Abstract This paper presents measured and predicted residual stresses from two sets of shrink-fitted assemblies, each manufactured using an aluminium alloy and a cast iron. Residual stresses were measured using a combination of deep-hole drilling (DHD) and incremental centre hole drilling (ICHD) techniques. The ICHD method provided near surface residual stress measurements to depths up to about 1mm. The DHD method measured through thickness residual stresses along radial lines through the outer sleeve and into the shaft. Results are shown for the two assemblies and reveal residual stresses that are different from both simple analysis and finite element studies. For example, prior machining introduced near surface compressive residual stresses, that is then expected to be counteracted by the near surface tensile shrink-fit residual stresses. However, measurements reveal that this is not the case.
1. Introduction
Shrink-fitting is an effective way of assembling machine elements such as a gear to a shaft to transmit torque. Also shrink-fitted assemblies are widely used for steel rolling in the production of I-beams and rail sections. The advantage of a shrink-fitted assembly is that it is simple to manufacture, has high integrity and is capable of being subject to high loads. Shrink-fitting involves establishing a pressure between the inside diameter of a sleeve or hub and the outside diameter of a shaft through an interference fit. Commonly, expansion of the external part by heating, or cooling of the shaft is employed, the parts brought together and then the whole assembly returned to operating temperature [1]. The stresses created by shrink-fitting have traditionally been calculated using Lamé�s equations [2] for a thick walled cylinder
subjected to internal and external pressure. In addition to the stresses created through shrink-fitting there may also other residual stresses created during the manufacture of the sleeve and shaft. For example, the creation of residual stresses during heating and quenching are described by Totten at al [3]. There are also residual stresses created during machining the elements of the assembly.
A reliable assessment of the residual stresses is essential if we wish to understand their influence on the component operating life. Although theoretical and numerical analyses are being widely used to estimate the residual stresses in components, it is necessary to undertake experiments to validate the predictions. Residual stress measurement techniques are generally categorized as non-destructive, semi-invasive and fully destructive methods. Most of the non-destructive methods such as conventional X-ray and magnetic techniques are restricted to near surface measurements. In contrast the neutron diffraction method [4] is able to penetrate up to depths of about 50mm. Semi-invasive methods such as the centre hole drilling [5]
This document was presented at the Denver X-ray Conference (DXC) on Applications of X-ray Analysis. Sponsored by the International Centre for Diffraction Data (ICDD). This document is provided by ICDD in cooperation with the authors and presenters of the DXC for the express purpose of educating the scientific community. All copyrights for the document are retained by ICDD. Usage is restricted for the purposes of education and scientific research. DXC Website – www.dxcicdd.com
provide near surface measurements up to depths of about 1mm. More recently the deep-hole drilling technique has provided through-depth measurements to depths in excess of 700mm, [8-15]. More details of the centre hole drilling method and deep-hole drilling method will be discussed later. Fully destructive methods such as layering [6] or slotting [7] techniques can measure through thickness residual stresses in a component, but as the name suggests the component is completely destroyed.
This paper describes the outcomes of two independent studies of the measurement and prediction of through-thickness residual stresses in two shrink-fitted assemblies. The paper begins with the description of the manufacture and assembly of the samples. Two experimental measurement techniques were employed, with the incremental centre hole drilling (ICHD) method utilized to determine the near-surface residual stress field and deep-hole drilling (DHD) applied to measure the through-thickness residual stresses. At the same time, the residual stress distributions were predicted using finite element (FE) analysis. The paper concludes by comparing the predictions and measurements, and assessing the outcomes of the studies.
2. Shrink-Fitted Components
Two shrink-fitted assemblies were created; an aluminium sleeve and shaft (sample 1) and a cast iron sleeve and shaft (sample 2). A typical sample is illustrated in Figure 1. Also shown is the notation used for the direction of the stresses measured and predicted in this paper.
Figure 1 Cross section of a typical shrink-fitted assembly and notation
(dimensions in mm)
Sample 1: The sleeve and shaft were machined using Al2014 alloy. This alloy has a Young�s
modulus E=72.95 GPa, a Poisson�s ratio of 0.33 and yield strength of 420 MPa. The initial shaft diameter was 40.12mm with length 120mm. The initial sleeve internal diameter was 40mm and outer diameter was 100mm, with a length of 40mm. The interference between the shaft and hub was 0.12mm.
The shaft and hub were extracted from a 150mm diameter cylinder bar using a wire electro-discharge machine and then turned and ground to final size. After the
machining the ring was immersed in liquid nitrogen and allowed to cool. At the same time, the shaft was placed in a furnace and heated to 1300C. Finally, the shaft and ring was assembled and then allowed to return to room temperature.
Sample 2: The second sample was manufactured from cast iron with Young�s modulus,
Poisson�s ratio and yield stress equal to 172 GPa, 0.3 and 445 MPa respectively. The initial shaft diameter was 50.05mm and the length was 200mm. The initial sleeve internal diameter was 50mm and outer diameter was 100mm, with a length of 50mm. The diametral interference for this assembly was 0.05mm. Shrink-fitting was carried out by cooling the shaft in liquid nitrogen and heating the hub up to 100 C.
3. Residual Stresses Measurements
All the measurements were carried out using the ICHD and DHD techniques and a short overview of their application is given below.
Incremental centre hole drilling (ICHD): To apply the ICHD method specially designed strain gauge rosettes, EA-13-031RE-120, were attached to the outer surface of the sleeves. Then a small hole was drilled incrementally into the component and the relieved surface strains, caused by the introduction of the hole, were recorded automatically. Finally, the residual stresses originally present at the hole location were calculated from the strain values using an in-house analysis programme developed based on the analysis described by Grant et al [16].
Deep hole drilling (DHD): The deep hole drilling (DHD) method was used to determine the through-thickness residual stress distribution in the assemblies. The diameter of a 3.175mm reference hole drilled through the assemblies was first measured. Then a core of material, approximately 10mm diameter, containing the reference hole was trepanned using electro-discharge machining. Finally, the diameter of the reference hole was measured again and the change in diameter calculated. The DHD technique calculates the residual stress distribution using measurements of radial distortion of the reference hole between a stressed and unstressed state. The analysis to convert the measured distortions to stresses is described by Smith et al [13].
In the DHD measurement applied to the two shrink-fitted assemblies, the diametral displacement measured was in a plane normal to the axis of the reference hole. The stresses calculated from the distortions corresponded to the hoop and axial directions in both the sleeve and shaft. Accurate measurements of the reference hole diameter were made using an air probe at 9 angular positions [17]. In these experiments the change in length of the core was not measured and consequently the radial stresses in the hub and shaft of each sample were not determined.
Results: For sample 1 three ICHD measurements were carried out around the centre line of the sleeve surface. One DHD measurement was performed through the sleeve and shaft along a radial line. For sample 2 one ICHD measurement was made on the outer surface of the sleeve and one DHD measurement through the sleeve and shaft along the radial direction.
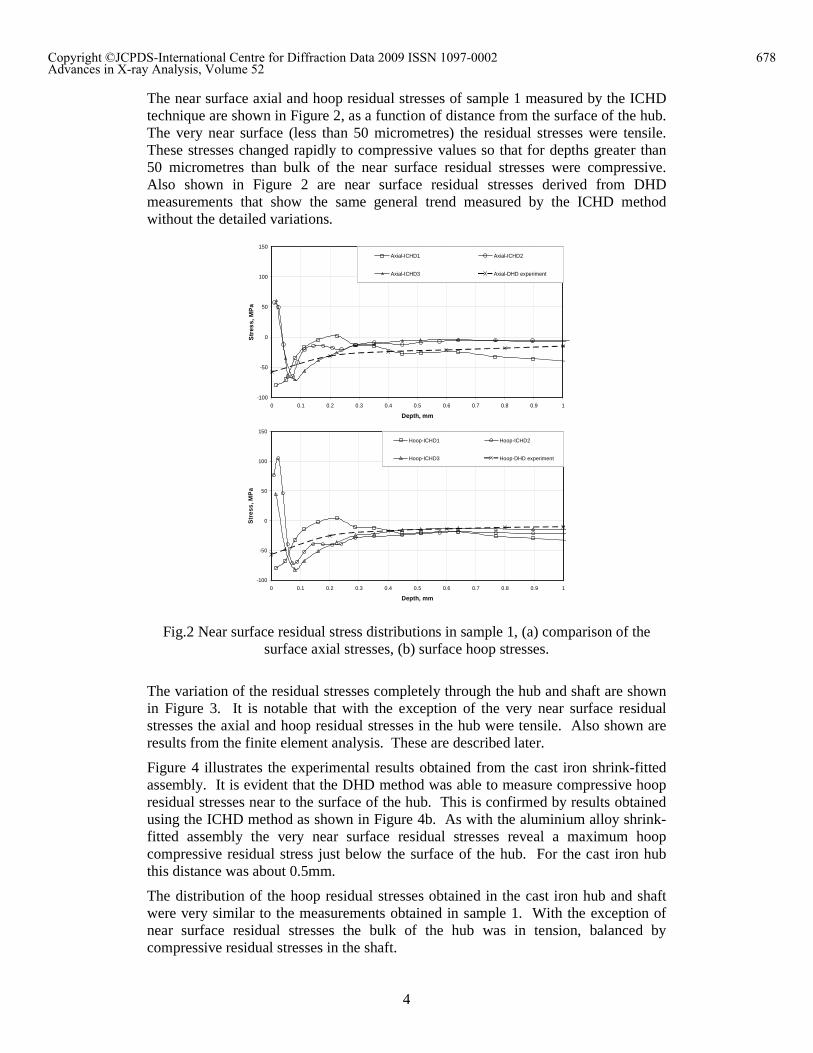
The near surface axial and hoop residual stresses of sample 1 measured by the ICHD technique are shown in Figure 2, as a function of distance from the surface of the hub. The very near surface (less than 50 micrometres) the residual stresses were tensile. These stresses changed rapidly to compressive values so that for depths greater than 50 micrometres than bulk of the near surface residual stresses were compressive. Also shown in Figure 2 are near surface residual stresses derived from DHD measurements that show the same general trend measured by the ICHD method without the detailed variations.
-100
-50
0
50
100
150
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Depth, mm
Str
ess,
MP
aAxial-ICHD1 Axial-ICHD2
Axial-ICHD3 Axial-DHD experiment
-100
-50
0
50
100
150
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Depth, mm
Str
ess,
MP
a
Hoop-ICHD1 Hoop-ICHD2
Hoop-ICHD3 Hoop-DHD experiment
Fig.2 Near surface residual stress distributions in sample 1, (a) comparison of the surface axial stresses, (b) surface hoop stresses.
The variation of the residual stresses completely through the hub and shaft are shown in Figure 3. It is notable that with the exception of the very near surface residual stresses the axial and hoop residual stresses in the hub were tensile. Also shown are results from the finite element analysis. These are described later.
Figure 4 illustrates the experimental results obtained from the cast iron shrink-fitted assembly. It is evident that the DHD method was able to measure compressive hoop residual stresses near to the surface of the hub. This is confirmed by results obtained using the ICHD method as shown in Figure 4b. As with the aluminium alloy shrink-fitted assembly the very near surface residual stresses reveal a maximum hoop compressive residual stress just below the surface of the hub. For the cast iron hub this distance was about 0.5mm.
The distribution of the hoop residual stresses obtained in the cast iron hub and shaft were very similar to the measurements obtained in sample 1. With the exception of near surface residual stresses the bulk of the hub was in tension, balanced by compressive residual stresses in the shaft.
Fig.3 Through thickness distribution of residual stresses in sample 1,
(a): Comparison of the through thickness axial stresses and (b) hoop stresses,
4. Finite Element Studies
Finite element model: The purpose of the finite element (FE) simulations was two fold; first to simulate the process of shrink-fitting and second to model the DHD measurement procedure. The FE analyses were performed using the ABAQUS finite element code [18]. Isotropic elastic and plastic materials properties of Al2014 and cast iron were used to model the hub and shaft individually. Due to symmetry and to permit a model of the DHD procedure to be created, FE models of 1/4th of each sample were set up and symmetry boundary conditions were imposed on the two internal faces of the model: one fixed displacement along the direction normal to the surfaces and two fixed rotational degrees of freedom around the remaining axes.
The analyses were performed in two steps; creation of the shrink-fit where the interaction between the shaft and hub surface was assumed frictionless, followed by simulation of the DHD procedure. Drilling of the reference hole and subsequent trepanning of the core were simulated by using the �element removal� option in
ABAQUS. As in the experimental procedure the differences in diametral distortions of the reference hole (around its diameter and along its length) before and after trepanning were determined and these values were used to calculate the residual stresses using the analysis described by Smith et al [13].
Fig.4 Hoop residual stresses in sample 2, (a): The through thickness distribution of hoop stress from FE prediction and DHD measurement, (b) Near surface hoop stress
measured by ICHD and DHD
Results: The predicted shrink-fitted residual stresses derived from the FE simulations were in excellent agreement with Lamé�s equations [2]. For example, the FE predicted distribution of residual stresses in the hub and shaft of samples 1 and 2 are shown in Figures 3 and 4 respectively. The predictions illustrate broad agreement with the measured hoop residual stress distribution obtained from the DHD method within the hubs away from their outer surfaces. However, the measured hoop stresses in the shaft were not as compressive as those predicted. This difference between measured and predicted was about 30 MPa in both samples.
Also the simulations of the DHD method produced results that were also in good agreement with the shrink-fit. These results are not shown in the figures but demonstrated that it was correct to assume elastic recovery of the stresses [17] created during the trepanning process.
Although not shown in Figure 3 and 4 it is important to recall that shrink-fitting also introduces a radial stress that is distributed through the hub and shaft. In the shaft the radial stress is equal to the hoop stress and the hub the radial stress is zero at the surface of the hub and is equal to the hoop stress (about -100MPa in the case of sample 1) at the interface between the hub and the shaft. The experimental application of the DHD method did not include measurement of the change in length of the core and therefore the distortions associated with the release of the radial stress in the shaft were not included. The distortions created by release of the radial stress also impact of the calculated hoop residual stresses and the discrepancy between the measured and predicted hoop stresses in the shafts of both samples reflect this.
Notably, the measurements of the near surface residual stress in both the hubs of samples 1 and 2 illustrated the presence of compressive stresses generated through machining prior to shrink-fitting. These stresses have a substantial impact on the overall distribution of both the hoop and axial stresses in the hub.
5. Concluding Remarks Two independent studies have been conducted on two shrink-fitted assemblies, one created using an aluminium alloy and second using cast iron. In both cases the presence of residual stresses from final machining and shrink-fitting contributed to the overall final residual stress distribution. Finite element models of shrink-fitting and simulations of DHD technique revealed residual stress distributions that were in good agreement with standard theory. However, the measurements revealed that there was a greater contribution to the overall distribution of the residual stresses in the hubs from machining than was expected simply from the shrink-fit residual stresses.
Acknowledgements The financial support for this work provided by Veqter Ltd and the European Commission is gratefully acknowledged. The authors are grateful for the advice provided by Drs Mahmoudi, Hossain and .Simandjuntak in the Solid Mechanics Group and for the technical support provided by I. Milnes, G. Pearn and S. Harding, in the residual stress laboratory at the University of Bristol.
References [1] C.E.Truman and J.D.Booker, Analysis of a shrink fit failure on a gear hub/shaft
assembly, Engineering Failure Analysis, 2006. [2] G.Totten, M.Howes and T.Inoue, Handbook of residual stress and deformation
od steel, ASM International, 2002 [3] Timoshenko S.P., Strength of materials, Part 2, Advanced, Third Edition [4] P.J.Withers and P.J.Webster, Neutron and Synchrotron X-ray Strain Scanning,
Strain, 37(1), 19-33, 2001 [5] E.Procter, The basic centre hole drilling technique, TWI Seminar, Newcastle,
Residual Stresses in Welded Construction, 1985 [6] R.H.Leggatt, Residual stresses and distortion in multi-pass butt welded joints in
type 316 stainless steel, Int.Proceedings of Conference on Residual Stresses, 1, 997-1004,1986
[7] M.B.Prime, Residual stress measurement by successive extension of a slot: The crack compliance method, App.Mech.Rev.52(2), 75-96, 1999
[8] D.J.Smith and N.W.Bonner, Measurement of residual stresses in thick section steel welds, Int.Engineering Integrity Assessment, p259-274, 1994
[9] R.H.Leggatt, D.J.Smith, S.D.Smith and F.Faure, Development of experimental validation of the deep hole drilling method for residual stress measurement, Journal of Strain Analysis, 31(3), p177-186, 1996
[10] N.W.Bonner and D.J.Smith, Measurement of residual stresses using the deep hole method, In Residual Stresses in Design, Fabrication, Assessment and Repair, PVP, 327:p53-65, 1996
[11] N.W.Bonner, Measurement of residual stresses in thick section steel welds, PhD Thesis, University of Bristol, 1996
[12] P.J.Bouchard, P.Holt and D.J.Smith, Prediction and measurement of residual stresses in a thick stainless steel weld, In Approximate Method in the Design and Analysis of Pressure Vessels and Piping Components, PVP, 347:p77-82, 1997
[13] D.J.Smith, P.J.Bouchard and D.George, Measurement and prediction of residual stresses in thick-section steel welds, Journal of Strain Analysis, 35(40):p287-303, 2000
[14] D.George, E.Kingston and D.J.Smith, Measurement of through thickness stresses using small holes, Journal of Strain Analysis, 37(2):p125-139, 2002
[15] E.J.Kingston, D.Stefanescu, A.H.Mahmoudi, C.E.Truman and D.J.Smith, Novel applications of the deep hole drilling technique for measuring through thickness residual stress distributions, Journal of ASTM International, 3(4):p1-12, 2006
[16] P.V.Grant, J.D.Lord and P.S.Whitehead, The measurement of residual stress by the incremental hole drilling technique, National Physical Laboratory, August 2002.
[17] Kingston E.J., Advances in the Deep-hole drilling technique for residual stress measurement, PhD Thesis, University of Bristol, 2003a
[18] Hibbit, Karlsson and Sorenson Inc., ABAQUS Users Manual (Version 6.4), HKS Inc., 1080 Main Street, Pawtucket, RI 02860-4847, USA, 2000.