32
Simulation tools for optimum water management in industry Paloma Grau Girona, 7 th February, 2014

Simulation tools for optimum water management in industry
Paloma Grau Girona, 7th February, 2014

Current situation in water management in industry In major water-consuming industries water is used in an inefficient manner
Industries seek more efficient water management solutions:
Changes in the production processes
Water reuse
Water recycling by using novel wastewater treatment technologies
Introduction
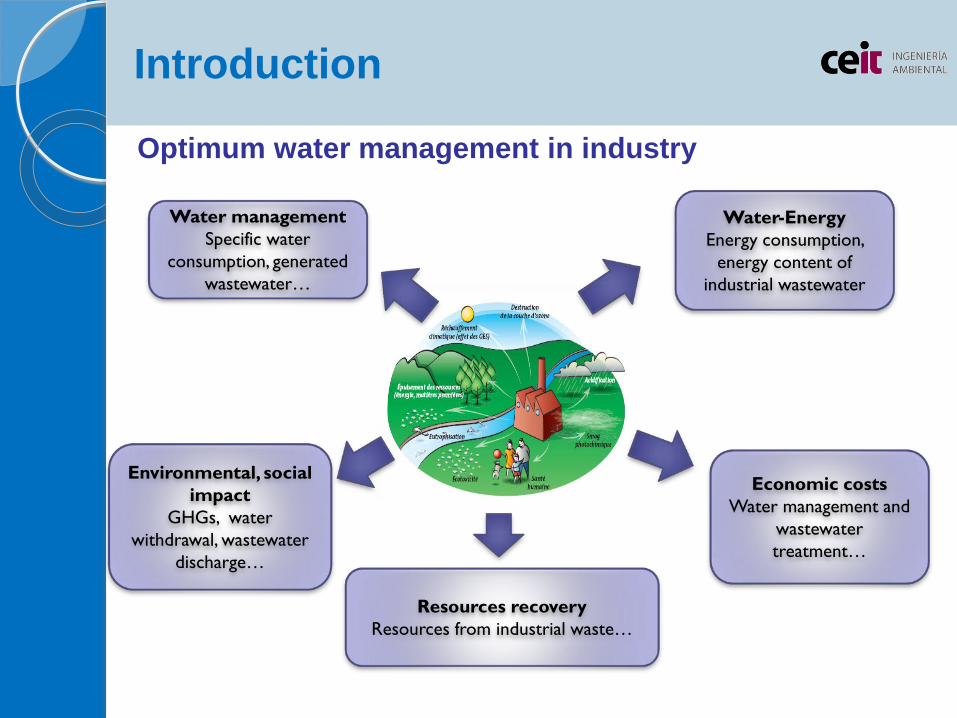
Optimum water management in industry
Introduction
Water management Specific water
consumption, generated wastewater…
Water-Energy Energy consumption,
energy content of industrial wastewater
Economic costs Water management and
wastewater treatment…
Environmental, social impact
GHGs, water withdrawal, wastewater
discharge…
Resources recovery Resources from industrial waste…

Main goal of the project: Development of novel technologies, tools and methodologies for sustainable water management and minimizing water consumption in 4 water consuming industries: paper, textile, food and chemical. CEIT-DHI: development of a simulation tool able to describe water networks in these sectors and obtain optimum solutions (WESTforINDUSTRY)
EU AquafitForUse project

I EU AquafitForUse project
5
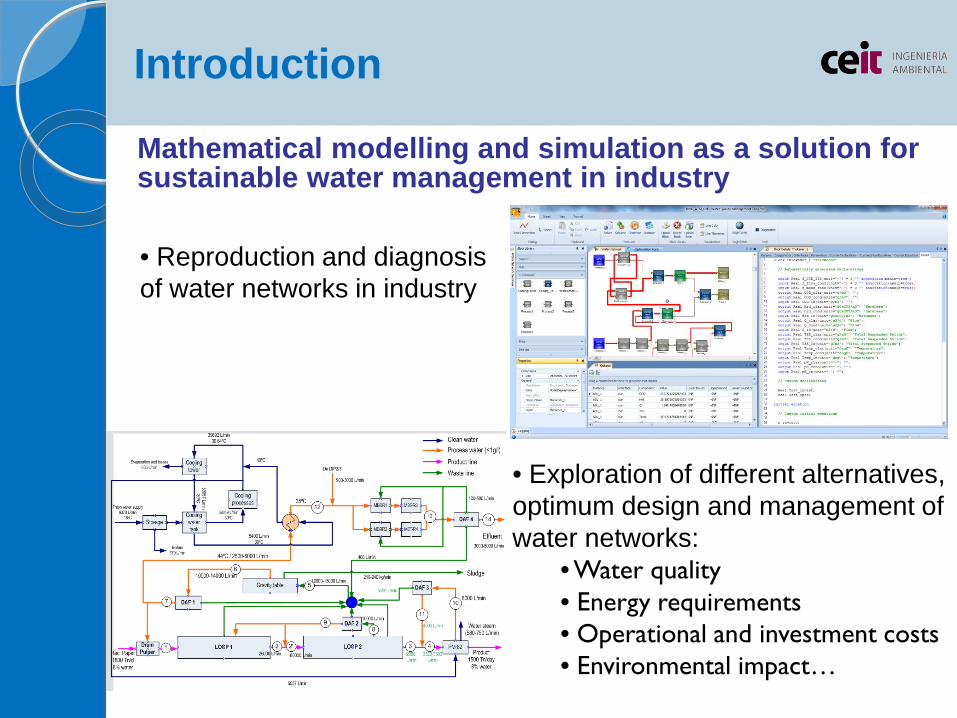
Mathematical modelling and simulation as a solution for sustainable water management in industry
Introduction
• Reproduction and diagnosis of water networks in industry
• Exploration of different alternatives, optimum design and management of water networks:
• Water quality • Energy requirements • Operational and investment costs • Environmental impact…
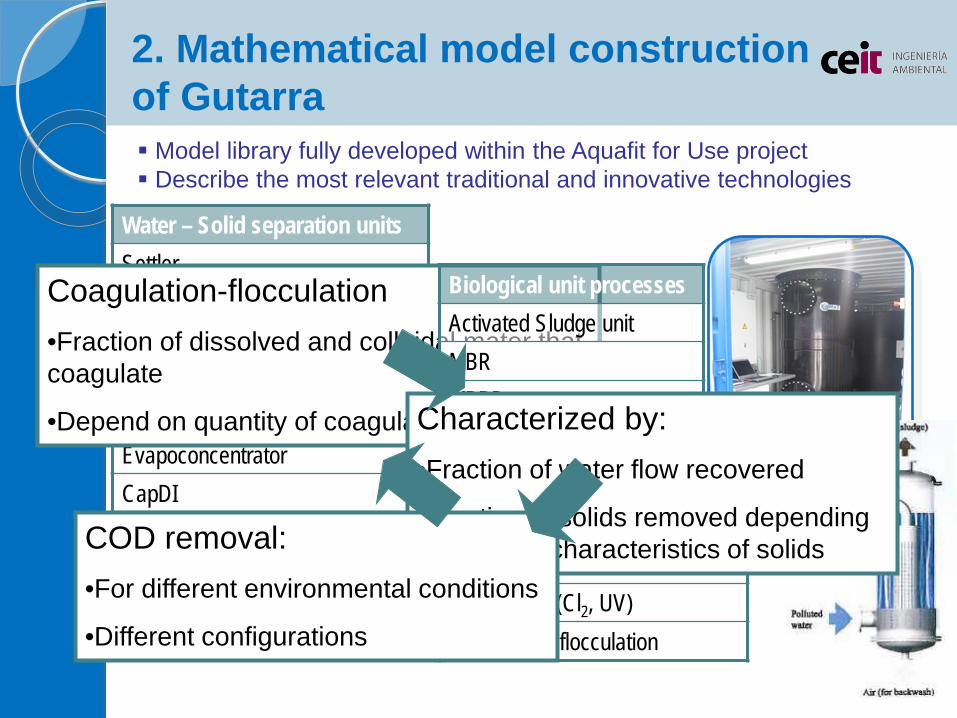
2. Mathematical model construction of Gutarra Model library fully developed within the Aquafit for Use project Describe the most relevant traditional and innovative technologies
Water – Solid separation units Settler DAF (dissolved air flotation) MF, UF NF, RO 3FM (flexible fibre filter module) Evapoconcentrator CapDI FACT (filtration assisted crystallization technology) Electrodialysis
AOP •Inert matter transformed into biodegradable
•Dependent on O3 concentration
Disinfection •Pathogen removal
•Represented by Chick’s law
Coagulation-flocculation •Fraction of dissolved and colloidal mater that coagulate
•Depend on quantity of coagulant added
Chemical unit processes Advanced oxidation Disinfection (Cl2, UV) Coagulation-flocculation
Biological unit processes Activated Sludge unit MBR MBBR Anaerobic unit (UASB) Denutritor
Characterized by: •Fraction of water flow recovered
•Fraction of solids removed depending of physical characteristics of solids COD removal:
•For different environmental conditions
•Different configurations
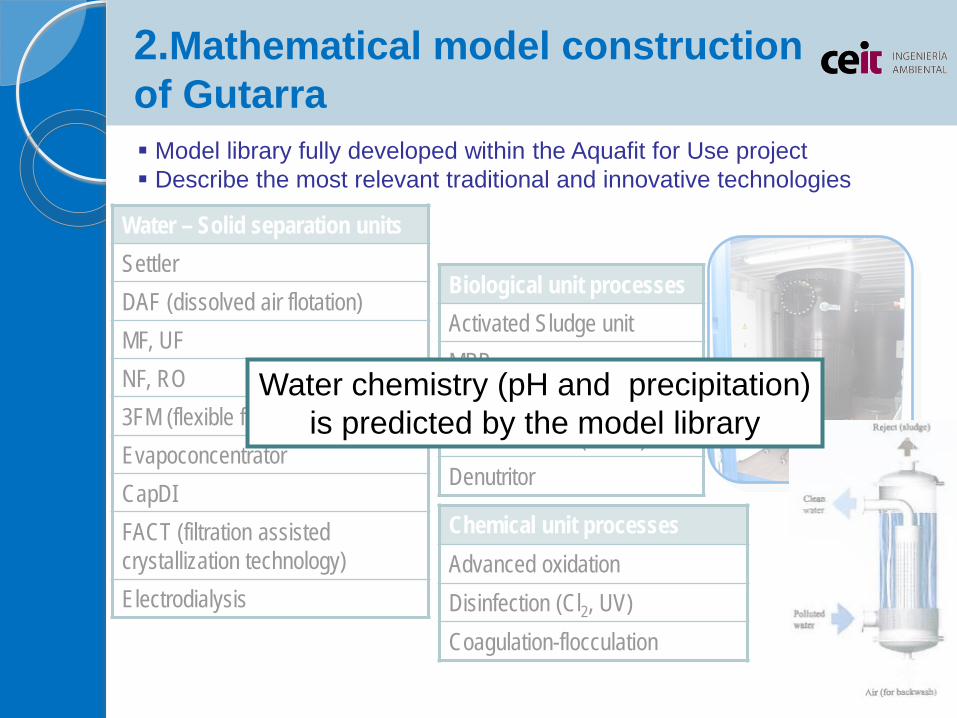
Model library fully developed within the Aquafit for Use project Describe the most relevant traditional and innovative technologies
Water – Solid separation units Settler DAF (dissolved air flotation) MF, UF NF, RO 3FM (flexible fibre filter module) Evapoconcentrator CapDI FACT (filtration assisted crystallization technology) Electrodialysis
Chemical unit processes Advanced oxidation Disinfection (Cl2, UV) Coagulation-flocculation
Biological unit processes Activated Sludge unit MBR MBBR Anaerobic unit (UASB) Denutritor
Water chemistry (pH and precipitation) is predicted by the model library
2.Mathematical model construction of Gutarra
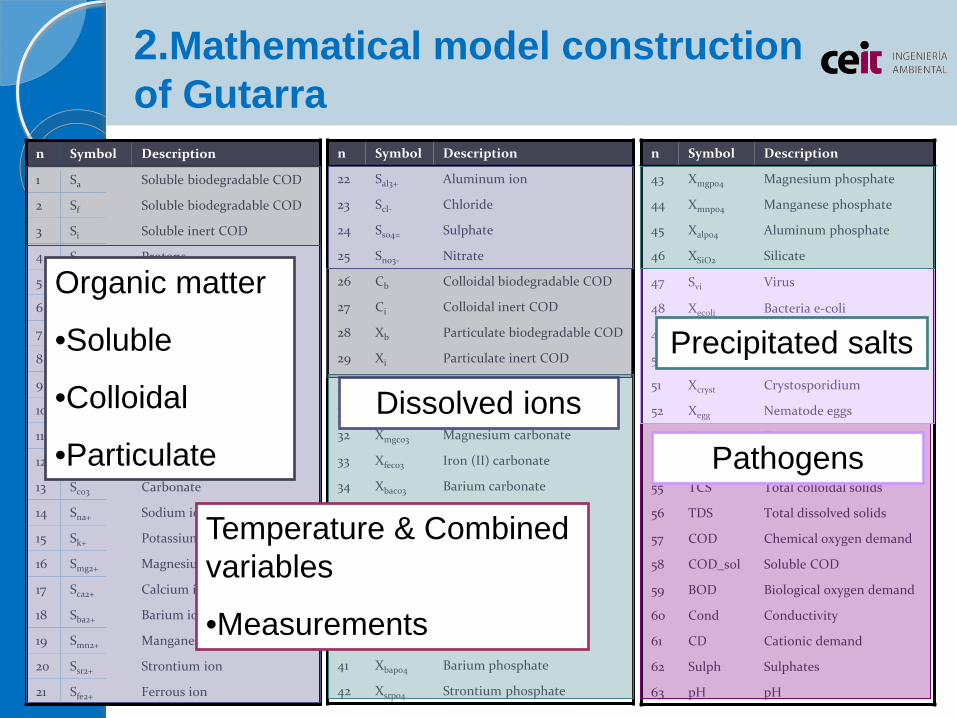
n Symbol Description
43 Xmgpo4 Magnesium phosphate
44 Xmnpo4 Manganese phosphate
45 Xalpo4 Aluminum phosphate
46 XSiO2 Silicate
47 Svi Virus
48 Xecoli Bacteria e-coli
49 Xlegionella Legionella
50 Xcyst Cyst-giardia
51 Xcryst Crystosporidium
52 Xegg Nematode eggs
53 Temp Temperature
54 TSS Total suspended solids
55 TCS Total colloidal solids
56 TDS Total dissolved solids
57 COD Chemical oxygen demand
58 COD_sol Soluble COD
59 BOD Biological oxygen demand
60 Cond Conductivity
61 CD Cationic demand
62 Sulph Sulphates
63 pH pH
n Symbol Description
22 Sal3+ Aluminum ion
23 Scl- Chloride
24 Sso4= Sulphate
25 Sno3- Nitrate
26 Cb Colloidal biodegradable COD
27 Ci Colloidal inert COD
28 Xb Particulate biodegradable COD
29 Xi Particulate inert COD
30 Xii Particulate inorganic matter
31 Xcaco3 Calcium carbonate
32 Xmgco3 Magnesium carbonate
33 Xfeco3 Iron (II) carbonate
34 Xbaco3 Barium carbonate
35 Xmnco3 Manganese carbonate
36 Xsrco3 Strontium carbonate
37 Xcaso4 Calcium sulphate
38 Xbaso4 Barium sulphate
39 Xsrso4 Strontium sulphate
40 Xcapo4 Calcium phosphate
41 Xbapo4 Barium phosphate
42 Xsrpo4 Strontium phosphate
n Symbol Description
1 Sa Soluble biodegradable COD
2 Sf Soluble biodegradable COD
3 Si Soluble inert COD
4 Sh Protons
5 Soh Hydroxyl ions
6 Spo4-3 Phosphate
7 Shpo4= Hydroxyl phosphate
8 Sh2po4- Dihydroxyl phosphate
9 Snh4 Ammonium
10 Snh3 Ammonia
11 Sco2 Dissolved carbon dioxide
12 Shco3 Bicarbonate
13 Sco3 Carbonate
14 Sna+ Sodium ion
15 Sk+ Potassium ion
16 Smg2+ Magnesium ion
17 Sca2+ Calcium ion
18 Sba2+ Barium ion
19 Smn2+ Manganese ion
20 Ssr2+ Strontium ion
21 Sfe2+ Ferrous ion
Organic matter
•Soluble
•Colloidal
•Particulate Dissolved ions
Precipitated salts
Pathogens
Temperature & Combined variables
•Measurements
2.Mathematical model construction of Gutarra

• Mass transport – COD biodegradation as function of HRT, SRT (Marais et al., 1976) – Mass transport applied for the following control volumes
ASU Unit MBR Unit MBBR Unit
( )
−= efmax_in
TOT_bulk
HTOT_bulkef,b DOBDOB
fY
·fX
( ) ( )
+−= in,Iefmax_inHHend2
TOT_bulkTOT_bulkef,i XDOBDOBY·b·f·
fHRT·fX
( )efmax_COD_CR_TOT_bulkef,b BOD·f·fC = ( )inf,iR_TOT_bulkef,i CfC =
( ) efmax_COD_Cef,f BOD·f1S −=
COD in effluent
Particulate
Colloidal
Soluble
Models for biological units

• Costs associated with ASU-MBR-MBBR
– Investment cost
– Operational cost
MBBRKinfinf
MBBRMBBR 1000COD·Q·CIC
=
Design parameters from provider
Operational parameters from plant operators (energetic costs)
Models for biological units
OPKinfinf
MBBRMBBR 1000COD·Q·POP
=
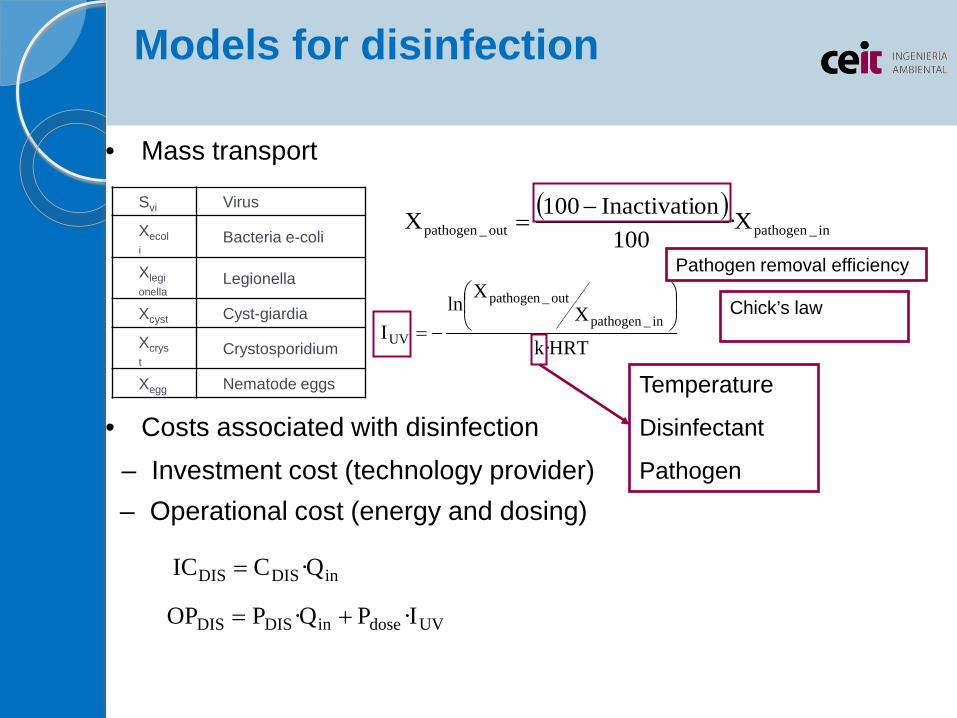
Svi Virus
Xecoli
Bacteria e-coli
Xlegionella
Legionella
Xcyst Cyst-giardia
Xcryst
Crystosporidium
Xegg Nematode eggs
UVdoseinDISDIS I·PQ·POP +=
( )in_pathogenout_pathogen X·
100onInactivati100X −
=
inDISDIS Q·CIC =
• Mass transport
• Costs associated with disinfection – Investment cost (technology provider) – Operational cost (energy and dosing)
Chick’s law
HRT·k
XXln
I in_pathogen
out_pathogen
UV
−=
Temperature
Disinfectant
Pathogen
Pathogen removal efficiency
Models for disinfection
Case Study
Optimization of the water networks in Holmen and Gutarra based on mathematical modelling and simulation
1. Characterization of the water network (water flows, concentrations…)
• Experimental measurements throughout the plant
2. Construction of the mathematical model of the water network
• Industrial processes and wastewater treatment technologies
3. Experimental validation of the integrated model
4. Analysis of alternatives for design and water management
5. Selection of the optimum alternative
• Based on a objective function (quality, economic costs… )
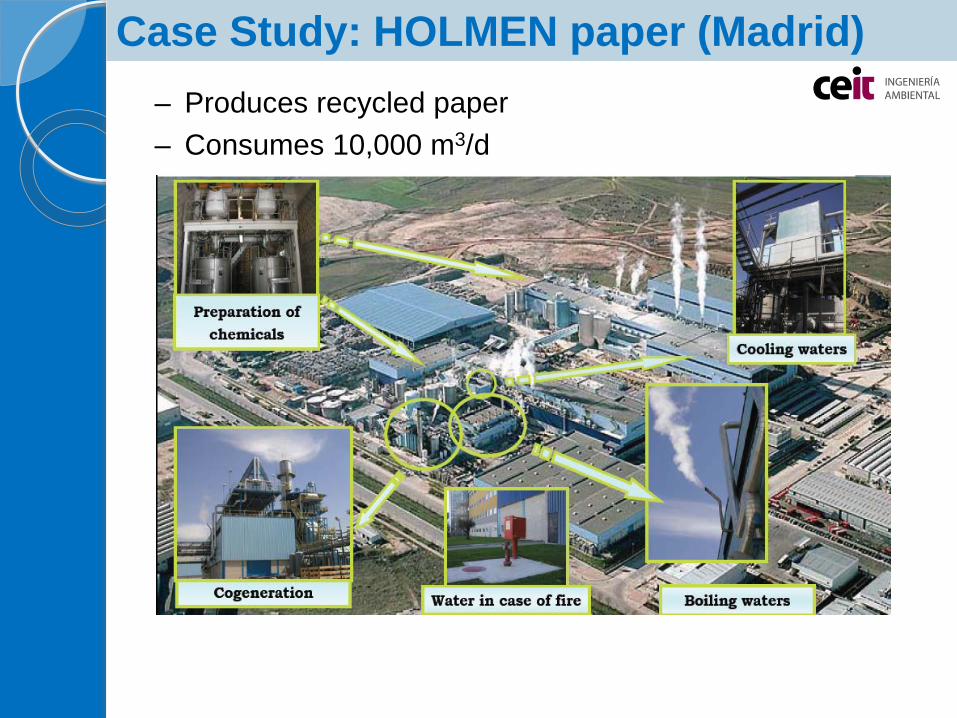
– Produces recycled paper – Consumes 10,000 m3/d
Case Study: HOLMEN paper (Madrid)
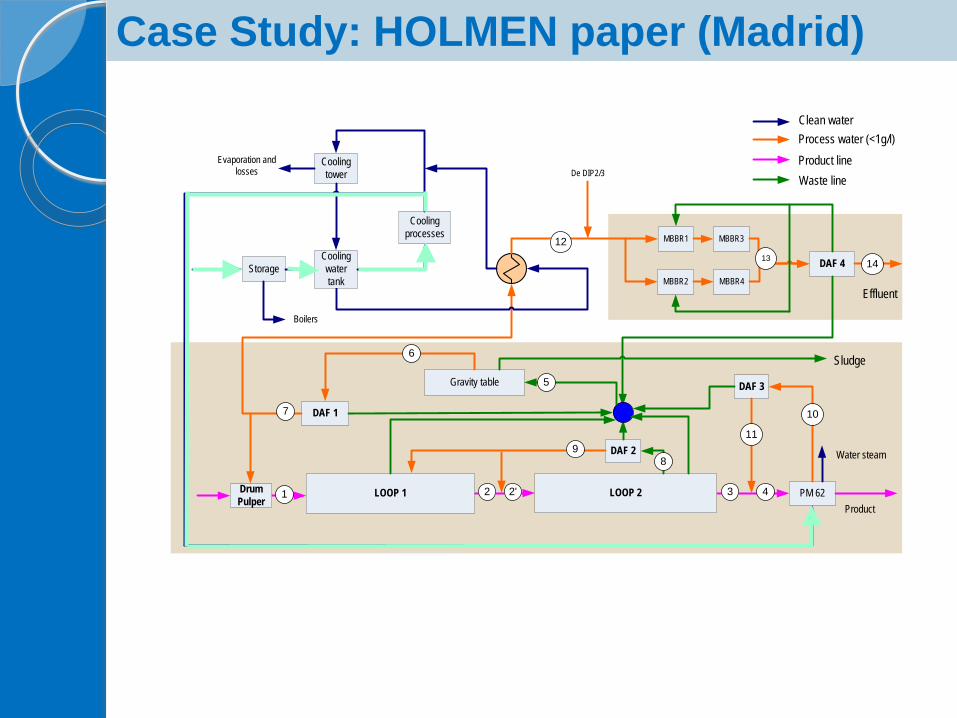
Gravity table
Sludge
PM 62
DAF 1
LOOP 1
DAF 2
Product
DAF 3
Cooling tower
Effluent
MBBR3
DAF 4
Evaporation and losses
LOOP 2
Water steam
MBBR1
Cooling processes
MBBR4MBBR2
Clean waterProcess water (<1g/l)Product lineWaste line
2 3 4
5
6
7
89
10
11
12
14Storage
Boilers
Cooling water tank
13
De DIP2/3
1Drum Pulper
2'
Case Study: HOLMEN paper (Madrid)
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Sampling point
TSS
(g/m
3 )
ExperimentalSimulated
0
100
200
300
400
500
600
700
800
900
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Sampling point
Sulp
hate
s (g
/m3 )
ExperimentalSimulated
0
10
20
30
40
50
60
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Sampling point
Tem
pera
ture
(ºC
)ExperimentalSimulated
0
500
1000
1500
2000
2500
3000
3500
4000
1 2 3 4 5 6 7 8 9 10 11 12 13 14
Sampling point
Solu
ble
CO
D (g
CO
D/m
3 ) ExperimentalSimulated
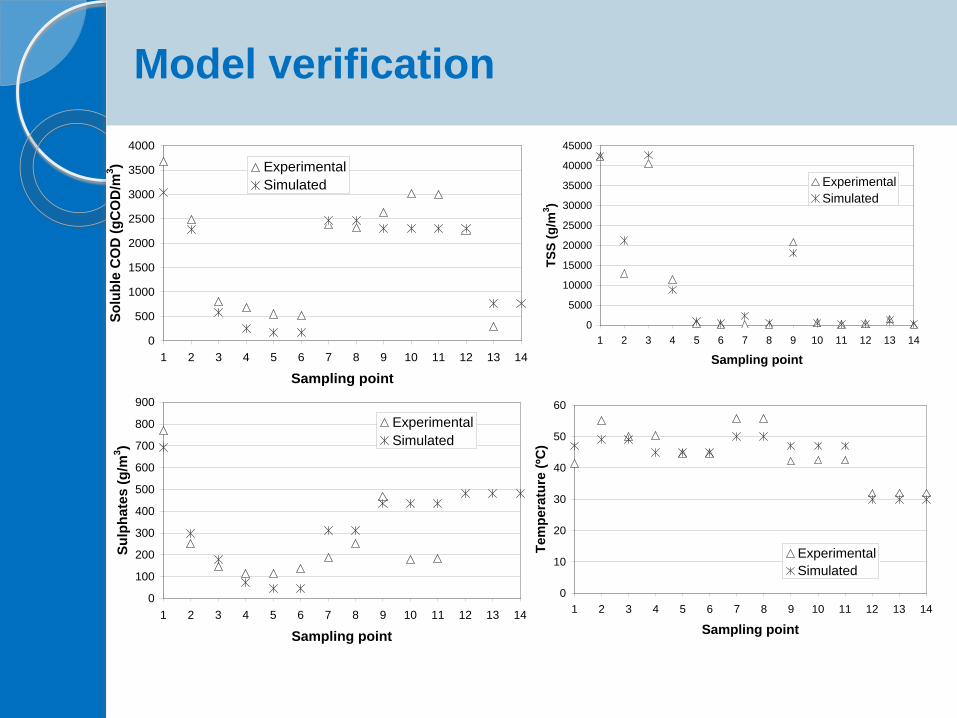
Model verification
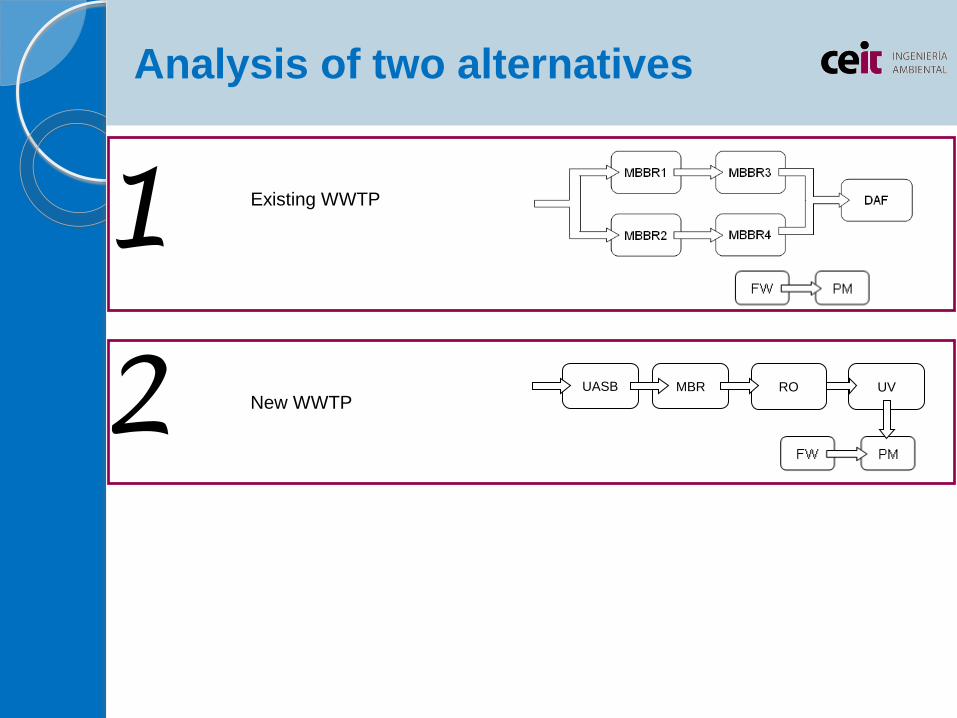
UASB MBR RO UV
Existing WWTP
New WWTP
1
2
Analysis of two alternatives
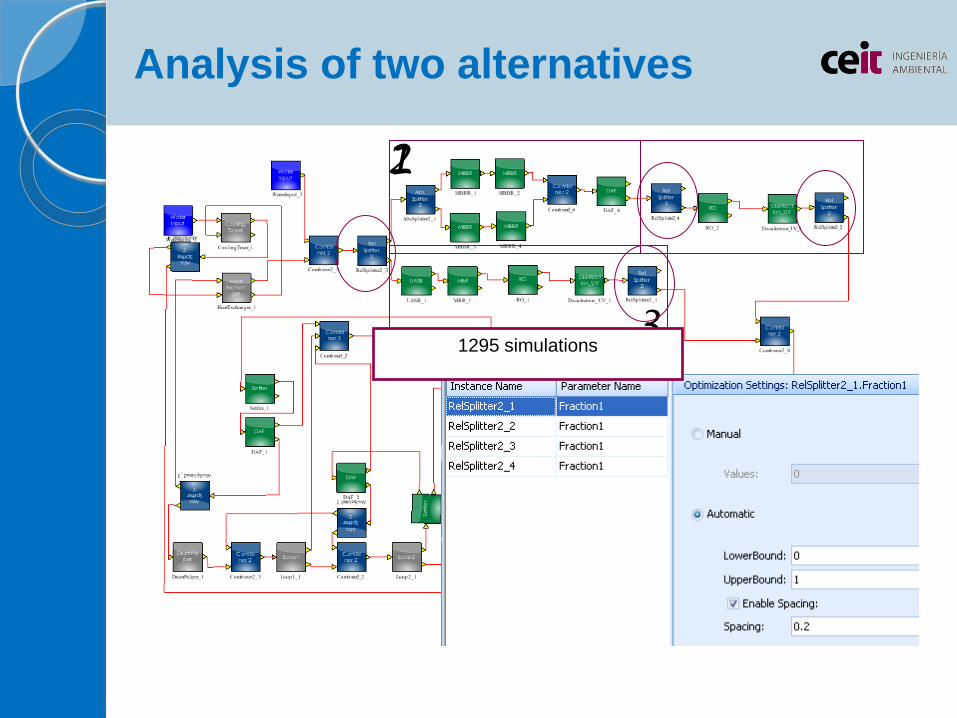
2 1
3
Optimization
1295 simulations
Analysis of two alternatives

( ) N·365·K·Q·411.1N·365·Q·1510
Q·TSS·200N·365·OP
LSN·ICCOST FWw6
ww
treatii
treatnewi ii +
+++
= ∑∑
==
Investment cost
Operational cost
Cost associated with sludge treatment
Drinking water
• Cost function
Analysis of two alternatives
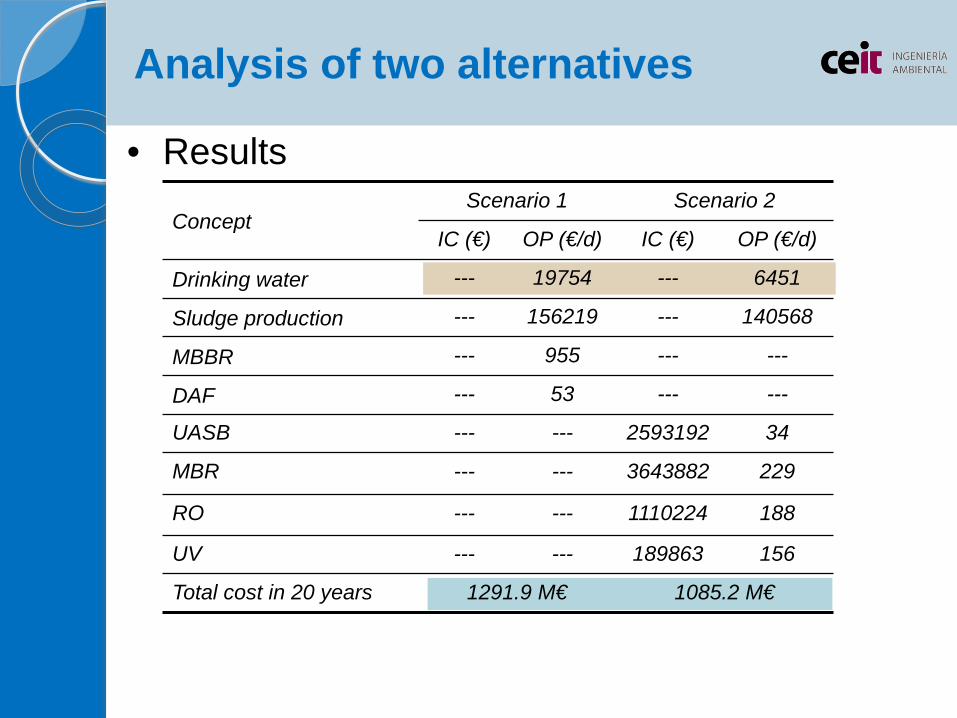
Concept Scenario 1 Scenario 2
IC (€) OP (€/d) IC (€) OP (€/d)
Drinking water --- 19754 --- 6451
Sludge production --- 156219 --- 140568
MBBR --- 955 --- ---
DAF --- 53 --- ---
UASB --- --- 2593192 34
MBR --- --- 3643882 229
RO --- --- 1110224 188
UV --- --- 189863 156
Total cost in 20 years 1291.9 M€ 1085.2 M€
• Results
Analysis of two alternatives
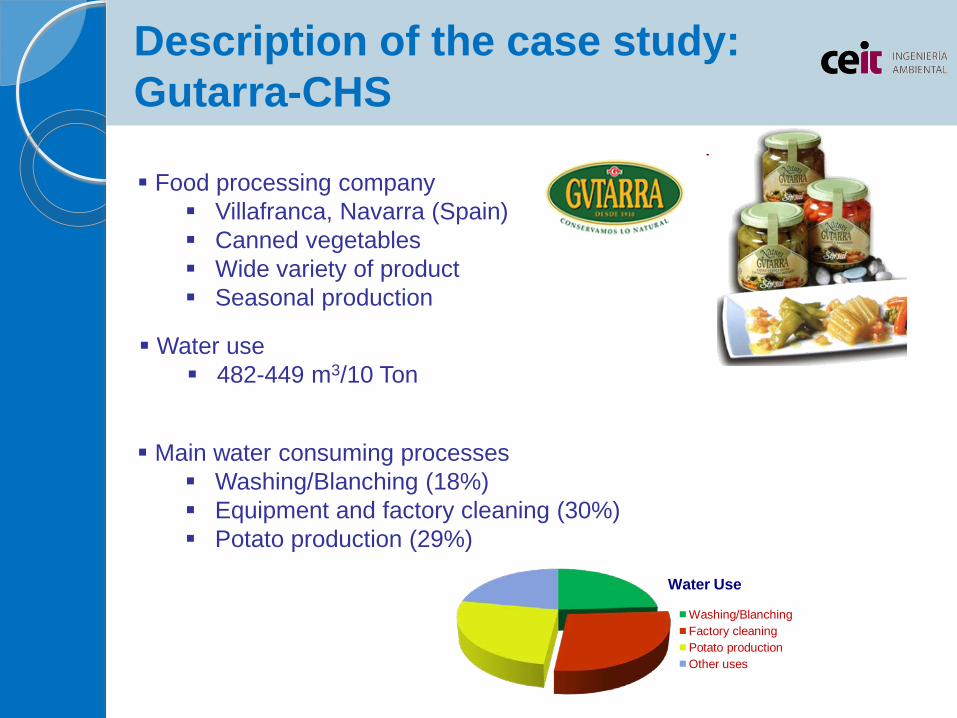
Description of the case study: Gutarra-CHS
Food processing company Villafranca, Navarra (Spain) Canned vegetables Wide variety of product Seasonal production
Main water consuming processes Washing/Blanching (18%) Equipment and factory cleaning (30%) Potato production (29%)
Water Use
Washing/BlanchingFactory cleaningPotato productionOther uses
Water use 482-449 m3/10 Ton
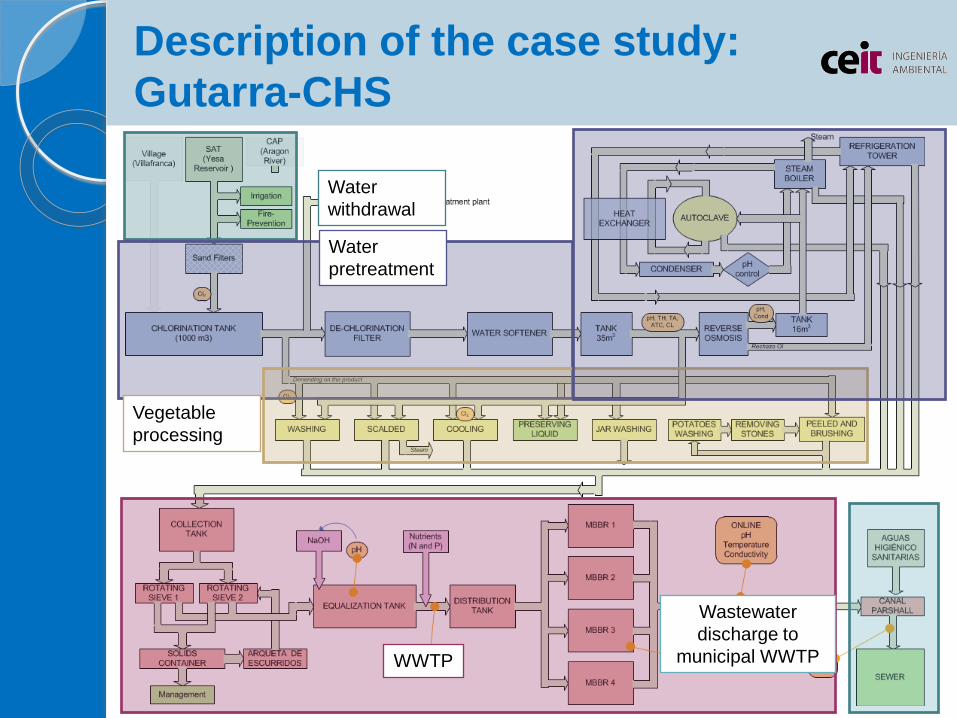
Description of the case study: Gutarra-CHS
Water withdrawal
Water pretreatment
Vegetable processing
WWTP
Wastewater discharge to
municipal WWTP
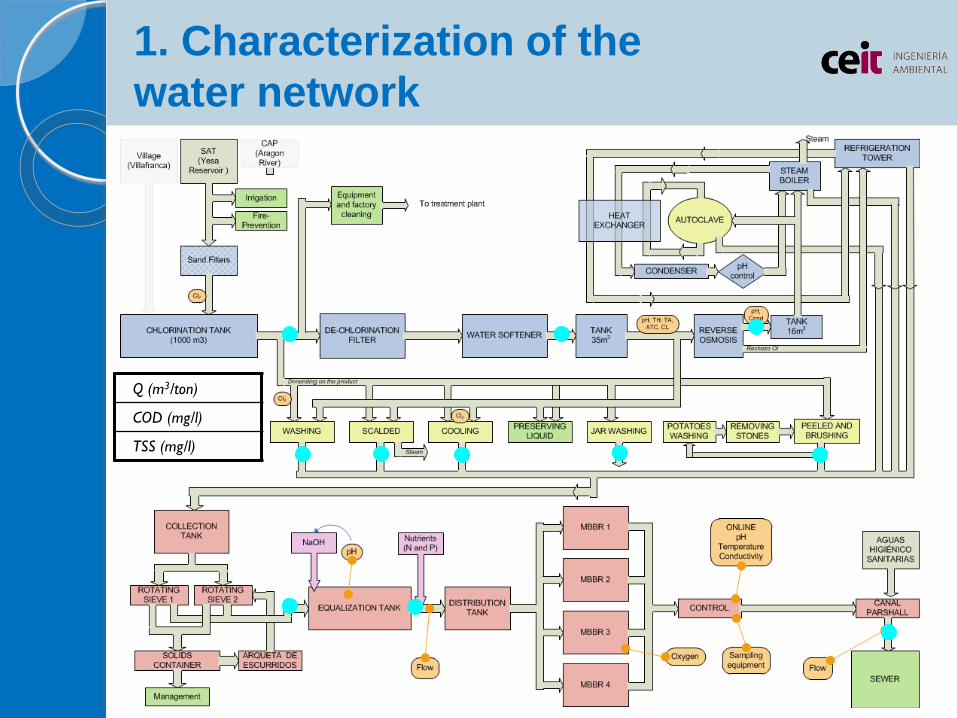
1. Characterization of the water network
Q (m3/ton)
COD (mg/l)
TSS (mg/l)
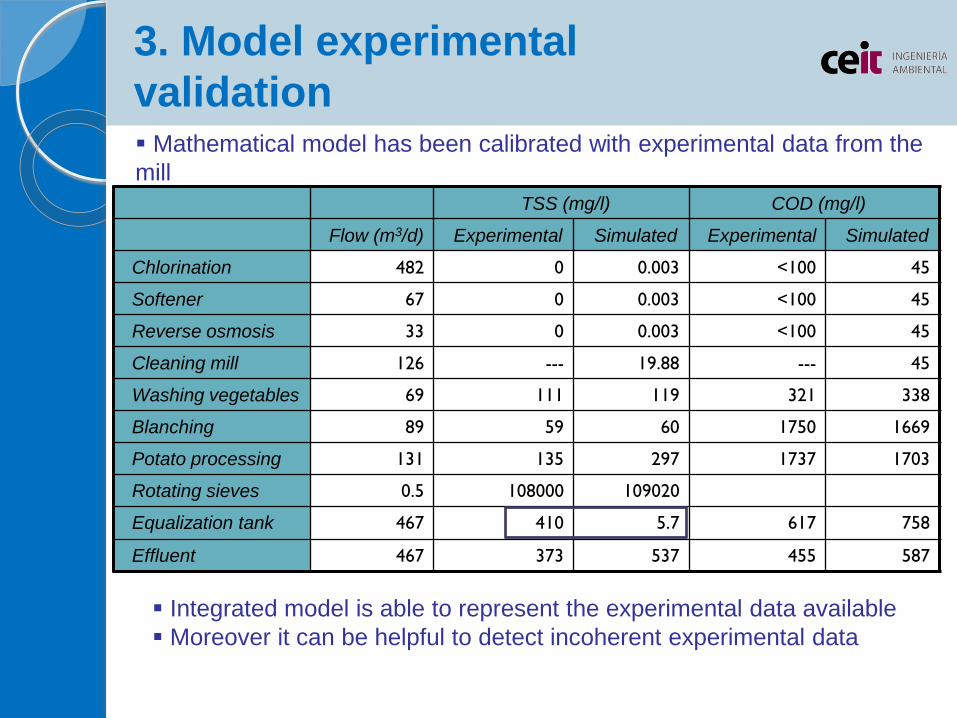
TSS (mg/l) COD (mg/l)
Flow (m3/d) Experimental Simulated Experimental Simulated
Chlorination 482 0 0.003 <100 45
Softener 67 0 0.003 <100 45
Reverse osmosis 33 0 0.003 <100 45
Cleaning mill 126 --- 19.88 --- 45
Washing vegetables 69 111 119 321 338
Blanching 89 59 60 1750 1669
Potato processing 131 135 297 1737 1703
Rotating sieves 0.5 108000 109020
Equalization tank 467 410 5.7 617 758
Effluent 467 373 537 455 587
3. Model experimental validation Mathematical model has been calibrated with experimental data from the mill
Integrated model is able to represent the experimental data available Moreover it can be helpful to detect incoherent experimental data
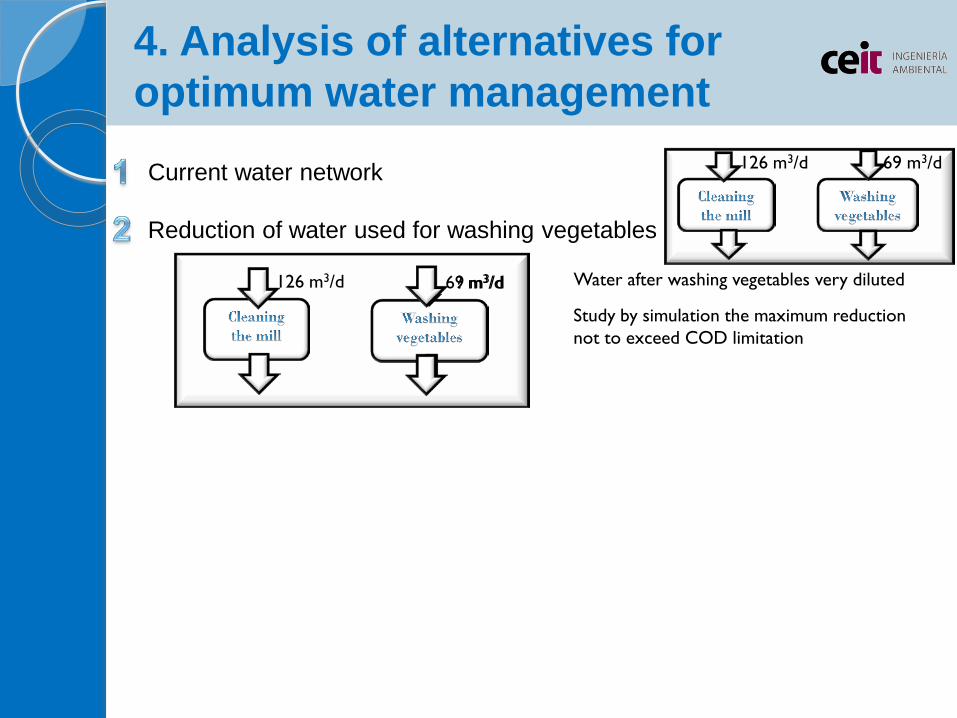
4. Analysis of alternatives for optimum water management
? m3/d 126 m3/d
Current water network
Reduction of water used for washing vegetables
69 m3/d 126 m3/d
69 m3/d Water after washing vegetables very diluted
Study by simulation the maximum reduction not to exceed COD limitation

4. Analysis of alternatives for optimum water management
69 m3/d 57 m3/d
69 m3/d
126 m3/d
? m3/d 126 m3/d
Current water network
Reduction of water used for washing vegetables
Reuse of water from washing vegetables in cleaning the mill
69 m3/d 126 m3/d
126 m3/d
69 m3/d Water after washing vegetables very diluted
Study by simulation the maximum reduction not to exceed COD limitation
Study the possibility of reusing water from vegetable washing in cleaning the mill after some treatment
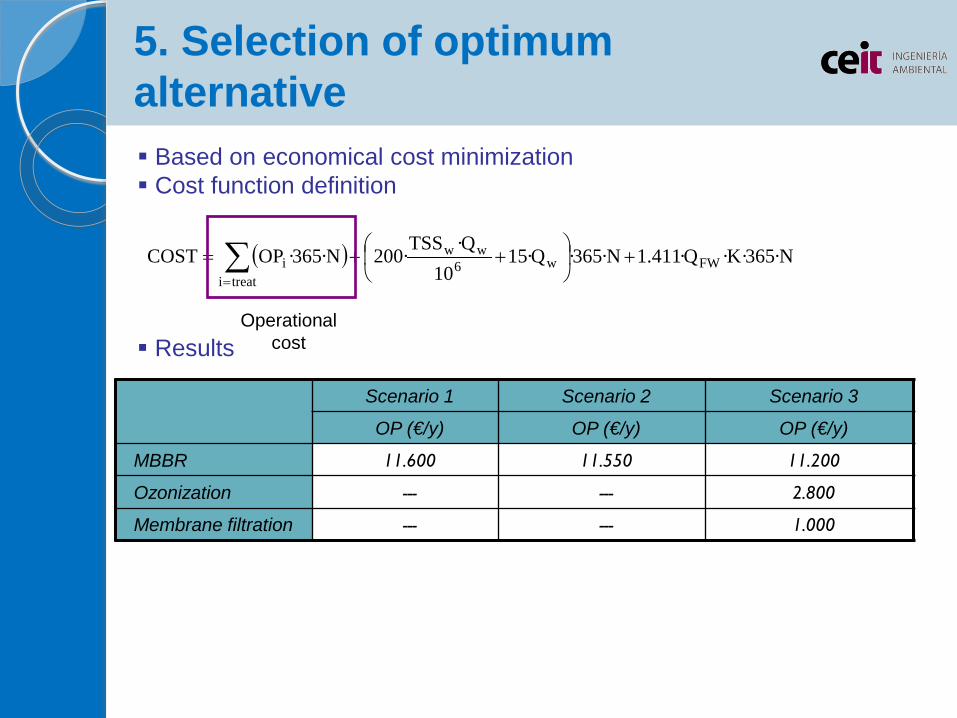
Based on economical cost minimization Cost function definition
Results
( ) N·365·K·Q·411.1N·365·Q·1510
Q·TSS·200N·365·OPCOST FWw6
ww
treatii +
++= ∑=
Scenario 1 Scenario 2 Scenario 3
OP (€/y) OP (€/y) OP (€/y)
MBBR 11.600 11.550 11.200
Ozonization --- --- 2.800
Membrane filtration --- --- 1.000
Operational cost
5. Selection of optimum alternative

Based on economical cost minimization Cost function definition
Results
( ) N·365·K·Q·411.1N·365·Q·1510
Q·TSS·200N·365·OPCOST FWw6
ww
treatii +
++= ∑=
Sludge treatment
Scenario 1 Scenario 2 Scenario 3
OP (€/y) OP (€/y) OP (€/y)
MBBR 11.600 11.550 11.200
Ozonization --- --- 2.800
Membrane filtration --- --- 1.000
Scenario 1 Scenario 2 Scenario 3
OP (€/y) OP (€/y) OP (€/y)
MBBR 11.600 11.550 11.200
Ozonization --- --- 2.800
Membrane filtration --- --- 1.000
Sludge production 6.600 6.000 5.200
5. Selection of optimum alternative
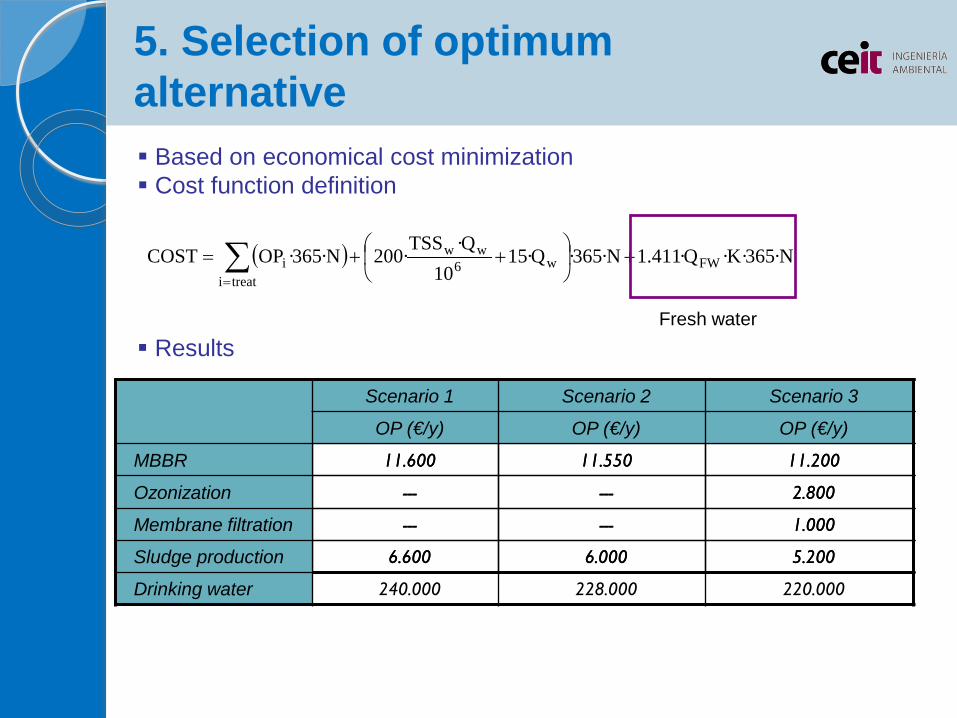
Based on economical cost minimization Cost function definition
Results
( ) N·365·K·Q·411.1N·365·Q·1510
Q·TSS·200N·365·OPCOST FWw6
ww
treatii +
++= ∑=
Fresh water
Scenario 1 Scenario 2 Scenario 3
OP (€/y) OP (€/y) OP (€/y)
MBBR 11.600 11.550 11.200
Ozonization --- --- 2.800
Membrane filtration --- --- 1.000
Sludge production 6.600 6.000 5.200
Scenario 1 Scenario 2 Scenario 3
OP (€/y) OP (€/y) OP (€/y)
MBBR 11.600 11.550 11.200
Ozonization --- --- 2.800
Membrane filtration --- --- 1.000
Sludge production 6.600 6.000 5.200
Drinking water 240.000 228.000 220.000
5. Selection of optimum alternative

Based on economical cost minimization Cost function definition
Results
( ) N·365·K·Q·411.1N·365·Q·1510
Q·TSS·200N·365·OPCOST FWw6
ww
treatii +
++= ∑=
Scenario 1 Scenario 2 Scenario 3
OP (€/y) OP (€/y) OP (€/y)
MBBR 11.600 11.550 11.200
Ozonization --- --- 2.800
Membrane filtration --- --- 1.000
Sludge production 6.600 6.000 5.200
Drinking water 240.000 228.000 220.000
Total cost (€/y) 258.200 €/y 245.550 €/y 240.200 €/y
-5% -8%
5. Selection of optimum alternative
Conclusions
• Mathematical modelling and simulation are shown to be valuable tools for design and seeking optimum water management solutions
• The mathematical model constucted has enabled to:
• Describe the water network present in Holmen and Gutarra in a realistic way
• Propose new water management solutions that minimize water consumption and consecuently minimize operational costs

Simulation tool for optimum water management in industry
Paloma Grau Girona, 7th February, 2014

















