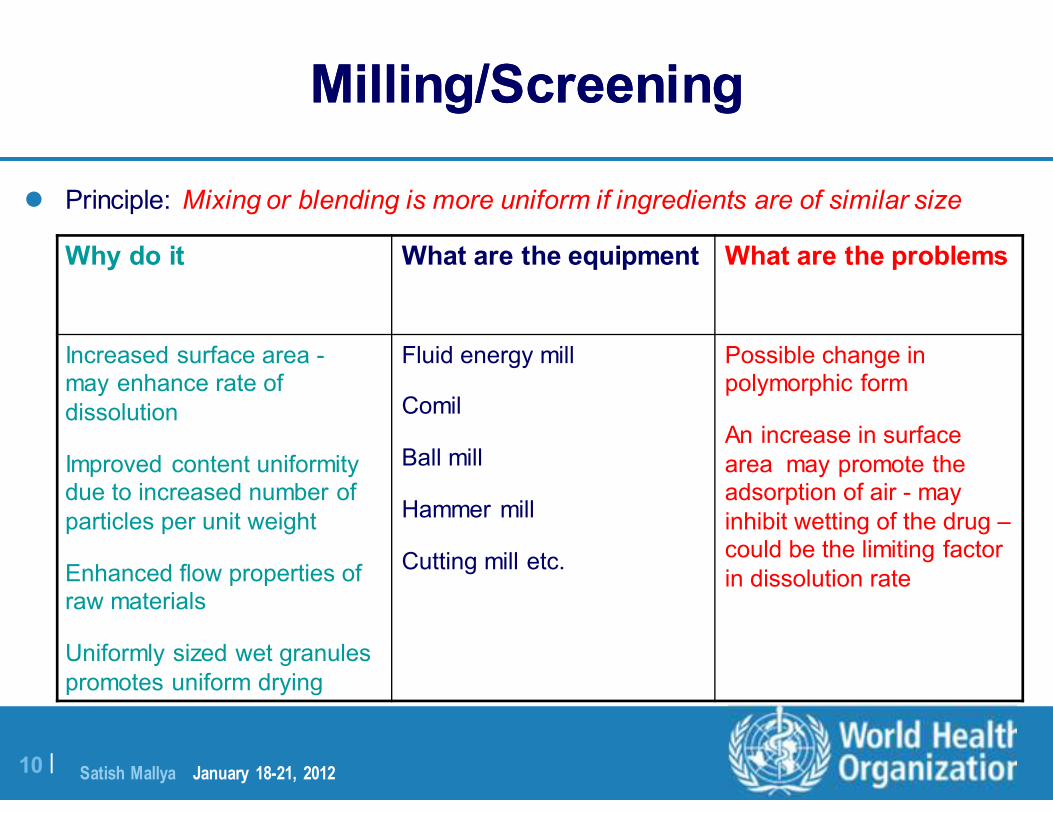
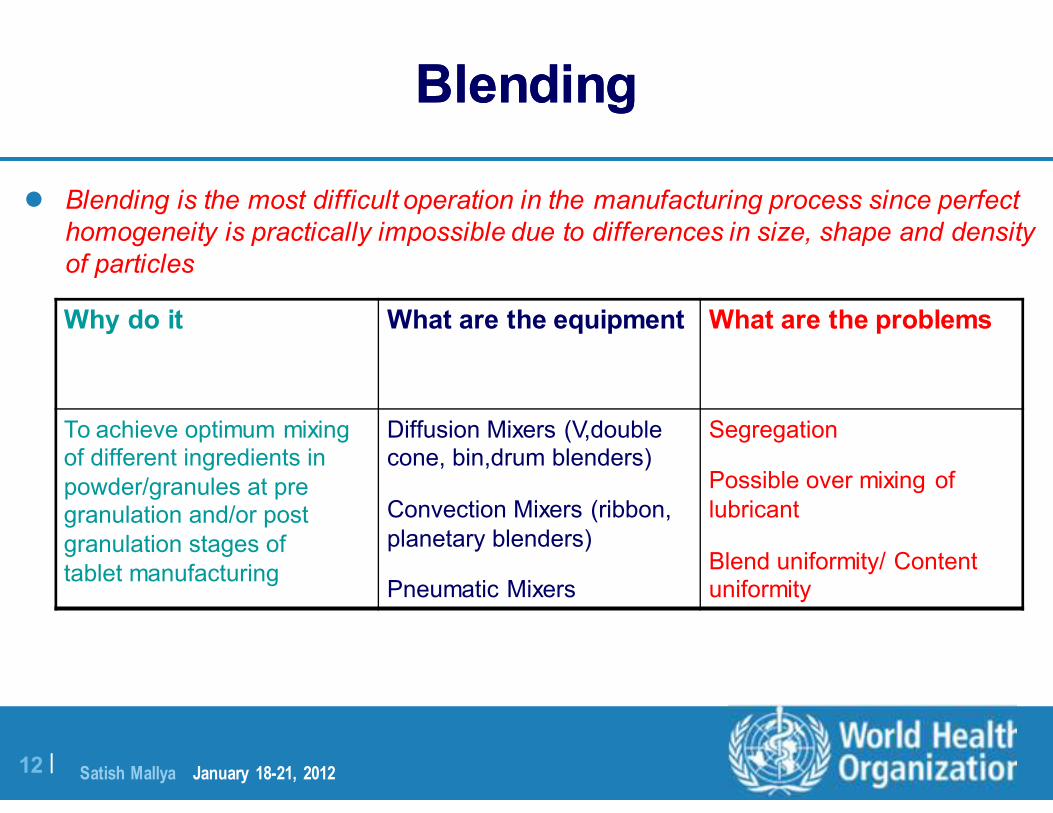
To achieve optimum mixing of different ingredients in
powder/granules at pre granulation and/or post
granulation stages of
tablet manufacturing
January 18-21, 2012
Satish Mallya January 20-22, 2010 13 |
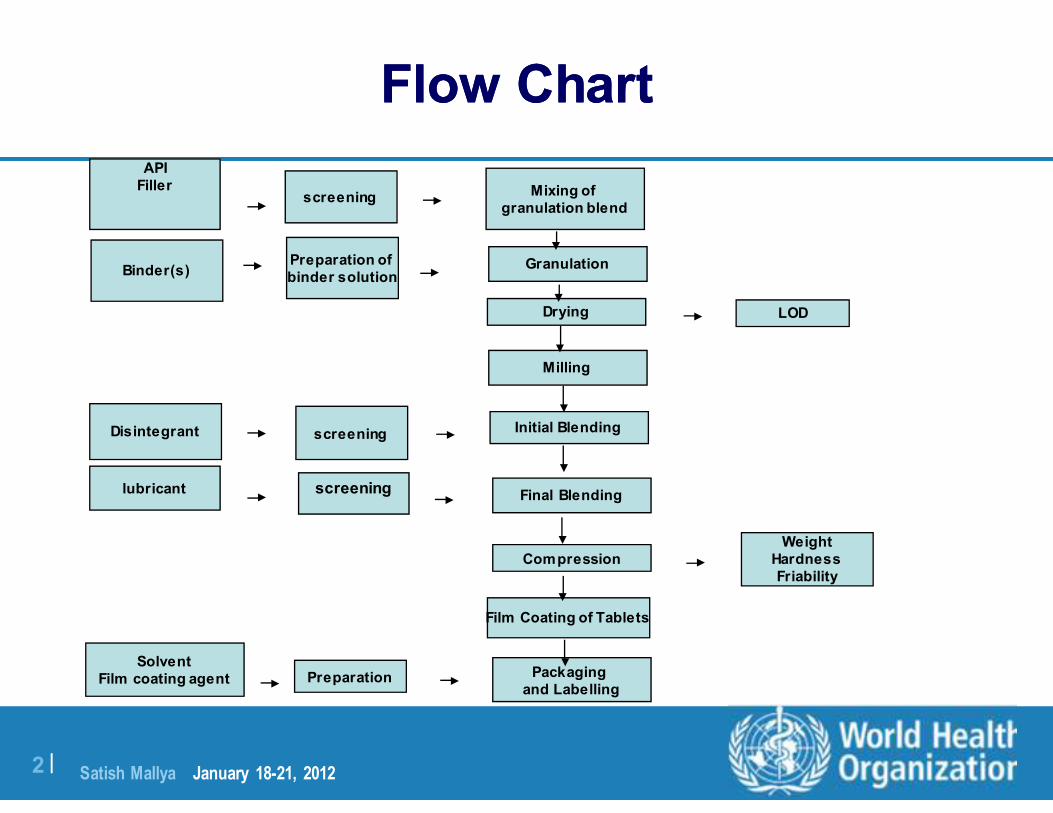
Granulation
Granulation
� Principle: A size enlargement process that converts small particles into physically stronger
& larger agglomerates
What are the problems What are the equipment Why do it
Loss of material during various stages of
processing
Multiple processing steps - validation and control
difficult
Incompatibility between formulation components is
aggravated
Dry Granulator (roller compactor, tabletting
machine)
Wet High-Shear Granulator (horizontal, vertical)
Wet Low-Shear Granulator
(planetary, kneading, screw)
Fluid Bed Granulator, Spray Dry Granulator, RMG
Provides homogeneity of drug distribution in blend
Improves flow,
compressibility and hardness of tablets
January 18-21, 2012
Satish Mallya January 20-22, 2010 14 |
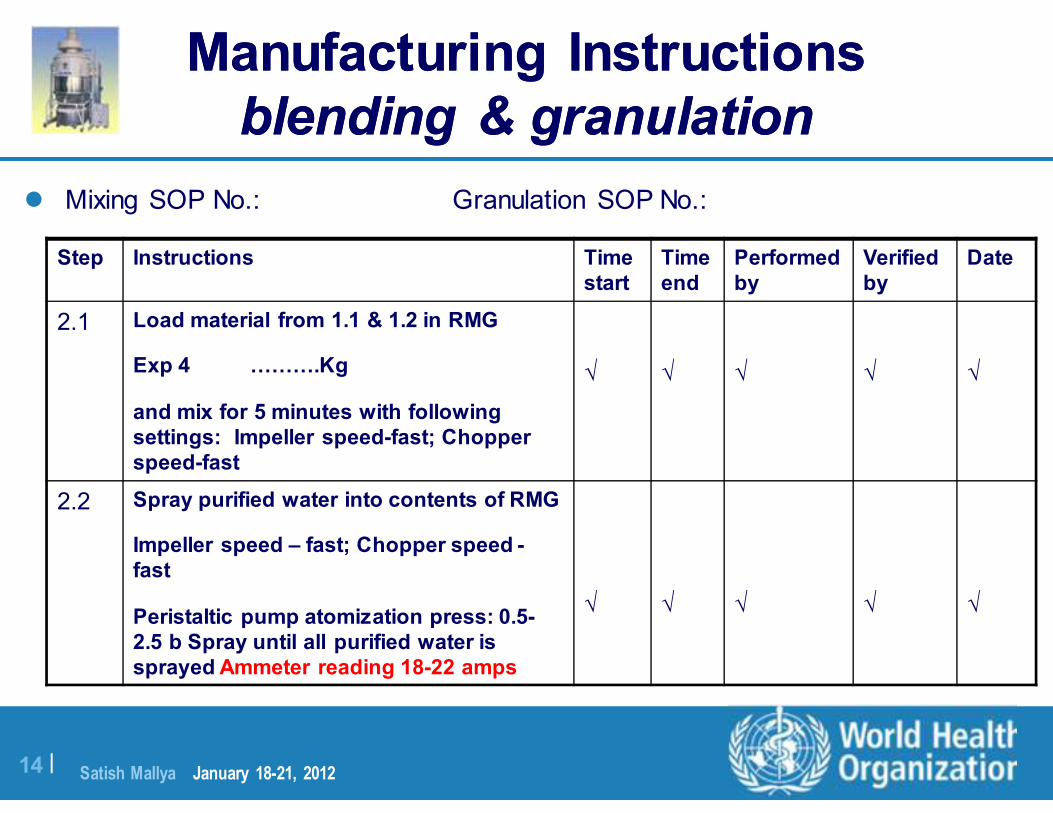
Manufacturing Instructions blending & granulation
Manufacturing Instructions blending & granulation
� Mixing SOP No.: Granulation SOP No.:
Step Instructions Time start
Time end
Performed by
Verified by
Date
2.1 Load material from 1.1 & 1.2 in RMG
Exp 4 ……….Kg
and mix for 5 minutes with following settings: Impeller speed-fast; Chopper speed-fast
√
√
√
√
√
2.2 Spray purified water into contents of RMG
Impeller speed – fast; Chopper speed - fast
Peristaltic pump atomization press: 0.5-2.5 b Spray until all purified water is sprayed Ammeter reading 18-22 amps
√
√
√
√
√
January 19-22, 2011 January 18-21, 2012
Satish Mallya January 20-22, 2010 15 |
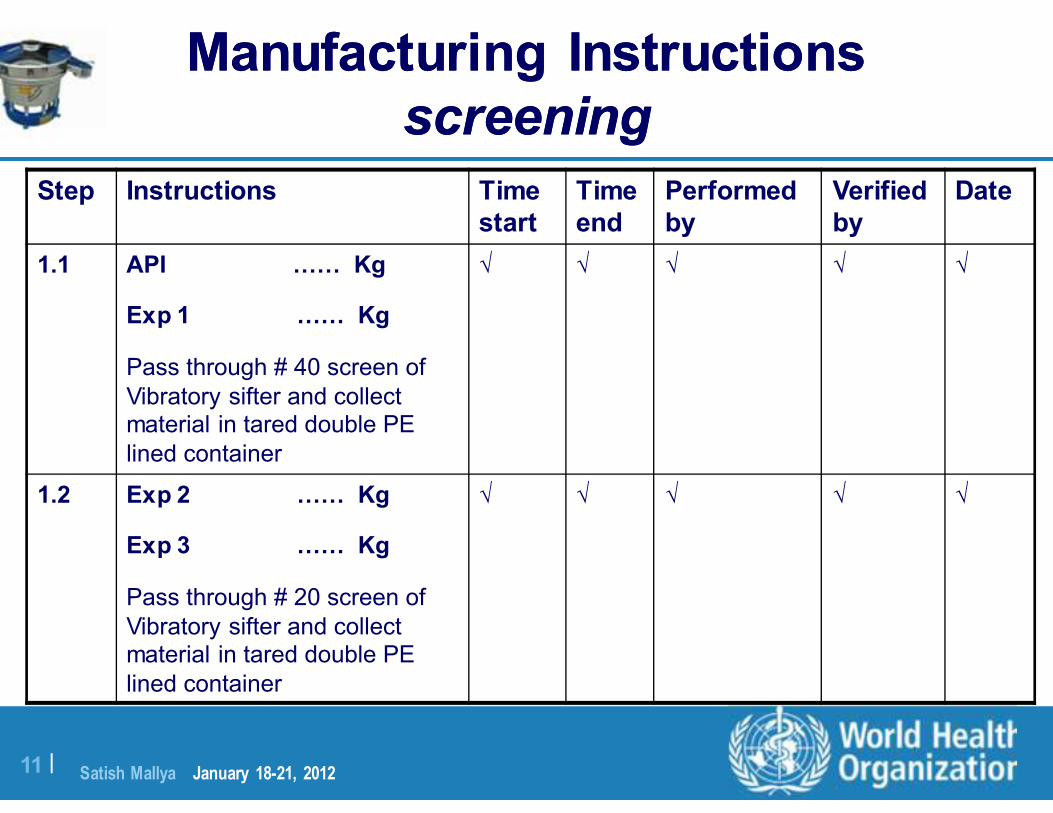
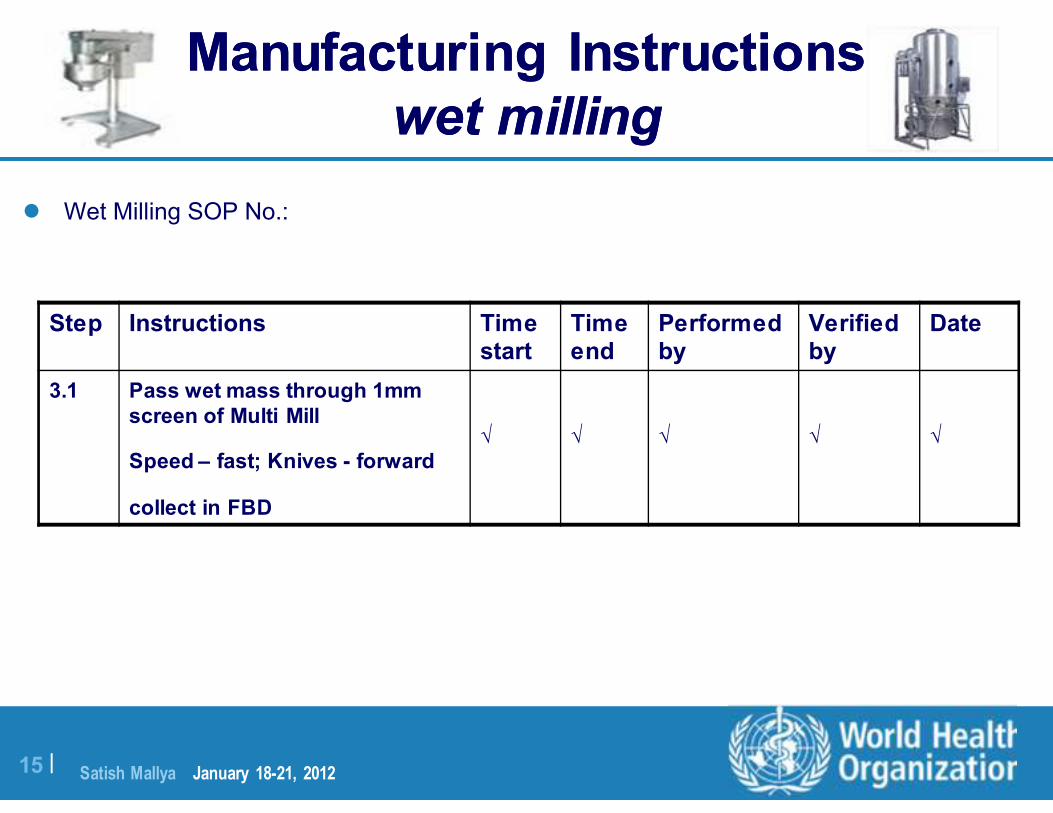
Manufacturing Instructions wet milling
Manufacturing Instructions wet milling
� Wet Milling SOP No.:
Step Instructions Time start
Time end
Performed by
Verified by
Date
3.1 Pass wet mass through 1mm screen of Multi Mill
Speed – fast; Knives - forward
collect in FBD
√
√
√
√
√
January 19-22, 2011 January 18-21, 2012
Satish Mallya January 20-22, 2010 16 |
Recent Advances in Granulation Techniques Recent Advances in Granulation Techniques
� Steam Granulation: Modification of wet granulation; steam is used as a binder instead of water; granules are more spherical and exhibit higher rate of dissolution
� Melt Granulation / Thermoplastic Granulation: Granulation is achieved by the addition of meltable binder i.e. binder is in solid state at room temperature but melts in the temperature range of 50 – 80˚C [e.g. PEG (water soluble), stearic acid, cetyl or stearyl alcohol (water insoluble)] - drying phase unnecessary since dried granules are obtained by cooling them to room temperature
� Moisture Activated Dry Granulation (MADG): Involves distribution of moisture to induce agglomeration – drying time is reduced
January 18-21, 2012
Satish Mallya January 20-22, 2010 17 |
Recent Advances in Granulation Techniques Recent Advances in Granulation Techniques
� Moist Granulation Technique (MGT): A small amount of
granulating fluid is added to activate dry binder and to facilitate
agglomeration. Then a moisture absorbing material like
Microcrystalline Cellulose (MCC) is added to absorb any excess
moisture making drying step unnecessary. Mainly employed for controlled release formulations
� Thermal Adhesion Granulation Process (TAGP): Granules are
prepared by moisturizing excipient mixtures with very little solvent
in a closed system (tumble mixing) with low heating – mainly
employed for preparing direct compression formulations
� Foam Granulation: Binders are added as aqueous foam
January 18-21, 2012
Satish Mallya January 20-22, 2010 18 |
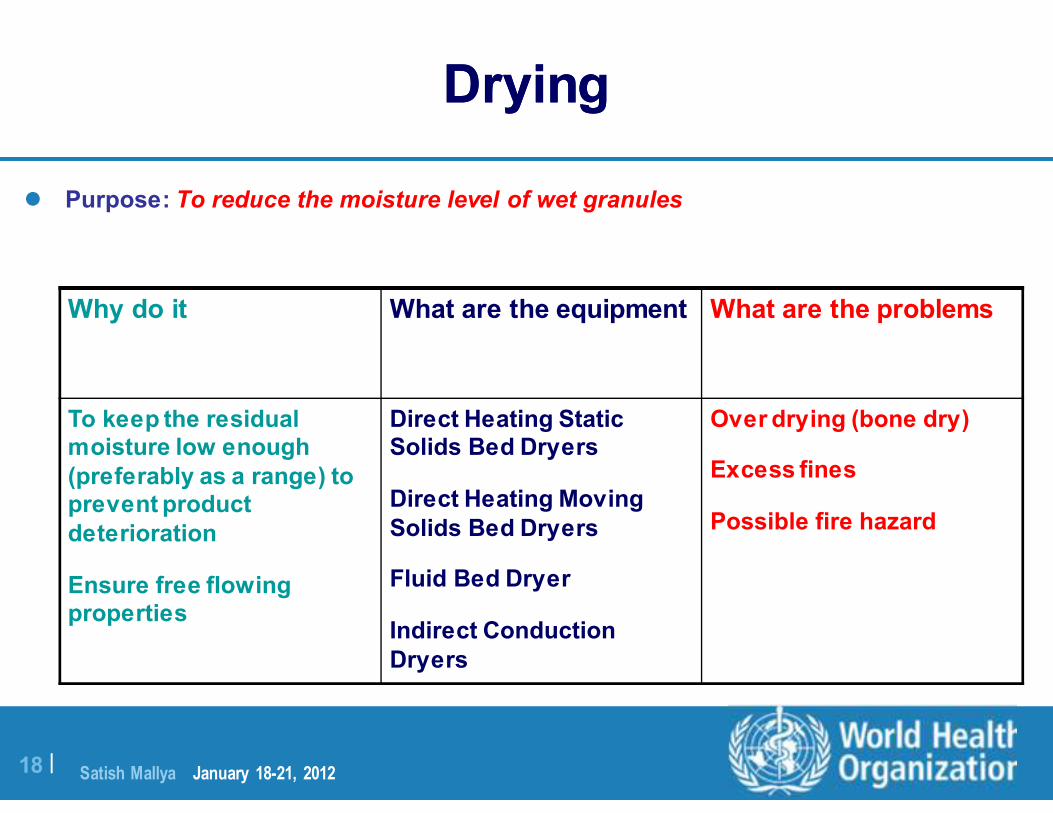
Drying Drying
� Purpose: To reduce the moisture level of wet granules
What are the problems What are the equipment
Why do it
Over drying (bone dry)
Excess fines
Possible fire hazard
Direct Heating Static Solids Bed Dryers
Direct Heating Moving Solids Bed Dryers
Fluid Bed Dryer
Indirect Conduction Dryers
To keep the residual moisture low enough (preferably as a range) to prevent product deterioration
Ensure free flowing properties
January 18-21, 2012
Satish Mallya January 20-22, 2010 19 |
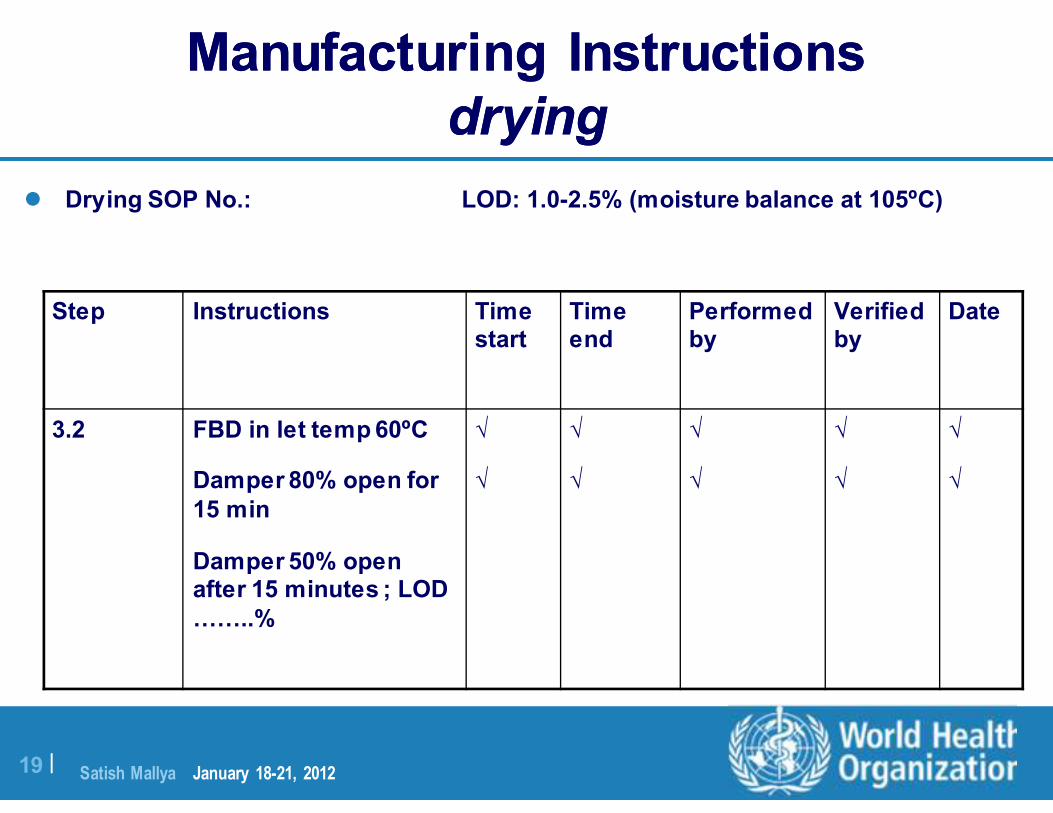
Manufacturing Instructions drying
Manufacturing Instructions drying
� Drying SOP No.: LOD: 1.0-2.5% (moisture balance at 105ºC)