42
United Kotak Berhad (UKB) Reducing Reject Delivery to Customer Pasir Gudang Edible Oils (PGEO) 1
| Date post: | 15-Apr-2017 |
| Category: |
Documents |
| Upload: | yazid-zakaria |
| View: | 11 times |
| Download: | 0 times |

United Kotak
Berhad (UKB) Reducing Reject Delivery to
Customer Pasir Gudang Edible
Oils (PGEO)
1

United Kotak Berhad focuses in the manufacture, and sale of corrugated packaging materials
primarily in Malaysia. It offers carton boxes, die-cut materials, corrugated cartons and boards,
and paper products. The company’s products are primarily used in electronics, food, and
beverages sectors for the purpose of casing industrial or final consumer goods.
Introduction to UKB
Located approximately 39km from Johor Bahru city center
2

QCC Team
Team Leader:
Mr. KH Lin
Team Members:
Mr. Jacky Soh
Mr. Azmi Abdullah
Mr. SK Lai
Mr. Loo Wei Sing
Mr. Yazid Zakaria
Ms. Norhasliza Abd. Wahab
Our team consist of personnel
from Production, and QA/QC
departments.
3
Choosing the Theme Reducing Reject Delivery to Customer Pasir Gudang Edible
Oils (PGEO)
4
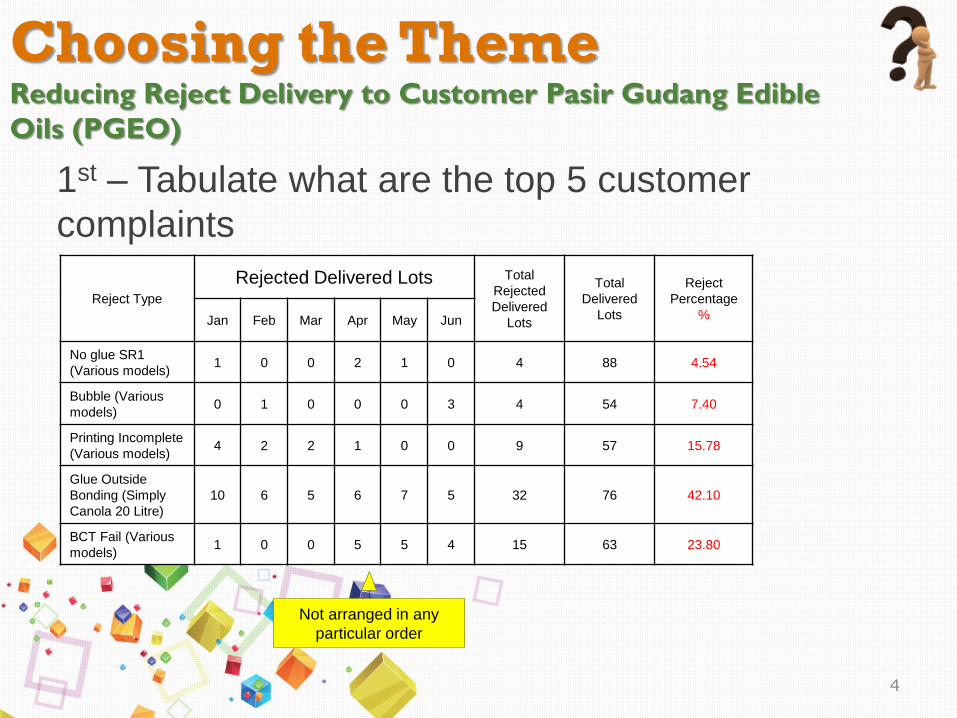
1st – Tabulate what are the top 5 customer
complaints
Reject Type
Rejected Delivered Lots Total
Rejected
Delivered
Lots
Total
Delivered
Lots
Reject
Percentage
% Jan Feb Mar Apr May Jun
No glue SR1
(Various models) 1 0 0 2 1 0 4 88 4.54
Bubble (Various
models) 0 1 0 0 0 3 4 54 7.40
Printing Incomplete
(Various models) 4 2 2 1 0 0 9 57 15.78
Glue Outside
Bonding (Simply
Canola 20 Litre)
10 6 5 6 7 5 32 76 42.10
BCT Fail (Various
models) 1 0 0 5 5 4 15 63 23.80
Not arranged in any
particular order

Choosing the Theme Reducing Reject Delivery to Customer Pasir Gudang Edible
Oils (PGEO)
5
No glue SR1 (Various Models)
Bubble (Various Models)
Printing Incomplete
(Various Models)
Glue Outside Bonding (20Ltr Simply Canola)
BCT Fail (Various Models)
23.80%
4.54%
7.40%
15.78%
42.10%
1st
2nd
3rd
4th
5th
Top 5 Rejects Against Total Delivered Lots (338 Lots)

Choosing the Theme Reducing Reject Delivery to Customer Pasir Gudang Edible
Oils (PGEO)
6
2nd – Choose the top 2 customer complaints based
on tabulated data
Reject Type
Rejected Delivered Lots Total
Rejected
Delivered
Lots
Total
Delivered
Lots
Reject
Percentage
% Jan Feb Mar Apr May Jun
Glue Outside
Bonding (Simply
Canola 20 Litre)
10 6 5 6 7 5 32 76 42.10
BCT Fail
(Various models) 1 0 0 5 5 4 15 63 23.80
Coincidentally both
rejects parts delivered
to PGEO.
1st
2nd
Hence the theme: Reducing Reject Delivery to Customer Pasir Gudang Edible Oils (PGEO)

Our Target
Setting the target…
7
8
GLUE OUTSIDE
BONDING

Example Photo of Glue Outside
Bonding
9

Glue Outside Bonding Data Collection
and Analysis Bar Chart
88
54 57
10 6 5
0
10
20
30
40
50
60
70
80
90
Jan-16 Feb-16 Mar-16
Total Delivered Lots Delamination
8.77%
10
These are the reject trend
against total delivery.
11.36% 11.11%
4M
study
3 CA(s) Taken

11
Man Machine
Material Method
Glue Outside Bonding 4M Diagram
Problem Statement: Bonding
at DB glue outside 20 Litre
Simply Canola Oil RDC
cartons.
Glue gap set
to manual
Low detectability
Operator lacked awareness
Low glue viscosity
Downstacker peeled of
edge of carton
RDC peeled of edges of glue flap
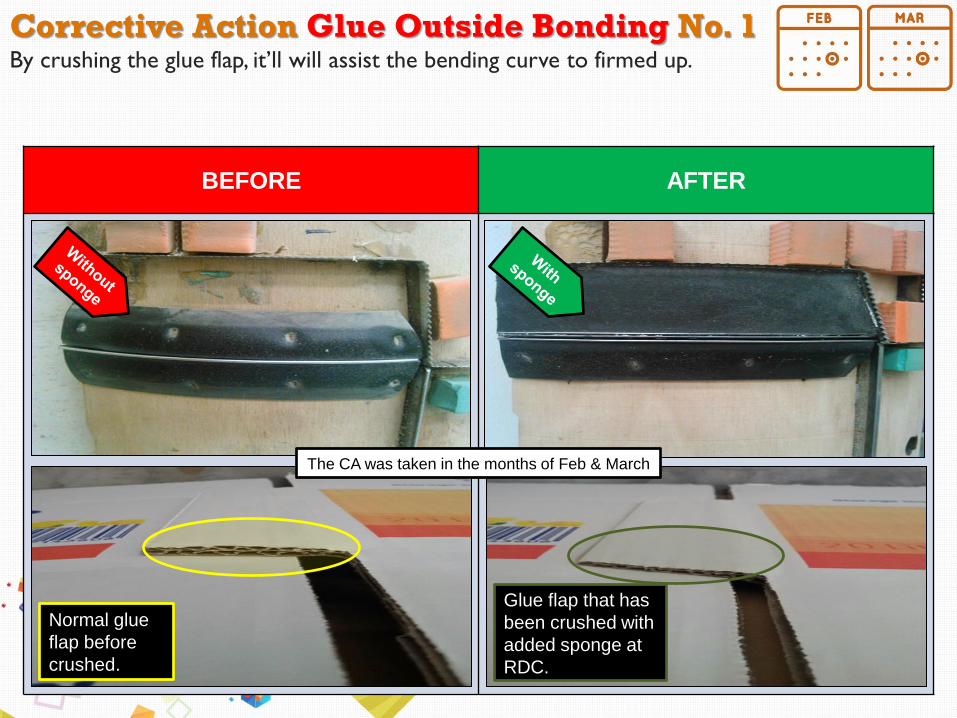
Corrective Action Glue Outside Bonding No. 1 By crushing the glue flap, it’ll will assist the bending curve to firmed up.
12
BEFORE AFTER
Normal glue
flap before
crushed.
Glue flap that has
been crushed with
added sponge at
RDC.
The CA was taken in the months of Feb & March

13
1st CA Glue Outside Bonding
Results
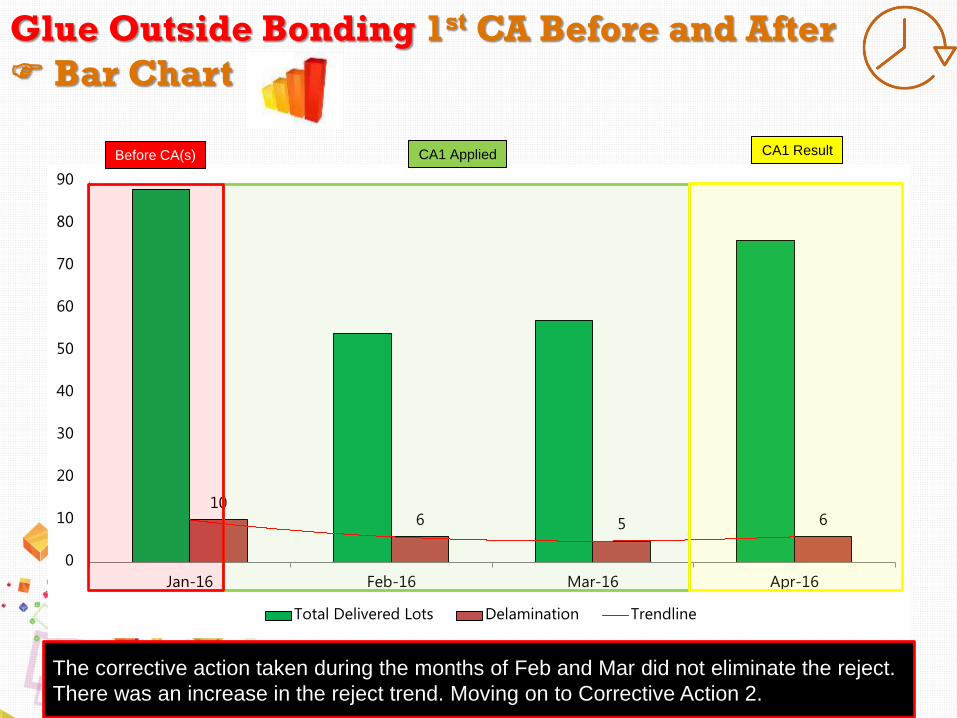
Glue Outside Bonding 1st CA Before and After
Bar Chart
14
10 6 5 6
0
10
20
30
40
50
60
70
80
90
Jan-16 Feb-16 Mar-16 Apr-16
Total Delivered Lots Delamination Trendline
Before CA(s) CA1 Result CA1 Applied
The corrective action taken during the months of Feb and Mar did not eliminate the reject.
There was an increase in the reject trend. Moving on to Corrective Action 2.

Corrective Action Glue Outside Bonding No. 2 It was observed that the boards impacted onto the down stacker and peeled the edges
of the board.
15
Downstacker
Absorption
sponge
Note: All of the white sponges are absorption sponges.
When boards
comes out to
down stacker, the
stacker will move
upwards
consequently
opening up the
corner of the
sheet boards.
+ Reverse boards
at PT feeder 180
The CA was taken in the month of April

16
2nd CA Glue Outside Bonding
Results

Glue Outside Bonding 2nd CA Before and After
Bar Chart
17
10 6 5 6 7
0
10
20
30
40
50
60
70
80
90
Jan-16 Feb-16 Mar-16 Apr-16 May-16
Total Delivered Lots Delamination Trendline
Before CA(s) CA2 Result
The corrective action taken in the month of April did not eliminate the reject. There was an
increase in the reject trend. Moving on to Corrective Action 3.
CA2 Applied Ineffective CA1
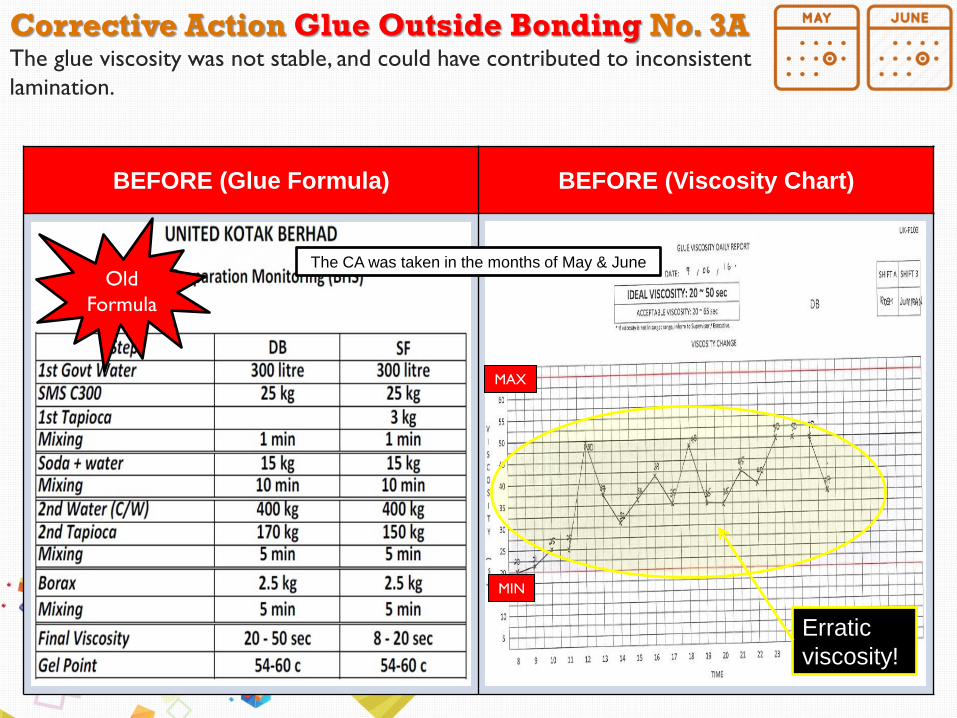
Corrective Action Glue Outside Bonding No. 3A The glue viscosity was not stable, and could have contributed to inconsistent
lamination.
18
BEFORE (Glue Formula) BEFORE (Viscosity Chart)
MAX
MIN
Old
Formula
Erratic
viscosity!
The CA was taken in the months of May & June

Corrective Action Glue Outside Bonding No. 3A1 The glue viscosity was not stable, and could have contributed to inconsistent
lamination
19
After (Glue Formula) After (Viscosity Chart)
MAX
MIN
New
Formula
Consistent
viscosity!
The CA was taken in the months of May & June

Corrective Action Glue Outside Bonding No. 3B Reinforcing carton’s glue flap surface exposure.
20
Before After
30mm
40mm
The CA was taken in the months of May & June

21
3rd CA Glue Outside Bonding
Results

Glue Outside Bonding 3rd Quarter Before and
After Corrective Action No. 1 Bar Chart
22
10 6 5 6 7
5
0
-10
0
10
20
30
40
50
60
70
80
90
Jan-16 Feb-16 Mar-16 Apr-16 May-16 Jun-16 Jul-16
Total Delivered Lots Delamination Trendline
Before CA(s) CA3 Result
The corrective action taken during the month of May and June has shown a significant
decrease, further monitoring to confirm CA’s effectiveness in the following months.
Ineffective CA1 and CA2 CA3 Applied
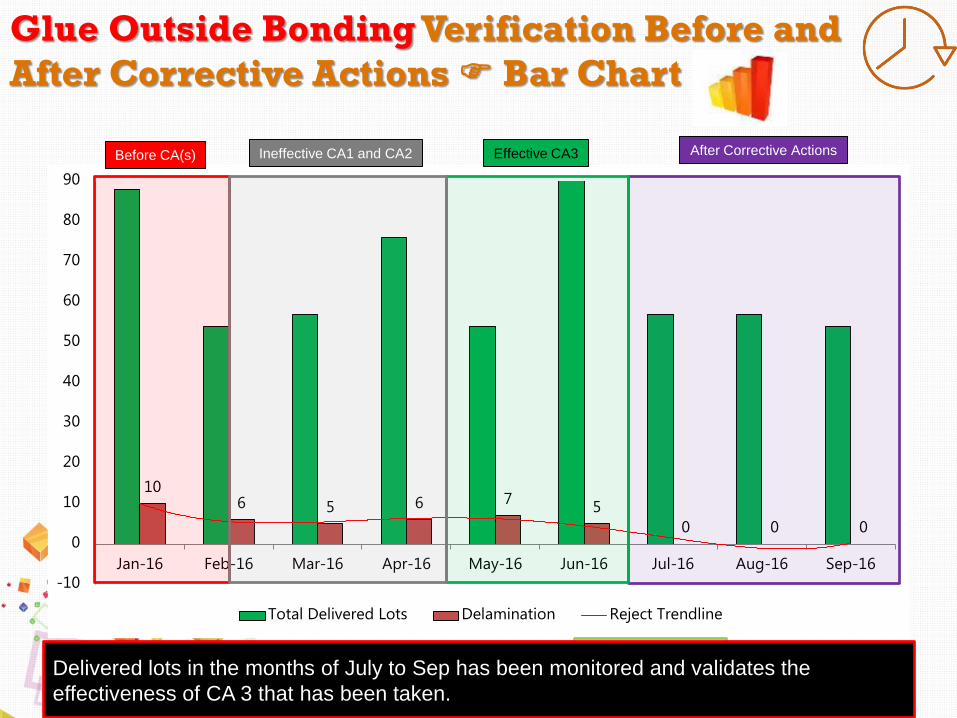
Glue Outside Bonding Verification Before and
After Corrective Actions Bar Chart
23
10 6 5 6 7
5
0 0 0
-10
0
10
20
30
40
50
60
70
80
90
Jan-16 Feb-16 Mar-16 Apr-16 May-16 Jun-16 Jul-16 Aug-16 Sep-16
Total Delivered Lots Delamination Reject Trendline
Before CA(s) After Corrective Actions
Delivered lots in the months of July to Sep has been monitored and validates the
effectiveness of CA 3 that has been taken.
Effective CA3 Ineffective CA1 and CA2

24
BCT Fail

Example Photo of BCT Fail
25
Customer
Spec is
550kgf

BCT Fail Data Collection and
Analysis Bar Chart
88
54 57
76
54
1 0 0 5 5
0
10
20
30
40
50
60
70
80
90
100
Jan-16 Feb-16 Mar-16 Apr-16 May-16
Total Delivered Lots BCT Fail26
These are the reject trend
against total delivery.
4M
studied
3 CA(s) Taken
No action
was taken –
CF only
Customer
suspected their
own handling.
6.57% 9.25%
27
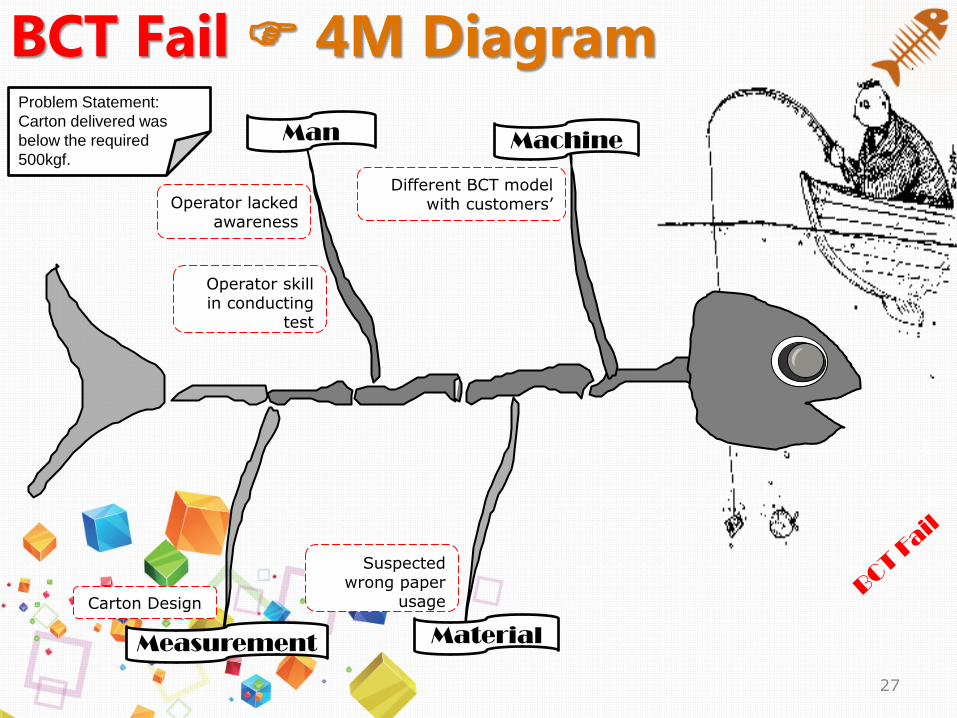
Man Machine
Material Measurement
BCT Fail 4M Diagram Problem Statement:
Carton delivered was
below the required
500kgf.
Different BCT model with customers’
Carton Design
Operator lacked awareness
Operator skill in conducting
test
Suspected wrong paper
usage
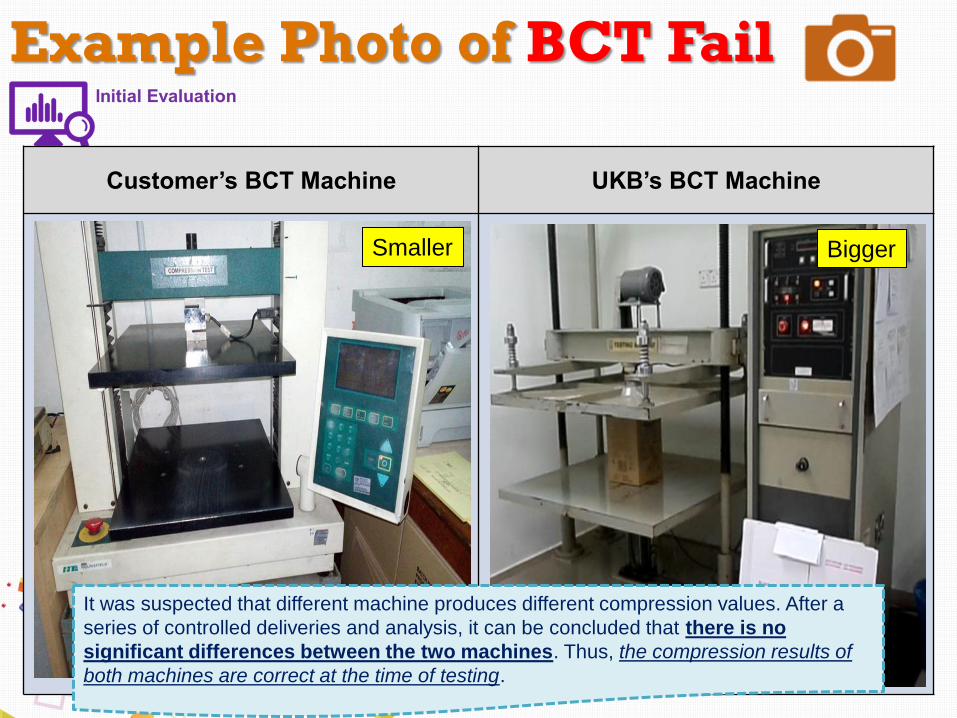
Example Photo of BCT Fail
28
Customer’s BCT Machine UKB’s BCT Machine
It was suspected that different machine produces different compression values. After a
series of controlled deliveries and analysis, it can be concluded that there is no
significant differences between the two machines. Thus, the compression results of
both machines are correct at the time of testing.
Smaller Bigger
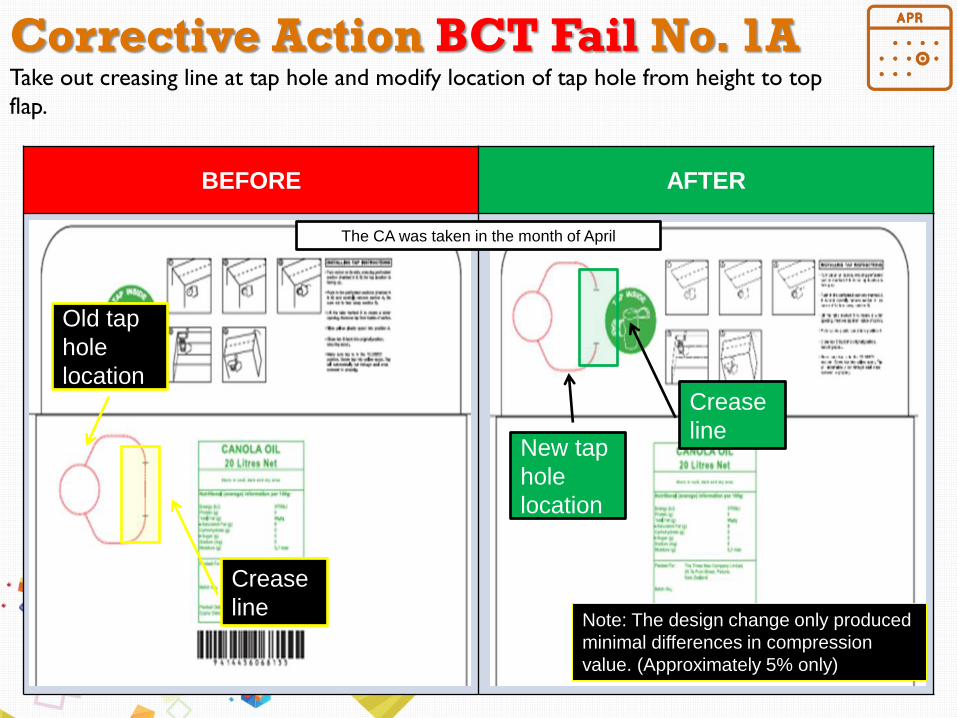
Corrective Action BCT Fail No. 1A Take out creasing line at tap hole and modify location of tap hole from height to top
flap.
29
BEFORE AFTER
Crease
line
Old tap
hole
location Crease
line New tap
hole
location
The CA was taken in the month of April
Note: The design change only produced
minimal differences in compression
value. (Approximately 5% only)

Corrective Action BCT Fail No. 1B Take out creasing line at tap hold and modify location of tap hold from height to top
flap.
30
458.983
488.657
472.645
495.855 495.967
518.418 522.177
519.586
531.316
525.475
450
460
470
480
490
500
510
520
530
540
550
560
Kgf.
Average 5.8%
The corrective action taken during the month of April did not show any substantial improvement.
Comparisons will not be shown in result’s bar chart. Moving on to Corrective Action 2.
Month No (Kgf.) After Diff. %
April
1 518.418 5%
2 522.177 6%
3 519.586 5%
4 531.316 7%
5 525.475 6%
Comparison between two tap
hole locations.
Note: Test conducted with a series of
controlled deliveries.
Month No (Kgf.)
Before
April
1 458.983
2 488.657
3 472.645
4 495.855
5 495.967
Customer
Required
Specification

Corrective Action BCT Fail No. 2A Reinforcing carton during compression.
31
BEFORE AFTER
Internal of
carton without
reinforcement
tape.
Internal of
carton with
reinforcement
tape.
The CA was taken in the month of May
Proposed by
customer
Note: The reinforcement tape only
produced minimal differences in
compression value. (Approximately 5% -
7% only)

Corrective Action BCT Fail No. 2B Reinforcing carton during compression.
32
478.580
484.563
512.081 508.791
450
460
470
480
490
500
510
520
530
540
550
560
Kgf.
Average 6%
Month No (Kgf.) After Diff. %
April 1 512.081 7%
2 508.791 5%
Comparison between carton with
and without reinforcement tape.
Note: Test conducted with a series of
controlled deliveries.
Month No (Kgf.)
Before
April 1 478.580
2 484.563
Customer
Required
Specification
The corrective action taken did show a minor improvement but will not be shown in
result’s bar chart as the reinforcement tape usage was discontinued. Moving on to
Corrective Action 3.
Overall result will
be shown in the
final verification.
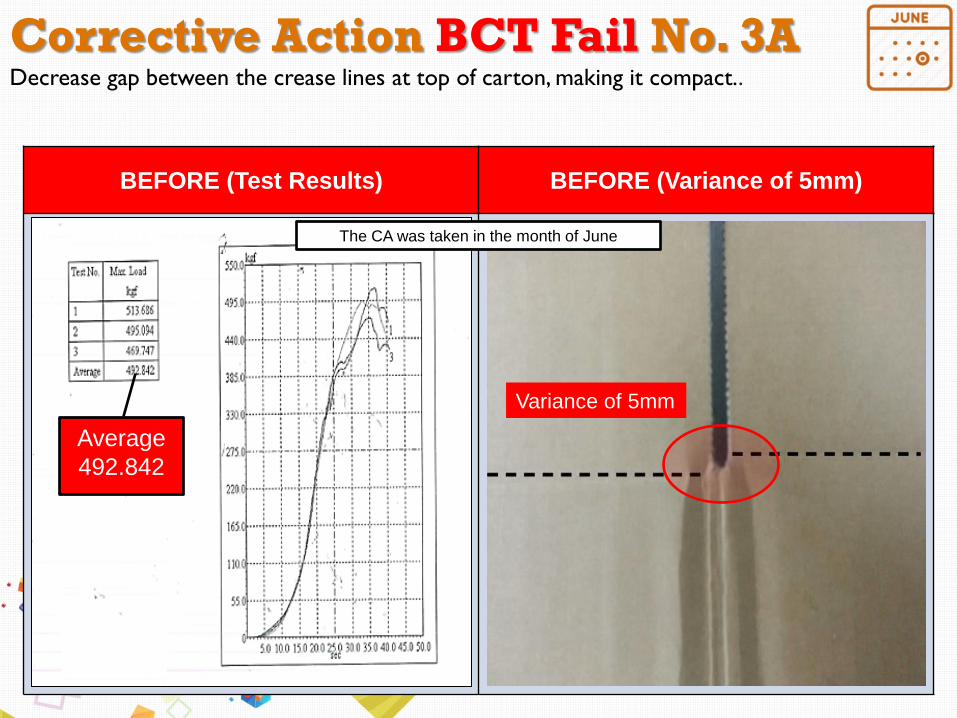
Corrective Action BCT Fail No. 3A Decrease gap between the crease lines at top of carton, making it compact..
33
BEFORE (Test Results) BEFORE (Variance of 5mm)
Average
492.842
Variance of 5mm
The CA was taken in the month of June
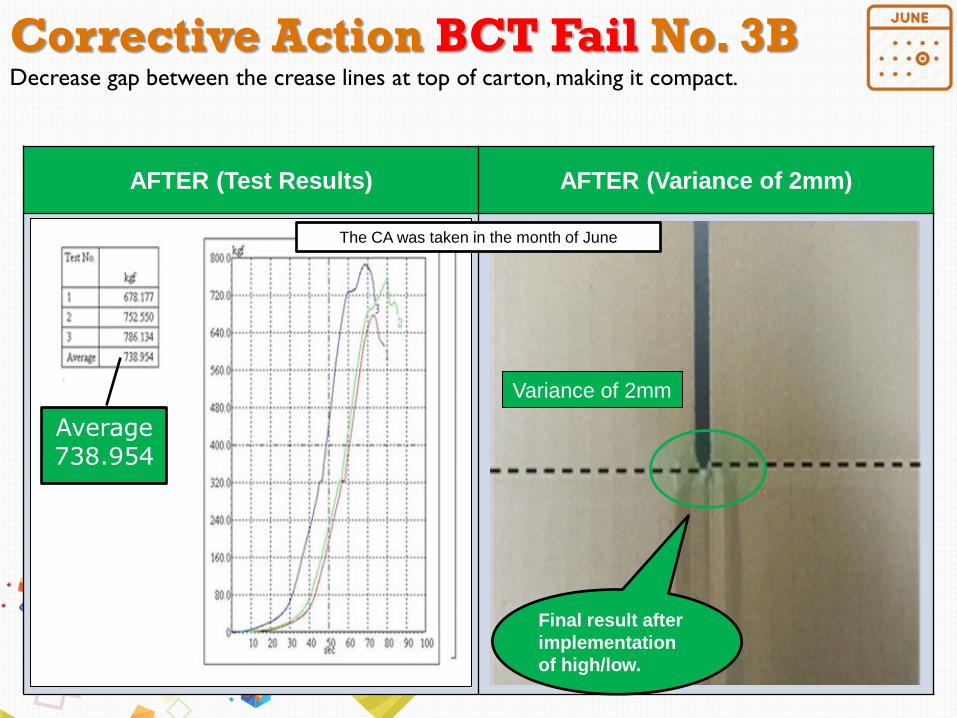
Corrective Action BCT Fail No. 3B Decrease gap between the crease lines at top of carton, making it compact.
34
AFTER (Test Results) AFTER (Variance of 2mm)
Average 738.954
Variance of 2mm
Final result after
implementation
of high/low.
The CA was taken in the month of June

35
Final CA BCT Fail Results
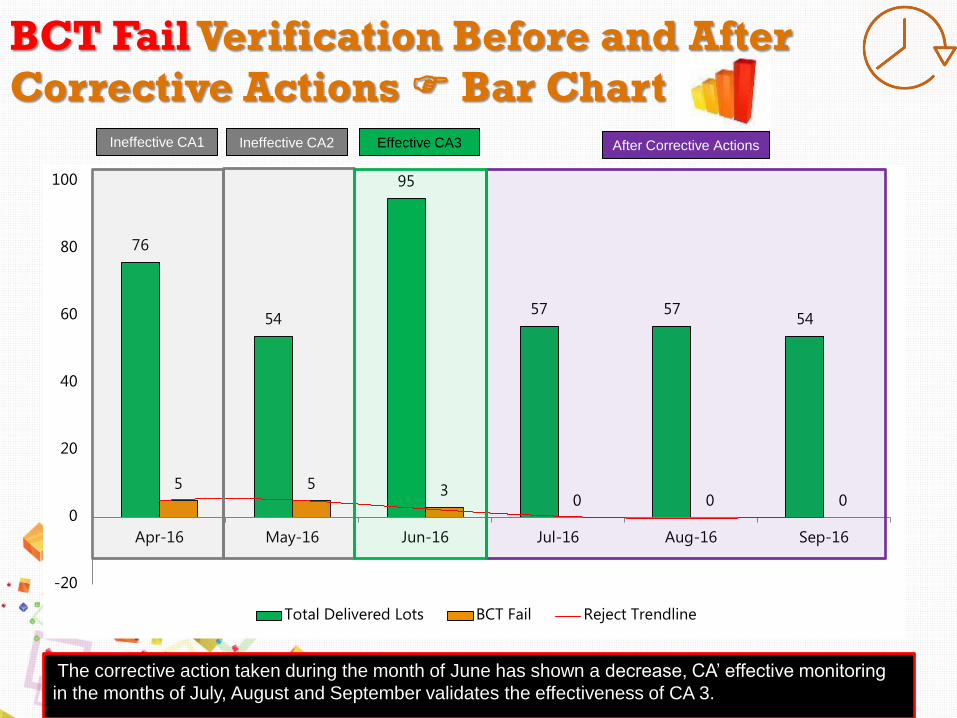
BCT Fail Verification Before and After
Corrective Actions Bar Chart
76
54
95
57 57 54
5 5 3 0 0 0
-20
0
20
40
60
80
100
Apr-16 May-16 Jun-16 Jul-16 Aug-16 Sep-16
Total Delivered Lots BCT Fail Reject Trendline
36
After Corrective Actions Ineffective CA1
The corrective action taken during the month of June has shown a decrease, CA’ effective monitoring
in the months of July, August and September validates the effectiveness of CA 3.
Ineffective CA2 Effective CA3
37
Final Glue Outside Bonding &
BCT Fail Verification of
Corrective Actions Taken
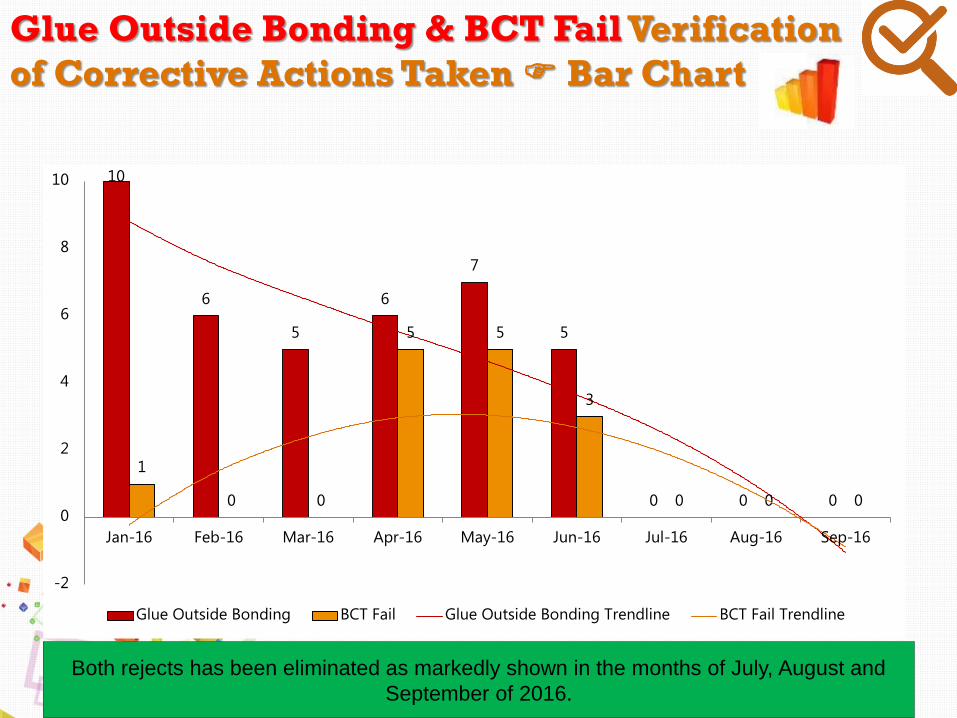
Glue Outside Bonding & BCT Fail Verification
of Corrective Actions Taken Bar Chart
10
6
5
6
7
5
0 0 0
1
0 0
5 5
3
0 0 0
-2
0
2
4
6
8
10
Jan-16 Feb-16 Mar-16 Apr-16 May-16 Jun-16 Jul-16 Aug-16 Sep-16
Glue Outside Bonding BCT Fail Glue Outside Bonding Trendline BCT Fail Trendline
38 Both rejects has been eliminated as markedly shown in the months of July, August and
September of 2016.

Results Achieved
39
Before QCC
Reject Lot
Percentage
%
Target
Percentage
%
After QCC
Percentage
%
Glue Outside
Bonding 42.10 0.00 0.00
BCT Fail 23.80 0.00 0.00
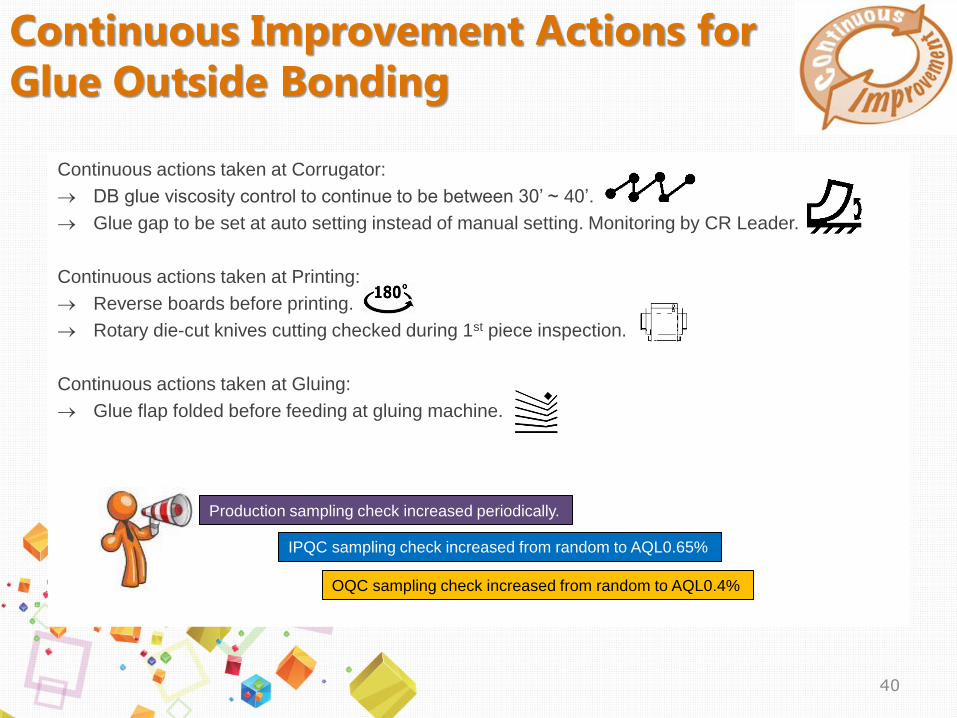
Continuous Improvement Actions for Glue Outside Bonding
Continuous actions taken at Corrugator:
DB glue viscosity control to continue to be between 30’ ~ 40’.
Glue gap to be set at auto setting instead of manual setting. Monitoring by CR Leader.
Continuous actions taken at Printing:
Reverse boards before printing.
Rotary die-cut knives cutting checked during 1st piece inspection.
Continuous actions taken at Gluing:
Glue flap folded before feeding at gluing machine.
40
Production sampling check increased periodically.
IPQC sampling check increased from random to AQL0.65%
OQC sampling check increased from random to AQL0.4%
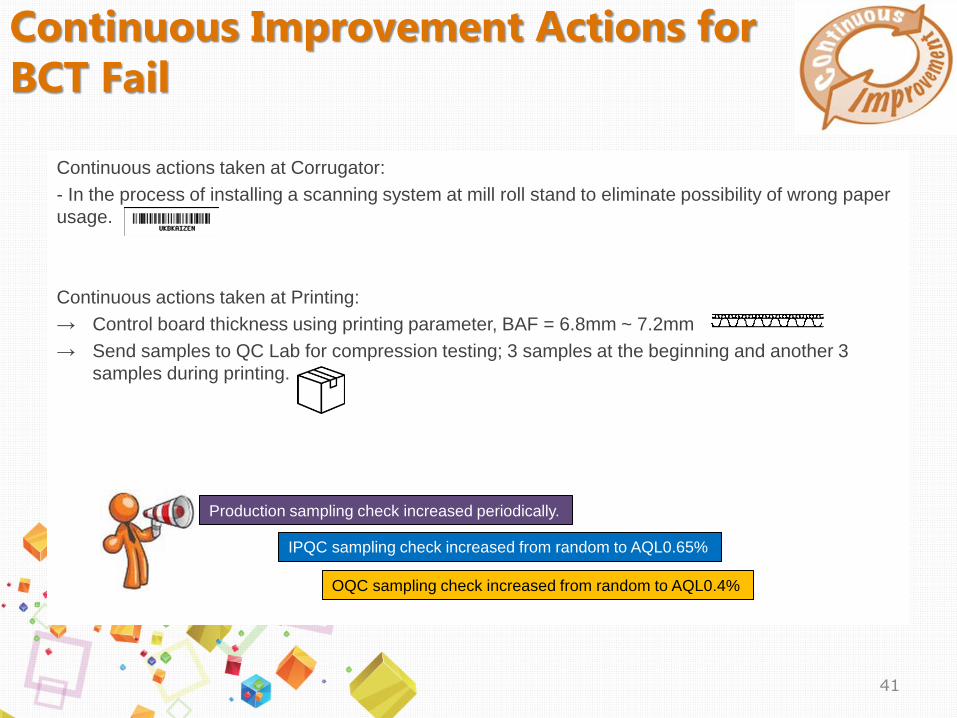
Continuous Improvement Actions for BCT Fail
Continuous actions taken at Corrugator:
- In the process of installing a scanning system at mill roll stand to eliminate possibility of wrong paper
usage.
Continuous actions taken at Printing:
→ Control board thickness using printing parameter, BAF = 6.8mm ~ 7.2mm
→ Send samples to QC Lab for compression testing; 3 samples at the beginning and another 3
samples during printing.
41
Production sampling check increased periodically.
IPQC sampling check increased from random to AQL0.65%
OQC sampling check increased from random to AQL0.4%

Prepared by: Yazid Zakaria, Senior Executive QA/QC
42

















