Solderability Characteristics of Palladium, Palladium Nickel, Hard and Soft Gold Electrodeposits 1. Kadija J.A. Abys E.J. Kudrak J. J. Maisano AT&T Bell Laboratories 600 Mountain Avenue Murray Hill NJ 07974 Abstract Palladium and palladium alloys are the only serious ahematives to gold as an "electronic finish". In the past, the major impetus for such a substitution has been economic; however, today palladium's technological advantages are generally recognized. This is especially true in the connector markets where the material properties (e.g. hardness, ductility, thermal stability, etc.) of palladium are in many instances superior to hard gold. Recent advances in plating technologies coupled with a m r e thorough understanding of the materials properties have expanded the use of electroplated palladium and palladium alloys in the PCB, semiconductor and optoelectronic packaging markets. To assess the suitability for such applications, the wire bondabilityand solderability of these finishes need to be investigated.
Transcript
Solderability Characteristics of Palladium, Palladium Nickel, Hard and Soft Gold Electrodeposits
1. Kadija J.A. Abys
E.J. Kudrak J. J. Maisano
AT&T Bell Laboratories 600 Mountain Avenue Murray Hill NJ 07974
Abstract
Palladium and palladium alloys are the only serious ahematives to gold as an "electronic finish". In the past, the major impetus for such a substitution has been economic; however, today palladium's technological advantages are generally recognized. This is especially true in the connector markets where the material properties (e.g. hardness, ductility, thermal stability, etc.) of palladium are in many instances superior to hard gold.
Recent advances in plating technologies coupled with a m r e thorough understanding of the materials properties have expanded the use of electroplated palladium and palladium alloys in the PCB, semiconductor and optoelectronic packaging markets. To assess the suitability for such applications, the wire bondability and solderability of these finishes need to be investigated.
I
The Proceedings of the 79th AESF Annual Technical Conference
w n a I .
S M N I June! ZZ-ZS, 1SSZ
Atlanta, Georgia
The American Electroplaters and Surface Finishers Society, Inc. (AESF) is an international, individual- membership, professional, technical and educational society for the advancement of electroplating and surface finishing. AESF fosters this advancement through a broad research program and comprehensive educational programs, which benefit its members and all persons involved in this widely diversified industry, as well as govemment agencies and the general public. AESF dissemi- nates technical and practical information through its monthly joumal, Plating and Surface Finishing, and through reports and other publications, meetings, symposia and conferences. Membership in AESF is open to all surface finishing professionals as well as to those who provide services, supplies, equipment, and support to the industry.
According to the guidelines established by AESF's Meetings and Symposia Committee, all authors of papers to be presented at SUWFIN@have been requested to avoid commercialism of any kind, which includes references to company names (except in the title page of the paper), proprietary processes or equipment.
Statements of fact or opinion in these papers are those of the contributors, and the AESF assumes no responsibility for them.
All acknowledgments and references in the papers are the responsibility of the authors.
Published by the American Electroplaters and Surface Finishers Society, Inc. 12644 Research Parkway Orlando, FL 3282f3-3298 Telephone: 4071281 -6441 Fax: 407D81-6446
Copyright 1992 by American Electroplaters and Surface Finishers Society. Inc. AI1 rights reserved. Printed in the United States of America.zis publication may not be reproduced, stored in a retrieval system. or transmitted in whole or part, in any form or by any meansAectronic. mechanical. photocopying, recording, or otherwise without the prior written permission of AESF, 12644 Research P a h a y , f
Printed by AESF Press
SURIFIN'is a registered ttademarkof lhe American Electroplaters and Surface Finishers Society, Inc.
Introduction
Packaging of electronic devices has always been a critical operation in electronics. Its importance has increased in recent days due to high clock speeds and power output. More compact units are being produced with greater functionality with larger numbers of contacts in smaller spaces. With such design requirements, interconnect density and contact quality have become important quality metrics. This has created technical and commercial challanges for the manufacturing processes. Connection among several hundred interconnects, spaced as thin as 60 microns appart (1) must be perfectly executed. The failure rate of such contacts must be kept at a minimum to keep the production cost competitive. For example, an apparently minimal failure rate of 100 ppm in soldered contacts can double the price of device (2).
Silver and gold finishes are typically encountered in higher quality packaging. Wire bonding is applied on both, while soft gold is the preferred choice for solderability. Pure gold's resistance to tarnish has made it a natural selection for dependable solderability. More recently palladium and palladium alloys are being introduced as interconnect finishes becuse they are less expensive and in some instances functionally better than gold (3 and 4). Their superior performance has been already demonstrated in separable contacts (5 - 7). In addition, palladium plating for leadframe packaging application has been in use for some time (8,9). The lower overall processing cost of utilizing palladium and palladium alloys is a result of process simplification (8) .This has made their broader introduction into packaging our near future technological challange.
interconnect finishes and establish their functional dependability prior to further packaging. Method 2003 is particularly useful in qualification and performance comparison of the finishes. Although it does not provide complete information on soldering performance of coatings, such as wetting time and wetting force, as indicated by Davy (lo), it can be used as a gross indicator of functional performance. A particularly useful aspect of the test is the ability to optically inspect a large substrate area and rate coverage quality, at 1 Ox to 20x magnifications.
Military standard 883 was developed for plated solder or thick (50 to 100 microinches) pure Gold (MIL-G-45204C) finishes and are used for failure mode analysis of these finishes. In light of the economic pressure on the electronic market, reduction of gold consumption without compromising functional performance modification of these standards to accomodate reliable alternate finishes may be advisable.
In an effort to categorize existing plating processes, we have performed solderability tests with hard and soft gold, palladium and palladium alloys. Solutions were commercially available as proprietary or standard plating chemistries.
Standards such as MIL STD 883, methods 2003 and 2022, were developed to scrutinize
Sample Matrix Selection
The experiment design included Au, Pd and Pd alloy finishes. The desired finish solderability characteristics are outlined in the MIL STD 883 specifications. Soft Gold was used as a control finish. In addition to standardized solderability tests, which included fresh and steam aged coatings, each finish was exposed to heat treatment simulation test at 200C for 168 hours. We also modified the test to include a 5 fold dilution of the rosin flux and OA (Organic acid) flux. Beneficial effect on parts' solderability have been observed when diluted or preheated "R" fluzes are used. In addition, OA flux, which is known to be highly effective, was used to determine finish performance at optimum solderability conditions. The tests were performed with 20 microinches nickel plated 2"x 1.5" copper coupons. The formulation of the plating solutions used in this work are shown in Table 1.
1 286
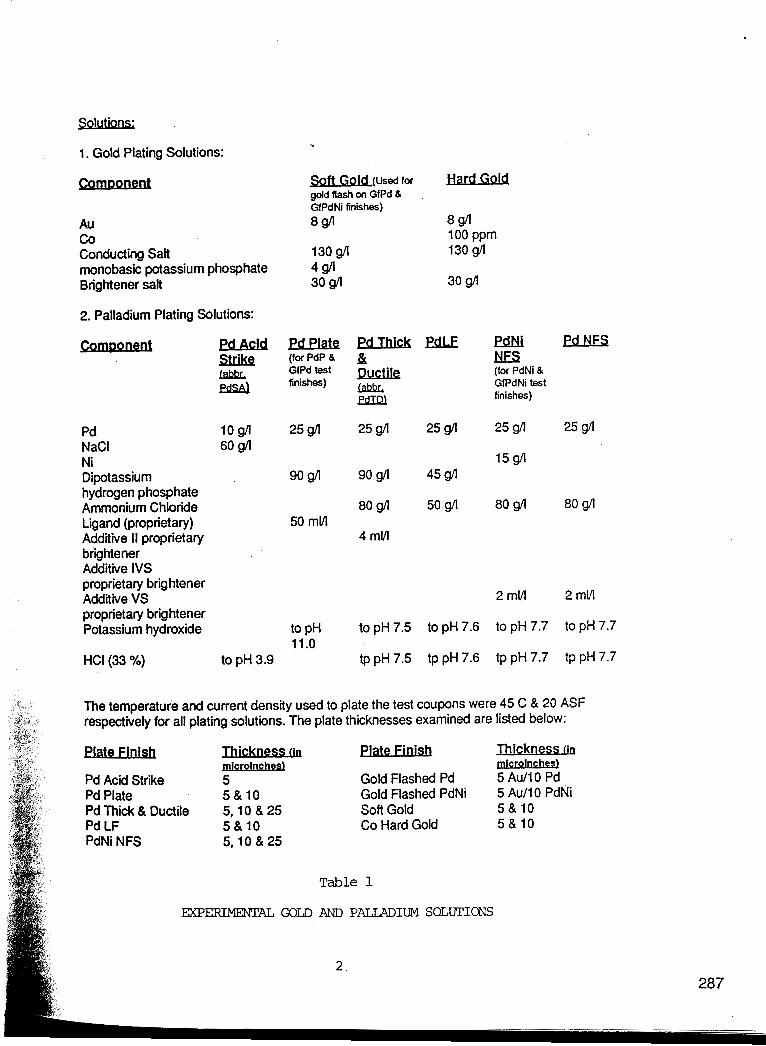
1. Gold Plating Solutions:
ComDonent
Au co Conducting Salt monobasic potassium phosphate Brightener salt
2. Palladium Plating Solutions:
ComDonent
Pd NaCl Ni Dipotassium hydrogen phosphate Ammonium Chloride Ligand (proprietary) Additiie I I proprietary brightener Additive IVS proprietary brightener Additive VS proprietary brightener Potassium hydroxide
HCI (33 “/e)
S o f t ( r U s e d f o r Ht”2u gdd flash on GfPd 8 GfPdNi finishes)
89/1 100 ppm
8sn
130 gll 130 gA 4 sn- 30 sn
Ji3mate (for PdP 8 GfPd tast finishes)
25 9/1
90 sn
50 mlil
to pH 11.0
PdUIickeaLE PdM Jw!E NEs (for PdNi GfPdNi te finishes)
dr Ductile f3tlhcA edIpl
& st
2 mlil 2 mVI
to pH 7.5 to pH 7.6 to pH 7.7 to pH 7.7
tp pH 7.5 tp pH 7.6 tp pH 7.7 tp pH 7.7
The temperature and current density used to plate the test coupons were 45 C i3 20 ASF respectively for all plating solutions. The plate thicknesses examined are listed below:
Plate Finish ckness (in Plate Finish Thickness rin
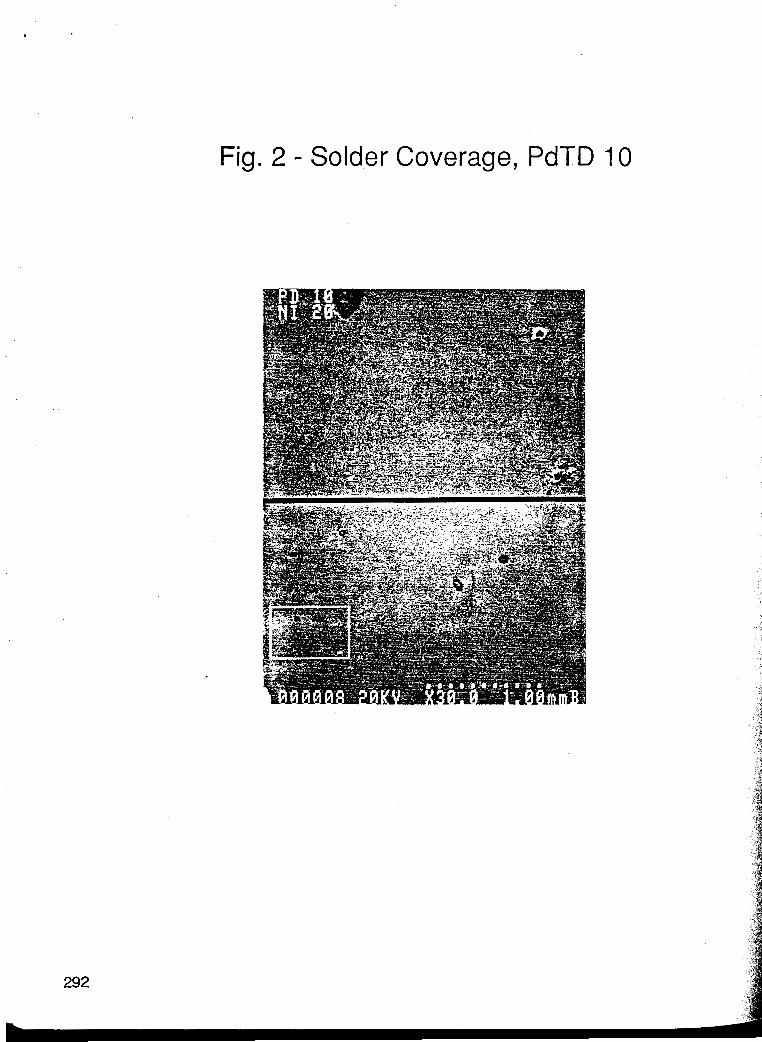
Acceptable wettability is defined as 95% or higher solder coverage as detectable at 10 to 20 X magnification. However, even a 100% coverage does not meet acceptance criieria if coarse occlusions or other defficiencies show over the surface. This is particularly critical with finishes that result in formation of intermetallics of higher melting temperature and slower solubility. Surface features and mechanistic details of such intermetallics are discussed later. Method 2003 gives the following 6 parameters to be used as criieria in identifying the quality of finish solderability:
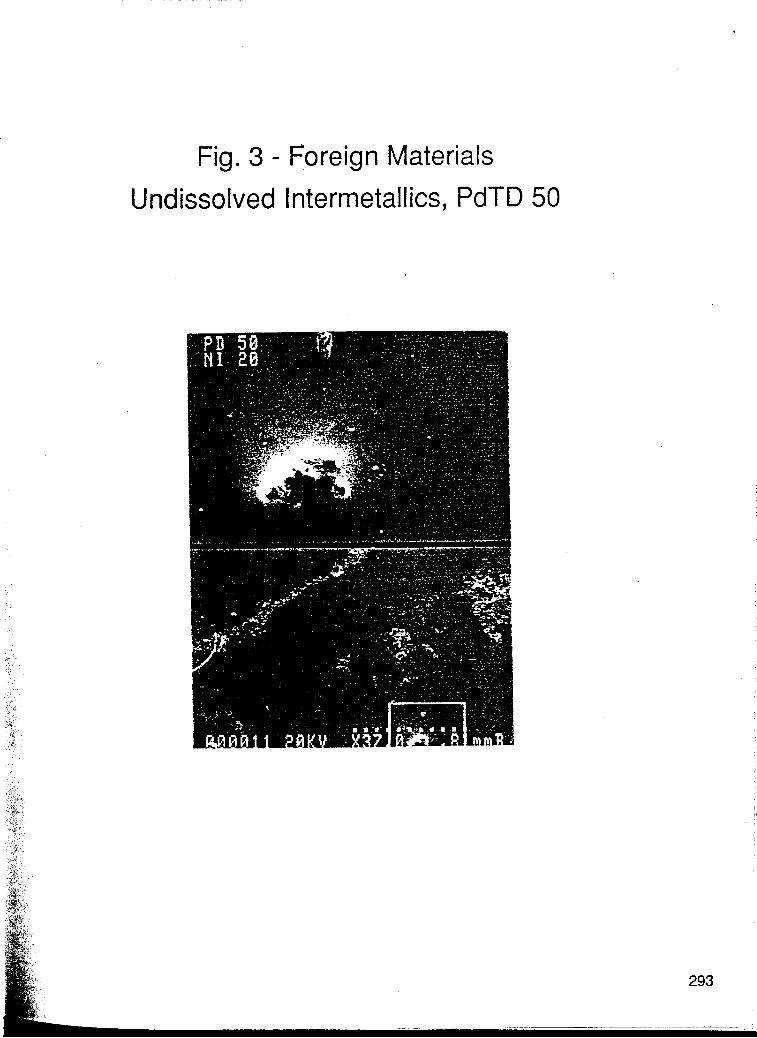
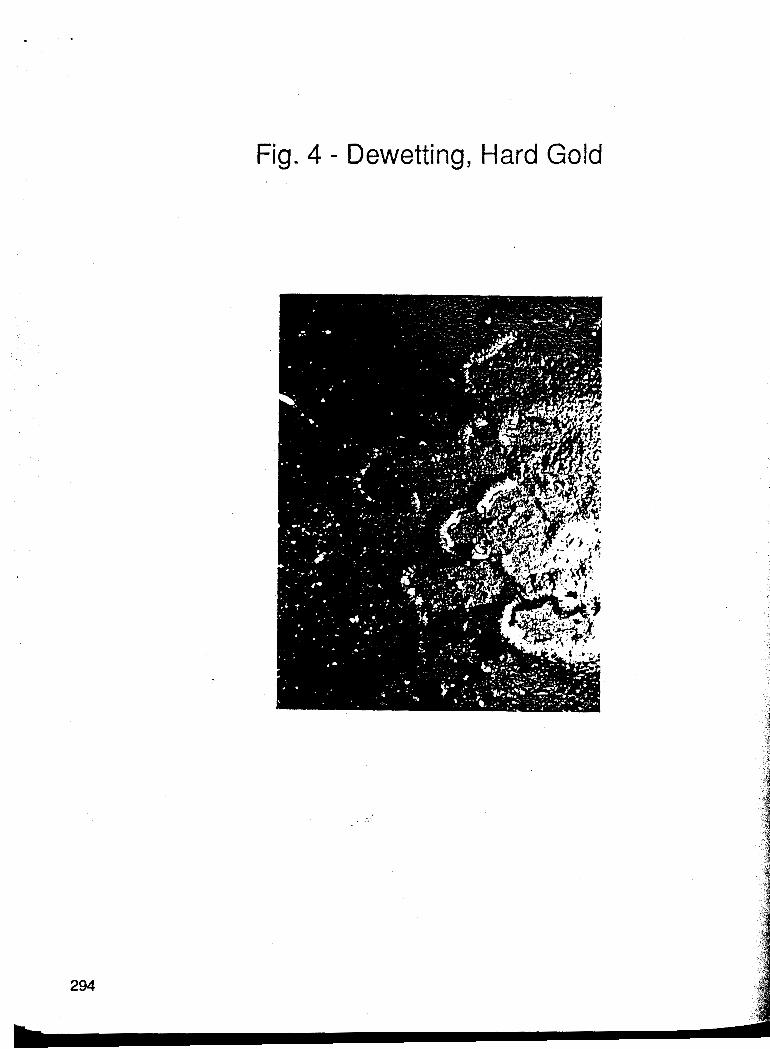
Acceptance criieria require that in addition to minumum wettability of 95% there is less than 5% of other defects "not concentrated in any particular portion of the soldered surface". The above criteria are based on typical defects observed when soldering. Porosity gives the bond a reduced resistance to aging and corrosion. Foreign materials and intermetallics can reduce bond strength and induce brittleness. Dewetting also reduces bond strength. In each case the "quality percent" was representative of the coverage percent adjusted by the correction factor for other defficiencies. This meant that in some instances, we had 97% coverage but the excessive presence of occlusions had brought down the overall quality to a nonacceptable level of 93%.
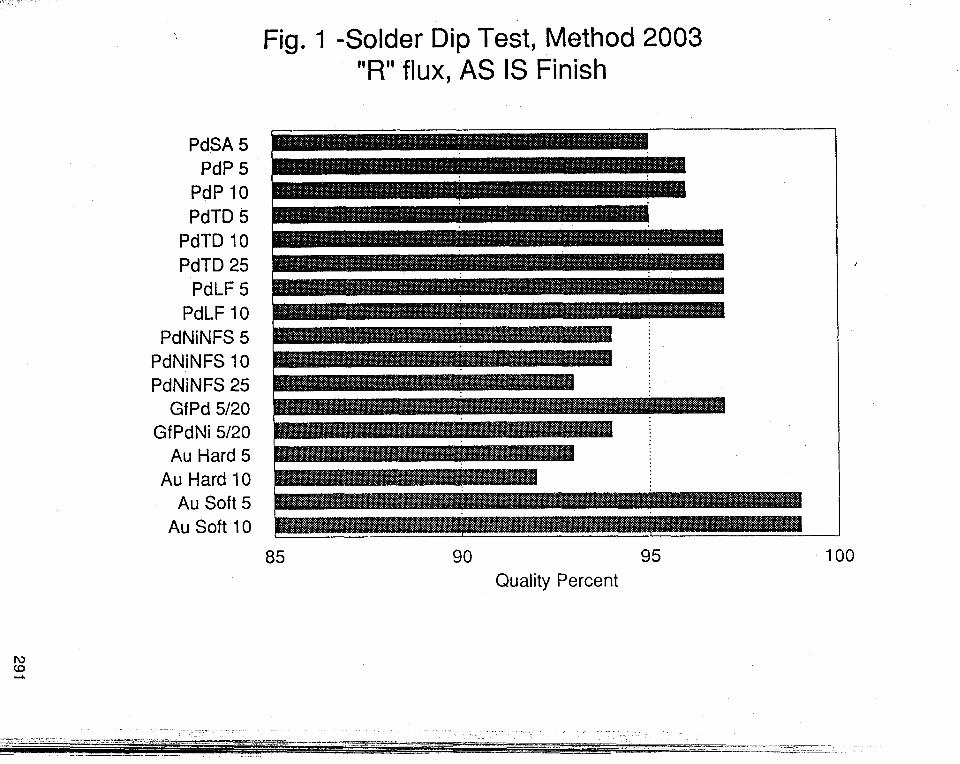
In Figure 1, the test results in "Quality Percent" are plotted for the test finishes "As is" (Freshly plated). Pure soft gold, PdThick & Ductile (PdTD), GfPd and PdLF finishes had acceptable solderability. An example of an acceptable PdTD finish after soldering is shown in Figure 2. However, foreign material and occlusion defects were observed more frequently with palladium products than with soft gold (Figure 3). The trend towards increased content of occlusions coincided with the thickness of deposit, e.g. the 25 microinch-plated PdTD shows more occlusions than the 5 microinch-platedPdTD finish. Inferior performance was observed for Co hardened gold and PdNi finishes. For these finishes a strong dewetting effect was observed, as shown in Figure 4.
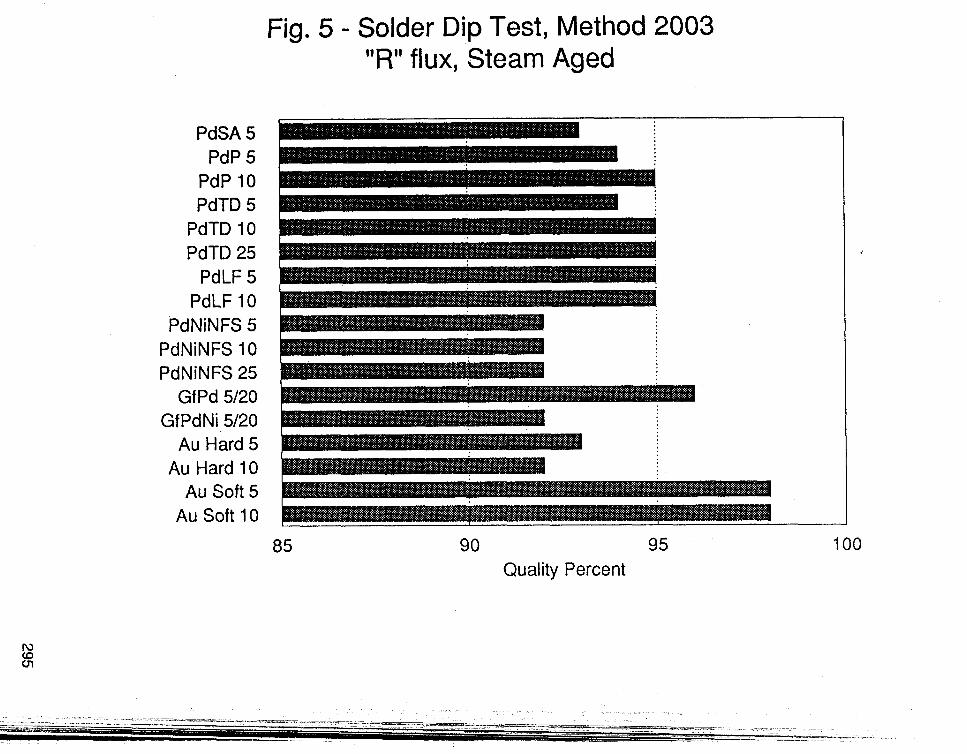
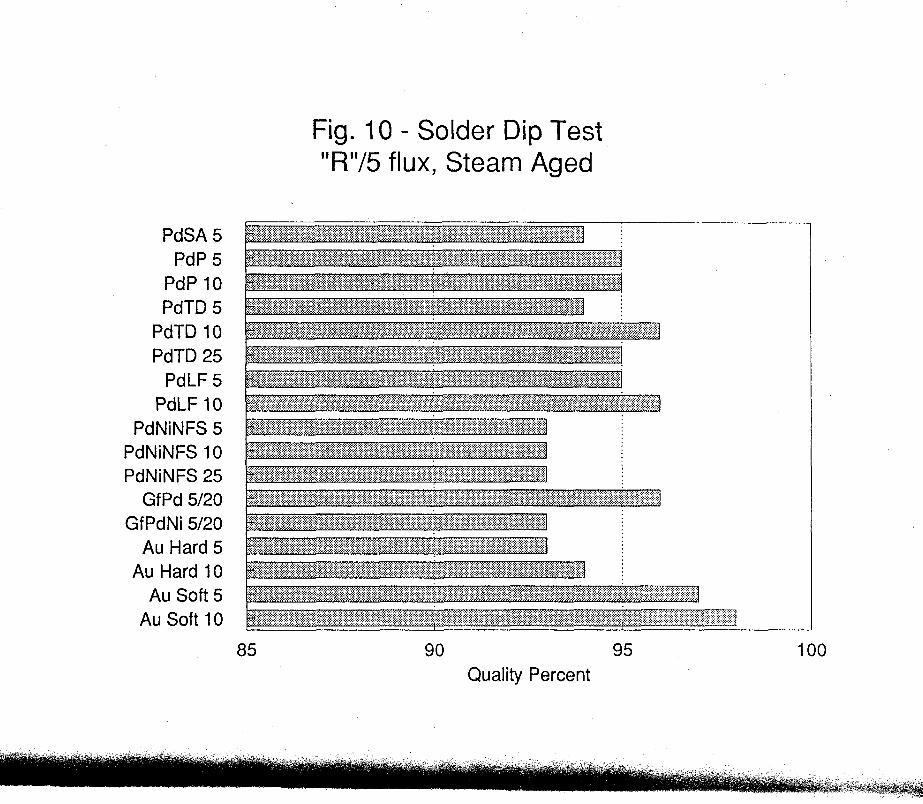
Figure 5 shows the effect of steam aging, as per MIL STD 883, on solderability. An average quality loss of 2-4 percent was observed. This loss of solderability is significant enough to bring some coatings bellow the acceptance level. Palladium nickel and Co hardened gold again showed inferior performance.
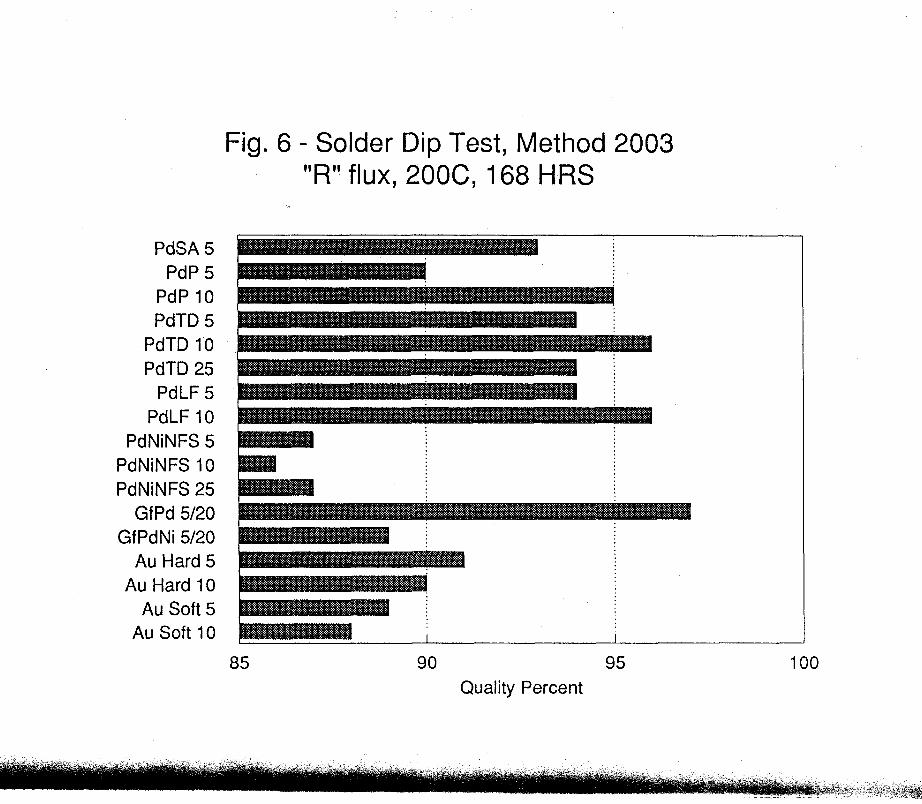
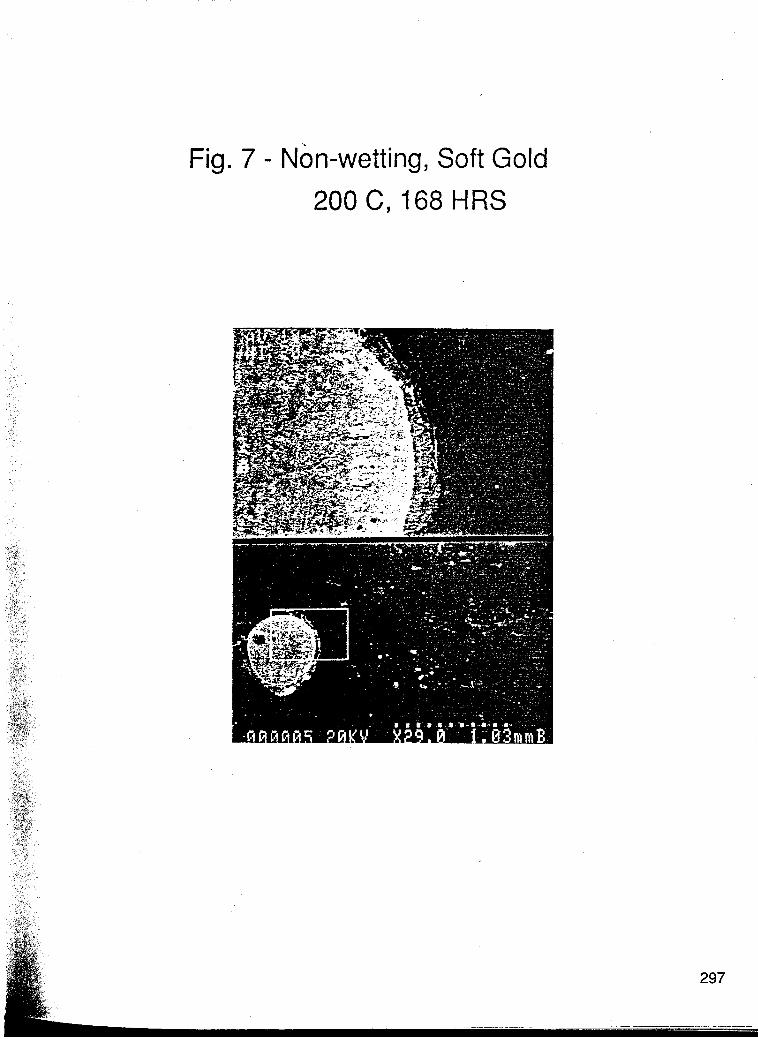
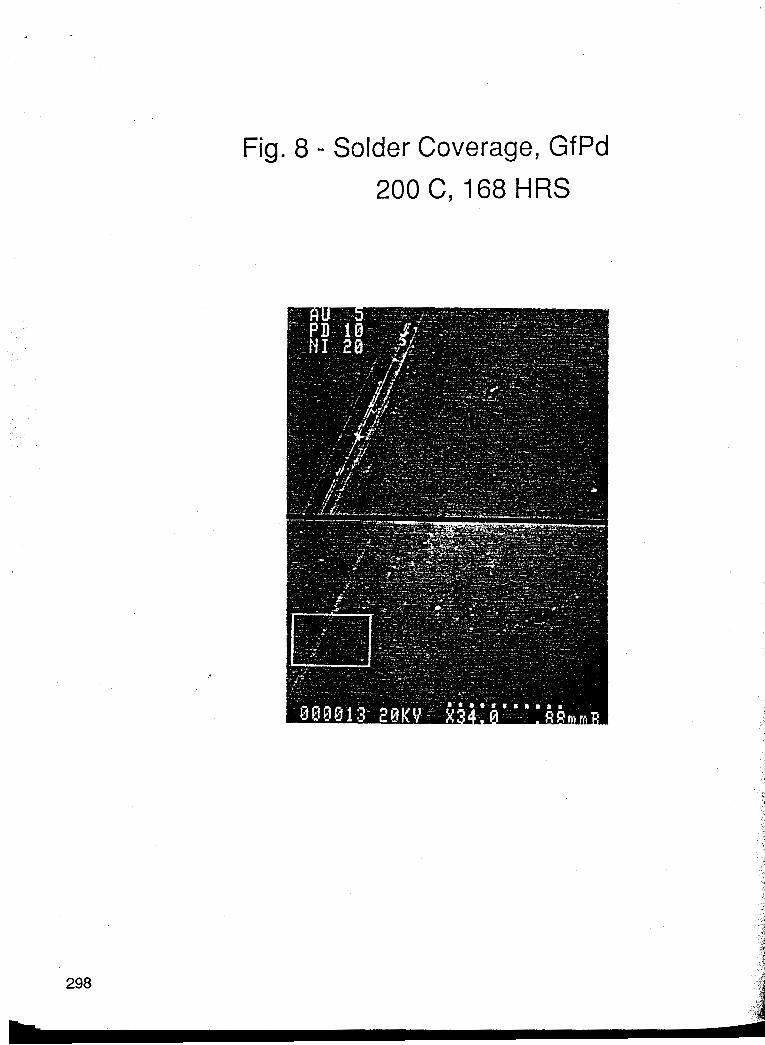
Thermal aging at 200C for 168 hours had a more deleterious effect than steam aging, as shown in Figure 6. With the exception of GfPd and marginally PdTD and LF deposits, all finishes show an inferior performance in solderability as fresh deposits. This aging cycle had a particularly negative effect on soft gold finishes. Figure 7 shows an example of strong non-wetting of soft gold. In contrast to that, Figure 8 shows good solder coverage of the GfPd.
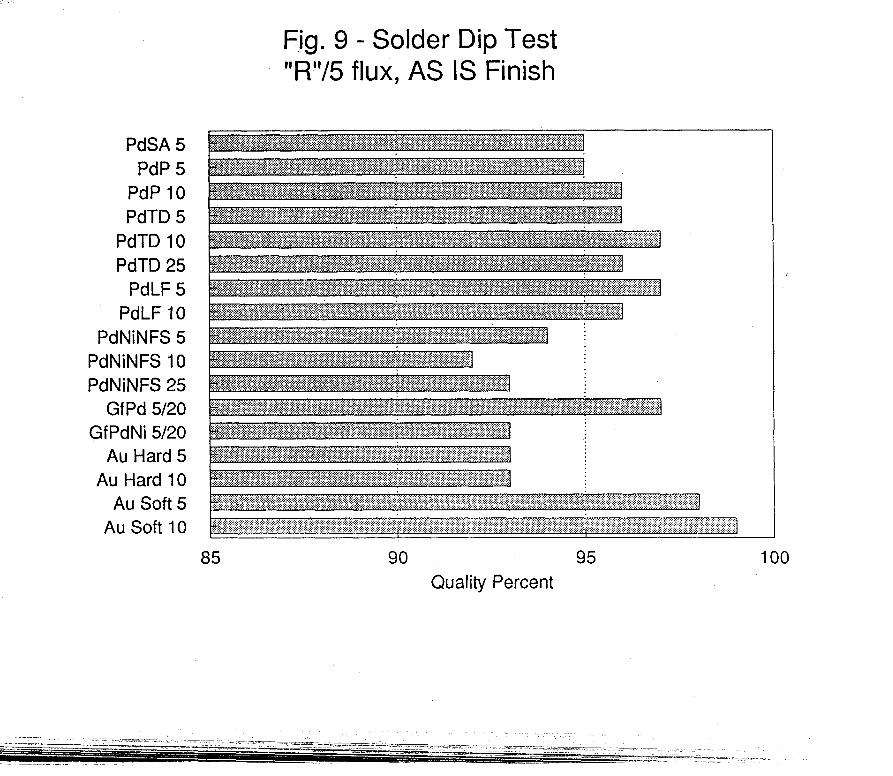
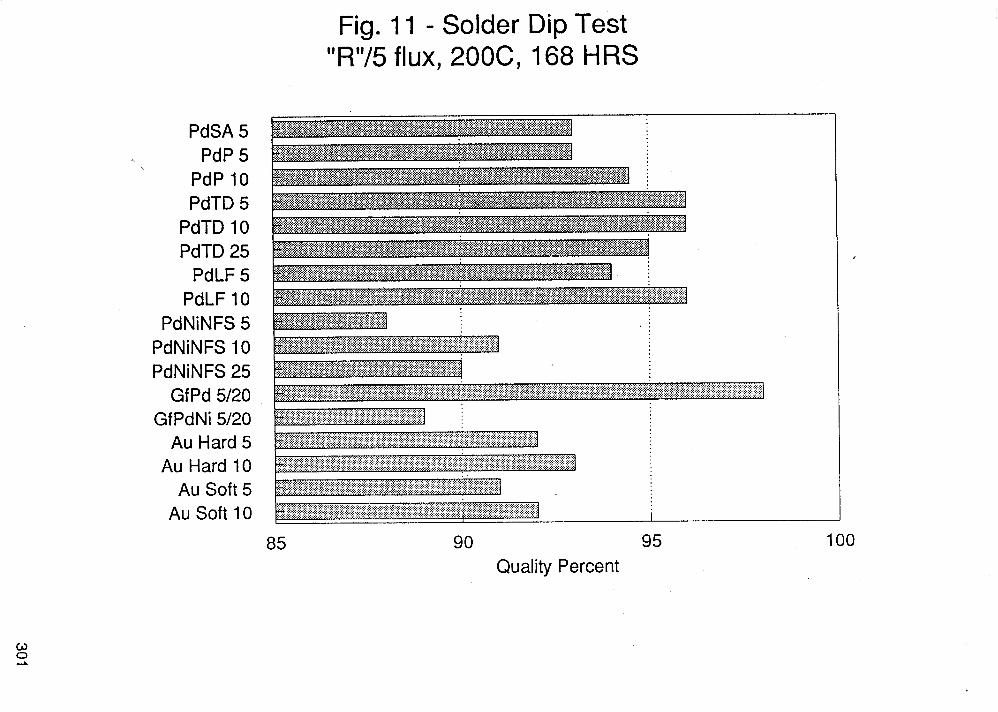
Figure 9 shows the results of fresh finishes for a series of diluted "R" flux tests. Although the overall grading was very similar to the grading for the regular flux tests (Figure 11, two effects were noticeable: the soldered panels were smoother, and the non-wetting showed as smaller but larger number of non-wetted islands. The results for steam aged samples (Figure 10) soldered using the diluted flux show slightly improved performance compared to the full strength flux samples, particularly in PdTD and PdLF finishes.Figure 11 shows the results for solderability of high temperature aged samples. Although the results are inferior to the steam aged samples they are noticeably improved compared to the undiluted flux samples. This was especially true for the PdTD and PdLF deposits. The potential benefit of using diluted flux is still under investigation.
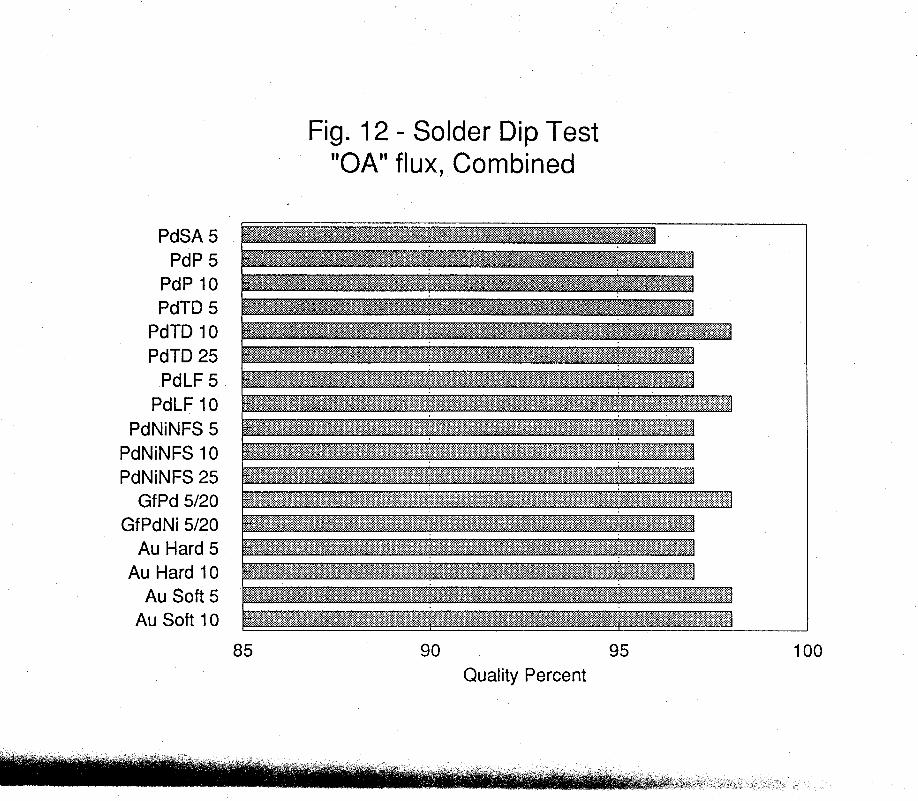
combined results of all finishes. This was expected since it is known that OA fluxes yield a superior solder coverage.
Tests conducted with OA water soluble flux were all successfull. Figure 12 shows the
3 288
Results Interpretation and Discussion
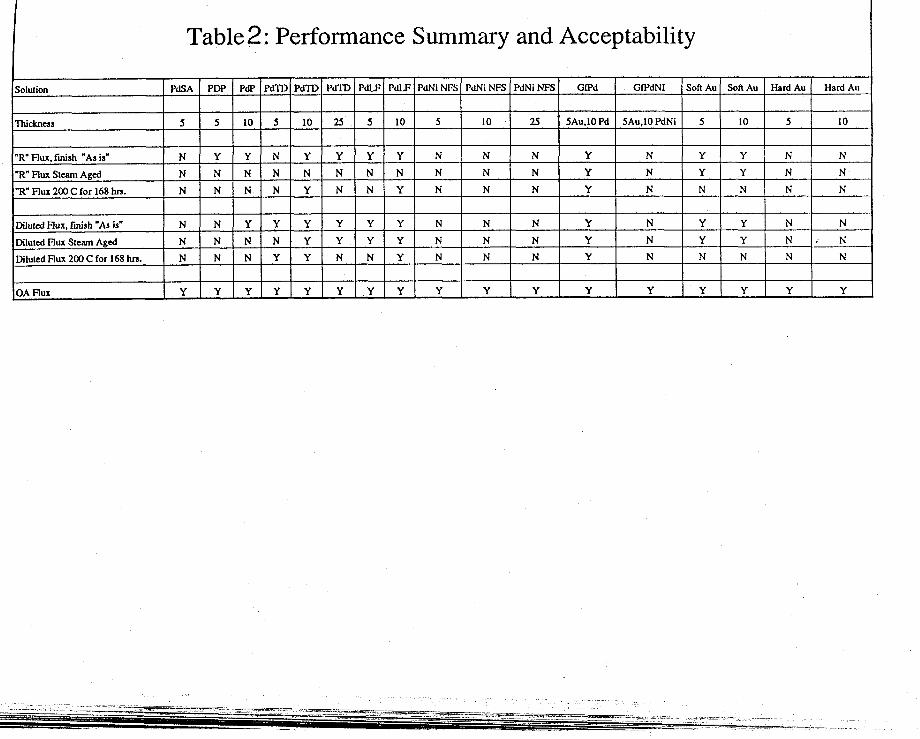
finishes. As expected, soft Gold has demonstrated a superior performance in most of the tests, although there was a loss of solderability after high temeprature tests. The surface of the samples was noticeably tarnished. Palladium coated samples showed superior performance after high temeprature tests, which is expected since gold difuses into the substrate much faster than palladium (1 1.12). The Au and Pd alloys showed inferior performance to the pure metals, showing strong trends towards dewetting. The results are summarized in the Table 2 (attached at end of the paper). Table3 shows the finishes listed by the qualw of their solderability performance based on MIL STD 883.
Some general trends have been observed in solderability performance of the selected
Table .. . . 3. Orderof So I d e r w P e r f o r m e of Fin I S M
Best GfPd Good Soft Gold Fair PdLF, PdTD Low Grade PdP, PdNiNFS, GfPdNi and Hard Gold
However, OA flux enhanced the performance of all finishes.This observation is suppotted by practical experience.
Conclusion
In this study we have developed set of data which can be used to select solderable gold flashed palladium and palladium finishes for electronic packaging applications. It is particularly important that a thin layer, 5 microinches, of gold combined with palladium gave a superior solderable finish, even after high temperature aging. We are continuing to investigate the interactions of flux, type of finish and the effect of aging. The information developed will be applied to meet wire bonding, wear reliability and solderability requirements for electronic packaging.
, 289 I
I
References
1. R.R. Tummala and E.J. Rymaszewski, Microelectronic Packaging Handbook, pg. 404, 1990. 2. C. Bloch and J. Ranganathan, Digital: Process Based Modeling, IEEUCHMT 1 1 th
International Conference, Electronic Manufacturing Technology Symposium, 1991. 3. I. Kadija, V. Chinchankar, V.T. Eckert, E.J. Kudrak and J. Abys, Electroplating of Thick and
Ductile Palladium- A New Electroplating Technology, SUWFIN Cinference, July 9-1 2, Boston, 1990
4. H.K. Strashil, 1. Kadija, J. Maisano and J.A. Abys, Electroplating of Thick and Ductile Palladium Nickel Alloy, ibd.
5. E.J. Kudrak, J.A. Abys, 1. Kadija and J. J. Maisano, Wear Reliability of Gold-Flashed Palladium vs. Hard Gold on a High-speed Digital Connector System.
6. E.J. Kudrak, V. Chinchankar, J. A. Abys and J.J. Maisano, Porosity Evaluation of Composite Palladium, Palladium-Nickel and Goid Electrodeposits, SUWFIN, June 24-27, Toronto, 1991.
7. S. Umemura, K. Yasuda and T. Aoki, Contact Resistance Characteristics of Noble Metal Alloys for Connector Contacts, IEEE Transactions on Components, Hybrids, and Manufacturing Technology, Vol. 14, No. 1, March 1991.
8. D.C. Abbott, M. Mitchell, B. Lockhorst, Texas Instruments, Case Study of a Palladium Finish on Leadframes for Semiconductor Packaging, EAST Conference, November 1991.
9. A. Murata, D.C. Abbott, Technology Trends of Leadframe Surface Finishing, 10. J.G. Davy, How Should Component Lead Solderability Testing be Performed ?, SUWFIN,
June 24-27, Toronto, 1991. 11. W.G. Bader, Dissolution of Au, Ag, Pd, R, Cu and Ni in Molten Tin-Lead Solder, Welding
Journal, December 1969. 12. W.G. Bader, Soldering to Palladium and Palladium Coatings, Technical Memo, Bell Labs,
Murray Hill, 1977.
290
PdSA 5 PdP 5
PdP 10 PdTD 5
PdTD 10 PdTD 25
PdLF 5 PdLF 10
PdNiNFS 5 PdNiNFS 10 PdNiNFS 25
GfPd 5/20 GfPdNi 5/20
Au Hard 5 Au Hard 10
Au Soft 5 Au Soft 10
Fig. 1 -Solder Dip Test, Method 2003 "R" flux, AS IS Finish