bending fatigue: Lifetimes for repaired coupons lower than baseline
20
AMS 4911 plate samples.
ARLPenn State Direct Digital ManufactureDirect Digital ManufactureDirect Digital ManufactureDirect Digital Manufacture
Enabling technologies for Direct Digital Manufacturing Enabling technologies for Direct Digital Manufacturing Impact of using recycled powder. Use of:
d sensors and simulations
for prediction of material properties.
21
ARLPenn State
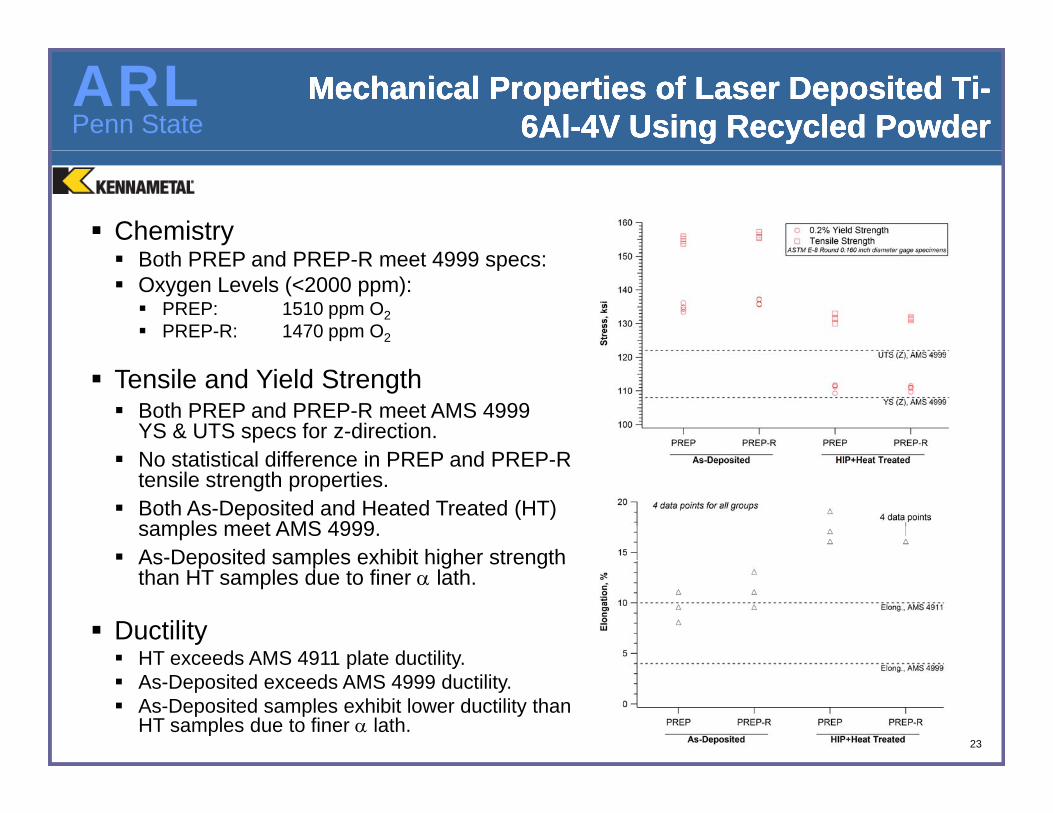
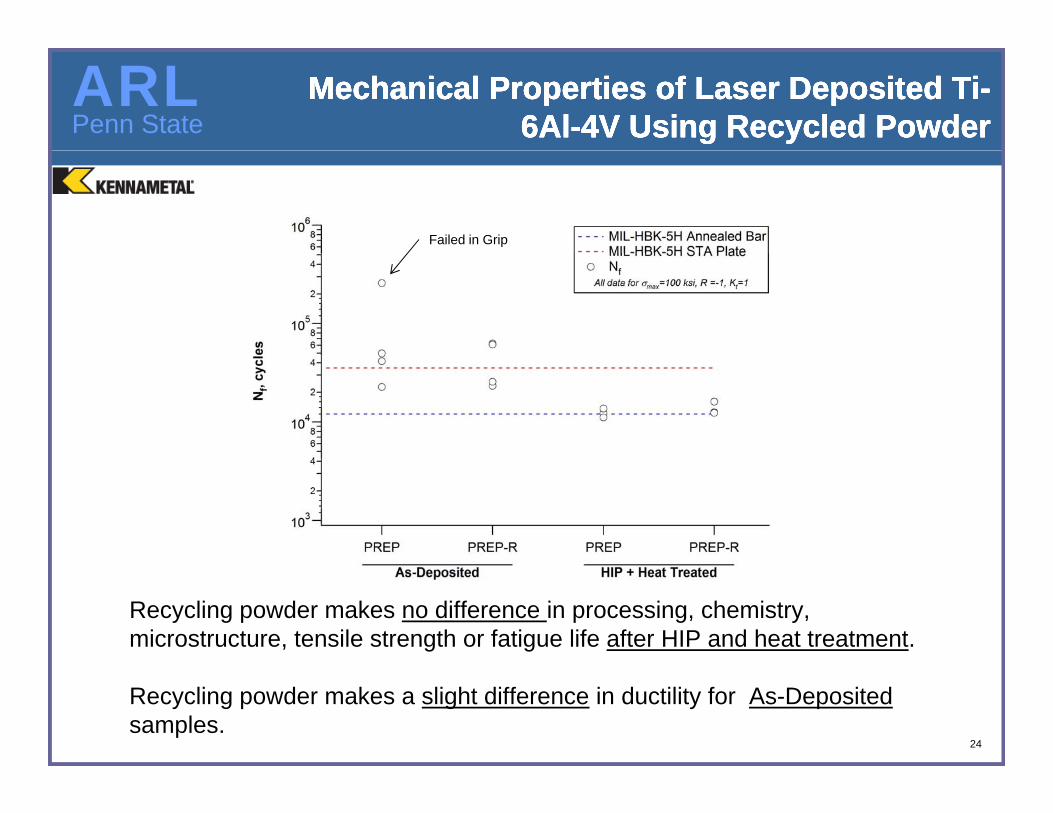
Mechanical Properties of Laser Deposited TiMechanical Properties of Laser Deposited Ti--6Al6Al--4V Using Recycled Powder4V Using Recycled Powder
Mechanical Properties of Laser Deposited TiMechanical Properties of Laser Deposited Ti--6Al6Al--4V Using Recycled Powder4V Using Recycled Powder
S.M. Kelly, F. Lia, K.C. Meinert, M.J. Policelli (ARL Penn State)P. D. Prichard, B. Sargent (Kennametal, Innovation Ventures Group)
Objective: Compare mechanical properties of virgin and recycled PREP powder.Feedstock concerns ith DDM Feedstock concerns with DDM technology implementers: Raw costs dictate what makes
economic sense Quality Availability
PREP powders have been the d f d d f DDM
Compare laser deposits produced from virgin and recycled PREPdefacto standard for DDM.
Powder DDM processes are not 100% efficient.Can PREP powder overspray be
from virgin and recycled PREP powder in the As-Deposited and HIP’ed and Heat Treated (HT) Condition
Process Validated Thermal History Microstructure ModelMelt Pool Thermal Sensor
J. Craig, T. Wakeman (Stratonics), S.M. Kelly (ARL Penn State)
Process (ARL Penn State) (ARL Penn State)(Stratonics)
High Dynamic Range Thermal Sensor
(Stratonics)
St t i d ARL P St t h t d N SBIR C tl t i• Stratonics and ARL Penn State have teamed on a Navy SBIR. Currently entering Phase II.
• Objective: Use multiple thermal sensors to predict (and ultimately control) defects and microstructure in DDM of Ti-6Al-4V.St t i th l id l ti f t t t f
25
• Stratonics thermal sensors provide real-time surface temperature measurements of the melt pool and bulk temperature.
• ARL Penn State provides experimental support, process understanding, and microstructure modeling.
ARLPenn State
Center for Innovative Material ProcessingCenter for Innovative Material Processingthrough Direct Digital Depositionthrough Direct Digital Deposition
Center for Innovative Material ProcessingCenter for Innovative Material Processingthrough Direct Digital Depositionthrough Direct Digital Deposition
Center for Innovative Material Processing through Direct Digital Deposition (CIMP-3D)
26
g p ( )
ARLPenn State
Center for Innovative Material Processing Center for Innovative Material Processing through Direct Digital Depositionthrough Direct Digital Deposition
Center for Innovative Material Processing Center for Innovative Material Processing through Direct Digital Depositionthrough Direct Digital Deposition
Goal:Establish the Center for Innovative Material Processing through Direct Di it l D iti (CIMP 3D) ld l f ilit f d l iDigital Deposition (CIMP-3D) as a world-class facility for developing and implementing DDM technology for critical components.
Mission:• advance enabling technologies required to successfullyadvance enabling technologies required to successfully
implement DDM technology for critical components,• provide technical assistance to industry through selection,
demonstration, and validation of DDM technology as an “honest broker”, and,
• promote the spread of DDM technology through training, education and dissemination of information.
Rationale:DDM technology is viewed as a means of significantly increasing national competitiveness in manufacturing and builds upon the U.S. strength in computer software and digital technology. Broad implementation of DDM technology within the U.S. will enable
27
an extreme product flexibility while driving new paradigms in design, materials, and manufacturing.
Courtesy of Sciaky
ARLPenn State
Center for Innovative Metallic Processing Center for Innovative Metallic Processing through Direct Digital Depositionthrough Direct Digital Deposition
Center for Innovative Metallic Processing Center for Innovative Metallic Processing through Direct Digital Depositionthrough Direct Digital Deposition
CIMP-3D is operated by the Applied Research Laboratory at Penn State and Sciaky and will include an extensive network of Center AssociatesAssociates.
Three direct digital manufacturing systems are being installed to provide state-of-the-art capabilities for producing net or near-net shape metallic components:s ape e a c co po e s
• Optomec laser-based, near-net, deposition system for moderate scale builds
• Sciaky electron beam-based, near-net, deposition system capable of large scale buildsg
• Powder bed, scanned laser-based system capable of high feature definition for small scale builds
The DDM system capabilities will be augmented by the vast f th L P i D t t ith 25resources of the Laser Processing Department with over 25 years
of experience in laser-based material deposition technologies
CIMP-3D will be housed in a new laboratory that will provide approximately 5,000 square feet for design and DDM development
28
approximately 5,000 square feet for design and DDM development
ARLPenn State
Center for Innovative Metallic Processing Center for Innovative Metallic Processing through Direct Digital Depositionthrough Direct Digital Deposition
Center for Innovative Metallic Processing Center for Innovative Metallic Processing through Direct Digital Depositionthrough Direct Digital Deposition
The CIMP-3D Shared Network will enable collaboration of Associates, as well as ,providing secure digital transfer of information and data for design, manufacturing demonstrations, and process verification
The network will also serve as link for utilizing advanced design, analysis, and simulation capabilities:
Design for DDM Module Design for DDM Module Process Planning Module Thermal Simulation Module Microstructural Development Module Phase Prediction Module
29
ARLPenn State SummarySummarySummarySummary
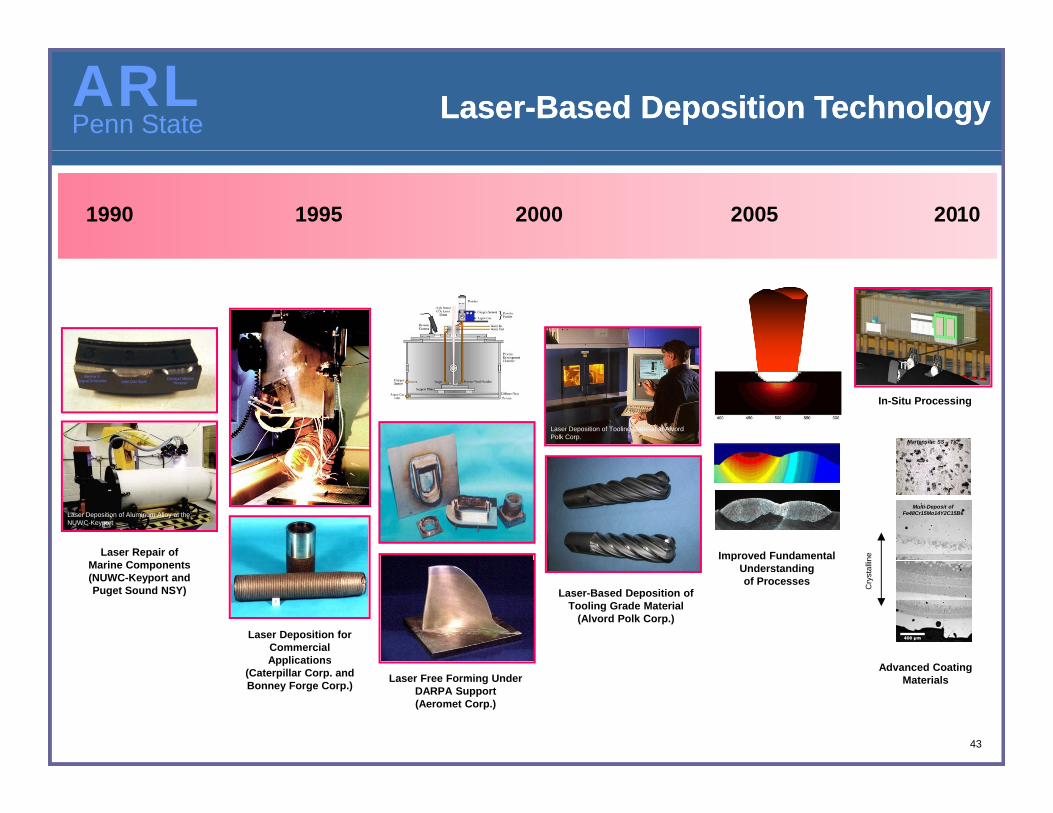
ARL Penn State has a rich history of developing and applying laser-based deposition technology1pp y g p gy
Our sponsors are interested in the: Development and implementation of laser
d iti fdeposition for: portable repair processes, restoration of high value components, and
Development of enabling technologies for direct p g gdigital manufacture.
The future of laser deposition is being driven by technology that enables new applications.
30
1 Archambeault, J. et al, Scientific and Technological Landscape of Laser Cladding: A Bibliographic Analysis of Patents and Publications, ICALEO 2005.
ARLPenn State Questions?Questions?Questions?Questions?
Th k fThank you for your interest.
31
ARLPenn State The FutureThe FutureThe FutureThe Future
Factors that will encourage wider adoption of laser deposition technology:p gy Increased quality of starting material
narrower particle size distributions availability of special compositions availability of special compositions standard for powders used in laser deposition processes
Development of application guidelines and certification protocolsprotocols
Application of enabling technologies: Increased use of simulation techniques for process Increased use of simulation techniques for process,
microstructure, and functional control Exploitation of advanced materials and properties
32
ARLPenn State
Repair of Repair of Seawater ValvesSeawater Valves
Repair of Repair of Seawater ValvesSeawater Valves
33
ARLPenn State
Repair ofRepair ofSeawater ValvesSeawater Valves
Repair ofRepair ofSeawater ValvesSeawater Valves
Demonstration at PHNSY:We’ve been working with PHNSY throughout the effort:
• Participate in Final Design Review for Man-Portable Valve Repair System
• Provided Feedback on Mock-Valve• Provided Feedback on Laser Safetyy• Provided Feedback on Implementation Details• Provided Feedback on Weld Clad Test Results• Provided Wrought CuNi Plate for Additional Tests
A AD
C
B
EE
D
A C
BD
E E
34
Interchangeable mounting plates simulate attachment surfaces for the various repairs.
ARLPenn State
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Specialized processing system designed to maximize deposition rate while also providing high process consistency: Reflective optical components Galvanometer-driven scanning beam Powder feed nozzle designed to eliminate clogging and Powder feed nozzle designed to eliminate clogging and
inconsistent powder flow Integrated sensors for process monitoring
Light-tight enclosure provides safe workingLight tight enclosure provides safe working environment within repair facility
35
ARLPenn State
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Shaft Seal Ring-Enclosure Connection
Enclosure box ends fit inside grove gin the ring. Tongue and groove prevents light from escaping.
36
p g
ARLPenn State
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Repair of Repair of Large Machinery ShaftsLarge Machinery Shafts
Powder feed nozzles for pre-placed powder laser cladding are susceptible to clogging and inconsistent powder flow.To overcome this issue, a new powder feed nozzle has been designed and fabricated at ARL Penn State.
• Water cooling inlet/outlet
• Powder inlet
• Removable Base PlateRemovable Base Plate• Powder outlet protected
Reducer cells are produced by forging a steel alloy, similar to AISI 1045 (Fe-0.43C-0.75Mn-0.22Si-0.04 P 0 05S )Pmax-0.05Smax) difficult to repair due to thermal distortion and
hydrogen assisted cracking
However repairing these components can achieve
Courtesy Edison Welding Institute
However, repairing these components can achieve significant cost saving and reduce delivery times initial evaluation by Edison Welding Institute
indicated that GTAW with a cobalt-based alloy f
Zone 2Depends Upon Welding
Zone 3Con
tent
(%)
Graville Diagram for Sensitivity to HACcould be utilized for repair but dimensional issues
Program initiated to develop repair process using Stellite 6 alloy powder:
Zone 1Safe Under Most Conditions
Conditions Zone 3High Under All Welding
Conditions
Car
bon
C Stellite 6 alloy powder: determine preheat and post-process thermal
processing requirements identify system requirements
38
Carbon Equivalent
CE = %C + %Mn/6 + %Ni/15 + %Cr/5 + %Mo/4 + %V/5
CE1045 = 0.45 + 0.75/6 = 0.58
verify process may be qualified per NAVSEA transition process to the NUWC Keyport
The deep bore deposition head has been modified to provide powder delivery
Process parameters have been established based on sub-scale specimens: laser power of 3 kW and 0.5 m/min. travel speed
produces good deposition quality laser power of 3 kW and 0.5 m/min. travel speed
produces good deposition quality preheating at 200oC results in adequate deposition
hardness, an acceptable near-HAZ microstructure, and minimal residual stress
Deposition cell currently being integrated for full scale evaluations that will include:full-scale evaluations that will include: pre and post-process dimensional measurements and
metallurgical analysis of reducer cells metallurgical analysis of deposit and substrate HAZ
39
pre-qualification testing
ARLPenn State
Collaboration on Navy DDM SBIR’s:Collaboration on Navy DDM SBIR’s:(1)Controlled Thermal Processing of DDM Components(1)Controlled Thermal Processing of DDM Components
(2)Rapid Part Qualification Methodology of (2)Rapid Part Qualification Methodology of Aircraft Metallic Components using DDMAircraft Metallic Components using DDM
Collaboration on Navy DDM SBIR’s:Collaboration on Navy DDM SBIR’s:(1)Controlled Thermal Processing of DDM Components(1)Controlled Thermal Processing of DDM Components
(2)Rapid Part Qualification Methodology of (2)Rapid Part Qualification Methodology of Aircraft Metallic Components using DDMAircraft Metallic Components using DDMAircraft Metallic Components using DDMAircraft Metallic Components using DDMAircraft Metallic Components using DDMAircraft Metallic Components using DDM
Anil Chaudhary (Applied Optimization), S. Babu (Ohio State), S.M. Kelly (ARL Penn State)
• Applied Optimization and ARL Penn State have teamed on two successful Navy SBIR’sNavy SBIR s.– Controlled Thermal Processing is beginning Phase II execution.– Rapid Part Qualification is awaiting Phase II award.
• Applied Optimization:• Applied Optimization:– Developed robust thermomechanical models for DDM– Developed process control simulation tools for DDM.
• ARL Penn State has supported the AO efforts with experimental support of
40
• ARL Penn State has supported the AO efforts with experimental support of both programs.
ARLPenn State
Center for Innovative Metallic Processing Center for Innovative Metallic Processing through Direct Digital Depositionthrough Direct Digital Deposition
Center for Innovative Metallic Processing Center for Innovative Metallic Processing through Direct Digital Depositionthrough Direct Digital Deposition
The Laser Processing Division of ARL Penn State has been actively involved in the development and CIMP-3Dimplementation of laser-based deposition technology for over 25 years
Laser processing for repair of highly engineered
Center for Innovative Metal ProcessingThrough
Direct Digital Deposition
A DARPAManufacturing Demonstration Facility
and Laser processing for repair of highly engineered components will continue to increase based on: its ability to provide a durable repair, offering a myriad of material options, while
anda national resource for the advancement,
implementation, and dissemination ofdirect digital manufacturing technology
minimizing metallurgical damage and thermal distortion to the substrate
Laser repair technology is being exploited to provide p gy g p preal world solutions to the U.S. Navy, DoD, and industry
41
ARLPenn State
Repair of Repair of Shaft Seals and Mating RingsShaft Seals and Mating Rings
Repair of Repair of Shaft Seals and Mating RingsShaft Seals and Mating Rings
Shaft seals and mating rings can only be refurbished a limited number of times after which they are scrapped, leading to high costs for replacement and critical shortages in
LENS System at ARL Penn State
leading to high costs for replacement and critical shortages in the supply system
Laser based deposition processes are capable of depositing small amounts of material with minimal distortion to the overall part geometryoverall part geometry five year cost savings estimated at $18.2M
Currently developing repair process using Inconel 625: evaluate and develop powder-fed and wire-fed laser-e a uate a d de e op po de ed a d e ed ase
based deposition processes perform testing and material characterization to
determine suitability of process and material for repair develop qualification test plans for the selected laser
LENS System at NUWC Keyport
develop qualification test plans for the selected laser deposition process and obtain NAVSEA qualification
transition process to the NUWC Keyport
42
ARLPenn State Laser-Based Deposition TechnologyLaser-Based Deposition Technology
1990 1995 2000 2005 2010
Laser Deposition of Tooling Material at Alvord Polk Corp.
In-Situ Processing
Martensitic SS – TiC
Laser Repair of
Laser Deposition of Aluminum Alloy at the NUWC-Keyport