12
Coating Resins Resins for Powder Coatings Featuring • REAFREE ® Resins • CRAYVALLAC ® Additives

Coating Resins
Resins for Powder Coatings
Featuring• REAFREE® Resins • CRAYVALLAC® Additives
• Versatility – REAFREE® polyester powder resins cover all kind of curing and functional technologies for the formulation of powder coatings
• Performance – REAFREE® polyester powder resins characteristics are adapted to fit the strict needs of powder coating production.
• Value – our combination of innovative technology, global support and broad product line helps you to achieve the highest quality paint manufacture.
Our extensive line of CRAYVALLAC® additives enables you to add value to your powder coating formulations.
PERFORMANCE, VALUE AND VERSATILITY IN RESINS AND ADDITIVES FOR POWDER COATINGS
Fine-tune your formulations with specialized additives for powder coatings to achieve:
• Flow and levelling• Degassing• Matting• Slip and mar resistance• Scratch resistance• Texturing• Rheology control
The REAFREE® line of polyester resins for powder coatings offers you a wide range of choices to meet your needs in a formulated powder coating. Our focus is on delivering performance, value and versatility to the powder coating formulator.
Good things happen when chemistry gets personal.
Innovation. Opportunity. Growth. Yes, we have expertise, resources, and exceptional products like the REAFREE® polyester powder resins and CRAYVALLAC® additives detailed in this brochure. But you will hear similar claims from our competitors. We believe what sets Arkema apart is understanding – your goals…your applications…you. Open, honest collaboration, listening, and action. These are the things that move practical innovation forward and enable us to deliver support tai-lored to you, from extrusion to application.

Arkema Coating Resins provides global support for powder coating formulators, enabling us to meet your needs virtually anywhere you operate.
• Manufacturing – powder resin plants are located in Spain and the United States
• R&D – extensive research and development centers are located with each plant
• Technical Service – technical service teams are based in Europe and the United States
1
PRIMID® .................................... 2
Araldite® PT-910 ......................... 3
TGIC ........................................ 3
Superdurable .............................. 4
Polyurethane .............................. 4
Hybrid ...................................... 5
UV Resins .................................. 7
Masterbatch Additives .................. 7
CRAYVALLAC® Additives ................ 8
Test Procedures ........................... 9
Table of ContentsA global resource for your world of coatings.
In addition to REAFREE® resins for powder coatings, Arkema is a leading global supplier for the coatings formulator. Our line of in-novative products includes binders for waterborne and solventborne coatings for use in architectural and industrial coatings, specialty coatings, traffic coatings, graphic arts and inks, floor maintenance products, and adhesives. Arkema also supplies opaque polymers, as well as additives for both aqueous and non-aqueous systems. Arkema’s coating resin business now operates 20 plants and eight technical and R&D centers worldwide, employing more than 1600 people in coatings-related activities.
Global technical and manufacturing support
REAFREE® RatioXL-552
or QM-1260
Curingt(min.)/T (0C) object
GardnerColourASTM
D-1544
Glasstransition
temperature(DSC) (0C)
Melt viscosity
1650C ICICone-plate
(Pa.s)
Acid valueASTM
D-1639(mg KOH/g.)
Characteristics
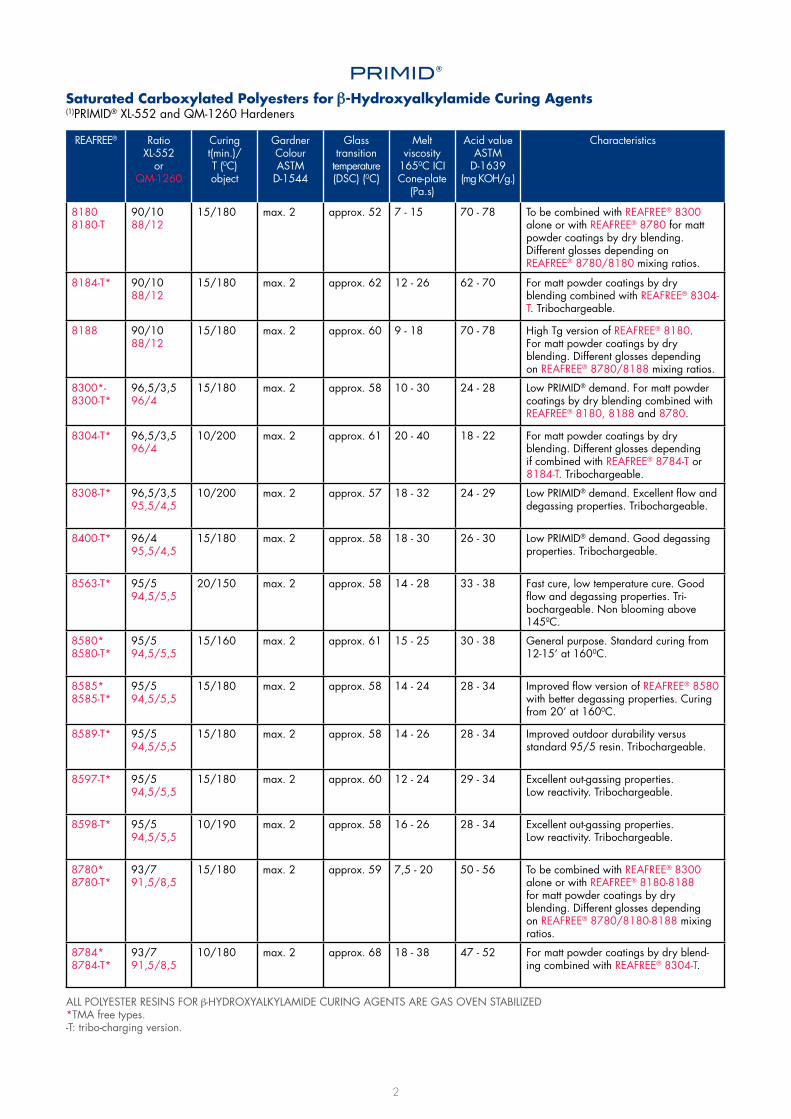
81808180-T
90/1088/12
15/180 max. 2 approx. 52 7 - 15 70 - 78 To be combined with REAFREE® 8300 alone or with REAFREE® 8780 for matt powder coatings by dry blending. Different glosses depending on REAFREE® 8780/8180 mixing ratios.
8184-T* 90/1088/12
15/180 max. 2 approx. 62 12 - 26 62 - 70 For matt powder coatings by dry blending combined with REAFREE® 8304-T. Tribochargeable.
8188 90/1088/12
15/180 max. 2 approx. 60 9 - 18 70 - 78 High Tg version of REAFREE® 8180. For matt powder coatings by dry blending. Different glosses depending on REAFREE® 8780/8188 mixing ratios.
8300*-8300-T*
96,5/3,596/4
15/180 max. 2 approx. 58 10 - 30 24 - 28 Low PRIMID® demand. For matt powder coatings by dry blending combined with REAFREE® 8180, 8188 and 8780.
8304-T* 96,5/3,596/4
10/200 max. 2 approx. 61 20 - 40 18 - 22 For matt powder coatings by dry blending. Different glosses depending if combined with REAFREE® 8784-T or 8184-T. Tribochargeable.
8308-T* 96,5/3,595,5/4,5
10/200 max. 2 approx. 57 18 - 32 24 - 29 Low PRIMID® demand. Excellent flow and degassing properties. Tribochargeable.
8400-T* 96/495,5/4,5
15/180 max. 2 approx. 58 18 - 30 26 - 30 Low PRIMID® demand. Good degassing properties. Tribochargeable.
8563-T* 95/594,5/5,5
20/150 max. 2 approx. 58 14 - 28 33 - 38 Fast cure, low temperature cure. Good flow and degassing properties. Tri-bochargeable. Non blooming above 145ºC.
8580*8580-T*
95/594,5/5,5
15/160 max. 2 approx. 61 15 - 25 30 - 38 General purpose. Standard curing from 12-15’ at 1600C.
8585*8585-T*
95/594,5/5,5
15/180 max. 2 approx. 58 14 - 24 28 - 34 Improved flow version of REAFREE® 8580 with better degassing properties. Curing from 20’ at 1600C.
8589-T* 95/594,5/5,5
15/180 max. 2 approx. 58 14 - 26 28 - 34 Improved outdoor durability versus standard 95/5 resin. Tribochargeable.
8597-T* 95/594,5/5,5
15/180 max. 2 approx. 60 12 - 24 29 - 34 Excellent out-gassing properties. Low reactivity. Tribochargeable.
8598-T* 95/594,5/5,5
10/190 max. 2 approx. 58 16 - 26 28 - 34 Excellent out-gassing properties. Low reactivity. Tribochargeable.
8780*8780-T*
93/791,5/8,5
15/180 max. 2 approx. 59 7,5 - 20 50 - 56 To be combined with REAFREE® 8300 alone or with REAFREE® 8180-8188 for matt powder coatings by dry blending. Different glosses depending on REAFREE® 8780/8180-8188 mixing ratios.
8784*8784-T*
93/791,5/8,5
10/180 max. 2 approx. 68 18 - 38 47 - 52 For matt powder coatings by dry blend-ing combined with REAFREE® 8304-T.
PRIMID®Saturated Carboxylated Polyesters for (1)PRIMID® XL-552 and QM-1260 Hardeners
2
ALL POLYESTER RESINS FOR -HYDROXYALKYLAMIDE CURING AGENTS ARE GAS OVEN STABILIZED*TMA free types.-T: tribo-charging version.

3
Araldite® PT-910Saturated Carboxylated Polyesters for Araldite® PT-910 Curing Agent
REAFREE® Ratio
Curingt(min.)/T (0C) object
GardnerColourASTM
D-1544
Glasstransition
temperature(DSC) (0C)
Melt viscosity
1650C ICICone-plate
(Pa.s)
Acid valueASTM
D-1639(mg KOH/g.)
Characteristics
2776-TS* 93/7 20/170 max. 2 approx. 67 50 - 90 23 - 28 Catalyzed version of REAFREE® 2796-TS.
2796-TS* 93/7 15/200 max. 2 approx. 67 50 - 90 23 - 28 Low ratio of PT-910. For pigmented and clear coats. Tribochargeable.
2872-T* 92/8 10/180 max. 2 approx. 71 60 - 90 30 - 35 Catalyzed version of REAFREE® 2892-T.
2892-T* 92/8
15/190 max. 2 approx. 71 60 - 90 30 - 35 For pigmented and clear coats. Good boiling water resistance. Medium reactivity. Tribochargeable.
*TMA free types.TGIC
Saturated Carboxylated Polyesters for TGIC Systems
REAFREE® Ratio
Curingt(min.)/T (0C) object
GardnerColourASTM
D-1544
Glasstransition
temperature(DSC) (0C)
Melt viscosity
1650C ICICone-plate
(Pa.s)
Acid valueASTM
D-1639(mg KOH/g.)
Characteristics
4002-S* 90/10 10/200 max. 2 approx. 59 15 - 30 45 - 50 For matt paints by dry blend with REAFREE® 4401-S. Gas oven stabilized. Good outdoor resistance.
4401-S* 96/4 20/200 max. 2 approx. 59 50 - 80 20 - 26 Low TGIC ratio. For matt paints by dry blend with REAFREE® 4002-S. Gas oven stabilised.
4703*4703-T*
93/7 12/200 max. 2 approx. 61 15 - 25 30 - 36 Excellent flow and outdoor resistance. Clear coats.
4704* 93/7 10/200 max. 2 approx. 72 40 - 65 33 - 38 Good flow and outdoor resistance. High binding power.
4705*4705-T*
93/7 10/200 max. 2 approx. 70 20 - 35 35 - 40 Excellent flow and outdoor resistance. Higher Tg than REAFREE® 4703.
4762* 93/7 10/160 max. 2 approx. 62 23 - 35 30 - 36 Good balance between high reactivity and mechanical properties.
4763-S* 93/7 15 /1601/290
max. 2 approx. 61 15 - 25 30 - 36 Excellent flexibility, for PCM and coil coatings enamels. Possibility to cure 1 minute / 2900C.
4781* 93/7 15/180 max. 2 approx. 68 20 - 35 33 - 38 Good balance between flow reactivity and outdoor resistance.
4783* 93/7 12/180 max. 2 approx. 61 15 - 25 30 - 36 Excellent balance between reactivity, flow, flexibility and outdoor resistance.
4796* 93/7 10/200 max. 2 approx. 68 25 - 40 30 - 36 Excellent flow and outdoor resistance. For high gloss systems. Good mechani-cal properties.
4798* 93/7 15/180 max. 2 approx. 68 35 - 50 28 - 34 Excellent flow, medium cure and high Tg.
9700* 93/7 10/200 max. 2 approx. 60 11 - 17 35 - 40 Smooth finishes at lower film thickness-es. Non BLOOMING resin.
9704* 93/7 10/200 max. 2 approx. 65 17 - 27 35 - 40 Excellent flow, slow cure.
*TMA free types.-T: tribo-charging version.-S: gas oven stabilized.
REAFREE® RatioTGIC
or XL-552
Curingt(min.)/T (0C) object
GardnerColourASTM
D-1544
Glasstransition
temperature(DSC) (0C)
Melt viscosity
1650C ICICone-plate
(Pa.s)
Acid valueASTM
D-1639(mg KOH/g.)
Characteristics
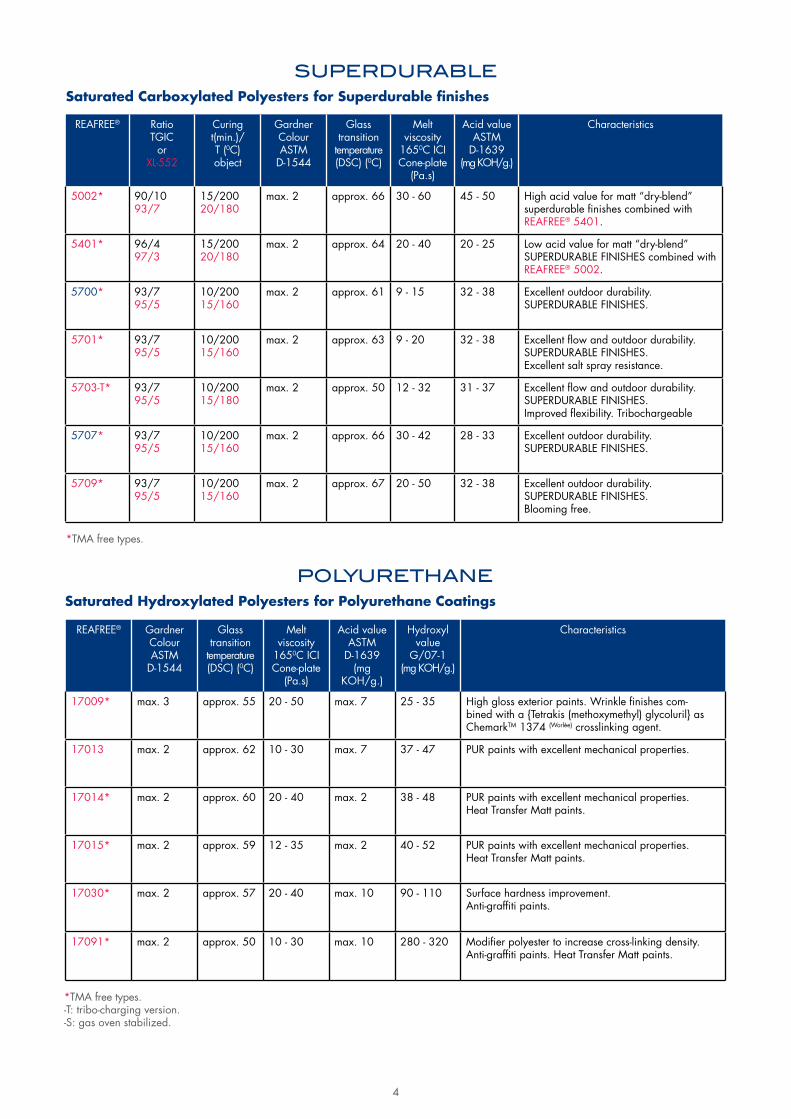
5002* 90/1093/7
15/20020/180
max. 2 approx. 66 30 - 60 45 - 50 High acid value for matt “dry-blend” superdurable finishes combined with REAFREE® 5401.
5401* 96/497/3
15/20020/180
max. 2 approx. 64 20 - 40 20 - 25 Low acid value for matt “dry-blend” SUPERDURABLE FINISHES combined with REAFREE® 5002.
5700* 93/795/5
10/20015/160
max. 2 approx. 61 9 - 15 32 - 38 Excellent outdoor durability. SUPERDURABLE FINISHES.
5701* 93/795/5
10/20015/160
max. 2 approx. 63 9 - 20 32 - 38 Excellent flow and outdoor durability. SUPERDURABLE FINISHES. Excellent salt spray resistance.
5703-T* 93/795/5
10/20015/180
max. 2 approx. 50 12 - 32 31 - 37 Excellent flow and outdoor durability. SUPERDURABLE FINISHES. Improved flexibility. Tribochargeable
5707* 93/795/5
10/20015/160
max. 2 approx. 66 30 - 42 28 - 33 Excellent outdoor durability. SUPERDURABLE FINISHES.
5709* 93/795/5
10/20015/160
max. 2 approx. 67 20 - 50 32 - 38 Excellent outdoor durability. SUPERDURABLE FINISHES. Blooming free.
POLYURETHANESaturated Hydroxylated Polyesters for Polyurethane Coatings
4
SUPERDURABLESaturated Carboxylated Polyesters for Superdurable finishes
*TMA free types.
REAFREE® GardnerColourASTM
D-1544
Glasstransition
temperature(DSC) (0C)
Melt viscosity
1650C ICICone-plate
(Pa.s)
Acid valueASTM
D-1639(mg
KOH/g.)
Hydroxyl value
G/07-1(mg KOH/g.)
Characteristics
17009* max. 3 approx. 55 20 - 50 max. 7 25 - 35 High gloss exterior paints. Wrinkle finishes com-bined with a {Tetrakis (methoxymethyl) glycoluril} as ChemarkTM 1374 (Worlée) crosslinking agent.
17013 max. 2 approx. 62 10 - 30 max. 7 37 - 47 PUR paints with excellent mechanical properties.
17014* max. 2 approx. 60 20 - 40 max. 2 38 - 48 PUR paints with excellent mechanical properties. Heat Transfer Matt paints.
17015* max. 2 approx. 59 12 - 35 max. 2 40 - 52 PUR paints with excellent mechanical properties. Heat Transfer Matt paints.
17030* max. 2 approx. 57 20 - 40 max. 10 90 - 110 Surface hardness improvement. Anti-graffiti paints.
17091* max. 2 approx. 50 10 - 30 max. 10 280 - 320 Modifier polyester to increase cross-linking density. Anti-graffiti paints. Heat Transfer Matt paints.
*TMA free types.-T: tribo-charging version.-S: gas oven stabilized.

5
HYBRIDSaturated Carboxylated Polyesters for Hybrid SystemsRATIO: 80/20
REAFREE® Curingt(min.)/T (0C) object
GardnerColourASTM
D-1544
Glasstransition
temperature(DSC) (0C)
Melt viscosity
1650C ICICone-plate
(Pa.s)
Acid valueASTM
D-1639(mg KOH/g.)
Characteristics
6200-T* 15/200 max. 3 approx. 55 30 - 70 23 - 26 Low epoxy ratio for gloss coatings. For hybrid matt dry-blend systems with REAFREE® 6877. Tribochargeable.
Saturated Carboxylated Polyesters for Hybrid SystemsRATIO: 70/30
REAFREE® Curingt(min.)/T (0C) object
GardnerColourASTM
D-1544
Glasstransition
temperature(DSC) (0C)
Melt viscosity
1650C ICICone-plate
(Pa.s)
Acid valueASTM
D-1639(mg KOH/g.)
Characteristics
6400* 10/200 max. 2 approx. 54 10 - 20 30 - 36 Low reactivity, excellent flow.
6402-T* 10/200 max. 3 approx. 59 20 - 38 35 - 40 Low reactivity. Very good flow and mechanical properties. Good chemical resistance. Tribochargeable.
6419* 10/190 max. 3 approx. 59 17 - 27 30 - 37 Medium reactivity. Very good flow and mechanical properties. Good chemical resistance.
6460-T* 10/160 max. 2 approx. 54 10 - 20 30 - 36 High reactivity, with good flow. Tribochargeable.
6461-T* 10/160 max. 2 approx. 48 12 - 20 31 - 36 Good flow for a high reactive type. Tribochargeable.
6480-T* 10/160 max. 2 approx. 54 9 - 14 30 - 36 Excellent balance of flow and reactivity. Tribocharge-able.
6481*6481-T*
10/170 max. 2 approx. 48 12 - 20 31 - 36 Very good flow. Overbake resistance improved. Low gloss and good mechanical properties.
6482-T* 10/180 max. 3 approx. 59 20 - 38 35 - 40 Medium reactivity. Very good flow and mechanical properties. Good chemical resistance. Tribochargeable.
6484-T* 12/180 max. 3 approx. 58 20 - 30 30 - 36 Excellent balance of flow and reactivity. Tribochargeable.
6489-TS* 10/180 max. 3 approx. 56 24 - 30 32 - 37 Very good flow and mechanical properties. For matt systems formulated with CRAYVALLAC® EF-30P. Gas oven stabilised. Tribochargeable.
6499-TS* 10/200 max. 3 approx. 59 22 - 30 32 - 37 Excellent balance of flow and reactivity. Texture finishes with CAB systems. Gas oven stabilised. Tribochargeable.
*TMA free types.-T: tribo-charging version.-S: gas oven stabilized.
6
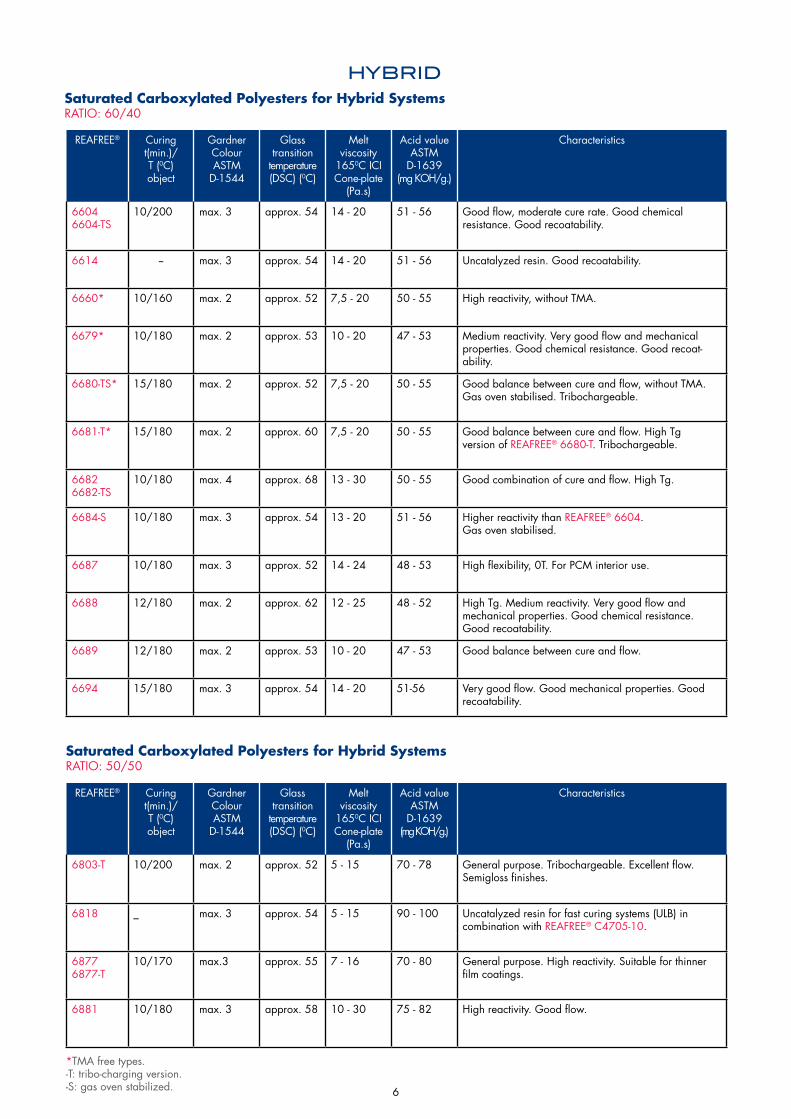
HYBRIDSaturated Carboxylated Polyesters for Hybrid SystemsRATIO: 60/40
REAFREE® Curingt(min.)/T (0C) object
GardnerColourASTM
D-1544
Glasstransition
temperature(DSC) (0C)
Melt viscosity
1650C ICICone-plate
(Pa.s)
Acid valueASTM
D-1639(mg KOH/g.)
Characteristics
66046604-TS
10/200 max. 3 approx. 54 14 - 20 51 - 56 Good flow, moderate cure rate. Good chemical resistance. Good recoatability.
6614 -- max. 3 approx. 54 14 - 20 51 - 56 Uncatalyzed resin. Good recoatability.
6660* 10/160 max. 2 approx. 52 7,5 - 20 50 - 55 High reactivity, without TMA.
6679* 10/180 max. 2 approx. 53 10 - 20 47 - 53 Medium reactivity. Very good flow and mechanical properties. Good chemical resistance. Good recoat-ability.
6680-TS* 15/180 max. 2 approx. 52 7,5 - 20 50 - 55 Good balance between cure and flow, without TMA.Gas oven stabilised. Tribochargeable.
6681-T* 15/180 max. 2 approx. 60 7,5 - 20 50 - 55 Good balance between cure and flow. High Tg version of REAFREE® 6680-T. Tribochargeable.
66826682-TS
10/180 max. 4 approx. 68 13 - 30 50 - 55 Good combination of cure and flow. High Tg.
6684-S 10/180 max. 3 approx. 54 13 - 20 51 - 56 Higher reactivity than REAFREE® 6604. Gas oven stabilised.
6687 10/180 max. 3 approx. 52 14 - 24 48 - 53 High flexibility, 0T. For PCM interior use.
6688 12/180 max. 2 approx. 62 12 - 25 48 - 52 High Tg. Medium reactivity. Very good flow and mechanical properties. Good chemical resistance. Good recoatability.
6689 12/180 max. 2 approx. 53 10 - 20 47 - 53 Good balance between cure and flow.
6694 15/180 max. 3 approx. 54 14 - 20 51-56 Very good flow. Good mechanical properties. Good recoatability.
Saturated Carboxylated Polyesters for Hybrid SystemsRATIO: 50/50
*TMA free types.-T: tribo-charging version.-S: gas oven stabilized.
REAFREE® Curingt(min.)/T (0C) object
GardnerColourASTM
D-1544
Glasstransition
temperature(DSC) (0C)
Melt viscosity
1650C ICICone-plate
(Pa.s)
Acid valueASTM
D-1639(mg KOH/g.)
Characteristics
6803-T 10/200 max. 2 approx. 52 5 - 15 70 - 78 General purpose. Tribochargeable. Excellent flow. Semigloss finishes.
6818 _ max. 3 approx. 54 5 - 15 90 - 100 Uncatalyzed resin for fast curing systems (ULB) in combination with REAFREE® C4705-10.
68776877-T
10/170 max.3 approx. 55 7 - 16 70 - 80 General purpose. High reactivity. Suitable for thinner film coatings.
6881 10/180 max. 3 approx. 58 10 - 30 75 - 82 High reactivity. Good flow.

7
UV RESINSResins for UV Curing Powder Coatings
REAFREE® Type
GardnerColourASTM
D-1544
Unsaturation value
(meqdb/g)
Free NCO
value (%)
Tg (0C) Tm (0C) Viscosity approx.(dPa.s)1100C1650C
Acid valueASTM
D-1639(mg KOH/g.)
Characteristics
UV 1605 Aromatic UA Semi-crystalline
max. 2 1,9 - 2,1 0,2 max 90 - 100 1 - 5 Designed to formulate sealers and clear coats for wood composites (MDF).
UV 2130 Epoxy Acrylate
max. 3 60 5 - 10 max. 3 Designed to formulate clear varnishes and pigmented paints in combination with REAFREE® UV 2223.
UV 2223 Methacry-latedPolyester
max. 3 0,5 - 0,7 40 - 50 10 - 25 <15 Designed to formulate clear varnishes and pigmented paints.
UV 2335 AliphaticUA Semi-crystalline
max. 2 1,9 - 1,1 0,5 max 70-80 2 - 10 Designed to provide high flexibility and chemical resistance to cured film.
MASTERBATCH ADDITIVESAdditives for Powder Coatings
REAFREE® Additive type
GardnerColour ASTM
D-1544
Glasstransition
temperature(DSC) (0C)
Melt viscosity
1650C ICICone-plate
(Pa.s)
Acid valueASTM
D-1639(mg KOH/g.)
Hydroxylvalue
G/07-1(mg
KOH/g.)
Observations
F3300-A15 Flow control agent
max. 2 approx. 60
10 - 30 < 5 30 - 40 Masterbatch at 15% of an acrylic polymer in a Hydroxylated polyester. Recommended to improve levelling of pigmented powder coatings.
F8585-R10 Flow control agent
max. 2 approx. 55
5 - 20 24 - 32 _ Masterbatch at 10% of an acrylic polymer in a Carboxylated polyester. Recommended to improve levelling of PRIMID® based pigment-ed powder coatings.
T4705-5 Tribo charging
max. 2 approx. 62
10 - 25 30 - 38 _ Masterbatch at 5% of a tribo additive in a Carboxylated polyester. Recommended to enhance tribochargeability of powder coatings.
C4705-10 Catalyst max. 2 approx. 66
10 - 30 30 - 40 _ Masterbatch at 10% of a special catalyst in a Carboxylated polyester. Recommended to ac-celerate curing of Hybrid, PT-910 (Huntsman) and TGIC polyester powder coatings.

CRAYVALLAC® ADDITIVESAdditives for Powder Coatings
CRAYVALLAC® Functionality Type Melting point (C)
~D50 (µm) Properties/Applications
PC
Flow LevellingDegassing
Modified Castor Derivative
83 - 89 4 - 20 Micronized flow additive. High gloss in final coating. Good surface adhesion to sealants. Improves flow during extrusion.Crayvallac® MT offers improved storage stability compared to Crayvallac® PC.MT 130 - 140 4 - 20
WN-1135
Degassing Surface Properties
mod PP ~146 ~ 5,5 Improved degassing and anti-scratch properties with small gloss reduction. Versatile wax for all powder systems, with enhanced degassing, anti-scratch and surface resistances compared to PE and FT waxes. Post extrusion is possible. Allows high build on galvanized steel.
WN-8135 mod PE ~140 ~ 5,5 Degassing and low blooming additive specifically for PRIMID® systems and dark colors with low gloss decrease. Allows high build on galvanized steel without pinholes. Post extrusion is possible.
WN-1265 amide ~148 ~ 5,5 Degassing additive specifically for PRIMID® systems. Improves flow, leveling, slip and matting. Works well on galvanized steel.
WN-1442 SlipMatting Degassing
FT (PE) ~112 ~ 5,5 For matting, slip, mar and abrasion resistance. Degassing aid. Improves flow and throughout during extrusion.
WN-1150
Matting
mod PE ~113 ~ 6,5 Matting agent, specifically for TGIC/PT910 polyester, epoxy/polyester or all-epoxy systems. Ultra low gloss when used in dry blend systems.
EF-30P polymer ~125 (Tg) NA Strong reactive matting agent for polyester/epoxy or all-epoxy systems. Non-yellowing and very good color stability. Ultra low (flat) gloss in one shot. Low epoxy ratio demand.
WF-1039
Texturing
PTFE/PE ~113 ~ 6,8 For fine texturing effect. High abrasion resistance. Typical addition level: 0.5 – 3%
E00080 PTFE >200 High efficiency 100% PTFE texturing additive. High abrasion resistance. Typical addition level: 0.1 – 0.4%
WF-3200
AntiabrasionSlipMattingAntiscratch
PTFE/PE ~112 ~ 6 Offers higher abrasion resistance, anti-blocking, anti-scratch and matting effect compared to PE waxes. PTFE-modified. No affect on flow.
WF-6010 PTFE/PE ~114 ~ 6 Offers slip, abrasion resistance, anti-blocking and anti-scratch properties. Enhanced matting compared to WF-3200NF due to higher PTFE content.
WF-1000P PTFE >300 ~ 7 100% PTFE wax offering high abrasion resistance, anti-scratch, slip, and anti-blocking properties while maintaining good flow and leveling properties.
WN-1875 Antiscratch GlossHardness Flow
Polymeric Wax
>200 ~ 6,2 Excellent anti-scratch wax for black or dark high gloss coat-ings with increased hardness. Sag control additive with good mechanical properties. Does not affect slip properties. Retains high surface adhesion to sealants.
8

Definitions
Ratio Recommended weight ratio between the polyester and the hardener.
Curing Oven time (t in min) and temperature (T in 0C) necessary to fully cure the paint.
Gardner Colour Colour of a 50% solution in DMF of the polyester resin.
Glass transitiontemperature, Tg Indicates a phase change resembling a thermodynamic second-order transition. Determined as the inflection point of the calorimetric curve measures by DSC (Differential Scanning Calorimetry).
Melt viscosity1650C Viscosity of the polyester measured in a modified ICI cone plate or Brookfield CAP-2000.
TEST PROCEDURES
9
To learn more about REAFREE® and CRAYVALLAC® product availability in a specific geographical region, please contact your local sales representative, or visit us at www.arkemacoatingresins.com.
Acid Value Refers to mg of KOH needed to neutralize the carboxyl groups in 1g of polyester resin.
Hydroxyl Value Refers to mg of KOH equivalent to thehydroxyl content of 1g of polyester.
Meq DB/g Mili-equivalents of reactive double bonds per gram.
Tm (0C) Melting temperature in centigrade by DSC.
Mn Mean Molecular weight by number. (GPC, gel permeation chromatography).
ULB Ultra Low Bake. Powder coatings cured at temperature below 1500C.

Headquarters: Arkema France 420, rue d’Estienne d’Orves
92705 Colombes Cedex – FranceTél. : 33 (0)1 49 00 80 80 Fax : 33 (0)1 49 00 83 96
arkema.com
REAFREE® and CRAYVALLAC® are registered trademarks of Arkema Inc.PRIMID® is a registered trademark of EMS CHIMIE AGAraldite® is a registered trademark of Huntsman Advanced Materials GmbHPOWDERLINK™ is a trademark of Cytec Technology Corp.
Ark
ema
Fran
ce -
A F
renc
h «S
ocié
té A
nony
me»
regi
stere
d w
ith th
e C
omm
erci
al a
nd C
ompa
nies
Reg
ister
of N
ante
rre
(Fra
nce)
und
er n
umbe
r 319
632
790
Dirc
om -
4533
E/03
.201
7/15
- C
oatin
g - P
hoto
s: S
hutte
rsto
ck -
Des
ign:
Coo
k M
arco
mm
The statements, technical information and recommendations contained herein are believed to be accurate as of the date hereof. Since the conditions and methods of use of the product and of the information referred to herein are beyond our control, Arkema expressly disclaims any and all liability as to any results obtained or arising from any use of the product or reliance on such information; NO WARRANTY OF FITNESS FOR ANY PARTICULAR PURPOSE, WARRANTY OF MERCHANTABILITY OR ANY OTHER WARRANTY, EXPRESSED OR IMPLIED, IS MADE CONCERNING THE GOODS DESCRIBED OR THE INFORMATION PROVIDED HEREIN. The information provided herein relates only to the specific product designated and may not be applicable when such product is used in combination with other materials or in any process. The user should thoroughly test any application before commercialization. Nothing contained herein constitutes a license to practice under any patent and it should not be construed as an inducement to infringe any patent and the user is advised to take appropriate steps to be sure that any proposed use of the product will not result in patent infringement. See SDS for Health & Safety Considerations.Arkema has implemented a Medical Policy regarding the use of Arkema products in medical devices applications that are in contact with the body or circulating bodily fluids (http://www.arkema.com/en/social-responsibility/responsible-product-management/medical-device-policy/index.html) Arkema has designated medical grades to be used for such medical device applications. Products that have not been designated as medical grades are not authorized by Arkema for use in medical device applications that are in contact with the body or circulating bodily fluids. In addition, Arkema strictly prohibits the use of any Arkema products in medical device applications that are implanted in the body or in contact with bodily fluids or tissues for greater than 30 days. The Arkema trademarks and the Arkema name shall not be used in conjunction with customers’ medical devices, including without limitation, permanent or temporary implantable devices, and customers shall not represent to anyone else, that Arkema allows, endorses or permits the use of Arkema products in such medical devices.It is the sole responsibility of the manufacturer of the medical device to determine the suitability (including biocompatibility) of all raw materials, products and components, including any medical grade Arkema products, in order to ensure that the final end-use product is safe for its end use; performs or functions as intended; and complies with all applicable legal and regulatory requirements (FDA or other national drug agencies). It is the sole responsibility of the manufacturer of the medical device to conduct all necessary tests and inspections and to evaluate the medical device under actual end-use requirements and to adequately advise and warn purchasers, users, and/or learned intermediaries (such as physicians) of pertinent risks and fulfill any postmarket surveillance obligations. Any decision regarding the appropriateness of a particular Arkema material in a particular medical device should be based on the judgment of the manufacturer, seller, the competent authority, and the treating physician.
arkemacoatingresins.com
Arkema – Coating Resins410 Gregson Dr.Cary, NC 27511
USATel.: ( +1) 919 469 6700
1-800-777-8227
China/Asia Pacific/IndiaChangshu – production plantChangshu, Jiangsu Province PCR
Changshu – technical centerChangshu, Jiangsu Province PCR
Guangzhou Technical Service and Application CentreScience City, Guangzhou, China
Arkema Coatings Malaysia Sdn. Bhd. – general office81700 Pasir Gudang Johor Malaysia
Arkema Coating Resins Malaysia Sdn. Bhd. – production plantPLO 491, Jalan Keluli, Pasir Gudang, Johor, Malaysia
Navi Mumbai, India, – production plant, technical serviceNavi Mumbai, Maharashtra 400706, India
Europe – Middle East - AfricaVerneuil-en-Halatte – research center60550 Verneuil-en-Halatte, France
ARKEMA GmbH – production plantNiederlassung Arkema Coating ResinsFlurstraße08056 Zwickau, Germany
ARKEMA S.R.L. – production plantBoretto Italy
ARKEMA S.R.L. – technical centerBoretto Italy
ARKEMA S.R.L.– production plantGissi (CH) Italy
Arkema Coating Resins SAU – production plantMollet del Vallès (Barcelona), Spain
Arkema Coating Resins SAU – production plantSant Celoni (Barcelona), Spain
Arkema Coating Resins SAU – technical centerSant Celoni (Barcelona), Spain
Arkema B.V. – production plantBrummen, The Netherlands
Vlissingen – production plantRitthem, The Netherlands
North AmericaArkema Coating Resins – production plantAlsip, IL
Arkema Coating Resins – production plantGrand Rapids, MI
Arkema Coating Resins – production plantNorth Kansas City, MO
Arkema Coating Resins – production plantHahnville, LA
Arkema Coating Resins – production plantTorrance, CA
Arkema Coating Resins – production plantMobile, AL
Arkema Coating Resins – research centerCary, NC
Arkema Coating Resins – technical centerNorth Kansas City, MO
South AmericaCoatex/Arkema Coating Resins – São Paulo production plantAraçariguama, São Paulo, Brazil
Coatex/Arkema Coating Resins – technical centerAraçariguama, São Paulo, Brazil
COATING RESINS GLOBAL RESOURCES
For full contact information, visit arkemacoatingresins.com

















