Page 1
Simuleringsverktyg för optimering av produktion En studie i hur simuleringsprogram kan väljas
och användas för förbättringsarbete
Marcus Demir, Tobias Rogefelt
9/21/2015
MG202X Examensarbete inom Industriell Produktion
Page 2
I
Abstract
The main goal for this thesis project has been to investigate how companies can make use of
simulation software to optimize and improve the flow of their production. The report is aimed
towards companies or users that are interested in starting to use simulation software but lack
the know-how. We set out to investigate and demonstrate how the selection of simulation
software can be done, how the functions of the program can be used to optimize production,
and in which way a simulation project can be efficiently conducted. The thesis was conducted
as a case study at GE Healthcare’s department for Continuous Improvement in Uppsala,
Sweden, where a simulation program was chosen, procured and used to test different
scenarios and suggestions for improvement. A method for selection and evaluation of the
simulation software was developed, where a previously developed method called Analytical
Hierarchy Process plays a central part. As simulation software are not as generic as they are
often promoted by vendors, the selection of the right software is of great importance. Our
method of selecting simulation software aims to ensure that the right software is chosen based
on the need of the user. The simulation software determined as most suitable for GE
Healthcare’s needs was Simcad Pro. Using this program, two different production situations
were modeled and simulated. The results from the simulation of the first production case
showed potential for optimization of work force utilization where one worker could run a
production line alone with the help of a robot, instead of using two operators. The simulations
also resulted in suggestions for reduction in lead-time and work in progress. For the second
production case, the simulation showed that the procurement of only 10 tanks was needed
instead of the planned 14 tanks, by better planning of the flow of material. Our conclusions
are that simulation software can be of great use for companies working with continuous
improvement, provided that the right software is chosen and that the right method for working
with the program is utilized.
Page 3
II
Förord
Denna rapport är resultatet av vårt examensarbete om 30 högskolepoäng som utförts under
perioden mars-september år 2015 hos GE Healthcare i Uppsala. Examensarbetet ingår som
avslutande moment i våra studier till civilingenjör inom Industriell Ekonomi med teknisk
inriktning Integrerad Produktion. Arbetet har skrivits vid institutionen för Industriell
produktion på Kungliga Tekniska Högskolan i Stockholm.
Vi vill rikta ett stort tack till personalen på GE Healthcare i Uppsala, framför allt till vår
handledare Arash Rajabi som har varit ett stort stöd och bidragit med hjälp och vägledning
under hela projektets gång. Tack riktas även till övrig personal på GE Healthcare som ställt
upp och hjälpt oss genom att besvara de frågor vi haft.
Vi vill också speciellt tacka vår handledare från KTH, Daniel Semere för hans engagemang,
kompetenta vägledning och åsikter om projektet.
Stockholm, 21 September 2015
Marcus Demir & Tobias Rogefelt
Page 4
III
Innehåll 1 Inledning ............................................................................................................................. 1
1.1. Bakgrund ..................................................................................................................... 1
1.2. Tidigare forskning och rapportens bidrag ................................................................... 1
1.3. Syfte ............................................................................................................................. 1
1.4. Frågeställningar ........................................................................................................... 2
1.5 Avgränsningar ................................................................................................................ 2
2 Metodik ............................................................................................................................... 3
3 Metod .................................................................................................................................. 3
3.1 Val av simuleringsprogram ......................................................................................... 4
3.2 Använda programmet ................................................................................................ 13
3.3 Metodens tillförlitlighet ............................................................................................. 14
4 Teoretisk referensram ....................................................................................................... 16
4.1 Simulering som verktyg ............................................................................................. 16
4.2 Operationsstyrning ..................................................................................................... 22
5 Kartläggning och casebeskrivning .................................................................................... 29
5.1 Case 1 - V1 ................................................................................................................ 29
5.2 Case 2 - Macktankar .................................................................................................. 32
6 Resultat ............................................................................................................................. 35
6.1 Utvärdering av programmen ...................................................................................... 35
6.2 Simuleringsmodell ..................................................................................................... 47
6.3 Data från simulering .................................................................................................. 49
7 Analys & Diskussion ........................................................................................................ 57
7.1 Utvärdering av simuleringsprogram .......................................................................... 57
7.2 Simulering av V1 ....................................................................................................... 60
7.3 Simulering av Macktankar ......................................................................................... 60
7.4 Simulering som verktyg ............................................................................................. 61
7.5 Hållbar utveckling och etiska aspekter ...................................................................... 62
8 Slutsats .............................................................................................................................. 64
9 Referenser ......................................................................................................................... 65
10 Bilagor ........................................................................................................................... 67
Bilaga 1: Utvärderingsformulär ............................................................................................ 67
Bilaga 2: Frågeformulär för intervju med företag ................................................................ 68
Page 5
IV
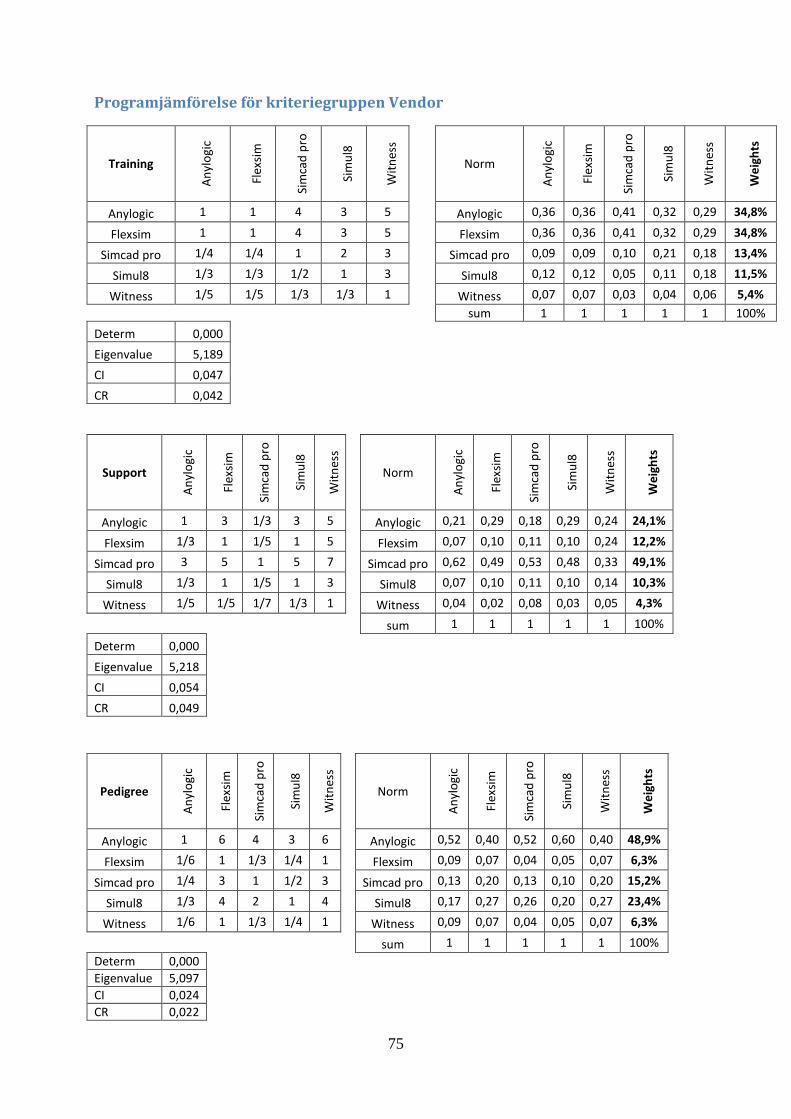
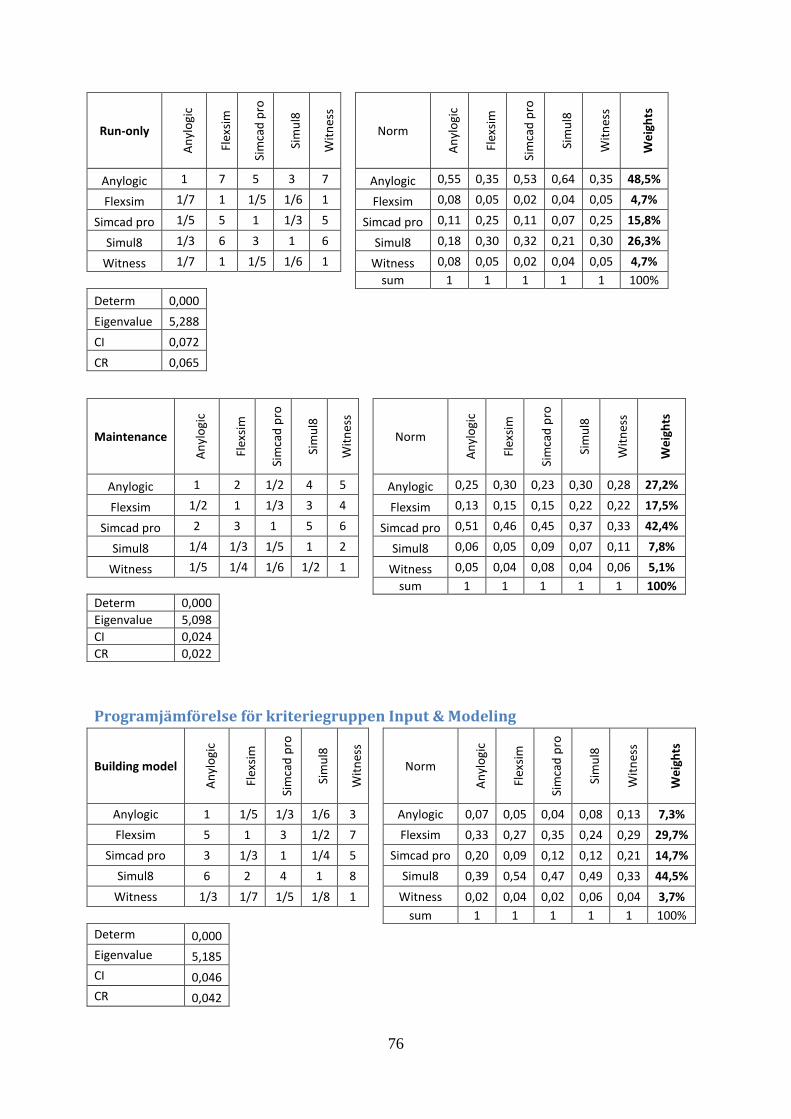
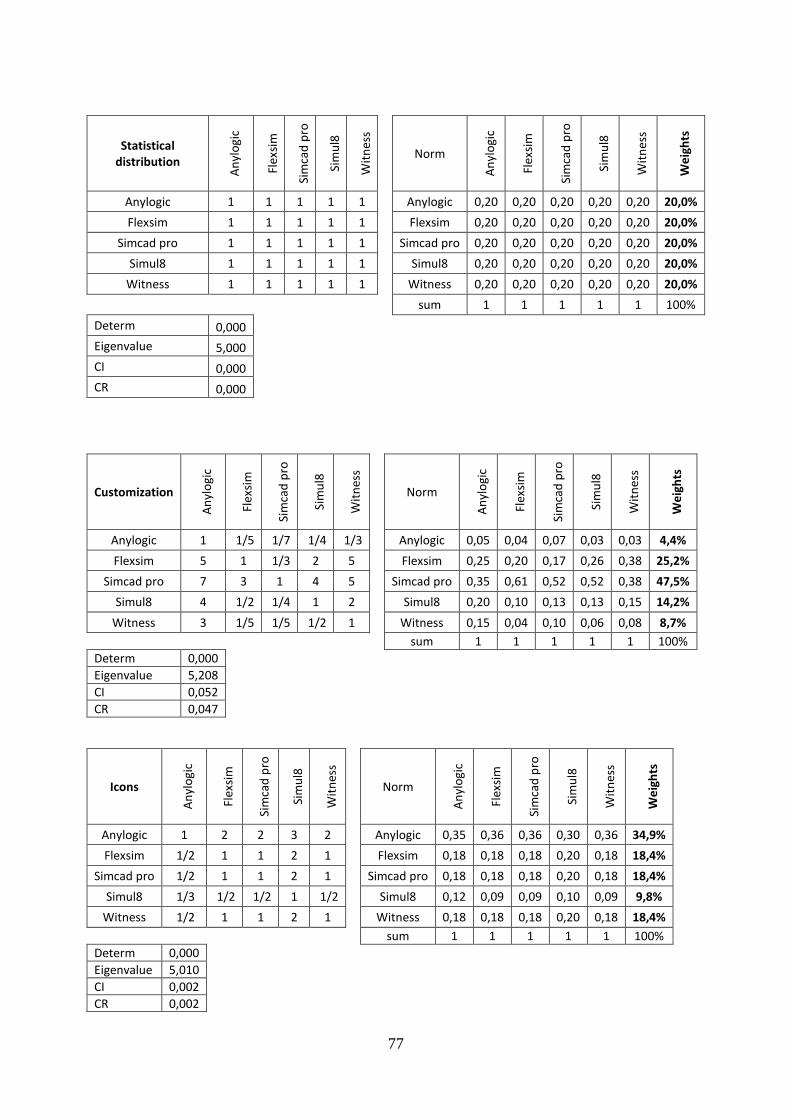
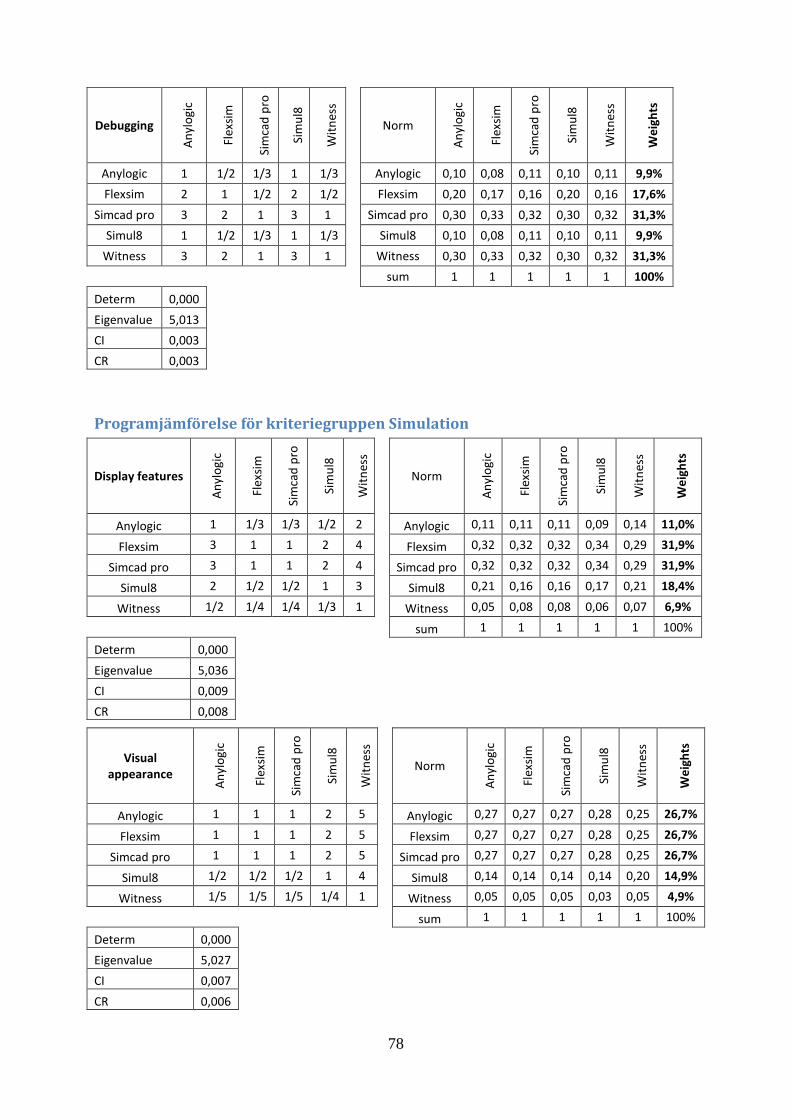
Bilaga 3: Parvis jämförelsematriser ...................................................................................... 70
Bilaga 4: Information om Simcad pro .................................................................................. 84
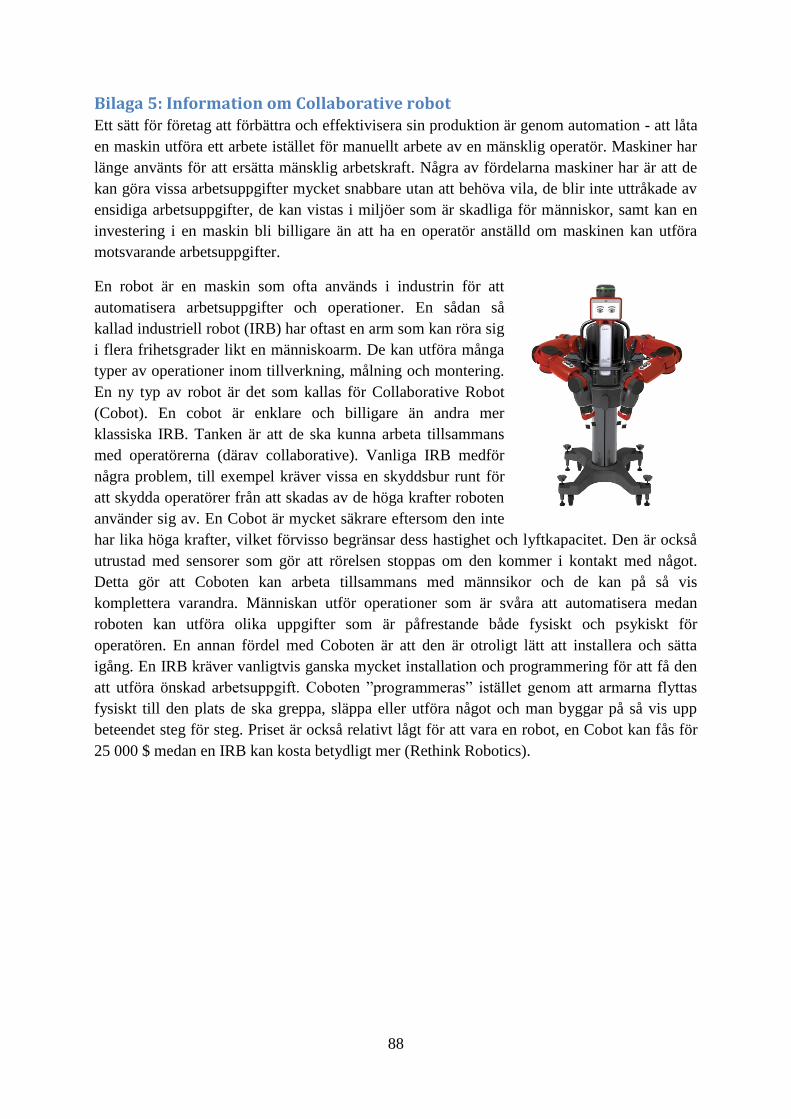
Bilaga 5: Information om Collaborative robot ..................................................................... 88
Bilaga 6: Standardiserat arbetssätt för V1 ............................................................................ 89
Page 6
1
1 Inledning
1.1. Bakgrund
GE Healthcare är en del av General Electric, ett globalt konglomerat som verkar i olika
branscher, till exempel energi, flygindustri, logistik, finans och fastigheter med flera. GE
Healthcare tillverkar kontrastmedel för röntgen, MR, ultraljud och radiofarmaka, som
möjliggör för vårdgivare att bättre förutse och diagnosticera sjukdomar i det tidiga stadiet. I
Uppsala utvecklar och tillverkar de produkter som används vid framställning av biotekniska
läkemedel som till exempel insulin samt laboratorieinstrument. På företagets enhet
Continuous Improvement bedriver man verksamhet för att förbättra processer i den nuvarande
organisationen och produktionen. Man arbetar mycket med Lean som ett verktyg för detta. I
arbetet lägger man fram förslag för förbättringsåtgärder för produktionen, men det är ofta
svårt att på förhand veta hur väl dessa förändringar faktiskt kommer att påverka systemet
eftersom flera olika parametrar samspelar. De verktyg som används idag för analys är
begränsade till främst Excel-ark och traditionella Leanverktyg. Det finns en önskan av att i
förväg kunna testa vilka resultat eventuella förändringar kommer medföra. Ett alternativ som
GE är intresserade av att undersöka är möjligheten att använda sig av ett simuleringsprogram.
Detta skulle kunna användas för att bygga upp produktionen virtuellt och på så vis använda
det i sitt förbättringsarbete. Man vet däremot inte tillräckligt om simulering för att själva
kunna besluta vilket simuleringsverktyg som passar bäst eller hur simulering kan användas.
1.2. Tidigare forskning och rapportens bidrag Det har genomförts viss forskning inom området för hur ett simuleringsprogram kan
implementeras och användas för att optimera produktion. Dock är dessa metoder i ständigt
behov av att uppdateras eftersom tekniken utvecklas och programmen får nya funktioner.
Dessutom ändras i takt med detta även användarens behov. Det är därför viktigt att utföra
denna typ av forskning kontinuerligt för att anpassa utvärderingsmetoder efter
användarkraven. Det finns forskning och framtagna modeller för val av programvara, men
dessa tar oftast inte hänsyn till de specifika förhållandena hos företaget i fråga.
Detta examensarbete riktar sig till företag som är intresserade av att börja använda sig av
simulering men inte har tillräckligt mycket kunskap om hur det bör införskaffas och
användas. Rapporten bidrar med en metod för val av programvaran, en demonstration av viss
kapabilitet simuleringsprogram har, samt förslag till hur arbetet med simulering kan utföras.
1.3. Syfte Syftet är att utreda om och hur avdelningar för förbättringsarbete kan använda sig av
Simuleringsprogram för att optimera flödet i verksamheten.
Page 7
2
1.4. Frågeställningar För att uppnå syftet valdes följande forskningsfråga:
Hur kan ett simuleringsprogram hjälpa GE Healthcare’s avdelning för Continuous
Improvement att förbättra verksamhetens produktion?
Denna huvudfråga delades upp i tre mer fokuserade delfrågor:
1. Hur kan man göra val av simuleringsprogram på ett systematiskt sätt?
2. Hur kan detta simuleringsprogram användas för att optimera produktionen?
3. Hur bör GE använda sig av simuleringsprogrammet i framtiden?
1.5 Avgränsningar
Simuleringsprogram har en mängd olika funktioner och en modell som byggs upp kan
konfigureras på väldigt många sätt för att efterlikna verkligheten. Fokus i denna rapport har
inte främst lagts på att bygga upp en modell med så hög detaljnivå och verklighetsanpassning
som möjligt. Ett sådant arbete skulle kräva mer tid än vad som låg inom ramen för detta
examensarbete. Syftet har snarare varit att demonstrera hur man gör tillväga då man börjar
använda sig av simulering, hur programmet väljs och hur simulering kan användas som
verktyg för beslutsunderlag. Detta har gjorts genom att ge exempel från modeller med
godtagbar detaljnivå för detta syfte.
Page 8
3
2 Metodik Den övergripande metodiken för detta examensarbete är en fallstudie. Genom att utföra en
studie hos GE Healthcare kan vi demonstrera vår metod och våra resultat på ett tydligt sätt
med bra anknytning till verkligheten. Andra företag kan dra nytta av detta genom att använda
sig av vår metod och tillvägagångssätt i sina egna organisationer.
Vi har använt oss av ett antal metoder för att besvara forskningsfrågorna:
Hur kan man göra val av simuleringsprogram på ett systematiskt sätt?
Litteraturstudie för att komma fram till vetenskaplig utvärderingsmetod för att
rangordna programmen
Marknadsundersökning av programmen genom bland annat semistrukturerade
intervjuer med representanter från programleverantörer
Öppna intervjuer med personal på GE Healthcare för att identifiera behovet av
simuleringsprogram
Hur kan detta simuleringsprogram användas för att optimera produktionen?
Programmanualer och web-möten med support från programleverantören
Utföra case för att bekräfta och demonstrera optimeringsfunktionerna
Öppna intervjuer med personal på GE Healthcare för att samla information om
produktionen
Egna observationer från produktionen
Hur bör GE använda sig av simuleringsprogrammet i framtiden?
Litteraturstudie
Personlig erfarenhet från användning av simuleringsprogram
Dessa beskrivs närmare i metodkapitlet där vi ger en tydligare bild av hur varje steg i arbetet
har utförts.
3 Metod Metoden som används syftar till att besvara de forskningsfrågor som ställts. Detta
examensarbete kan delas upp i två huvudsakliga delar. Den första delen (3.1) ämnar att
besvara delfråga 1 och består av att bestämma en metod för att välja rätt simuleringsprogram,
och sedan använda denna metod för att identifiera vilket simuleringsprogram som bäst möter
GE:s behov.
Den andra delen (3.2) består av att använda programmet för att bygga upp en modell och
simulera produktionen där vi testar förändringsförslag för att visa hur programmet kan
Page 9
4
användas som ett verktyg för Continuous Improvement. På så vis kommer forskningsfråga 2
och 3 besvaras.
3.1 Val av simuleringsprogram För att besvara den första forskningsfrågan, ”Hur kan man göra val av simuleringsprogram
på ett systematiskt sätt?”, gjordes en litteraturstudie för att hitta den utvärderingsmetod som
bäst passade ändamålet.
GE Healthcare använder sig i nuläget inte av något simuleringsprogram i sin avdelning för
Continous Improvement. Det första viktiga steget för ett företag som planerar att börja
använda sig av simulering är att välja ut det program som ska användas. Det finns en stor
mängd olika simuleringsprogram tillgängliga på marknaden. Även om dessa program delar
vissa övergripande egenskaper skiljer de sig åt på en hel del punkter. Programmen är oftast
inte så generiska som leverantörerna själva påstår, ett visst program kan passa väldigt bra för
ett företag medan det inte alls passar för ett annat (Pidd, 2010). Olika företag har olika behov
och man bör därför inte välja första bästa program, utan genomföra en genomgående analys
och utvärdering av programmen.
Det finns flera olika typer av metoder för att utvärdera mjukvara. Dessa utvärderingsmetoder
går i stora drag ut på att man har ett antal kriterier eller behov som man vill ska uppfyllas.
Mjukvaran utvärderas sedan efter hur väl den uppfyller kriterierna. Målet med utvärderingen
är att den ska ge ett resultat som representerar verkligheten så väl som möjligt. Hur detta görs
kan skilja sig åt mellan olika utvärderingsmetoder, fördelar och nackdelar hos några av de
vanligaste metoderna tas upp nedan (Jadhav, 2009).
Analytical hierarchy process (AHP)
Fördelar:
+ Strukturerar beslutsproblemet i en hierarki, vilket underlättar förståelsen för problemet
och låter beslutsfattaren fokusera på en mindre del av problemet åt gången. På så vis
reduceras komplexiteten i beslutsfattandet.
+ Flexibelt och kraftfullt för att hantera både kvalitativa och kvantitativa kriterier.
+ Kan användas både för grupp-beslut såväl som individuella beslut.
Nackdelar:
Hög tidsåtgång på grund av matematiska beräkningar och det höga antalet parvis
jämförelser.
Beslutsfattarna behöver göra om utvärderingen om antalet kriterier eller
programalternativ ändras.
(Jadhav, 2009)
Page 10
5
Feature analysis
Fördelar:
+ Utvärderingen kan göras på alla olika detaljnivåer genom att organisera utvärderingen
i olika sätt, så som fallstudier, screening mode, formellt experiment eller
enkätundersökning
+ Kan användas för att utvärdera både tekniska aspekter av programmen och
leverantörens styrka.
Nackdelar:
Att presentera resultatet som en enda siffra kan vara missledande eftersom olika
kombinationer kan ge samma totalpoäng.
(Jadhav, 2009)
Weighted average sum
Fördelar:
+ Väldigt enkel och snabb att använda sig av.
Nackdelar:
Vikter tilldelas godtyckligt. Det blir dessutom väldigt svårt att tilldela vikter när
antalet kriterier är stort.
(Jadhav, 2009)
Fuzzy based approach
Fördelar:
+ Språkliga termer kan användas för att utvärdera alternativ enkelt och intuitivt.
+ Förbättrar beslutsprocessen genom att ta hänsyn till tvetydigheter och inkonsekvenser
som kan uppstå på grund av mänskliga faktorer under utvärderingen.
Nackdelar:
Svårt att beräkna värden på fuzzy lämplighetsindex och ranka värdena för alla
alternativ.
(Jadhav, 2009)
Efter att ha granskat de olika metodernas för- och nackdelar ansåg vi att Analytical hierarchy
process var den bästa utvärderingsmetoden för att välja simuleringsprogram på grund av flera
skäl. AHP har flera stora fördelar för beslutsprocess vid val av just simuleringsprogram. För
att utvärderingen ska vara så omfattande och korrekt som möjligt bör ett relativt stort antal
kriterier tas hänsyn till. AHP hanterar detta mycket väl genom att strukturera kriterierna i en
hierarki och på så vis underlätta och göra utvärderingen mer hanterbar. En annan fördel med
AHP är att den kan hantera både kvalitativa och kvantitativa kriterier. Vissa av de kriterier
som används för val av simuleringsprogram är subjektiva och är svåra att sätta en direkt siffra
på, till exempel hur visuellt tilltalande programmet är för användaren. Andra kriterier kan vara
booleska ja- eller nej-frågor, till exempel om en viss funktion finns tillgänglig, medan en del
kriterier kan vara rent kvantitativa, som hur mycket programmet kostar. AHP är relativt unik i
att kunna hantera att utvärdera alla dessa typer av kriterier mot varandra, vilket görs genom att
de jämförs parvis mot varandra. På detta vis kan alla olika kriterier jämföras och man får i
slutändan ändå ett tydligt kvantitativt resultat (detta förklaras mer ingående senare i detta
Page 11
6
kapitel). Den sista stora fördelen med AHP är att den kan inkorporera åsikter från flera olika
personer. Simulering kan påverka flera olika delar av en organisation, om detta är fallet kan
man använda sig av input från flera olika intressenter. Nackdelen med AHP är att det kan bli
relativt tidskrävande jämfört med simplare metoder som till exempel Weighted average sum.
Tidsåtgången bedömdes dock som överkomlig för att kunna göra en så bra utvärdering som
möjligt. AHP visade stor potential för att användas till att välja rätt simuleringsprogram och
valdes därför som utvärderingsmetod i detta arbete.
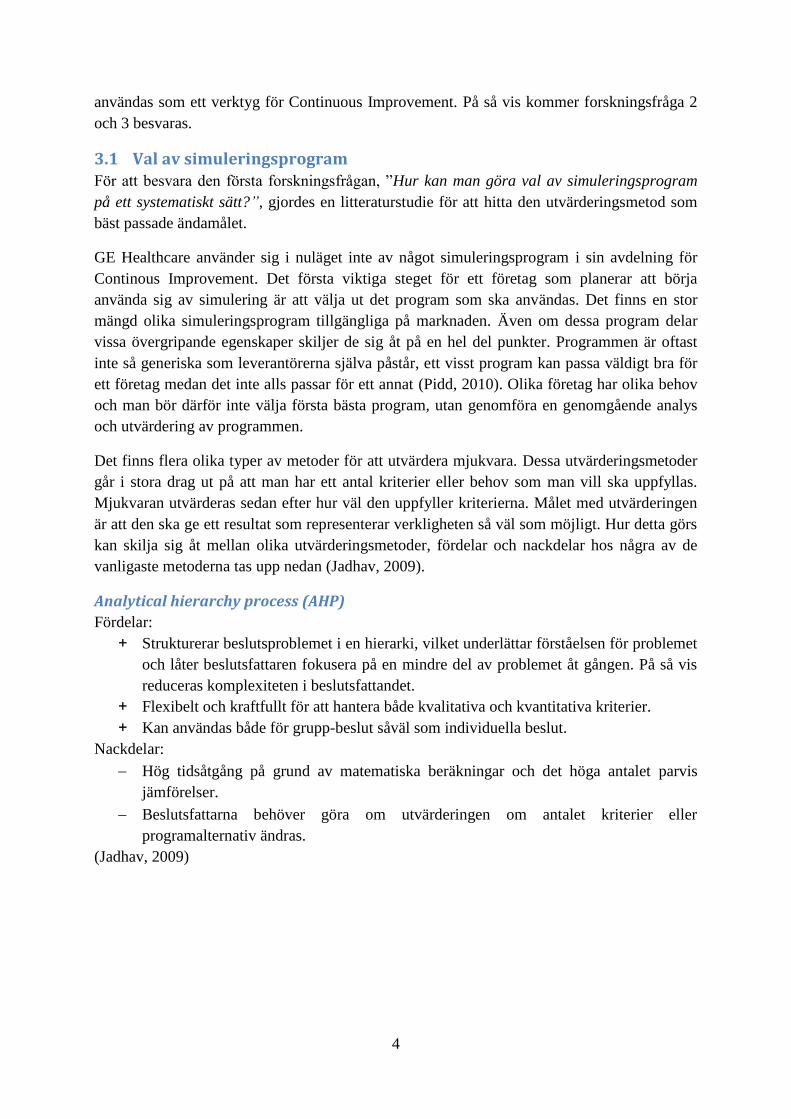
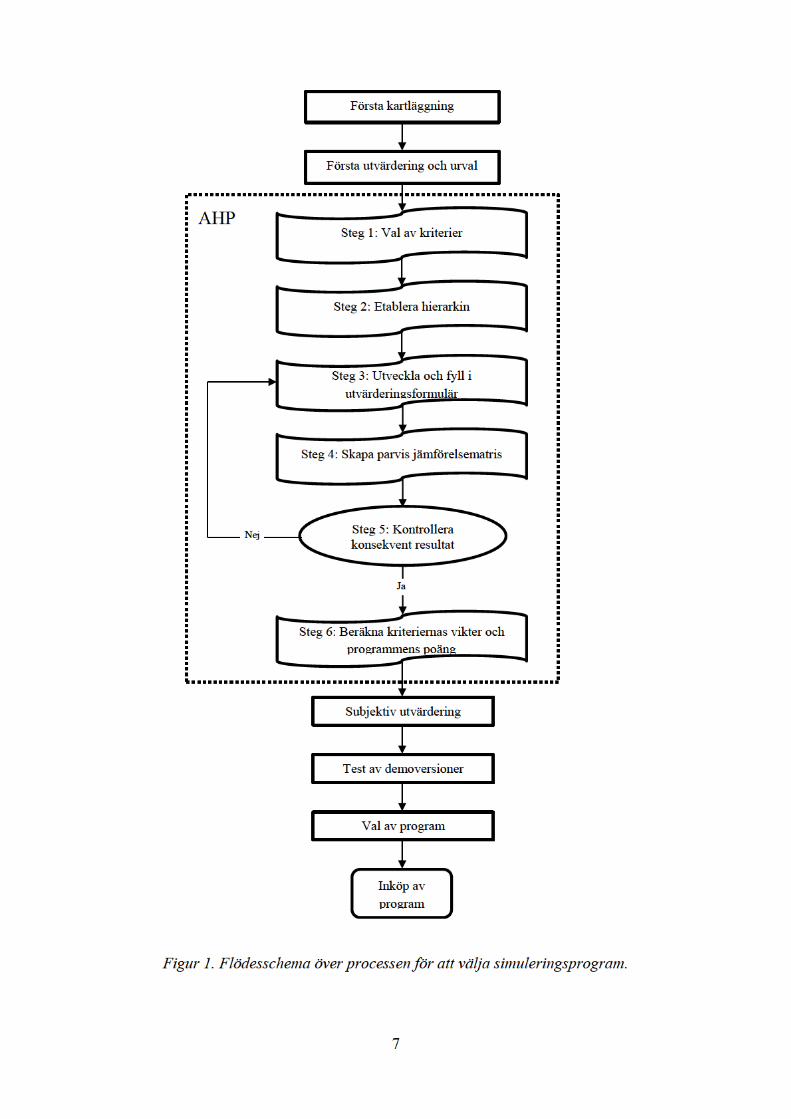
Utöver AHP utfördes några ytterligare steg i urvalsprocessen. Hela processen för att välja
program följde flödesschemat nedan, varje steg i vårt tillvägagångssätt beskrivs sedan
utförligt i fortsättningen av detta kapitel.
Page 13
8
3.1.1 Första kartläggning
I detta första steg var målet att identifiera vilka olika program som fanns tillgängliga på
marknaden. Detta gjordes genom att vi sökte på internet och därefter tittade på företagens
egna hemsidor. Artiklar om simuleringsprogram lästes, där till exempel Dias et al (Dias,
2011) listar de mest använda simuleringsprogrammen på marknaden. Vi läste också i olika
forum på internet om simulering, där användare rekommenderade och diskuterade olika
program. Slutligen diskuterades de program som hittills identifierats med handledare på KTH,
som gav tips om ytterligare intressanta program som inte tidigare identifierats. Handledare på
GE gav också förslag på olika program som företaget själva identifierat som möjliga
kandidater.
3.1.2 Första utvärdering och urval
Den första kartläggningen resulterade i 14 program, vilket ansågs för många för att kunna
utvärdera varje i detalj. Därför gjordes en första översiktlig utvärdering för att gallra bort
några program. Denna utvärdering gjordes efter ett antal hårdkriterier, det vill säga kriterier
som programmet måste uppfylla för att kunna användas och ge de resultat som behövs. De
hårda kriterierna arbetades fram genom diskussion med Lean Leaders på GE. Efter detta steg
fanns fem kandidater kvar för vidare utvärdering i AHP.
3.1.3 Analytical Hierarchy Process
För att utvärdera de fem kvarvarande programmen användes metoden Analytical Hierarchy
Process (AHP), introducerad av Thomas Saaty (Saaty, 1985). Det är ett effektivt verktyg för
beslutsfattande vid val mellan olika alternativa lösningar då många olika kriterier ska tas
hänsyn till. Metoden har rekommenderats av Azadeh et al (Azadeh, 2010) vid just val av
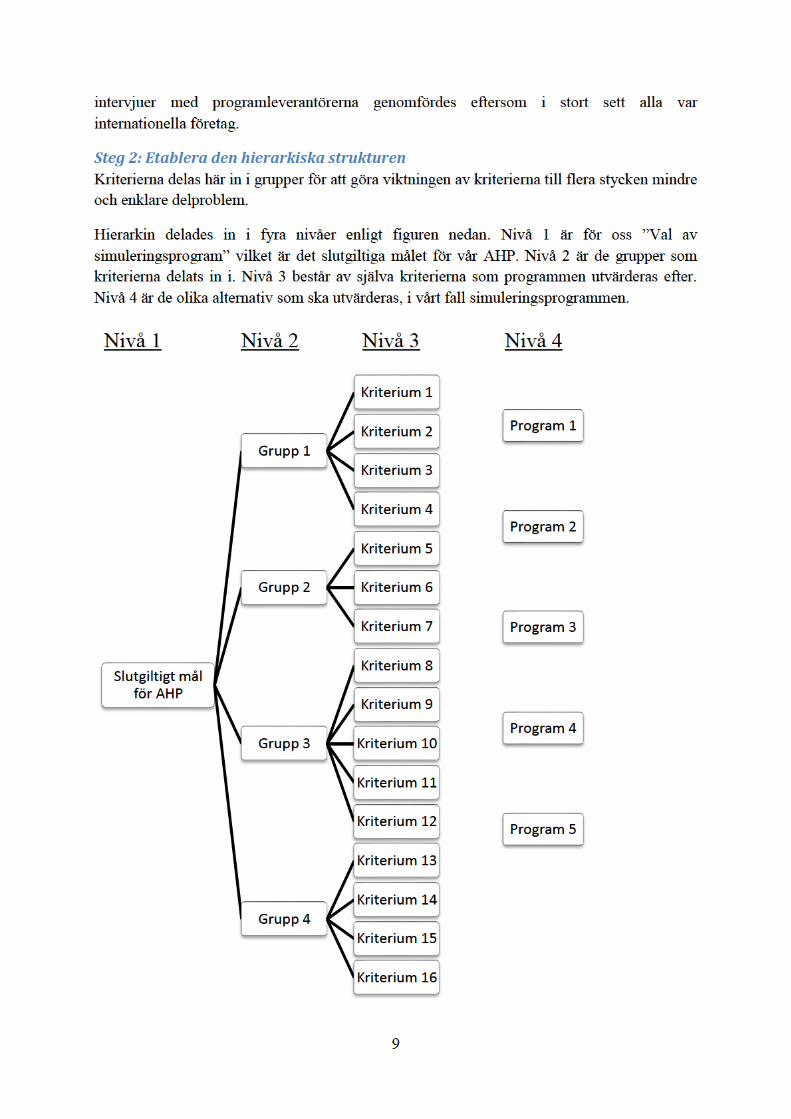
simuleringsprogram. Metoden går ut på att kriterierna delas in i grupper i olika nivåer i en
hierarki och sedan görs parvis jämförelser mellan två objekt i taget. På detta vis reduceras
komplexiteten som annars kan uppstå då ett stort antal kriterier ska viktas. I vårt fall kunde vi
istället för att försöka vikta alla våra 30 stycken kriterier mot varandra samtidigt fokusera på
endast 4-6 åt gången. Nedan beskrivs de sex stegen som ingår i AHP och hur vi genomfört
dem.
Steg 1: Val av kriterier
Det första steget i AHP är att identifiera de kriterier som ska viktas.
För att välja ut kriterier att utvärdera programmen efter genomförde vi först en litteraturstudie
för att se vilka kriterier tidigare forskning rekommenderar. Därefter hölls intervjuer med Lean
Leaders på GE Healthcare för att identifiera kriterier som var specifika för företaget och
applikationsområdet. Litteraturstudien gav oss generella kriterier för att utvärdera
mjukvaruprogram som bör tas med oavsett användningsområde. Intervjuerna kompletterade
litteraturstudien och gjorde att kriterierna blev bättre anpassade för den specifika
utvärderingssituationen. Genom att kombinera dessa metoder erhöll vi en högre validitet i
valet av kriterier. De kriterier och tillhörande beskrivningar som togs fram valdes att uttryckas
på engelska eftersom att vi ville att även icke svenskspråkiga på GE skulle kunna ta del av
och förstå dess innebörd. Dessutom blev det enklare att ha kriterierna på engelska då
Page 15
10
Figur 2. Exempel på hierarkisk struktur vid utvärdering via AHP.
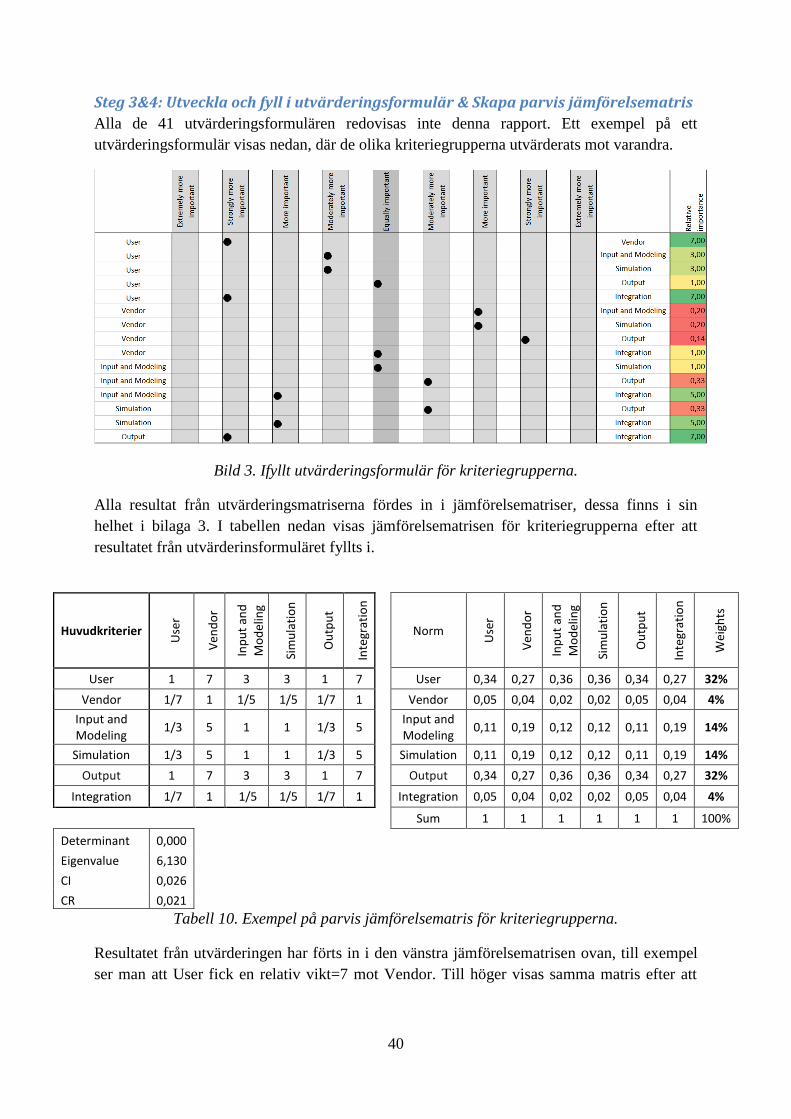
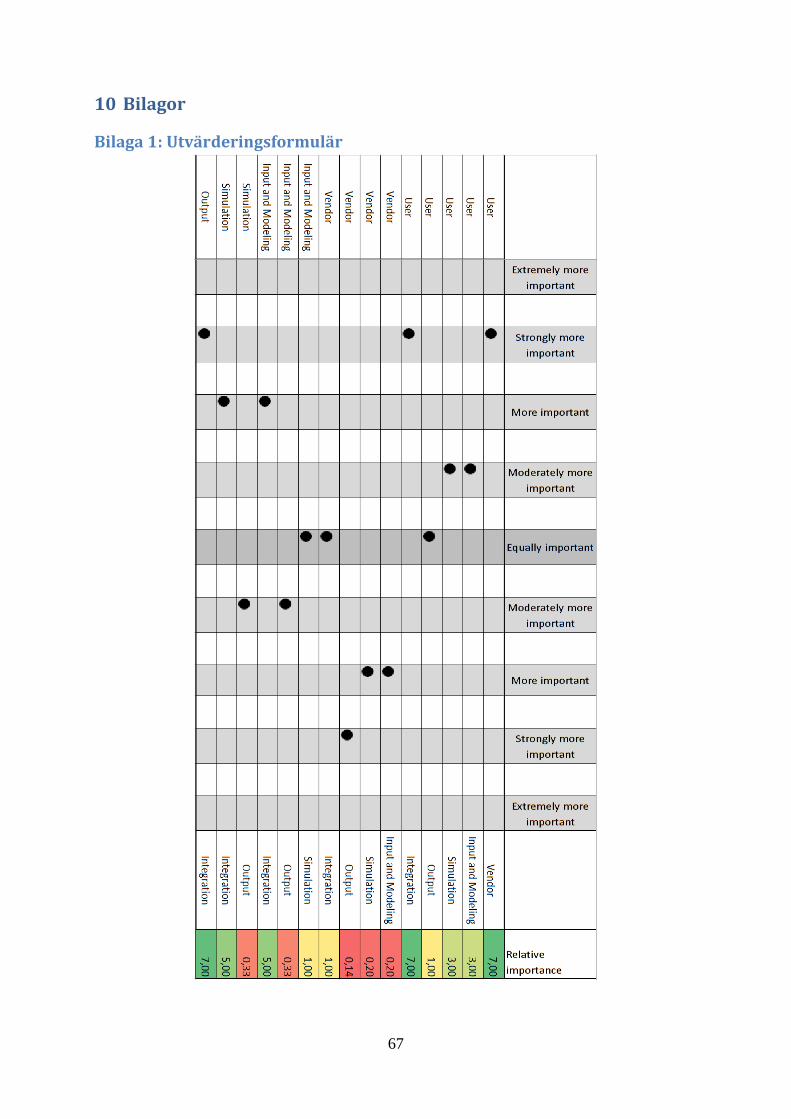
Steg 3: Utveckla och fyll i utvärderingsformulär
De olika kriterierna utvärderas här relativt varandra, därefter utvärderas programmen efter
varje kriterium. Detta steg är inte med i Saatys ursprungliga AHP-modell, istället för att
använda sig av ett utvärderingsformulär görs utvärderingen direkt i en jämförelsematris enligt
steg 4. Andra författare (Azadeh, Jadhav) rekommenderar dock att använda sig av någon typ
av formulär för att förenkla utvärderingen och göra den mer visuell. För att underlätta så
mycket som möjligt för utvärderarna och erhålla ett så riktigt resultat som möjligt valde vi att
använda oss av ett utvärderingsformulär, och därefter föra in resultaten i jämförelsematriser.
En utvärderingsmall föreslagen av Azadeh et al. (Azadeh, 2010) valdes på grund av dess
tydlighet och enkelhet (se bilaga 1). Formuläret fylls i en rad i taget, där två kriterier åt
gången utvärderas mot varandra. Ett kryss sätts närmast det kriterium som anses viktigast,
enligt en skala som sträcker sig från ”Equally important” till ”Extremely more important”.
Detta formulär fylldes i av två Lean Leaders på GE. Lean Leaders valdes eftersom det
framförallt är de som kommer att använda simuleringsprogrammet i framtiden, samt att de har
ett ingående kunnande om företagets processer och behov. Först ifylldes formuläret för nivå 2
av AHP, där User, Vendor, Input & Modeling, Simulation, Output och Integration
utvärderades mot varandra parvis. Därefter ifylldes sex stycken motsvarande formulär för
Nivå 3 av AHP, där kriterierna utvärderades parvis mot varandra inom varje grupp. För
gruppen User utvärderades alltså Required experience, Ease of learning, Financial och
Hardware mot varandra.
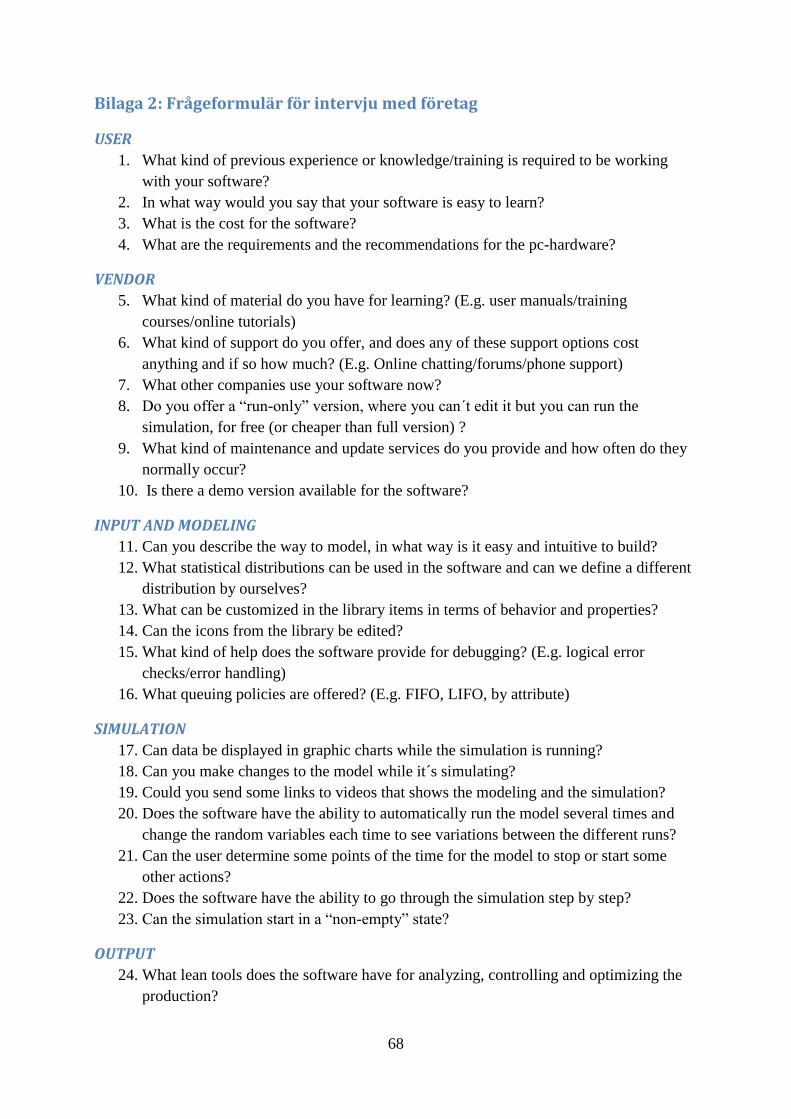
Därefter utvärderades de olika programalternativen mot varandra i liknande formulär för alla
30 kriterier. I detta formulär byttes ordet ”important” ut mot ”good”/”better” eftersom
utvärderingen skulle avgöra vilket program som var bäst på en punkt, medan det för
kriterierna handlade om vilket som var viktigast. Detta formulär fylldes i av rapportförfattarna
själva. Informationen om programmen baserades på information insamlad genom intervjuer
med företagen som säljer simuleringsprogrammen, information från deras hemsidor och
faktablad, samt test av demoversioner av programmen. Intervjuerna som utfördes var av
semistrukturerad karaktär och följde ett frågeformulär som arbetats fram av oss själva (se
bilaga 2). Formuläret består av 32 frågor som är indelade efter de kriterier och kriteriegrupper
som tagits fram i steg 1 av AHP. Varje fråga är tänkt att motsvara ett kriterium, där två
kriterier fått en extra fråga för att täcka in den.
AHP använder sig av matematiska beräkningar för att komma fram till programmens
slutgiltiga poäng. Därför måste svaren från utvärderingsformulären först kvantifieras. En
skala baserat på Azadehs modell (Azadeh, 2010) användes för att omvandla fraserna från
utvärderingsformuläret till numeriska värden som sträcker sig från 1-9 enligt tabellen nedan.
Mellanliggande värden kunde också fyllas in i formuläret.
Page 16
11
Frasering i utvärderingsformulär Numerisk skala (Värde på aij)
Equally important 1
Moderately more important 3
More important 5
Strongly more important 7
Extremely more important 9
Tabell 1. Lingvistisk skala med motsvarande numeriskt värde för omvandling (Azadeh, 2010).
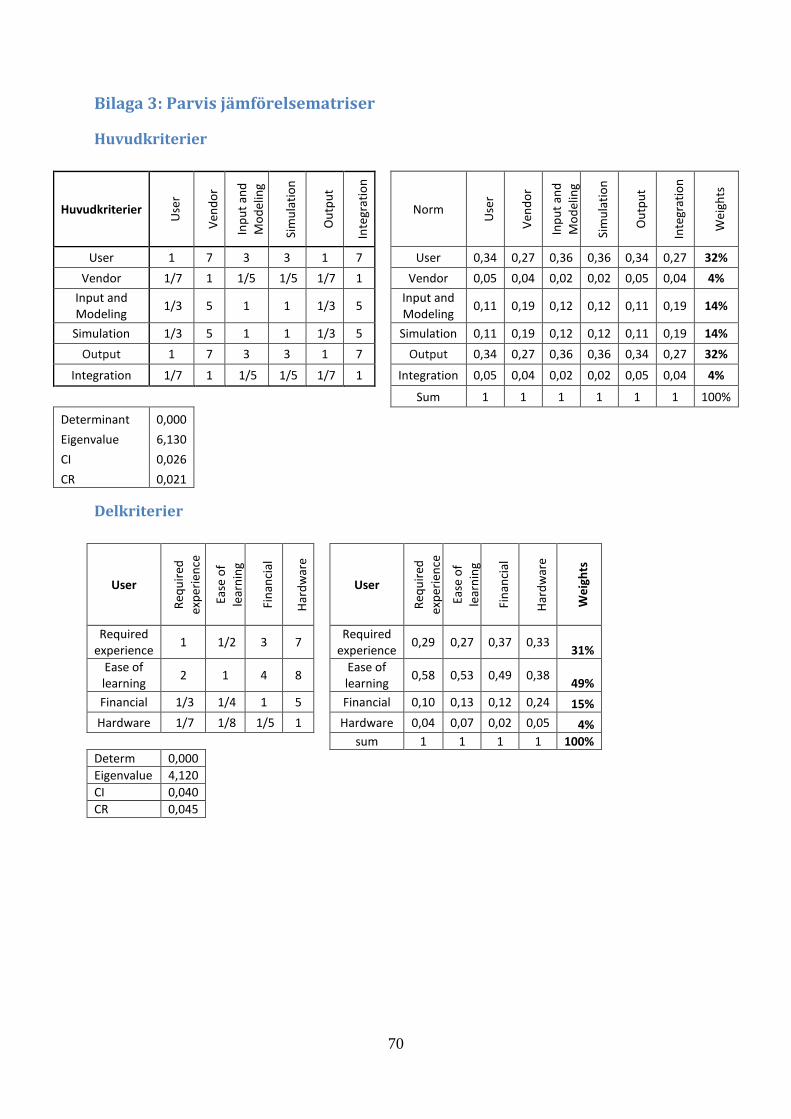
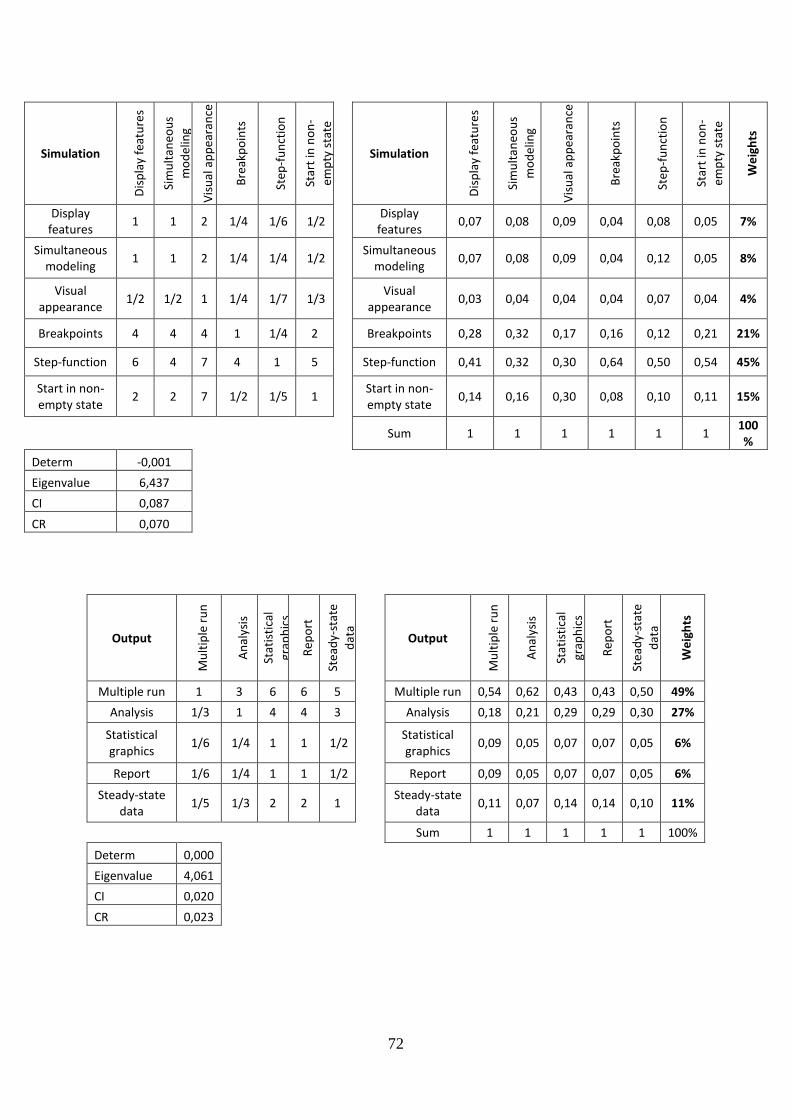
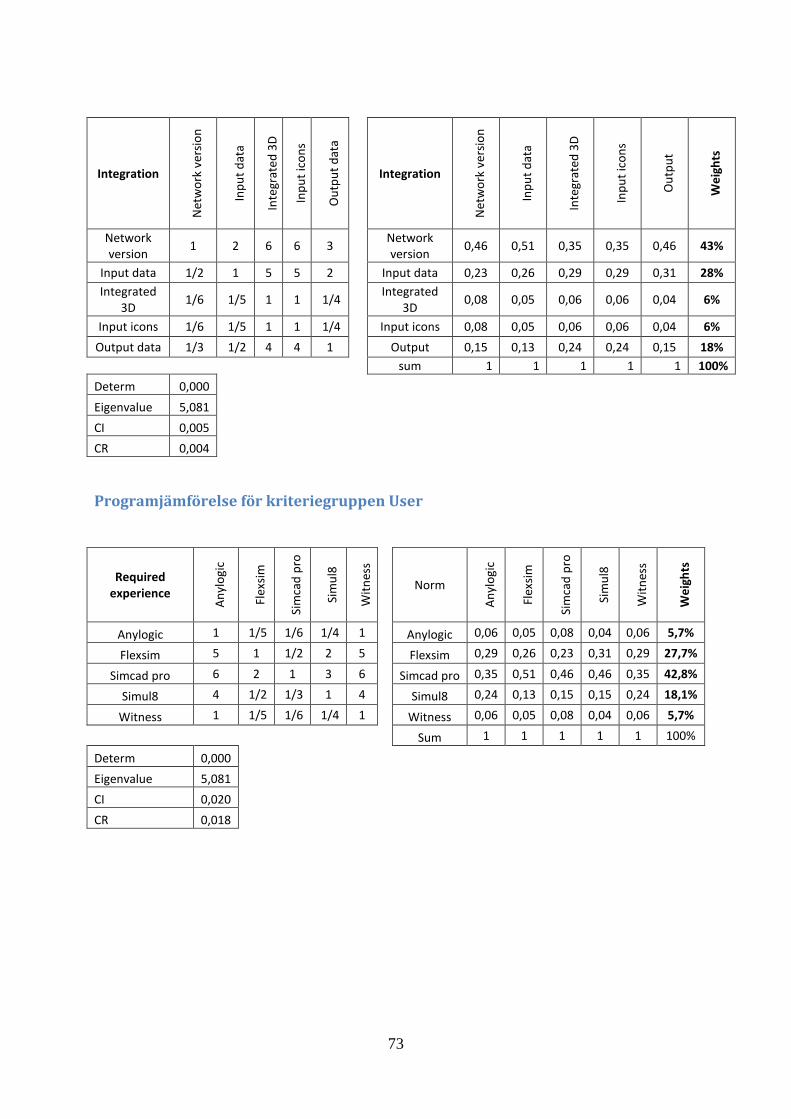
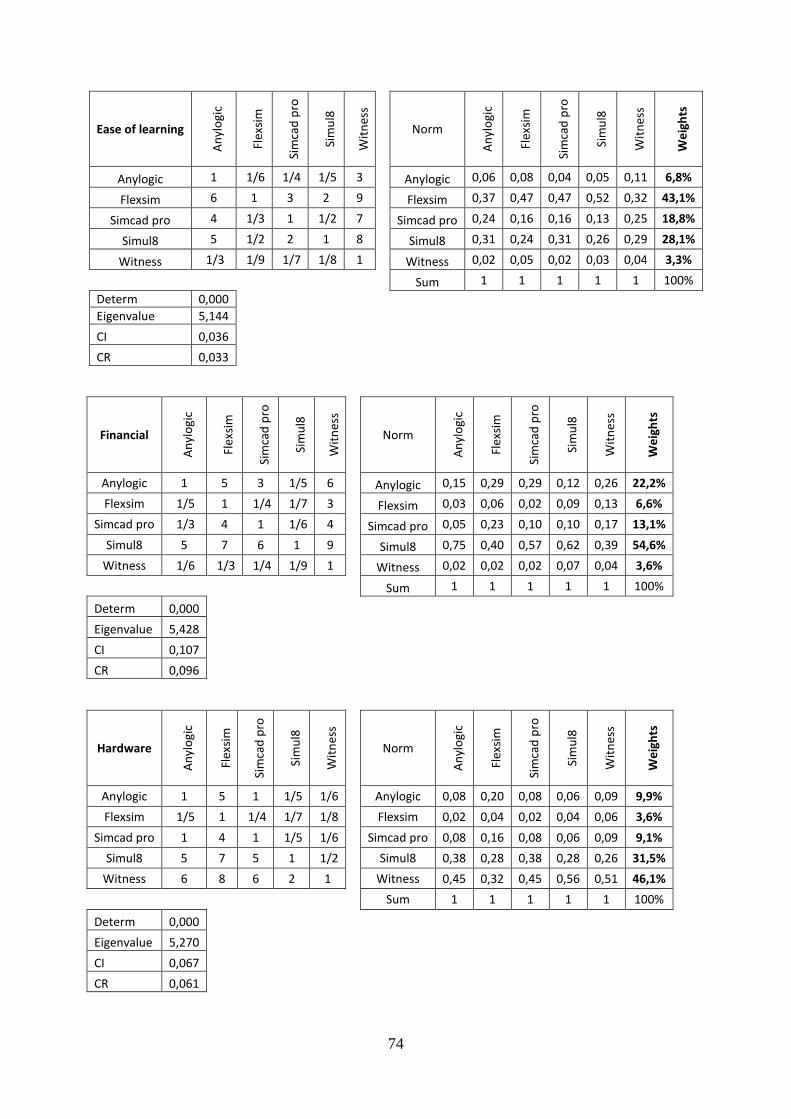
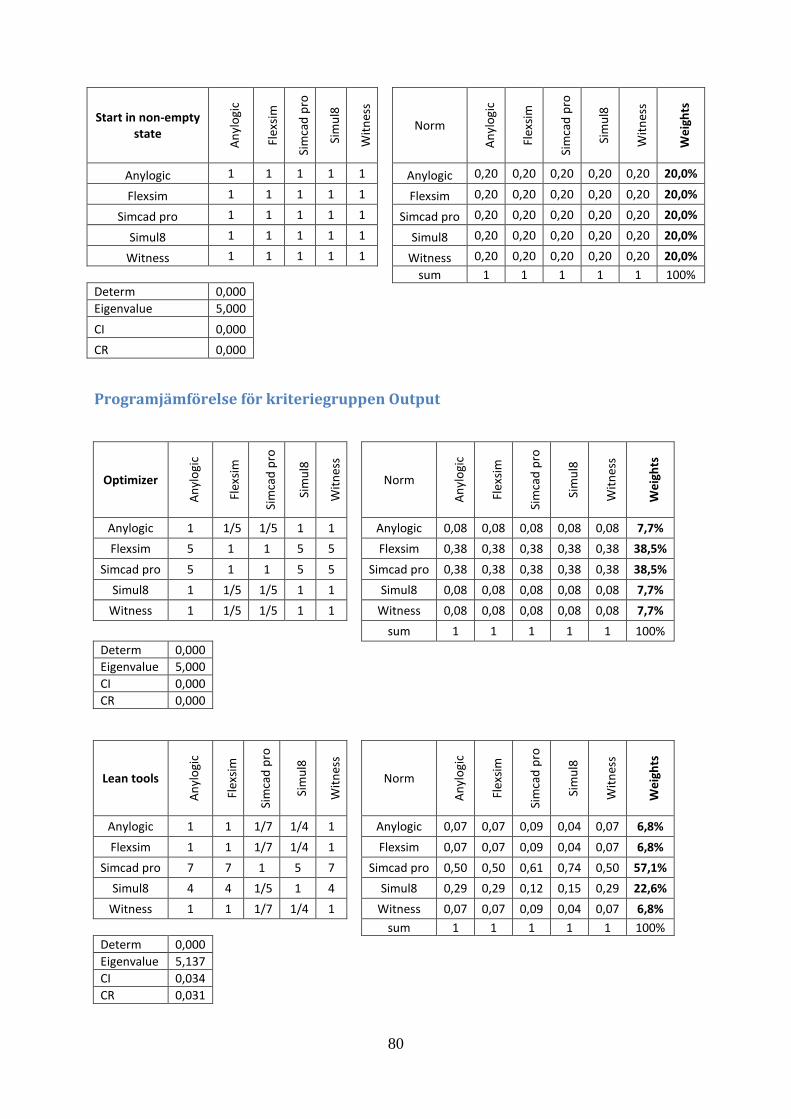
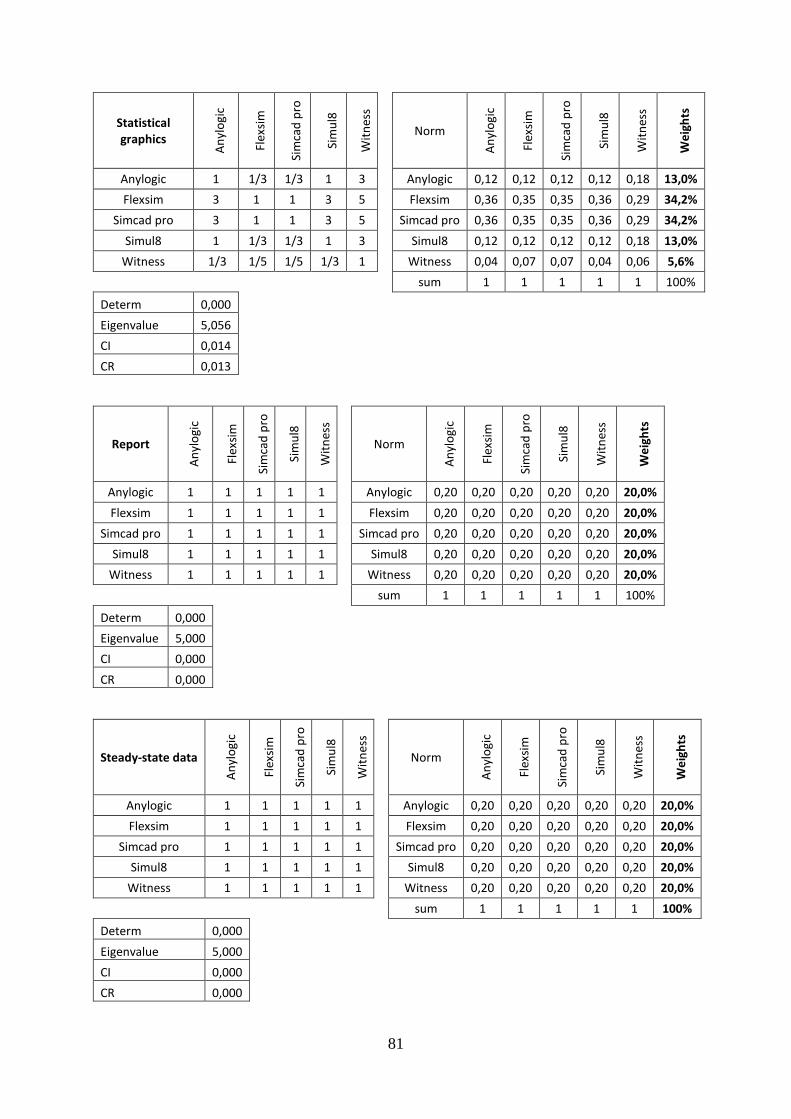
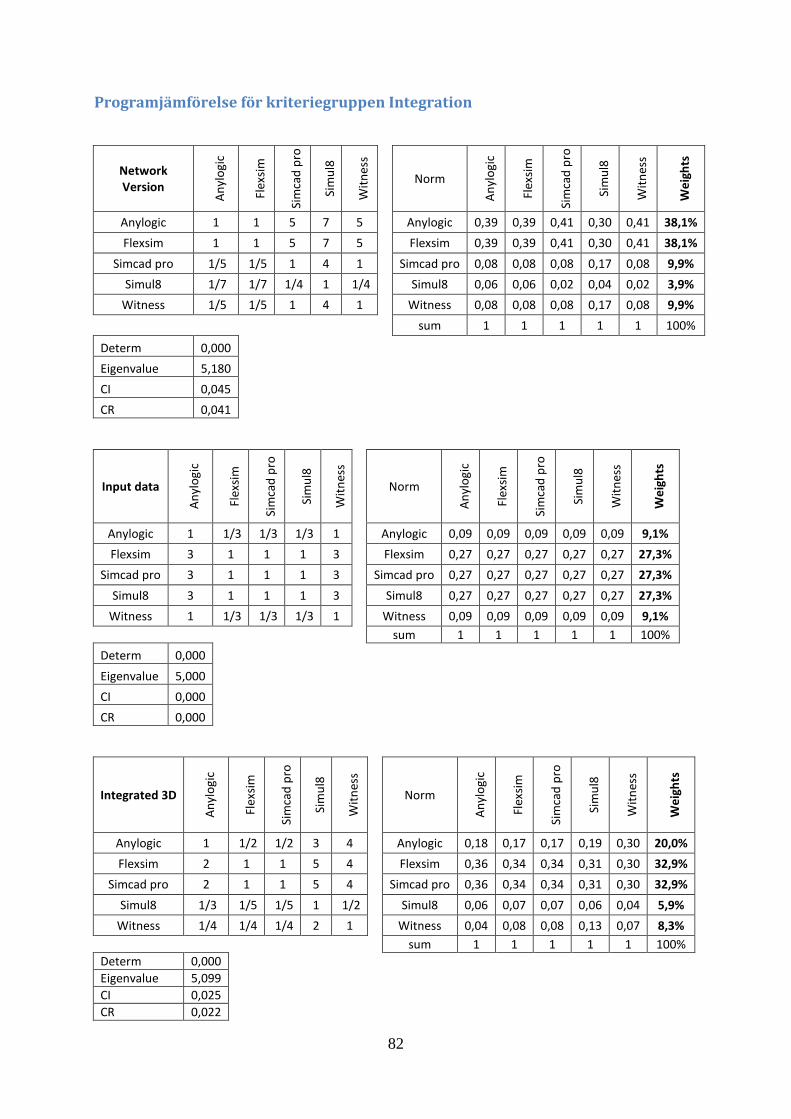
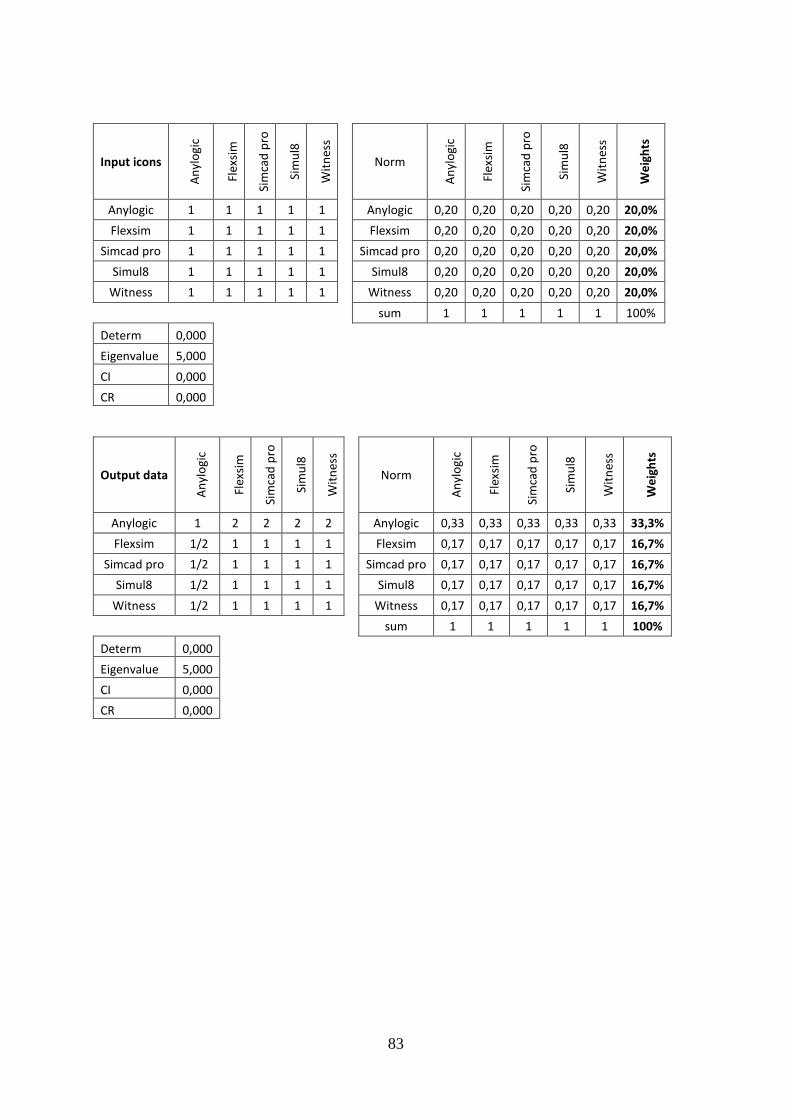
Steg 4: Skapa parvis jämförelsematris
Resultatet från utvärderingsformulären fördes sedan in i en parvis jämförelsematris, A.
Matrisen A är en nxn matris där n är antalet kriterier som utvärderades i formuläret
(alternativt antalet program för nivå 4). Varje element aij i matrisen A representerar den
relativa vikten mellan kriterium i och j, som erhölls i steg 3. Om aij>1 betyder det att
kriterium i är viktigare är kriterium j. För A gäller även att: aij* aji = 1. Detta innebär att
elementen under diagonalen kommer att vara den övre halvans invers.
𝑘1 𝑘2 ⋯ 𝑘𝑛
𝐴 = [𝑎𝑖𝑗] =
𝑘1
𝑘2
⋮𝑘𝑛
[
1 𝑎12 ⋯ 𝑎1𝑛
1/𝑎12 1 ⋯ 𝑎2𝑛
⋮ ⋮ ⋱ ⋮1/𝑎1𝑛 1/𝑎2𝑛 ⋯ 1
]
Efter detta gjorts för alla utvärderingsformulär hade vi sex matriser för nivå 2, fem matriser
för nivå 3, och 30 matriser för nivå 4 (41 matriser totalt, se bilaga 3).
Steg 5: Kontrollera att resultatet är konsekvent
Eftersom att alla jämförelser görs parvis mellan två kriterier i taget finns det en viss risk för
att utvärderingsformuläret av misstag fylls i inkonsekvent. Exempel: Kriterium k1 och k2 sätts
först till att vara ”Equally important” och får relativ vikt = 1. När k1 och k3 sedan jämförs sätts
k1 som ”Moderately more important” och får relativ vikt = 3. När utvärderaren sedan ska
jämföra k2 och k3 sätts k2 som ”More important”, relativ vikt = 5. Detta resultat blir
inkonsekvent eftersom k1 och k2 enligt första utvärderingen ska vara lika viktiga, men är olika
viktiga jämfört med k3. Fördelen med AHP är att den låter utvärderaren fokusera på endast två
kriterier åt gången vilket minskar komplexiteten. Men detta kan alltså också medföra att
svaren blir inkonsekventa. AHP klarar av en viss grad av inkonsekvens, men ett test görs för
att säkerställa att noggrannheten är tillräckligt hög i resultatet.
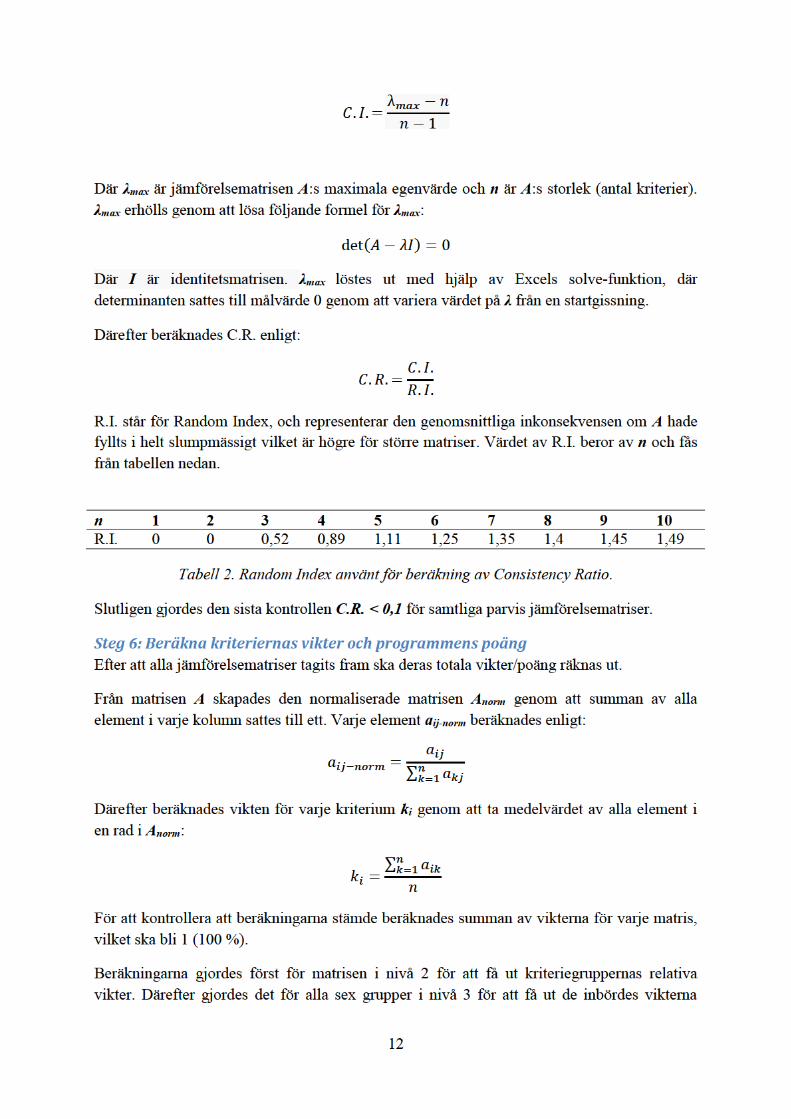
Saaty föreslår att Consistency Index (C.I.) och Consistency Rate (C.R.) beräknas för varje
jämförelsematris A för att kontrollera att utvärderaren varit tillräckligt konsekvent. Om C.R. <
0,1 godkänns resultatet som tillräckligt konsekvent, annars fylls utvärderingsformuläret i på
nytt. C.I. beräknades enligt formeln:
Page 18
13
mellan kriterierna inom grupperna. Nu hade varje grupp en vikt och varje kriterium en
inbördes vikt; för att få fram den slutgiltiga vikten mellan alla 30 kriterier multiplicerades
vikten i nivå 2 med vikten i nivå 3. Även här kontrollerades att summan av alla vikter blev = 1
(100 %). Anorm togs även fram för alla de 30 jämförelsematriserna i nivå 4, och vikterna
beräknades på samma sätt som nivå 2 och 3. Resultaten från beräkningarna i nivå 4 blev alla
programmens poäng för vart och ett av kriterierna, vilket fördes in i en matris P.
Resultatet var nu att vi hade en 1x30 radvektor k där elementen beskriver varje kriteriums
vikt, samt en 30x5 matris P där varje kolumn beskriver ett programs poäng för varje
kriterium. För att få fram den sammanlagda programpoängvektorn v, multiplicerades vektorn
k med matrisen P. Resultatet blir en vektor med programmens sammanlagda poängvikter:
𝑣 = 𝑘 ∗ 𝑃 = [𝑘1 ⋯ 𝑘30] ∗ [
𝑝1,1 ⋯ 𝑝5,1
⋮ ⋱ ⋮𝑝1,30 ⋯ 𝑝5,30
] = [𝑣1 𝑣2 𝑣3 𝑣4 𝑣5]
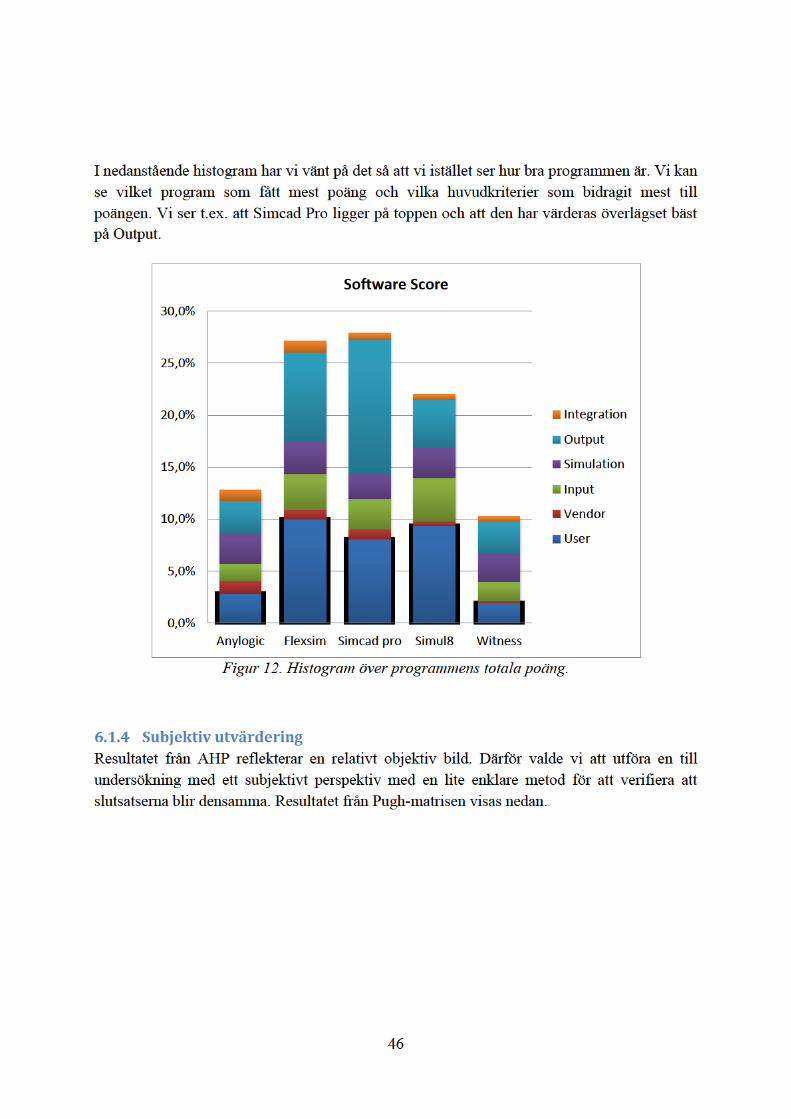
3.1.4 Subjektiv utvärdering
Efter att AHP utförts genomfördes också på GE:s inrådan en ytterligare analys genom att fylla
i en Pugh-matris. AHP är ett väldigt kraftfullt verktyg och är tänkt att ta hänsyn till alla
faktorer som påverkar beslutet. GE ville gärna att vi själva kom med en mer subjektiv
bedömning om vad vi själva tyckte om de fem programmen som utvärderades i AHP, mest
som en slags ”check” för att styrka resultatet från AHP. En Pugh-matris fylldes i genom att
programmen betygsattes på åtta olika områden, med 1, 0, eller -1. Varje område gavs en vikt
enligt vår subjektiva åsikt om vad som var viktigast. Därefter räknades summan av dessa
poäng ihop.
3.1.5 Test av demoversioner
Resultatet från AHP visade att tre program stack ut som toppkandidater. Innan det slutgiltiga
valet av program gjordes testade vi att bygga upp enklare modeller i demoversioner i de tre
programmen. Detta gjordes som en sista kontroll för att upptäcka eventuella
irritationsmoment eller andra problem vid användning av programmet.
3.1.6 Val och inköp av program
Baserat på resultaten från tidigare steg rekommenderades ett program för GE:s ledningsgrupp
som valde att köpa in detta program. Efter förhandling om pris köptes programmet in och
installerades.
3.2 Använda programmet Efter att rätt program valts och köpts in var nästa steg att använda det för att besvara
forskningsfråga 2, ”Hur kan detta simuleringsprogram användas för att optimera
produktionen”, samt fråga 3, ”Hur bör GE använda sig av simuleringsprogrammet i
framtiden?”. För att besvara fråga 2 valde vi att göra en fallstudie på GE:s egen produktion.
En fallstudie har fördelen att resultatet blir väl förankrat till verkligheten. Denna fallstudie
gick ut på att modellera och simulera exempel från GE:s produktion. På detta sätt kunde vi
demonstrera programmets funktionalitet och hur det kan användas för att optimera och
förbättra produktionen. För att besvara fråga 3 gjordes en litteraturstudie för att ta reda på vad
Page 19
14
teorin säger om tillvägagångssätt vid simulering. Detta kombinerades med vår personliga
erfarenhet och lärdomar från att ha arbetet med simulering.
För fallstudien simulerades två olika produktionssituationer från siten i Uppsala som valdes i
samråd med Lean Leaders på GE. Eftersom syftet med arbetet var att visa hur ett
simuleringsverktyg kan användas i förbättringsarbete ville vi ta med två olika case där
programmet används på olika sätt. De två casen som valdes för simulering var ”V1” och
”Macktankar”
3.2.1 Information- och datainhämtning om produktion
För att kunna bygga upp en modell av de två produktionssituationerna behövdes data och
information om hur processerna fungerar i verkligheten.
3.2.1.1 V1
Information om V1 erhölls genom att vi gick in i produktionsmiljön tillsammans med Lean
Leader, där vi fick en övergripande förklaring om hur processen gick till och gjorde egna
observationer. Därefter gick vi också tillsammans men Lean Leader igenom processen i detalj
via dokumentation som fanns upprättad om processens standardiserade arbetssätt.
3.2.1.2 Macktankar
En intervju med Lean Leader hölls för att få information om hur processen fungerar. Därefter
erhölls data om produktmix och historiska produktionsvolymer från datablad.
3.2.2 Simuleringsmetod
För att utföra simuleringen utgick vi ifrån en metod föreslagen av Banks et al (Banks 2010).
Processen består av totalt 12 steg och finns närmare beskriven i den teoretiska referensramen.
Metoden valdes för att säkerställa att simuleringsprocessen sker på ett strukturerat och
kontrollerat sätt. Den är uppbyggd för att kontinuerligt verifiera att varje steg utförts korrekt,
annars re-itereras det.
3.2.3 Optimering och testning av scenarier
Efter att modellen byggts upp och validerats testade vi att införa vissa förändringar för att
förbättra produktionsprocessen. Dessa förbättringsförslag gjordes ur ett Lean- och Operational
Excellence-perspektiv. Förslag till förbättringar kom från Lean Leaders på GE, samt från
författarna själva baserat på litteratur om operationsstyrning. De olika scenarierna (före och
efter) kördes i simuleringar för att jämföra data mot varandra och se vilken effekt
förbättringsförslaget gav. Simuleringsprogrammets inbyggda verktyg för analys och
optimering användes också för att identifiera och förbättra problemområden.
3.3 Metodens tillförlitlighet Metoden för att välja program är tänkt att i ett första stadie (genom AHP) ge en så
kvantifierbar och objektiv bild som möjligt av vilket program som bör väljas. Detta baseras på
antagandet att de två Lean Leaders korrekt kan ge kriterierna vikter som motsvarar GE:s
behov. Här kan deras personliga, subjektiva värderingar spela en viss roll vilket kan ge olika
resultat beroende på vilka personer som väljs. Lean Leaders har dock en väldigt ingående
kompetens om produktionsprocesserna vilket gör att vi kan argumentera för att de ändå är de
Page 20
15
som kan ge de mest korrekta vikterna. Den andra delen i val av program är vår egen
kompetens att korrekt kunna utvärdera programmen. Den fakta vi baserat våra beslut på
kommer först ifrån intervjuer med representanter från företagen som säljer programvaran.
Dessa kommer naturligtvis alltid att försöka få just sitt program att framstå så bra som
möjligt. Genom att ha ett kritiskt och ifrågasättande förhållningssätt under intervjuerna har vi
försökt genomskåda så kallat ”säljsnack”. Dessutom kontrollerades uppgifterna från
intervjuerna genom att själva prova på demoversioner av programmen och läsa andra
användares åsikter på forum.
Simulering i sig medför alltid en viss grad av osäkerhet. Modellen är bara en representation av
verkligheten och det är i stort sett omöjligt att uppnå en validitet på 100 %. Beroende på
simuleringssituationen kommer modellen och simuleringens resultat att få olika hög säkerhet.
Valet att simulera V1 på en väldigt hög detaljnivå innebar också att vissa antaganden och
generaliseringar var nödvändiga. Ju högre detaljnivå, desto svårare är det generellt att uppnå
den verkliga processens beteende. Vid simulering på en mer övergripande nivå, som
Macktankar, blir reglerna och beteendet lättare att sätta upp i modellen. Man bör vara
medveten om detta när resultaten analyseras.
Page 21
16
4 Teoretisk referensram Detta kapitel innehåller relevant litteratur och teoretisk bakgrund som rapporten stöder sig på.
4.1 Simulering som verktyg I detta avsnitt beskrivs simulering som koncept, varför det används och hur man kan gå
tillväga då ett simuleringsprogram används.
4.1.1 Intro till Simulering
Simulering kan definieras på en mängd olika sätt, två definitioner som passar bra för
simulering inom produktion är:
Simulering är konsten och vetenskapen att skapa en representation av en process eller ett
system med avsikten experimentering och utvärdering. (Klingstam, Gullander, 1999)
Simulering är processen för att utforma en modell av ett verkligt system och utföra
experiment i modellen för att skapa en förståelse för systemets beteende och/eller analysera
olika strategier för att driva systemet. (Klingstam, Gullander, 1999)
Den grundläggande betydelsen är densamma; att göra tester i en modell för beslutsunderlag.
Simulering görs normalt via mjukvaruprogram i en dator vilket det idag finns en mängd olika
program för. Andra typer av datorstöd har länge använts för andra ändamål inom
producerande verksamhet, till exempel för produktdesign där det då ofta benämns Computer
Aided Design (CAD). Även i själva tillverkningen är utrustning och maskiner till stor del ofta
automatiserad och datorstyrd. Inom produktionsstyrning och industriell design är dock
fortfarande användandet av datorstöd relativt lågt, man förlitar sig till stor del på manuella
verktyg som Value Stream Mapping eller enklare program som MS Excel. Simulering kan
hjälpa till att fylla luckan mellan design och tillverkning genom att det införs som ett
datorbaserat verktyg för att utforma och planera produktionen. Detta har fått namnet
Computer aided production engineering (CAPE). (Klingstam, Gullander, 1999)
4.1.2 Varför simulera
Simulering kan utföras av flera olika anledningar men har egentligen alltid samma
underliggande syfte; att ge underlag för att fatta bättre beslut. Det används alltså som ett
verktyg för beslutsfattande för att öka effektiviteten eller sänka kostnader, vilket är två av de
främsta målen för operationsstyrning. (Klingstam, Gullander, 1999)
Några generella fördelar med att använda sig av simulering jämfört med traditionella metoder
är:
Möjligheten att testa olika alternativ utan att behöva investera i nya maskiner och
utrustning
Man undviker störningar och stopp i den dagliga produktionen
Ger en bra grund för bättre underbyggda beslut
Körningar över väldigt lång tid kan simuleras snabbt
Problem kan upptäckas innan de når verkstadsgolvet
Nya situationer och scenarion kan utforskas
Page 22
17
Ger ökad kunskap om och bättre överblick över systemet
Simulering kan alltså bidra med många fördelar, men man bör också vara medveten om dess
begränsningar (Klingstam, Gullander, 1999):
En modell är bara en förenklad representation av verkligheten
Svårt att bestämma detaljnivån för simuleringsmodellen
Svårt att sätta upp rätt mål som är realistiska
Brist på kunskap om simulering
Svårighet att analysera resultaten
Hög tidsåtgång
Dyr programvara
Tidigare var simulering främst ett verktyg för användaren att testa olika lösningar och
programmen kunde inte själva ge förslag på lösningar. Användaren fick då själv komma fram
till olika alternativa lösningsförslag och därefter mata in dem i programmet för att få utdata att
jämföra (Klingstam, Gullander, 1999). Senare versioner av vissa program har dock fått mer
avancerade funktioner för att även kunna hitta optimala lösningar. Detta görs ofta genom så
kallad Monte Carlo-simulering där flera olika scenarier körs när olika variabler varierar
mellan bestämda värden. Simuleringsprogrammen har alltså gått från att enbart vara
testverktyg till att även generera lösningar.
4.1.3 Val av simuleringsprogram
Att välja rätt mjukvaruprogram för en viss tillämpning är en viktig och ofta komplex uppgift.
Valet av mjukvara baseras i grund och botten på två saker; vilka behov användaren har, och
hur bra de olika programmen uppfyller dessa behov. En undermålig utvärdering kan resultera
i ett felaktigt val av program och därmed att pengar spenderas på ett program som inte
uppfyller de behov som användaren eller ett företag har. De svårigheter som finns när beslut
ska fattas kombinerat med beslutets stora betydelse har lett till att en hel del forskning
bedrivits för att utreda och hitta bättre metoder för att välja ett mjukvaruprogram. De två
viktigaste frågorna som utretts är vilka kriterier som används, och vilken metod som används
för att utvärdera mjukvaran. (Jadhav, 2009)
Val av kriterier
Det första steget i val av simuleringsprogram är att definiera det egna behovet; varför vill man
använda sig av simulering och vad vill man att programmet ska kunna göra? Ett bra sätt att
göra detta är att sätta upp ett antal kriterier som man sedan kan kontrollera hur väl
programmen uppfyller. När kriterierna ska definieras bör man inte lägga något större fokus på
hur viktiga de är. Det viktiga är att alla faktorer som påverkar valet av simuleringsprogram
uttrycks på något sätt genom kriterierna som sätts upp. Det gör egentligen inte så mycket om
man tar med för många. Dessa kriterier kommer att få en lägre vikt när de senare viktas. Om
man är osäker på om ett kriterium påverkar beslutet eller inte är det bättre att ta med det för att
inte riskera att en viktig del av beslutet inte tas hänsyn till.
Ett antal studier har gjorts för att fastställa de kriterier som bör tas med vid utvärderings av
simuleringsprogram. Nikoukaran (Nikoukaran et al, 1998) har arbetat fram en omfattande
Page 23
18
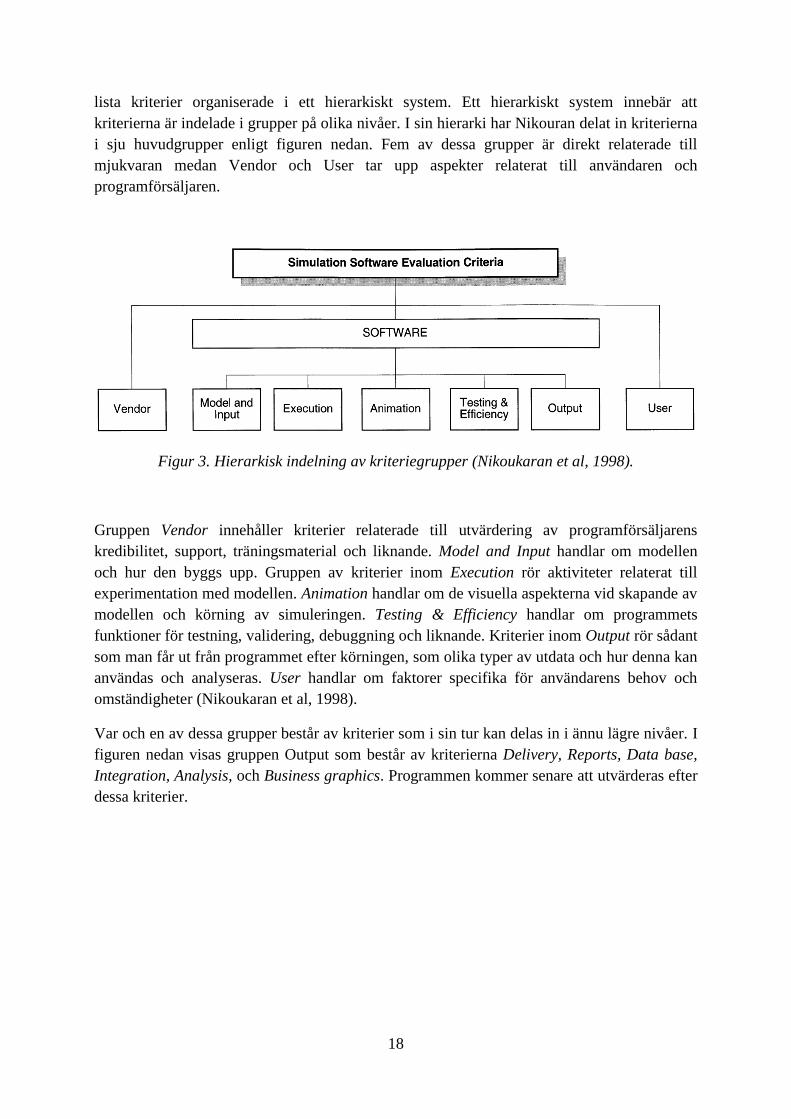
lista kriterier organiserade i ett hierarkiskt system. Ett hierarkiskt system innebär att
kriterierna är indelade i grupper på olika nivåer. I sin hierarki har Nikouran delat in kriterierna
i sju huvudgrupper enligt figuren nedan. Fem av dessa grupper är direkt relaterade till
mjukvaran medan Vendor och User tar upp aspekter relaterat till användaren och
programförsäljaren.
Figur 3. Hierarkisk indelning av kriteriegrupper (Nikoukaran et al, 1998).
Gruppen Vendor innehåller kriterier relaterade till utvärdering av programförsäljarens
kredibilitet, support, träningsmaterial och liknande. Model and Input handlar om modellen
och hur den byggs upp. Gruppen av kriterier inom Execution rör aktiviteter relaterat till
experimentation med modellen. Animation handlar om de visuella aspekterna vid skapande av
modellen och körning av simuleringen. Testing & Efficiency handlar om programmets
funktioner för testning, validering, debuggning och liknande. Kriterier inom Output rör sådant
som man får ut från programmet efter körningen, som olika typer av utdata och hur denna kan
användas och analyseras. User handlar om faktorer specifika för användarens behov och
omständigheter (Nikoukaran et al, 1998).
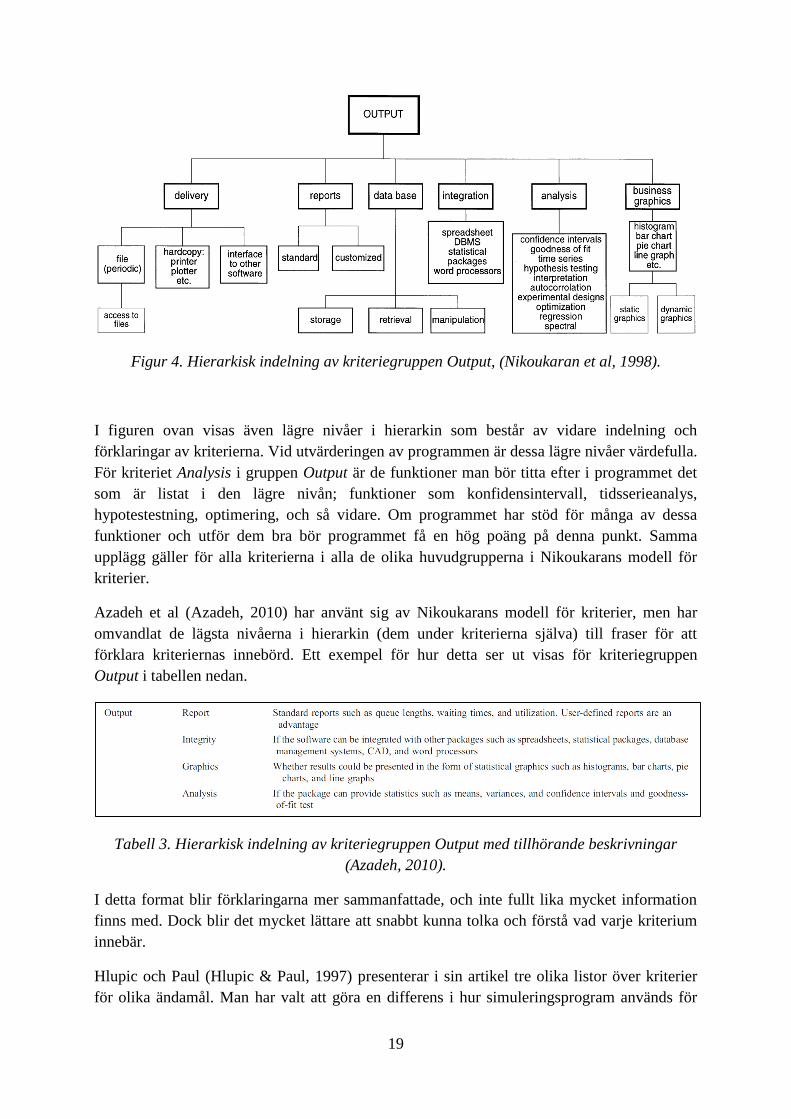
Var och en av dessa grupper består av kriterier som i sin tur kan delas in i ännu lägre nivåer. I
figuren nedan visas gruppen Output som består av kriterierna Delivery, Reports, Data base,
Integration, Analysis, och Business graphics. Programmen kommer senare att utvärderas efter
dessa kriterier.
Page 24
19
Figur 4. Hierarkisk indelning av kriteriegruppen Output, (Nikoukaran et al, 1998).
I figuren ovan visas även lägre nivåer i hierarkin som består av vidare indelning och
förklaringar av kriterierna. Vid utvärderingen av programmen är dessa lägre nivåer värdefulla.
För kriteriet Analysis i gruppen Output är de funktioner man bör titta efter i programmet det
som är listat i den lägre nivån; funktioner som konfidensintervall, tidsserieanalys,
hypotestestning, optimering, och så vidare. Om programmet har stöd för många av dessa
funktioner och utför dem bra bör programmet få en hög poäng på denna punkt. Samma
upplägg gäller för alla kriterierna i alla de olika huvudgrupperna i Nikoukarans modell för
kriterier.
Azadeh et al (Azadeh, 2010) har använt sig av Nikoukarans modell för kriterier, men har
omvandlat de lägsta nivåerna i hierarkin (dem under kriterierna själva) till fraser för att
förklara kriteriernas innebörd. Ett exempel för hur detta ser ut visas för kriteriegruppen
Output i tabellen nedan.
Tabell 3. Hierarkisk indelning av kriteriegruppen Output med tillhörande beskrivningar
(Azadeh, 2010).
I detta format blir förklaringarna mer sammanfattade, och inte fullt lika mycket information
finns med. Dock blir det mycket lättare att snabbt kunna tolka och förstå vad varje kriterium
innebär.
Hlupic och Paul (Hlupic & Paul, 1997) presenterar i sin artikel tre olika listor över kriterier
för olika ändamål. Man har valt att göra en differens i hur simuleringsprogram används för
Page 25
20
utbildningssyften (skolor och lärosäten) och inom producerande verksamhet (företag). För
producerande verksamhet har man vidare delat in behovet mellan snabb & grundläggande
simulering och detaljerad & komplex simulering. I jämförelse med Nikoukarans modell är
alla dessa listor mycket mer detaljerade. Kriterierna är även här indelade i grupper, för
detaljerad simulering finns hela 17 grupper. Även om Hlupic och Pauls lista innehåller många
fler kriterier är Nikoukarans är det egentligen inte mer omfattande. Anledningen är att Hlupic
och Pauls modell bara innehåller två nivåer i hierarkin; många av deras kriterier är istället
uttryckta lägre i hierarkin av Nikoukaran.
4.1.4 Tillvägagångssätt vid simulering
När ett program valts ut och införskaffats är det dags att börja använda det. När man använder
sig av ett simuleringsprogram underlättar det att följa en strukturerad metod. Banks (Banks,
2010) har utvecklat en omfattande modell för detta. Flödesschemat nedan illustrerar denna
metod. Denna modell består av flera olika steg och kontrollpunkter för att hjälpa användaren
av ett simuleringsprogram att se till att arbetet hålls på rätt kurs och att man kommer fram till
ett tillförlitligt resultat.
Page 26
21
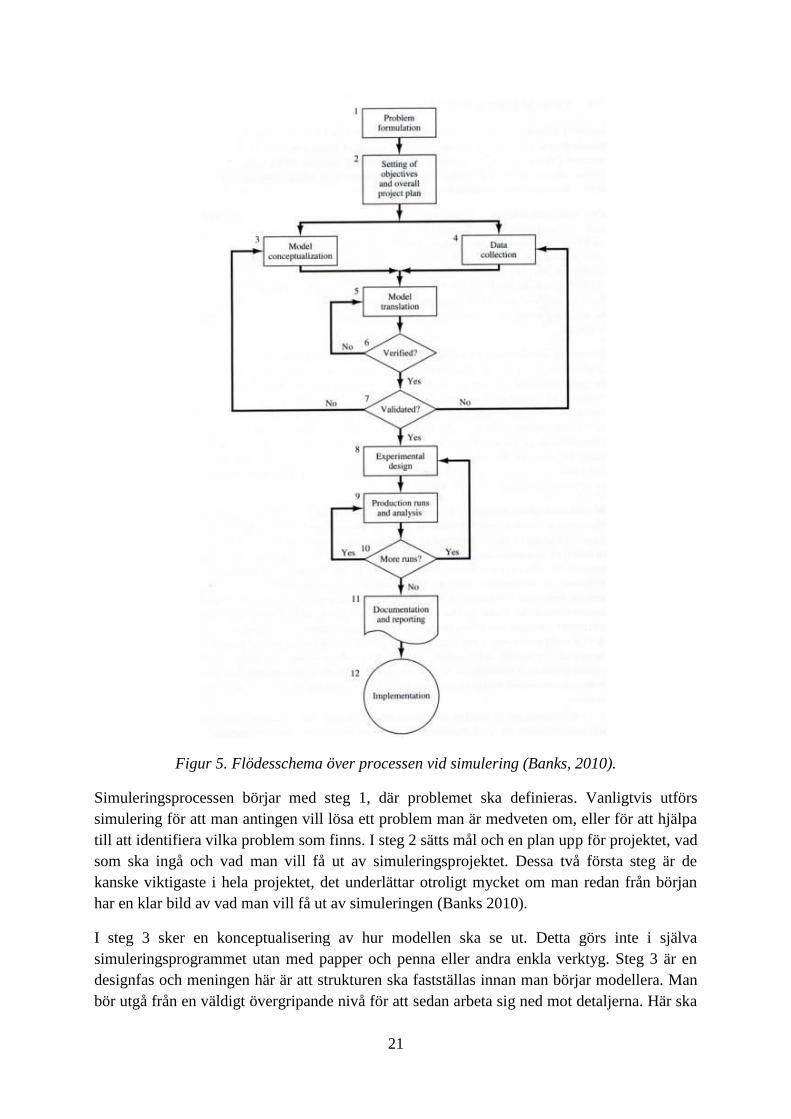
Figur 5. Flödesschema över processen vid simulering (Banks, 2010).
Simuleringsprocessen börjar med steg 1, där problemet ska definieras. Vanligtvis utförs
simulering för att man antingen vill lösa ett problem man är medveten om, eller för att hjälpa
till att identifiera vilka problem som finns. I steg 2 sätts mål och en plan upp för projektet, vad
som ska ingå och vad man vill få ut av simuleringsprojektet. Dessa två första steg är de
kanske viktigaste i hela projektet, det underlättar otroligt mycket om man redan från början
har en klar bild av vad man vill få ut av simuleringen (Banks 2010).
I steg 3 sker en konceptualisering av hur modellen ska se ut. Detta görs inte i själva
simuleringsprogrammet utan med papper och penna eller andra enkla verktyg. Steg 3 är en
designfas och meningen här är att strukturen ska fastställas innan man börjar modellera. Man
bör utgå från en väldigt övergripande nivå för att sedan arbeta sig ned mot detaljerna. Här ska
Page 27
22
också fastställas vilken detaljnivå den framtida modellen faktiskt ska ligga på genom att utgå
från det som konstaterats i steg 1 och 2. Det finns ingen mening i att göra modellen mer
komplex än vad mål och syfte för simuleringen kräver. Högre detaljnivå ökar arbetsmängden
avsevärt, därför är det viktigt att konceptmodellen stämmer överens med den ursprungliga
planen. Parallellt med steg 3 görs steg 4, datainsamling. All data som kommer att behövas ska
först identifieras och sedan samlas in (Banks 2010).
I steg 5 ska konceptet byggas upp till en modell i ett utvalt simuleringsprogram. Om tidigare
steg gjorts utförligt blir detta steg lättare och går snabbare. Efter detta ska modellen verifieras
i steg 6 där den felsöks. Här kontrolleras att modellen är byggd utefter de specifikationer som
satts upp och att den stämmer överens med konceptmodellen. Om den inte överensstämmer
går man tillbaka till steg 5 och gör korrektioner i modellen. Detta görs tills modellen kan
anses verifierad och man kan först då gå vidare till steg 7, validering. I valideringen testas hur
väl modellen stämmer överens med verkligheten. Resultat och utdata från simuleringen
jämförs med motsvarande data från den verkliga processen. Om det visar sig att modellen inte
är representativ innebär det att man gjort något fel tidigare i processen. Man måste då gå
tillbaka till steg 3 och 4 för att korrigera designen och strukturen av modellen. Detta kan verka
omständligt men är en nödvändighet; en modell som inte motsvarar det den är tänkt att göra
har man ändå ingen nytta av. De resultat man får ut från simuleringen blir missvisande och
kan göra mer skada än nytta (Banks, 2010).
När modellen väl validerats kan man gå vidare till steg 8 där man börjar testa och
experimentera med modellen. Ett av huvudsyftena med simulering är att testa alternativ till
den nuvarande situationen vilket alltså realiseras i detta steg. I steg 8 bestäms vilka olika
scenarion som ska testas och vilka parametrar i modellen som ska justeras. I steg 9 körs sedan
dessa alternativ i simuleringsprogrammet och resultatet analyseras. Utdata och KPI:er från
den ursprungliga modellen jämförs med de från körningarna av de nya alternativen. I steg 10
utvärderar man om man är nöjd med de resultat man kommit fram till eller om fler experiment
ska göras med modellen. Antingen kan man då gå tillbaka till steg 9 om man anser att fler
körningar behövs för att statistiskt säkerställa de resultat man fått. Alternativt kan man gå
tillbaka till steg 8 och utforma nya typer av tester som man vill utföra i modellen.
När man testat de alternativ man vill ska allt tidigare arbete dokumenteras i steg 11. Syftet
med detta är att andra ska kunna sätta sig in i och förstå modellen om den ska användas igen i
framtiden. Både resultat och beskrivning av arbetsprocessen ska därför ingå i rapporteringen.
Det sista steget i hela simuleringsprojektet är implementering. Förhoppningsvis har man med
hjälp av simuleringen kommit fram till hur en process kan förbättras. I steg 12 ska dessa
förändringar av processen implementeras i verkligheten, vilket är slutmålet för ett
simuleringsprojekt (Banks, 2010).
4.2 Operationsstyrning Operationsstyrning är aktiviteten och läran om att leda och utforma produkter, processer,
tjänster och supply chains. Operationsstyrning sker på både en strategisk och en taktisk nivå.
Strategiska uppdrag kan vara att bestämma storlek och plats för en fabrik, strukturen i ett
service- eller telekommunikationsnätverk, eller att designa supply chains. Taktiska uppdrag
Page 28
23
innefattar beslut om fabrikslayout och struktur, projektstyrningsmetoder, val av utrustning och
maskiner, kvalitetskontroll, materialflöden och underhållsrutiner (Reid, Sanders, 2010).
4.2.1 Lean & Op-ex
Lean har sitt ursprung hos den japanska biltillverkaren Toyota, som sedan 1980-talet gjort sig
kända för enastående kvalitet och effektivitet. Kärnan i Lean består av att eliminera slöserier,
vilket definieras som allt som inte tillför något värde ur kundens synpunkt. Enligt Lean finns
det sju olika sorters slöserier, och en extra åttonde som ibland också brukar läggas till. Dessa
är (Liker, 2004):
1. Överproduktion. Produktion av varor som det inte finns någon order för.
2. Väntan. Operatörer som bara iakttar en automatiserad process eller väntar på nästa
steg i processen, verktyg eller delar.
3. Onödiga transporter. Förflyttning av produkter i arbete (Work In Progress, WIP)
genom ineffektiva vägar eller förflyttning till och från lager.
4. Överbearbetning. Genomgå onödiga operationer för att bearbeta produkten, uppnå
högre kvalitet än vad som behövs.
5. Onödiga lager. Överskott på råmaterial, WIP eller färdiga produkter leder till längre
ledtider, åldrande av produkter, transport- och lagerkostnader.
6. Onödiga förflyttningar. All typ av onödig rörelse operatörer måste utföra, som att leta
efter eller hämta verktyg och delar. Att behöva gå är också slöseri.
7. Defekter. Produktion eller korrektioner av defekta delar leder till slöseri med tid och
resurser.
8. Outnyttjad kreativitet. Att gå miste om idéer, förmågor, förbättringar och lärande
genom att inte lyssna på de anställda.
Produktens värdekedja är central inom Lean och målet är att endast värdeadderande
aktiviteter ska finnas kvar genom att de sju slöserierna elimineras. Organisationen och dess
processer ska slimmas ned och bli Lean genom att allt onödigt slöseri arbetas bort. Inom
Toyota arbetar man efter något som kallas ”The Toyota Way” för att bli Lean, vilket består av
14 principer för företaget att följa (Liker, 2004).
Del I: Långsiktig filosofi
Princip 1: Basera dina ledarskapsbeslut på långsiktig filosofi, även på
bekostnad av kortsiktiga finansiella mål.
Del II: Rätt process ger rätt resultat
Princip 2: Skapa ett kontinuerligt precessflöde för att föra fram problem till
ytan.
Princip 3: Använd ett pull-system för att undvika överproduktion
Princip 4: Jämna ut arbetsbelastningen (Heijunka)
Page 29
24
Princip 5: Bygg en kultur där man stannar processen för att åtgärda
problemet så att rätt kvalitet uppnås första gången.
Princip 6: Standardiserade uppgifter är grunden för ständig förbättring och
ökat ansvar hos de anställda.
Princip 7: Använd visuell kontroll så att inga problem döljs
Princip 8: Använd endast pålitlig och ordentligt testad teknologi som arbetar
för människor och processer.
Del III: Addera värde till organisationen genom att utveckla dina anställda och partners
Princip 9: Utveckla ledare som fullständigt förstår arbetet, lever filosofin,
och lär ut den till andra.
Princip 10: Utveckla enastående individer och team som följer företagets
filosofi.
Princip 11: Respektera ditt nätverk av partners och leverantörer genom att
utmana dem och hjälpa dem att förbättra sig
Del IV: Att ständigt lösa grundorsaken till problem driver lärande i organisationen
Princip 12: Gå och titta på situationen själv för att förstå den fullständigt.
Princip 13: Fatta beslut sakta genom konsensus, där alla alternativ tagits
hänsyn till; implementera dock besluten snabbt.
Princip 14: Bli en lärande organisation genom obeveklig reflektion (Hansei)
och ständiga förbättringar (Kaizen).
Något som är viktigt att poängtera är att för att en organisation verkligen ska kunna bli Lean
krävs att man arbetar efter principerna i alla de fyra delarna. Ett misstag många organisationer
gör är att alltför stort fokus läggs på processerna (Del II). Man kan använda sig av många
olika Lean-verktyg på denna nivå och se vissa kortsiktiga resultat, men för att uppnå
långsiktiga konkurrensfördelar krävs det att hela filosofin implementeras i organisationen.
Många har också misslyckats genom ta genvägar att försöka kopiera Toyotas metoder rakt av,
vilket inte är i linje med Lean-filosofin. Alla organisationer är olika och har olika kulturer,
varför också Lean-arbetet måste anpassas (Liker 2004). Tittar vi på simuleringens plats i Lean
så blir det främst ett verktyg för att arbeta med processerna, det vill säga Del II i Toyota Way.
Page 31
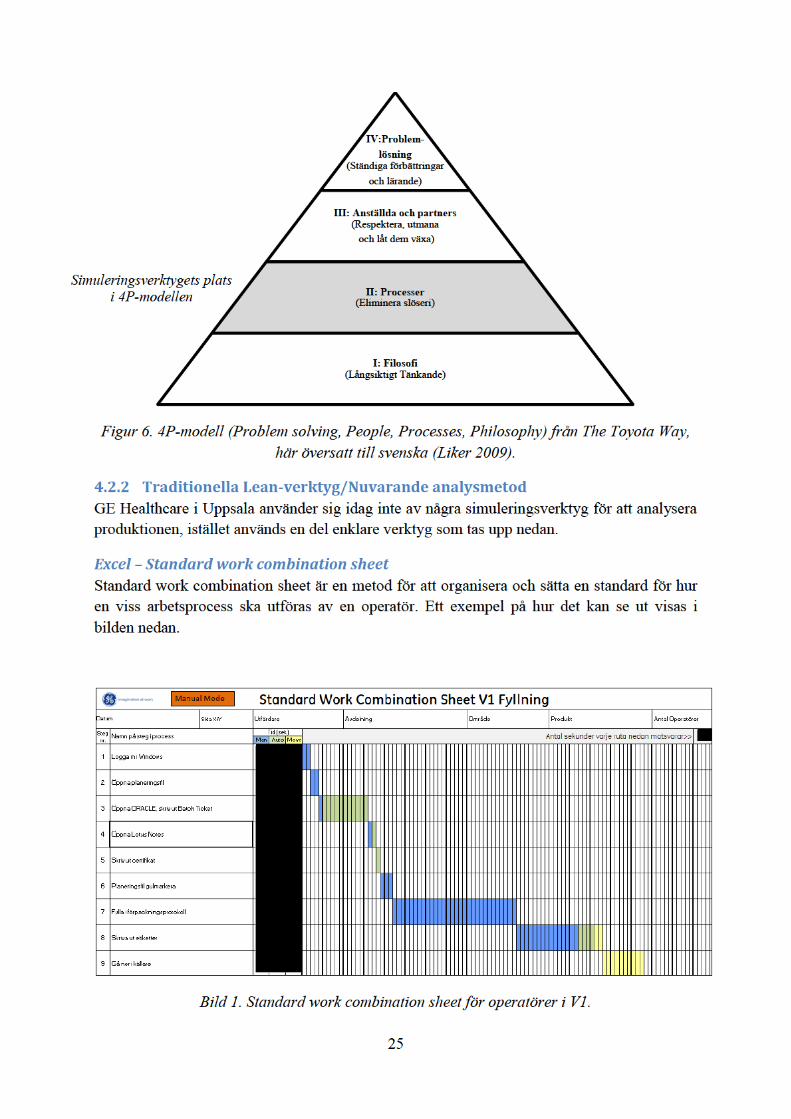
26
De olika stegen i processen beskrivs i vänstra kolumnen, därefter fylls tiden i (siffervärde)
som det tar att göra steget. Tiden delas in i tre olika typer, manuell tid (kräver att operatören
utför arbetet), autotid (maskintid som inte kräver operatörens input) eller rörelse (operatören
behöver förflytta sig). Därefter visualiseras detta genom att tiden fylls in i rutmönstret till
höger, i exemplet ovan motsvarar en ruta . Målet är därefter att försöka placera de
olika aktiviteterna i en ordningsföljd som minimerar väntetid och förflyttning för operatören,
och samtidigt tar hänsyn till vilken ordning de olika stegen faktiskt kan utföras. Om det är ett
enkelt flöde utan förgreningar med endast en operatör finns det inte så många olika alternativ
och uppgiften blir relativt enkel. Om däremot två eller flera operatörer ska arbeta tillsammans
i ett flöde som inte är lika strikt kan pusslandet bli betydligt mer komplext. Ofta måste även
andra faktorer än enbart processen som sådan tas hänsyn till, så som raster och relativt rättvis
fördelning i aktiviteter mellan olika operatörer (Larsson, 2015-04-10).
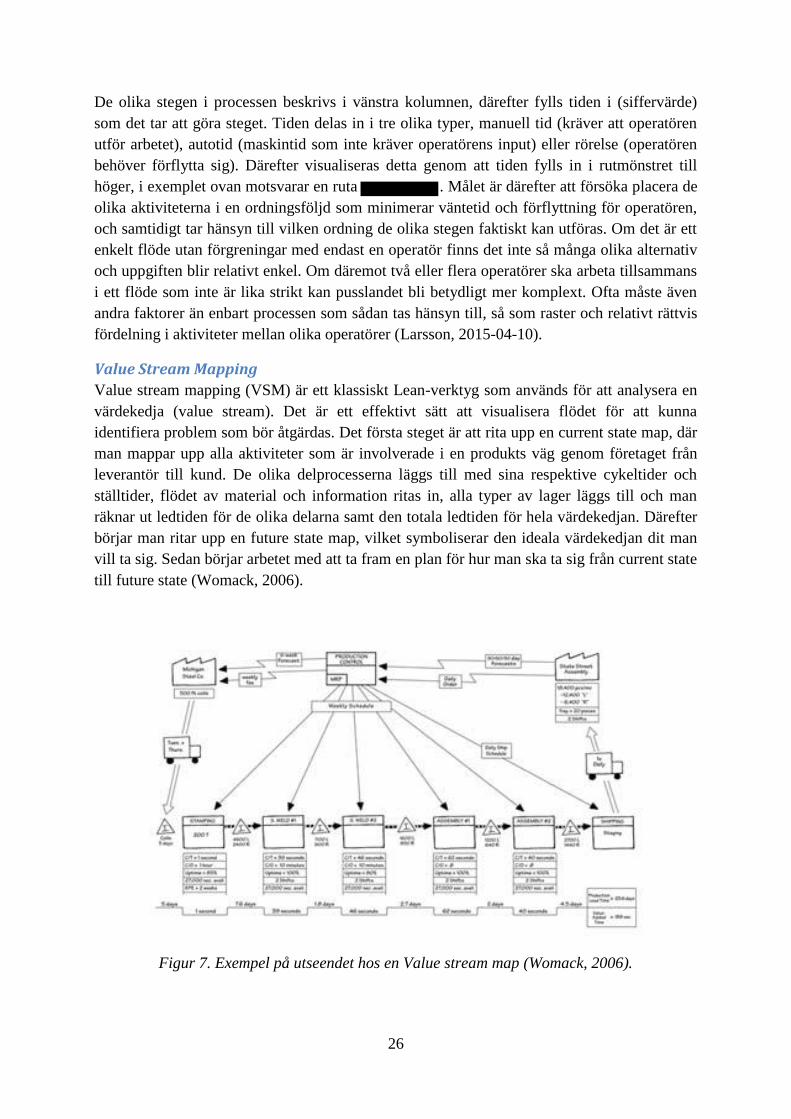
Value Stream Mapping
Value stream mapping (VSM) är ett klassiskt Lean-verktyg som används för att analysera en
värdekedja (value stream). Det är ett effektivt sätt att visualisera flödet för att kunna
identifiera problem som bör åtgärdas. Det första steget är att rita upp en current state map, där
man mappar upp alla aktiviteter som är involverade i en produkts väg genom företaget från
leverantör till kund. De olika delprocesserna läggs till med sina respektive cykeltider och
ställtider, flödet av material och information ritas in, alla typer av lager läggs till och man
räknar ut ledtiden för de olika delarna samt den totala ledtiden för hela värdekedjan. Därefter
börjar man ritar upp en future state map, vilket symboliserar den ideala värdekedjan dit man
vill ta sig. Sedan börjar arbetet med att ta fram en plan för hur man ska ta sig från current state
till future state (Womack, 2006).
Figur 7. Exempel på utseendet hos en Value stream map (Womack, 2006).
Page 32
27
4.2.3 Prestationsmätning
Vid förbättringsarbete och operationsstyrning spelar prestationsmätning en viktig roll.
Managementgurun Peter Druckers citat,”If you can’t measure it, you can’t manage it”, är
välkänt inom managementlitteraturen (Behn 2005). Enligt Neely et al (Neely, 1994) menas
med prestationsmätning en kvantifiering av effektivitet och/eller ineffektivitet över en viss
tidsperiod. Prestation ses då som skapande av värde givet mänskliga, fysiska och
kapitalmässiga resurser (Carton 2006). Operational Excellence defineras som ett tillstånd i en
organisation då dess ansträngningar och prestationer är sammanriktade för att uppfylla dess
strategier, samt att organisationen har en kultur som uppmuntrar till ständiga förbättringar för
organisationens prestation och förhållandena för de som arbetar där (Xonitek). Operational
excellence går alltså ut på att förbättra en organisation, men innan man kan förbättra något
måste man först identifiera hur nuläget ser ut. Syftet med att mäta prestationen är alltså för att
kunna analysera värdet och sedan göra en bedömning om värdet är högt eller lågt, först
därefter bör man vidta åtgärder för att förbättra det. Enligt Hannula (Hannula, 2002) är
användbara mätetal ofta en kompromiss mellan validitet (hur väl ett mätetal att mäter det som
avses), reliabilitet (hur noga och konsekvent ett mätetal kan mätas), relevans (användbarhet
och betydelse hos mätetalet) och praktikalitet (kostnad och tidsåtgång för att mäta talet).
Nyckeltal har en stor påverkan på en organisation. Systemet svarar mot hur man väljer att
mäta och utvärdera det; genom att mål sätts upp för särskilda nyckeltal kommer individer att
sträva mot att uppfylla dessa. Om felaktiga nyckeltal sätts upp uppmuntrar det fel typ av
beteende. Nyckeltalen bör därför väljas med omsorg så att de överensstämmer med företagets
övergripande strategi (Senge, 1990).
Nedan följer beskrivningar av några vanliga och viktiga KPI:er (Mogard & von Heijne,
2014):
Throughput rate - Anger hur många produkter man tillverkar per tidsenhet.
Utilization efficiency - Beskriver hur stor andel av upptagen tid som är värdeskapande tid hos
en maskin/operatör.
Production process ratio - Beskriver hur stor andel av ordertiden som utgörs av faktisk
produktionstid.
Work in progress (WIP) - Anger antalet icke-färdiga produkter som befinner sig i
produktionsflödet vid en given tidpunkt.
Lead time - Tiden det tar från att göra klart en order från det att den kommer in.
Movement - Hur långt operatören rör sig under en viss tidsperiod, kan mappas upp med ett
spaghetti diagram.
4.2.4 Theory of Constraints
Theory of constraints (TOC) är en metodologi för att identifiera och arbeta bort den
begränsande faktorn i ett system. Den begränsande faktorn är det som hindrar systemet från
Page 33
28
att uppnå ett visst mål och brukar inom produktion ofta kallas för en flaskhals (Vorne
Industries Inc).
Kärnan i konceptet utgår från att varje system består av ett antal processer varav en är den
svagaste länken, flaskhalsen. TOC fastslår att systemets kapacitet inte kan ökas utan att den
begränsande faktorn elimineras. En viktig implikation från detta är att det inte lönar sig att
lägga tid på att optimera icke-begränsande faktorer. TOC erbjuder en metod för att identifiera
och eliminera flaskhalsar, kallad Five Focusing Steps som visas i figuren nedan.
Figur 8. Visualiserad modell för Five Focusing Steps inom Theory of Constraints (Vorne
Industries Inc).
1. Identifiera begränsningen. Det första steget är att identifiera den nuvarande
begränsningen – den enskilda faktorn som begränsar systemets kapacitet eller hindrar
det från att uppnå ett mål.
2. Pressa begränsningen. Här genomför man enkla och snabba förbättringar i den
begränsande aktiviteten. Tanken är att man ska pressa aktiviteten till max, medan
förändringarna ska ligga inom ramen för de resurser som redan finns tillgängliga. Ett
exempel är att omfördela operatörer från andra aktiviteter eller att effektivisera
aktiviteten utan att lägga ner allt för mycket arbete eller göra några nya investeringar.
3. Underordna och anpassa. Se över alla andra aktiviteter i systemet för att säkerställa
att de stödjer den begränsande faktorns behov, anpassa om möjligt icke-begränsande
aktiviteter efter flaskhalsen.
4. Öka prestanda. Om begränsningen fortfarande kvarstår (inte har förflyttats till någon
annan aktivitet), överväg vilka andra åtgärder som kan vidtas för att eliminera
flaskhalsen. Oftast ligger man kvar i detta steg och implementerar nya åtgärder tills
det att begränsningen inte längre ligger kvar i aktiviteten. I vissa fall kan investeringar
i ökade resurser vara nödvändiga.
5. Repetera. Five focusing steps fungerar som en cykel för ständiga förbättringar. När
begränsningen eliminerats från aktiviteten, blir automatiskt en annan aktivitet den nya
flaskhalsen i systemet. I nästa varv tar man tag i denna aktivitet. Att metoden är en
cykel fungerar som en påminnelse att förbättringsprocessen aldrig är över utan är ett
ständigt pågående arbete. (Vorne Industries Inc)
Page 34
29
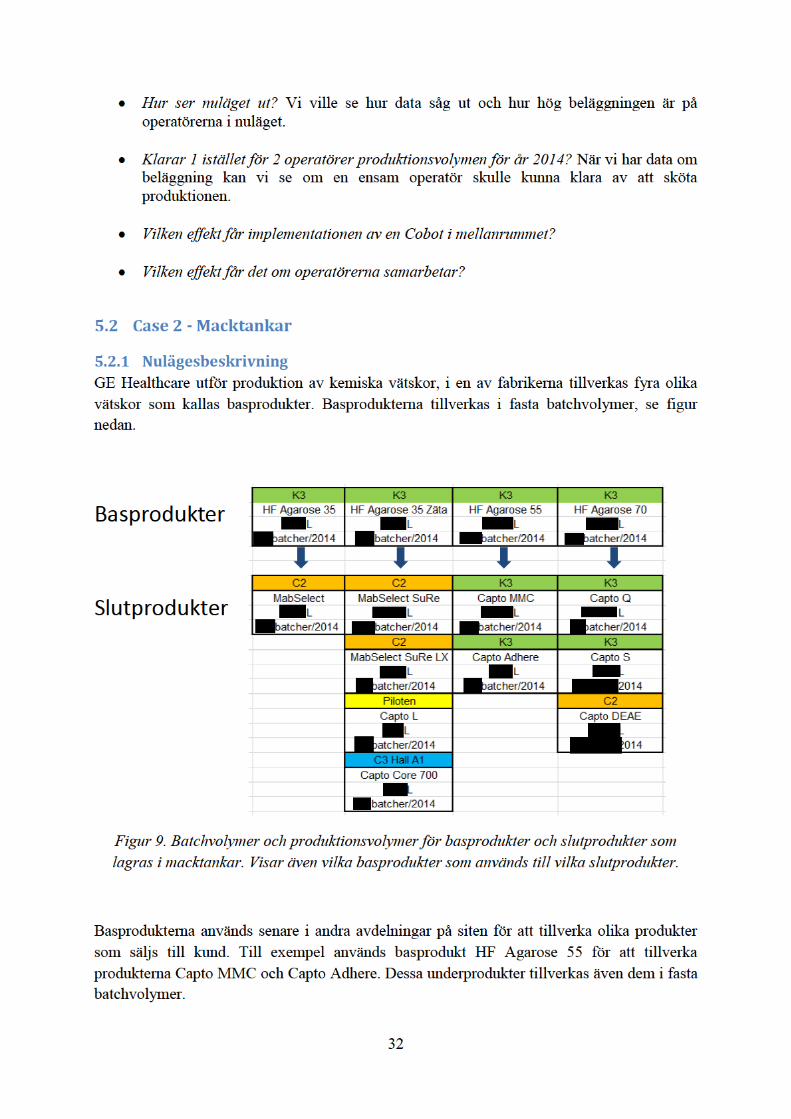
5 Kartläggning och casebeskrivning Detta kapitel innehåller beskrivning av två stycken produktionssituationer på GE Healthcares
site i Uppsala, dels hur de ser ut i nuläget samt de scenarier vi simulerat.
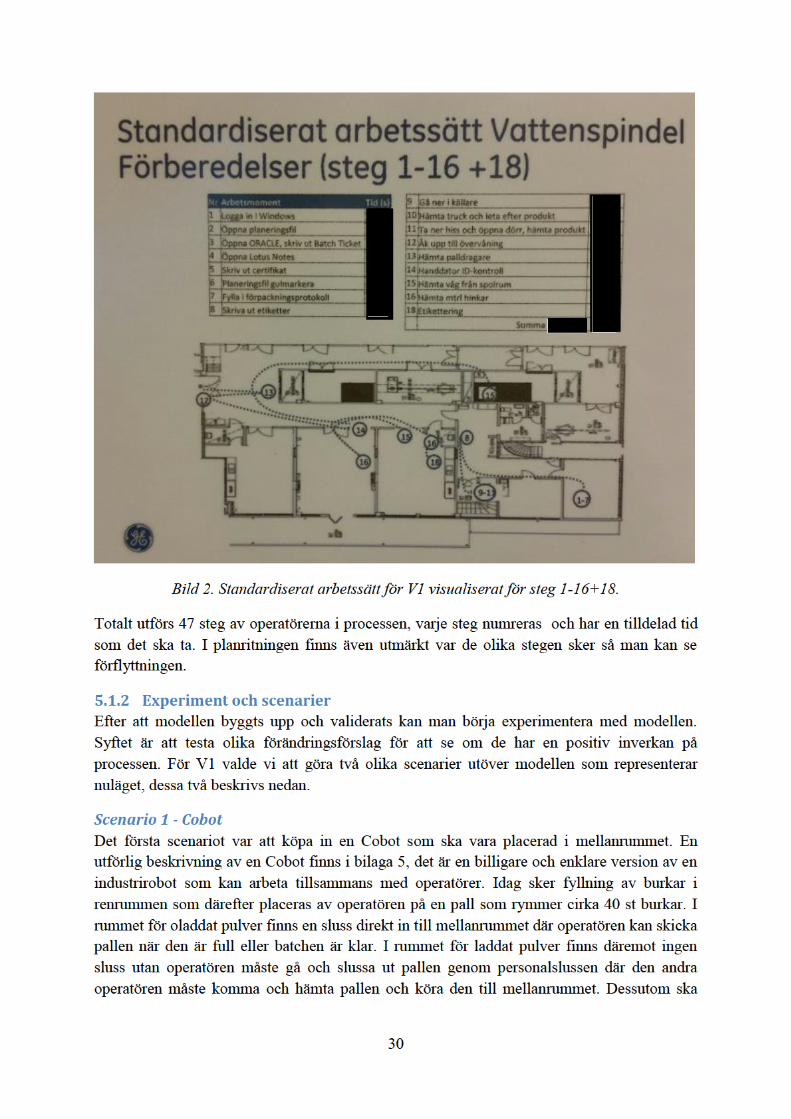
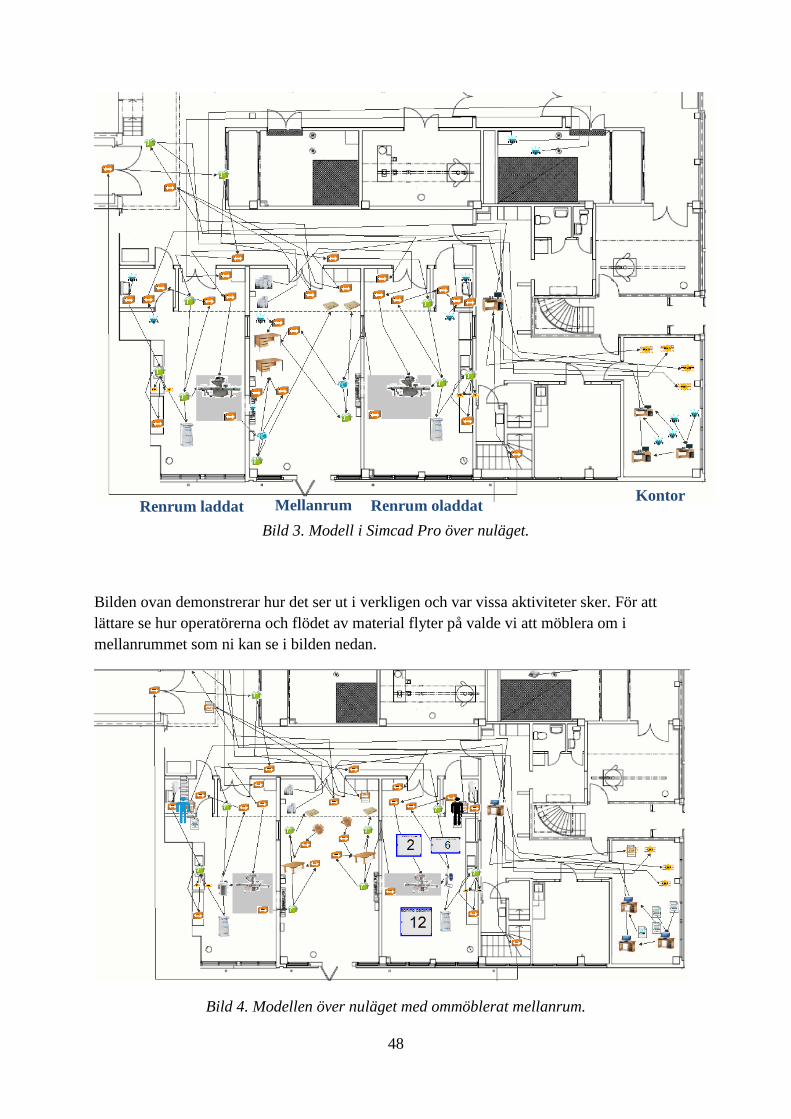
5.1 Case 1 - V1
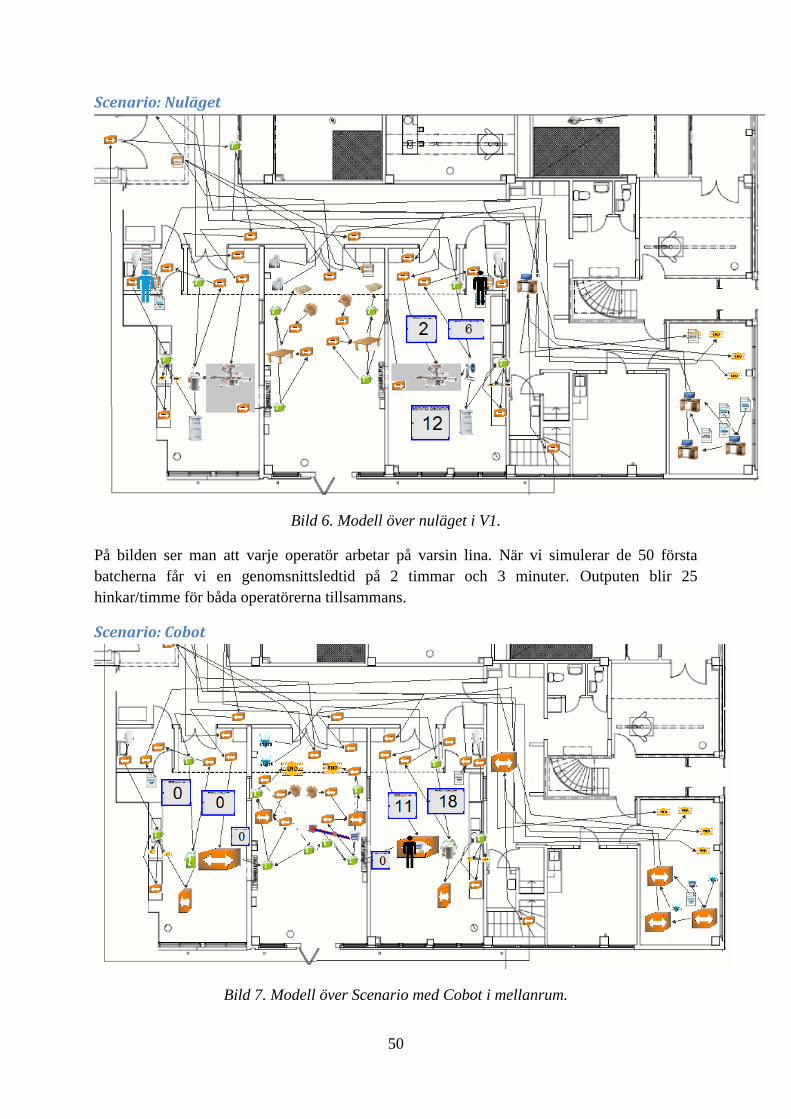
5.1.1 Nulägesbeskrivning
På GE:s site i Uppsala produceras olika pulver som används av läkemedelsföretag för vidare
framställning. Detta pulver placeras i tunnor som lagras i väntan på att förpackas i mindre
behållare och skickas till kund. I V1 sker förpackningen av detta pulver. I byggnadens källare
finns ett lager där tunnor med pulver lagras. Processen utförs av två operatörer som arbetar
efter ett standardiserat arbetssätt upprättat av Lean Leaders på GE. Processen går i stora drag
ut på att operatörerna hämtar tunnor från källaren, för att fylla upp det i plastburkar som
skickas till kunden. Pulvret är känsligt för kontaminering och dess kvalitet påverkas negativt
om det blandas ut med smuts och andra partiklar. Förpackningen sker därför i renrum med
slussar för in- och utpassering. Pulvret finns i två olika varianter, laddat och oladdat,
förpackningen av dessa sker i två separata renrum eftersom de inte får blandas.
Processen startas genom att operatören skriver ut batchprotokoll från en planeringsfil i datorn
som innehåller ordrar från kunden. Batchstorleken kan variera mellan 1-500 burkar. Därefter
går operatören ned i källaren och hämtar tunnor med produkten som ska förpackas. Allt
material som krävs för förpackning slussas in till renrummet och operatören byter om.
Därefter väger operatören upp rätt mängd pulver från tunnan till burkarna som sedan ställs på
pall. Vissa kunder vill att burkarna ska förpackas i en kartong innan de skickas, andra tar
burkarna som de är utan kartong. Om burkarna ska packas i kartonger slussas de ut till ett
”mellanrum” som ligger mellan de två renrummen. Där packas burkarna i kartonger som
tejpas och etiketteras. Därefter tas de färdiga produkterna vidare för att skickas till kund.
Sedan städas renrummet och batchen avslutas i datorn. Därefter kan en ny batch påbörjas.
Oftast delas dagens arbetsuppgifter upp mellan operatörerna så att de tar ett rum var (laddat
respektive oladdat). Processen består också av flera mellanliggande steg med dokumentation
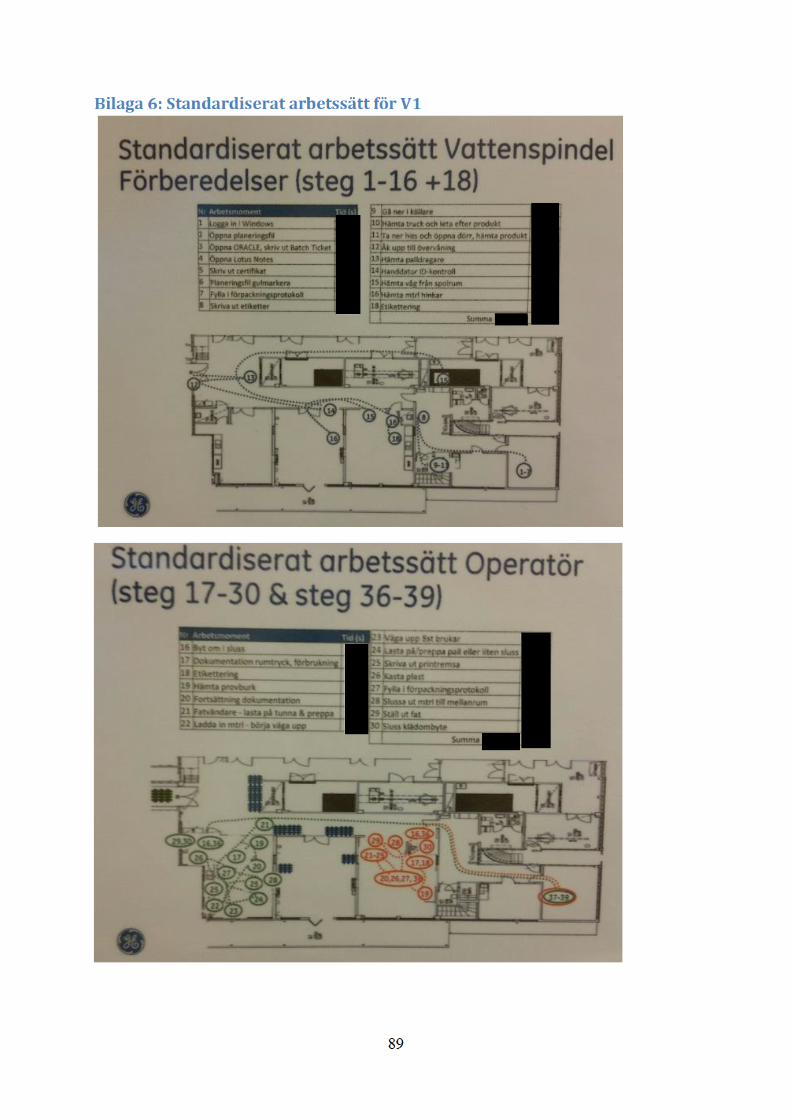
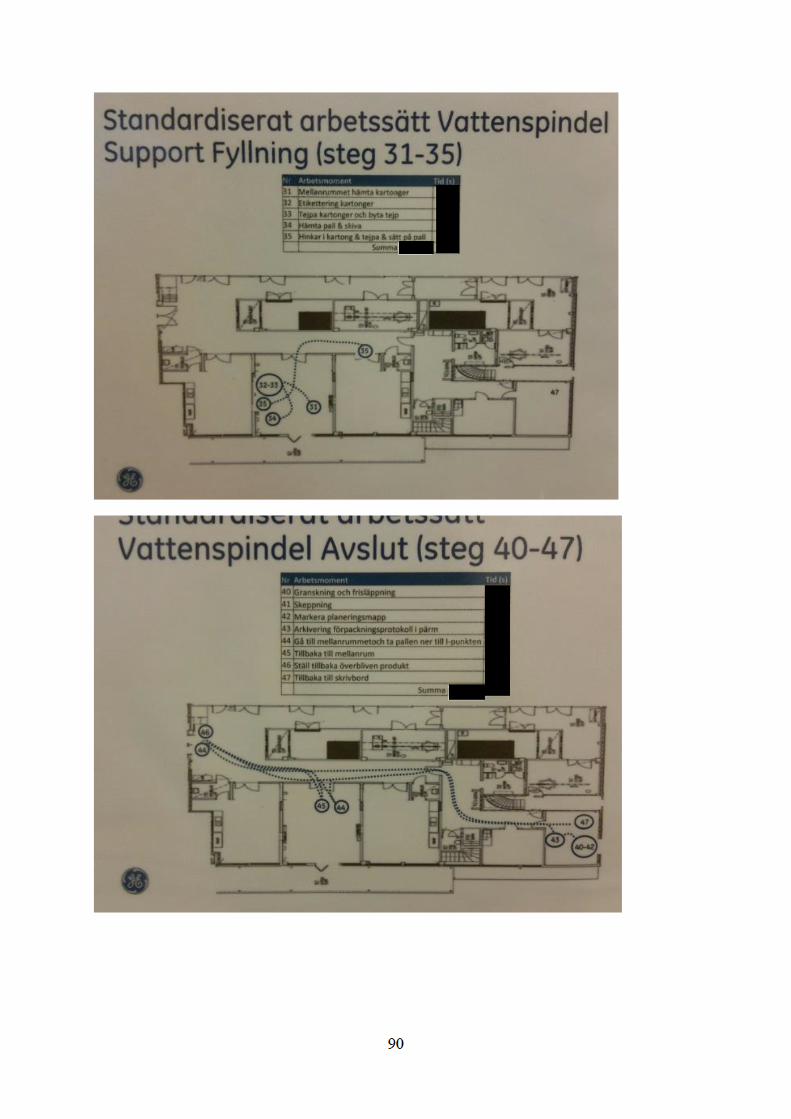
och övrigt. Nedan visas det standardiserade arbetssättet för steg 1-16+18 i processen i detalj.
Motsvarande bilder för övriga steg finns i bilaga 6.
Page 36
31
burkarna som tidigare nämnts i vissa batcher packas i kartonger som också tar mycket av
operatörens tid.
Idén är att installera ett transportband från det laddade rummet in till mellanrummet. Detta
skulle då transportera de fyllda burkarna från fyllningsstationen in till mellanrummet. Det är
här Coboten kommer in i bilden, där den kan ta över allt arbete i mellanrummet från
operatören i det laddade rummet. Först kan Coboten ta emot burkarna från bandet och sätta
ned dem direkt på pallen om burkarna inte behöver packas i kartonger. Om de ska packas i
kartonger kan Coboten även sköta detta arbete. Operatören i renrummet kan då oavbrutet
arbeta med att fylla burkarna och slipper ställa ned dem på en pall och den andra operatören
behöver inte flytta pallen från slussen till mellanrummet.
En av anledningarna till att man ville effektivisera operatörens arbete var att man såg en stor
potential att kunna få ner beläggningen. Varför vill man då minska operatörens
arbetsuppgifter ytterligare? Man har spekulerat i att en operatör skulle kunna sköta hela
produktionen själv istället för två men tror inte att det är möjligt i nuläget. Om däremot en
Cobot köps in och tar över vissa arbetsuppgifter kan det vara möjligt. Man skulle i så fall
kunna flytta en operatör till andra arbetsuppgifter. Detta undersöker vi i Scenario 1 för V1.
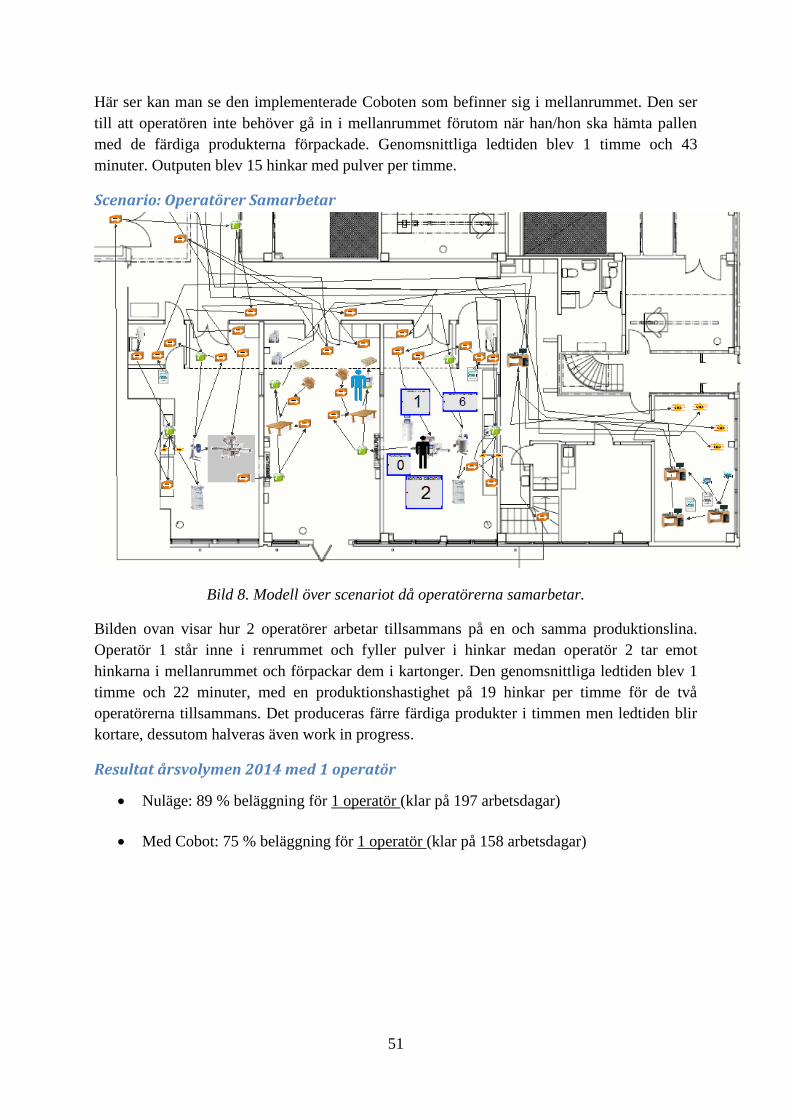
Scenario 2 - Operatörer samarbetar
Utöver att testa implementation av en Cobot ville vi också testa att låta operatörerna
samarbeta. Som det ser ut idag arbetar operatörerna parallellt i varsitt rum med laddat
respektive oladdat pulver. Eftersom GE arbetar enligt Lean är man intresserade av att minska
Work in Progress, samt att minska ledtiden. Work in Progress är en av de åtta slöserierna
enligt Lean och bör därför minimeras. En minskning av ledtiden gör att man blir mer
responsiv och flexibel och kan på så vis möta kundorder snabbare. Detta gör också att man
inte behöver lagra lika mycket färdiga produkter; lager finns till för att snabbare kunna
leverera varor till kunden när en order kommer in. Om ledtiden minskar kan man dock möta
ordern snabbare utan att behöva ha stora lager som även det är en form av slöseri som kostar
pengar.
Ett förslag från Lean Leader om hur ledtiden skulle kunna kortas ned var att låta operatörerna
arbeta tillsammans med en typ av pulver i taget. Vissa av stegen i processen skulle kunna
utföras parallellt, till exempel skulle den ena operatören kunna hämta tunnor med material i
källaren medan den andra förbereder pappersarbete och annat. Eller så kan en operatör fylla
hinkarna medan den andra arbetar i mellanrummet precis som tanken var för Coboten. Vissa
stationer utföra snabbare genom att båda operatörerna arbetar samtidigt på samma process,
som till exempel fyllningsstationen. En operatör skulle då kunna fylla pulver i burkarna
medan den andra sätter på en etikett. Vissa processer kommer däremot inte gå att utföra
snabbare även om operatörerna hjälps åt. Den data vi hade tillgång till via Standard Work
Combination sheet visade tidsåtgången i varje steg av processen när en operatör utförde dem.
I simuleringen fick vi därför göra egna antaganden om hur snabbt de olika processerna skulle
ta om två operatörer hjälptes åt.
De frågeställningar som sattes upp inför caset i V1 var:
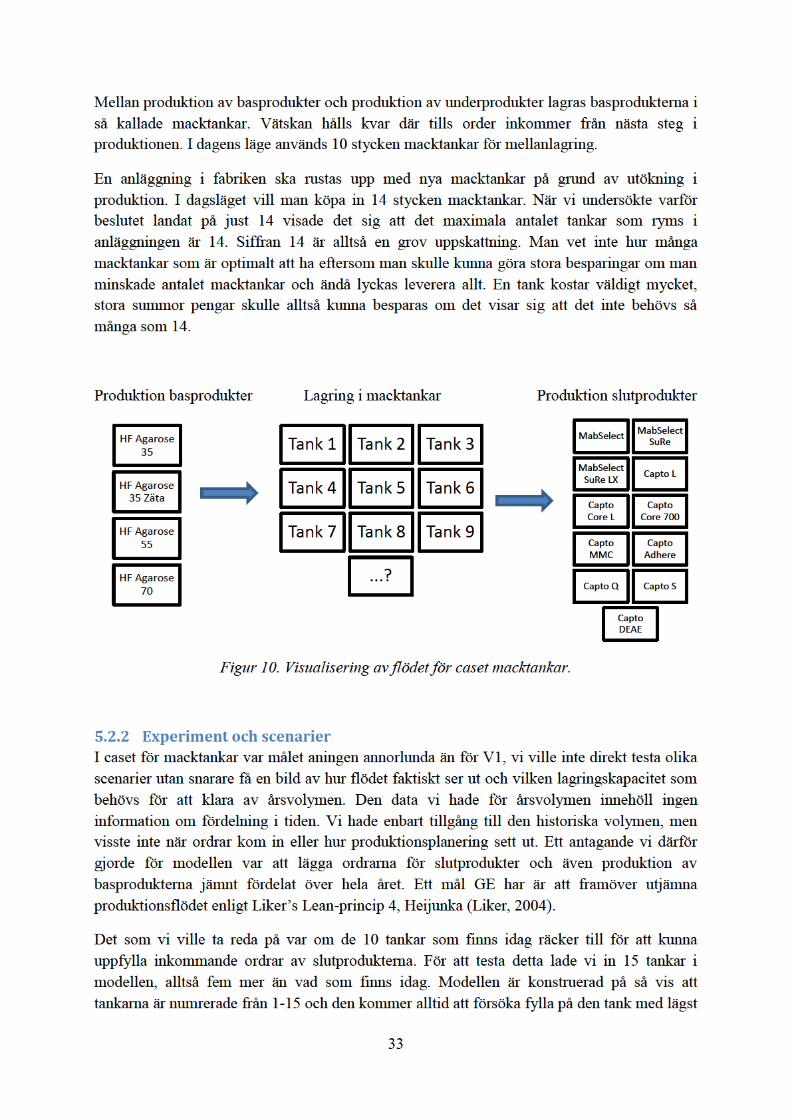
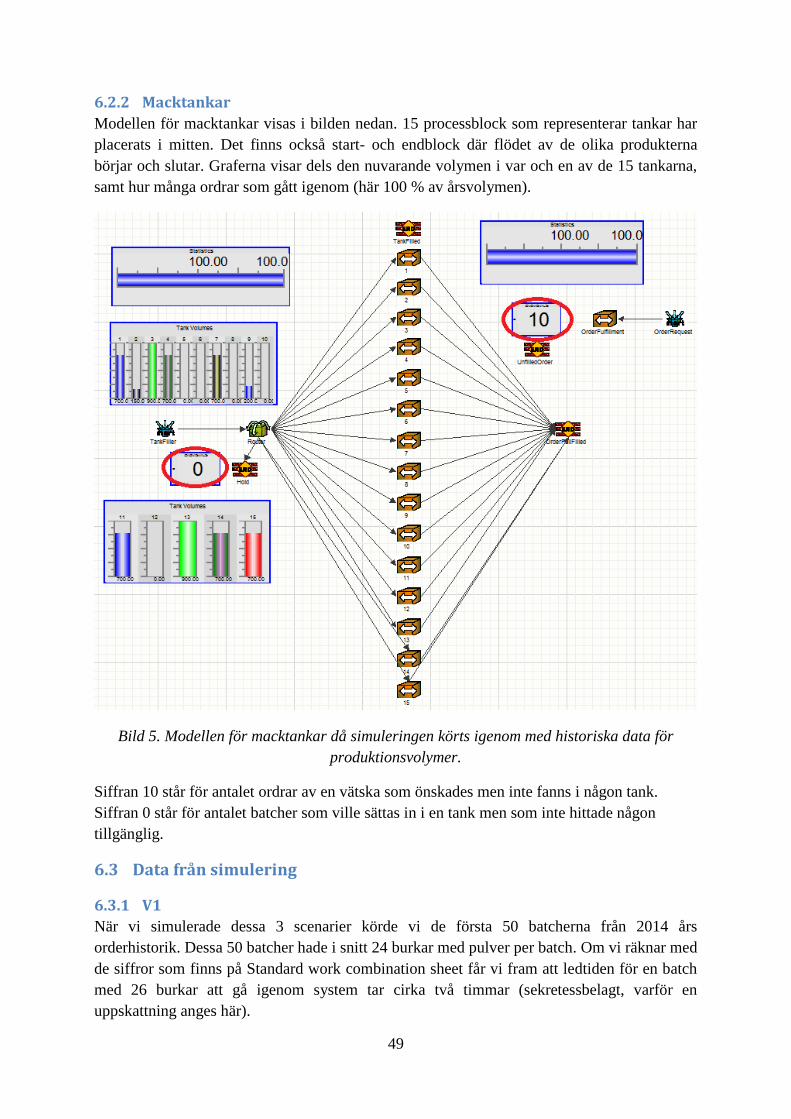
Page 39
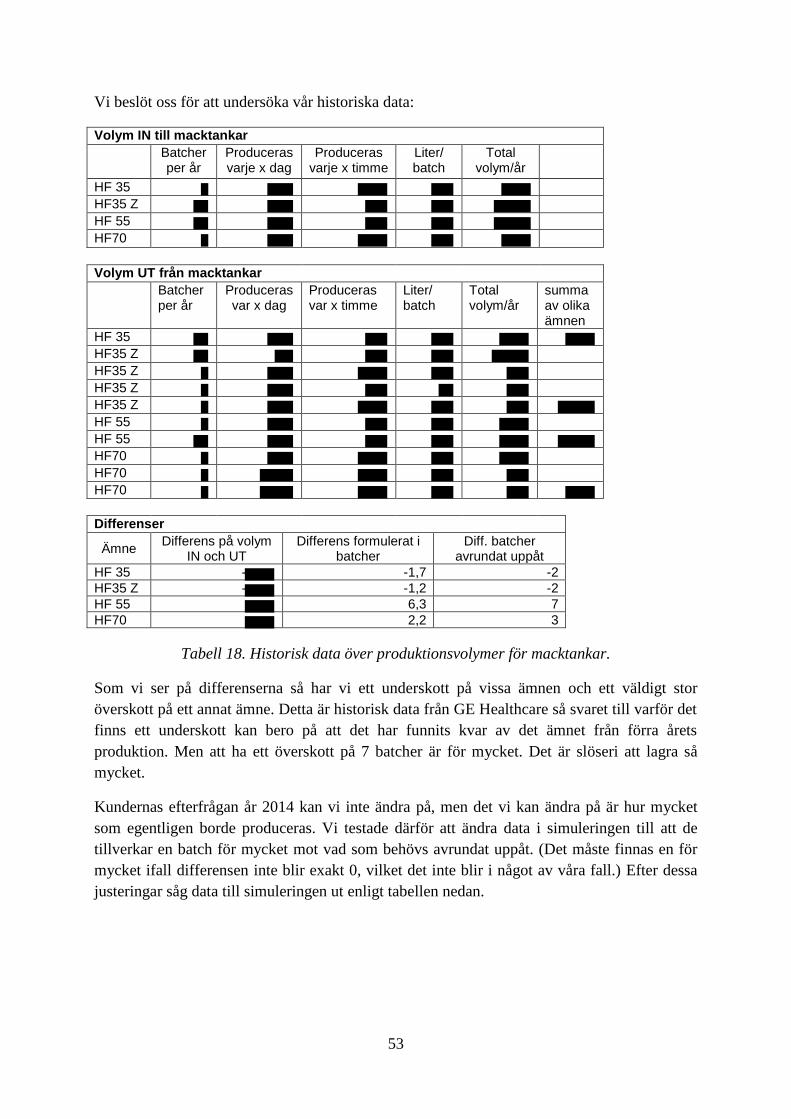
34
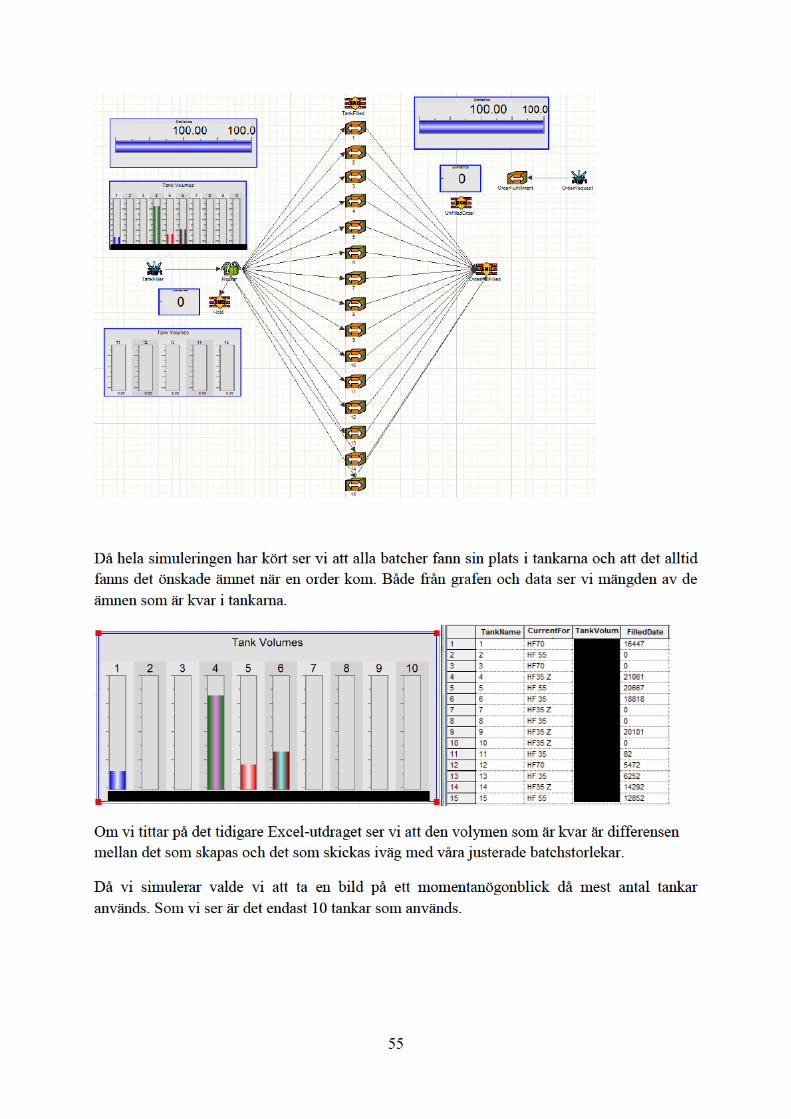
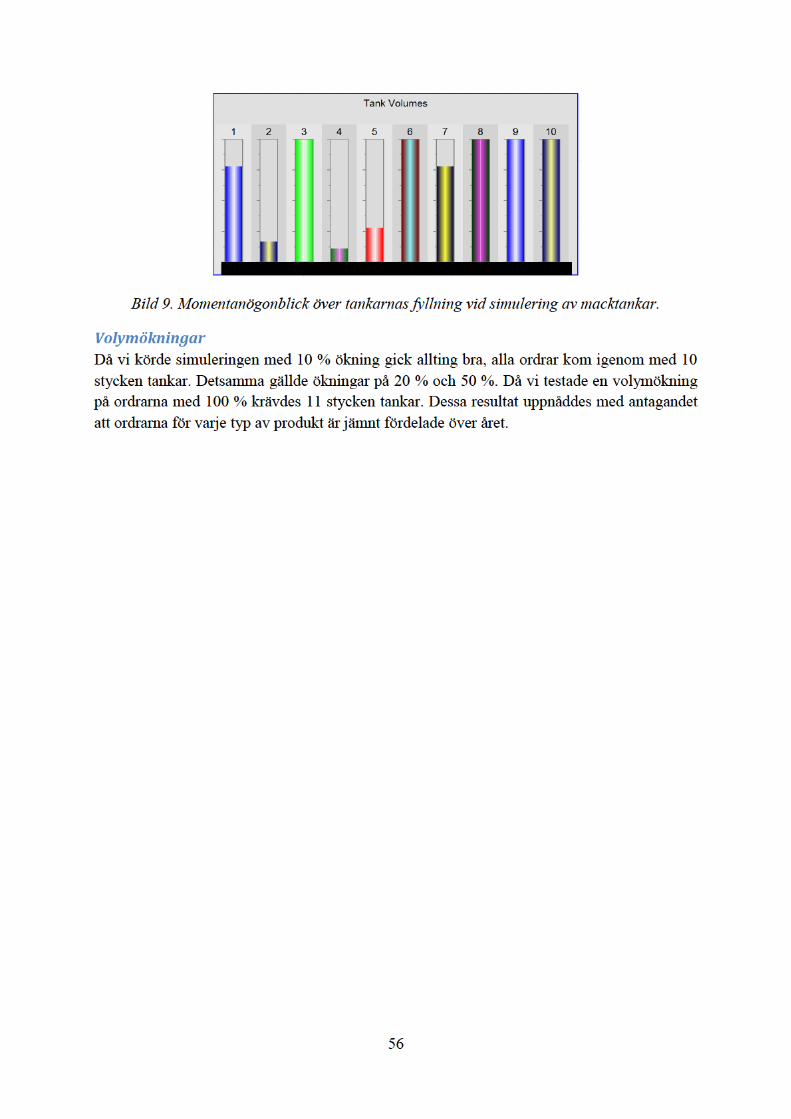
nummer. Alltså kommer först nr 1 fyllas på, därefter tank 2 eftersom 1 är full. Om tank 1 töms
helt kommer den återigen få högsta prioritet att bli fylld. Alltså kommer till exempel tank 11
bara att fyllas på om alla tankar 1-10 redan är upptagna. På så vis kunde vi se att om tank 11
fyllts på minst en gång visste vi att det vid den tidpunkten behövdes minst 11 tankar.
Prognosen för framtiden är att produktionsvolymerna väntas öka, vi ville därför testa sådana
scenarier. Vi körde simuleringen för 10 %, 20 %, 50 % och 100 % volymökning och tittade på
hur många tankar som behövdes.
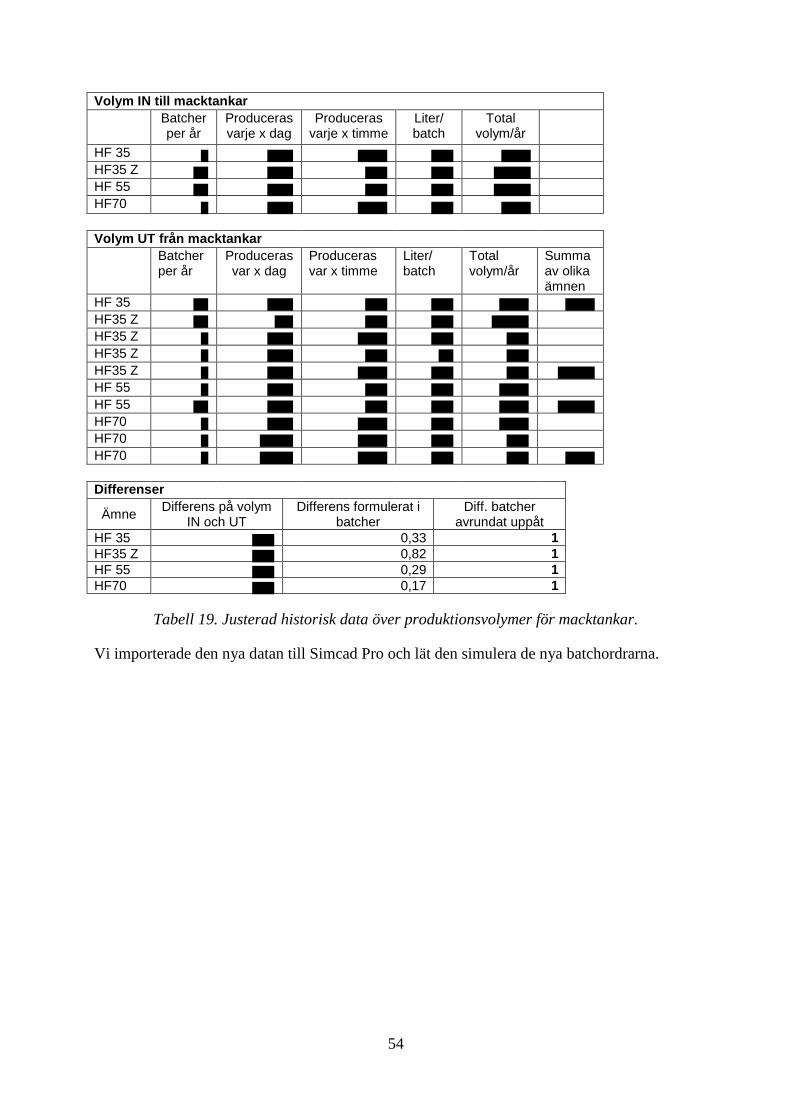
De frågeställningar vi ställde upp inför detta case var:
Klarar man sig på 10 stycken tankar?
o Om inte, hur många tankar behövs?
Vad händer om volymerna ökar?
Page 40
35
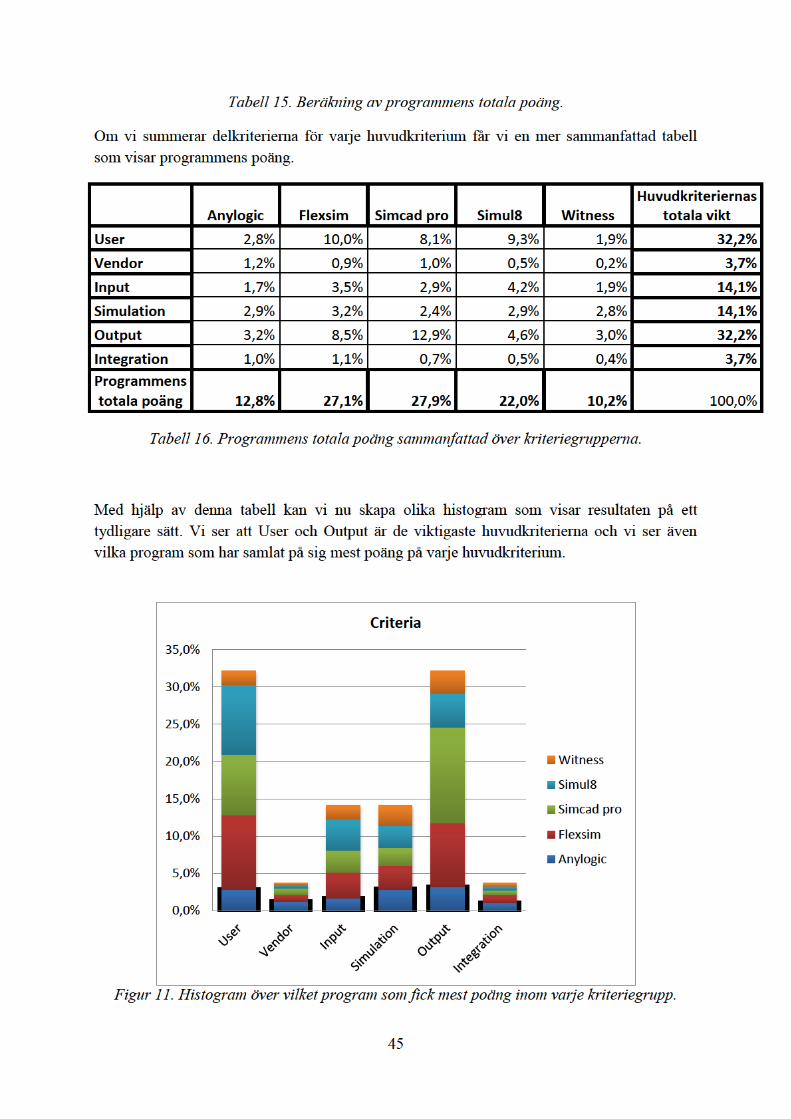
6 Resultat
6.1 Utvärdering av programmen Resultaten för utvärderingen av programmen presenteras här enligt samma upplägg som i
metoden.
6.1.1 Första kartläggning
Efter den första kartläggningen identifierades följande 14 program som vi valde att utvärdera.
6.1.2 Första utvärdering och urval
Under andra steget av processen kunde vi filtrera bort flera av de utvalda programmen på
grund av att de inte uppfyllde hårdkriterierna. De hårdkriterier som togs fram var:
Krav på stöd för kontinuerligt flöde
Maximalt pris på 200 000 kr
Snabb respons från försäljare vid kontakt
Rätt typ av simulering (flöden av material och inte simulering på operationsnivå)
Rätt komplexitetsnivå (ska kunna användas av nybörjare inom simulering)
Arena simulerade endast diskreta flöden. Automod var för komplex, antingen bör användaren
ha tidigare erfarenhet av simuleringsprogram eller så kommer det krävas en del hjälp av
konsulter vilket tar tid och kostar mycket pengar. Vi vill undvika det. Delmia är väldigt bra
för att simulera monteringslinor, då den simulerar varje rörelse robotarna gör och tar hänsyn
till produkternas exakta storlek. Däremot är Delmia för detaljorienterat, det skulle ta alldeles
för långt tid att simulera produktionslinorna. Enterprise Dynamics har en prismodell som inte
är önskvärd av avdelningen vi skriver vårt arbete hos. De vill kunna betala en engångskostnad
men man kan endast hyra Enterprise Dynamics licenser, man får då betala en årlig avgift för
att få använda programmet. TechnoMatix låg inte inom vår prisram, den var för dyr. Extend
Sim var lite för simpel.
Page 41
36
De programmen som blev kvar efter första urvalsprocessen blev Anylogic, Flexsim, Simcad
Pro, Simul8 och Witness. Dessa fem program utvärderades vidare enligt AHP.
6.1.3 Analytical Hierarchy Process
Steg 1: Val av kriterier
Då vi undersökt tidigare vetenskapliga artiklar för att välja kriterier för val av
simuleringsmjukvara kom vi fram till en egen lista kriterier som antingen är eller kan vara
viktiga för GE. Det viktiga är att vi fått med alla relevanta kriterier, om vi fått med några som
senare skulle visa sig vara mindre relevanta kommer de få en mindre vikt i hela bedömningen.
Det skadar alltså inte att ha med något extra kriterium av mindre vikt. Valet av kriterier är
främst baserat på Nikoukarans förslag på kriterier och hierarki (Nikoukaran, 1998). Vi valde
dock att presentera förklaringen av kriterierna som fraser enligt samma upplägg som Azadeh
et al (Azadeh, 2010). Många av förklaringarna har inspirerats av Azadeh et al, men
formulerats om där de inte var tillräckligt tydliga eller deskriptiva. Uppdelningen av
kriterierna i grupper har ändrats om en del från Nikoukarans ursprungliga gruppering för att
göras mer distinkt och ortogonal. Vi ansåg att innehållet i vissa av de ursprungliga grupperna
gick in i varandra och att det därför skulle bli svårt att utvärdera dem mot varandra om de var
för lika varandra.
Vidare ansåg vi att nivån på Hlupic och Pauls sätt att organisera kriterier var allt för detaljerad
och innehöll för många grupper av kriterier för att passa Analytical Hierarchy Process. Vi
valde att inte använda denna detaljnivå utan istället ungefär samma nivå som Nikoukaran
föreslår. Dock inkluderades några av kriterierna från Hlupic och Pauls lista som inte fanns
med i Nikoukarans till vår lista av kriterier. Dessutom lades även kriteriet Lean tools till i våra
kriterier. Lean har det senaste decenniet utvecklats till en mycket vanlig produktionsfilosofi
bland företag och är av stor vikt för GE:s simuleringssyften. Simuleringsprogrammen har
olika mycket stöd för att göra analyser med inriktning mot Lean och detta ansågs därför
behöva inkluderas som ett kriterium.
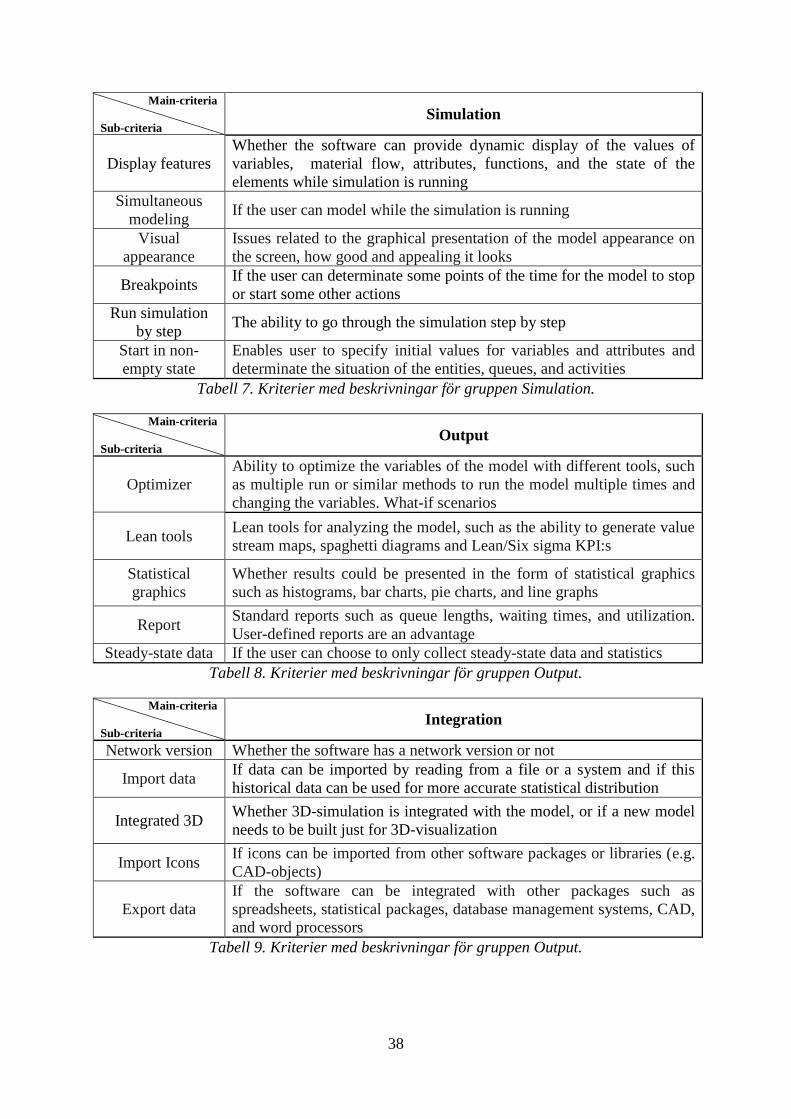
Nedan följer vår lista av kriterier, 30 kriterier indelade i fem grupper. Till varje grupp av
kriterier (User, Vendor, Input & Modeling, Simulation, Output och Integration) ses
delkriterierna till vänster sida och förklaringarna till varje delkriterium på höger sida.
Kriterierna har uttryckts i engelska för att även icke svenskspråkiga på GE skulle kunna ta del
av och förstå dess innebörd. Dessutom blev det enklare att ha kriterierna på engelska då
intervjuer med programleverantörerna genomfördes eftersom i stort sett alla var
internationella företag.
Page 42
37
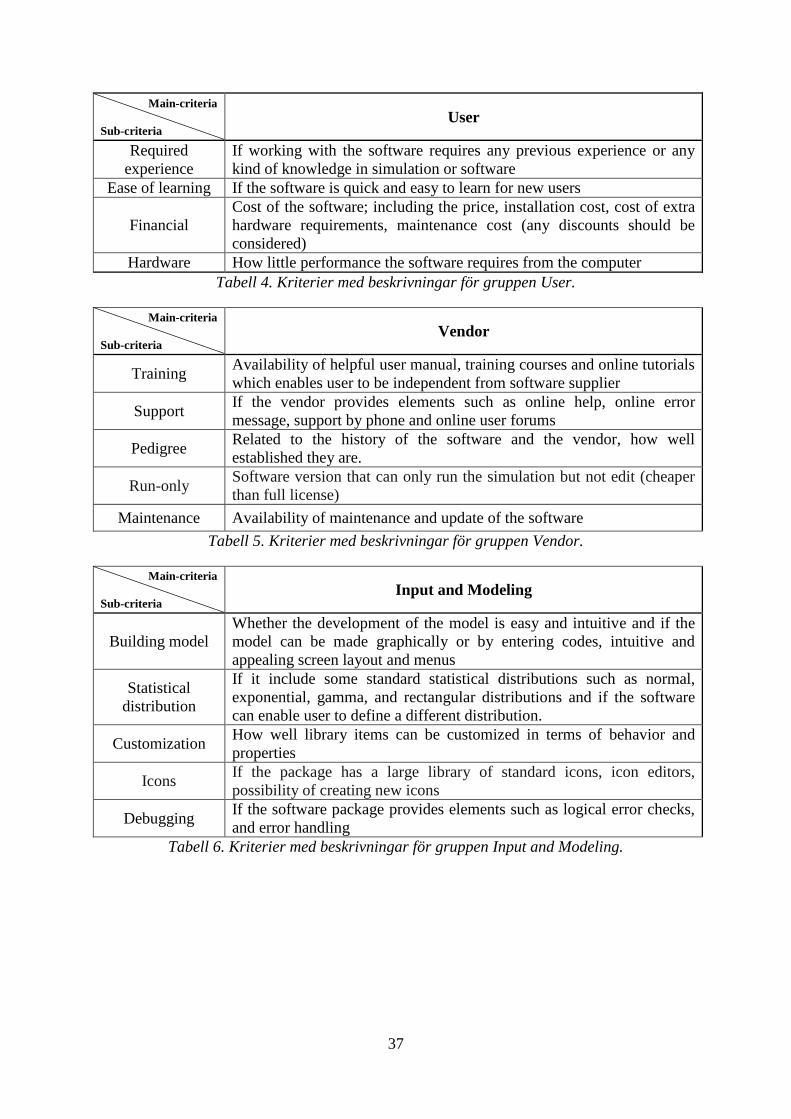
Main-criteria
Sub-criteria User
Required
experience
If working with the software requires any previous experience or any
kind of knowledge in simulation or software
Ease of learning If the software is quick and easy to learn for new users
Financial
Cost of the software; including the price, installation cost, cost of extra
hardware requirements, maintenance cost (any discounts should be
considered)
Hardware How little performance the software requires from the computer
Tabell 4. Kriterier med beskrivningar för gruppen User.
Main-criteria
Sub-criteria Vendor
Training Availability of helpful user manual, training courses and online tutorials
which enables user to be independent from software supplier
Support If the vendor provides elements such as online help, online error
message, support by phone and online user forums
Pedigree Related to the history of the software and the vendor, how well
established they are.
Run-only Software version that can only run the simulation but not edit (cheaper
than full license)
Maintenance Availability of maintenance and update of the software
Tabell 5. Kriterier med beskrivningar för gruppen Vendor.
Main-criteria
Sub-criteria Input and Modeling
Building model
Whether the development of the model is easy and intuitive and if the
model can be made graphically or by entering codes, intuitive and
appealing screen layout and menus
Statistical
distribution
If it include some standard statistical distributions such as normal,
exponential, gamma, and rectangular distributions and if the software
can enable user to define a different distribution.
Customization How well library items can be customized in terms of behavior and
properties
Icons If the package has a large library of standard icons, icon editors,
possibility of creating new icons
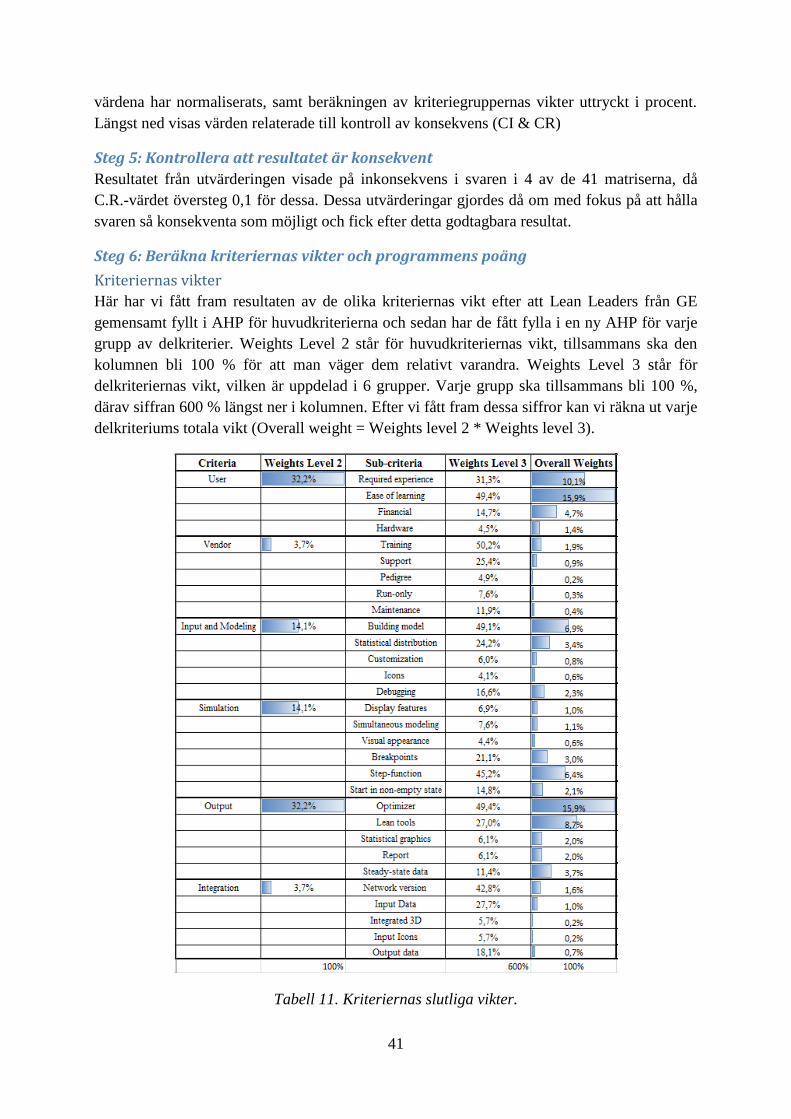
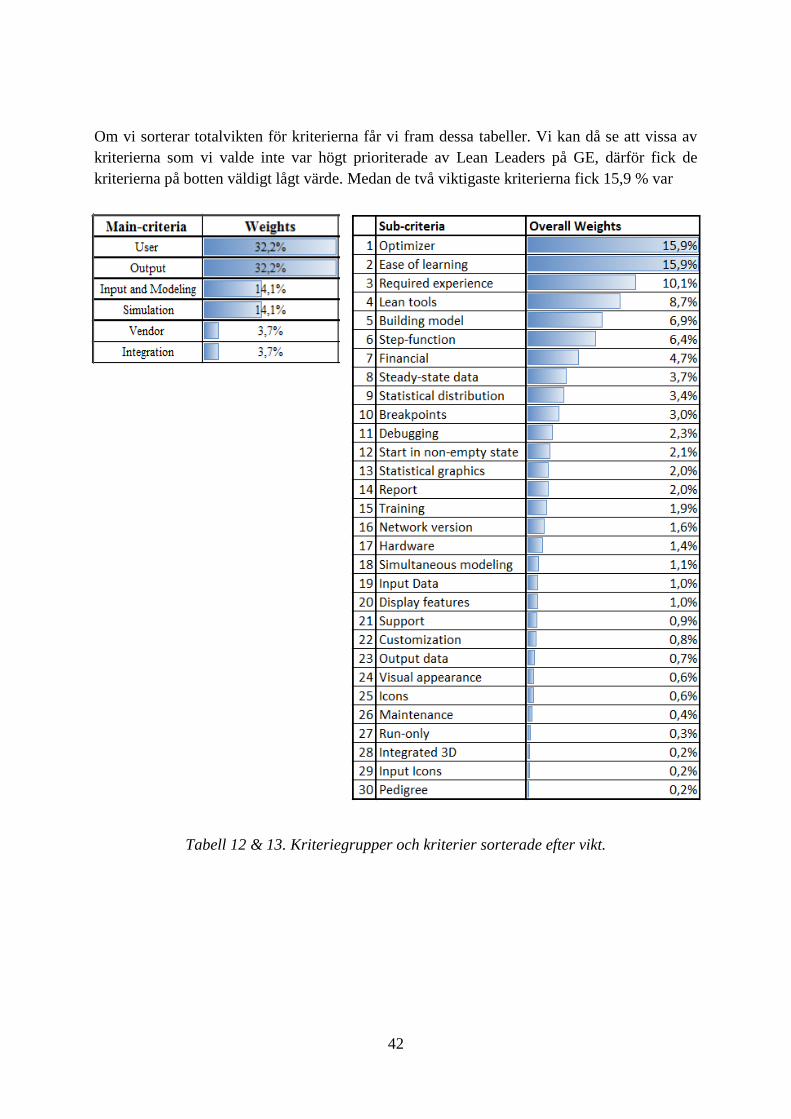
Debugging If the software package provides elements such as logical error checks,
and error handling
Tabell 6. Kriterier med beskrivningar för gruppen Input and Modeling.
Page 43
38
Main-criteria
Sub-criteria Simulation
Display features
Whether the software can provide dynamic display of the values of
variables, material flow, attributes, functions, and the state of the
elements while simulation is running
Simultaneous
modeling If the user can model while the simulation is running
Visual
appearance
Issues related to the graphical presentation of the model appearance on
the screen, how good and appealing it looks
Breakpoints If the user can determinate some points of the time for the model to stop
or start some other actions
Run simulation
by step The ability to go through the simulation step by step
Start in non-
empty state
Enables user to specify initial values for variables and attributes and
determinate the situation of the entities, queues, and activities
Tabell 7. Kriterier med beskrivningar för gruppen Simulation.
Main-criteria
Sub-criteria Output
Optimizer
Ability to optimize the variables of the model with different tools, such
as multiple run or similar methods to run the model multiple times and
changing the variables. What-if scenarios
Lean tools Lean tools for analyzing the model, such as the ability to generate value
stream maps, spaghetti diagrams and Lean/Six sigma KPI:s
Statistical
graphics
Whether results could be presented in the form of statistical graphics
such as histograms, bar charts, pie charts, and line graphs
Report Standard reports such as queue lengths, waiting times, and utilization.
User-defined reports are an advantage
Steady-state data If the user can choose to only collect steady-state data and statistics
Tabell 8. Kriterier med beskrivningar för gruppen Output.
Main-criteria
Sub-criteria Integration
Network version Whether the software has a network version or not
Import data If data can be imported by reading from a file or a system and if this
historical data can be used for more accurate statistical distribution
Integrated 3D Whether 3D-simulation is integrated with the model, or if a new model
needs to be built just for 3D-visualization
Import Icons If icons can be imported from other software packages or libraries (e.g.
CAD-objects)
Export data
If the software can be integrated with other packages such as
spreadsheets, statistical packages, database management systems, CAD,
and word processors
Tabell 9. Kriterier med beskrivningar för gruppen Output.
Page 45
40
Steg 3&4: Utveckla och fyll i utvärderingsformulär & Skapa parvis jämförelsematris
Alla de 41 utvärderingsformulären redovisas inte denna rapport. Ett exempel på ett
utvärderingsformulär visas nedan, där de olika kriteriegrupperna utvärderats mot varandra.
Bild 3. Ifyllt utvärderingsformulär för kriteriegrupperna.
Alla resultat från utvärderingsmatriserna fördes in i jämförelsematriser, dessa finns i sin
helhet i bilaga 3. I tabellen nedan visas jämförelsematrisen för kriteriegrupperna efter att
resultatet från utvärderinsformuläret fyllts i.
Tabell 10. Exempel på parvis jämförelsematris för kriteriegrupperna.
Resultatet från utvärderingen har förts in i den vänstra jämförelsematrisen ovan, till exempel
ser man att User fick en relativ vikt=7 mot Vendor. Till höger visas samma matris efter att
Huvudkriterier
Use
r
Ven
do
r
Inp
ut
and
Mo
del
ing
Sim
ula
tio
n
Ou
tpu
t
Inte
grat
ion
Norm
Use
r
Ven
do
r
Inp
ut
and
Mo
del
ing
Sim
ula
tio
n
Ou
tpu
t
Inte
grat
ion
Wei
ghts
User 1 7 3 3 1 7
User 0,34 0,27 0,36 0,36 0,34 0,27 32%
Vendor 1/7 1 1/5 1/5 1/7 1
Vendor 0,05 0,04 0,02 0,02 0,05 0,04 4%
Input and Modeling
1/3 5 1 1 1/3 5
Input and Modeling
0,11 0,19 0,12 0,12 0,11 0,19 14%
Simulation 1/3 5 1 1 1/3 5
Simulation 0,11 0,19 0,12 0,12 0,11 0,19 14%
Output 1 7 3 3 1 7
Output 0,34 0,27 0,36 0,36 0,34 0,27 32%
Integration 1/7 1 1/5 1/5 1/7 1
Integration 0,05 0,04 0,02 0,02 0,05 0,04 4%
Sum 1 1 1 1 1 1 100%
Determinant 0,000 Eigenvalue 6,130 CI 0,026 CR 0,021
Page 46
41
värdena har normaliserats, samt beräkningen av kriteriegruppernas vikter uttryckt i procent.
Längst ned visas värden relaterade till kontroll av konsekvens (CI & CR)
Steg 5: Kontrollera att resultatet är konsekvent
Resultatet från utvärderingen visade på inkonsekvens i svaren i 4 av de 41 matriserna, då
C.R.-värdet översteg 0,1 för dessa. Dessa utvärderingar gjordes då om med fokus på att hålla
svaren så konsekventa som möjligt och fick efter detta godtagbara resultat.
Steg 6: Beräkna kriteriernas vikter och programmens poäng
Kriteriernas vikter
Här har vi fått fram resultaten av de olika kriteriernas vikt efter att Lean Leaders från GE
gemensamt fyllt i AHP för huvudkriterierna och sedan har de fått fylla i en ny AHP för varje
grupp av delkriterier. Weights Level 2 står för huvudkriteriernas vikt, tillsammans ska den
kolumnen bli 100 % för att man väger dem relativt varandra. Weights Level 3 står för
delkriteriernas vikt, vilken är uppdelad i 6 grupper. Varje grupp ska tillsammans bli 100 %,
därav siffran 600 % längst ner i kolumnen. Efter vi fått fram dessa siffror kan vi räkna ut varje
delkriteriums totala vikt (Overall weight = Weights level 2 * Weights level 3).
Tabell 11. Kriteriernas slutliga vikter.
Page 47
42
Om vi sorterar totalvikten för kriterierna får vi fram dessa tabeller. Vi kan då se att vissa av
kriterierna som vi valde inte var högt prioriterade av Lean Leaders på GE, därför fick de
kriterierna på botten väldigt lågt värde. Medan de två viktigaste kriterierna fick 15,9 % var
Tabell 12 & 13. Kriteriegrupper och kriterier sorterade efter vikt.
Page 48
43
Simuleringsprogrammens poäng
I denna tabell presenteras hur väl de olika simuleringsprogrammen presterar för varje
delkriterium, det vill säga hur många poäng de kammar hem. Summan av varje rad blir 100 %
eftersom programmen betygsätts gentemot varandra.
Programmens vikt i förhållande till varandra för varje delkriterium
Sub-criteria
Anylogic Flexsim Simcad
pro Simul8 Witness User Required experience 6% 28% 43% 18% 6% 100%
Ease of learning 7% 43% 19% 28% 3% 100%
Financial 22% 7% 13% 55% 4% 100%
Hardware 10% 4% 9% 31% 46% 100%
Vendor Training 35% 35% 13% 11% 5% 100% Support 24% 12% 49% 10% 4% 100% Pedigree 49% 6% 15% 23% 6% 100% Run-only 48% 5% 16% 26% 5% 100%
Maintenance 27% 17% 42% 8% 5% 100%
Input &
Modeling Building model 7% 30% 15% 45% 4% 100%
Statistical
distribution 20% 20% 20% 20% 20% 100% Customization 4% 25% 47% 14% 9% 100%
Icons 35% 18% 18% 10% 18% 100% Debugging 10% 18% 31% 10% 31% 100%
Simulation Display features 11% 32% 32% 18% 7% 100% Simultaneous
modeling 5% 13% 56% 13% 13% 100% Visual appearance 27% 27% 27% 15% 5% 100%
Breakpoints 20% 20% 20% 20% 20% 100% Step-function 24% 24% 5% 24% 24% 100%
Start in non-empty
state 20% 20% 20% 20% 20% 100%
Output Optimizer 8% 38% 38% 8% 8% 100%
Lean tools 7% 7% 57% 23% 7% 100% Statistical graphics 13% 34% 34% 13% 6% 100%
Report 20% 20% 20% 20% 20% 100% Steady-state data 20% 20% 20% 20% 20% 100%
Integration Network version 38% 38% 10% 4% 10% 100% Input Data 9% 27% 27% 27% 9% 100%
Integrated 3D 20% 33% 33% 6% 8% 100% Input Icons 20% 20% 20% 20% 20% 100% Output data 33% 17% 17% 17% 17% 100%
Tabell 14. Hur väl programmen uppfyller varje kriterium.
Page 52
47
Figur 13. Pugh-matris för subjektiv utvärdering av simuleringsprogram
Med denna undersökning kom vi fram till liknande resultat som från AHP. Det är samma
rankning på vilket program som rekommenderas från både undersökningarna.
1. Simcad Pro: 13
2. Flexsim: 11
3. Simul8: 7
4. Anylogic: 3
5. Witness: -4
6.1.5 Test av demoversioner
Resultaten från testning av demoversioner är svårt att uttrycka i siffror utan gav mer en
subjektiv bild hos oss själva. Ett av målen med detta var att identifiera irritationsmoment vid
modellbyggandet, alla tre programmen klarade detta test och var ungefär lika.
6.1.6 Val och inköp av simuleringsprogram
Baserat på resultaten från utvärderingen genom AHP samt vår egna subjektiva bild från
testning av demoversioner rekommenderade vi för GE Healthcare’s produktions-
ledningsgrupp i Uppsala att införskaffa simuleringsprogrammet Simcad Pro. Detta program
köptes in och installerades. En beskrivning av Simcas Pro finns under bilaga 4, där
programmets olika funktioner och byggblock finns förklarade.
6.2 Simuleringsmodell Här visas bilder på modellerna som byggts upp i programmet Simcad Pro, med tillhörande
beskrivningar.
6.2.1 V1
Här är modellen över nuläget i V1. En planritning har infogats och modellen har byggts
ovanpå denna för att få rätt proportioner. Processblock är utplacerade och sammanbundna
med linjer där material eller produkter ska kunna färdas.
Page 53
48
Bild 3. Modell i Simcad Pro över nuläget.
Bilden ovan demonstrerar hur det ser ut i verkligen och var vissa aktiviteter sker. För att
lättare se hur operatörerna och flödet av material flyter på valde vi att möblera om i
mellanrummet som ni kan se i bilden nedan.
Bild 4. Modellen över nuläget med ommöblerat mellanrum.
Renrum laddat Mellanrum Renrum oladdat Kontor
Page 54
49
6.2.2 Macktankar
Modellen för macktankar visas i bilden nedan. 15 processblock som representerar tankar har
placerats i mitten. Det finns också start- och endblock där flödet av de olika produkterna
börjar och slutar. Graferna visar dels den nuvarande volymen i var och en av de 15 tankarna,
samt hur många ordrar som gått igenom (här 100 % av årsvolymen).
Bild 5. Modellen för macktankar då simuleringen körts igenom med historiska data för
produktionsvolymer.
Siffran 10 står för antalet ordrar av en vätska som önskades men inte fanns i någon tank.
Siffran 0 står för antalet batcher som ville sättas in i en tank men som inte hittade någon
tillgänglig.
6.3 Data från simulering
6.3.1 V1
När vi simulerade dessa 3 scenarier körde vi de första 50 batcherna från 2014 års
orderhistorik. Dessa 50 batcher hade i snitt 24 burkar med pulver per batch. Om vi räknar med
de siffror som finns på Standard work combination sheet får vi fram att ledtiden för en batch
med 26 burkar att gå igenom system tar cirka två timmar (sekretessbelagt, varför en
uppskattning anges här).
Page 55
50
Scenario: Nuläget
Bild 6. Modell över nuläget i V1.
På bilden ser man att varje operatör arbetar på varsin lina. När vi simulerar de 50 första
batcherna får vi en genomsnittsledtid på 2 timmar och 3 minuter. Outputen blir 25
hinkar/timme för båda operatörerna tillsammans.
Scenario: Cobot
Bild 7. Modell över Scenario med Cobot i mellanrum.
Page 56
51
Här ser kan man se den implementerade Coboten som befinner sig i mellanrummet. Den ser
till att operatören inte behöver gå in i mellanrummet förutom när han/hon ska hämta pallen
med de färdiga produkterna förpackade. Genomsnittliga ledtiden blev 1 timme och 43
minuter. Outputen blev 15 hinkar med pulver per timme.
Scenario: Operatörer Samarbetar
Bild 8. Modell över scenariot då operatörerna samarbetar.
Bilden ovan visar hur 2 operatörer arbetar tillsammans på en och samma produktionslina.
Operatör 1 står inne i renrummet och fyller pulver i hinkar medan operatör 2 tar emot
hinkarna i mellanrummet och förpackar dem i kartonger. Den genomsnittliga ledtiden blev 1
timme och 22 minuter, med en produktionshastighet på 19 hinkar per timme för de två
operatörerna tillsammans. Det produceras färre färdiga produkter i timmen men ledtiden blir
kortare, dessutom halveras även work in progress.
Resultat årsvolymen 2014 med 1 operatör
Nuläge: 89 % beläggning för 1 operatör (klar på 197 arbetsdagar)
Med Cobot: 75 % beläggning för 1 operatör (klar på 158 arbetsdagar)
Page 58
53
Vi beslöt oss för att undersöka vår historiska data:
Volym IN till macktankar
Batcher per år
Produceras varje x dag
Produceras varje x timme
Liter/ batch
Total volym/år
HF 35
HF35 Z
HF 55
HF70
Volym UT från macktankar
Batcher per år
Produceras var x dag
Produceras var x timme
Liter/ batch
Total volym/år
summa av olika ämnen
HF 35
HF35 Z
HF35 Z
HF35 Z
HF35 Z
HF 55
HF 55
HF70
HF70
HF70
Differenser
Ämne Differens på volym
IN och UT Differens formulerat i
batcher Diff. batcher
avrundat uppåt
HF 35 - -1,7 -2
HF35 Z - -1,2 -2
HF 55 6,3 7
HF70 2,2 3
Tabell 18. Historisk data över produktionsvolymer för macktankar.
Som vi ser på differenserna så har vi ett underskott på vissa ämnen och ett väldigt stor
överskott på ett annat ämne. Detta är historisk data från GE Healthcare så svaret till varför det
finns ett underskott kan bero på att det har funnits kvar av det ämnet från förra årets
produktion. Men att ha ett överskott på 7 batcher är för mycket. Det är slöseri att lagra så
mycket.
Kundernas efterfrågan år 2014 kan vi inte ändra på, men det vi kan ändra på är hur mycket
som egentligen borde produceras. Vi testade därför att ändra data i simuleringen till att de
tillverkar en batch för mycket mot vad som behövs avrundat uppåt. (Det måste finnas en för
mycket ifall differensen inte blir exakt 0, vilket det inte blir i något av våra fall.) Efter dessa
justeringar såg data till simuleringen ut enligt tabellen nedan.
Page 59
54
Volym IN till macktankar
Batcher per år
Produceras varje x dag
Produceras varje x timme
Liter/ batch
Total volym/år
HF 35
HF35 Z
HF 55
HF70
Volym UT från macktankar
Batcher per år
Produceras var x dag
Produceras var x timme
Liter/ batch
Total volym/år
Summa av olika ämnen
HF 35
HF35 Z
HF35 Z
HF35 Z
HF35 Z
HF 55
HF 55
HF70
HF70
HF70
Differenser
Ämne Differens på volym
IN och UT Differens formulerat i
batcher Diff. batcher
avrundat uppåt
HF 35 0,33 1
HF35 Z 0,82 1
HF 55 0,29 1
HF70 0,17 1
Tabell 19. Justerad historisk data över produktionsvolymer för macktankar.
Vi importerade den nya datan till Simcad Pro och lät den simulera de nya batchordrarna.
Page 62
57
7 Analys & Diskussion
7.1 Utvärdering av simuleringsprogram
7.1.1 Tillförlitlighet i val av program
En faktor som måste tas hänsyn till vid analys av resultatet från utvärderingen är vilka
personer som användes för att vikta kriterierna. Vi använde oss av Lean Leaders på GE
Healthcare eftersom de ansågs väldigt kunniga om företaget och dess processer, dock är de
inga experter på simulering. Vi förklarade under utvärderingen för dem vad de olika
funktionerna och kriterierna innebar. Dock kan det vara så att de själva inte vet exakt vad de
vill ha. Step function kan tas som exempel, då utvärderingen gjordes hade vi själva provat på
några demo-versioner med och utan step-function. Dock används step-function främst till att
validera modellerna, något vi inte gjorde i demo-versionerna. När vi senare byggde de riktiga
modellerna i Simcad Pro, som saknade step function, märkte vi hur bra denna funktion hade
varit. Om viktningen gjordes om idag skulle sannolikt step function få högre vikt.
Simcad Pro var det program som fick högst poäng i utvärderingen och även valdes att köpa in.
Dock kom FlexSim väldigt nära och fick nästan lika hög poäng. Den metod vi använt för att
utvärdera är utformad för att ge så tillförlitliga resultat som möjligt, dock kan den väldigt lilla
skillnaden i poäng mellan Simcad Pro och Flexsim bero på små slumpmässiga faktorer och
andra anledningar som exemplet med step function ovan. Därför anser vi att Flexsim säkert
hade kunnat vara ett lika bra val som Simcad Pro för GE. Om man dock tittar på priset för
programmen så ligger Flexsim på ungefär dubbelt så mycket, vilket var en av anledningarna
till att Simcad Pro köptes.
7.1.2 Viktiga implikationer vid viktning av kriterier
Viktningen av kriterierna är däremot av väldigt stor betydelse eftersom detta spelar en
avgörande roll i vilket program som väljs. Om fel vikt läggs för ett kriterium kommer
resultatet att bli missvisande och programmen riskerar då att inte kunna uppfylla de behov
användaren har. Efter att ha studerat och arbetat med simulering har vi lärt oss mycket om vad
de olika kriterierna verkligen har för betydelse. I detta avsnitt diskuterar vi för varje grupp av
våra kriterier vilken effekt det skulle få om de utvärderas fel och får felaktig vikt, eller om
man helt skulle utesluta ett visst kriterium från sin lista av kriterier.
User
Dessa kriterier handlar om omständigheter och behov som är specifika för användaren. Om
dessa kriterier utvärderas fel kan man råka köpa ett program som är väldigt bra på pappret
men som inte passar användaren. Programmet kan vara anpassat för personer med mycket
erfarenhet inom simulering och vara för komplext för nybörjare att sätta sig in i. Vissa
program använder sig av relativt krävande grafisk presentation av modellen, vilket medför
krav på hårdvaran den ska köras på. Detta kan innebära att programmets funktion blir
begränsad eller att nya datorer behöver köpas in, vilket leder till ytterligare kostnader utöver
programmet.
Page 63
58
Vendor
Denna kategori rör programleverantörens kredibilitet och vilken typ av service och tjänster de
erbjuder. Många leverantörer erbjuder någon typ av utbildningsmaterial för att lära sig
programmet, eller support efter det att programmet köpts in. De olika leverantörerna varierar i
erfarenhet och storlek på företaget. De mindre leverantörerna kan till exempel tänkas kunna
ha bättre personlig kontakt med användarna, medan större leverantörer kan ha en större
kunskapsbas med fler användare och mer aktiva forum. Detta kan också utvecklas till en
kostnadsfråga eftersom det skiljer mycket på hur leverantörernas modell för support och
underhåll ser ut. Ofta erbjuds någon typ av underhållskontrakt som tecknas för varje år, priset
för detta varierar kraftigt. Även priset för support varierar kraftigt, där det finns leverantörer
som erbjuder gratis support medan vissa tar så mycket betalt att supporten kan komma att
kosta mer än programmet självt. Detta bör absolut tas hänsyn till vid utvärderingen av
kriteriernas vikt och programmens poäng. Om användaren själv sitter på mycket kunskap om
simulering kommer inte lika mycket support behövas som om användaren saknar tidigare
erfarenhet om hur simuleringsprogram används.
Input & Modeling
Denna grupp kriterier tar upp aspekter om hur modellen byggs upp i programmet och hur den
kan anpassas och justeras. Själva byggandet av modellen är en central del i användningen av
programmet och kommer sannolikt ta upp en stor del av tiden som spenderas på simulering.
Just tidsaspekten är därför något som spelar in här; om metoden för att bygga modellen är
omständlig eller menyerna inte är intuitiva kommer tidsåtgången att öka kraftigt. Längre
tidsåtgång för varje modell betyder att man tvingas lägga ner mer resurser på modellering än
planerat. Den andra viktiga delen i denna kategori är hur väl och detaljerat modellen kan
anpassas. De olika programmen kan skilja sig i hur detaljerat modellens beteende kan ställas
in. Med mindre alternativ för anpassning blir det svårare att få modellens beteende att
överensstämma med verkligheten. Detta leder i sin tur till att data och resultat från
simuleringen får större felmarginal och blir mindre tillförlitlig och användbar. Anpassning av
modellen kan också vara av visuell karaktär, vilket skiljer sig åt mellan olika program. Om
simulering främst ska användas för interna syften inom ett företag spelar oftast inte det
visuella särskilt stor roll. Om man däremot vill använda simulering som ett verktyg för att
presentera för ledning eller kunder om ett förslag till investering eller förändring kan visuella
anpassningar som ikoner och animationer spela större roll.
Simulation
Dessa kriterier har med funktionaliteten under simuleringen att göra; till exempel vilken
information som visas eller vilka inbyggda hjälpmedel som finns för användaren att styra
simuleringen. Genom att visa simuleringens nuvarande status med hjälp av data och grafer får
användaren en bättre insikt om hur modellen fungerar. Detta spelar en stor roll vid verifiering
och validering av modellens funktionalitet, det vill säga att kontrollera att den beter sig som
användaren tänkt sig och stämmer överens med verkligheten. Valideringen av modellen kan
också göras betydligt enklare genom funktioner för att bättre kunna styra hastigheten och
flödet vid simuleringen. Till exempel har vissa program en ”step-function”, som innebär att
användaren kan välja att pausa simuleringen och gå direkt vidare till nästa steg genom att
Page 64
59
trycka ”next”. Utan denna funktion kan användaren behöva gå igenom hela simuleringen från
början till den process man vill undersöka närmare. Om många av processerna innan
processen man vill undersöka tar lång tid blir detta mycket tidskrävande. Detta kan delvis
hanteras genom att snabba på simuleringen för att komma till rätt tidpunkt i simuleringen,
dock blir problemet då istället att man riskerar att köra förbi tidpunkten och får börja om från
början. Vissa program har så kallade ”break points” som låter användaren definiera en
tidpunkt eller process som simuleringen ska pausas vid. Dessa två funktioner kan verka
marginella men har en väldigt viktig roll och är något som i de flesta fall bör kontrolleras
innan ett program väljs. Om man under utvärderingen missar att ta hänsyn till dessa kriterier
kan det leda till val av ett program som gör valideringen av modellen mycket svårare.
Validering utgör en väldigt viktig del av hela simuleringsprocessen, utan den kan inte
modellens korrekthet kontrolleras och som nämnts tidigare blir då utdata mindre korrekta.
Output
I denna kategori ingår alla kriterier som rör de resultat användaren får ut från simuleringen.
Utdata fås i de flesta program i en rapport som listar flera olika KPI:er och mätdata som
genererats under simuleringen. Det som kan skilja sig är att vissa program automatiskt räknar
ut fler och mer specialiserade KPI:er. Till exempel finns program som inriktar sig mot Lean
och ger relaterade KPI:er och Lean-rapporter. Programmen ger också olika möjlighet för att
analysera resultaten och även optimera modellen. Detta är ett område där programmen kan
skilja sig väldigt mycket. Traditionellt har simuleringsprogram enbart varit ett sätt att testa
och visualisera olika lösningar och scenarion, det är då upp till användaren själv att förbättra
modellen och hitta bättre lösningar. Vissa simuleringsprogram har på senare tid även fått
funktioner för att optimera modellen inuti programmet. Eftersom att detta är relativt nytt är
skillnaden mellan programmet relativt stor på den här punkten. Om dessa funktioner värderas
högt spelar de en viktig roll i utvärderingen.
Integration
Integration innefattar hur programmet kommunicerar med andra applikationer och databaser,
hur data importeras och exporteras. Indata som används kan vara antingen historisk data eller
prognoser om framtiden angående produktionsvolymer, personaltillgång, kvalitetsbrister, eller
tidsdata och produktionsscheman. Exportfunktioner tar de resultat som simulering ger och
exporterar dem för att analysera i externa program som till exempel Excel. Vanligtvis finns
funktioner för import och export av dessa data men det kan variera hur enkelt detta är och
vilka filformat som stöds. Integration spelar en väldigt viktig roll i hur programmet kommer
att användas i den organisation där det implementeras. Om möjligheten att importera data är
begränsad kommer det göra det mer omständligt att använda programmet. Om användaren
hela tiden behöver leta reda på dokument och Excel-filer blir programmet mer en fristående
applikation som är mindre sannolikt att användas. Genom att se till att företaget kan interagera
direkt med företagets databassystem blir programmet istället en integrerad del av
organisationen. Integration spelar därför en viktig roll för att framgångsrikt lyckas
implementera programvaran och se till att den fortsätter att användas i framtiden. När
programmen utvärderas bör dessa faktorer undersökas väldigt noggrant.
Page 65
60
7.2 Simulering av V1 Från resultaten ser vi vilka förbättringsalternativ det finns beroende på vad som önskas. Om
det är väldigt viktigt för kunden att få sin produkt (batch) så tidigt som möjligt kan det vara
värt att köra med 2 personer på en och samma lina eftersom man får ner ledtiden med 34 %.
Men samtidigt så minskar produktiviteten med 24 %, så man får göra en avvägning om det är
värt det eller inte. Fördelen med att arbeta 2 operatörer i ett rum i taget är att man får ner WIP
till hälften så mycket, eftersom man endast kör med 1 lina istället för 2 åt gången. Från
resultaten ser vi att 1 operatör och 1 Cobot har en kortare ledtid plus att de har en högre
produktionshastighet. Ledtiden minskar med 16 % samtidigt som produktionshastigheten ökar
med 10-20%. Det man får tänka på är att om man har 2 operatörer och 1 Cobot så kommer
Coboten bli en flaskhals och därför innebär det 2 operatörer + 1 Cobot inte ger en output på
30 hinkar i timmen. Den faktiska outputen kommer hamna på 27.5-30 hinkar i timmen. Om
man tänker sig att ena linan består av 1 operatör och 1 Cobot (ger 15 i output) och den andra
linan med endast en operatör (ger 12.5 i output) så får vi en output på 27.5. Coboten kommer
dock kunna hjälpa den andra operatören till viss del ändå så outputen kommer hamna på ett
genomsnittligt intervall mellan 27.5 och 30 hinkar i timmen. Därav produktions-
hastighetsökningen på 10-20 %.
En produktionshastighetsökning på 10-20% kanske inte ses som tillräckligt mycket för att
investera i en ny Cobot, men om man tittar på andra siffror, såsom hur många arbetsdagar det
tar för en operatör att producera hela årets batcher själv så ser vi från resultaten att det tar 197
arbetsdagar. Det innebär att operatören är 89 % belagd under hela året. Det är på gränsen till
för mycket, det kan vara svårt att hinna med allting med tanke på att operatörerna kan bli
sjuka ibland och att de inte lägger ned hela sin tid på produktion, de går även på utbildningar
under sin arbetstid ibland. Om man då väljer att investera i en Cobot som är relativt billigt i
jämförelse med vanliga industrirobotar så får man ner beläggningen på operatören till 75 %.
Det är mycket mer rimlig siffra, det är något en operatör skulle klara av i verkliga livet. Om
GE Healthcare väljer detta alternativ kommer deras payback time vara ca 1 år. Det innebär att
det är en väldigt bra investering. När vi säger att payback time är ca 1 år menar vi att man inte
kommer betala för operatören i denna produktionslina. Det innebär att en operatör kan sättas
på andra aktiviteter.
7.3 Simulering av Macktankar Resultaten från macktankarna visade att man klarade sig med 10 tankar för en volymökning
på ordrarna ända upp till 50 %. För en 100 % volymökning krävdes dock 11 tankar enligt
simuleringen. Detta var ett ganska överraskande resultat. När vi samlade information om
processen fick vi intrycket att de vi pratade med hade uppfattningen att ”ökad
produktionsvolym med 50 % innebär ökat antal tankar med 50 %”. Efter vidare analys och
diskussion av modellens uppbyggnad kom vi fram till att om GE Healthcare kan producera
dessa basprodukter när så önskas så räcker 10 tankar till om de planerar schemat för
produktion bättre. Om vi tänker på att det endast får finnas en batch per tank i taget och
analyserar batchstorlekarna för t.ex. HF 35. HF 35 har en batchvolym på 900 liter. Ordrarna
som kommer behöva ta ämnet HF35 ur tankarna har en batchvolym på 400 liter. Så efter 2
ordrar som gått ut har man tömt en tank med 800 liter. Då återstår det 100 liter av HF 35 i
Page 66
61
tanken. När en tredje order kommer in ska den alltså ta dessa 100 liter + resterande 300 liter
från en annan tank. Så i något skede kommer det behövas minst 2 tankar för varje basprodukt
eftersom volymerna på batcherna skiljer sig åt. Det finns i nuläget 4st basprodukter, varje
behöver 2 stycken vardera, vilket resulterar att i värsta fall kan man behöva ha 8st tankar.
Men att 8 stycken tankar ska räcka fungerar i en perfekt värld, vilket vi inte lever i. Det kan
förekomma variation och störningar i produktion. Flera ordrar kan komma direkt efter
varandra så man kan vara tvungen att bygga upp ett litet lager i förhand för att hinna med
efterfrågan ifall den inte är jämt fördelad. Så om man kör med 10 stycken tankar har man
ändå en buffert på minst 2 tankar.
Det är alltså inte ordervolymen som är det essentiella i frågan om hur många tankar man
behöver. Vad som bestämmer hur många tankar som behövs är antalet basprodukter och hur
flödet av dessa ordrar är. Om det är stor skillnad på in och utflöde av ordrarna så krävs det fler
tankar. Via vår simulering för 100 % volymökning krävdes 11 tankar. Vi är övertygade att
den siffran kan sjunka ifall man planerar in när man ska skapa batcherna istället för att ha de
spridda jämnt fördelat över året. HF 35Z har 4st slutprodukter, dessa slutprodukter är var för
sig jämnt fördelade över året, inte tillsammans. Det betyder att efterfrågan på HF 35Z inte
kommer vara jämnt fördelat över året. Därför behöver man anpassa sin produktion till
efterfrågan.
Efter att ha kommit fram till att det är planeringen som är ett av de stora problmen för caset
Macktankar diskuterade vi med en person från support till Simcad Pro hur modellen skulle
kunna användas för att underlätta planeringen. Vi kom då fram till att modellen kan utvecklas
för detta, nästa steg i simuleringsmodellen av macktankarna är att skapa ett pull-flöde av
ordrarna för slutprodukterna. Man kommer då kunna ta hänsyn till processtiden, setup-tiden
osv. Denna modell kommer kunna fungera som ett planeringsverktyg för GE Healthcare. De
kommer kunna importera in sina ordrar som de har fått av kunderna och sedan kommer de få
ut information om när de ska börja producera varje basprodukt och i vilken mängd.
7.4 Simulering som verktyg Efter att ha arbetat med simulering under detta examensarbete har vi märkt att simulering är
ett väldigt bra och effektivt verktyg. Förutsatt att en modell har en hög validitet kan
simulering hjälpa ett företag att mäta och experimentera med sina nyckeltal. Mätningen kan
göras mycket effektivare eftersom körningar kan göras i högre hastighet än i verkligheten,
samt att programmet automatiskt samlar in data och beräknar många nyckeltal. Många
nyckeltal som annars hade varit allt för svåra eller tidskrävande kan med simulering relativt
enkelt fås fram. Tittar vi på principerna i Del II av Toyotas 4P-modell, och även de 8
slöserierna inom Lean, kan vi konstatera att många simuleringsprogram har väldigt bra
funktioner för att eliminera slöserier och hjälpa företag att göra sina processer mer Lean.
Under arbetet har vi använt oss av Banks metod för hur ett simuleringsprojekt ska utföras.
Något vi märkte under arbetets gång var att det lönade sig att lägga ner tid på varje steg och
utföra de grundligt, särskilt de två första stegen där simuleringens mål och syfte definieras.
Man bör anpassa nivån på modellen efter vilket syfte man har för analys. Detta hänger också
ihop med KPI:er; vill man till exempel bara mäta output behöver egentligen inte operatörernas
Page 67
62
operationer läggas till på detaljnivå. Och om man vill hitta en optimal lagerstorlek behöver
operatörer kanske inte ens implementeras eftersom de inte påverkar denna KPI särskilt
mycket. För att spara tid bör man alltså från början tänka på vad som är syftet med
simuleringen och vilka KPI:er det är man vill mäta. En modell kan (iallafall i Simcad Pro)
göras väldigt detaljerad, men tidsåtgången för att modellera ökar också exponentiellt med
detaljnivån. Säg att det tar 20 timmar att få modellen att överensstämma till 85-90 % med
verkligheten, ytterligare 5 % kan ta minst lika lång tid till. Tidsåtgången är i detta avseende
inte linjär och modelleraren bör avväga hur mycket tid som kan läggas ned för att uppnå en
tillräcklig validitet i modellen. Simulering har många fördelar framför andra traditionella
analysverktyg, men för att det ska vara värt att göra får inte tidsåtgången vara allt för hög.
Relaterat till detta är hur man väljer att använda sig av simulering, där vi har identifierat två
olika tillvägagångssätt. Det ena är att använda simuleringsverktyget för att bygga upp hela sin
fabrik ”i punkt och pricka”. Enligt en av försäljarna vi pratade med under utvärderingen av
programmen nämnde att ett annat stort svenskt företag använde sitt simuleringsprogram för
att bygga upp en virtuell fabrik. Denna virtuella fabrik såg de som sin ”faktiska” eller ”ideala”
fabrik, så som det ska se ut i verkligheten. Den andra typen av simulering vi identifierat är en
mer projektbaserad variant. Istället för att bygga upp en virtuell fabrik används simulering
istället som ett verktyg för att lösa ett specifikt problem. Denna typ av simulering är den som
vi utfört under examensarbetet och passar bra ihop med Banks metod. Dessa två
tillvägagångssätt skiljer sig ganska mycket åt och ett företag bör tänka över vilket sätt man
tänkt använda programmet innan man köper in det. Om man väljer att gå på strategin ”virtuell
fabrik” bör man nog ha minst en anställd eller kanske ett simuleringsteam som ägnar hela sin
tid åt det. Om det snarare ska användas av ett Lean-team i vissa särskilda fall kan det nog vara
mer effektivt att använda en mer projektbaserad modellering där man bygger modellen utefter
det aktuella syftet. Många simuleringsprogram (inklusive Simcad Pro) stöder också en
modulbaserad modellering. Det skulle också kunna användas med framgång vid en
projektbaserad approach, där moduler snarare läggs till och kopplas ihop en efter en. Detta är
ett alternativ till att i ett initialt implementeringsskede av simuleringsprogrammet mappa upp
hela siten. Ett sådant projekt skulle kräva specialistkompetens inom simulering och möjligtvis
konsulter. Detta togs inte direkt hänsyn till i vår utvärdering av programmen; det kan visa sig
att vissa program bättre stöder den ena modelleringsapproachen än den andra. Vi anser dock
att Simcad Pro kan användas till båda.
7.5 Hållbar utveckling och etiska aspekter Simulering är ett effektivt verktyg för företag att analysera sin verksamhet och testa
förbättringsförslag. De åtgärder som i första hand åsyftas är sådana som ökar effektiviteten,
sänker kostnader eller ökar kapaciteten. Det är också dessa faktorer som leverantörerna av
simuleringsprogram marknadsför. Dock anser vi att simulering även kan hjälpa företag och
andra organisationer ur ett ekologiskt perspektiv. Genom att använda sig av ett
simuleringsverktyg kan man spara väldigt mycket resurser. Ett av de huvudsakliga syftena till
att använda sig av simulering är att man vill testa en lösning i programmet innan man
implementerar den i verkligheten. Ta som exempel att ett företag överväger att köpa in en ny
maskin. En simulering kan visa att den nya maskinen egentligen inte behövs eller att en annan
Page 68
63
typ av maskin egentligen borde köpas. Utan simulering skulle maskinen ändå kunna köpas in
på grund av bristande beslutsunderlag. Detta skulle vara en stor ekonomisk förlust för ett
företag, men också negativt ur ett hållbart perspektiv. Många resurser har säkerligen lagts ner
för att producera och frakta maskinen till företaget, dessa resurser användes i onödan när det
visar sig att maskinen var en onödig investering. Utöver detta kan också simuleringsverktyg
användas för att direkt simulera miljöpåverkan och utsläpp. Ett företag skulle till exempel
kunna använda energiförbrukning eller mängd utsläppt koldioxid som en parameter i
simuleringen. Därefter kan man välja att optimera modellen utefter dessa parametrar.
Vi har konstaterat att simulering är ett väldigt kraftigt verktyg för att ge beslutsunderlag. Den
som är användare av simulering i ett företag har ofta en större chans att motivera varför just
hans/hennes förslag bör implementeras eftersom man kan ge siffrorna svart på vitt och även
visa modellen vilket är väldigt visuellt tilltalande. Dock bör man komma ihåg att dessa siffror
endast är giltiga och relevanta om modellen har en hög validitet. Simuleringsverktyget kan ge
en person i ett företag ökad makt och inflytande, vilket också kan missbrukas genom att
manipulera indata till modellen. Detta bör tas i beaktning och man bör komma ihåg att inte
ens simulering kan ge ett 100 % säkert beslutsunderlag, simuleringen är en representation av
verkligheten.
Page 69
64
8 Slutsats I slutsatsen ämnar vi besvara arbetets syfte och de frågeställningar som ställts upp.
Delfrågorna löd:
1. Hur kan man göra val av simuleringsprogram på ett systematiskt sätt?
Vi har undersökt olika metoder för att utvärdera och kommit fram till en metod som
involverar Analytical Hierarchy Process passar bäst för detta ändamål. Genom att använda vår
utvärderingsmetod kom vi fram till att Simcad Pro var det bästa simuleringsprogrammet för
GE Healthcare. Flexsim kan säkerligen vara en lika stark kandidat men kostar dubbelt så
mycket.
2. Hur kan detta program användas för att optimera produktionen?
Vi har med de case vi genomfört demonstrerat hur programmet kan användas. Det kan till
exempel användas för att optimera resurserna (om man köper in en Cobot krävs det en
operatör mindre och man sparar på så vis pengar). Det kan även användas för att optimera
inköp av utrustning. Detta visade vi i caset med macktankarna; de tänkte köpa 14 stycken men
vi visade att det endast krävs 10 som mest utan någon riktigt planering. Programmet har
många funktioner som stöder arbete för förbättringsarbete och Lean och kan vara till stor
hjälp inom detta område jämfört med klassiska Lean-verktyg. Något vi också kommit fram till
var att programmet kan användas som schemaplanerare.
3. Hur bör GE använda sig av simuleringsverktyget i framtiden?
Vi har identifierat en simuleringsmetod utvecklad av Banks (Banks, 2010) som ger en tydlig
process att följa vid användning av simulering, vi rekommenderar starkt att följa denna för att
spara tid och uppnå ett tillförlitligt slutresultat. Vi har diskuterat två olika tillvägagångssätt
vid simulering, den ena bygger på att man har en virtuell fabrik i programmet och den andra
använder en mer projektbaserad strategi där man modellerar en viss del i taget efter behov.
För GE passar i nuläget den projektbaserade metoden bäst, och det var också den ursprungliga
tanken att Lean-teamet ska använda sig av simuleringen för att testa olika förbättringsförslag
innan de implementeras. Vill man dock gå över till att mappa upp hela sin produktion bör man
överväga att anställa personer dedikerade till simulering. Något som vi vill understryka är
vikten av att ha syftet med simuleringen klart för sig från början.
Syftet med detta examensarbete var ”att utreda om och hur avdelningar för förbättringsarbete
kan använda sig av Simuleringsprogram för att optimera flödet i verksamheten.” Med vår
rapport anser vi ha lyckats uppnå detta. För andra företag som är intresserade av att investera i
ett simuleringsprogram kan vårt arbete komma till stor nytta. Genom att använda vår metod
för att vikta kriterier och utvärdera programmen kan de hitta det som passar deras behov bäst.
Våra exempel och case demonstrerar programmets kapacitet och hur det kan användas. Vi
rekommenderar att använda den strukturerade metod som utvecklats av Banks (Banks, 2010)
vid användning av simuleringsprogram.
Page 70
65
9 Referenser Azadeh, A., Shirkouhi, N., Rezaie, K., 2010, A robust decision-making methodology for
evaluation and selection of simulation software package, International Journal of Advanced
Manufacturing Technology, vol 47, nr 1-4, s 381-393, ISSN 0268-3768 print, 1433-3015
online
Banks, J. et al (2010) Discrete Event System Simulation, USA, Pearson Education, Upplaga 5
Behn, R., 2005, Resistance to Measurement. Public Management Report. vol 3, nr 3
Carton, R. B. (2006) Measuring organizational performance: metrics for entrepreneurship
and strategic management research, Cheltenham, UK; Northampton, MA, Edward Elgar
Publications, ISBN 978-1845426200
Dias, L. et al, 2011, Discrete Simulation Tools Ranking – a Commercial Software Packages
comparison based on popularity, Department of Productions and Systems, University of
Minho, Braga, Portugal
Hlupic, V., 2000, Simulation Software: A Survey of Academic and Industrial Users,
International Journal of Simulation, vol 1, nr 1-2, s 1-11, ISSN 1473-804x online, 1473-8031
print
Hlupic, V., Paul, R., 1999, Guidelines for selection of manufacturing simulation software, IIE
Transaction, vol 31, nr 1, s 21-29, online ISSN 1573-9724
Jadhav, A., Sonar R., 2009, Evaluating and selecting software packages: a review,
Information and Software Technology, vol 51, nr 3, s 555–563
Klingstam, P., Gullander, P., 1999, Overview of simulation tools for computer-aided
production engineering, Computers in Industry, vol 38, nr 2, s 173-186
Liker, J. K. (2004) The Toyota way: 14 management principles from the world's greatest
manufacturer. New York: McGraw-Hill, ISBN 978-0071392310
Mogard, M., von Heijne, G., (2014), Användning av nyckeltal, Key performance indicators,
som underlag till resurseffektivisering av produktion, Examensarbete, KTH, School of
Industrial Engineering and Management (ITM), Production Engineering.
Neely, A. et al (1994) Mapping measures and activities: A practical tool for assessing
measurement association systems. First international conference of the European operations
management association conference, Cambridge, UK, s 313-318
Page 71
66
Pidd, M., 2010, Why Modelling and Model Use Matter, The Journal of the Operational
Research Society, vol 61, nr 1, s 14-24
Rajabi, A., Lean Leader, GE Healthcare, Personlig intervju, 2015-03-20
Rajabi, A., Lean Leader, GE Healthcare, Personlig intervju, 2015-04-06
Larsson, E., Lean Leader, GE Healthcare, Personlig intervju, 2015-04-10
Rajabi, A., & Larsson, E., båda Lean Leader, GE Healthcare, Personlig intervju, 2015-04-20
Rajabi, A., Lean Leader, GE Healthcare, Personlig intervju, 2015-05-13
Rajabi, A., Lean Leader, GE Healthcare, Personlig intervju, 2015-05-15
Rajabi, A., Lean Leader, GE Healthcare, Personlig intervju, 2015-06-16
Reid, D., Sanders, N. (2010) Operations Management – An Integrated Approach, 4th edition,
International student version, Wiley, ISBN 978-0470325049
Rethink Robotics, Baxter with intera 3, 2015-08-04, http://www.rethinkrobotics.com/baxter/
Saaty, T., 1990, How to make a decision: The analytical Hierarchy Process, European
Journal of Operational Research, vol 48, nr 1, s 9-26
Senge, P., 1997 The Fifth Discipline, Measuring Business Excellence, vol 1, nr 3, s 46-51
Vorne Industries Inc., Theory of Constraints, 2015-06-16, www.leanproduction.com/theory-
of-constraints.html
Womack, J., 2006, Value Stream Mapping, Manufacturing Engineering Magazine, May
edition
Xonitek, The Operational Excellence Manifesto, 2015-09-03, http://www.xonitek.com/press-
room/company-news/the-operational-excellence-manifesto/
Observation av produktionssituation, GE Healthcare, Uppsala, 2015-05-15
Page 72
67
10 Bilagor
Bilaga 1: Utvärderingsformulär
Page 73
68
Bilaga 2: Frågeformulär för intervju med företag
USER
1. What kind of previous experience or knowledge/training is required to be working
with your software?
2. In what way would you say that your software is easy to learn?
3. What is the cost for the software?
4. What are the requirements and the recommendations for the pc-hardware?
VENDOR
5. What kind of material do you have for learning? (E.g. user manuals/training
courses/online tutorials)
6. What kind of support do you offer, and does any of these support options cost
anything and if so how much? (E.g. Online chatting/forums/phone support)
7. What other companies use your software now?
8. Do you offer a “run-only” version, where you can´t edit it but you can run the
simulation, for free (or cheaper than full version) ?
9. What kind of maintenance and update services do you provide and how often do they
normally occur?
10. Is there a demo version available for the software?
INPUT AND MODELING
11. Can you describe the way to model, in what way is it easy and intuitive to build?
12. What statistical distributions can be used in the software and can we define a different
distribution by ourselves?
13. What can be customized in the library items in terms of behavior and properties?
14. Can the icons from the library be edited?
15. What kind of help does the software provide for debugging? (E.g. logical error
checks/error handling)
16. What queuing policies are offered? (E.g. FIFO, LIFO, by attribute)
SIMULATION
17. Can data be displayed in graphic charts while the simulation is running?
18. Can you make changes to the model while it´s simulating?
19. Could you send some links to videos that shows the modeling and the simulation?
20. Does the software have the ability to automatically run the model several times and
change the random variables each time to see variations between the different runs?
21. Can the user determine some points of the time for the model to stop or start some
other actions?
22. Does the software have the ability to go through the simulation step by step?
23. Can the simulation start in a “non-empty” state?
OUTPUT
24. What lean tools does the software have for analyzing, controlling and optimizing the
production?
Page 74
69
25. How can the results be presented? (E.g. histograms, bar charts, pie charts)
26. Can the reports be customized?
27. Can the user choose to only collect steady-state data and statistics?
INTEGRATION
28. Do you offer a network license version?
29. Can you import data from external files and software and if yes, which ones?
30. Is 3D-simulation integrated with the model, or does a new model need to be built just
for 3D-visualization?
31. Can icons be imported from other software packages or libraries (E.g. CAD-objects)?
32. Can data from your software be used by other software (export-function and
integration with other software)?
Page 75
70
Bilaga 3: Parvis jämförelsematriser
Huvudkriterier
Delkriterier
Huvudkriterier
Use
r
Ven
do
r
Inp
ut
and
Mo
del
ing
Sim
ula
tio
n
Ou
tpu
t
Inte
grat
ion
Norm
Use
r
Ven
do
r
Inp
ut
and
Mo
del
ing
Sim
ula
tio
n
Ou
tpu
t
Inte
grat
ion
Wei
ghts
User 1 7 3 3 1 7
User 0,34 0,27 0,36 0,36 0,34 0,27 32%
Vendor 1/7 1 1/5 1/5 1/7 1
Vendor 0,05 0,04 0,02 0,02 0,05 0,04 4%
Input and Modeling
1/3 5 1 1 1/3 5
Input and Modeling
0,11 0,19 0,12 0,12 0,11 0,19 14%
Simulation 1/3 5 1 1 1/3 5
Simulation 0,11 0,19 0,12 0,12 0,11 0,19 14%
Output 1 7 3 3 1 7
Output 0,34 0,27 0,36 0,36 0,34 0,27 32%
Integration 1/7 1 1/5 1/5 1/7 1
Integration 0,05 0,04 0,02 0,02 0,05 0,04 4%
Sum 1 1 1 1 1 1 100%
Determinant 0,000 Eigenvalue 6,130 CI 0,026 CR 0,021
User
Req
uir
ed
exp
erie
nce
Ease
of
lear
nin
g
Fin
anci
al
Har
dw
are
User
Req
uir
ed
exp
erie
nce
Ease
of
lear
nin
g
Fin
anci
al
Har
dw
are
We
igh
ts
Required experience
1 1/2 3 7
Required experience
0,29 0,27 0,37 0,33 31%
Ease of learning
2 1 4 8
Ease of learning
0,58 0,53 0,49 0,38 49%
Financial 1/3 1/4 1 5
Financial 0,10 0,13 0,12 0,24 15%
Hardware 1/7 1/8 1/5 1
Hardware 0,04 0,07 0,02 0,05 4%
sum 1 1 1 1 100%
Determ 0,000
Eigenvalue 4,120
CI 0,040
CR 0,045
Page 76
71
Vendor
Trai
nin
g
Sup
po
rt
Ped
igre
e
Ru
n-o
nly
Mai
nte
nan
ce
Vendor
Trai
nin
g
Sup
po
rt
Ped
igre
e
Ru
n-o
nly
Mai
nte
nan
ce
we
igh
ts
Training 1 3 7 6 5
Training 0,54 0,63 0,39 0,44 0,51 50%
Support 1/3 1 5 4 3
Support 0,18 0,21 0,28 0,30 0,31 25%
Pedigree 1/7 1/5 1 1/2 1/3
Pedigree 0,08 0,04 0,06 0,04 0,03 5%
Run-only 1/6 1/4 2 1 1/2
Run-only 0,09 0,05 0,11 0,07 0,05 8%
Maintenance 1/5 1/3 3 2 1
Maintenance 0,11 0,07 0,17 0,15 0,10 12%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,136
CI 0,034
CR 0,031
Input and Modeling
Bu
ildin
g m
od
el
Stat
isti
cal
dis
trib
uti
on
Cu
sto
miz
atio
n
Ico
ns
Deb
ugg
ing
Input and Modeling
Bu
ildin
g m
od
el
Stat
isti
cal
dis
trib
uti
on
Cu
sto
miz
atio
n
Ico
ns
Deb
ugg
ing
We
igh
ts
Building model
1 3 7 8 4
Building model
0,54 0,62 0,40 0,36 0,54 49%
Statistical distribution
1/3 1 5 6 2
Statistical distribution
0,18 0,21 0,29 0,27 0,27 24%
Customization 1/7 1/5 1 2 1/4
Customization 0,08 0,04 0,06 0,09 0,03 6%
Icons 1/8 1/6 1/2 1 1/5
Icons 0,07 0,03 0,03 0,05 0,03 4%
Debugging 1/4 1/2 4 5 1
Debugging 0,14 0,10 0,23 0,23 0,13 17%
Sum 1 1 1 1 1 100%
Determ 0,000 Eigenvalue 5,170 CI 0,043 CR 0,038
Page 77
72
Output
Mu
ltip
le r
un
An
alys
is
Stat
isti
cal
grap
hic
s
Rep
ort
Stea
dy-
stat
e
dat
a
Output
Mu
ltip
le r
un
An
alys
is
Stat
isti
cal
grap
hic
s
Rep
ort
Stea
dy-
stat
e
dat
a
We
igh
ts
Multiple run 1 3 6 6 5
Multiple run 0,54 0,62 0,43 0,43 0,50 49%
Analysis 1/3 1 4 4 3
Analysis 0,18 0,21 0,29 0,29 0,30 27%
Statistical graphics
1/6 1/4 1 1 1/2
Statistical graphics
0,09 0,05 0,07 0,07 0,05 6%
Report 1/6 1/4 1 1 1/2
Report 0,09 0,05 0,07 0,07 0,05 6%
Steady-state data
1/5 1/3 2 2 1
Steady-state data
0,11 0,07 0,14 0,14 0,10 11%
Sum 1 1 1 1 1 100%
Determ 0,000 Eigenvalue 4,061 CI 0,020 CR 0,023
Simulation D
isp
lay
feat
ure
s
Sim
ult
aneo
us
mo
del
ing
Vis
ual
ap
pea
ran
ce
Bre
akp
oin
ts
Step
-fu
nct
ion
Star
t in
no
n-
emp
ty s
tate
Simulation
Dis
pla
y fe
atu
res
Sim
ult
aneo
us
mo
del
ing
Vis
ual
ap
pea
ran
ce
Bre
akp
oin
ts
Step
-fu
nct
ion
Star
t in
no
n-
emp
ty s
tate
We
igh
ts
Display features
1 1 2 1/4 1/6 1/2
Display features
0,07 0,08 0,09 0,04 0,08 0,05 7%
Simultaneous modeling
1 1 2 1/4 1/4 1/2
Simultaneous modeling
0,07 0,08 0,09 0,04 0,12 0,05 8%
Visual appearance
1/2 1/2 1 1/4 1/7 1/3
Visual appearance
0,03 0,04 0,04 0,04 0,07 0,04 4%
Breakpoints 4 4 4 1 1/4 2
Breakpoints 0,28 0,32 0,17 0,16 0,12 0,21 21%
Step-function 6 4 7 4 1 5
Step-function 0,41 0,32 0,30 0,64 0,50 0,54 45%
Start in non-empty state
2 2 7 1/2 1/5 1
Start in non-empty state
0,14 0,16 0,30 0,08 0,10 0,11 15%
Sum 1 1 1 1 1 1
100%
Determ -0,001 Eigenvalue 6,437 CI 0,087 CR 0,070
Page 78
73
Programjämförelse för kriteriegruppen User
Required experience
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1/5 1/6 1/4 1
Anylogic 0,06 0,05 0,08 0,04 0,06 5,7%
Flexsim 5 1 1/2 2 5
Flexsim 0,29 0,26 0,23 0,31 0,29 27,7%
Simcad pro 6 2 1 3 6
Simcad pro 0,35 0,51 0,46 0,46 0,35 42,8%
Simul8 4 1/2 1/3 1 4
Simul8 0,24 0,13 0,15 0,15 0,24 18,1%
Witness 1 1/5 1/6 1/4 1
Witness 0,06 0,05 0,08 0,04 0,06 5,7%
Sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,081
CI 0,020
CR 0,018
Integration
Net
wo
rk v
ersi
on
Inp
ut
dat
a
Inte
grat
ed 3
D
Inp
ut
ico
ns
Ou
tpu
t d
ata
Integration
Net
wo
rk v
ersi
on
Inp
ut
dat
a
Inte
grat
ed 3
D
Inp
ut
ico
ns
Ou
tpu
t
We
igh
ts
Network version
1 2 6 6 3
Network version
0,46 0,51 0,35 0,35 0,46 43%
Input data 1/2 1 5 5 2
Input data 0,23 0,26 0,29 0,29 0,31 28%
Integrated 3D
1/6 1/5 1 1 1/4
Integrated 3D
0,08 0,05 0,06 0,06 0,04 6%
Input icons 1/6 1/5 1 1 1/4
Input icons 0,08 0,05 0,06 0,06 0,04 6%
Output data 1/3 1/2 4 4 1
Output 0,15 0,13 0,24 0,24 0,15 18%
sum 1 1 1 1 1 100%
Determ 0,000 Eigenvalue 5,081 CI 0,005 CR 0,004
Page 79
74
Financial
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 5 3 1/5 6
Anylogic 0,15 0,29 0,29 0,12 0,26 22,2%
Flexsim 1/5 1 1/4 1/7 3
Flexsim 0,03 0,06 0,02 0,09 0,13 6,6%
Simcad pro 1/3 4 1 1/6 4
Simcad pro 0,05 0,23 0,10 0,10 0,17 13,1%
Simul8 5 7 6 1 9
Simul8 0,75 0,40 0,57 0,62 0,39 54,6%
Witness 1/6 1/3 1/4 1/9 1
Witness 0,02 0,02 0,02 0,07 0,04 3,6%
Sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,428
CI 0,107
CR 0,096
Hardware
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 5 1 1/5 1/6
Anylogic 0,08 0,20 0,08 0,06 0,09 9,9%
Flexsim 1/5 1 1/4 1/7 1/8
Flexsim 0,02 0,04 0,02 0,04 0,06 3,6%
Simcad pro 1 4 1 1/5 1/6
Simcad pro 0,08 0,16 0,08 0,06 0,09 9,1%
Simul8 5 7 5 1 1/2
Simul8 0,38 0,28 0,38 0,28 0,26 31,5%
Witness 6 8 6 2 1
Witness 0,45 0,32 0,45 0,56 0,51 46,1%
Sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,270
CI 0,067
CR 0,061
Ease of learning
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1/6 1/4 1/5 3
Anylogic 0,06 0,08 0,04 0,05 0,11 6,8%
Flexsim 6 1 3 2 9
Flexsim 0,37 0,47 0,47 0,52 0,32 43,1%
Simcad pro 4 1/3 1 1/2 7
Simcad pro 0,24 0,16 0,16 0,13 0,25 18,8%
Simul8 5 1/2 2 1 8
Simul8 0,31 0,24 0,31 0,26 0,29 28,1%
Witness 1/3 1/9 1/7 1/8 1
Witness 0,02 0,05 0,02 0,03 0,04 3,3%
Sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,144
CI 0,036
CR 0,033
Page 80
75
Programjämförelse för kriteriegruppen Vendor
Training
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1 4 3 5
Anylogic 0,36 0,36 0,41 0,32 0,29 34,8%
Flexsim 1 1 4 3 5
Flexsim 0,36 0,36 0,41 0,32 0,29 34,8%
Simcad pro 1/4 1/4 1 2 3
Simcad pro 0,09 0,09 0,10 0,21 0,18 13,4%
Simul8 1/3 1/3 1/2 1 3
Simul8 0,12 0,12 0,05 0,11 0,18 11,5%
Witness 1/5 1/5 1/3 1/3 1
Witness 0,07 0,07 0,03 0,04 0,06 5,4%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,189
CI 0,047
CR 0,042
Support
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm A
nyl
ogi
c
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 3 1/3 3 5
Anylogic 0,21 0,29 0,18 0,29 0,24 24,1%
Flexsim 1/3 1 1/5 1 5
Flexsim 0,07 0,10 0,11 0,10 0,24 12,2%
Simcad pro 3 5 1 5 7
Simcad pro 0,62 0,49 0,53 0,48 0,33 49,1%
Simul8 1/3 1 1/5 1 3
Simul8 0,07 0,10 0,11 0,10 0,14 10,3%
Witness 1/5 1/5 1/7 1/3 1
Witness 0,04 0,02 0,08 0,03 0,05 4,3%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,218
CI 0,054
CR 0,049
Pedigree
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 6 4 3 6
Anylogic 0,52 0,40 0,52 0,60 0,40 48,9%
Flexsim 1/6 1 1/3 1/4 1
Flexsim 0,09 0,07 0,04 0,05 0,07 6,3%
Simcad pro 1/4 3 1 1/2 3
Simcad pro 0,13 0,20 0,13 0,10 0,20 15,2%
Simul8 1/3 4 2 1 4
Simul8 0,17 0,27 0,26 0,20 0,27 23,4%
Witness 1/6 1 1/3 1/4 1
Witness 0,09 0,07 0,04 0,05 0,07 6,3%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,097
CI 0,024
CR 0,022
Page 81
76
Run-only
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 7 5 3 7
Anylogic 0,55 0,35 0,53 0,64 0,35 48,5%
Flexsim 1/7 1 1/5 1/6 1
Flexsim 0,08 0,05 0,02 0,04 0,05 4,7%
Simcad pro 1/5 5 1 1/3 5
Simcad pro 0,11 0,25 0,11 0,07 0,25 15,8%
Simul8 1/3 6 3 1 6
Simul8 0,18 0,30 0,32 0,21 0,30 26,3%
Witness 1/7 1 1/5 1/6 1
Witness 0,08 0,05 0,02 0,04 0,05 4,7%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,288
CI 0,072
CR 0,065
Programjämförelse för kriteriegruppen Input & Modeling
Building model
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1/5 1/3 1/6 3
Anylogic 0,07 0,05 0,04 0,08 0,13 7,3%
Flexsim 5 1 3 1/2 7
Flexsim 0,33 0,27 0,35 0,24 0,29 29,7%
Simcad pro 3 1/3 1 1/4 5
Simcad pro 0,20 0,09 0,12 0,12 0,21 14,7%
Simul8 6 2 4 1 8
Simul8 0,39 0,54 0,47 0,49 0,33 44,5%
Witness 1/3 1/7 1/5 1/8 1
Witness 0,02 0,04 0,02 0,06 0,04 3,7%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,185
CI 0,046
CR 0,042
Maintenance
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 2 1/2 4 5
Anylogic 0,25 0,30 0,23 0,30 0,28 27,2%
Flexsim 1/2 1 1/3 3 4
Flexsim 0,13 0,15 0,15 0,22 0,22 17,5%
Simcad pro 2 3 1 5 6
Simcad pro 0,51 0,46 0,45 0,37 0,33 42,4%
Simul8 1/4 1/3 1/5 1 2
Simul8 0,06 0,05 0,09 0,07 0,11 7,8%
Witness 1/5 1/4 1/6 1/2 1
Witness 0,05 0,04 0,08 0,04 0,06 5,1%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,098
CI 0,024
CR 0,022
Page 82
77
Icons
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 2 2 3 2
Anylogic 0,35 0,36 0,36 0,30 0,36 34,9%
Flexsim 1/2 1 1 2 1
Flexsim 0,18 0,18 0,18 0,20 0,18 18,4%
Simcad pro 1/2 1 1 2 1
Simcad pro 0,18 0,18 0,18 0,20 0,18 18,4%
Simul8 1/3 1/2 1/2 1 1/2
Simul8 0,12 0,09 0,09 0,10 0,09 9,8%
Witness 1/2 1 1 2 1
Witness 0,18 0,18 0,18 0,20 0,18 18,4%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,010
CI 0,002
CR 0,002
Statistical distribution
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1 1 1 1
Anylogic 0,20 0,20 0,20 0,20 0,20 20,0%
Flexsim 1 1 1 1 1
Flexsim 0,20 0,20 0,20 0,20 0,20 20,0%
Simcad pro 1 1 1 1 1
Simcad pro 0,20 0,20 0,20 0,20 0,20 20,0%
Simul8 1 1 1 1 1
Simul8 0,20 0,20 0,20 0,20 0,20 20,0%
Witness 1 1 1 1 1
Witness 0,20 0,20 0,20 0,20 0,20 20,0%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,000
CI 0,000
CR 0,000
Customization
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm A
nyl
ogi
c
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1/5 1/7 1/4 1/3
Anylogic 0,05 0,04 0,07 0,03 0,03 4,4%
Flexsim 5 1 1/3 2 5
Flexsim 0,25 0,20 0,17 0,26 0,38 25,2%
Simcad pro 7 3 1 4 5
Simcad pro 0,35 0,61 0,52 0,52 0,38 47,5%
Simul8 4 1/2 1/4 1 2
Simul8 0,20 0,10 0,13 0,13 0,15 14,2%
Witness 3 1/5 1/5 1/2 1
Witness 0,15 0,04 0,10 0,06 0,08 8,7%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,208
CI 0,052
CR 0,047
Page 83
78
Programjämförelse för kriteriegruppen Simulation
Debugging
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1/2 1/3 1 1/3
Anylogic 0,10 0,08 0,11 0,10 0,11 9,9%
Flexsim 2 1 1/2 2 1/2
Flexsim 0,20 0,17 0,16 0,20 0,16 17,6%
Simcad pro 3 2 1 3 1
Simcad pro 0,30 0,33 0,32 0,30 0,32 31,3%
Simul8 1 1/2 1/3 1 1/3
Simul8 0,10 0,08 0,11 0,10 0,11 9,9%
Witness 3 2 1 3 1
Witness 0,30 0,33 0,32 0,30 0,32 31,3%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,013
CI 0,003
CR 0,003
Display features
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm A
nyl
ogi
c
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1/3 1/3 1/2 2
Anylogic 0,11 0,11 0,11 0,09 0,14 11,0%
Flexsim 3 1 1 2 4
Flexsim 0,32 0,32 0,32 0,34 0,29 31,9%
Simcad pro 3 1 1 2 4
Simcad pro 0,32 0,32 0,32 0,34 0,29 31,9%
Simul8 2 1/2 1/2 1 3
Simul8 0,21 0,16 0,16 0,17 0,21 18,4%
Witness 1/2 1/4 1/4 1/3 1
Witness 0,05 0,08 0,08 0,06 0,07 6,9%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,036
CI 0,009
CR 0,008
Visual appearance
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1 1 2 5
Anylogic 0,27 0,27 0,27 0,28 0,25 26,7%
Flexsim 1 1 1 2 5
Flexsim 0,27 0,27 0,27 0,28 0,25 26,7%
Simcad pro 1 1 1 2 5
Simcad pro 0,27 0,27 0,27 0,28 0,25 26,7%
Simul8 1/2 1/2 1/2 1 4
Simul8 0,14 0,14 0,14 0,14 0,20 14,9%
Witness 1/5 1/5 1/5 1/4 1
Witness 0,05 0,05 0,05 0,03 0,05 4,9%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,027
CI 0,007
CR 0,006
Page 84
79
Simultaneous modeling
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1/3 1/7 1/3 1/3
Anylogic 0,06 0,04 0,08 0,04 0,04 5,2%
Flexsim 3 1 1/5 1 1
Flexsim 0,18 0,12 0,11 0,12 0,12 13,0%
Simcad pro 7 5 1 5 5
Simcad pro 0,41 0,60 0,57 0,60 0,60 55,7%
Simul8 3 1 1/5 1 1
Simul8 0,18 0,12 0,11 0,12 0,12 13,0%
Witness 3 1 1/5 1 1
Witness 0,18 0,12 0,11 0,12 0,12 13,0%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,071
CI 0,018
CR 0,016
Breakpoints
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1 1 1 1
Anylogic 0,20 0,20 0,20 0,20 0,20 20,0%
Flexsim 1 1 1 1 1
Flexsim 0,20 0,20 0,20 0,20 0,20 20,0%
Simcad pro 1 1 1 1 1
Simcad pro 0,20 0,20 0,20 0,20 0,20 20,0%
Simul8 1 1 1 1 1
Simul8 0,20 0,20 0,20 0,20 0,20 20,0%
Witness 1 1 1 1 1
Witness 0,20 0,20 0,20 0,20 0,20 20,0%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,000
CI 0,000
CR 0,000
Run simulation by step
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1 5 1 1
Anylogic 0,24 0,24 0,24 0,24 0,24 23,8%
Flexsim 1 1 5 1 1
Flexsim 0,24 0,24 0,24 0,24 0,24 23,8%
Simcad pro 1/5 1/5 1 1/5 1/5
Simcad pro 0,05 0,05 0,05 0,05 0,05 4,8%
Simul8 1 1 5 1 1
Simul8 0,24 0,24 0,24 0,24 0,24 23,8%
Witness 1 1 5 1 1
Witness 0,24 0,24 0,24 0,24 0,24 23,8%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,000
CI 0,000
CR 0,000
Page 85
80
Programjämförelse för kriteriegruppen Output
Optimizer
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1/5 1/5 1 1
Anylogic 0,08 0,08 0,08 0,08 0,08 7,7%
Flexsim 5 1 1 5 5
Flexsim 0,38 0,38 0,38 0,38 0,38 38,5%
Simcad pro 5 1 1 5 5
Simcad pro 0,38 0,38 0,38 0,38 0,38 38,5%
Simul8 1 1/5 1/5 1 1
Simul8 0,08 0,08 0,08 0,08 0,08 7,7%
Witness 1 1/5 1/5 1 1
Witness 0,08 0,08 0,08 0,08 0,08 7,7%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,000
CI 0,000
CR 0,000
Lean tools
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1 1/7 1/4 1
Anylogic 0,07 0,07 0,09 0,04 0,07 6,8%
Flexsim 1 1 1/7 1/4 1
Flexsim 0,07 0,07 0,09 0,04 0,07 6,8%
Simcad pro 7 7 1 5 7
Simcad pro 0,50 0,50 0,61 0,74 0,50 57,1%
Simul8 4 4 1/5 1 4
Simul8 0,29 0,29 0,12 0,15 0,29 22,6%
Witness 1 1 1/7 1/4 1
Witness 0,07 0,07 0,09 0,04 0,07 6,8%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,137
CI 0,034
CR 0,031
Start in non-empty state
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1 1 1 1
Anylogic 0,20 0,20 0,20 0,20 0,20 20,0%
Flexsim 1 1 1 1 1
Flexsim 0,20 0,20 0,20 0,20 0,20 20,0%
Simcad pro 1 1 1 1 1
Simcad pro 0,20 0,20 0,20 0,20 0,20 20,0%
Simul8 1 1 1 1 1
Simul8 0,20 0,20 0,20 0,20 0,20 20,0%
Witness 1 1 1 1 1
Witness 0,20 0,20 0,20 0,20 0,20 20,0%
sum 1 1 1 1 1 100%
Determ 0,000 Eigenvalue 5,000 CI 0,000 CR 0,000
Page 86
81
Statistical graphics
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1/3 1/3 1 3
Anylogic 0,12 0,12 0,12 0,12 0,18 13,0%
Flexsim 3 1 1 3 5
Flexsim 0,36 0,35 0,35 0,36 0,29 34,2%
Simcad pro 3 1 1 3 5
Simcad pro 0,36 0,35 0,35 0,36 0,29 34,2%
Simul8 1 1/3 1/3 1 3
Simul8 0,12 0,12 0,12 0,12 0,18 13,0%
Witness 1/3 1/5 1/5 1/3 1
Witness 0,04 0,07 0,07 0,04 0,06 5,6%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,056
CI 0,014
CR 0,013
Report
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm A
nyl
ogi
c
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1 1 1 1
Anylogic 0,20 0,20 0,20 0,20 0,20 20,0%
Flexsim 1 1 1 1 1
Flexsim 0,20 0,20 0,20 0,20 0,20 20,0%
Simcad pro 1 1 1 1 1
Simcad pro 0,20 0,20 0,20 0,20 0,20 20,0%
Simul8 1 1 1 1 1
Simul8 0,20 0,20 0,20 0,20 0,20 20,0%
Witness 1 1 1 1 1
Witness 0,20 0,20 0,20 0,20 0,20 20,0%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,000
CI 0,000
CR 0,000
Steady-state data
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1 1 1 1
Anylogic 0,20 0,20 0,20 0,20 0,20 20,0%
Flexsim 1 1 1 1 1
Flexsim 0,20 0,20 0,20 0,20 0,20 20,0%
Simcad pro 1 1 1 1 1
Simcad pro 0,20 0,20 0,20 0,20 0,20 20,0%
Simul8 1 1 1 1 1
Simul8 0,20 0,20 0,20 0,20 0,20 20,0%
Witness 1 1 1 1 1
Witness 0,20 0,20 0,20 0,20 0,20 20,0%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,000
CI 0,000
CR 0,000
Page 87
82
Programjämförelse för kriteriegruppen Integration
Network Version
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1 5 7 5
Anylogic 0,39 0,39 0,41 0,30 0,41 38,1%
Flexsim 1 1 5 7 5
Flexsim 0,39 0,39 0,41 0,30 0,41 38,1%
Simcad pro 1/5 1/5 1 4 1
Simcad pro 0,08 0,08 0,08 0,17 0,08 9,9%
Simul8 1/7 1/7 1/4 1 1/4
Simul8 0,06 0,06 0,02 0,04 0,02 3,9%
Witness 1/5 1/5 1 4 1
Witness 0,08 0,08 0,08 0,17 0,08 9,9%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,180
CI 0,045
CR 0,041
Input data
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1/3 1/3 1/3 1
Anylogic 0,09 0,09 0,09 0,09 0,09 9,1%
Flexsim 3 1 1 1 3
Flexsim 0,27 0,27 0,27 0,27 0,27 27,3%
Simcad pro 3 1 1 1 3
Simcad pro 0,27 0,27 0,27 0,27 0,27 27,3%
Simul8 3 1 1 1 3
Simul8 0,27 0,27 0,27 0,27 0,27 27,3%
Witness 1 1/3 1/3 1/3 1
Witness 0,09 0,09 0,09 0,09 0,09 9,1%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,000
CI 0,000
CR 0,000
Integrated 3D
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1/2 1/2 3 4
Anylogic 0,18 0,17 0,17 0,19 0,30 20,0%
Flexsim 2 1 1 5 4
Flexsim 0,36 0,34 0,34 0,31 0,30 32,9%
Simcad pro 2 1 1 5 4
Simcad pro 0,36 0,34 0,34 0,31 0,30 32,9%
Simul8 1/3 1/5 1/5 1 1/2
Simul8 0,06 0,07 0,07 0,06 0,04 5,9%
Witness 1/4 1/4 1/4 2 1
Witness 0,04 0,08 0,08 0,13 0,07 8,3%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,099
CI 0,025
CR 0,022
Page 88
83
Input icons
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 1 1 1 1
Anylogic 0,20 0,20 0,20 0,20 0,20 20,0%
Flexsim 1 1 1 1 1
Flexsim 0,20 0,20 0,20 0,20 0,20 20,0%
Simcad pro 1 1 1 1 1
Simcad pro 0,20 0,20 0,20 0,20 0,20 20,0%
Simul8 1 1 1 1 1
Simul8 0,20 0,20 0,20 0,20 0,20 20,0%
Witness 1 1 1 1 1
Witness 0,20 0,20 0,20 0,20 0,20 20,0%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,000
CI 0,000
CR 0,000
Output data
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
Norm
An
ylo
gic
Flex
sim
Sim
cad
pro
Sim
ul8
Wit
nes
s
We
igh
ts
Anylogic 1 2 2 2 2
Anylogic 0,33 0,33 0,33 0,33 0,33 33,3%
Flexsim 1/2 1 1 1 1
Flexsim 0,17 0,17 0,17 0,17 0,17 16,7%
Simcad pro 1/2 1 1 1 1
Simcad pro 0,17 0,17 0,17 0,17 0,17 16,7%
Simul8 1/2 1 1 1 1
Simul8 0,17 0,17 0,17 0,17 0,17 16,7%
Witness 1/2 1 1 1 1
Witness 0,17 0,17 0,17 0,17 0,17 16,7%
sum 1 1 1 1 1 100%
Determ 0,000
Eigenvalue 5,000
CI 0,000
CR 0,000
Page 89
84
Bilaga 4: Information om Simcad pro Simcad Pro är ett väldigt kraftfullt simuleringsprogram. Det kan användas för många olika
områden, så som lagerhus & distributionscenter, supply chain logistik, kontor, mat & dryck,
och tillverkning & produktion. Eftersom vårt fokus ligger på produktion kommer vi skriva om
de viktigaste egenskaperna programmet har för det området.
Viktiga fördelar med Simcad Pro
Flaskhals och begränsningsanalys
Man kan väldigt enkelt hitta flaskhalsarna. Programmet kan skapa en detaljerad rapport med
information om begränsningarna och de bidragande faktorerna. Man kan även analysera
vilken effekt produktionen får om man ändrar på utrustningen som används och/eller om man
investerar i ny teknik, inklusive automatiserade utrustningar.
Omfattande leananalys
Programmet har omfattande lean analysverktyg. Det går att dynamiskt få fram value stream
map. Spaghetti diagram, färgdiagram, Swim Lanes, effektivitet och OEE analys (Overall
Equipment Effectiveness) (på svenska UTE (Utrustningens Totala Effektivitet)).
Optimeringsfunktioner
Optimera modellen medan simuleringen körs
Resurs- och utrustningsoptimering
Optimering av arbetsorder/schema
Dynamisk-Interaktiv Optimering
Scenarioanalys
Monte Carlo simulation (en klass av algoritm
som används för att simulera olika matematiska
och fysiska system)
Rapporter
Standardiserade rapporter
Anpassade rapporter
Scenario rapporter
Affärsrapporter
Anpassat prestationsmått
Page 90
85
Dynamisk simulering
När simuleringen körs kan man bygga vidare på modellen. Det går att analysera vilka
påverkningar som uppkommer när man gör förändringar i modellen. Denna funktion är dock
begränsad. Det går att bygga in nya element och ändra på dem och deras beteende, men det
går inte att radera något element då simuleringen körs. För att radera ett element måste man
först stoppa simuleringen och sedan radera elementet.
Patenterad modellerings miljö som inte kräver kodning
Försäljaren utlovade att ingen programmering krävs för att simulera. Det stämmer till viss del.
Till de flesta enklare modeller krävs ingen programmering men när man ska modellera allt
mer komplexa modeller krävs kodning. Men man behöver ingen erfarenhet av något
kodningsspråk för man lägger in koden grafiskt. I deras program finns en kodningssida där du
får välja olika funktioner och villkor från en lista. Så man behöver ändå ha
programmeringstänket när man bygger komplexa modeller.
Omfattande anslutning till de flesta datasystem
Obegränsat antal externa anslutningar för importera eller exportera data. Man kan ansluta till
dessa datasystem före, under eller efter simuleringen. Den importerade informationen kan
t.ex. analyseras med den inbygga scenario managern. Du kan även välja att exportera ut data
till Excel eller till datasystem
Modellen i realtid
Createasoft som erbjuder Simcad Pro
erbjuder även SimTrack, med Simtrack
kan du ansluta modellen till
direktsända datasystem (Radio-
frequency identification (RFID), PLC
(av engelska Programmable Logic
Controller), GPS (förkortning av
Global Positioning System)). Eftersom
modellen är kopplad till produktionens
direktsända datasystem kan man utföra
nya prognoser utefter vad som sker på
plats i produktionen. Händer något
oväntat kan man därför utföra nya
prognoser/scheman.
Detaljrik
Man kan modellera upp produktionslinor i minsta detalj. Du kan inkludera setup-time,
processing time, downtime, traveltime. Du kan anpassa alla dessa tider beroende på typ av
objekt, operatör eller någon tillsatt variabel. Med hjälp av programmets inbyggda funktioner,
såsom eventhandler och tiggers så kan du modellera mycket komplexa modeller. Du kan
tillsätta villkor, och när dessa villkor uppfylls så ska en annan utvald process köras igång.
Page 91
86
Varians, köteori
Man kan manuellt räkna ut hur långt tid det tar att producera/bearbeta ett ämne, du kan få
fram ledtider och hur mycket som produceras per timme osv. Men då har man räknat med
medelvärden och att operatörerna alltid jobbar i exakt den takten. I verkligheten så arbetar inte
människor lika snabbt hela tiden, de är inga robotar. Det kan variera ganska mycket.
Variansen på hur operatörerna arbetar bildar olika långa kötider. Detta påverkar ledtider och
hur mycket bufferstorlekar man behöver och hur mycket som produceras per timme.
Modellering i Simcad Pro
Uppbyggandet av modellen sker med hjälp av ett antal byggblock som finns tillgängliga.
Start Process: Skapar/genererar de objekt som ska gå igenom modellen. Objekt kan
skapas baserat på tidsintervall, fördelningar eller planeringsfiler importerade från
Excel.
Interprocess Connection/Connection Line: Objekten i modellen färdas längs
connection lines. Dessa binder ihop de olika byggblocken så att objekt kan
förflyttas mellan dem. Kan modifieras för att efterlikna ett löpande band
Generic Process: Detta är den enklaste och mest generiska typen av processblock i
Simcad Pro. Det kan användas för att simulera en arbetsstation eller maskin i en
produktionssmiljö. Den kan ges cykeltid, setuptid och kan även modifiera och ändra
ett objekt. Blocket är väldigt anpassningsbart och kan simulera många olika typer av
beteenden.
Join Process: Används för att simulera en monteringsprocess. Två eller flera typer
objekt leds in till processen för att monteras till ett nytt objekt.
Router Process: Detta block används för att styra flödet i modellen. Flöden av
objekt kan ha flera alternativa in- och utvägar ur blocket, där regler kan sättas upp
för hur objekten ska gå vidare enligt till exempel en viss fördelning eller vilken
av efterkommande processer som är tillgänglig.
Jump Process: Tillåter ett objekt att hoppa från ett block till ett annat utan att det
finns en connection line mellan dem. Används oftast för att modellera
undantagsregler.
Page 92
87
End Process: Används som ett avslutande block för att avlägsna objekt från
simuleringen. Avslutningsblocket räknar hur många objekt som har gått igenom och
objektens livstid.
Image Process Holder: Detta block har ingen effekt på modellens funktionalitet utan
används endast för att visa en ikon eller bild. Till exempel kan en planritning över
produktionen läggas in som en image process holder som ligger bakom övriga block.
Results Process: Används för att visa textvärden eller grafer över olika parametrar i
modellen. Värdena kan uppdateras dynamiskt medan simuleringen körs.
Utöver dessa byggblock kan man även definiera olika typer av objekt, de produkter och
material som flyttas runt i modellen genom processerna. Resurser kan också definieras och
fungerar som operatörer.
Page 93
88
Bilaga 5: Information om Collaborative robot Ett sätt för företag att förbättra och effektivisera sin produktion är genom automation - att låta
en maskin utföra ett arbete istället för manuellt arbete av en mänsklig operatör. Maskiner har
länge använts för att ersätta mänsklig arbetskraft. Några av fördelarna maskiner har är att de
kan göra vissa arbetsuppgifter mycket snabbare utan att behöva vila, de blir inte uttråkade av
ensidiga arbetsuppgifter, de kan vistas i miljöer som är skadliga för människor, samt kan en
investering i en maskin bli billigare än att ha en operatör anställd om maskinen kan utföra
motsvarande arbetsuppgifter.
En robot är en maskin som ofta används i industrin för att
automatisera arbetsuppgifter och operationer. En sådan så
kallad industriell robot (IRB) har oftast en arm som kan röra sig
i flera frihetsgrader likt en människoarm. De kan utföra många
typer av operationer inom tillverkning, målning och montering.
En ny typ av robot är det som kallas för Collaborative Robot
(Cobot). En cobot är enklare och billigare än andra mer
klassiska IRB. Tanken är att de ska kunna arbeta tillsammans
med operatörerna (därav collaborative). Vanliga IRB medför
några problem, till exempel kräver vissa en skyddsbur runt för
att skydda operatörer från att skadas av de höga krafter roboten
använder sig av. En Cobot är mycket säkrare eftersom den inte
har lika höga krafter, vilket förvisso begränsar dess hastighet och lyftkapacitet. Den är också
utrustad med sensorer som gör att rörelsen stoppas om den kommer i kontakt med något.
Detta gör att Coboten kan arbeta tillsammans med männsikor och de kan på så vis
komplettera varandra. Människan utför operationer som är svåra att automatisera medan
roboten kan utföra olika uppgifter som är påfrestande både fysiskt och psykiskt för
operatören. En annan fördel med Coboten är att den är otroligt lätt att installera och sätta
igång. En IRB kräver vanligtvis ganska mycket installation och programmering för att få den
att utföra önskad arbetsuppgift. Coboten ”programmeras” istället genom att armarna flyttas
fysiskt till den plats de ska greppa, släppa eller utföra något och man byggar på så vis upp
beteendet steg för steg. Priset är också relativt lågt för att vara en robot, en Cobot kan fås för
25 000 $ medan en IRB kan kosta betydligt mer (Rethink Robotics).