Recycling of Carbon Fibres From Epoxy Composites João Pedro dos Santos Carvalho Department of Chemical Engineering, Instituto Superior Técnico Abstract The aim of this work was the recuperation of carbon fibres from an aviation composite. The acid solvolysis with nitric acid was the method chosen. Various concentrations of nitric acid were utilised to various composite weight/volume of solution ratio of composite. The samples were also exposed to ultraviolet treatments to simulate atmospheric conditions. After recuperating the carbon fibres, these were submitted to various characterization tests in order to conclude which method is better to obtain carbon fibres similar to virgin carbon fibres. The carbon fibres were submitted to Raman spectroscopy, thermogravimetry, X-ray diffraction, infrared spectroscopy, mechanical tests and sweeping electronic microscopy. Virgin fibre samples were submitted to some of the characterization tests and the results were compared to the recuperated carbon fibres. It was observed that ultraviolet rays degrade the resin in the composite and slightly damage the carbon fibre. It was also observed that the fibres submitted to the combination nitric acid at 4M and a ratio of composite weight/volume of solution equal to 4 obtained better results in the characterization tests. Keywords: Carbon fibres, acid solvolysis, nitric acid, composite, ultraviolet.
Transcript
Recycling of Carbon Fibres From Epoxy Composites
João Pedro dos Santos Carvalho
Department of Chemical Engineering, Instituto Superior Técnico
Abstract
The aim of this work was the recuperation of carbon fibres from an aviation composite. The acid
solvolysis with nitric acid was the method chosen. Various concentrations of nitric acid were utilised to
various composite weight/volume of solution ratio of composite. The samples were also exposed to
ultraviolet treatments to simulate atmospheric conditions.
After recuperating the carbon fibres, these were submitted to various characterization tests in order to
conclude which method is better to obtain carbon fibres similar to virgin carbon fibres. The carbon
fibres were submitted to Raman spectroscopy, thermogravimetry, X-ray diffraction, infrared
spectroscopy, mechanical tests and sweeping electronic microscopy.
Virgin fibre samples were submitted to some of the characterization tests and the results were
compared to the recuperated carbon fibres.
It was observed that ultraviolet rays degrade the resin in the composite and slightly damage the
carbon fibre. It was also observed that the fibres submitted to the combination nitric acid at 4M and a
ratio of composite weight/volume of solution equal to 4 obtained better results in the characterization
CF 4M 4alfa Composite CF 4M 120UV A CF 4M 120UV B CF 8M A CF 8M B Virgin CF
All the samples analyzed in the Raman
show a D to G band integrated intensity ratio
similar to the virgin carbon fibres, except the
samples recovered with the two treatments of
2M concentration of nitric acid and with 309
cycles of UV treatment, which shows a higher
ration, indicating a lower degree of
graphitization. The sample recovered with the
treatment of 4M concentration of nitric acid and
an alpha of 4 shows the lowest integrated ratio,
which indicates a higher degree of
graphitization. The Raman results of this fibre
show that it has less damage and less residue
to the surface[22].
Comparing the Raman of the virgin fibres
and the virgin fibres with a thermal pre-
treatment, it is shown that the fibres with the
treatment show a higher degree of
graphitization, thus the treatment is shown to
increase the strength of the carbon fibre. The
recovered fibre which was treated with a 4M
solution of nitric acid and an alpha of 4 has a
similar integrated intensity ratio in comparison
to the virgin fibre with the thermal pre-
treatment, this tells us that the degree of
graphitization is similar to the virgin fibre with
the thermal pre-treatment.
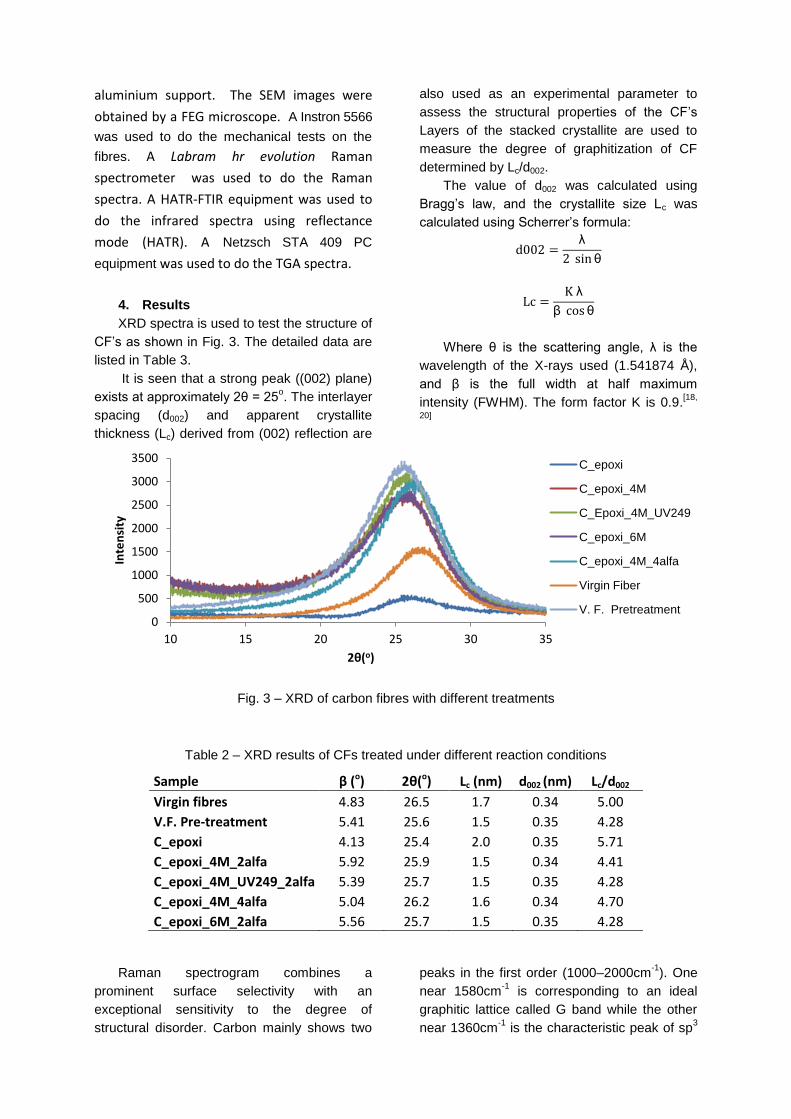
XRD spectra were also used to test the
structure of CFs. The detailed data are listed in
Table 2. It is seen that a strong peak ((002)
plane) exists at a 2θ = 25o. It is found that the
layers of the stacked crystallite of the
recovered CFs are comparable with the virgin
ones. It reveals that the recovered CFs retains
high degree of graphitization of the virgin CFs.
These results indicate that the structure of CFs
is damaged slightly during the recycling
process. Combining the SEM, Raman and
XRD results, it is believed that the structure of
CFs is not damaged dramatically, and this can
be testified by the tensile strength[22]
.
The mechanical tests show that all the
samples are in the gamma of the tabulated
values for virgin fibres and the fibres treated
with 4M of nitric acid and a α = 4 have a higher
ultimate tensile strength. This result backs up
the conclusions of the XRD and the Raman,
however the sample treated with the 6M of
nitric acid shows a higher Young’s modulus.
In the SEM images the results back up the
previous conclusions; the more UV cycles
used, the more resin is removed. But the SEM
images also show that the more cycles used,
the more damage the fibres suffer. It also
shows that, the more concentrated the
solution, more resin is removed and more
damage appears on the fibres.
Without the UV treatment, the fibres
treated with the 4M solution show less damage
on the surface than those treated with the 6M
and 8M solutions, and the loss of resin is
almost the same.
With the UV treatment, the fibres treated
with 309 cycles of UV light, even though they
were treated with a 2M solution, show a lot
more damage than those with less cycles and
a 4M solution.
6. Conclusion
In conclusion, it is possible to recuperate
carbon fibres from an epoxy resin with nitric
acid and that the best concentrations of nitric
acid are between 4M and 6M, the best α is
between 2 and 4 and that the UVB light
treatment is helpful in removing the epoxy
resin, but too much exposure can damage the
carbon fibres.
7. Bibliography
[1] Gersifi, K. E., Destais-Orvoën N., Durand G., Tersac G., Glycolysis of epoxide-amine hardened networks. I. Diglycidylether/aliphatic amines model networks, Polymer (2003); 44: 3795–3801.
[2] Kumar B. G., Singh R. P., Nakamura T., Degradation of carbon fiber-reinforced epoxy composites by ultraviolet radiation and condensation, Journal of Composite Materials, Vol. 36, No. 24/2002.
[3] Lee S. H., Choi H. O., Kim J. S., Lee C. K., Kim Y. K., Ju C. S., Circulating flow reactor for recycling of carbon fiber from carbon fiber reinforced epoxy composite, Korean J. Chem. Eng. (2011); 28(1): 449-454.
[4] Liu, Y.Y., Meng, L.H., Huang, Y.D., Du, J.J., Recycling of carbon/epoxy composites. J. Appl. Polym. Sci.(2004); 94: 1912-1916.
[5] Meyer, L.O., Schulte, K., Grove-Nielsen, E., CFRP-Recycling Following a Pyrolysis Route: Process Optimization and Potential, Journal of Composite Materials (2009); 43: 1121-1132.
[6] Meyer, L.O., Schulte, K., Grove-Nielsen, E., Optimisation of a pyrolysis process for recycling of CFRP's, in: ICCM-16, Japan Society for Composite Materials (2007), Kyoto, Japan.
[7] Palmer, J., Ghita, O.R., Savage, L., Evans, K.E., Successful closed-loop recycling of thermoset composites. Composites: Part A (2009); 40: 490-498.
[8] Pickering, S.J., Recycling technologies for thermoset composite materials - current status. Composites: Part A (2006); 37: 1206-1215.
[9] Pinero-Hernanz, R., Garcia-Serna, J., Dodds, C., Hyde, J., Poliakoff, M., Cocero, M.J., Kingman, S., Pickering, S., Lester, E.,. Chemical recycling of carbon fibre composites using alcohols under subcritical and supercritical conditions. Journal Supercritical Fluids (2008); 46: 83-92.
[10] Pinero-Hernanz, R., Dodds, C., Hyde, J., Garcia-Serna, J., Poliakoff, M., Lester, E., Cocero, M.J., Kingman, S., Pickering, S., Wong, K.H., Chemical recycling of carbon fibre reinforced composites in nearcritical and supercritical water. Composites: Part A (2008); 39: 454-461.
[12] Feraboli, P., Kawakami, H., Wade, B., Gasco, F., DeOto, L., Masini, A., Recyclability and reutilization of carbon fiber fabric/epoxy composites. Journal of Composite Materials (2011).
[13] Shi, J., Bao, L., Kobayashi, R., Kato, J., Kemmochi, K., Reusing recycled fibers in high-value fiber-reinforced polymer composites: Improving bending strength by surface cleaning, Composites Science and Technology (2012); 72(11):1298-1303.
[14] Akonda, M.H., Lawrence, C.A., Weager, B.M., Recycled carbon fibre-reinforced polypropylene thermoplastic composites, Composites: Part A (2012); 43: 79-86.
[15] McNally, T., Boyd, P., McClory, C. , Bien, D., Moore, I., Millar, B., Davidson, J., Carroll T., Recycled carbon fiber filled polyethylene composites, Journal of Applied Polymer Science, (2007); 107: 2015-2021.
[16] Dannenhauer, F., Grundig, P., Sailer, M.T., Process for recycling fiber composite materials, Patent Nº.: US 6537341 B2 (2003).
[17] Adam, G. A., Recycling carbon fibers from epoxy using solvent cracking, Patent Nº.: US 2014/0023581 A1 (2014).
[18] Zhang, S., Cui, Y., Wu, B., Song, R., Zhou, H. S. J., Chen, X., Liua, J., Cao, L., Control of graphitization degree and defects of carbon blacks through ball-milling, RSC Adv., 2014, 4, 505.
[19] Lobo, A. O., Martin, A. A., Antunes, E.
F., Trava-Airoldi, V. J., Corat, E. J.,
Caracterização de materiais carbonosos por
espectroscopia raman, INPE ePrint:
sid.inpe.br/yolanda/2004/12.08.13.44 v1
2004-12-09.
[20] Li, D., Wang, H., Wang, X., Effect of microstructure on the modulus of PAN-based carbon fibers during high temperature treatment and hot stretching graphitization, J Mater Sci (2007) 42:4642–4649.
[21] Chaudhuri, S. N., Chaudhuri, R. A., Benner, R. E., Penugonda, M. S., Raman spectroscopy for characterization of interfacial debonds between carbon fibers and polymer matrices, Composite Structures 76 (2006) 375–387.
[22] Xu, P., Li, J., Ding, J., Chemical recycling of carbon fibre/epoxy composites in a mixed solution of peroxide hydrogen and N,N-dimethylformamide, Composites Science and Technology 82 (2013) 54–59.