42
27/09/2016 1 REFRASORT DEMO-DAY Orbix, Henry Fordlaan 84, Genk 21 September 2016 1 Welcome 2

27/09/2016
1
REFRASORT DEMO-DAYOrbix, Henry Fordlaan 84, Genk21 September 2016
1
Welcome
2

27/09/2016
2
REFRASORT demo-day 21 September 2016
• 10.00 – 10.15: Welcome• 10.15 – 10.30: Importance of raw materials in the refractory industry• 10.30 – 11.30: Results REFRASORT• 11.30 – 13.30: Lunch + guided visit to demonstrator• 13.30 – 14.00: Wrap-up and discussion• 14.00: Reception
Programme
3
Presentations and other information on www.refrasort.eu
Welcome and introduction
Dirk Van Mechelen, Orbix

27/09/2016
3
Welcome
5
Background
6

27/09/2016
4
Background
7
Background
8

27/09/2016
5
Background
9
Background
10

27/09/2016
6
Background
11
Background
12

27/09/2016
7
Background
13
Background
14

27/09/2016
8
Background
15
Background
16

27/09/2016
9
Importance of raw materials in refractory industry
Johannes Hartenstein, Magnesita
Importance of raw materials in refractory industry
» China is currently the main supplier of high volume of important refractory grade raw materials
18

27/09/2016
10
Importance of raw materials in refractory industry
19
» Raw materials price evolution 2007 - 2015
» Refractory suppliers are under significant pressure:
Raw materials play a fundamental role on product’s quality
Raw materials represent 40-50% of the cost of refractories
Besides raw material’s cost, energy cost and environmental regulation
» Significant price increase for:
Bauxite
Brown fused Alumina
Graphite
Sintered Magnesia
Fused Magnesia
Importance of raw materials in refractory industry
20
» Critical Raw Materials for EU 54 raw materials reviewed from which 20 are considered as being critical

27/09/2016
11
Importance of raw materials in refractory industry
21
» How to improve in the customers the value in use of products?
Invest and increase the use of own raw materialsand strictly control of the costs.
Develop use of externally sourced recycled refractory materials:
Development of supply chain for obtaining used refractory materials that can be successfully processed and used for refractory brick production.
» EU commission Statement:“It’s worth recalling that all Raw Materials, even when not critical, are important for the European Economy, and therefore not being critical doesn’t imply that a given Raw Material and its availability to the European economy should be neglected”
REFRASORT project outline
Liesbeth Horckmans, VITO

27/09/2016
12
Introduction
23
FP7 REFRASORT
1/11/2013 – 31/10/2016
Budget 2.38 M€Funding 1.75 M€
Partners:• VITO (coordinator)• RECMIX -> Orbix• Fraunhofer ILT• RWTH Aachen AMR• LSA• Tritec• Magnesita
Introduction
REFRASORT system = sensor based sorting system
24
Inlining & Singularization
Pretreatment Identification Sorting

27/09/2016
13
Introduction
REFRASORT system
25
Inlining & Singularization
Pretreatment Identification Sorting
Mechanicalhandling
LIBS
Auxiliarysensors
Dust/metal removal
Introduction
REFRASORT work plan
26
On-site Integration/demonstration
Technology development
Validation & evaluation
2013-2015
2016
WP3
WP5
WP4

27/09/2016
14
Challenges for spent refractory identification
Focus: 8 types of refractories, 3 main classes
27
CaO % MgO % SiO2 % Al2O3 % TiO2 % C%
MgO-C without antioxidant 1.32 96.2 0.85 0.82 0.02 10.9
MgO-C with antioxidant 1.49 94.1 0.82 3.08 0.01 14.5
Fired MgO 0.81 97.0 0.38 1.27 0.02 0.05
Fired Doloma 54.84 43.23 0.68 0.49 0.02 0.09
Carbon bonded Doloma 54.18 43.61 0.85 0.57 0.02 5.3
Fired Bauxite 0.52 0.48 10.36 82.6 2.96 0.04
Fired Andalousite 0.13 0.60 36.19 61.47 0.38 0.03
Fired Chamotte 0.11 0.35 50.27 45.62 2.08 0.04
MgO-based
Doloma based
Alumina based
Typical concentrations, recalculated to 100% mineral composition
Temperedvs fired
Challenges for spent refractory identification
Material characteristics
28
Big bricks> 150 mm, 4-21 kg
Small bricks110-200 mm, 1.9-5.6 kg
Broken and unshaped80-250 mm, 0.25-4.1 kg
Slag
Garbage, metal
• Variable size/weight• Largest diameter up to > 300 mm, weight up to > 20 kg -> too large for e.g. XRT

27/09/2016
15
Challenges for spent refractory identification
Surface contamination
29
Slag
Dust
Carbonation
Problematic for surfacesensors, e.g. Color sensors,
LIF, NIR, FTIR, XRF
LIBSLaser induced
breakdown spectroscopy
Can penetrate surface
But…
Challenges for refractory identification
Metal impact
30
Decarbonisation
Heterogeneous effects -> need for additional identification

27/09/2016
16
REFRASORT: Technology development
Henning Knapp, RWTH Aachen
REFRASORT
• LIBS development (WP3)
• Mechanical handling (WP4)
• Alternative/complementary identification (WP5)• Metal detection• Carbon detection
Technology development – Lab scale development
32

27/09/2016
17
Mechanical handling
» Isolate single bricks
» Inline the bricks with a defined distance
» Present the bricks to the LIBS-system one by one
» Sort according to the LIBS-results
Lab scale development
33
Mechanical handling
» Data acquisition» Sizes and shapes» Size distribution
» Additional screening step?» Slide angle
Lab scale development - basics mechanical handling
34

27/09/2016
18
Mechanical handling
» Single plate conveyor
» Single pushing device
» Basic PLC program
Lab scale development - assembly of first parts
35
Mechanical handling
Lab scale development - adjustment of PLC logic and pusher design
36

27/09/2016
19
Mechanical handling
Lab scale development - first tests of plate conveyor and vibratory feeder
37
Identification
» Laser-induced breakdown spectroscopy – LIBS» multi-elemental analysis» direct analysis without preparation» fast measurement and data evaluation» easily automated for continuous monitoring» applicable inline
Lab scale development – LIBS tests
38

27/09/2016
20
Identification
discrimination of refractory material classesbased on elemental content
39
Identification
first LIBS test on fresh reference material
40
4 83 72 6
1 5

27/09/2016
21
Identification
» multiple LIBS measurements on reference samples» theoretical probabilities for correct classification
» between main classes > 99 %» between members of a main class > 90 %
Lab scale development – LIBS selectivity
41
Identification
» Microwave heating » IR temperature detection» Evaluation of IR-image
Lab scale development - carbon detection
42

27/09/2016
22
Identification
0
5
10
15
20
25
30
MC MCA FM FD DC FB FA FC
Hea
ting
[°C
]
Heating
Lab scale development - carbon detection
43
Identification
0
20
40
60
80
100
120
0.0 0.5 1.0 1.5 2.0 2.5 3.0 3.5 4.0 4.5 5.0
Tem
pera
ture
[°C
]
Metal content [wt%]
Average temperature
FM
MC
MCA
FD
DC
FA
FC
FB
MCr
Lab scale development - carbon detection
44

27/09/2016
23
Identification
» Crushed refractory material» Pieces of metal recovered from refractories » Mixed and stored in uniform plastic cups
Lab scale development - metal detection
45
Identification
R² = 0.9177
0
50
100
150
200
250
300
350
400
0 0.5 1 1.5 2 2.5
Am
plit
ude
[V]
Metal content [g]
FC
Lab scale development - metal detection
46

27/09/2016
24
Identification
0
200
400
600
800
1000
1200
1400
0 1 2 3 4 5 6
Am
plit
ude
[V]
Metal content [wt%]
Amplitude of all refractory types
FM
FC
MC
MCA
DC
FD
FA
FB
Lab scale development - metal detection
47
REFRASORT demonstrator
Cord Fricke-Begemann, Fraunhofer ILT

27/09/2016
25
LIBS for industrial applications
laser identification of steel grades of coils
49
© Laser Analytical Systems & Automation GmbH - LSA
LIBS for industrial applications
50
Sturm et al., Anal. Chem. 86(2014)9687-96925
ladle
LIBS
laser analysis of liquid slags

27/09/2016
26
LIBS for industrial applications
sorting of aluminum alloys
51
Identification
Laser-induced breakdown spectroscopy - LIBS
52
~10 ns
~50 µs
spectral analysis

27/09/2016
27
Identification
examples of LIBS spectra
53
Mg
Al
Identification
discrimination of three main classes
54
AMagnesia
BDoloma
CAlumina-Silica

27/09/2016
28
Identification
LIBS - integrated laser cleaning
55
laser
sample
plasma radiation
Identification
» ablation of surface contaminations» cleaning + plasma creation ~ 1 ms» spectroscopic measurement ~ 10 µs
LIBS reduction of surface contamination
56
300µm

27/09/2016
29
Identification
LIBS–based development platform iSort at ILT
57
2 cm
metalshavings
WEEE
5 cm
metalchunks
10 cm
minerals
20 cm
Identification
LIBS–based development platform iSort – identification of spent refractory bricks
58
speed of the conveyor belt 0.7 m/s
12 measurements per brick
blind test 29 out of 30 identifications correct for 3 main classes

27/09/2016
30
REFRASORT demonstrator
Schematic overview
59
1 2 3 4Feed Singularisation LIBS Sorting
REFRASORT demonstrator
Installation at Orbix
60

27/09/2016
31
REFRASORT demonstrator
Discrimination of refractory material classes – sorting trials
61
REFRASORT demonstrator
Sorting trial of 1 t of mixed used refractories, unknown composition
62
AnalysesCaO%
MgO%
SiO2%
Fe2O3%
Al2O3%
LOI%
Lab1 XRF
Magnesia
3.3 91.2 1.2 1.8 1.8 0.6
Lab2 XRF 3.2 89.4 1.3 1.9 2.6
target specs 3.0 max 88 min 3.5 max 2.0 max 4.0 max 5.0 max
Lab1 XRF
Doloma
38.3 54.1 1.7 1.2 4.0 0.9
Lab2 XRF 36.1 55.9 1.8 1.1 3.7
target specs 60 max 35 min 2.5 max 2.0 max 2.0 max
Sorting output 1095 kg
Magnesia 360 kg
Doloma 560 kg
Al-based & Others ~175 kg
Lab1: MagnesitaLab2: VITO

27/09/2016
32
REFRASORT demonstrator
Large sorting trial of 30 t of mixed used refractories, unknown composition
63
AnalysesCaO%
MgO%
SiO2%
Fe2O3%
Al2O3%
LOI%
Lab1 XRFMagnesia
2.9 93.2 1.2 1.2 1.0 1.3
target specs 3.0 max 88 min 3.5 max 2.0 max 4.0 max 5.0 max
Lab1 XRFDoloma
37.3 56.9 3.0 1.6 0.8 0.9
target specs 60 max 35 min 2.5 max 2.0 max 2.0 max
Sorting output ~30,000 kg
Magnesia ~25 %
Doloma ~25 %
Al-based & Others ~50 %
REFRASORT: Validation testing
Antoine Ducastel, Magnesita

27/09/2016
33
Validation testing
Ability of LIBS to distinguish main types of Refractories, based on fresh samples
By setting all the major thresholds between elements like Ca, Mg, Si, Al, C, Cr, and Fe in the LIBS system, it should be possible to distinguish accuratelythe 8 different families of refractories
LIBS sorting on unused bricks
65
AMagnesia
BDoloma
CAlumina-Silica
Laser-induced plasma on fresh refractory
Laser-induced plasma on fresh refractory
A1: Magnesia w AOX, carbon bondA2: Magnesia w/o AOX, carbon bondA3: Magnesia brick, firedB1: Doloma brick, firedB2: Doloma brick, carbon bondC1: Bauxite based brick, firedC2: Andalusite based brick, firedC3: Chamotte brick, fired
Validation testing
LIBS sorting on 30 used bricks
66
30 used bricks, coming from three different refractory families (magnesia, doloma and alumina), for each of them 12 measurements were done on the upper face of the used brick : only one brick sorted as magnesia instead of doloma
XRF analyses done on the resulting sorted batches
Chemical Analysis(mass%)
Magnesiarecycling
Dolomarecycling
Alumina recycling
C 2,25 4,41 -CaO 5,42 58,22 0,43MgO 92,88 39,12 0,73SiO2 0,38 0,92 57,36
Fe2O3 0,42 1,01 1,98Al2O3 0,67 0,48 36,29TiO2 - - 1,31K2O - - 1,46Na2O - - 0,32
Used bricks testedUsed bricks tested
The threshold from which a sample is classified as magnesia, here the signal intensity ratio MgO/CaO, should be pushed upward
27/09/2016
34
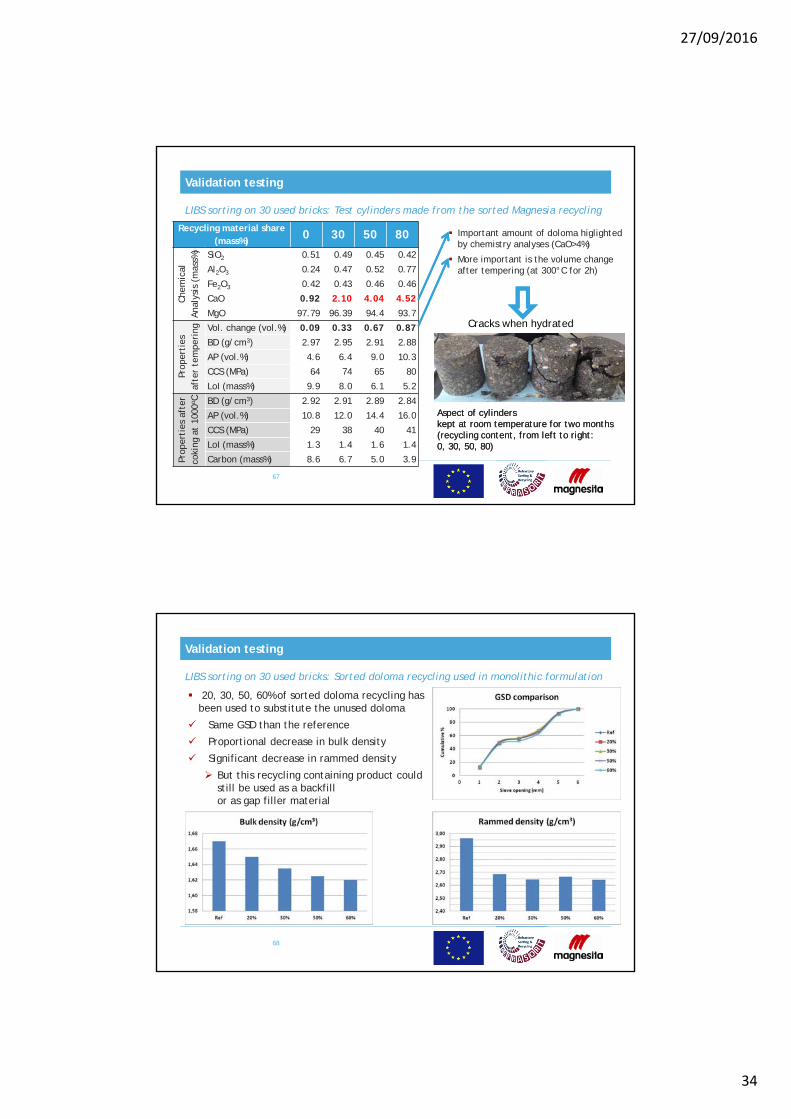
Validation testing
LIBS sorting on 30 used bricks: Test cylinders made from the sorted Magnesia recycling
67
Important amount of doloma higlightedby chemistry analyses (CaO>4%)
More important is the volume change after tempering (at 300°C for 2h)
Recycling material share (mass%)
0 30 50 80
Che
mic
al
Ana
lysi
s (m
ass%
) SiO2 0.51 0.49 0.45 0.42
Al2O3 0.24 0.47 0.52 0.77
Fe2O3 0.42 0.43 0.46 0.46
CaO 0.92 2.10 4.04 4.52
MgO 97.79 96.39 94.4 93.7
Prop
erti
esaf
ter
tem
peri
ng Vol. change (vol.%) 0.09 0.33 0.67 0.87
BD (g/cm3) 2.97 2.95 2.91 2.88
AP (vol.%) 4.6 6.4 9.0 10.3
CCS (MPa) 64 74 65 80
LoI (mass%) 9.9 8.0 6.1 5.2
Prop
erti
es a
fter
co
king
at
1000
o C BD (g/cm3) 2.92 2.91 2.89 2.84
AP (vol.%) 10.8 12.0 14.4 16.0
CCS (MPa) 29 38 40 41
LoI (mass%) 1.3 1.4 1.6 1.4
Carbon (mass%) 8.6 6.7 5.0 3.9
Aspect of cylinderskept at room temperature for two months(recycling content, from left to right:0, 30, 50, 80)
Aspect of cylinderskept at room temperature for two months(recycling content, from left to right:0, 30, 50, 80)
Cracks when hydrated
Validation testing
LIBS sorting on 30 used bricks: Sorted doloma recycling used in monolithic formulation
68
20, 30, 50, 60% of sorted doloma recycling has been used to substitute the unused doloma
Same GSD than the reference
Proportional decrease in bulk density
Significant decrease in rammed density
But this recycling containing product could still be used as a backfillor as gap filler material

27/09/2016
35
Validation testing
LIBS sorting on 30 tons of recycling
69
Around 20 Big Bags of magnesia and doloma were sorted
Chemistries of each resulting fraction
Magnesia based Ramming mix Gunning mixDoloma based Backfill Levelling
Chemical Analysis (mass%)
Magnesia recycling
Doloma recycling
LoI 1,34 3,08C 0,95 0,45CaO 2,94 37,26MgO 93,21 56,92SiO2 1,2 3,03Fe2O3 1,17 1,55Al2O3 0,95 0,79Mn3O4 0,1 0,14Cr2O3 0,35 0,19
Four different products have been prepared and trials in steel shops are ongoing:
Validation testing
LIBS sorting on 30 tons of recycling: Laboratory gunning test
70
Gunning test on a cold wall:- good workability- good stickiness- possibility to build up 10 cm thickness- no slipping from the wall after build up the thickness- low rebound- no spalling
ReferenceReferenceRecycling material
containing mixRecycling material
containing mix

27/09/2016
36
Future
Dirk Van Mechelen, Orbix
IMPLEMENTATION
Design, engineering and building of sorting equipment (> 50.000 tons/year)
72

27/09/2016
37
IMPLEMENTATION
Development of the market
» Refractory Industries» Chemical Industries
73
Type I Type II Type III
min (%) max (%) min (%) max (%) min (%) max (%)
SiO2 0,2 0,3 0,8 1,2 2 3
Al2O3 0,06 0,1 85 90
Fe2O3 0,17 0,7 0,6 1 4 6
CaO 2 3 36 58
MgO 95 98 40 62
C
TiO2 6
IMPLEMENTATION
Development of the market
» Bricks, containing metal
» Bricks, not conform specification of refractory or chemical industry
» Refractory fines, with and with-out metal
Grinding to < 100 µm
De-metalisation
Binder for briquetting using the carbonatation technology
74

27/09/2016
38
IMPLEMENTATION
75
IMPLEMENTATION
Valorisation of refractories fines
76

27/09/2016
39
IMPLEMENTATION
Valorisation of refractories fines
77
IMPLEMENTATION
Valorisation of refractories fines
78

27/09/2016
40
IMPLEMENTATION
Valorisation of refractories fines
79
IMPLEMENTATION
80

27/09/2016
41
IMPLEMENTATION
81
IMPLEMENTATION
82

27/09/2016
42
VIDEO
83

















