PREPARATION OF SPECIMEN FOR MICROSCOPIC EXAMINATION MATERIALS SCIENCE & METALLURGY DEPARTMENT OF MECHANICAL ENGINEERING B. Tech II, IV Semester 1) MAHAVEER SUTHAR (U15ME084) 2) DIVIJ GAJJAR (U15ME089) 3) VASAVA GAURANG(U15ME098)
Transcript
PREPARATION OF SPECIMEN FOR MICROSCOPIC EXAMINATION
MATERIALS SCIENCE & METALLURGY DEPARTMENT OF MECHANICAL ENGINEERING
B. Tech II, IV Semester1) MAHAVEER SUTHAR (U15ME084)
INTRODUCTION Metallography is the study of the microstructure of all types of metallic alloy typically using microscopy. • It can be more precisely defined as the scientific discipline of observing and determining the chemical and atomic structure.
•Metallurgical sample preparation is a key step in performing reliable metallurgical testing.
why this preparation?
•To find out the various phases present in the material.•To find out Approximate strength, and Hardness.•To find out Approximate composition material.•To find out the reason of failure of Material.•To study the constructional details of Metallurgical Microscope and observe the micro structure of the prepared specimen.
Purposes ….
Selection of piece from given specimen...
•It is important to study something that is representative of the whole specimen.•Cutting of that representative part must also be done very carefully.•Operations such as shearing produce severe cold work, which can alter the microstructure of a sample.
Copper specimen ground with 800 grit paper
SAMPLE PREPARATION
Consists of five major steps • sectioning • mounting• grinding• polishing• etching
MOUNTING• Small or oddly shaped specimens are mounted to facilitate
easy handling during preparation and examination• When the specimen to be tested is inexpensive and easily
available, a suitable size specimen may be cut and polished for examination
• Standard mounts usually measure 25 mm (1 in.), 32 mm (1.25 in.), or 38 mm (1.5 in.) in diameter
• Bakelite and diallyl phthalate are thermosetting resins which are most widely used as moulding material
• Transparent methyl methacrylate, polystyrene, polyvinyl chloride (PVC)are some of the thermoplastic resins used in moulding
• Both requires heat and pressure during molding. Thermosetting molds can be ejected from the mould at the moulding temperature, while thermoplastic resins must be cooled to ambient temperature under pressure
Properties of mounting material
• Should not influence the specimen as a result of chemical reaction• Should not impart any mechanical stresses• Should adhere well to the specimen
Mounting•Specimens can be hot mounted using a mounting press, either in a thermosetting plastic (e.g. phenolic resin), or a thermo-softening plastic (e.g. acrylic resin).
Hot Mounting Press•A typical mounting cycle will compress the specimen and mounting media to (28 MPa) and heat to a temperature of 350 °F (177 °C). The pressing mechanism is achieved by hydraulics.
•If hot mounting will alter the structure of the specimen a cold-setting resin can be used, e.g. epoxy, acrylic or polyester resin.
Mounting•A mounted specimen usually has a thickness of about half its diameter, to prevent rocking during grinding and polishing. •The edges of the mounted specimen should be rounded to minimise the damage to grinding and polishing discs.
GRINDING• To prepare the cut surface suitably for metallographic
examination as optically flat, reflective, smooth and scratch free
• Machining– involves the use of tools having cutting edges of controlled
shape like sawing, lathe turning, milling, and filing– used only for the preliminary stages of preparation
• Grinding and abrasion– uses abrasive particles whose projecting points act as the
cutting tools– the abrasive particles are cemented together into a block
whose exposed surface is the working surface
GRINDING
– Examples are abrasive cut-off wheels, grinding wheels, abrasive laps, and abrasive stones
– in another type, a layer of abrasive particles is cemented onto a cloth or paper backing, creating coated abrasive products
– Emery papers are typical example for this kind• Grinding employ high surface speeds were heating of the
surface layers may occur• Abrasion uses low surface speeds, hence no significant
heating takes place
•After removing the scratches with the help of bench grinder then the specimen through 90 degree and again grind it on belt grinder to remove scratches formed by the wheel of the bench grinder and make surface completely flat.
Bench grinder
GRINDING
Belt grinder
• Turn the specimen through 90 degrees and using emery paper go on publishing. The specimen consequently with 1/0,2/0,3/0,4/0 papers each time turning the specimen through 90 degrees while switching over to next emery paper.
Emery paper
GRINDING
Coarse Grinding•The purpose of the coarse grinding stage is to generate the initial flat surface necessary for the subsequent grinding and polishing steps.
• • Course grinding can be
accomplished either wet or dry using 80 to 180 grit electrically powered disks or belts.
• Care must be taken to avoid significant heating of the sample.
• Grinding belt material is usually made of SiC paper.
• Rotate the specimen by 90⁰ on every grade-change
Fine Grinding
•Each grinding stage removes the scratches.•This is more easily achieved by orienting the specimen perpendicular to scratches•Between each grade the specimen is washed thoroughly with soapy water to prevent contamination from coarser grit present on the specimen surface.•In general, successive steps are 240, 320, 400 and 600 grit SiC and the grinding rate should steadily decrease from one stage to the next.
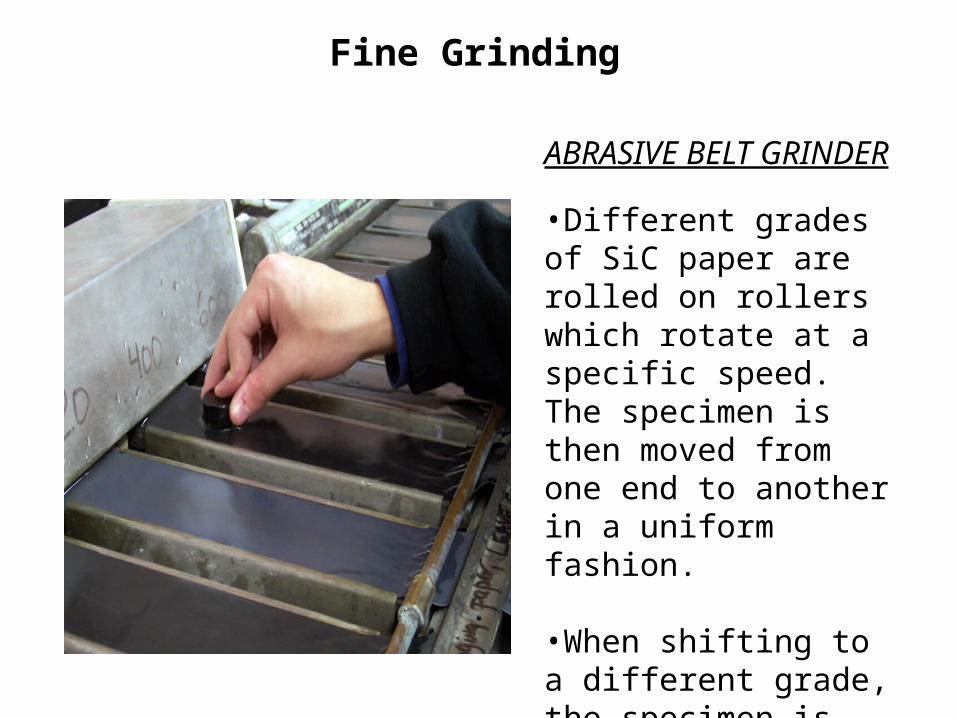
ABRASIVE BELT GRINDER
•Different grades of SiC paper are rolled on rollers which rotate at a specific speed. The specimen is then moved from one end to another in a uniform fashion.
•When shifting to a different grade, the specimen is rotated by an angle of 90⁰.
Fine Grinding
EMERY PAPER
•A grayish black form of corundum containing iron oxide or other impurities
•It is used in form of powder form as an abrasive
•Made from milled emery rock, bonded or sized to paper with an animal glue for water resistance
•Coarse to fine : 40,46,54,60,70,80,90,100,120,180,220,320f,ff
POLISHING
•Polishing involves the use of abrasives, suspended in a water solution, on a cloth-covered electrically powered wheel.•In intermediate polishing, SiC paper of different grades are used. Again, the specimen is rotated while switching from one grade to another. The operation is carried out on a disc with the sandpaper stretched across it.
Polishing
• Manual polishing is done by rotating specimen by hand against a cloth that has been charged with a fine abrasive and an appropriate liquid, and then has been stretched across a flat backing surface
• Diamond, alumina (Al2O3), and magnesium oxide (MgO) are the abrasives most commonly used for polishing
• Mechanized processes are less time consuming and laborious than manual operations
• The paper or cloth is attached to the surface of a wheel that is rotated at a comparatively low speed in a horizontal plane
• The specimen is held against the working surface of a wheel and rotated slowly in a direction opposite that of the wheel
Polishing• Following the final 600 grit fine-grinding stage, the sample must
be washed and carefully dried before proceeding to the first polishing stage.
• Beginning with 25-micron suspended aluminium oxide particles (suspended in water) on a Nylon-cloth, the final fine-grinding surface layer resulting from the previous grinding procedure should be completely removed with a rotation rate of 150-200 rpm.
• Wash the specimen and move on to finer suspended particles on separate cloth.
• The final polishing stage with 1-micron suspended aluminium oxide or diamond particles should be carried out on a separate polishing wheel at a slower speed of 100 - 150 rpm using a napped cloth. After 1 or 2 minutes a properly polished specimen should have a mirror-like surface free of scratches
•Water-soluble lubricants that have an oily feel are recommended for most polishing applications. The water-soluble lubricants are easily washed away in warm tap water.•Oil based lubricants can be used for polishing but are not as easy to remove. •Diamond pastes and slurries are usually available as either water- or oil-based suspensions. • velvet is used for final polishing purpose.
Material used for polishing
•Double Disc Polishing Machine
•For fine polishing, this machine is used with a napped cloth fixed atop it. Diamond particles or Al2O3 is suspended in distilled water in a light slurry. The disc is rotated and the specimen is held with mild pressure to absolutely remove scratches.
Polishing(fine polishing)
•The polishing should be continued till a Mirror polished surface is obtained.
The grinding and polishing procedure for steel sample preparation is as given below
Polishing
ETCHING• Metallographic etching is the process of revealing microstructural
details that would otherwise not be evident on the as-polished sample.
• Properties revealed by etching– grain size– Segregation, etc.
• The specimen after polishing needs to be properly washed and cleaned with distilled water and after proper drying, the etching reagent is applied by various methods.
• Etching process should be selectivity to the material that has to be removed.
• Types of Etching:– Chemical Etching– Electrolytic etching– Heat tinting
a) Polished but unetched surface gives a clean image but no details about the microstructure of the specimen
b) Etched surface: When the specimen has grains with same orientations, only the grain boundaries are visible.
c) Etched surface: When the specimen has grains oriented differently, each grain reacts differently to give varying colours.
Etching
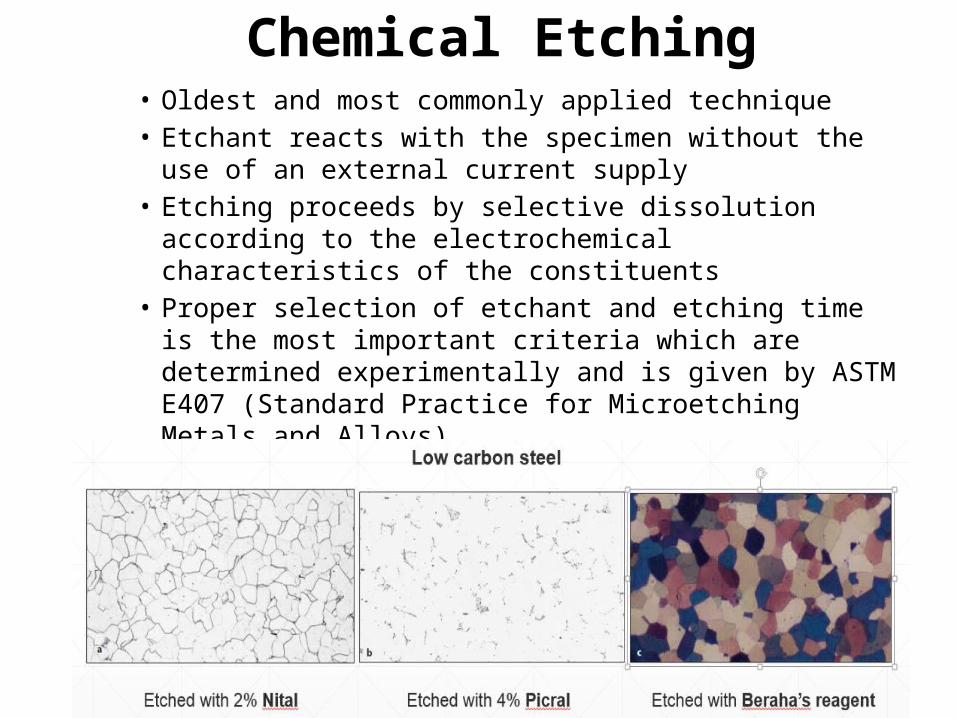
Chemical Etching• Oldest and most commonly applied technique• Etchant reacts with the specimen without the use of an external
current supply• Etching proceeds by selective dissolution according to the
electrochemical characteristics of the constituents• Proper selection of etchant and etching time is the most important
criteria which are determined experimentally and is given by ASTM E407 (Standard Practice for Microetching Metals and Alloys)
• Microstructure obtained is decided by etchant and etching time
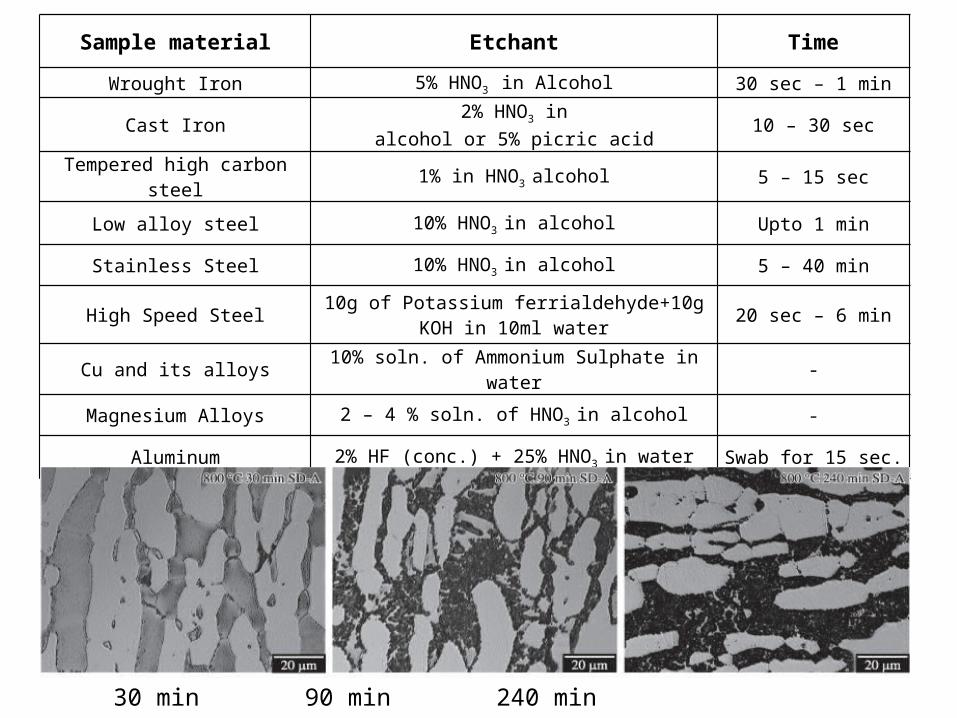
Sample material Etchant Time
Wrought Iron 5% HNO3 in Alcohol 30 sec – 1 min
Cast Iron 2% HNO3 inalcohol or 5% picric acid 10 – 30 sec
Tempered high carbon steel 1% in HNO3 alcohol 5 – 15 sec
Low alloy steel 10% HNO3 in alcohol Upto 1 min
Stainless Steel 10% HNO3 in alcohol 5 – 40 min
High Speed Steel 10g of Potassium ferrialdehyde+10g KOH in 10ml water 20 sec – 6 min
Cu and its alloys 10% soln. of Ammonium Sulphate in water -
Magnesium Alloys 2 – 4 % soln. of HNO3 in alcohol -
Aluminum 2% HF (conc.) + 25% HNO3 in water Swab for 15 sec.
30 min 90 min 240 min
Electrolytic Etching
• In electrolytic (anodic) etching, electrical potential is applied to the specimen using an external circuit
• During electrolytic etching, positive metal ions leave the specimen surface and diffuse into the electrolyte
• Typical examples are platinum, graphite and stainless steels.
Heat tinting
•Process of oxidizing a sample in a furnace. This induces oxidation of surface features at different rates, to reveal various features.•Coloration of the surface takes place at different rates according to the reaction characteristics of different elements.•The observed interference colours allow the differentiation of phases and grains.
Final step• After etching process, the specimen needs to be washed again in
distilled water to remove any excess reagent present on it. • If not washed, under microscopic observation, there might be
aberrations in the colour of the sample. • Also, slow and continuous reaction for a long time may take place
because of which we cannot use the sample for proper microscopic observation.
• Cleaning can also be done by placing a drop of spirit and drying it.• After washing, it can be dried using a low power blower.
• Finally, the specimen is ready for observation under microscope.
Precaution
• cleanliness : basically in polishing in we want better polishing, to do so our hand as well as sample must be free from abrasive.•Wear Goggles and gloves while handling chemicals.•Do not eat or drink while working in the lab.•Throw away the left over etchants into the sink immediately after using it.