1 SOFTWARE FOR FUZZY LOGIC CONTROL D.H.F. Liu (1994), J. Abonyi (2005) In 1965, Professor L.A. Zadeh of University California, Berkley, presented his paper outlying fuzzy theory. In about 1970, fuzzy theory began to produce results in Japan, Europe, and China. Fuzzy control has found applications in cement kinks, papermaking machines, and polymerization reactors. Nowadays, fuzzy controllers are also used to control consumer products, such as dishwashers, washing machines, video cameras, and rice cookers, even though this fact is not always advertised. Among the main characteristics of these processes are their time-varying, nonlinear behavior and the low frequency of their measurements. Fuzzy logic is a very human concept, potentially applicable to a wide range of processes and tasks that require human intuition and experience. Fuzzy logic control can be applied by means of software, dedicated controllers, or fuzzy microprocessors emdebbed in digital products. Application flexibility combined with inherent simplicity and wide ranges of capabilities give fuzzy logic technology great potential for growth.
Transcript
1
SOFTWARE FOR FUZZY LOGIC CONTROL
D.H.F. Liu (1994), J. Abonyi (2005)
In 1965, Professor L.A. Zadeh of University California, Berkley, presented his paper
outlying fuzzy theory. In about 1970, fuzzy theory began to produce results in Japan,
Europe, and China. Fuzzy control has found applications in cement kinks,
papermaking machines, and polymerization reactors. Nowadays, fuzzy controllers are
also used to control consumer products, such as dishwashers, washing machines,
video cameras, and rice cookers, even though this fact is not always advertised.
Among the main characteristics of these processes are their time-varying, nonlinear
behavior and the low frequency of their measurements.
Fuzzy logic is a very human concept, potentially applicable to a wide range of
processes and tasks that require human intuition and experience. Fuzzy logic control
can be applied by means of software, dedicated controllers, or fuzzy microprocessors
emdebbed in digital products. Application flexibility combined with inherent
simplicity and wide ranges of capabilities give fuzzy logic technology great potential
for growth.
2
INTRODUCTION
Today’s manufacturing processes present many challenging control problems; among
these are nonlinear dynamic behavior, uncertain and time varying parameters, and
unmeasured disturbances. In the past decade, the control of these systems has received
considerable attention in both academia and industry. While advanced control
strategies — coupled with cheaper and powerful computer systems — have made
nonlinear process control much more practical, there is still a considerable gap
between control theory and industrial practice. It is frustrating for the control theory
community that elegant and comprehensive frameworks for system analysis and
design are seldom applied in the process industry, which still applies the well-known
PID controller (90% of the control-loops), and relies on manual control in complex
process situations.
Conventional control theory may fall short if the model of the process is difficult to
obtain, (partly) unknown, or highly nonlinear. The design of controllers for seemingly
easy everyday tasks such as driving a car or grasping a fragile object continues to be a
challenge for robotics, while human beings easily perform these tasks. Similarly,
some of the industrial processes are controlled by one of the following ways.
• The process is controlled manually by experienced operators.
• The process is controlled by an automatic control system that needs manual
on-line “trimming”.
Many industrial processes operated by humans cannot be automated using
conventional control techniques, since the performance of these controllers is often
inferior to that of the operators. One of the reasons is that linear controllers, which are
commonly used in conventional control, are not appropriate for nonlinear plants.
Another reason is that humans aggregate various kinds of information and combine
3
control strategies, which cannot be integrated into a single analytic control law. The
underlying principle of knowledge-based (expert) control is to capture and implement
experience and knowledge available from experts (e.g., process operators).
A specific type of knowledge-based control is the fuzzy rule-based control, where the
control actions corresponding to particular conditions of the system are described in
terms of fuzzy if-then rules.
To investigate the current application issues of advanced control techniques, a survey
was made in Japan in 1995 [1]. This query asked the number and the evaluation of
control applications, key factors for successful and failed implementations, etc. The
investigated control techniques were classified as follows:
• Advanced PID: I-PID and two degrees of freedom PID, decoupling PID, dead-
time compensation, gain scheduling, and auto tuning control
• Modern Control Theory: LQG regulator, observer, Kalman filter, model
predictive control (MPC), adaptive control, H-infinity control, repetitive
control, exact linearization control, optimization control
• FAN (Fuzzy, Artificial intelligence, Neural network): Fuzzy control, rule-based
control, neural network control.
The survey showed that advanced PID type control is widely applied and about 30%
of the 110 respondents have already used this type of control in their factories. MPC
and fuzzy control are the most widely used of the modern control and FAN techniques.
Slightly less than 40% of the factories have applied these solutions. Compared to a
survey in 1989, the applications of decoupling PID, dead-time compensation, Kalman
filter, model predictive control, rule-based control, fuzzy control and optimization are
increasing more and more. Although modern control theory is rarely applied, except
model-predictive control, 60-70% of the respondents are satisfied with the results and
4
the satisfaction with FAN is going up. These tendencies indicate that there is a huge
demand in the industry for new fuzzy control solutions.
The objective of this section is to present the principle of fuzzy modeling and control,
identify and explain the various design choices, and overview the implementation
tools for engineers.
PRINCIPLE OF FUZZY SYSTEMS
Fuzzy control is a control method based on fuzzy logic. Fuzzy logic is not really
„fuzzy”. Just as fuzzy logic can be described simply as ’’computing with words rather
than numbers’’, fuzzy control can be described simply as ’’control with sentences
rather than equations’’.
For many real world applications a great deal of information is provided by human
experts, who do not reason in terms of mathematics but instead describe the system
verbally through vague or imprecise statements like,
IF The Temperature is Big THEN The Pressure is High.
Because so much human knowledge and expertise come in terms of such verbal rules,
one of the sound engineering approaches is to try to integrate such linguistic
information into the modeling process. A convenient and common approach of doing
this is to use fuzzy logic concepts to cast the verbal knowledge into a conventional
mathematical representation.
Fuzzy logic facilitates the representation in digital computers of this kind of
knowledge, which subsequently can be fine-tuned using process experiments (e.g.
based on input-output process data). From this basis, fuzzy system is a computation
framework based on the concepts of fuzzy sets, fuzzy if-then rules, and fuzzy
reasoning. This section will introduce the reader to the structure of fuzzy models. It
5
will not attempt to provide a broad survey of the field. For such a survey the reader is
referred to “An Introduction to Fuzzy Control” by Driankov, Hellendoorn, and
Reinfrank [2] or “Fuzzy Control” by K.M. Passino and S. Yurkovic [3], or “A course
in Fuzzy Systems and Control“ by L.X. Wang [4].
Fuzzy Sets
Conventional set theory is based on the premise that an element either belongs to or
does not belong to a given set. Fuzzy set theory takes a less rigid view and allows
elements to have degrees of membership of a particular set such that elements are not
restricted to either being in or out of a set but are allowed to be “somewhat” in. In
many cases this is a more natural approach. For example, consider the case of a
person describing the atmospheric temperature as being “hot”. If one was to express
this concept in conventional set theory one would be forced to designate a distinct
range of temperatures, such as 25°C and over, as belonging to the set hot. That is
hot = [25;∞)°C. This seems contrived because any temperature which falls just
slightly outside this range would not be a member of the set, even though a human
being may not be able to distinguish between it and one which is just inside the set.
In fuzzy set theory, a precise representation of imprecise knowledge is not enforced
since strict limits of a set are not required to be defined, instead a membership
function is defined. A membership function describes the relationship between a
variable and the degree of membership of the fuzzy set that correspond to particular
values of that variable. This degree of membership is usually defined in terms of a
number between 0 and 1, inclusive, where 0 implies total absence of membership, 1
implies complete membership, and any value in between implies partial membership
of the fuzzy set. This may be written as follows: A(x) = [0; 1] for x ∈ U, where A(x)
6
is the membership function and U is the universe of discourse which defines the total
range of interest over which the variable x should be defined.
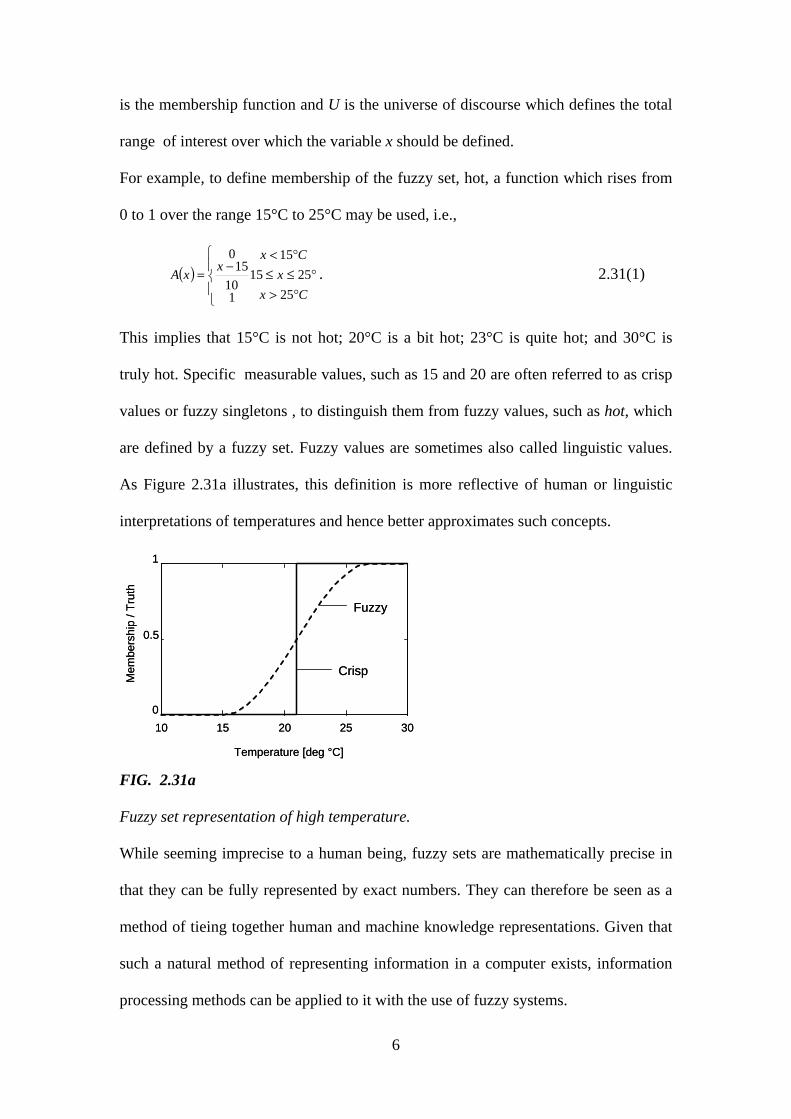
For example, to define membership of the fuzzy set, hot, a function which rises from
0 to 1 over the range 15°C to 25°C may be used, i.e.,
( )
°>°≤≤
°<−=
Cxx
CxxxA
252515
15
110
150
. 2.31(1)
This implies that 15°C is not hot; 20°C is a bit hot; 23°C is quite hot; and 30°C is
truly hot. Specific measurable values, such as 15 and 20 are often referred to as crisp
values or fuzzy singletons , to distinguish them from fuzzy values, such as hot, which
are defined by a fuzzy set. Fuzzy values are sometimes also called linguistic values.
As Figure 2.31a illustrates, this definition is more reflective of human or linguistic
interpretations of temperatures and hence better approximates such concepts.
10 15 20 25 300
0.5
1
Temperature [deg °C]
Mem
bers
hip
/ Tru
th
Fuzzy
Crisp
10 15 20 25 300
0.5
1
Temperature [deg °C]
Mem
bers
hip
/ Tru
th
Fuzzy
Crisp
FIG. 2.31a
Fuzzy set representation of high temperature.
While seeming imprecise to a human being, fuzzy sets are mathematically precise in
that they can be fully represented by exact numbers. They can therefore be seen as a
method of tieing together human and machine knowledge representations. Given that
such a natural method of representing information in a computer exists, information
processing methods can be applied to it with the use of fuzzy systems.
7
Fuzzy Systems
A fuzzy controller has a set of rules that it uses to calculate the final control action.
Each rule is a linguistic expression about the control action to have taken in response
to a given set of process conditions. The rules are in the familiar if-then format, and
formally the if-side is called the condition and the then-side is called the conclusion
(more often, perhaps, the pair is called antecedent - consequent or premise -
conclusion)
IF (CONDITION) THEN ACTION
Take for instance a typical fuzzy controller with two rules:
1. IF error is Neg and change in error is Neg then output is NB
2. IF error is Neg and change in error is Zero then output is NM
The input value ’’Neg’’ is a linguistic term short for the word Negative the output
value ’’NB’’ stands for Negative Big and ’’NM’’ for Negative Medium. The computer
is able to execute the rules and compute a control signal depending on the measured
inputs error and change in error.
The collection of such rules is called a rule base. The basic idea of fuzzy logic control
is to formulate sets of rules for automatic operation based on practical experience and
knowledge about manual control of the process. In fuzzy logic, the condition of a rule
is fulfilled to a certain degree, and each rule will influence the result of the set of rules
in accordance with its grade of fulfillment.
To illustrate this procedure the basic configuration of a fuzzy system is shown in
Figure 2.31b.
8
FIG. 2.31b
Fuzzy controller in a closed-loop configuration (top panel) consists of dynamic filters
and a static map (middle panel). The static map is formed by the knowledge base,
inference mechanism and fuzzification and defuzzification interfaces.
As it is depicted in this figure, a fuzzy system involves the following components [5]:
Data preprocessing processes the controller’s inputs in order to obtain the inputs of
the static fuzzy system. It will typically perform some of the following operations on
the input signals:
• Signal Scaling. The physical values of the input of the fuzzy system may
differ significantly in magnitude. By mapping these to proper normalized (but
interpretable) domains via scaling, one can instead work with signals roughly
of the same magnitude. This is accomplished by normalization gains which
scale the input into the normalized domain [-1,1]. Values that fall outside the
normalized domain are mapped onto the appropriate endpoint.
9
• Dynamic Filtering. In a fuzzy PID controller, for instance, linear filters are
used to obtain the derivative and the integral of the control error, e. Nonlinear
filters are found in nonlinear observers, and in adaptive fuzzy control where
they are used to obtain the fuzzy system parameter estimates.
• Feature Extraction. Through the extraction of different features numeric
transformations of the controller inputs are performed. These transformations
may be Fourier or wavelet transforms, coordinate transformations or other
basic operations performed on the fuzzy controller inputs.
Fuzzification maps the crisp values of the preprocessed input of the model into
suitable fuzzy sets represented by membership functions.
The Rule base is the cornerstone of the fuzzy model. The expert knowledge, which is
assumed to be given as a number of if-then rules, is stored in a fuzzy rule base.
According to the consequent proposition, there are three distinct classes of fuzzy
models:
– Fuzzy linguistic models (Mamdani models) where both the antecedent and
consequent are fuzzy propositions. Hence, a general rule of a linguistic or
Mamdani fuzzy model is given by
jjnnjj BisyAisxAisxR thenandandIf ,,11: K , where Rj denotes
the j-th rule, rNj ,...,1= , and rN is the number of the rules. The antecedent
variables represent the input of the fuzzy system, ix . jiA , and jB are fuzzy
sets described by membership functions.
– Fuzzy relational models are based on fuzzy relations and relational equations
[6]. These models can be considered as a generalization of the linguistic
10
model, allowing one particular antecedent proposition to be associated with
several different consequent propositions via a fuzzy relation.
– Takagi — Sugeno (TS) fuzzy models where the consequent is a crisp function
of the input variables, ( )xjf , rather than a fuzzy proposition [7].
( )xthenandandIf jjnnjj fyAisxAisxR =,,11: K 2.31(2)
Mamdani (linguistic) fuzzy models with either fuzzy or singleton consequents are usually
used as a direct closed-loop controller, while Takagi–Sugeno (TS) fuzzy systems are
typically used as a supervisory controllers of fuzzy models of dynamical processes.
Inference engine. The inference mechanism or inference engine is the computational
method which calculates the degree to which each rule fires for a given fuzzified input
pattern by considering the rule and label sets. A rule is said to fire when the conditions
upon which it depends occur. Since these conditions are defined by fuzzy sets which
have degrees of membership, a rule will have a degree of firing or firing strength. The
firing strength is determined by the mechanism which is used to implement the and in
the expression. There are different methods for implementing each of the logical
operators and the reader is referred to [2] for the details on these.
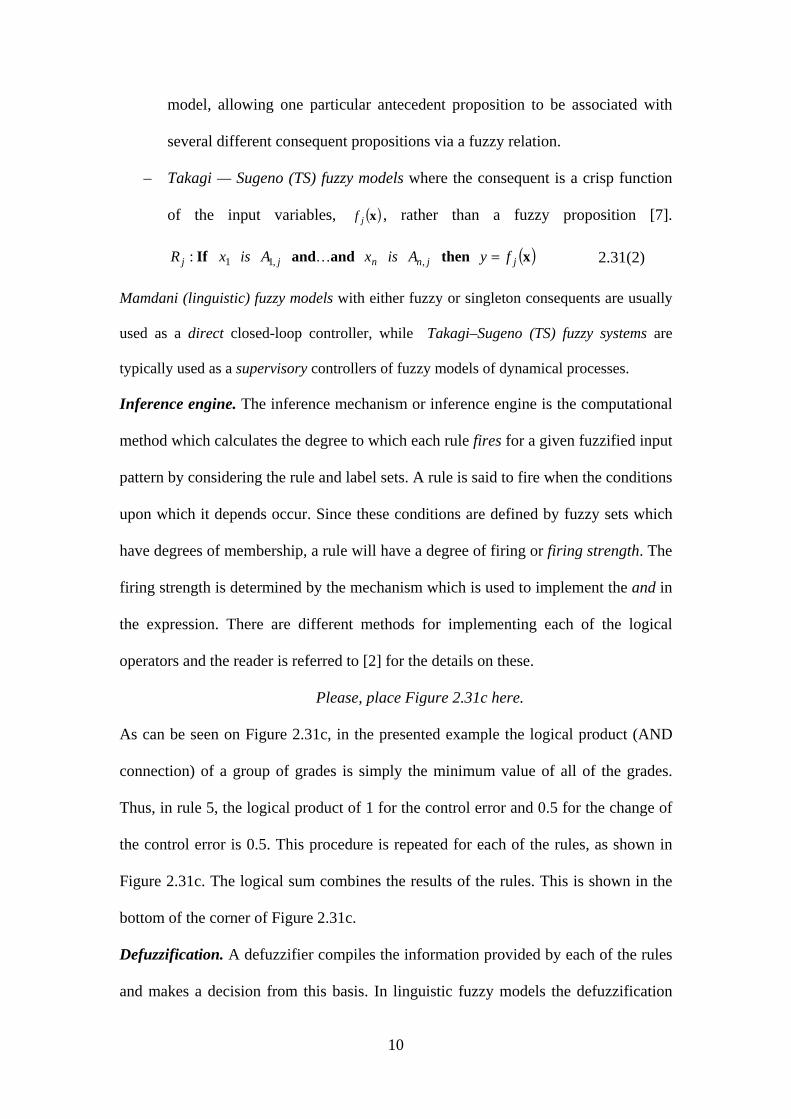
Please, place Figure 2.31c here.
As can be seen on Figure 2.31c, in the presented example the logical product (AND
connection) of a group of grades is simply the minimum value of all of the grades.
Thus, in rule 5, the logical product of 1 for the control error and 0.5 for the change of
the control error is 0.5. This procedure is repeated for each of the rules, as shown in
Figure 2.31c. The logical sum combines the results of the rules. This is shown in the
bottom of the corner of Figure 2.31c.
Defuzzification. A defuzzifier compiles the information provided by each of the rules
and makes a decision from this basis. In linguistic fuzzy models the defuzzification
11
converts the resulted fuzzy sets defined by the inference engine to the output of the
model to a standard crisp signal. The centroid method of defuzzification takes a
weighted sum of the designated consequences of the rules according to the firing
strengths of the rules. In the example shown in Figure 2.31c, which is the special case
of Takagi-Sugeno fuzzy models, this type of defuzzification results in the following
simple form:
( ) ( )∑=
=rN
jjj fy
1
xxβ 2.31(3)
where ( )xjβ is the normalized degree of fulfillment (firing strength) of the rules:
∑∏
∏
= =
==rN
i
n
jiji
n
jiji
j
xA
xA
1 1,
1,
1
)(
)(
)(xβ . 2.31(4)
Postprocessing. The preprocessing step gives the output of the fuzzy system based on
the crisp signal obtained after defuzzification. This often means the scaling of the
output. Operations this post-filter may perform include:
• Signal Scaling. A denormalization gain can be used which scales the output of
the fuzzy system to the physical domain of the actuator signal.
• Dynamic Filtering. In some cases, the output of the fuzzy system is the
increment of the control action. The actual control signal is then obtained by
integrating the control increments. Of course, other forms of smoothing
devices and even nonlinear filters may be considered.
12
Example: Fuzzy PI controller
The previously presented decomposition of a controller to a static map and dynamic
filters can be done for most classical control structures. To see this, consider a
Proportional-Integral (PI) controller, biasdtteT
teKtu +
+= ∫ )(1)()( which can be
expressed in discrete form by a simple difference equation: )()()( 21 keqkeqku ∆+=∆ ,
where )1()()( −−=∆ kekeke and 21,qq are the parameters of the controller that define a
hyperplane shown in Figure 2.31d.
AND
Aggregation Accumulation
Defuzzification
Activation
β 4
β 5
e ∆e∆u
AND
Aggregation Accumulation
Defuzzification
Activation
β 4
β 5
e ∆e∆u
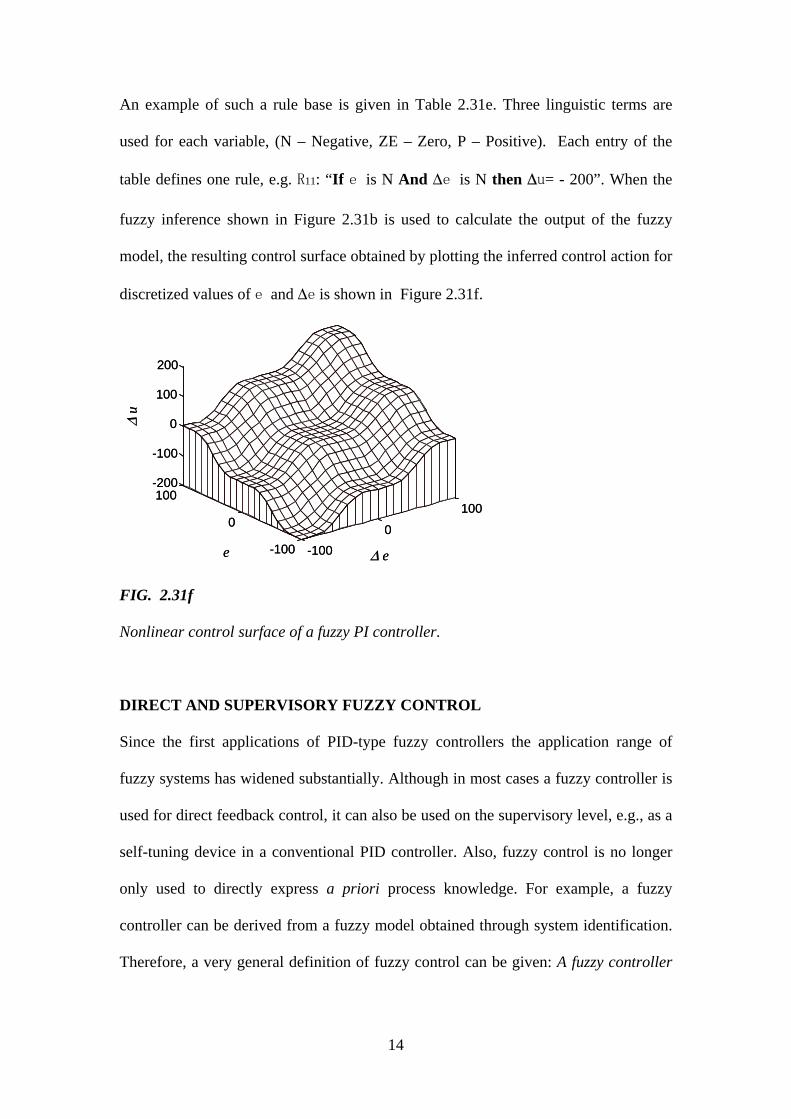
FIG. 2.31c
Example for a fuzzy inference.
This linear form can be generalized to a nonlinear function: ( )xfku =∆ )( , where the
inputs of this static mapping are )(1 kex = and )(2 kex ∆= . In a fuzzy controller this
nonlinear function f is represented by a fuzzy mapping.
Since the rule base represents a static mapping between the antecedent and the
consequent variables, external dynamic filters must be used to obtain the desired
dynamic behavior of the controller (Figure 2.31b). Furthermore, as the PI controller
is defined in incremental form, signal processing is required both before and after the
fuzzy mapping to obtain the control signal: )()1()( kukuku ∆+−= .
The set of rules of the PI fuzzy controller can be expressed with the following form:
where TNyyy ],...[ 1=y is an yN dimensional output vector, T
Nuuu ],...[ 1=u is an uN
dimensional input vector, an and bn are maximum lags considered for the outputs and
inputs, respectively, dn is the minimum discrete dead time, and f represent the
nonlinear model.
27
This MIMO Nonlinear Autoregressive with eXogenous Input (NARX) model can be
represented by a Takagi-Sugeno fuzzy model,
jd
n
i
ji
n
i
ji
j
jnnjj
nikikk
AiszAiszRba
cuByAy
thenandandIf
++−−++−=+ ∑∑==
)1()1()1(
:
11
,,11 K
2.31(6)
Where ji
ji BA , matrices and the jc vector represent the j-th linear multivariable
model, where the operating regime of this model in defined by the antecedent part of
the j-th fuzzy rule. In these rule antecedents )(, iji zA represents the j-th antecedent
fuzzy sets for the i-th input, where ],...[ 1 nzz=z is a “scheduling” vector, which is
usually a subset of the previous process inputs and outputs, )}1(),...,1(),...,(),1(),...,1(),...,({ 1111 +−−+−−−+−+−= bdNubddaNya nnknnknknknkk uuuyyyz
The proposed fuzzy model can be seen as a multivariable linear parameter varying
(LPV) system model, where at the z operating point, the fuzzy model represents the
following linear time-invariant (LTI) model
)()1()()1()()1(11
zcuzByzAy ++−−++−=+ ∑∑==
d
n
ii
n
ii nikikk
ba
2.31(7)
with
)()(1∑=
=rN
j
jiji AzzA β
,
)()(1∑=
=rN
j
jiji BzzB β
,
)()(1∑=
=rN
j
jj czzc β
, where
1)(0 ≤≤ zjβ is the normalized truth value of the j-th rule are calculated by Equation
2.31(4).
28
Example: Fuzzy Model based Control of a Distillation Column
The examined process is a first-principle model of a binary distillation column. The
column has 39 trays, a reboiler and a condenser. The simulation model was developed
by Skogestad [63]. The simulated system covers the most important effects for the
dynamic of a real distillation column. The studied column operates in LV
configuration with two manipulated variables (reflux and boilup rate, u1=L,V, u2=V)
and two controlled variables (top and bottom impurities, y1=1-xD, y2= xB).
The goal of this example was improve the performance of the process by replacing the
utilized PID controller to an advanced control strategy. Firstly a linear model
predictive controller (MPC) has been designed, but the control performance of the
control loop has not been improved significantly. In order to reach much better
performance, the linear model of the process has been replaced by a nonlinear
operating-regime based model of the distillation column. The identified Takagi-
Sugeno fuzzy model was used to represent the nonlinear dynamic system that is based
on the interpolation between local linear MIMO ARX models. As the process gain
varies in direct proportion to the concentrations, the fuzzy sets - the operating regions
of the local models - are defined on the domain of the product impurities. This result
in the following MIMO TS fuzzy model structure given by Equation 2.31(6).
The order of the local models is chosen to be na=nb=2. The process was identified
without time delay, nd=0. This rule base defines a grid-type partition of the operating
regime. As Figure 2.31n shows this fuzzy model consists of 16 multivariable local
models.
29
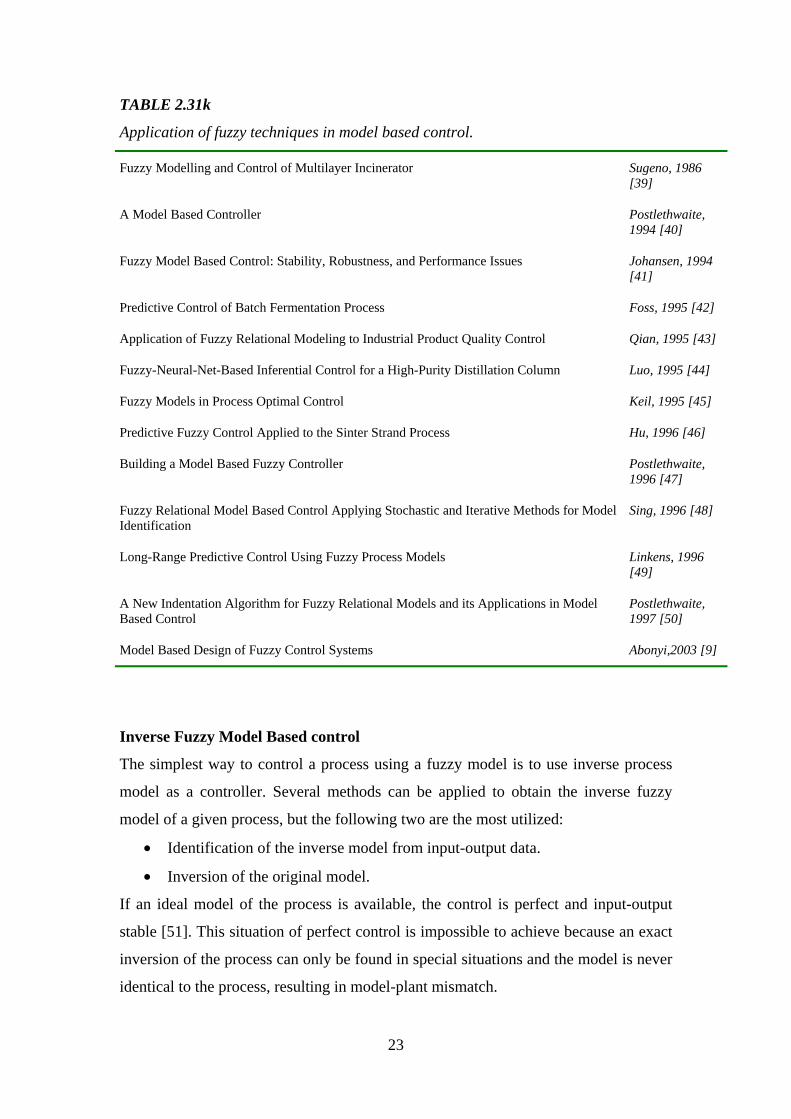
FIG. 2.31n
Example for operating regions of local linear models defined by fuzzy sets.
Because of the utilized nonlinear model, in the resulted MPC a nonlinear optimization
problem had to be solved. To avoid this, a linear model is extracted from the nonlinear
fuzzy model at each sampling time based on the linear-parameter-varying model
interpretation of the Takagi-Sugeno fuzzy system. The multivariable generalized
predictive controller (GPC) [64] is based on a linear ARX model extracted from the
fuzzy model at each sampling time [9].
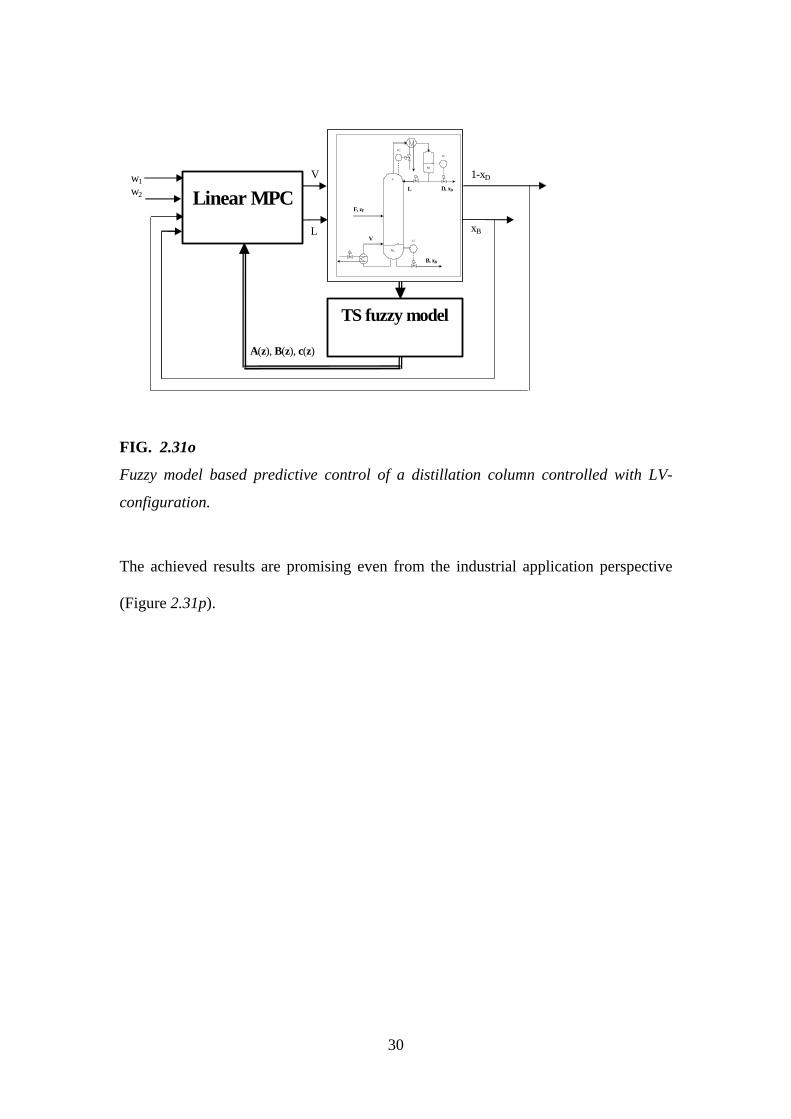
Hence, based on the y(k) measured outputs, the previous values of the u control
signal, the future set-points w, and the )(),(),( zczBzA jj parameters of the actual
linear approximation of the nonlinear system (see Figure 2.31o), the multivariable
general predictive controller (GPC) calculates the future control sequence vector
{ })( jk +u at time k that minimizes a quadratic cost function.
30
PC
D, xD L
MD
LC
p
F, zF
MB
B, xB
LCV
V
L
1-xD
xB
TS fuzzy model
A(z), B(z), c(z)
w1 w2
Linear MPC
FIG. 2.31o
Fuzzy model based predictive control of a distillation column controlled with LV-
configuration.
The achieved results are promising even from the industrial application perspective
(Figure 2.31p).
31
FIG. 2.31p
Performance of the constrained discrete PID (thick -), the constrained linear MPC
(thin -) and the constrained nonlinear MPC (thick -- -- ) for the distillation column.
200 400 600 800 1000 1200 1400Time [min]
0 200 400 600 800 1000 1200 14000
0.005
0.01
y 1
0 200 400 600 800 1000 1200 14000
0.005
0.01
y 2
0 200 400 600 800 1000 1200 14002
3
4
u 1
0 3
4
5
u
32
SOFTWARE AND HARDWARE TOOLS
The development of fuzzy controllers relies on intensive interaction with the designer.
Therefore, special developer tools have been introduced by various software (SW) and
hardware (HW) suppliers such as Omron, Siemens, Aptronix, Inform, National
Semiconductors, etc. Fuzzy control is also gradually becoming a standard option in
plant-wide control systems, such as the systems from Honeywell. An extensive list of
these HW and SW tools is given in www.fmt.vein.hu/softcomp/fuzzy. Although the
user interfaces of these tools have been developed for different tasks, most of them
consist of the following blocks.
33
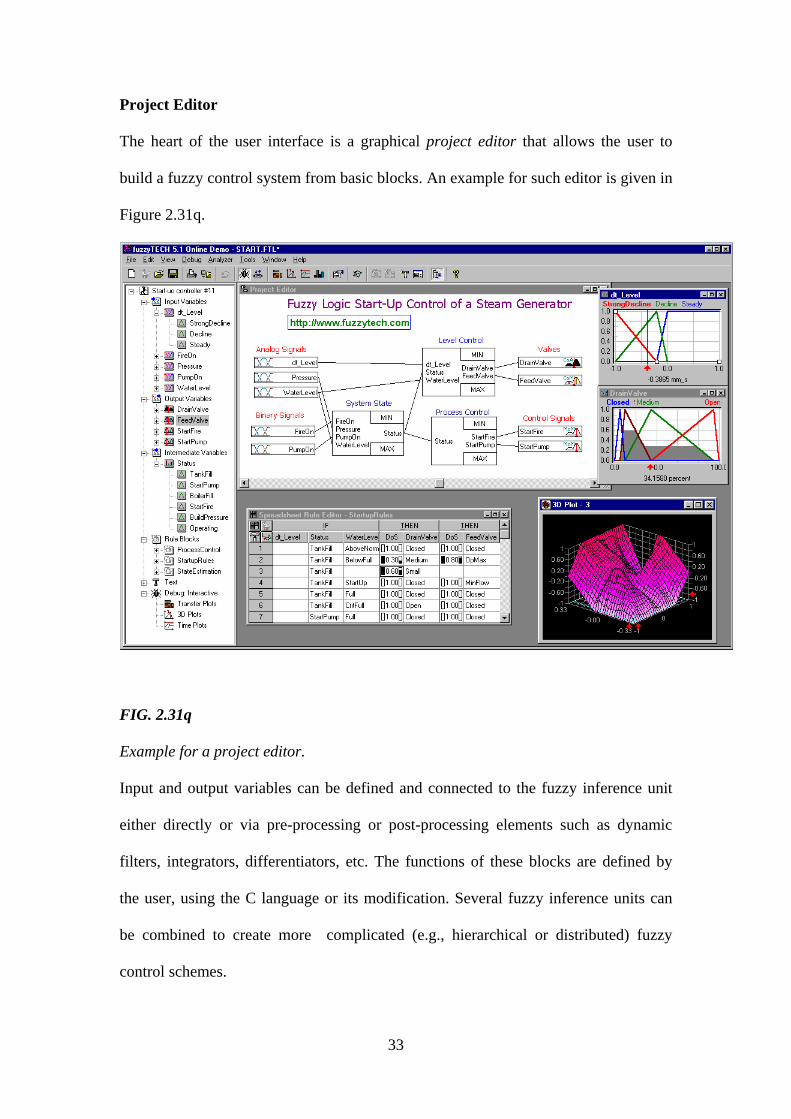
Project Editor
The heart of the user interface is a graphical project editor that allows the user to
build a fuzzy control system from basic blocks. An example for such editor is given in
Figure 2.31q.
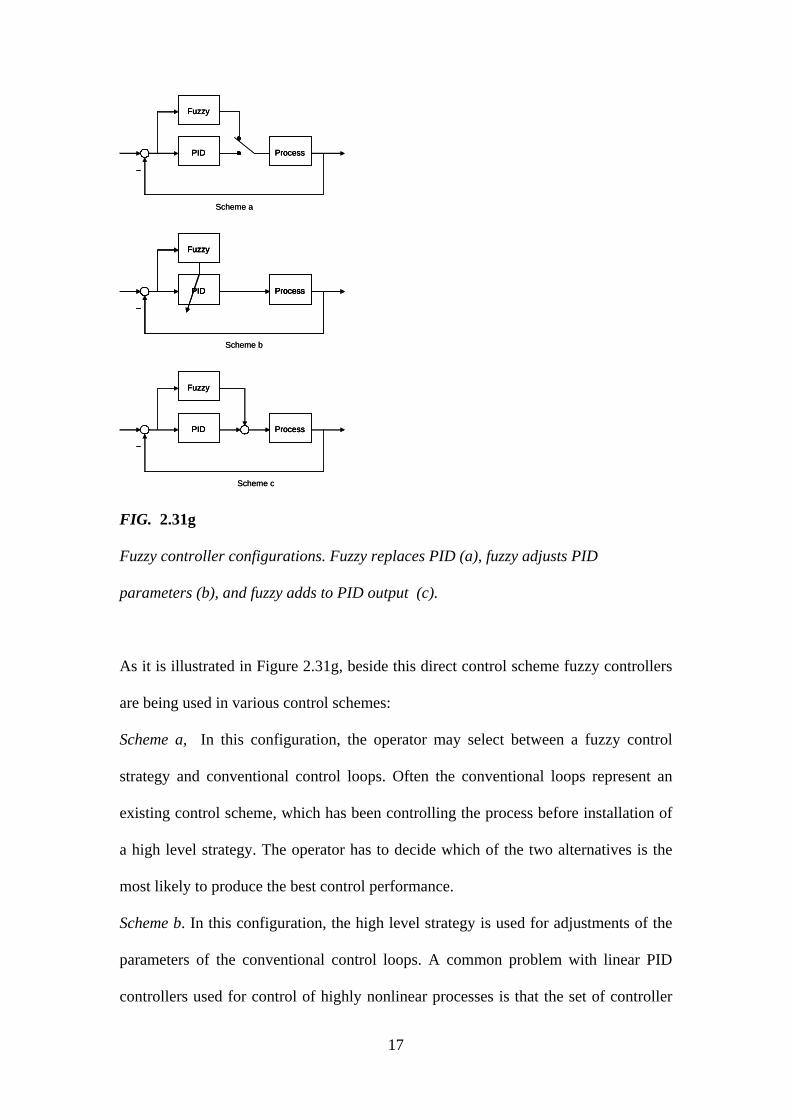
FIG. 2.31q
Example for a project editor. Input and output variables can be defined and connected to the fuzzy inference unit
either directly or via pre-processing or post-processing elements such as dynamic
filters, integrators, differentiators, etc. The functions of these blocks are defined by
the user, using the C language or its modification. Several fuzzy inference units can
be combined to create more complicated (e.g., hierarchical or distributed) fuzzy
control schemes.
34
Rule base and membership functions
The fuzzy logic rules determine how the system reacts to input conditions. A rule
based controller is easy to understand and easy to maintain for a non-specialist end-
user. The rule base and the related fuzzy sets (membership functions) are defined
using the rule base and membership function editors. This is where the designer can
implement the control and optimization strategies for his/her solution. To best serve
the needs of different applications, most of the tools provide several different rule
editors. The Spreadsheet Rule editor follows the familiar style of a table. The user can
define complete rule bases just by point&click. Many experienced users prefer the
Matrix Rule editor for complex rule blocks. Entering rules in FTL (Fuzzy Technology
Language) format enables the rule definition in the most flexible way. Either way the
rules are defined, the designer can always use any other editor to process or analyze
them further.
The membership functions editor is a graphical environment for defining the shape
and position of the membership functions. Figure 2.31q gives an example of the
various interface screens.
Analysis and simulational tools
After the rules and membership functions have been designed, the function of the
fuzzy controller can be tested using tools for static analysis and dynamic simulation.
Input values can be entered from the keyboard or read from a file in order to check
whether the controller generates expected outputs. The degree of fulfillment of each
rule, the adjusted output fuzzy sets, the results of rule aggregation and defuzzification
can be displayed on line or logged in a file. For a selected pair of inputs and a selected
output the control surface can be examined in two or three dimensions. Some
35
packages also provide function for automatic checking of completeness and
redundancy of the rules in the rule base. E.g. fuzzyTECH's 2D and 3D Analyzers let
the designer to analyze the transfer characteristics of a fuzzy logic system or its
components in any possible way. Any modification of the system is immediately
reflected in all analyzers. This facilitates "interactive" development of a solution.
Dynamic behavior of the closed loop system can be analyzed in simulation. While
these tools comprises all simulation features for the fuzzy logic system under design,
in some softwares it is also possible to use standard simulation software packages
such as Matlab/Simulink™, MatrixX™.
Code generation and communication links
Once the fuzzy controller is tested using the software analysis tools, it can be used for
controlling the plant either directly from the environment (via computer ports or
analog inputs/outputs), or through generating a run-time code. Most of the programs
generate a standard C-code and also a machine code for a specific hardware, such as
microcontrollers or programmable logic controllers (PLCs). In this way, existing
hardware can be also used for fuzzy control. Besides that, specialized fuzzy hardware
is marketed, such as fuzzy control chips or fuzzy coprocessors for PLCs.
An example of a fuzzy processor is Motorola 68HC12 MCU. This 16-bit
microcontroller family includes four fuzzy logic instructions in addition to the
memory and on-chip peripheral functions. A fuzzy inference kernel on the HC12
takes 1/5 as much code space and executes more than 10 times faster compared to an
HC11 general purpose MCU.
36
It should be noted, that after the design of the fuzzy system an equivalent controller
could be implemented using conventional techniques, e.g. in fact, any fuzzy controller
could be represented by a classical look-up table.
37
SUMMARY AND CONCLUDING REMARKS
From the control engineering perspective, a fuzzy controller is a nonlinear controller.
The linguistic nature of fuzzy control makes it possible to handle expert knowledge
concerning how the process should be controlled or how the process behaves. The
interpolation aspect of fuzzy control has led to the viewpoint where fuzzy systems are
seen as smooth function approximation schemes. According to Michael Athans, fuzzy
control methods are “parasitic”; they simply implement interpolations of control
strategies obtained by other means [65]. This is partly true. Most of the fuzzy control
algorithms can be interpreted as gain-scheduled controllers. Therefore, some people
attack the fuzzy control community by stating that the final control and/or modeling
algorithm just boils down to a nonlinear gain schedule which could actually be
obtained by other interpolation methods, too.
Fuzzy control is a new technique that should be seen as an extension to existing
control methods and not their replacement. It provides an extra set of tools which the
control engineer has to learn how to use where it makes sense. Nonlinear and partially
known systems that pose problems to conventional control techniques can be tackled
using fuzzy control. Fuzzy techniques provide a man–machine interface, which
facilitates the acceptance, validation and transparency of the process model or
controller very much [66]. In this way, the control engineering is a step closer to
achieving a higher level of automation in places where it has not been possible before.
38
REFERENCES
1. Takatsu H. and Itoh T, “Future Need for Control Theory in Industry
– Report of the Control Technology Survey in Japanese Industry”,
IEEE Transactions on Control Systems Technology, Vol. 7, 1989, pp.
298-305
2. Driankov D. and Helerndoorn H. and Reinfrank M., An Introduction
to Fuzzy Control, Springer-Verlag Berlin, 1993
3. Passino K.M. and Yurkovic S., Fuzzy Control, Addison-Wesley, New York, SA,
1998
4. Wang L.X., A course in Fuzzy Systems and Control, Prentice Hall, New York,
USA, 1997
5. Yager R. R. and Filev D. P. Essentials of Fuzzy Modelling and
Control, John Wiley, New York, 1994
6. Yi S.Y. and Chung M.J., “Identification of Fuzzy Relational Model
and its applications to Control”, Fuzzy Sets and Systems, 59, 1, 25-
33, 1993
7. Takagi T. and Sugeno M., “Fuzzy Identification of Systems and Its
Applications to Modelling and Control”, IEEE Transactions on
Systems, Man, and Cybernetics, 15, 1, 116-132, 1985
8. Holmblad, L. P. and Østergaard, J.-J. (1982). Control of a cement
kiln by fuzzy logic, L. Gupta, and Sanchez (eds), Fuzzy Information
and Decision Processes, North-Holland, Amsterdam
9. Abonyi, J., Fuzzy Model Identification, Birkhauser Boston, MA,
USA, 2003
10. Mamdani E.H., “Advances in the linguistic synthesis of fuzzy
controllers”, International Journal of Man-Machine Studies, Vol. 8,
1976, pp. 669-678.
11. Arva P. and Nemeth S., “Learning Algorithm in Fuzzy Control”,