AD-A258 121 MTL TR 92-59 , '"-AD EVALUATION OF 8090 AND WELDALITE-049 ALUMINUM-LITHIUM ALLOYS THOMAS M. HOLMES and ERNEST S. C. CHIN MATERIALS PRODUCIBILITY BRANCH PAUL J. HUANG METALS RESEARCH BRANCH ROBERT E. PASTERNAK MATERIALS TESTING AND EVALUATION, BRANCH • I -U ELECTECD September 1992 301992 u.. 8 A Approved for public release; distribution unlimited. !US ARMY LABORATORY COMMAND U.S. ARMY MATERIALS TECHNOLOGY LABORATORY *Wn•aS 110011u1T 1fth Watertown, Maschusetts 02172-0001
Transcript
AD-A258 121MTL TR 92-59 , '"-AD
EVALUATION OF 8090 AND WELDALITE-049ALUMINUM-LITHIUM ALLOYS
THOMAS M. HOLMES and ERNEST S. C. CHINMATERIALS PRODUCIBILITY BRANCH
PAUL J. HUANGMETALS RESEARCH BRANCH
ROBERT E. PASTERNAKMATERIALS TESTING AND EVALUATION, BRANCH • I-U
ELECTECDSeptember 1992 301992 u..
8 AApproved for public release; distribution unlimited.
!US ARMYLABORATORY COMMAND U.S. ARMY MATERIALS TECHNOLOGY LABORATORY*Wn•aS 110011u1T 1fth Watertown, Maschusetts 02172-0001
The findings in this report are not to be construed as an officialDepartment of the Army position, unless so designated by otherauthorize, documents.
Mention of any trade names or manufacturers in this report
shall not be construed as advertising nor as an officialindomnment or approval of such products or companies bythe t.lited States Government
OISPOSITION IN"rRUCTIONS
Oesroy this reoprt whief ,t is nr IolgSW needd.0a not rturn i to the originwr.
UNCLASSIFIEDSECURITY CLASSIFICATION OF THIS PAGE (Wh.n Data Entered)
REPORT DOCUMENTATION PAGE READ CsO uc-TINORs1. REPORT NUMBER 2. GOVT ACCESSION -O, L RECIPIENT*S CATALOG NUMAER
n TR 92-59
4.TITLE (and Subtitle) & TYPE Of REPORT A PERIOD COVERED
EVALUATION OF 8090 AND WELDALITE-049ALUMINUM-LITHIUM ALLOYS 6- PERFORMING ORG. REPORT NUMBER
7. AUTHOR(s) 4. CONTRACT OR GRANT NUMBERt')
Thomas M. Holmes, Ernest S. C. Chin,Paul J. Huang, and Robert E. Pasternak
S. PERFORMING ORGANIZATION NAME AND ADDRESS t1. PROGRAM ELEMENT. PROJECT. TASKAREA S WORK UNI T NUMBERSU.S. Army Materials Technology Laboratory
Watertown, Massachusetts 02172-0001SLCMT-MEM
II. CONTROLLING OFFICE NAME AND ADDRESS 12. REPORT DATE
U.S. Army Laboratory Command September 19922800 Powder Mill Road 13. NUMSER OF PAGES
Adelph4i Maryland 20783-1145 34t4, MONITORING AGEINCY NAME & ADONESS(it dillarent Irom Cona8roltne Offiee) IS. SECURITY CLASS. (of thie report)
Unclassified
tSe. DECL ASSI IC ATI ON/ DOWNGRADINGSCHEDUI.E
I6. DISTRIBUTION STATEMENT (of this Report)
Approved for public release; distribution unlimited.
17. DISTRIBUTION STAtEMENT (of the abstrt enteretd in &lack 20,. it dlihl-., im R.port)
1. SUPPLEMENTARY NOTES
It. KEY WORDS (Contfnuoe on reverse side it nereaary and identity by black number)
20. ABSTRACT (Contiue an retreo side It necessary and donotlir by block numb"r)
.(SEE REVERSE SIDE)
DD I 1473 EDITION OF NOV 65 IS OBSOLETE UNCLASSIFIED
SECURITY CLASSIFICATION OF THIS PAGE ("oen Data Entered)
UNCLASSIFIEDS[•CUMry CLASSIFICArION Of tWIS A&GAt 10%00 0*14 Koet-odi
Block No. 20
ABSTRACT
Aluminum-lithium (Al-Li) alloys with their high strength, high stiffness, andlow density continue to be of great interest to the aerospace industry. Themicrostructure, properties and fracture of 8090-T8771 and WeldaliteTM. 049-T8 Al-Lialloys were studied at MTL in participation with a cooperative round robin sponsoredby the Air Force Advanced Aluminum Alloy Test Program.
Both 8090 and Weldalite Al-Li alloys demonstrate superior strength to weightratios compared to the 2519 and 5083 aluminum armor alloys. The 8090 alloy possessescomparable mechanical and ballistic properties to 2519, while providing an 8%reduction in density. The Weldalite has a comparable density to 2519 but demonstratesimprovements of over 25% in yield strength, ultimate tensile strength and fracturetoughness. Both Al-Li alloys display significantly improved axial fatigue propertiesover 2519. Under static loading, both materials display mixed modes of transgranularshear, microductility and intersubgranular failure. Under ballistic testing, bothalloys display mixed modes of dynamic failure by plugging, spalling anddelamination.
Whether the goal is to reduce weight or to improve strength, Al-Li alloys offersignificant potential for replacing alloys such as 2519 and 5083 as lightweight, high-strength structural armor materials.
UNCLASSIFIEDS9CUMIT• CLASISIF•CAriOu Or wIs PAGE t,•e S.oto. inewoj
Aluminum-lithium (Al-Li) alloys continue to be of great interest to theaerospace industry. High strength, high stiffness, and low density are some of theattractive properties found in Al-Li alloys. Weldability and ballistic protection arealso crucial material properties for applications in a number of Army systems. From1991-1992, the U.S. Army Materials Technology Laboratory (MTL) collaborated withthe Air Force in their Cooperative Test Program on Advanced Aluminum Alloys. TheMTL's participation included testing and evaluation of Al-Li alloys and aluminum-iron alloys. This report covers the experimental results and analysis performed onthe 8090 extrusions and WeldaliteTM 049 plates. The aluminum-iron study will becovered at a later date.
The principle strengthening mechanism in most Al-Li alloys is attributed tothe precipitation of coherent 8' (Al 3 Li) particles. 1-3 These precipitates have slipsystems that are coincident with the matrix and are easily sheared by movingdislocation lines. Once sheared, the reduced flow stress allows for substantial planarslip. As dislocations pile up at the grain boundaries, the resultant stressconcentrations may cause transgranular shear. 1,2 For under- and peak-agedconditions, 8 (.AILi) precipitates at high angle grain boundaries at the expense oflocal 8'. For overaged conditions, 8 also precipitates at low angle boundaries. Thedissolution of 6' precipitates results in precipitate free zones (PFZ's) at the high angleboundaries. PFZ's at low angle boundaries have only been observed for Al-Li alloyswith high Cu:Li ratios. 3 The absence of 8' in the PFZ's causes strain localization inthe vicinity of the grain boundaries and leads to intergranular failure with somemicro dimpling. 2 The presence of PFZ's at sub grain boundaries leads to reductionsin ductility and fracture toughness. 1
The detrimental effects of the 6' PFZ's can be overcome by alloy additions thatlead to coprecipitation of additional phases up to the grain boundary. 4 "7 Additions ofcopper and magnesium lead to solid solution strengthening by uniform dispersionsof 0' (A12Cu) in underaged conditions. The 6' precipitates have also been identified toform rings around the 0' precipitates. 5 For peak aged conditions, incoherentprecipitates such as S' (Al2CuMg) and TI (AI2CuLi) nucleate at subgrain boundariesand dislocations. 2 The fraction of S' and T1 precipitates is enhanced by cold workingdue to the increase in dislocation density. 6 ,7
EXPERIMENTAL PROCEDURES
The 8090 material obtained from the Air Force for evaluation was in the formof an "L"-shaped extrusion with a T8771 temper. Prior to receiving the material, theextrusions were each sectioned into two portions, referred to as the "bar" and"flange" in Figure 1. The flange portion bad a thickness of about 0.5 inch (12.7 mm),while the bar was 1.50 inch (38.1 mm) thick. The WeldaliteTM 049 plates obtainedfrom the Air Force had a thickness of 0.50 inch (12.7 mm) and were heat treated tothe T6 condition. The characterization of these materials consisted of chemicalanalysis, metallography, measurement of mechanical and ballistic properties, and afractographic analysis of the failed specimens.
1
Analytical Methods
Chemical analysis was performed by inductively coupled argon plasmaemission spectroscopy and atomic absorption spectroscopy. The densities of the Al-Lialloys were determined by the Archimedes technique. Microstructuralcharacterization was performed through methods of optical and electron microscopy.Metallographic specimens were prepared and etched with Keller's reagent. Ascanning electron microscope (SEM) equipped with energy dispersive spectroscopy(EDS) was utilized for detailed fractographic analysis.
Mechanical Characterization
Threaded round tensile specimens of 0.25 inch (6.35 mm) diameter were testedto obtain 0.2% offset yield strength, ultimate tensile strength, Young's modulus, andpercent elongation. Specimens were tested on a 20 KIP electromechanicaltension/compression machine with a 5,000-lb load cell at a cross-head speed of 0.02in./min. Testing was conducted in accordance with ASTM Standard B 557-84.8 Shorttransverse specimens could not be obtained for Weldalite due to thickness constraintsof the plates. Short transverse specimens were prepared for the 8090 alloy utilizingsubsized 0.10 inch (2.54 mm) diameter specimens machined from the bar portion ofthe L-shaped extrusions.
Solid cylindrical compression specimens were prepared in 0.5 inch (12.7 mm)diameters with 3:1 length:diameter ratios. Specimens were tested on a 50 KIPelectromechanical tension/compression machine with a 50,000 lb load cell at a cross-head speed of 0.1 in./min. Testing was conducted in accordance with ASTM Standard E9-89.8 Since ductile materials generally do not display a compressive failure load,the tests were terminated after a 5% drop in load. The ultimate compressive strengthwas then determined from the maximum recorded load.
Shear specimens were prepared to the same configuration as the cylindricalcompression specimens. Testing was conducted in accordance with ASTM Standard B565-87.8 The double shear configuration was utilized and the rig was operated undercompression. Specimens were tested on a 50 KIP electromechanicaltension/compression machine with a load cell of 50,000 lbs at a cross-head speed of0.1 in./min.
Fracture toughness compact tension specimens were precracked and tested inaccordance with ASTM Standard E 399-92.8 The crack plane orientation code of thestandard specifies the first letter of a hyphenated code as representing the directionof the tensile axis while the second letter refers to the direction of crackpropagation. Specimens of 0.5 inch (12.7 mm) thickness were prepared in the L-Tand T-L directions. For the 8090 alloy, 0.75 inch (19.06 mm) thick specimens wereprepared in the S-L direction from the bar portion of the extrusion. Specimens weretested on a Servo-hydraulic testing machine at a cross-head speed of 0.1 in./min.
Threaded round axial fatigue specimens with 0.20 inch (5.08 mm) diameterswere prepared in the longitudinal direction. Testing was conducted in accordancewith ASTM Standard E 466-82.8 The specimens were tested under ambient conditions,at a maximum/minimum stress ratio (R) of 0.1. The Weldalite specimens were testedon a Servo-hydraulic testing machine at a test frequency of 10 Hz. The 8090specimens were tested on a Satec rotating mass testing machine at a test frequency of
2
30 Hz. The minor difference in test frequency falls well within the allowable range
of test conditions specified by the standard.
Ballistic Testing
Determination of the V50 ballistic limits against 7.62 mm (.30 caliber ) M2armor piercing (AP) and 12.7 mm (.50 caliber) fragment simulating projectile (FSP)munitions was made in accordance with U. S. Army Test and Evaluation Command TestProcedure 2-2-710 DRSTE-RP-702-101. The V50 ballistic limit is defined as the velocityat which a specific projectile will have a 50% probability of causing perforation of awitness plate behind the test plate. Such perforations may be caused by either theprojectile or by spalling of the armor target itself.
RESULTS AND DISCUSSION
Materials Characterization
1. Chemical Analysis
Table 1 summarizes the chemical analysis of 8090 and Weldalite in comparisonto the 2090 Al-Li alloy. 9 Low Cu:Li and Cu:Mg ratios are observed in 8090.Aluminum-lithium alloys with low Cu:Li ratios have been shown to result in theprecipitation of 8, 8 and T1.5,10 Increasing the magnesium content lowers the Cu:Mgratio and promotes the formation of the S' precipitates. 7 These ratios account for theformation of 8', 8 , TI and S' in 8090, identified in the literature. 2 ,6 ,7
The chemical analysis of Weldalite reveals high Cu:Li and Cu:Mg ratios. HighCu:Li ratios have been demonstrated to lead to the precipitation of 8', 8 and e' at peakaged conditions. 10 Weldalite has been identified as containing S' and e' precipitatesunder natural aging conditions, while T1 is present after artificial aging. 1 1 Theaddition of silver is believed to enhance the nucleation of T1 in Weldalite.
The 2090 alloy previously studied, contains an intermediate Cu:Li ratio and hasbeen identified as containing fractions of T1, 8' and O'-like phase, possibly T2(AI6CuLi3). 12 -14 Both 8090 and Weldalite alloys'exhibit lower iron impurity levelsthan previously detected in 2090. Minor increases in the iron and silicon impuritycontents can result in significant reductions in fracture toughness. 12 ,15
All three Al-Li alloys utilize alloying additions of zirconium to refine the grainsize by the precipitation of P' (AI3Zr) during solutionization. 10- 12 , 16 Dispersed ['particles provide a boundary drag pressure resisting grain growth afterrecrystallization. 17 - 19 The A' precipitates have also been identified as preferentialsites for nucleation and growth of 8' because they possess the same crystalstructure. 2 0 This leads to the frequent observance of 0' rings around P' in 809020,21and 2090.13 The 0' precipitates also form rings around A,'.5 The increase in diameterwith the composite particles results in accelerated aging kinetics in these Al-Lialloys. 2 2
2. Metallography
Composite micrographs of polished and etched Al-Li materials wereconstructed in order to show the aspect ratios of the grains with respect to thelongitudinal (L), transverse (T) and short transverse (S) axes, as defined in Figure 1.The microstructures of the bar and flange portions of the 8090 extruded L-shaped barare revealed, in Figure I-A and B, respectively. Both portions display elongation ofthe grains in the extrusion direction (L). Recrystallization is more pronounced inthe bar portion of the extrusion. The flange portion of the 8090 extrusion has athickness of 0.5 inch and displays an elongation of the grains in both L and Tdirections. This is similar to that observed in the Weldalite plate in Figure 1-C, wherethe longitudinal axis is defined as the rolling direction. The Weldalite plate possessesa significantly smaller grain size and a higher degree of recrystallization thanobserved in either portion of the 8090 extrusion.
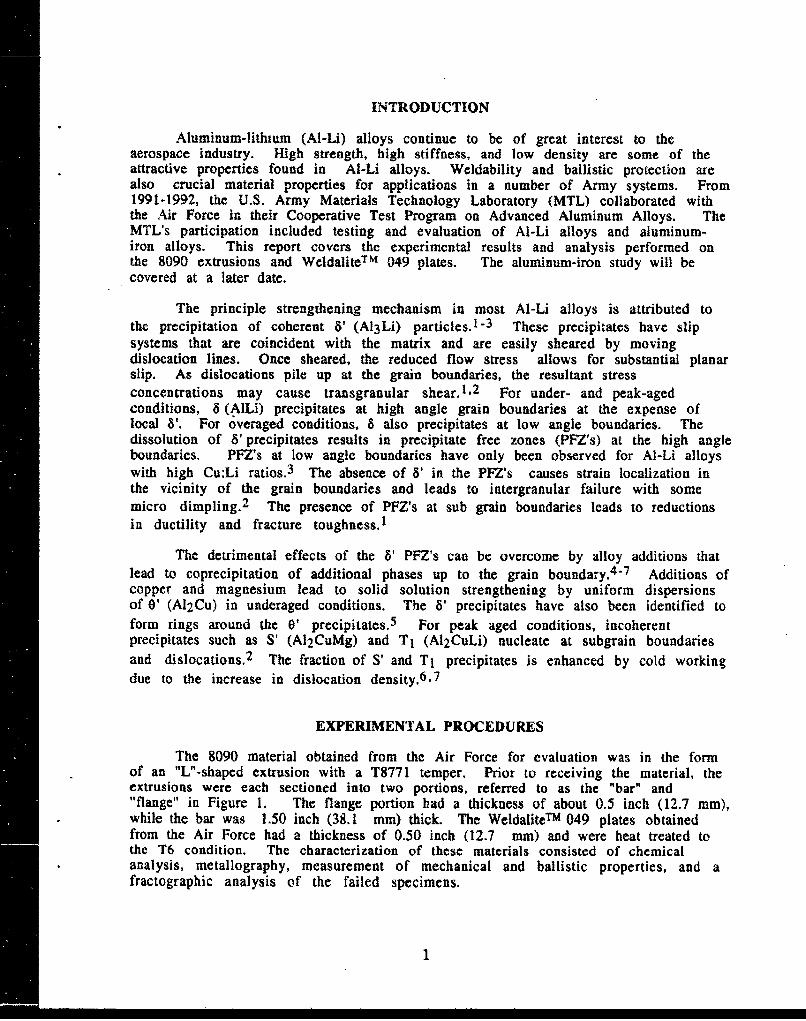
Scanning electron micrographs of 8090 and Weldalite mctallographyspecimens reveal the locations of coarse precipitates within the alloys. The scanningelectron micrograph of 8090 under backscattered electron imaging (BEI) in Figure2-A displays the presence of precipitates located at the boundaries of recrystallizedgrains. Since these precipitates appear darker in contrast than the matrix under BEI,they must be rich in an element of lower atomic weight than the aluminum.Analysis of these precipitates by EDS indicates only the presence of aluminum. TheEDS system is unable to detect elements with atomic weights less than beryllium. Asa result, these Al-Li precipitates identified by BEI and EDS are most likely 5 (AlLi).The large fraction of Al-Li precipitates observed at the boundaries generally indicatethe presence of extensive PFZ's in the alloy.2 ,3
The micrograph of Weldalite in Figure 2-B reveals the presence of strings ofprecipitates decorating grain and subgrain boundaries. These Al-Cu-Fe richparticles, as indicated by EDS, may be Cu2FeAI7 precipitates identified in theliterature. 13 , 15 Second phase stringers of particles larger than one micron areknown to act as nucleation sites for high angle subgrains. 17 -18
Static Behavior
1. Mechanical Properties
For purposes of this evaluation, the mechanical properties of the Al-Li werecompared to those of 2519 and 5083 aluminum armor alloys. These results arepresented below in Table 2 with respect to the specimen orientation. The data sheetsfor mechanical testing are presented in Appendices A (8090) and B (Weldalite). The8090 extrusions exhibited slight improvements in ultimate tensile strength and
4
(A) -~200 m
BarTL
Flange -"0.5w
extrusion or rolling direction; (A) 8090 extrusion, bar section, (B3) 8090 extrusion, flangesection, and (C) Weldalite plate.
5
Figure 2. SEM micrographs revealirig locatins of coarse precqi.taui JA) backscattoredelectron image of 8090 with AM-Li precipitates at boundwanes aid (B) secondary electronimago of Waldalite with Al-Cu-Fe precipitates at boundaties.
6
fracture toughness over 2519 Al, while providing an 8% reduction in density. The8090 specimens did exhibit a significant reduction in ductility as well as a slightreduction in yield strength. The maximum compressive and tensile strengths of the8090 alloy are very similar, with the exception of the short transverse orientations.
Weldalite plates demonstrated improvements of over 25% in yield strength,ultimate tensile strength and fracture toughness compared with 2519 Al. whileproviding a 3% reduction in density. The Weldalite displayed the highest shearstrengths of the three Al-Li alloys and exhibited maximum compressive strengthswell in excess of the tensile strengths for the respective specimen orientations.
Similar properties were observed for 2090-T8 plates where improvements ofover 25% in yield strength and ultimate tensile strength, and also 10% in fracturetoughness were obtained over 2519-T8 Al while providing a 7% reduction indensity. 9 , 12 . 13 The only significant drawbacks of the 2090 alloy are the 'reduction inductility and short transverse fracture toughness compared to 2519 Aluminum.
Axial fatigue properties of the Al-Li alloys -ire pr-sented as S-N curves inFigure 3 in accordance with ASTM E 468-82, and are compared to 2090-T81 9 and 2519-T87. 2 3 The curves are plotted to indicate the 50% survivability of the mat.rial -hcfatigue limit, Sf, is defined as the limit these curves attain as the specimens begin torunout. All three Al-Li alloys demonstrate significantly improved fatigue life overthe 2519 aluminum alloys. The Weldalite, 2090 and 8090 alloys exhibit improvementsin the fatigue limit of 150%, 100% and 50%, respectively over 2519. The relative
7
80O-so-ALLOY Su (ksi) Sf (kMi)
70 A A Weldalite-T6 88.2 44A 2090-T81 [9] 84.9 38"" 8090-T8771 70.7 27
"60 A * 2519-T87 [23] 67.4 18Open symbols did not fail (Runouts)
Figure 3. Smooth axialstress fatigue (S-N) data for 8090-T8771, Weldalite-T6 and2090-T819 aluminum-lithium alloys with respect to 2519-T87 aluminum. 23
8
fatigue resistance of these alloys correlates very well with the ranking of therespective ultimate tensile strengths.
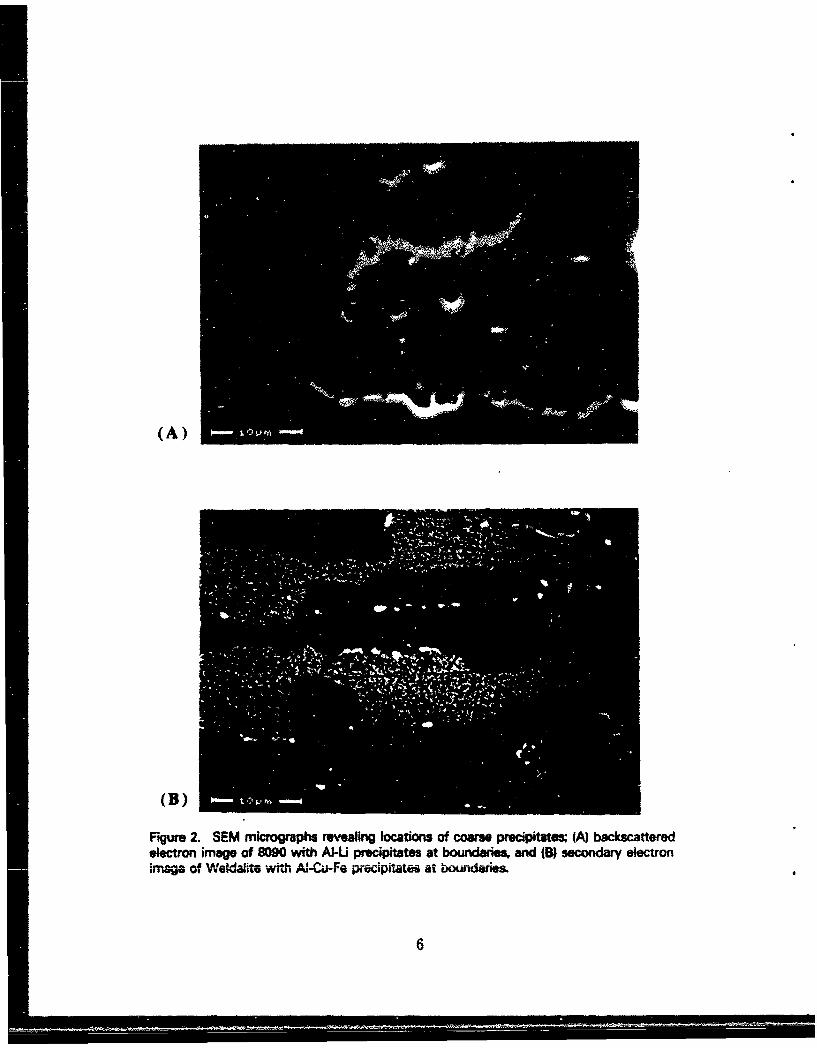
The 8090 L-T and T-L fracture toughness specimens failed to satisfy the sharp-crack tip condition established by ASTM E 399 for the size specimens utilized,specifying that:
a and B < 2.5(KQ/OyS) 2
where a is the initial crack length, B is the specimen thickness and O ys is the 0.2%offset yield strength in the direction of the tensile axis. The conditional fracturetoughness result (KQ) is calculated from E 399-A4.5 for compact tension specimens.Although the specimens failed the criteria for a valid KIC test, the fraction of obliqueshear at the edges of the L-T and T-L specimens is minimal, such that the KQ valuespresented should closely approximate the plane-strain condition. These criteria aresatisfied for the larger S-L specimens, thus validating the KIC values. For theWeldalite alloy, the plane-strain criteria are satisfied only for the L-T specimens.
2. Failure Mechanisms
The 8090 tensile specimens fractured under mixed modes of transgranularshear and intergranular failure, as depicted by the micrograph in Figure 4-A.Elongated primary grains failed by transgranular shear while recrystallized regionsfailed predominantly by an intergranular mechanism. Such mixed modes of failureare common in Al-Li alloys. 2 ,4.10, 13 . 14 The mixed modes of failure are particularlyprevalent in extruded Al-Li alloys, where the fracture mode progresses fromintergranular to transgranular as the processing temperature compensated strainrate is decreased. 2 4 For underaged conditions, failure has been shown to occurprimarily by transgranular shear as the S' and TI fractions are too low to prevent
strain localization. 6 ,7, 2 5 The coarsening of equilibrium precipitates at grainboundaries and the widening of PFZ's during over aging lead to extensiveintergranular failure and a reduction in ductility. 2 . 7 , 2 5
The presence of micro dimpling in the regions of transgranular shear can beobserved in Figure 4-B. Transgranular shear with micro dimpling has beenpreviously identified for peak and slightly overaged conditions in Al-Li alloys ofcompositions similar to 8090.6 Some recrystallized grains were identified as failingin a brittle mode, initiating at Al-Li inclusions, as depicted in Figure 4-B. Secondarycracking was also noted in the recrystallized regions to follow paths rich in Al-Liprecipitates. For other Al-Li alloys, secondary cracking has been attributed to thepresence of coarse precipitates and the resulting PFZ's at subgrain boundaries. 2 5Low ductility and fracture toughness in the short transverse direction are alsoattributed to weak boundaries in the rolling or extrusion plane. 2 6
Weldalite tensile specimens also demonstrated mixed modes of failure aspresented in Figure 5-A. Transgranular shear of primary grains and e tcnsivemicrevoid coalescence initiating at clusters of Al-Cu-Fe precipitates were identified.Similar results have been observed in 2090 with microvoid coalescence aroundCu2FeAi 7 particles. 1 3 A closer examination indicates that the transgranular shearoccurs along subgrains parallel to the rolling direction, and steps to adjacentsubgrains. The BEI micrograph in Figure 5-B reveals that these steps are initiated by
(A)W
Figure 4. SEM micrographs depicting failure modes of 809 tensile IL) spe-cimns;(A) mixed modes of transgranular shear and inteigranular failure, and (a) brittle fracture ofrecrystallized grain initiating at Al-L precipitates.
10
Figure S. SEM micrographs depicting failure modes in Wekialite tensile ()specimens;(A) mixed transgranular shear and ductile sheor lips, and (B) microvoid coallescans. atsubgrain boundaries leading to steps.
multiple Al-Cu-Fe precipitates. Failure in Al-Li alloys has been shown to occurpredominantly along grain boundaries parallel to the rolling direction with steps toadjacent planes. These steps initiate at intersecting grain boundaries and shearbands by a ductile failure mechanism. 2 6 Many of the recrystallized grains inWeldalite failed in a brittle manner, also initiating at multiple Al-Cu-Fe precipitates.
Dynamic Behavior
1. Ballistic Properties
Both 8090 extrusions and Weldalite plates provided enhanced ballisticperformance over 2519 and 5083 Al alloys. The V5 0 ballistic limits against AP and FSPprojectiles at 0' obliquity are plotted versus armor demand in Figures 6 and 7,respectively. The armor demand is cmperically derived as the areal density, PA(lb/ft2), divided by the projectile diameter, d (in.):
armor demand PA /d (tl/ft2 )in.
The areal density is defined as is the target thickness, t (ft), multiplied by the density
of the alloy, p (lb/ft 3 ):
PA=-- t "P (lb/ft2)
For a given material, the ballistic data for different caliber projectiles superimposeon single curves for either AP or FSP projectiles when plotted against armor demand.This technique allows designers to evaluate ballistic performance as a function ofprojectile type rather than for individual caliber munitions. The AP and FSPprojectile diameters are included as inserts in the plots. Ballistic data for 2519 and5083 are included as the high and low ends of aluminum alloys currently beingconsidered for structural armor applications. 2 7
Against AP projectiles (Figure 6), the Weldalite plates consistentlydemonstrated ballistic limits (V5 0 ) about 10% in excess of the mean values for the2519 aluminum alloy. Data for Weldalite plates supplied by the manufacturer alsoagrees with this trend. 28 The 8090 extrusions demonstrated V50 data slightly lowerthan the mean values for 2519, while 8090 plates 29 yielded ballistic limits just abovethe 2519. The dynamic performance of these alloys under ballistic testing correlateswith the ranking of yield strengths obtained under static loading rates in Table 2.Against the FSP projectiles (Figure 7), there appeared to be little difference betweenthe Al-Li and aluminum alloys. The 2090-T8E48 Al-Li alloy also demonstrates similarballistic limits against the FSP projectiles. 1 3
2. Failure Mechanisms
Figures 8-A and B indicate that penetration of 12.7 mm FSP projectiles resultedin mixed modes of dynamic failure by plugging and delamination mechanisms. Theseoptical micrographs display penetration cross-sections still containing the plugs.Upon impact by a blunt projectile (FSP), strong compressive waves propagatethrough the target and reflect as tensile waves. 3 0 Failure generally occurs as theintensity of the tensile wave exceeds the dynamic ultimate tensile strength of the
12
3500-
3000 R 7.62 mm M2-AP 0.243
12.7 mm M2-AP 0.428
01500.-
1000 ,. -40 Weidalite 7.62 mm M2-AP,.- o Weldalite 7.62 & 12.7 mm M2-AP
0 8090 (Extr.) 7.62 mm M2-AP*0 8090 7.62 & 12.7 mm M2-AP [29]... 5083 7.62 & 12.7 mm M2-AP [27]
-- ~Figure 7. Rallistic limit (V50) vensus arrno• demand at 00 oblkiquity- against fragment simulating projectiles (FSP).
14
(A)
(B)
Figure 8. Optical micrographs of 12.7-mm FSP penetration cross sections at lower projectilevelocities; (A) plugging and delamination of 8090 extrusion, and (B) plugging and steppedcracking of Weldalite plate.
15
material. In aluminum alloys, plugging is attributed to narrow bands of intenseplastic strain along planes of maximum shear stress or minimum strength.
The cross-section of the 8090 specimen in Figure 8-A displays significantdelamination initiating at the plug interface and extending in the longitudinal andtransverse directions. Higher projectile velocities and thicker 8090 targets, lead toincreased delamination as the projectile exited the material. Extensive delaminationwas also obtained in ballistic testing of 2090-T8E48 plates.1 3 In overaged conditions,delamination of 8090 flat tensile specimens with polished surfaces were identified asinitiating at grain boundary precipitates. 3 0
The cross-section of the Weldalite specimen in Figure 8-B reveals substantiallyless delamination although the presence of stepped cracks at a 451 angle from theprojectile axis can be observed. This is similar to the failure mechanismidentified under static testing whefe fracture occurred along boundaries parallel tothe rolling plane and stepped to boundaries on adjacent planes. For thicker Weldalitetargets, stepped cracks propagated to the surface, resulting in spalling. Spalling isknown to occur primarily in materials that demonstrate compressive strengths wellin excess of the ultimate tensile strengths. 3 1 Such a difference was obtained forWeldalite under static loading conditions as observed in Table 2.
Examination of the spalled and delaminated fracture surfaces by SEM revealssome differences in failure mechanisms between dynamic and static testingconditions. Both Al-Li alloys still exhibit extensive areas of flat transgranular shearbut Figures 9-A and B also reveal an intersubgranular failure mode along low angleboundaries. In addition, the Weldalite spalled surface demonstrates a stepping of thetransgranular shear between adjacent grains parallel to the rolling plane.
CONCLUSIONS
1. Both 8090-T8771 and Weldalite-T8 Al-Li alloys demonstrate superior strengthto weight ratios compared to the 2519-T87 and 5083-H131 aluminum alloys. The 8090possesses comparable mechanical properties while providing an 8% reduction indensity over 2519. The Weldalite has a comparable density as 2519 but demonstratesimprovements of over 25% in yield strength, ltimate tensile strength and fracturetoughness.
2. The two Al-Li alloys display significantly improved axial fatigue propertiesover 2519-T87 and 5083-H131 aluminum plates. The Weldalite plates and 8090extrusions demonstrated an increase in excess of 150% and 50%, respectively, in thefatigue limit compared to 2519.
3. Both 8090 and Weldalite provide ballistic properties comparable to the 2519and 5083 aluminum alloys against both AP and FSP projectiles. Both Al-Li alloys fallwithin the range of scatter for the 2519 alloy, yet above the range of the 5083 data.
16
F"g~ S. SEM micwgaphs of fractuire surfaces of bw'ilStic targets revealing transgranularsheaw with intersubgranuiar failure Wiong low anoe boundaries; (A) 8090 delaminationfracture surface, and (B) Weldsllte **Il fracture surface.
17
RECOMMENDATIONS
Whether the goal is to reduce weight or to improve strength, Al-Li alloys offersignificant potential for replacing alloys such as 2519 and 5083 as light-weight,high-strength structural armor materials. The limited ballistic data of this studyindicates that these Al-Li alloys possess ballistic limits equal to or greater than whatis currently being considered for aluminum armor materials. Establishment of amore extensive data base on the ballistic performance as well as optimization offactors that minimize plugging, delamination or spalling is strongly recommended.
18
APPENDIX A. 8090 TESTING DATA
Appendix A.1 8090 Tensile Testing
8090 Extrusion T-8771
Tensile TestingASTM B 557: Tension Testing Wrought and Cast Aluminum- and Magnesium-
Equipment: 20 KIP Electromechanical Tension/Compression MachineLoad Cell: 5,000 lb (1,000 lb for [S] specimens)Cross-Head: 0.02 in/minStrain Gages: V" 10% for [LI and [T] specimens, 0.5" 10% for [S] specimens
Remarks:ASTM B 557 recommends not to compare values of % Elongation for subsizedspecimens.(a) Specimens sheared at a 450 angle to the tensile axis.(b) Specimens sheared along two planes intersecting to form a "V" surface.
24
Appendix B.2 Weldalite Compression Testing
"Weldalite T-8 Plates
Compression TestingASTM E 9: Compression Testing of Metallic Materials at Room Temperature.
Remarks:(a) Specimen Run out in excess of 10,000,000 cycles.
28
REFERENCES
1. SANDERS, T. H., Jr. and STARKE, E. A., Jr., Acta Met., Vol. 30, 1982, p. 927.
2. DOORBAR, P.J. , BORRADAILE, J.B., and DRIVER, D., Evaluation of Aluminium-Lithium-Copper-Magnesium-Zirconium Alloy as a Forging Material, ALithium Alloys Ill. Ed. by C. Baker, The Institute of Metals, 1986, p. 496.
3. TOSTEN, M. A., VASUDEVAN, A. K., and HOWELL, P. R., Grain Boundary Precipitationin Al-Li-Cu Alloys, Aluminium-Lithium Alloys III. Ed. by C. Baker, The Institute ofMetals, 1986, p. 490.
4. ASHTON, R. F., THOMPSON, D. S., STARKE, E. A.,Jr., and LIN, F. S., Processing Al-Li-Cu-(Mg) Alloys, Aluminium-Lithium Alloys II Ed. by C. Baker, The Institute of Metals,1986, p. 66.
5. TOSTEN, M. H., VASUDEVAN, A. K. and HOWELL, P. R., Microstructural Developmentin Al-2%Li-3%Cu Alloy, Aluminium-Lithium Alloys III, Ed. by C. Baker, The Instituteof Metals, 1986, p. 483.
6. AHMAD, M. and ERICSSON, T., Coarsening of 6' T1, S' Phases and MechanicalProperties of Two Al-Li-Cu-Mg Alloys, Alumiaium-Lithium Alloys HIl. Ed. by C. Baker,The Institute of Metals, 1986, p. 509.
7. MEYER, P. and DUBOST, B., Production of Aluminium-Lithium Alloy with HighSpecific Properties, Aluminium-Lithium Alloys IU. Ed. by C. Baker, The Institute ofMetals, 1986, p. 37.
8. "Metals- Mechanical Testing; Elevated and Low-Temperature Tests; Metallography".Metals Test Methods and Analytical Procedures, Annual Book of ASTM Standards, Vol.03.01, ASTM, Philadelphia, PA, 1992.
9. BUCCI, R. L., MALCOLM, R. C., COLVIN, E. L., MURTHA, S. J., and JAMES, R. S.,Cooperative Test Program for the Evaluation of Engineering Properties of Al-Li Alloy2090-T8X Sheet, Plate, and Extrusion Products, Naval Surface Warfare Center, NSWC TR89-106, September 1989.
10. LAVERNIA, E. J., SRIVATSAN, T. S., and MOHAMED, F. A., Strength, Deformation,Fracture Behavior and Ductility of Aluminium-Lithium Alloys, J. Mater. Sci., 25, 1990,p. 1137.
11. PICKENS, J. R., HEUBAUM, F. H., LANGAN, T. J., and KRAMER, L. S., AI--4.5-6.3 Cu--1.3 Li--0.4 Ag--0.4 Mg--0.14 Zr Alloy WeldaliteTU 049, Aluminum-Lithium Alloys- 5, Ed.by T. H. Sanders Jr. and E. A. Starke Jr., Materials and Component EngineeringPublirations Ldt., Birmingham, UK, 1989, p. 1397.
12. BRETZ, P. E. and SAWTELL, R. R., 'Alithite' Alloys: Progress, Products andProperties, Aluminium-Lithium Alloys I, Ed. by C. Baker, The Institute of Metals,1986, p. 47.
29
13. CHIN, E. S. C., CAPPUCCI, M. R.., HUTE, R. M., and PASTERNAK, R. E., Evaluatzon of2090-T8E48 Aluminum-Lithium Plates, U.S. Army Materials Technology Laboratory,MTL 'PR 89-97, November 1989.
14. BUSCEMI, C. D. and CHIN, E. S. C., Characterization of X2090 Al-Li Alto, U.S. ArmyMaterials Technology Laboratory, MTL 'PR 88-26, September 1988.
15. REYNOLDS, M. A., GRAY, A., CREED, E., JORDAN, R. M., and TITCHENER, A. P.,Processing and Properties of Alcan Medium and High Strength Al-Li-Cu-Mg Alloys inVarious Product Forms, Aluminium-Lithium Alloys Ill Ed. by C. Baker, The instituteof Metals, 1986. p. 57.
16. BULL, M. J. and LLOYD, D. I., Textures Developed in Al-Li-Ca-Mg Alloy,Aluminium-Lithium 4lloys HI Ed. by C. Baker, The Institute of Metals, 1986, p. 402.
17. WERT, J. A., Thermomechanical Processing of Heat-Treatable Aluminum Alloysfor Grain Size Control, Microsti�uctural Control in Aluminum Alloys: Deformation.Recovery and Recrystallization. Ed. by E. H. Chia and H. J. McQueen, The MetallurgicalSociety, 1986, p. 67.
18. LLOYD, D.J., The Influence of Particles and Deformation Structure onRecrystallization, Microstructural Control in Aluminum Alloys: Deformation.Recovery and Recrystallization Ed. by E. H. Chia and H. 1. MeQucen, The MetallurgicalSociety, 1986, p. 45.
19. WILLIAMS, I. C. and STARKE, E. A., Jr., The Role of The rmomechanical Processingin Tailoring the Properties of Aluminum and Titanium Alloys, �frnaa.Lio.nProcessing and Structure. Ed. by 0. Krauss, Americal Society of Metals, 1982, p. 279.
20. BALL, M. D. and LAGACE, H., Characterization of Coarse Precipitates in OveragedAl-Li-Cu-Mg Alloy, Aluminium-Lithium Alloys III Ed. by C. Baker, The Institute ofMetals, 1986, p. 555.
21. MALTS, 'P., Characterization of Lithium Distribution in Aluminum Alloys,Aluminium-Lithium Alloys III Ed. by C. Baker, The Institute of Metals, 1986, p. 347.
22. GU, B. P., MAHALINGHAM, K., LIEDL, G. L., and SANDERS, T. H.,Jr., The (5� (AI3Li)Particle Size Distributions in a Variety of Al-Li Alloys. Aluminium..Lithium Alloys III,Ed. by C. Baker, The Institute of Metals, 1986, p. 360.
23. DELUCA, E. and ANCTIL, A., Laminate Armor for Light Combat Vehicles. U.S. ArmyMaterials Technology Laboratory, MTh TR 86-14, April 1986.
24. SHEPPARD, T., ZARDI, M. A., TUTCHER, M.G., and PATERSON, N.C., On theDevelopment of Structure During the Extrusion Process, Microstructural Control inAluminum Alloys: Deformation. Recovery �nd Recrystallization, Ed. b� E. H. Chi4 andH. J. McQueen, The Metallurgical Society, 1986, p. 123.
25. JATA, K. V. and STARKE, E. A.,Jr., Fatigue Crack Growth and Fracture ToughnessBehavior of Al-Li-Cu Alloy, Aluminium-Lithium Alloys III, Ed. by C. Baker, TheInstitute of Metals, 1986, p. 247.
30
26. MILLER, W. S., THOMAS, M. P., LLOYD, D. J., and CREBER, D., Deformation andFracture in Al-Li Base Alloys, Aluminium-Lithium &Ayllo-M1, Ed. by C. Baker, TheInstitute of Metals, 1986, p. 584.
27. AMOS, C., Unpublished Research, U.S. Army Materials Technology Laboratory.
28. PICKENS, J. R., Weldalitemu Alloys for Ground Vehicles, Technical Data Package,Martin Marietta Laboratories, Baltimore, MD.
29. WANG, W. and BECK, J., Unpublished Research, U.S. Army Materials TechnologyLaboratory.
30. VERDU, C., GENTZBITTEL, J. M., and FOUGERES, R-, A Microstrnwtural Study ofIntergranular Fracture in a 8090 Al-Li Alloy, Aluminum-Lithium Al oys-5, Ed. by T. H.Sanders Jr. and E. A. Starke Jr., Materials and Component Engineering PublicationsLdt., Birmingham, UK, 1989, p. 899.
31. ZUKAS, J1. A., Penetration and Perforation of Solids, IM~Iat L. amics, Ed. by J. A.Zukas, T. Nicholas, H. F. Swift, L. B. Grerszcuk, and D. R. Curranjohn Wiley & Sons,Inc., New York, 1982, p. 155.4
31
DISTRIBUTION LIST
No. ofCoi .. .To
1 Office of the Under Secretary of Defense for Research and Engineering, The Pentagon, Washington, DC 20301
£ Commander, U.S. Army Laboratory Command, 2800 Powder Mill Road, Adelphi, MD 20783-11451 ATTN: AMSLC-M-TL1 AMSLC-CT
Commander, Defense Technical Information Center, Cameron Station, Building 5, 5010 Duke StreetAlexandria, VA 22304-6145
2 ATTN: DTIC-FDAC
1 MIA/CINDAS, Purdue University, 2595 Yeager Road, West Lafayette, IN 47905
Commander, Army Research Office, P.O. Box 12211, Research TrIangle'Park, NC 27709-22111 ATNK Information Processing Office
Commander, US. Army Materiel Command, 5001 Eisenhower Avenue, Alexandria, VA 223331 ATTN: AMCSCI
Commander, U.S. Army Material Systems Analysis Activity, Aberdeen Proving Ground, MD 210051 ATTN: AMXSY-MP, H. Cohen
Commander, U.S. Army Missile Command, Redstone Scientific Information Center,Redstone Arsenal, AL 36898-5241
1 ATTN AMSMI-RD-CS-R/DocI AMSMI-RLM
Commander, U.S. Army Armament Munitions and Chemical Command, Dover, NJ 078012 ATTN: Technical Library
Commander, US. Army Natick Research, Development and Engineering Center,Natick, MA 01760-5010
1 ATTN: Technical Library
Commander, U.S. Army Satellite Communications Agency, Fort Monmouth, NJ 077031 ATTN: Technical Document Center
Commander, U.S, Army Tank-Automotive Command, Warren, Ml 4839750001 ATTN: AMSTA-ZSKI AMSTA-TSI Technical Library
Commander, White Sands Missile Range. NM 880021 ATTN: STEWS-WS-VT
President. Airborne, Electronics and Special Warfare Board, Fort Bragg, NC 283071 ATTN: Library
Director, U.S. Army Ballistic Research Laboratory, Aberdeen Proving Ground, MD 210051 ATTN: SLCBR-TSB-S ISTINFO)
Commander, Dugway Proving Groaud, UT 840221 ATTN: Technical Library, Technical Information Division
Commander, Harry Diamond Laboratories, 2800 Powder Mill Road, Adelphi, MD 207831 ATTN: Technical Information Office
Dliector, Baent Weapons Laboratory, LCWSL, USA AMCCOM, Watervie, NY 121891 ATTN: AMSMC-.CB-TL1 AMSMC-LCB-R1 AMSMC-LCB-RM1 AMSMC-LCB-RP
Commander, U.S. Army Foreign Science and Technology Center, 220 7th Street, N.E.,Charlottesville, VA 22901-5396
Commander, U.S. Army Aeromedical Research Unit, P.O. Box 577, Fort Rucker, AL 363601 ATTNN: Technical Ubrary
No. of
Commander. U.S Army Aviation Systems Command. Aviation Reumch and Technology Activity,Aviation Applied Technology Directoate, Fort Eusti VA 238045577
1 ATTN. SAVD,-E-M4A
US Army Avitin Triing Library, Ror cker, AL 303601 ATTNt Building 590697
ConrMnendWr. U.S. Army Agency for Aviation Safety, Fort Rucker, AL 363621 ATTIt Technicl Lbary
ConVnmder. USAC(C Air Defens AgOency, Fort Bls, TX 799161 ATTN: Technical Libay
Comiander, Carke Engineer School Library, 3202 Nebraska Ave., N, Ft. Leonard Wood. MO 66473-01 ATTN: Library
Commande, U.S. Army Engineer Waterways Experient Statio, P.O. Box 631, Vlcksburg, MS 391801 ATT1' Research Center Ubrery
Commadan U.S Army Q UrastOr School, Fort Lee, VA 238011 ATTN- Ouarttermastr School Library
Naval Research Laboratory, Washingt, DC 203751 ATT. Code 58302 Dr. G. R. Yoder - Code 6384
Chief of Naval Reseach, A&4to VA 222171 ATTIN Code 471
I Edward J. Mornissay, WRDC/MLTE, Wright-Patterson Air Force Base, OH 454334523
Commander, U.S. Air Force Wright Research & Development Center,WVrght4tWon Air Force Beat OH 45433-523
I ATTN: WROCAOIWIP, M. Fome, Jr.1 WRC LBC, Mr. Stanley Schulman
NASA - MWh Space Flight Centr, MS-C, AL 358121 ATTt: Mr. Pau Schuer 1EHOl
U.S& Department of Cmurerce. National Institute of Stanxfads awW Technology, Gaitherbug MD 20689I ATTfi Stephen M. H"n Chief, Ceramics Division Institute for Material Science and Engineering
1 Commtee on Mai Strcus Mari-eBolrd. Ntional Research Council 2101-Constifttion Avenue, N.W.,Washington, DC 20418
1 MaNts Sciences COrPa Suite 250, 500 Office Center Drie. Fort Wasfungt.o, PA 19034-3213
1 Charles Stak Drap Laboratory, 88 Albany Stre Cambrdge, MA 02139Wyman-ordon Coany. Worcester, MA 01601
I ATTN: Tecdhical Library
Gera lDynrntica, Convair Aerospac Division P.O. Box 748, Forth Worth, TX 761011 ATt Mfg. Egni Technical Library