17
Specification ©curtins Painting of Structural Steelwork Grenfell Tower LO1212-SPEC-005 25 th October 2013 Painting of Structural Steelwork 2013 CCL00002406 0001 CCL00002406/1

Specification ©curtins
Painting of Structural Steelwork
Grenfell Tower
LO1212-SPEC-005
25 t h October 2013
Painting of Structural Steelwork 2013
CCL00002406 0001 CCL00002406/1
S2 Internal Protection (non-decorative) ©curtins Protective coating system
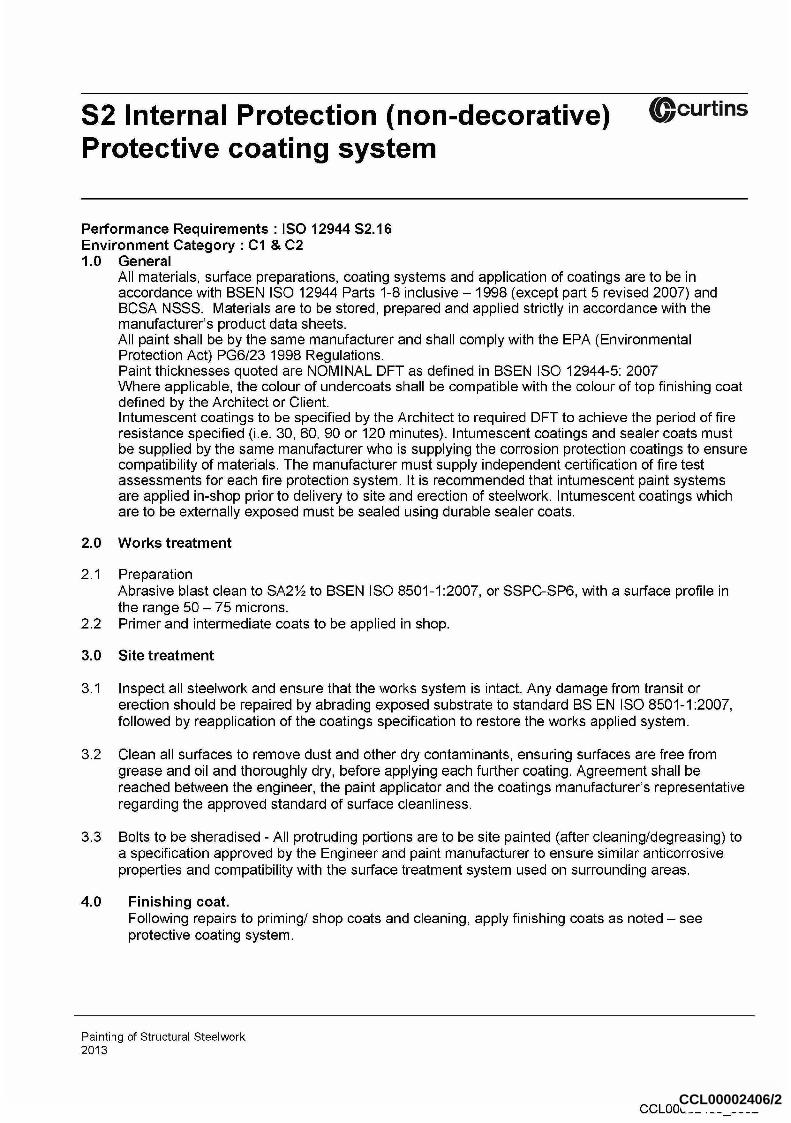
Performance Requirements : ISO 12944 S2.16 Environment Category : C1 & C2 1.0 General
All materials, surface preparations, coating systems and application of coatings are to be in accordance with BSEN ISO 12944 Parts 1-8 inclusive - 1998 (except part 5 revised 2007) and BCSA NSSS. Materials are to be stored, prepared and applied strictly in accordance with the manufacturer's product data sheets. All paint shall be by the same manufacturer and shall comply with the EPA (Environmental Protection Act) PG6/23 1998 Regulations. Paint thicknesses quoted are NOMINAL DFT as defined in BSEN ISO 12944-5: 2007 Where applicable, the colour of undercoats shall be compatible with the colour of top finishing coat defined by the Architect or Client. Intumescent coatings to be specified by the Architect to required DFT to achieve the period of fire resistance specified (i.e. 30, 60, 90 or 120 minutes). Intumescent coatings and sealer coats must be supplied by the same manufacturer who is supplying the corrosion protection coatings to ensure compatibility of materials. The manufacturer must supply independent certification of fire test assessments for each fire protection system. It is recommended that intumescent paint systems are applied in-shop priorto delivery to site and erection of steelwork. Intumescent coatings which are to be externally exposed must be sealed using durable sealer coats.
2.0 Works treatment
2.1 Preparation Abrasive blast clean to SA21
/4 to BSEN ISO 8501-1:2007, or SSPC-SP6, with a surface profile in the range 50 - 75 microns.
2.2 Primer and intermediate coats to be applied in shop.
3.0 Site treatment
3.1 Inspect all steelwork and ensure that the works system is intact. Any damage from transit or erection should be repaired by abrading exposed substrate to standard BS EN ISO 8501-1:2007, followed by reapplication of the coatings specification to restore the works applied system.
3.2 Clean all surfaces to remove dust and other dry contaminants, ensuring surfaces are free from grease and oil and thoroughly dry, before applying each further coating. Agreement shall be reached between the engineer, the paint applicator and the coatings manufacturer's representative regarding the approved standard of surface cleanliness.
3.3 Bolts to be sheradised - All protruding portions are to be site painted (after cleaning/degreasing) to a specification approved by the Engineer and paint manufacturer to ensure similar anticorrosive properties and compatibility with the surface treatment system used on surrounding areas.
4.0 Finishing coat. Following repairs to priming/ shop coats and cleaning, apply finishing coats as noted - see protective coating system.
Painting of Structural Steelwork 2013
CCL00002406 0002 CCL00002406/2

S2 Internal Protection (non-decorative) ©curtins Protective coating system
5.0 Health & safety Health and Safety precautions to be taken in accordance with Health and Safety Executive Regulations and manufacturers recommendations relating to the storage, transportation, preparation and application of the materials. All relevant information will be contained in the relevant product technical and safety data sheets, which shall be made available to all parties, and form part of the COSHH assessment to be prepared before commencement of any works.. It is the Contractors responsibility to apply the relevant precautionary procedures for the safety of operators and others in the vicinity during painting.
1. Works Coatings Following abrasive blast cleaning to SA21/2. Primer Coating Two pack high solids high build epoxy zinc phosphate primer to 150 microns DFT.
2. Finishing Coatings Following repair to priming/ shop coats and cleaning. Finishing Coating None required.
3. Cavity Steelwork Coatings Following repair to priming/ shop coats. A) Cavity steel with 40mm separation from outer leaf. Epoxy / PL) to 200 microns DFT or
Epoxy / Zinc to 60 microns DFT and Epoxy / PL) to 140 microns DFT
Total DFT 150 Microns
Total DFT 350 Microns
B) Cavity Steel in contact with outer leaf. Epoxy / PU to 280 microns DFT or
Epoxy / Zinc to 60 microns DFT and Epoxy / PU to 180 microns DFT
Total DFT 390 - 430 Microns.
Painting of Structural Steelwork 2013
CCL00002406 0003 CCL00002406/3

S2 Internal Protection (non-decorative) ©curtins Protective coating system
7.0 Approved paint suppliers
The following manufacturers are known to be able to comply with this specification though other companies may be used subject to the approval of Curtins.
Crosbie Casco Wood Lane Partington Manchester M31 4ND
Sherwin-Williams Tower Works Kestor Street Bolton BL2 2AL
International Paint Ltd Stoneygate Lane Felling Gateshead NE10 JY
PPG Protective &
Marine Coatings
Unit 3 Maisies
Way
The Village,
Carter Lane
South Normanton,
Derbyshire
DE55
2DS
8.0 Inspection reports
Inspection reports on the standard of surface preparation, measurements of Dry Film thickness of each coat in accordance with BSEN ISO 12944 Part 8, EN ISO 19840:2000 are to be provided for all steelwork. The dry film thickness per coating shall be within the limits provided by these standards.
The condition of paint skin as erected on site must be stated in the inspection report, together with the nature and extent of any remedial works required.
Painting of Structural Steelwork 2013
CCL00002406 0004 CCL00002406/4

S4 Internal Protection (decorative) ©curtins Protective coating system
Performance Requirement: ISO 12944 S2.16 Environment Category: C l and C2
1.0 General All materials, surface preparations, coating systems and application of coatings are to be in accordance with BSEN ISO 12944 Parts 1-8 inclusive - 1998 (except part 5 revised 2007) and BCSA NSSS. Materials are to be stored, prepared and applied strictly in accordance with the manufacturer's product data sheets. All paint shall be by the same manufacturer and shall comply with the EPA (Environmental Protection Act) PG6/23 1998 Regulations. Paint thicknesses quoted are NOMINAL DFT as defined in BSEN ISO 12944-5: 2007 Where applicable, the colour of undercoats shall be compatible with the colour of top finishing coat defined by the Architect or Client. Intumescent coatings to be specified by the Architect to required DFT to achieve the period of fire resistance specified (i.e. 30, 60, 90 or 120 minutes). Intumescent coatings and sealer coats must be supplied by the same manufacturer who is supplying the corrosion protection coatings to ensure compatibility of materials. The manufacturer must supply independent certification of fire test assessments for each fire protection system. It is recommended that intumescent paint systems are applied in-shop priorto delivery to site and erection of steelwork. Intumescent coatings which are to be externally exposed must be sealed using durable sealer coats.
2.0 Works treatment
2.1 Preparation Abrasive blast clean to SA21/2 to BSEN ISO 8501-1:2007, or SSPC-SP6, with a surface profile in the range 50 - 75 microns.
2.2 Primer and intermediate coats to be applied in shop.
3.0 Site treatment
3.1 Inspect all steelwork and ensure that the works system is intact. Any damage from transit or erection should be repaired by abrading exposed substrate to standard BS EN ISO 8501-1:2007, followed by reapplication of the coatings specification to restore the works applied system.
3.2 Clean all surfaces to remove dust and other dry contaminants, ensuring surfaces are free from grease and oil and thoroughly dry, before applying each further coating. Agreement shall be reached between the engineer, the paint applicator and the coatings manufacturer's representative regarding the approved standard of surface cleanliness.
3.3 Bolts to be sheradised - All protruding portions are to be site painted (after cleaning/degreasing) to a specification approved by the Engineer and paint manufacturer to ensure similar anticorrosive properties and compatibility with the surface treatment system used on surrounding areas.
4.0 Finishing coat. Following repairs to priming/ shop coats and cleaning, apply finishing coats as noted - see protective coating system.
Painting of Structural Steelwork 2013
CCL00002406 0005 CCL00002406/5

S4 Internal Protection (decorative) ©curtins Protective coating system
5.0 Health & safety Health and Safety precautions to be taken in accordance with Health and Safety Executive Regulations and manufacturers recommendations relating to the storage, transportation, preparation and application of the materials. All relevant information will be contained in the relevant product technical and safety data sheets, which shall be made available to all parties, and form part of the COSHH assessment to be prepared before commencement of any works.. It is the Contractors responsibility to apply the relevant precautionary procedures for the safety of operators and others in the vicinity during painting.
6.0 1. Works Coatings Following abrasive blast cleaning to SA21/4. Primer Coating Two pack high solids high build epoxy zinc phosphate primer to 100 microns DFT.
2. Finishing Coatings Following repair to priming/ shop coats and cleaning. Finishing Coating (Workshop or site applied.) Two pack modified acrylic finish to specified colour to 50 microns DFT.
3. Cavity Steelwork Coatings Following repair to priming/ shop coats. A) Cavity steel with 40mm separation from outer leaf. Epoxy / PU to 200 microns DFT or
Epoxy / Zinc to 60 microns DFT and Epoxy / PU to 140 microns DFT
B) Cavity Steel in contact with outer leaf. Epoxy / PU to 280 microns DFT or
Epoxy / Zinc to 60 microns DFT and Epoxy / PU to 180 microns DFT
Total DFT 150 Microns
Total DFT 300 Microns
Total DFT 340 - 380 Microns.
Painting of Structural Steelwork 2013
CCL00002406 0006 CCL00002406/6

S4 Internal Protection (decorative) ©curtins Protective coating system
7.0 Approved paint suppliers
The following manufacturers are known to be able to comply with this specification though other companies may be used subject to the approval of Curtins.
Crosbie Casco Wood Lane Partington Manchester M31 4ND
Sherwin-Williams Tower Works Kestor Street Bolton BL2 2AL
International Paint Ltd Stoneygate Lane Felling Gateshead NE10 JY
PPG Protective &
Marine Coatings
Unit 3 Maisies
Way
The Village,
Carter Lane
South Normanton,
Derbyshire
DE55
2DS
8.0 Inspection reports Inspection reports on the standard of surface preparation, measurements of Dry Film thickness of each coat in accordance with BSEN ISO 12944 Part 8, EN ISO 19840:2000 are to be provided for all steelwork. The dry film thickness per coating shall be within the limits provided by these standards.
The condition of paint skin as erected on site must be stated in the inspection report, together with the nature and extent of any remedial works required.
Painting of Structural Steelwork 2013
CCL00002406 0007 CCL00002406/7
S8 Internal or external protection (non- ©curtins decorative) Protective coating system
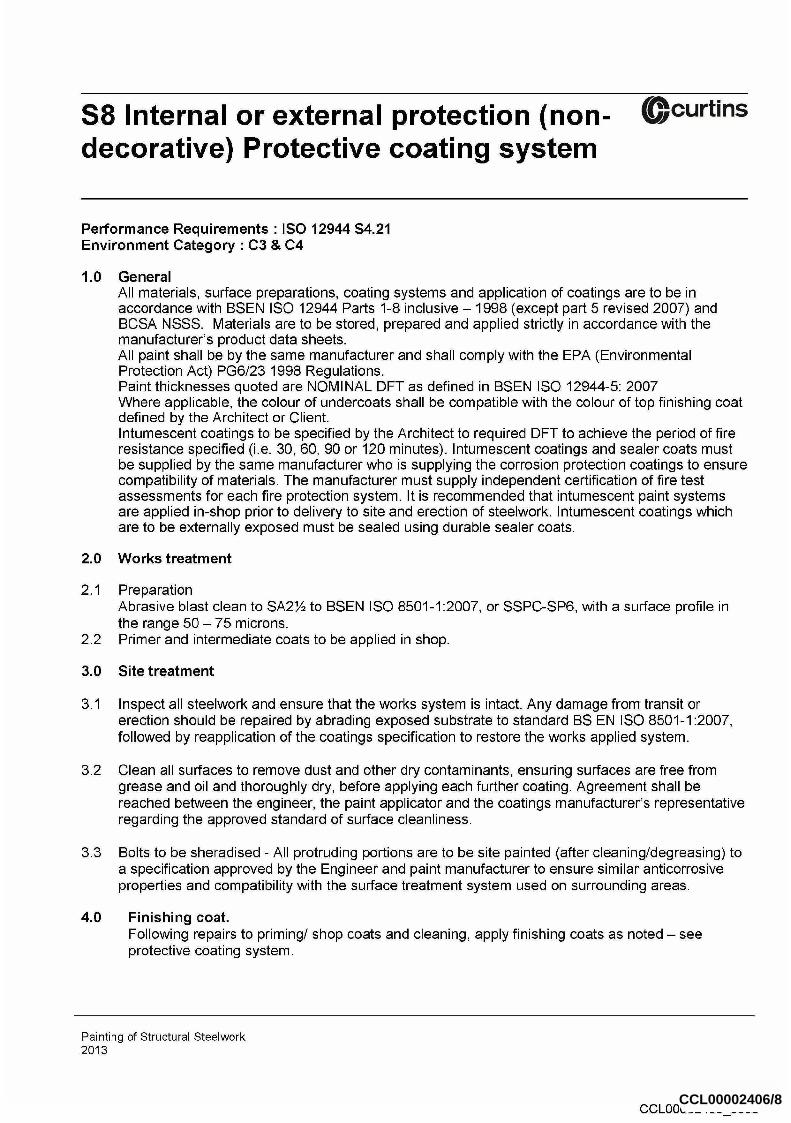
Performance Requirements : ISO 12944 S4.21 Environment Category : C3 & C4
1.0 General All materials, surface preparations, coating systems and application of coatings are to be in accordance with BSEN ISO 12944 Parts 1-8 inclusive - 1998 (except part 5 revised 2007) and BCSA NSSS. Materials are to be stored, prepared and applied strictly in accordance with the manufacturer's product data sheets. All paint shall be by the same manufacturer and shall comply with the EPA (Environmental Protection Act) PG6/23 1998 Regulations. Paint thicknesses quoted are NOMINAL DFT as defined in BSEN ISO 12944-5: 2007 Where applicable, the colour of undercoats shall be compatible with the colour of top finishing coat defined by the Architect or Client. Intumescent coatings to be specified by the Architect to required DFT to achieve the period of fire resistance specified (i.e. 30, 60, 90 or 120 minutes). Intumescent coatings and sealer coats must be supplied by the same manufacturer who is supplying the corrosion protection coatings to ensure compatibility of materials. The manufacturer must supply independent certification of fire test assessments for each fire protection system. It is recommended that intumescent paint systems are applied in-shop priorto delivery to site and erection of steelwork. Intumescent coatings which are to be externally exposed must be sealed using durable sealer coats.
2.0 Works treatment
2.1 Preparation Abrasive blast clean to SA21
/4 to BSEN ISO 8501-1:2007, or SSPC-SP6, with a surface profile in the range 50 - 75 microns.
2.2 Primer and intermediate coats to be applied in shop.
3.0 Site treatment
3.1 Inspect all steelwork and ensure that the works system is intact. Any damage from transit or erection should be repaired by abrading exposed substrate to standard BS EN ISO 8501-1:2007, followed by reapplication of the coatings specification to restore the works applied system.
3.2 Clean all surfaces to remove dust and other dry contaminants, ensuring surfaces are free from grease and oil and thoroughly dry, before applying each further coating. Agreement shall be reached between the engineer, the paint applicator and the coatings manufacturer's representative regarding the approved standard of surface cleanliness.
3.3 Bolts to be sheradised - All protruding portions are to be site painted (after cleaning/degreasing) to a specification approved by the Engineer and paint manufacturer to ensure similar anticorrosive properties and compatibility with the surface treatment system used on surrounding areas.
4.0 Finishing coat. Following repairs to priming/ shop coats and cleaning, apply finishing coats as noted - see protective coating system.
Painting of Structural Steelwork 2013
CCL00002406 0008 CCL00002406/8

S8 Internal or external protection (non- ©curtins decorative) Protective coating system
5.0 Health & safety Health and Safety precautions to be taken in accordance with Health and Safety Executive Regulations and manufacturers recommendations relating to the storage, transportation, preparation and application of the materials. All relevant information will be contained in the relevant product technical and safety data sheets, which shall be made available to all parties, and form part of the COSHH assessment to be prepared before commencement of any works.. It is the Contractors responsibility to apply the relevant precautionary procedures for the safety of operators and others in the vicinity during painting.
1. Works Coatings Following abrasive blast cleaning to SA21/2. Primer Coating Two pack high solids high build epoxy zinc phosphate primer to 80 microns DFT.
2. Finishing Coatings Following repair to priming/ shop coats and cleaning. Finishing Coating (Workshop applied.) Two pack high solids high build epoxy micaceous iron oxide to 170microns DFT.
3. Cavity Steelwork Coatings Following repair to priming/ shop coats. A) Cavity steel with 40mm separation from outer leaf. No additional coating required
B) Cavity Steel in contact with outer leaf (on top of Primer Coating) Epoxy / PU to 280 microns DFT or
Epoxy / Zinc to 60 microns DFT and Epoxy / PU to 180 microns DFT
Total DFT 250 Microns
Total DFT 250 Microns
Total DFT 320 - 360 Microns.
Painting of Structural Steelwork 2013
CCL00002406 0009 CCL00002406/9

S8 Internal or external protection (non- ©curtins decorative) Protective coating system
7.0 Approved paint suppliers
The following manufacturers are known to be able to comply with this specification though other companies may be used subject to the approval of Curtins.
Crosbie Casco Wood Lane Partington Manchester M31 4ND
Sherwin-Williams Tower Works Kestor Street Bolton BL2 2AL
International Paint Ltd Stoneygate Lane Felling Gateshead NE10 JY
PPG Protective &
Marine Coatings
Unit 3 Maisies
Way
The Village,
Carter Lane
South Normanton,
Derbyshire
DE55
2DS
8.0 Inspection reports
Inspection reports on the standard of surface preparation, measurements of Dry Film thickness of each coat in accordance with BSEN ISO 12944 Part 8, EN ISO 19840:2000 are to be provided for all steelwork. The dry film thickness per coating shall be within the limits provided by these standards.
The condition of paint skin as erected on site must be stated in the inspection report, together with the nature and extent of any remedial works required.
Painting of Structural Steelwork 2013
CCL00002406 0010 CCL00002406/10

S10 Internal or external protection ©curtins (decorative) Protective coating system
Performance Requirements : ISO 12944 S4.21 Environment Category : C3 & C4
1.0 General All materials, surface preparations, coating systems and application of coatings are to be in accordance with BSEN ISO 12944 Parts 1-8 inclusive - 1998 (except part 5 revised 2007) and BCSA NSSS. Materials are to be stored, prepared and applied strictly in accordance with the manufacturer's product data sheets. All paint shall be by the same manufacturer and shall comply with the EPA (Environmental Protection Act) PG6/23 1998 Regulations. Paint thicknesses quoted are NOMINAL DFT as defined in BSEN ISO 12944-5: 2007 Where applicable, the colour of undercoats shall be compatible with the colour of top finishing coat defined by the Architect or Client. Intumescent coatings to be specified by the Architect to required DFT to achieve the period of fire resistance specified (i.e. 30, 60, 90 or 120 minutes). Intumescent coatings and sealer coats must be supplied by the same manufacturer who is supplying the corrosion protection coatings to ensure compatibility of materials. The manufacturer must supply independent certification of fire test assessments for each fire protection system. It is recommended that intumescent paint systems are applied in-shop priorto delivery to site and erection of steelwork. Intumescent coatings which are to be externally exposed must be sealed using durable sealer coats.
2.0 Works treatment
2.1 Preparation Abrasive blast clean to SA2% to BSEN ISO 8501-1:2007, or SSPC-SP6, with a surface profile in the range 50 - 75 microns.
2.2 Primer and intermediate coats to be applied in shop.
3.0 Site treatment
3.1 Inspect all steelwork and ensure that the works system is intact. Any damage from transit or erection should be repaired by abrading exposed substrate to standard BS EN ISO 8501-1:2007, followed by reapplication of the coatings specification to restore the works applied system.
3.2 Clean all surfaces to remove dust and other dry contaminants, ensuring surfaces are free from grease and oil and thoroughly dry, before applying each further coating. Agreement shall be reached between the engineer, the paint applicator and the coatings manufacturer's representative regarding the approved standard of surface cleanliness.
3.3 Bolts to be sheradised - All protruding portions are to be site painted (after cleaning/degreasing) to a specification approved by the Engineer and paint manufacturer to ensure similar anticorrosive properties and compatibility with the surface treatment system used on surrounding areas.
4.0 Finishing coat. Following repairs to priming/ shop coats and cleaning, apply finishing coats as noted - see protective coating system.
Painting of Structural Steelwork 2013
CCL00002406 0011 CCL00002406/11

S10 Internal or external protection ©curtins (decorative) Protective coating system
5.0 Health & safety Health and Safety precautions to be taken in accordance with Health and Safety Executive Regulations and manufacturers recommendations relating to the storage, transportation, preparation and application of the materials. All relevant information will be contained in the relevant product technical and safety data sheets, which shall be made available to all parties, and form part of the COSHH assessment to be prepared before commencement of any works.. It is the Contractors responsibility to apply the relevant precautionary procedures for the safety of operators and others in the vicinity during painting.
6.0 1. Works Coatings Following abrasive blast cleaning to SA21/2 Primer Coating Two pack high solids high build epoxy zinc rich primer to 80 microns DFT. plus Two pack high solids epoxy micaceous iron oxide to 110 microns DFT. 2. Finishing Coatings Following repair to priming/ shop coats and cleaning. Finishing Coating (Workshop or site applied.) Two pack modified acrylic finish to 50 microns DFT.
3. Cavity Steelwork Coatings Following repair to primer. A) Cavity steel with 40mm separation from outer leaf. No additional coating required
B) Cavity Steel in contact with outer leaf, (on top of Primer Coating) Epoxy / PU to 280 microns DFT or
Epoxy / Zinc to 60 microns DFT and Epoxy / PU to 180 microns DFT
Total DFT 240 Microns
Total DFT 240 Microns
Total DFT 430 - 470 Microns.
Painting of Structural Steelwork 2013
CCL00002406 0012 CCL00002406/12

S10 Internal or external protection ©curtins (decorative) Protective coating system
7.0 Approved paint suppliers
The following manufacturers are known to be able to comply with this specification though other companies may be used subject to the approval of Curtins.
Crosbie Casco Wood Lane Partington Manchester M31 4ND
Sherwin-Williams Tower Works Kestor Street Bolton BL2 2AL
International Paint Ltd Stoneygate Lane Felling Gateshead NE10 JY
PPG Protective &
Marine Coatings
Unit 3 Maisies
Way
The Village,
Carter Lane
South Normanton,
Derbyshire
DE55
2DS
8.0 Inspection reports
Inspection reports on the standard of surface preparation, measurements of Dry Film thickness of each coat in accordance with BSEN ISO 12944 Part 8, EN ISO 19840:2000 are to be provided for all steelwork. The dry film thickness per coating shall be within the limits provided by these standards.
The condition of paint skin as erected on site must be stated in the inspection report, together with the nature and extent of any remedial works required.
Painting of Structural Steelwork 2013
CCL00002406 0013 CCL00002406/13
S11 Internal or external protection (non- ©curtins decorative) Protective coating system
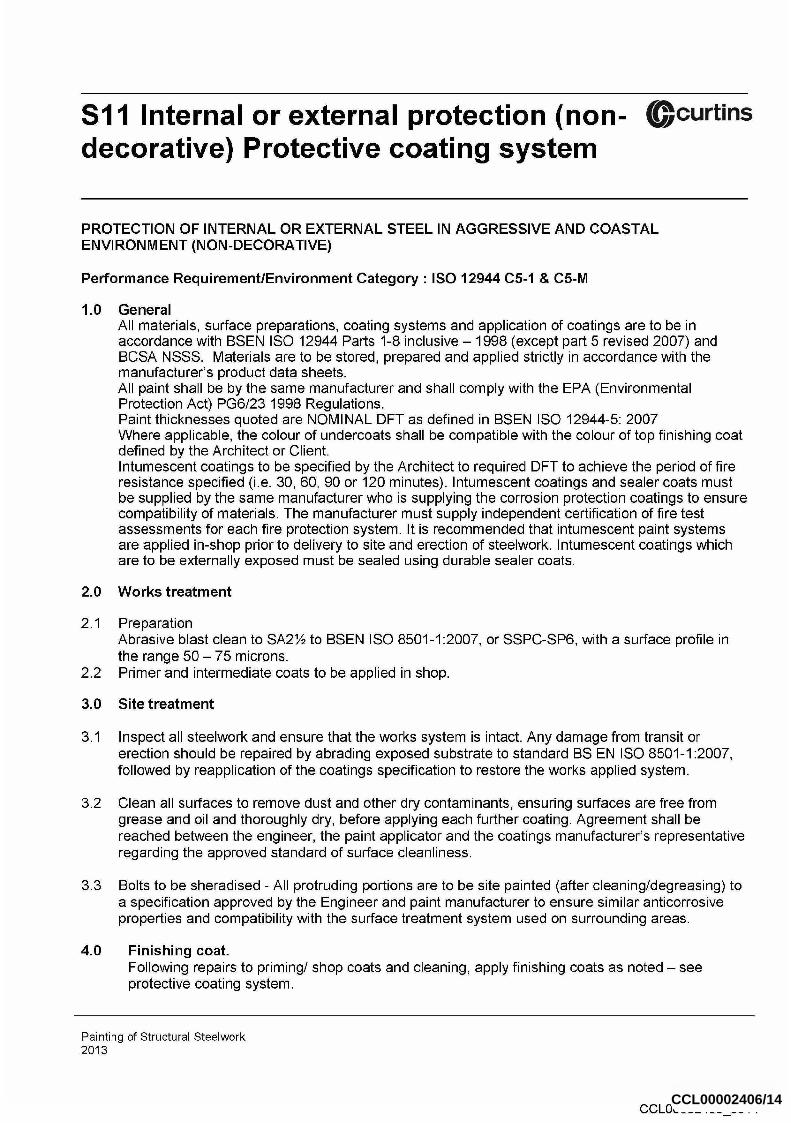
PROTECTION OF INTERNAL OR EXTERNAL S T E E L IN AGGRESSIVE AND COASTAL ENVIRONMENT (NON-DECORATIVE)
Performance Requirement/Environment Category : ISO 12944 C5-1 & C5-M
1.0 General All materials, surface preparations, coating systems and application of coatings are to be in accordance with BSEN ISO 12944 Parts 1-8 inclusive - 1998 (except part 5 revised 2007) and BCSA NSSS. Materials are to be stored, prepared and applied strictly in accordance with the manufacturer's product data sheets. All paint shall be by the same manufacturer and shall comply with the EPA (Environmental Protection Act) PG6/23 1998 Regulations. Paint thicknesses quoted are NOMINAL DFT as defined in BSEN ISO 12944-5: 2007 Where applicable, the colour of undercoats shall be compatible with the colour of top finishing coat defined by the Architect or Client. Intumescent coatings to be specified by the Architect to required DFT to achieve the period of fire resistance specified (i.e. 30, 60, 90 or 120 minutes). Intumescent coatings and sealer coats must be supplied by the same manufacturer who is supplying the corrosion protection coatings to ensure compatibility of materials. The manufacturer must supply independent certification of fire test assessments for each fire protection system. It is recommended that intumescent paint systems are applied in-shop priorto delivery to site and erection of steelwork. Intumescent coatings which are to be externally exposed must be sealed using durable sealer coats.
2.0 Works treatment
2.1 Preparation Abrasive blast clean to SA2% to BSEN ISO 8501-1:2007, or SSPC-SP6, with a surface profile in the range 50 - 75 microns.
2.2 Primer and intermediate coats to be applied in shop.
3.0 Site treatment
3.1 Inspect all steelwork and ensure that the works system is intact. Any damage from transit or erection should be repaired by abrading exposed substrate to standard BS EN ISO 8501-1:2007, followed by reapplication of the coatings specification to restore the works applied system.
3.2 Clean all surfaces to remove dust and other dry contaminants, ensuring surfaces are free from grease and oil and thoroughly dry, before applying each further coating. Agreement shall be reached between the engineer, the paint applicator and the coatings manufacturer's representative regarding the approved standard of surface cleanliness.
3.3 Bolts to be sheradised - All protruding portions are to be site painted (after cleaning/degreasing) to a specification approved by the Engineer and paint manufacturer to ensure similar anticorrosive properties and compatibility with the surface treatment system used on surrounding areas.
4.0 Finishing coat. Following repairs to priming/ shop coats and cleaning, apply finishing coats as noted - see protective coating system.
Painting of Structural Steelwork 2013
CCL00002406 0014 CCL00002406/14
S11 Internal or external protection (non- ©curtins decorative) Protective coating system
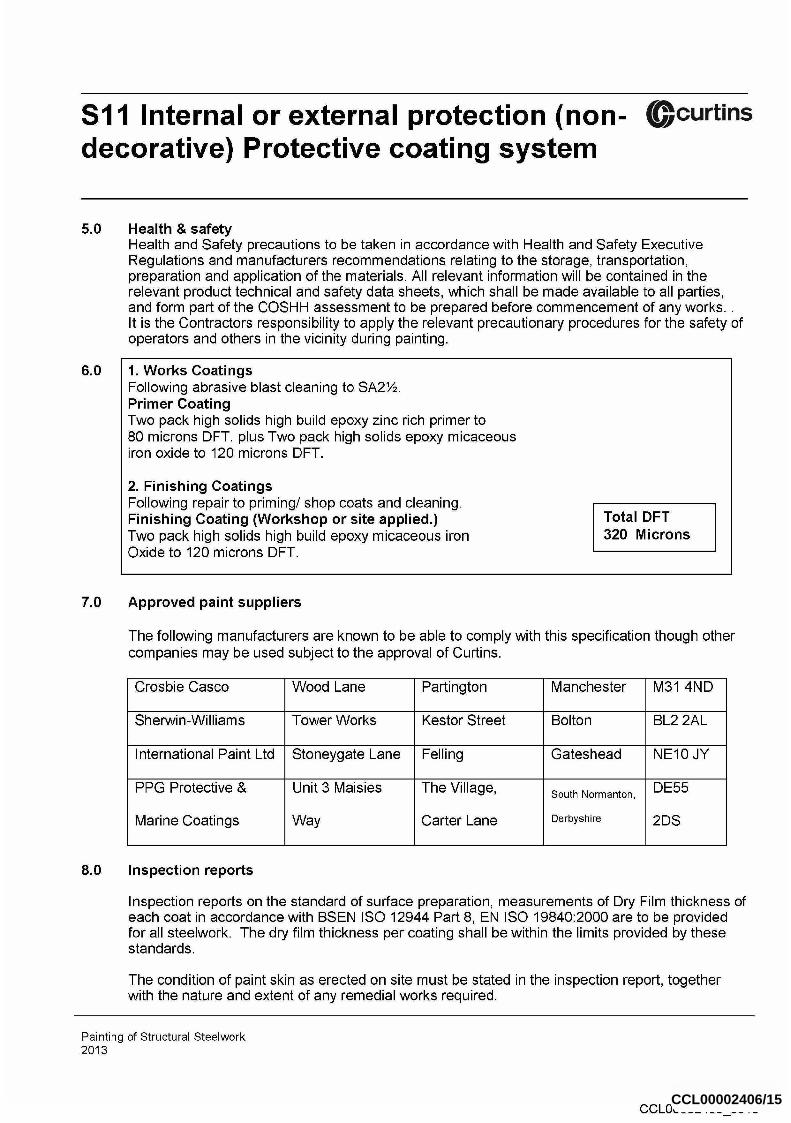
5.0 Health & safety Health and Safety precautions to be taken in accordance with Health and Safety Executive Regulations and manufacturers recommendations relating to the storage, transportation, preparation and application of the materials. All relevant information will be contained in the relevant product technical and safety data sheets, which shall be made available to all parties, and form part of the COSHH assessment to be prepared before commencement of any works.. It is the Contractors responsibility to apply the relevant precautionary procedures for the safety of operators and others in the vicinity during painting.
1. Works Coatings Following abrasive blast cleaning to SA21/4. Primer Coating Two pack high solids high build epoxy zinc rich primer to 80 microns DFT. plus Two pack high solids epoxy micaceous iron oxide to 120 microns DFT.
2. Finishing Coatings Following repair to priming/ shop coats and cleaning. Finishing Coating (Workshop or site applied.) Two pack high solids high build epoxy micaceous iron Oxide to 120 microns DFT.
Total DFT 320 Microns
7.0 Approved paint suppliers
The following manufacturers are known to be able to comply with this specification though other companies may be used subject to the approval of Curtins.
Crosbie Casco Wood Lane Partington Manchester M31 4ND
Sherwin-Williams Tower Works Kestor Street Bolton BL2 2AL
International Paint Ltd Stoneygate Lane Felling Gateshead NE10 JY
PPG Protective &
Marine Coatings
Unit 3 Maisies
Way
The Village,
Carter Lane
South Normanton,
Derbyshire
DE55
2DS
8.0 Inspection reports
Inspection reports on the standard of surface preparation, measurements of Dry Film thickness of each coat in accordance with BSEN ISO 12944 Part 8, EN ISO 19840:2000 are to be provided for all steelwork. The dry film thickness per coating shall be within the limits provided by these standards.
The condition of paint skin as erected on site must be stated in the inspection report, together with the nature and extent of any remedial works required.
Painting of Structural Steelwork 2013
CCL00002406 0015 CCL00002406/15

S12 Internal or External Protection ©curtins (decorative) Protective coating system
PROTECTION OF INTERNAL OR EXTERNAL S T E E L IN AGGRESSIVE AND COASTAL ENVIRONMENT (DECORATIVE)
Performance Requirements/Environment Category : ISO 12944 C5-1 & C5-M
1.0 General All materials, surface preparations, coating systems and application of coatings are to be in accordance with BSEN ISO 12944 Parts 1-8 inclusive - 1998 (except part 5 revised 2007) and BCSA NSSS. Materials are to be stored, prepared and applied strictly in accordance with the manufacturer's product data sheets. All paint shall be by the same manufacturer and shall comply with the EPA (Environmental Protection Act) PG6/23 1998 Regulations. Paint thicknesses quoted are NOMINAL DFT as defined in BSEN ISO 12944-5: 2007 Where applicable, the colour of undercoats shall be compatible with the colour of top finishing coat defined by the Architect or Client. Intumescent coatings to be specified by the Architect to required DFT to achieve the period of fire resistance specified (i.e. 30, 60, 90 or 120 minutes). Intumescent coatings and sealer coats must be supplied by the same manufacturer who is supplying the corrosion protection coatings to ensure compatibility of materials. The manufacturer must supply independent certification of fire test assessments for each fire protection system. It is recommended that intumescent paint systems are applied in-shop priorto delivery to site and erection of steelwork. Intumescent coatings which are to be externally exposed must be sealed using durable sealer coats.
2.0 Works treatment
2.1 Preparation Abrasive blast clean to SA2% to BSEN ISO 8501-1:2007, or SSPC-SP6, with a surface profile in the range 50 - 75 microns.
2.2 Primer and intermediate coats to be applied in shop.
3.0 Site treatment
3.1 Inspect all steelwork and ensure that the works system is intact. Any damage from transit or erection should be repaired by abrading exposed substrate to standard BS EN ISO 8501-1:2007, followed by reapplication of the coatings specification to restore the works applied system.
3.2 Clean all surfaces to remove dust and other dry contaminants, ensuring surfaces are free from grease and oil and thoroughly dry, before applying each further coating. Agreement shall be reached between the engineer, the paint applicator and the coatings manufacturer's representative regarding the approved standard of surface cleanliness.
3.3 Bolts to be sheradised - All protruding portions are to be site painted (after cleaning/degreasing) to a specification approved by the Engineer and paint manufacturer to ensure similar anticorrosive properties and compatibility with the surface treatment system used on surrounding areas.
4.0 Finishing coat. Following repairs to priming/ shop coats and cleaning, apply finishing coats as noted - see
protective coating system.
Painting of Structural Steelwork 2013
CCL00002406 0016 CCL00002406/16
S12 Internal or External Protection ©curtins (decorative) Protective coating system
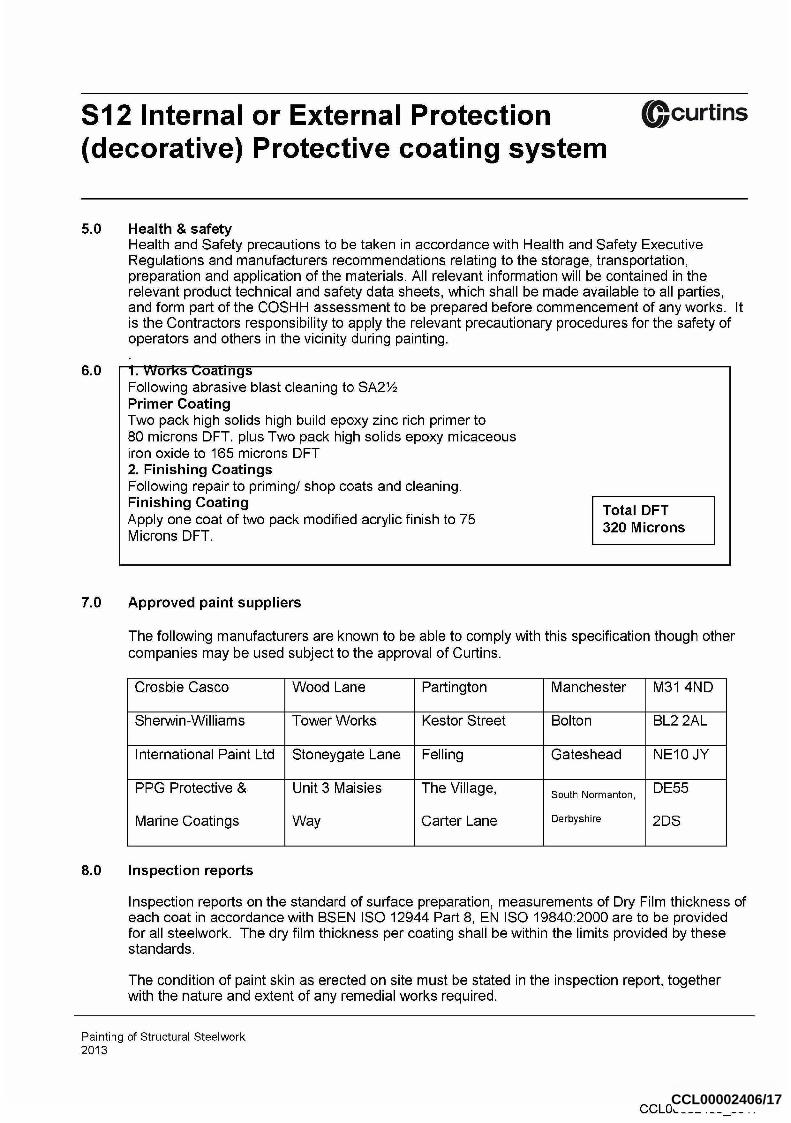
5.0 Health & safety Health and Safety precautions to be taken in accordance with Health and Safety Executive Regulations and manufacturers recommendations relating to the storage, transportation, preparation and application of the materials. All relevant information will be contained in the relevant product technical and safety data sheets, which shall be made available to all parties, and form part of the COSHH assessment to be prepared before commencement of any works. It is the Contractors responsibility to apply the relevant precautionary procedures for the safety of operators and others in the vicinity during painting.
6.0 | 1. Works Coatings Following abrasive blast cleaning to SA21/4 Primer Coating Two pack high solids high build epoxy zinc rich primer to 80 microns DFT. plus Two pack high solids epoxy micaceous iron oxide to 165 microns DFT 2. Finishing Coatings Following repair to priming/ shop coats and cleaning. Finishing Coating Apply one coat of two pack modified acrylic finish to 75 Microns DFT.
Total DFT 320 Microns
7.0 Approved paint suppliers
The following manufacturers are known to be able to comply with this specification though other companies may be used subject to the approval of Curtins.
Crosbie Casco Wood Lane Partington Manchester M31 4ND
Sherwin-Williams Tower Works Kestor Street Bolton BL2 2AL
International Paint Ltd Stoneygate Lane Felling Gateshead NE10 JY
PPG Protective &
Marine Coatings
Unit 3 Maisies
Way
The Village,
Carter Lane
South Normanton,
Derbyshire
DE55
2DS
8.0 Inspection reports
Inspection reports on the standard of surface preparation, measurements of Dry Film thickness of each coat in accordance with BSEN ISO 12944 Part 8, EN ISO 19840:2000 are to be provided for all steelwork. The dry film thickness per coating shall be within the limits provided by these standards.
The condition of paint skin as erected on site must be stated in the inspection report, together with the nature and extent of any remedial works required.
Painting of Structural Steelwork 2013
CCL00002406 0017 CCL00002406/17

















