journal Additives Addi Crosslinkers Matting Resins Coloring New APE Replacements 1/4/5 for Use as Dispersing Additives for Transparent Iron Oxides and Aluminum Pigments Additives Coloring NEROX™ – 2 A New Class of High-Performance Pigment Blacks for Industrial Coatings Outsourcing Colorants 7 Crosslinkers Enhancing Powder Coating 6 Performance Resins DEGALAN® LP 67/11 for 3/6 Alcohol-Resistant Plastics Coatings Dynasylan® 40 as Basis for 6/7 High-Performance Zinc-Rich Paints Customized Polyesters 8 for the Chinese Market Matting ACEMATT® 3300 1/2 for Matting of 100 % UV Coatings Continued on page 2 Highly innovative products with outstanding properties – this is what Degussa customers expect from us. And to make sure we can continue to offer our customers products and solutions at the highest level, Degussa has defined four growth cores that will be a special focus of our attention. One of these is the “Coating & Adhesive Ingredients” growth core, which places customers from the coatings and adhesives industry at the forefront of our innovation efforts. Our worldwide centers of excellence for technical services are helping us in this endeavor by providing a platform for intelligently linking up research, development and outstanding application know-how. This is the only way we will reach technical solutions that allow you, our customers, to play a part in shaping a pathbreaking future for the coatings and adhesives markets. In keeping with our claim “Creating Essentials,” our goal is to create valuable and essential products for the success of our customers. Part of our strategy is a commit- ment to strong expansion in these growth cores. This will occur through internal growth on the one hand, and external acquisitions on the other. An additional medium for maintaining a dialogue with you is the publication you are now holding in your hands for the second time. Your response to the first issue of our Smart Formulating Journal makes us optimistic that we have once again reported on topics that are interesting to you. Measure our success by how useful and entertaining our journal is to you. Cordially, Dr. Manfred Spindler, Member of the Board of Degussa AG Editorial Dear Reader, New APE Replacements for Use as Dispersing Additives for Transparent Iron Oxides and Aluminum Pigments Matted coatings, varying from very dull to satin gloss, dominate in the wood and furniture coat- ing sector. The matting of 100 % UV coatings still presents a major challenge to every paint technician, whereas the matting of solvent-containing or aque- ous coatings poses no problem. ACEMATT ® 3300 for Matting of 100 % UV Coatings The problems, because of the absence of solvents, are due to the virtual absence of film shrinkage (Vertical Film shrinkage) in the 100 % UV coatings during the curing of the system. ACEMATT ® 3300, TS 100 and OK 500 were selected as the matting agent[Table 1]. MATTING ADDITIVES Continued on page 4 In the latter, alkylphenolethoxylates are employed in the manufacture of universal pigment concen- trates. These are waterborne formulations for color- ing waterborne and solventborne base paints. The use of such universal pigment concentrates is state-of-the-art[2] but the use of alkylphenolethoxy- lates (mainly nonylphenolethoxylates[3], [NPE]) is, for many reasons, questionable. The most serious is certainly the threat to water posed by nonylphenol, a decomposition product of nonylphe- nolethoxylate, which is formed as soon as NPE reaches the environ- ment and thus waste water. More than 40,000 t of alkylphenolethoxylates (APEs) are produced annually. They are highly versatile and therefore used in the most diverse applications such as detergents, plastics and in the agrochemicals and coatings industries[1]. Nonylphenol’s similarity to the female hormone, 17- -oestradiol, is shown in fig. 2. The intervention of such decomposition products in the reproduction cy- cles of fish and mammals is considered proven[4-7]. Moreover, even low concentrations of nonylphenol are toxic to aquatic life. Radiation-curable coating systems are gaining ground in an increasing number of applications thanks to their favorable emission behavior. The most important market segment in Europe is the wood coating sector with over 14 %. The following data generally applies to the matting of 100 % UV coatings: ■ Low-viscosity and low-reactive oligomers can be matted relatively easily. ■ Coating films with greater layer thickness are harder to matt. ■ Matting agents with a strong thickening action have less matting efficiency. ■ Preheating the matted coating film to be cured improves the degree of matting. ■ Low belt speeds with low radiation source output improve the degree of matting. 17- -Oestradiol HO H H H CH 3 Nonylphenol HO H 3 C OH Fig. 1: Comparison of 17--oestradiol with nonylphenol Raw Materials for Resins
Transcript
journalAdditivesAddi
jjjjCrosslinkers Matting
Resins Coloring
New APE Replacements 1/4/5for Use as Dispersing Additives for Transparent Iron Oxides and Aluminum Pigments
Additives Coloring
NEROX™ – 2 A New Class of High-Performance Pigment Blacks for Industrial Coatings
Outsourcing Colorants 7
Crosslinkers
Enhancing Powder Coating 6Performance
Resins
DEGALAN® LP 67/11 for 3/6Alcohol-Resistant Plastics Coatings
Dynasylan® 40 as Basis for 6/7 High-Performance Zinc-Rich Paints
Customized Polyesters 8for the Chinese Market
Matting
ACEMATT® 3300 1/2 for Matting of 100 % UV Coatings
Continued on page 2
Highly innovative products with outstanding properties
– this is what Degussa customers expect from us. And
to make sure we can continue to offer our customers
products and solutions at the highest level, Degussa has
defi ned four growth cores that will be a special focus of
our attention. One of these is the “Coating & Adhesive
Ingredients” growth core, which places customers from the
coatings and adhesives industry at the forefront of our innovation efforts. Our worldwide
centers of excellence for technical services are helping us in this endeavor by providing a
platform for intelligently linking up research, development and outstanding application
know-how. This is the only way we will reach technical solutions that allow you, our
customers, to play a part in shaping a pathbreaking future for the coatings and adhesives
markets. In keeping with our claim “Creating Essentials,” our goal is to create valuable
and essential products for the success of our customers. Part of our strategy is a commit-
ment to strong expansion in these growth cores. This will occur through internal growth
on the one hand, and external acquisitions on the other.
An additional medium for maintaining a dialogue with you is the publication you are
now holding in your hands for the second time. Your response to the fi rst issue of our
Smart Formulating Journal makes us optimistic that we have once again reported on
topics that are interesting to you. Measure our success by how useful and entertaining
our journal is to you.
Cordially,
Dr. Manfred Spindler, Member of the Board of Degussa AG
EditorialDear Reader,New APE Replacements for Use as
Dispersing Additives for Transparent Iron Oxides and Aluminum Pigments
Matted coatings, varying from very dull to satin gloss, dominate in the wood and furniture coat-ing sector. The matting of 100 % UV coatings still presents a major challenge to every paint technician, whereas the matting of solvent-containing or aque-ous coatings poses no problem.
ACEMATT® 3300 for Matting of 100 % UV Coatings
The problems, because of the absence of solvents, are due to the virtual absence of fi lm shrinkage (Vertical Film shrinkage) in the 100 % UV coatings during the curing of the system. ACEMATT® 3300, TS 100 and OK 500 were selected as the matting agent[Table 1].
M AT T I N G
A D D I T I V E S
Continued on page 4
In the latter, alkylphenolethoxylates are employed in the manufacture of universal pigment concen-trates. These are waterborne formulations for color-ing waterborne and solventborne base paints.
The use of such universal pigment concentrates is state-of-the-art[2] but the use of alkylphenolethoxy-lates (mainly nonylphenolethoxylates[3], [NPE]) is, for many reasons, questionable. The most serious is certainly the threat to water posed by nonylphenol, a decomposition product of nonylphe-nolethoxylate, which is formed as soon as NPE reaches the environ-ment and thus waste water.
More than 40,000 t of alkylphenolethoxylates (APEs) are produced annually. They are highly versatile and therefore used in the most diverse applications such as detergents, plastics and in the agrochemicals and coatings industries[1].
Nonylphenol’s similarity to the female hormone, 17-�-oestradiol, is shown in fi g. 2. The intervention of such decomposition products in the reproduction cy-cles of fi sh and mammals is considered proven[4-7]. Moreover, even low concentrations of nonylphenol are toxic to aquatic life.
Radiation-curable coating systems are gaining ground in an increasing number of applications thanks to their favorable emission behavior. The most important market segment in Europe is the wood coating sector with over 14 %.
The following data generally applies to the matting of 100 % UV coatings:
■ Low-viscosity and low-reactive oligomers can be matted relatively easily.
■ Coating fi lms with greater layer thickness are harder to matt.
■ Matting agents with a strong thickening action have less matting effi ciency.
■ Preheating the matted coating fi lm to be cured improves the degree of matting.
■ Low belt speeds with low radiation source output improve the degree of matting.
17- -OestradiolHO
H H
H
CH3
NonylphenolHO
H3COH
Fig. 1: Comparison of 17-�-oestradiol with nonylphenol
Raw Materials for Resins
06-01-170 SF Journal_2_E_RZ.indd 106-01-170 SF Journal_2_E_RZ.indd 1 10.08.2006 14:33:57 Uhr10.08.2006 14:33:57 Uhr
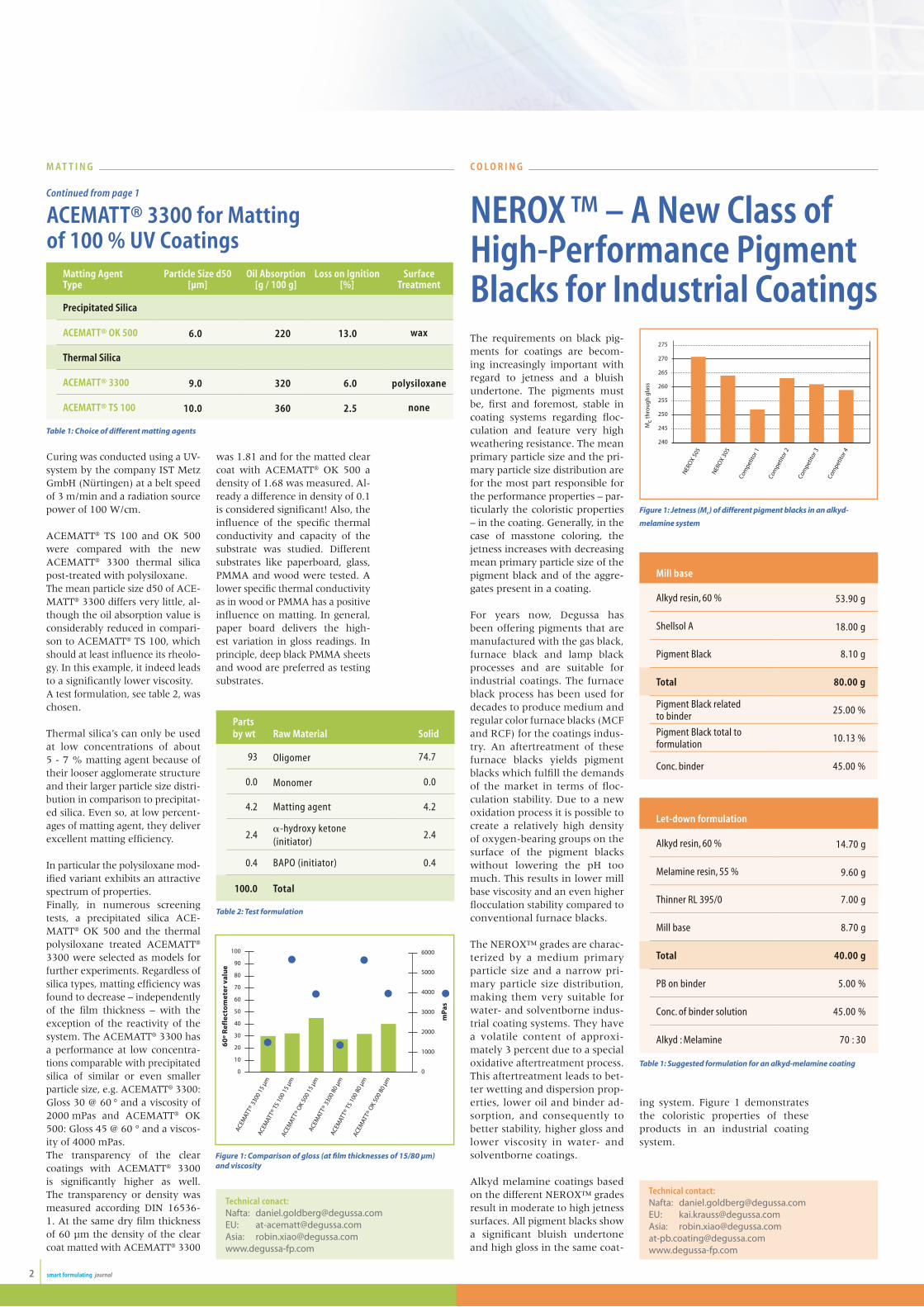
Curing was conducted using a UV-system by the company IST Metz GmbH (Nürtingen) at a belt speed of 3 m/min and a radiation source power of 100 W/cm.
ACEMATT® TS 100 and OK 500 were compared with the new ACEMATT® 3300 thermal silica post-treated with polysiloxane. The mean particle size d50 of ACE-MATT® 3300 differs very little, al-though the oil absorption value is considerably reduced in compari-son to ACEMATT® TS 100, which should at least infl uence its rheolo-gy. In this example, it indeed leads to a signifi cantly lower viscosity.A test formulation, see table 2, was chosen.
Thermal silica’s can only be used at low concentrations of about 5 - 7 % matting agent because of their looser agglomerate structure and their larger particle size distri-bution in comparison to precipitat-ed silica. Even so, at low percent-ages of matting agent, they deliver excellent matting effi ciency.
In particular the polysiloxane mod-ifi ed variant exhibits an attractive spectrum of properties. Finally, in numerous screening tests, a precipitated silica ACE-MATT® OK 500 and the thermal polysiloxane treated ACEMATT® 3300 were selected as models for further experiments. Regardless of silica types, matting effi ciency was found to decrease – independently of the fi lm thickness – with the exception of the reactivity of the system. The ACEMATT® 3300 has a performance at low concentra-tions comparable with precipitated silica of similar or even smaller particle size, e.g. ACEMATT® 3300: Gloss 30 @ 60 ° and a viscosity of 2000 mPas and ACEMATT® OK 500: Gloss 45 @ 60 ° and a viscos-ity of 4000 mPas.The transparency of the clear coatings with ACEMATT® 3300 is signifi cantly higher as well. The transparency or density was measured according DIN 16536-1. At the same dry fi lm thickness of 60 µm the density of the clear coat matted with ACEMATT® 3300
was 1.81 and for the matted clear coat with ACEMATT® OK 500 a density of 1.68 was measured. Al-ready a difference in density of 0.1 is considered signifi cant! Also, the infl uence of the specifi c thermal conductivity and capacity of the substrate was studied. Different substrates like paperboard, glass, PMMA and wood were tested. A lower specifi c thermal conductivity as in wood or PMMA has a positive infl uence on matting. In general, paper board delivers the high-est variation in gloss readings. In principle, deep black PMMA sheets and wood are preferred as testing substrates.
2 smart formulating journal
Matting Agent Type
Particle Size d50[µm]
Oil Absorption[g / 100 g]
Loss on Ignition [%]
Surface Treatment
Precipitated Silica
ACEMATT® OK 500 6.0 220 13.0 wax
Thermal Silica
ACEMATT® 3300 9.0 320 6.0 polysiloxane
ACEMATT® TS 100 10.0 360 2.5 none
Table 1: Choice of different matting agents
M AT T I N G
Continued from page 1
Parts by wt Raw Material Solid
93 Oligomer 74.7
0.0 Monomer 0.0
4.2 Matting agent 4.2
2.4-hydroxy ketone (initiator)
2.4
0.4 BAPO (initiator) 0.4
100.0 Total
Table 2: Test formulation
0 0
ACEM
ATT®
330
0 15
µm
mP
as
ACEM
ATT®
TS
100
15 µ
mAC
EMAT
T® O
K 50
0 15
µm
ACEM
ATT®
330
0 80
µm
ACEM
ATT®
TS
100
80 µ
mAC
EMAT
T® O
K 50
0 80
µm
101000
2000
3000
4000
5000
6000
20
30
40
50
60
70
80
90
100
60
º R
efle
cto
met
er v
alu
e
Figure 1: Comparison of gloss (at fi lm thicknesses of 15/80 µm) and viscosity
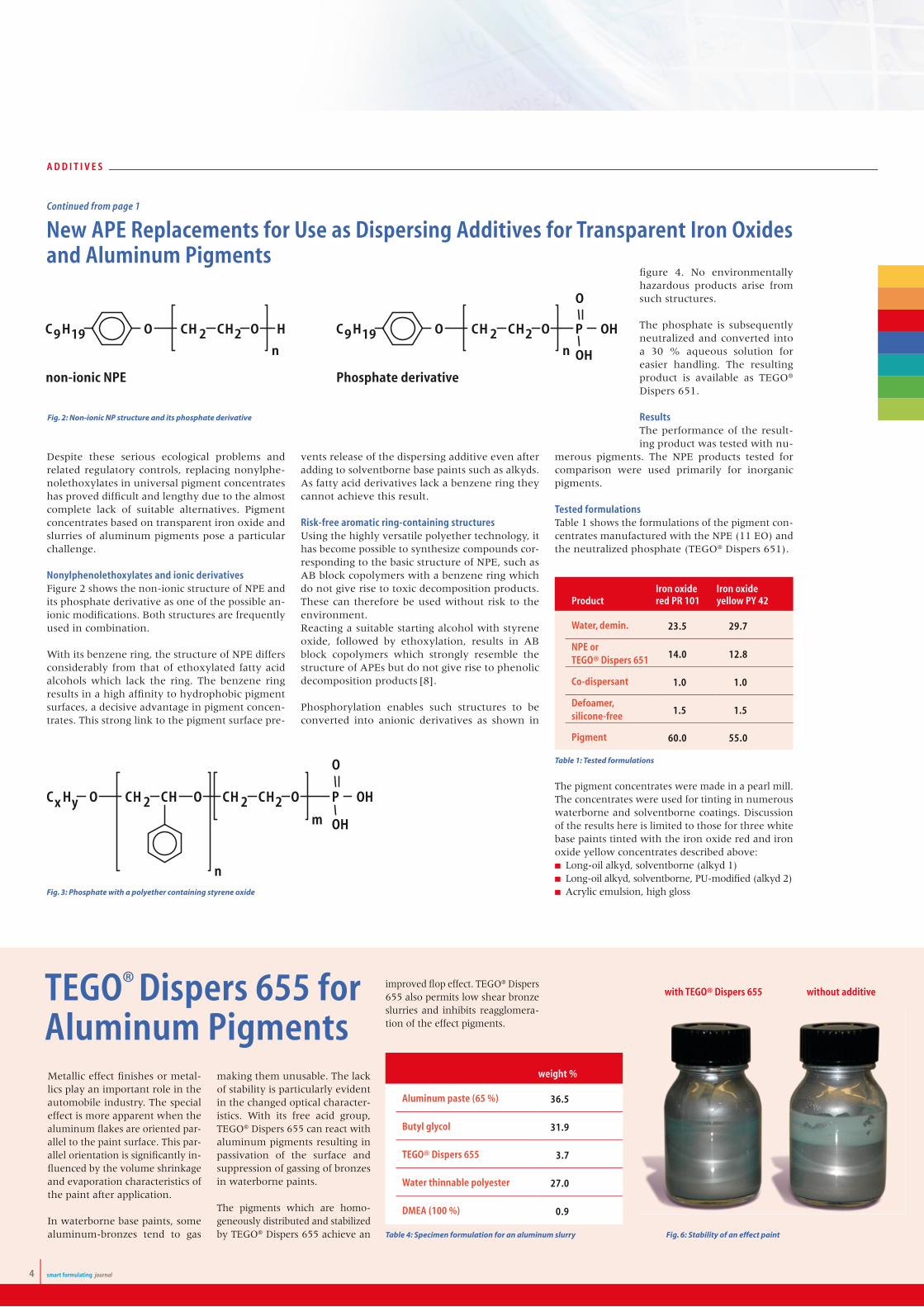
The requirements on black pig-ments for coatings are becom-ing increasingly important with regard to jetness and a bluish undertone. The pigments must be, fi rst and foremost, stable in coating systems regarding fl oc-culation and feature very high weathering resistance. The mean primary particle size and the pri-mary particle size distribution are for the most part responsible for the performance properties – par-ticularly the coloristic properties – in the coating. Generally, in the case of masstone coloring, the jetness increases with decreasing mean primary particle size of the pigment black and of the aggre-gates present in a coating.
For years now, Degussa has been offering pigments that are manufactured with the gas black, furnace black and lamp black processes and are suitable for industrial coatings. The furnace black process has been used for decades to produce medium and regular color furnace blacks (MCF and RCF) for the coatings indus-try. An aftertreatment of these furnace blacks yields pigment blacks which fulfi ll the demands of the market in terms of fl oc-culation stability. Due to a new oxidation process it is possible to create a relatively high density of oxygen-bearing groups on the surface of the pigment blacks without lowering the pH too much. This results in lower mill base viscosity and an even higher fl occulation stability compared to conventional furnace blacks.
The NEROX™ grades are charac-terized by a medium primary particle size and a narrow pri-mary particle size distribution, making them very suitable for water- and solventborne indus-trial coating systems. They have a volatile content of approxi-mately 3 percent due to a special oxidative aftertreatment process. This aftertreatment leads to bet-ter wetting and dispersion prop-erties, lower oil and binder ad-sorption, and consequently to better stability, higher gloss and lower viscosity in water- and solventborne coatings.
Alkyd melamine coatings based on the different NEROX™ grades result in moderate to high jetness surfaces. All pigment blacks show a signifi cant bluish undertone and high gloss in the same coat-
NEROX ™ – A New Class of High-Performance Pigment Blacks for Industrial Coatings
Figure 1: Jetness (Mc) of different pigment blacks in an alkyd-
melamine system
C O L O R I N G
Mill base
Alkyd resin, 60 % 53.90 g
Shellsol A 18.00 g
Pigment Black 8.10 g
Total 80.00 g
Pigment Black related to binder
25.00 %
Pigment Black total to formulation
10.13 %
Conc. binder 45.00 %
Table 1: Suggested formulation for an alkyd-melamine coating
Let-down formulation
Alkyd resin, 60 % 14.70 g
Melamine resin, 55 % 9.60 g
Thinner RL 395/0 7.00 g
Mill base 8.70 g
Total 40.00 g
PB on binder 5.00 %
Conc. of binder solution 45.00 %
Alkyd : Melamine 70 : 30
ing system. Figure 1 demonstrates the coloristic properties of these products in an industrial coating system.
ACEMATT® 3300 for Matting of 100 % UV Coatings
3smart formulating journal
R E S I N S
DEGALAN® LP 67/11 for Alcohol-Resistant Plastics Coatings
There are many reasons for coating plastic parts, ranging from the functional to the dec-orative. The higher the quality of the coating, the better the chances of selling a product.The plastic surfaces of many
Continued on page 6
everyday items like kitchen appliances, mobile phones, tele-vision housings, DVD players or toys are exposed to a vari-ety of infl uences, including ag-gressive cleaning agents, hand perspir ation, and mechanical stress during daily use of the appliances.Conventional cleaning agents contain a high proportion of alcohol and may cause stress cracking in uncoated plastics. This is where the special prop-erty of DEGALAN® LP 67/11 comes in:Coating fi lms containing this binder show excellent resis-tance to conventional house-hold cleaning agents, and provide the alcohol resistance required for plastics coatings. Further benefi ts are the bind-er‘s good pigment wetting properties, which make it pos-sible to formulate gloss coat-ings. As can be expected from products based on acrylic res-ins, DEGALAN® LP 67/11 en-sures that the applied coatings have outstanding resistance to weathering.
Another point worth mention-ing is the decorative appear-
The Specialty Acrylics Business Unit launches a new product – DEGALAN® LP 67/11
REACH – The New European Chemicals Legislation
What is REACH?In October 2003 the EU Commis-sion published its proposal for the new regulation called “REACH”. This new REACH regulation en-tails a complete reorganization of the current chemicals legisla-tion within the EU. The acronym REACH stands for the Registra-tion, Evaluation and Authoriza-tion of Chemicals.
Why does the EU need a new chemicals legislation?Within the EU there are ap-proximately 100,000 “existing sub stances”. They were on the market before September 1981 and have been registered with the EINECS inventory. These existing substances represent more than 99 percent of the EU market volume. Only 141 of these existing substances are subject to a systematic risk assessment pro-gram within the EU. On the other hand, all substances placed on the market after September 1981 are considered to be “new substances”. Before they can be placed on the EU market, these substances have to go through an extensive, sys-tematic testing program. On the EU market there are approxi-mately 3,000 new, ELINCS listed substances, which represent less than 0.1 percent of the EU mar-ket volume. For years, the current legislation has been criticized for being ineffective and inhibiting innovation.
The EU Commission plans to eliminate these defi ciencies of the current European chemicals legis-lation through REACH. REACH represents an extensive testing program and assessment system with a clear focus on existing substances. So, the EU Commis-sion intends to further expand the protection of human health and the environment and wants to achieve a safer use along all processing stages of a substance.
The registration of substances under REACHIf within the EU a manufacturer intends to produce a substance in quantities of at least one metric ton per year, they have to register this substance. An importer who wants to import a substance into the EU in quantities of at least one metric ton per year has to register this substance, too. Under REACH manufacturing substances within the EU or placing substances on the EU market will be prohibited unless they have been registered. A notifi cation of a new substance is regarded as a registration ac-cording to REACH. After a pre-registration step, the registration of existing substances (now called “phase-in substances”) has to be performed within fi xed deadlines (see fi gure). Primarily, the regis-tration deadline depends on the
D E G U S S A I N F O R M S
quantity of the substance pro-duced or imported by the manu-facturer or importer, respectively. In the course of a registration, the manufacturer or importer has to submit a lot of data on the sub-stance in question, most of which have to be generated by experi-mental tests. The extent and the complexity of the testing program is determined by the substance quantity that a manufacturer or an EU importer intends to pro-duce or import, respectively. For the registration, the data from the tests and further information have to be submitted as a so called Technical Dossier to the European Chemicals Agency, which will be located in Helsinki. In addition to the Technical Dossier, a Chemical Safety Report has to be submit-ted to the Agency if the manufac-turer or the EU importer intends to produce or import a substance in quantities of at least 10 metric tons per year. This Chemical Safe-ty Report contains a detailed risk assessment based on the substance properties and the exposure. If several manufacturers or im-porters intend to register the same
Start of REACH prob. 2007 (?)
* according to the proposal of the European Commission published in 2003
6 years2013 (?)
11 years2018 (?)
3 years2010 (?)
REACH: Registration deadlines* for phase-in substances
substance, they have to share the data derived, in particular from vertebrate tests. All registrants of the same substance shall form a consortium for the purpose of a common registration.
REACH intends to assess substan-ces und their uses, taking into ac-count all processing stages of the substance. Hence, under REACH an intensive communication along the supply chain will be essential. All uses of a substance have to be covered by the registration docu-ments. Industrial or professional downstream users may declare their uses to the registrant (manu-facturer or importer) if these uses have not been covered by his reg-istration documents. Thus, these uses will become a part of the registration documents. Should the downstream user does not want the registrant to know how he uses the substance, the
downstream user has to prepare his own Chemical Safety Report regarding this substance use if such a Chemical Safety Report is required.
Polymers are exempted from the registration procedure. All monomers have to be registered by the manufacturer or the EU importer. Intermediates have to be registered by a signifi cantly simplifi ed registration procedure. Substances that are the subject of research and development are ex-empted from the registration for up to 10 years.
Evaluation and authorization under REACH The authorities will perform the evaluation procedure. There are two types of evaluation: dossier evaluation and substance evalu-ation. In the dossier evaluation procedure, the authorities per-form compliance checks of the registration dossiers. Further-more, the authorities assess pro-posals for complex tests. These tests are needed for substances produced or imported in quanti-
ties of at least 100 metric tons per year and before such a test will be performed, the authorities have to approve the testing strategy.
Substances of concern are sub-ject to the substance evaluation procedure. As a consequence of an extensive evaluation by the auth orities these substances could become candidates for the authorization process.
The use of substances that could have severe effects on human health or environment will be a matter of approval by the auth-orities. All these substances will be listed and an application for authorization has to be submitted to the European Chemicals Agen-cy before any of these substances are used. Candidates for authori-zation are substances that are car-cinogenic, mutagenic or toxic for reproduction (CMR’s; Cat. 1 + 2).
Further candidates are substances that are persistent and bioaccu-mulative (PBTs and vPvBs) as well as substances having endo-crine disrupting properties. The authorization procedure is accompanied by a restriction pro-cedure. Candidates for the restric-tion procedure will also be listed within the REACH regulation. If such a substance is intended to be manufactured or used, exist-ing restrictions have to be taken into account.
Actual status of discussion and next steps in the legislative processThe current REACH proposal, published by the EU Commis-sion, is very bureaucratic and hardly practicable. The registra-tion procedure demands a highly extensive and cost-intensive testing of the substances. Thus, the implementation of REACH is associated with an enormous bureaucratic effort and exorbi-tantly high costs. This is the clear outcome of numerous studies that examined the costs and the impacts of REACH. A signifi cant loss of substances is expected if, due to high registration costs, a continuation of the production of certain substance will become unecon omical. A possible reduc-tion of the substance portfolio could have a negative impact on the innovative potential and on the competitiveness of the whole EU industry. Thus, the industry pleads for a more practicable REACH which is essential espe-cially for Small- and Medium-Sized Enterprises (SMEs). A prac-ticable system should be created that is in line with the key note of REACH to further support the pro-tection of human health and the environment, without compromis-ing the international competitive-ness of the EU industry.
As part of the fi rst reading, pro-posals for modifi cations of REACH have been published by the Eu-ropean Parliament and by the Council of Ministers. These pro-posals contain certain elements that could improve REACH in a way that makes it practicable. To get a really practicable REACH, however, further discussion is needed. In 2006, the REACH proposal is subject to the sec-ond reading in Parliament and Council. Actually, it is assumed that REACH will come into force within the fi rst half of 2007.
4 smart formulating journal
New APE Replacements for Use as Dispersing Additives for Transparent Iron Oxides and Aluminum Pigments
Metallic effect fi nishes or metal-lics play an important role in the automobile industry. The special effect is more apparent when the aluminum fl akes are oriented par-allel to the paint surface. This par-allel orientation is signifi cantly in-fl uenced by the volume shrinkage and evaporation characteristics of the paint after application.
In waterborne base paints, some aluminum-bronzes tend to gas
making them unusable. The lack of stability is particularly evident in the changed optical character-istics. With its free acid group, TEGO® Dispers 655 can react with aluminum pigments resulting in passivation of the surface and suppression of gassing of bronzes in waterborne paints.
The pigments which are homo-geneously distributed and stabilized by TEGO® Dispers 655 achieve an
TEGO® Dispers 655 for Aluminum Pigments
A D D I T I V E S
Despite these serious ecological problems and related regulatory controls, replacing nonylphe-nolethoxylates in universal pigment concentrates has proved diffi cult and lengthy due to the almost complete lack of suitable alternatives. Pigment concentrates based on transparent iron oxide and slurries of aluminum pigments pose a particular challenge.
Nonylphenolethoxylates and ionic derivativesFigure 2 shows the non-ionic structure of NPE and its phosphate derivative as one of the possible an-ionic modifi cations. Both structures are frequently used in combination.
With its benzene ring, the structure of NPE differs considerably from that of ethoxylated fatty acid alcohols which lack the ring. The benzene ring results in a high affi nity to hydrophobic pigment surfaces, a decisive advantage in pigment concen-trates. This strong link to the pigment surface pre-
vents release of the dispersing additive even after adding to solventborne base paints such as alkyds. As fatty acid derivatives lack a benzene ring they cannot achieve this result.
Risk-free aromatic ring-containing structures Using the highly versatile polyether technology, it has become possible to synthesize compounds cor-responding to the basic structure of NPE, such as AB block copolymers with a benzene ring which do not give rise to toxic decomposition products. These can therefore be used without risk to the environment.Reacting a suitable starting alcohol with styrene oxide, followed by ethoxylation, results in AB block copolymers which strongly resemble the structure of APEs but do not give rise to phenolic decomposition products [8].
Phosphorylation enables such structures to be converted into anionic derivatives as shown in
fi gure 4. No environmentally hazardous products arise from such structures.
The phosphate is subsequently neutralized and converted into a 30 % aqueous solution for easier handling. The resulting product is available as TEGO® Dispers 651.
ResultsThe performance of the result-ing product was tested with nu-
Fig. 6: Stability of an effect paint
with TEGO® Dispers 655 without additive
Table 4: Specimen formulation for an aluminum slurry
improved fl op effect. TEGO® Dispers 655 also permits low shear bronze slurries and inhibits reagglomera-tion of the effect pigments.
ProductIron oxidered PR 101
Iron oxideyellow PY 42
Water, demin. 23.5 29.7
NPE or TEGO® Dispers 651 14.0 12.8
Co-dispersant 1.0 1.0
Defoamer, silicone-free 1.5 1.5
Pigment 60.0 55.0
Fig. 2: Non-ionic NP structure and its phosphate derivative
Fig. 3: Phosphate with a polyether containing styrene oxide
n
O C H 2 C H 2 O H C 9 H 19
non-ionic NPE
17- -Oestradiol
Phosphate derivative
n
O C H 2 C H 2 O P OH
O
OH
C 9 H 19
n
O C H 2 C H O C x H y m
C H 2 C H 2 O P OH
O
OH
HOH H
H
CH3
NonylphenolHO
H3COH
The pigment concentrates were made in a pearl mill.The concentrates were used for tinting in numerous waterborne and solventborne coatings. Discussion of the results here is limited to those for three white base paints tinted with the iron oxide red and iron oxide yellow concentrates described above:■ Long-oil alkyd, solventborne (alkyd 1)■ Long-oil alkyd, solventborne, PU-modifi ed (alkyd 2)■ Acrylic emulsion, high gloss
Continued from page 1
n
O C H 2 C H 2 O H C 9 H 19
non-ionic NPE
17- -Oestradiol
Phosphate derivative
n
O C H 2 C H 2 O P OH
O
OH
C 9 H 19
n
O C H 2 C H O C x H y m
C H 2 C H 2 O P OH
O
OH
HOH H
H
CH3
NonylphenolHO
H3COH
n
O C H 2 C H 2 O H C 9 H 19
non-ionic NPE
17- -Oestradiol
Phosphate derivative
n
O C H 2 C H 2 O P OH
O
OH
C 9 H 19
n
O C H 2 C H O C x H y m
C H 2 C H 2 O P OH
O
OH
HOH H
H
CH3
NonylphenolHO
H3COH
weight %
Aluminum paste (65 %) 36.5
Butyl glycol 31.9
TEGO® Dispers 655 3.7
Water thinnable polyester 27.0
DMEA (100 %) 0.9
merous pigments. The NPE products tested for comparison were used primarily for inorganic pigments.
Tested formulationsTable 1 shows the formulations of the pigment con-centrates manufactured with the NPE (11 EO) and the neutralized phosphate (TEGO® Dispers 651).
Table 1: Tested formulations
5smart formulating journal
This permits waterborne effect coatings with a particularly long shelf life.
Pigment concentrates for 2-compo-nent polyurethane formulationsThe technology of universal pig -ment concentrates enables water-borne concentrates to be incorpo-rated in solventborne formulations. However, this does not extend to conventional 2-component poly-urethane (PU) formulations. The universal pigment concentrates are incompatible.
The water-free form of TEGO® Dispers 655 now offers the possi-bility of formulating solventborne, binder-containing pigment con-
possibility of replacing nonylphe-nolethoxylates in waterborne universal concentrate systems. They offer signifi cantly better per-formance than other alternatives to NPEs and even to nonylpheno-lethoxylates themselves. As the newest representative of this group, TEGO® Dispers 655 also offers further potential uses such as■ the manufacture of universal
concentrates with transparent iron oxides
■ the dispersion of aluminum-bronzes with prevention of gassing
■ the use of pigment concentrates in solventborne 2-component PU paint formulations.
SummaryThe novel styrene oxide-contain-ing polyether derivatives offer the
centrates which can also be used in 2-component PU formulations (fi gure 8).
A D D I T I V E S
Literature:1 David Schmedding, Vickie L. Tatum, International Environ-
mental Conference & Exhibit 19982 H. Goossens, ATIPIC/NVVT (16.03.1999)3 J. Bielmann, PPCJ 3 (1995), 174 APE Research Council5 Charles A. Staples, John Weeks, Jerry F. Hall, Carter G Naylor, Environmental Toxicology and Chemistry, Vol. 17 (1998), 2470 6 Alison C. Nimrod, William H. Benson, Critical Reviews in
Toxicology, 26(3) (1996), 3357 Phänomen Farbe 4 (1999), 268 Kathrin Lehmann, Andreas Stüttgen, APE Alternativen für
universelle Pigmentkonzentrate Farbe & Lack 03/2001, S. 56 ff
RheologyThe viscosity profi les were determined using plate-cone geometry.
The comparison of the rheology profi les in fi gure 4 of the concentrates made according to the formula-tions in table 1 shows clearly the superior viscosity-reducing effect of the new structure compared to the conventional NPE.
Colorimetric testsThe white base paints were tinted with 2 vol % concentrate (iron oxide red or phthalocyanine blue), applied with a 150 µm blade applicator and after partial drying part of the fi lm was rubbed using a fi nger to determine rub-out.
ConclusionThe neutralized phosphate (TEGO® Dispers 651) ex-hibited a clear improvement in the development of color strength and signifi cantly reduced rub-out, as well as considerably reduced viscosity.
Further developmentAs with the NPEs, it was very diffi cult to formulate universal pigment concentrates based on transparent iron oxides. A further complication was the limited ability to use the aqueous dispersion in solventborne formulations.
Transparent iron oxidesA further development within this class of products is TEGO® Dispers 655. Despite its active ingredient
Fig. 7: Compatibility of solventborne pigment concentrates with 2-component PU
Universal concentrateSolventborne concentrate based on TEGO® Dispers 655
Table 3: Sample formulation with transparent iron oxides
Fig. 5: Typical results
In a waterborne acrylic emulsion
In a solventborne alkyd paint
Table 2: Results with iron oxides
1400
0 100 200 300 400 500 600 700 800 900 1000
1200
1000
800
600
400
200
0
V
isco
sity
mPa
s
NPE
TEGO®Dispers 651
Shear rate D (1/s)
Fig. 4: Viscosity profi les of iron oxide red concentrates
Product Alkyd 1 Alkyd 2 Acrylic, high gloss
relColor strength
in %
Rub-Out�E
relColor strength
in %
Rub-Out�E
relColor strength
in %
Rub-Out�E
Iron oxide red PR 101
NPE 100 0.7 100 0.7 100 0.2
TEGO® Dispers 651 110 0.6 97 0.8 108 0.2
Iron oxide yellow PY 42
NPE 100 1.5 100 0.7 100 0.8
TEGO® Dispers 651 112 0.2 107 0.6 103 0.1
weigth %
Water 45.5
TEGO® Dispers 651 14.5
TEGO® Dispers 655 4.5
Defoamer 0.5
Transparent iron oxide 35.0
content of 100 %, it is readily pourable and easy to handle.
A combination of this product with TEGO® Dispers 651 men-tioned earlier, now also permits the production of pigment con-centrates based on transparent iron oxides which result in very good transparency in waterborne and solventborne formulations.
6 smart formulating journal
Enhancing Powder Coating Performance
C R O S S L I N K E R S
The powder coating market has been growing substantially ever since its inception, and from 1980 until 2005, the total global produc-tion has increased from less than 100,000 tons to over one million tons. There are three classifi ca-tions for powder coatings, based on use – functional (high chemi-cal resistance), exterior (high UV and weathering resistance), and interior (general performance). The principal chemistry of interior powder coatings is epoxy-polyes-ter “hybrids”, due to the low cost of the raw materials. The principal chemistries of exterior powder coatings are TGIC (triglycidyl iso-cyanurate), HAA (hydroxylalky-
00 5 10 15 20 25 30
20
40
60
80
120
100
60
º G
loss
Day of Exposure
Control
5 % BF 1540
10 % BF 15406.8 % BF 1540
Fig. 1: Detergent resistance of enhanced hybrid powder coatings
00 500 1000 1500 2000 2500 3000 3500
10
20
30
40
50
60
70
80
90
100
60
º G
loss
Ret
enti
on
UVA Exposure (hours)
Control
5 % B 1400
5 % B 1530
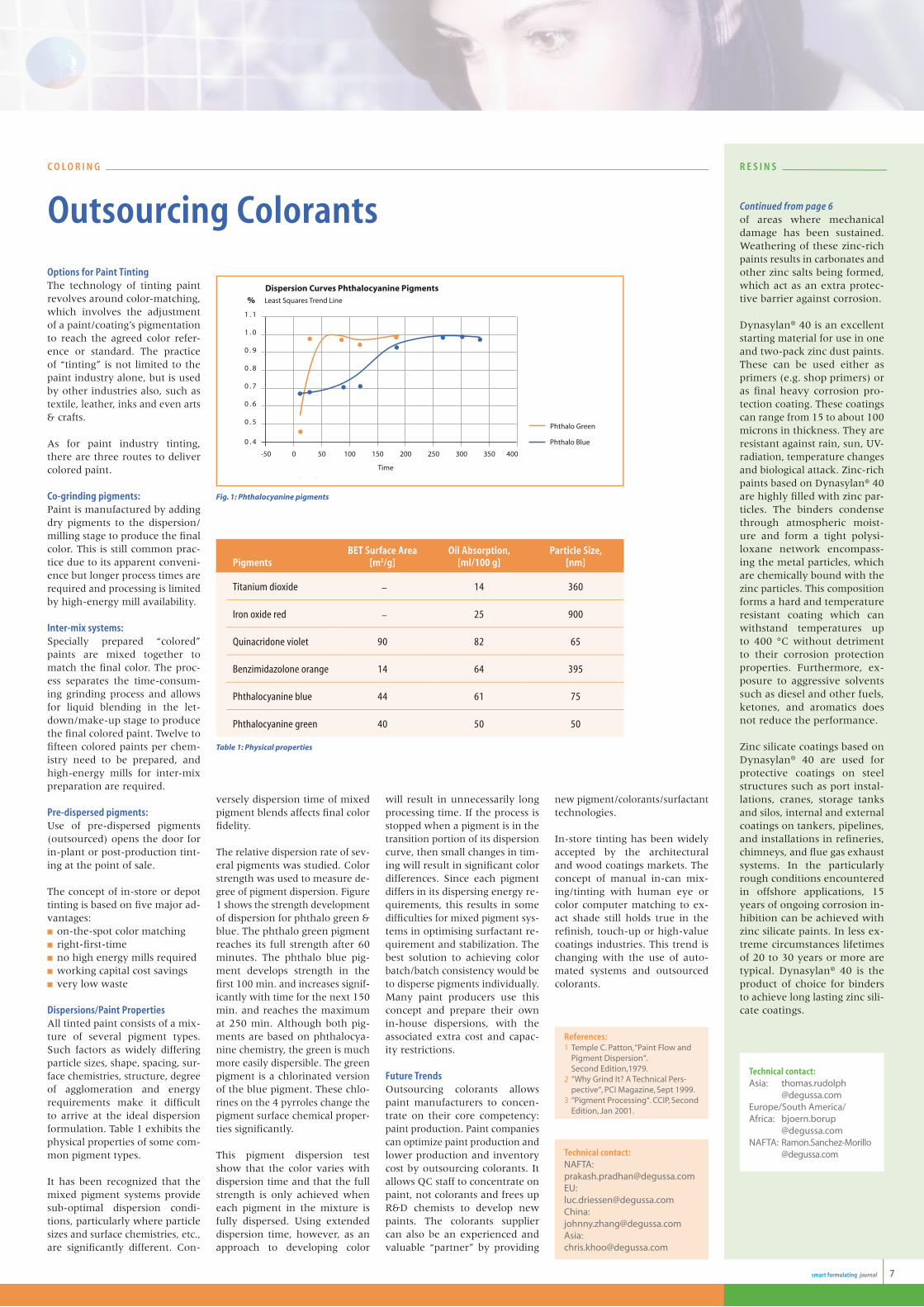
Fig. 3: UV-A weathering resistance of enhanced TGIC coatings
0
1
2
3
4
5
6
7
MEK
rat
ing
(10
is b
est)
180 ºC, 20 mm 200 ºC, 12 mm
Control
5 % B 1400
5 % B 1530
Fig. 2: MEK (solvent) resistance of enhanced TGIC powder coatings
TGIC coatings are principally used for the exterior market, meaning that their greatest requirement is weathering resistance. This application includes agri-cultural machinery plus lawn and garden equipment. The coating for these applications experiences a large amount of solvent and gasoline, plus long term ex-posure to the sun.
Enhanced TGIC coatings were prepared using a stand-ard carboxy-functional polyester (30 mg KOH/g) and TGIC (93:7 ratio), with addition of 0 % (control), 5 % of VESTAGON® B 1530, and 5 % VESTAGON® B 1400 of the binder system. B 1530 and B 1400 are caprolactam blocked polyisocyanates, the former based on IPDI isocyanurate, and the latter based on a TMP adduct of IPDI.
Figure 2 shows the effect of addition of 5 % polyiso-cyanate on the solvent resistance of a TGIC powder coating. When cured at 180 °C, the TGIC control coating is completely removed after 100 double rubs of MEK (methyl ethyl ketone), though the enhanced coatings retained most of the coating integrity. When cured at 200 °C, the TGIC control had good resis tance, but this was still further improved with the addition of 5 % B 1530.
Figure 3 shows the effect of polyisocyanate addition on the weathering of a TGIC powder coating. After exposure of 3000 hours of UV-A radiation, the TGIC control coating only retains about 65 % of its orig inal gloss. The addition of 5 % B 1530 or 5 % B 1400 improves the UV resistance of the TGIC coating sig-nifi cantly, with the fi nal gloss values of approximately 90 % and 80 %, respectively, of the original gloss.
ConclusionIn summary, the addition of VESTAGON® polyiso-cyanates (BF 1540, B 1530, B 1400) to hybrid and TGIC powder coatings can offer signifi cant improve-ments to the protective properties of these coatings, meanwhile only minimally affecting cost. It is thus possible to achieve properties closer to those of poly-urethane powder coatings by the addition of only 5 % polyurethane crosslinker to a hybrid or a TGIC powder coating.
lamide), and polyurethane. Relative global market shares are estimated to be 58 % hybrid, 10 % TGIC, 14 % HAA, and 7 % polyurethane. Epoxies and acrylics make up the last two categories, with 10 % and 1 % share, respectively.
Hybrid and TGIC coatings are a reaction between an acid-functional polyester and an epoxy group. In the case of hybrids, the epoxy is based on bisphenol-A, while the epoxy in TGIC coatings is the crosslinker, TGIC. Both hybrids and TGIC are general purpose chemistries, yielding good protection, but do not protect as well as either polyurethane or epoxy. Unfortunately, the latter two systems are also more expensive than hybrid or TGIC based coatings.
It is possible to improve the chemical resistances and general performance of hybrids and TGIC coatings, without having substantial impact on the cost. This is possible because the reaction in hybrids and TGIC coatings generates a secondary hydroxyl group. This hydroxyl group can then be further crosslinked with a polyurethane crosslinker to increase crosslink den-sity, improving the protective properties of the coat-ing. In this article, we show the effects of adding a polyurethane crosslinker to enhance these protec-tive properties.
Enhanced Hybrid Powder CoatingsOne of the markets for hybrid powder coatings is the appliance industry. This application includes dish-washers, washing machines and clothes dryers, and exterior faces of ovens. The coating for each of these appliances experiences signifi cant amounts of deter-gents and aggressive cleaning solutions throughout its lifetime. The typical chemical resistance of hybrid coatings, while suffi cient for offi ce furniture, often fails after a short time in alkaline environments.
Figure 1 shows the detergent resistance of four hy-brid coatings. Each of these coatings are high gloss, based on a 70:30 polyester:epoxy resin ratio. VESTA-GON® BF 1540, a non-emissive polyisocyanate, was added during formulation at levels of 0 % (control), 5 %, 6.8 % (stoichiometric balance with the epoxy groups), and 10 % of the binder system. The 60 ° gloss was measured over time during exposure to a 5 % detergent solution at 40 °C. Within seven days, the non-enhanced hybrid coating had fully deterio-rated, resulting in a gloss of 20 units. The coating enhanced with just 5 % BF 1540 had signifi cant resis-tance against the detergent, but still had some gloss reduction. However the coating enhanced with the
stoichiometric equivalent (6.8 %) of BF 1540 showed almost perfect resistance of the coating against the heavy detergent levels, even after three weeks of exposure.
Enhanced TGIC Powder Coatings
Zinc Silicate Paints based on Dynasylan® 40 are very impor-tant in the protection of steel structures that are exposed to sun, salt, water, and rain. Such protective paints provide excellent corrosion protection even under extreme weather conditions. The zinc particles embedded in the binder sys-tem function as a sacrifi cial electrode preventing rust for-mation, even in areas where the surface has been damaged. This contrast with to organic binder based coatings, where rust starts beneath the surface
Dynasylan® 40 as Basis for High-Performance Zinc-Rich Paints
Continued on page 7
R E S I N S
ance of the fi nished items. Plastic components are usually made from very dark mould-ing compounds, often using recycled material. The fl ow lines produced during extru-sion can be easily covered by such coatings.
DEGALAN® LP 67/11 can be employed in coatings which could be metallized as well as for gravure printing inks ap-plied to plastic substrates.
of areas where mechanical damage has been sustained. Weathering of these zinc-rich paints results in carbonates and other zinc salts being formed, which act as an extra protec-tive barrier against corrosion.
Dynasylan® 40 is an excellent starting material for use in one and two-pack zinc dust paints. These can be used either as primers (e.g. shop primers) or as fi nal heavy corrosion pro-tection coating. These coatings can range from 15 to about 100 microns in thickness. They are resistant against rain, sun, UV-radiation, temperature changes and biological attack. Zinc-rich paints based on Dynasylan® 40 are highly fi lled with zinc par-ticles. The binders condense through atmospheric moist-ure and form a tight polysi-loxane network encompass-ing the metal particles, which are chemically bound with the zinc particles. This composition forms a hard and temperature resistant coating which can withstand temperatures up to 400 °C without detriment to their corrosion protection properties. Furthermore, ex-posure to aggressive solvents such as diesel and other fuels, ketones, and aromatics does not reduce the performance.
Zinc silicate coatings based on Dynasylan® 40 are used for protective coatings on steel structures such as port instal-lations, cranes, storage tanks and silos, internal and external coatings on tankers, pipelines, and installations in refi neries, chimneys, and fl ue gas exhaust systems. In the particularly rough conditions encountered in offshore applications, 15 years of ongoing corrosion in-hibition can be achieved with zinc silicate paints. In less ex-treme circumstances lifetimes of 20 to 30 years or more are typical. Dynasylan® 40 is the product of choice for binders to achieve long lasting zinc sili-cate coatings.
Options for Paint TintingThe technology of tinting paint revolves around color-matching, which involves the adjustment of a paint/coating’s pigmentation to reach the agreed color refer-ence or standard. The practice of “tinting” is not limited to the paint industry alone, but is used by other industries also, such as textile, leather, inks and even arts & crafts.
As for paint industry tinting, there are three routes to deliver colored paint.
Co-grinding pigments: Paint is manufactured by adding dry pigments to the dispersion/milling stage to produce the fi nal color. This is still common prac-tice due to its apparent conveni-ence but longer process times are required and processing is limited by high-energy mill availability.
Inter-mix systems: Specially prepared “colored” paints are mixed together to match the fi nal color. The proc-ess separates the time-consum-ing grinding process and allows for liquid blending in the let-down/make-up stage to produce the fi nal colored paint. Twelve to fi fteen colored paints per chem-istry need to be prepared, and high-energy mills for inter-mix preparation are required.
Pre-dispersed pigments:Use of pre-dispersed pigments (outsourced) opens the door for in-plant or post-production tint-ing at the point of sale.
The concept of in-store or depot tinting is based on fi ve major ad-vantages: ■ on-the-spot color matching■ right-fi rst-time■ no high energy mills required ■ working capital cost savings■ very low waste
Dispersions/Paint PropertiesAll tinted paint consists of a mix-ture of several pigment types. Such factors as widely differing particle sizes, shape, spacing, sur-face chemistries, structure, degree of agglomeration and energy requirements make it diffi cult to arrive at the ideal dispersion formulation. Table 1 exhibits the physical properties of some com-mon pigment types.
It has been recognized that the mixed pigment systems provide sub-optimal dispersion condi-tions, particularly where particle sizes and surface chemistries, etc., are signifi cantly different. Con-
versely dispersion time of mixed pigment blends affects fi nal color fi delity.
The relative dispersion rate of sev-eral pigments was studied. Color strength was used to measure de-gree of pigment dispersion. Figure 1 shows the strength development of dispersion for phthalo green & blue. The phthalo green pigment reaches its full strength after 60 minutes. The phthalo blue pig-ment develops strength in the fi rst 100 min. and increases signif-icantly with time for the next 150 min. and reaches the maximum at 250 min. Although both pig-ments are based on phthalocya-nine chemistry, the green is much more easily dispersible. The green pigment is a chlorinated version of the blue pigment. These chlo-rines on the 4 pyrroles change the pigment surface chemical proper-ties signifi cantly.
This pigment dispersion test show that the color varies with dispersion time and that the full strength is only achieved when each pigment in the mixture is fully dispersed. Using extended dispersion time, however, as an approach to developing color
will result in unnecessarily long processing time. If the process is stopped when a pigment is in the transition portion of its dispersion curve, then small changes in tim-ing will result in signifi cant color differences. Since each pigment differs in its dispersing energy re-quirements, this results in some diffi culties for mixed pigment sys-tems in optimising surfactant re-quirement and stabilization. The best solution to achieving color batch/batch consistency would be to disperse pigments individually. Many paint producers use this concept and prepare their own in-house dispersions, with the associated extra cost and capac-ity restrictions.
Future TrendsOutsourcing colorants allows paint manufacturers to concen-trate on their core competency: paint production. Paint companies can optimize paint production and lower production and inventory cost by outsourcing colorants. It allows QC staff to concentrate on paint, not colorants and frees up R&D chemists to develop new paints. The colorants supplier can also be an experienced and valuable “partner” by providing
new pigment/colorants/surfactant technologies. In-store tinting has been widely accepted by the architectural and wood coatings markets. The concept of manual in-can mix-ing/tinting with human eye or color computer matching to ex-act shade still holds true in the refi nish, touch-up or high-value coatings industries. This trend is changing with the use of auto-mated systems and outsourced colorants.
3 “Pigment Processing“. CCIP, Second Edition, Jan 2001.
8 smart formulating journal
R E S I N S
Customized Polyesters for the Chinese MarketRegional Differences between Asia and Europe
Climatic and technical differencesIt is important to keep in mind that the property profi les required for coating systems, and for polyesters as their primary component, differ from region to region – from Central Europe to Southeast Asia, for example. One rea-son for the disparity is differing climates. Another is dif-ferent technical standards for the subsequent processing of pre-coated coils.
Outside temperature is an important infl uence on property profi les. In Central Europe (Berlin), the aver-age temperature is below 10 °C, while on the southern coast of China, a booming region with particularly high construction activity, the average temperature is over 20 °C. The hardness of the coating must be adjusted to these differing conditions so that the coating is not yet damaged during rolling, storage or transport, i.e. prior to end use.
In subsequent processing, or when the coil is shaped into a semifi nished product – for example, when it is roll-pro-fi led to an architectural element with a trapezoid profi le – the coating is exposed to enormous mechanical stress. Dust or sand on contaminated tools can cause surface scratches on the newly manufactured product. In this regard, there are still higher demands on the scratch re-sistance and hardness of fi nishing paints in China when compared to Europe. Hence, the pencil hardness of ex-terior architectural coatings in China amounts in general 3 - 4 H (Japanese pencils), while it is usually only H in Europe. Clearly, hardness and fl exibility are contrary qualities. Due to the high hardness requirements, the permissible level of fl exibility is lower in China (T-Bend test, crack free, NCCA units, about 2 - 3 T) than in Eu-rope (0 - 1 T).
“Immunizing” surfaces against higher air pollutionA third special feature of the Chinese market is the demand for coated surfaces that can be easily cleaned. In this regard, European requirements are lower – not only because of the climatic difference described above, but because the air pollution generated by fossil-pow-ered plants and chemical companies has been reduced. This applies to dust pollution as well as sulfur dioxide and nitrogen oxide emissions. This is why the standard coatings systems used in Europe, which are completely adequate in themselves, cannot be used under Asiatic conditions.
Polyesters can be used to generate the required char-acteristics in terms of scratch resistance, hardness and cleanability by adjusting two of their features: the degree of branching and the glass-transition temperature. UV resistance, which is so important for exterior applications, can be achieved by choosing the right monomers. Cur-rently, expectations for the UV - or more commonly said weathering resistance of coatings are higher in Europe than they are still in China.
Degussa has made exhaustive preparations for its in-creased polyester activities in Asia, and consulted with all of its key customers to defi ne the specifi c requirements, including regional aspects. This groundwork lies at the
Degussa is continuously strengthening its activities in the future-oriented Chinese market. In December 2004, the Coatings & Colorants Business Unit began construction of two production plants at the multi-user site in Shang-hai, which is located in the Chemical Industry Park on the southern outskirts of the city. One of the two plants is stated to produce polyesters for coatings and adhesives – an investment that started supplying Chinese paint, coatings and adhesives manufacturers with high-quality products and solutions by spring 2006.
The saturated coating polyesters of the Coatings & Col-orants Business Unit are sold under the DYNAPOL® trademark, and are primarily used in fl exible metal coil coatings, or “coil and can coatings”, that allow large-area metallic coils to be coated prior to being cut and formed. The DYNAPOL® polyesters are typically crosslinked with amine resins or blocked polyisocyanates in a stoving enamel process, and, they impart a good adherence to metal, high fl exibility and good weathering resistance – an ideal combination for coil coating applications. Some important applications for this effi cient coating process include building exteriors, device cladding and cans.
Demand for coil coatings in China has already been about 50,000 metric tons in the year 2005. Binders, especially polyesters, account for approximately half of that fi gure. Small portions go toward the transportation segment and other applications, while tight ten percent are destined for household appliances. The overwhelm-ing majority of applications, about 90 percent, are in the construction industry, where polyester is used in both interior and exterior building elements. For this crucial market segment, Degussa has now expanded its product portfolio to include new polyesters for exterior applica-tions, customized for the precise regional requirements of the country.
Fig 1: Coil coated facade
According to experts, China needed about 25,000 metric tons of binding agents for coil coatings in 2005, primar ily polyesters. The main area of application is construction elements for the building industry.
Fig. 2: Coil coating line
Effi cient: Coil coatings allow metal sheets to be coated before being cut and formed for the respective application.
Fig. 3: Magic ink test comparison
Magic ink test passed: Coated sheets are marked with solventborne felt-tip pens and, after a defi ned period of action, are cleaned with ethanol (right half of the photo). Coatings based on Degussa’s new DYNAPOL® grades (example on top: Variant C) can be cleaned without a trace of residue. Typical polyesters currently used in China, however, leave highly visible signs of ink.
heart of Degussa’s customiza-tion of its products to satisfy the necessities of the Chinese mar-ket. A clear, technical require-ments profi le was prepared, with hardness and scratch resist-ance, cleanability and weather-
ing resistance having emerged as priorities. Other impor-tant properties that the polyester binder should lend the coating include a high coverage rate and suffi cient adher-ence to metal. The latter property opens up the possibil-ity of direct metal coating without the use of primers as adhesion promoters (“single-layer adhesion“).
To meet these specifi cations, Degussa has developed three new, distinct types of DYNAPOL®. Variant A lends coatings excellent hardness and scratch resistance, as well as weathering resistance. Variant B was tuned to optimal single-layer adhesion. Variant C shows the most balanced profi le of properties: it lends coatings excellent cleanabil-ity as the result of the challenging magic ink test shows (see picture No. 3), high scratch resistance, weathering resistance and a high coverage rate.
The new plant in Shanghai began oper ations in spring 2006. This brings Degussa another step along in its growth strategy for China, which aims to use its presence there to open up additional markets in the Southeast Asian region to forward-looking Degussa products from the Coatings & Colorants Business Unit.