25
SPRING 2019 CL 4003 PETROCHEMICALS AND REFINERY ENGINEERING Lecture 29/30 Department of Chemical Engineering Birla Institute of Technology Mesra, Ranchi 1
SPRING 2019
CL 4003 PETROCHEMICALS AND REFINERY ENGINEERING
Lecture 29/30
Department of Chemical Engineering
Birla Institute of Technology Mesra, Ranchi1
AROMATICS PRODUCTION
PROCESSES
2
✓ An aromatics complex is a combination of process units that
can be used to convert petroleum naphtha and pyrolysis
gasoline (pygas) into the basic petrochemical intermediates:
benzene, toluene, and xylenes (BTX).
3
Primary Fractionation
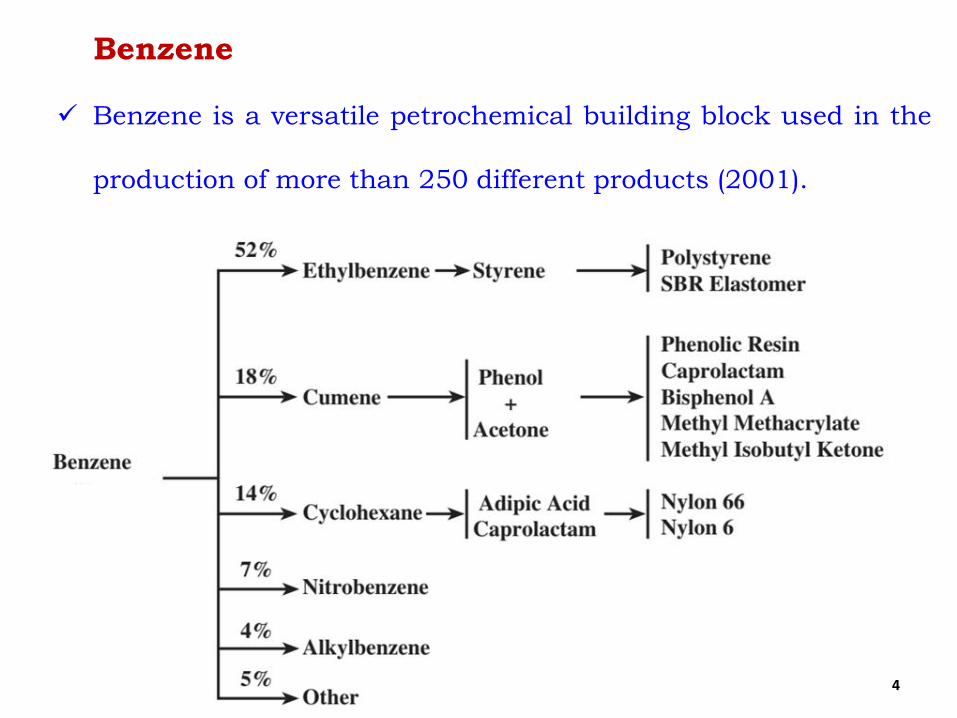
✓ Benzene is a versatile petrochemical building block used in the
production of more than 250 different products (2001).
4
Benzene
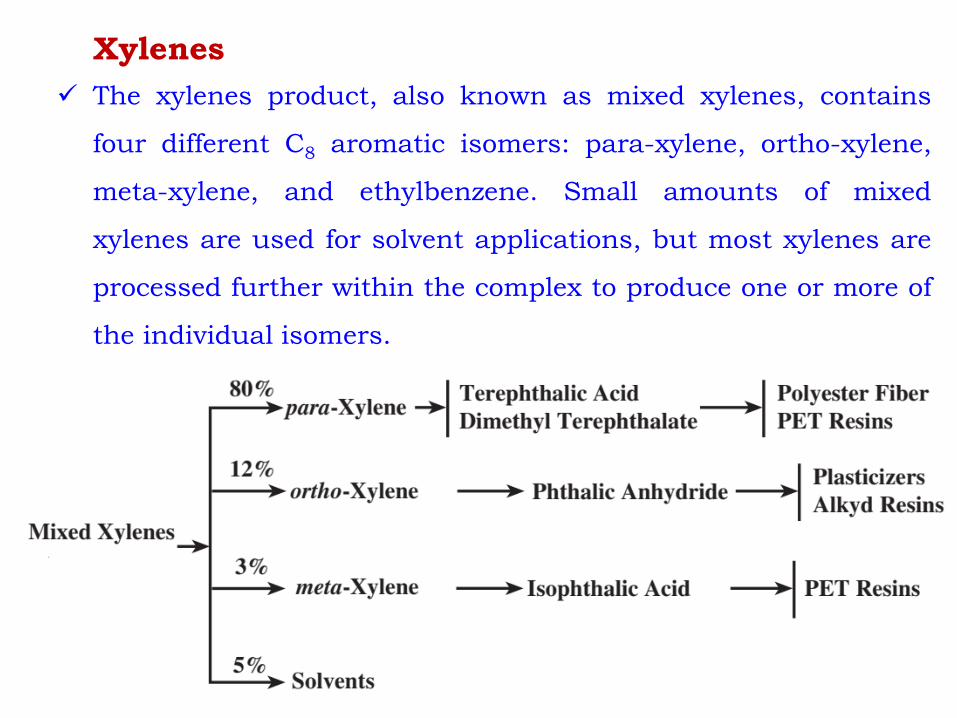
✓ The xylenes product, also known as mixed xylenes, contains
four different C8 aromatic isomers: para-xylene, ortho-xylene,
meta-xylene, and ethylbenzene. Small amounts of mixed
xylenes are used for solvent applications, but most xylenes are
processed further within the complex to produce one or more of
the individual isomers.
5
Xylenes
✓ A small amount of toluene is recovered for use in solvent
applications and derivatives, but most toluene is used to
produce benzene and xylenes.
✓ Toluene is becoming increasingly important for the production
of xylenes through toluene disproportionation and
transalkylation with C9 aromatics.
6
Toluene
7
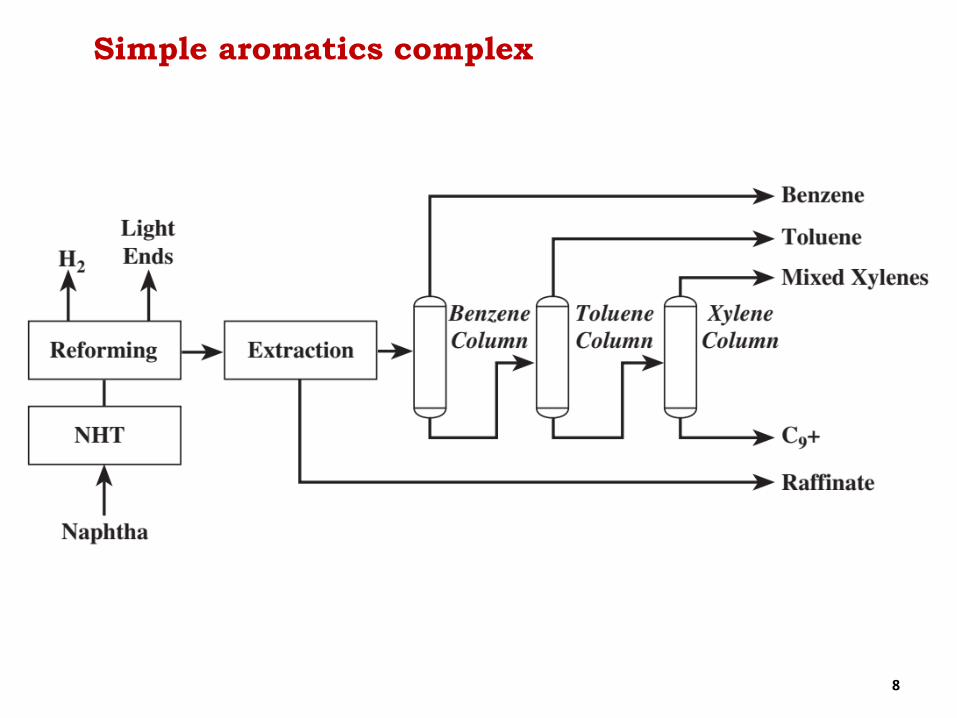
CONFIGURATIONS
Aromatics complexes can have many different configurations. The
simplest complex produces only benzene, toluene, and mixed
xylenes and consists of the following major process units:
● Naphtha hydrotreating for the removal of sulfur and nitrogen
contaminants,
● Catalytic reforming for the production of aromatics from
naphtha,
● Aromatics extraction for the extraction of BTX.
8
Simple aromatics complex
9
Integrated UOP aromatics complex
✓ Most new aromatics complexes are designed to maximize the
yield of benzene and para-xylene and sometimes ortho-
xylene. The configuration of a modern, integrated UOP
aromatics complex is shown in Figure. This complex has been
configured for maximum yield of benzene and para-xylene and
includes the following UOP process technologies:
10
Integrated UOP aromatics complex
● CCR Platforming for the production of aromatics from naphtha
at high severity,
● Sulfolane, on extractive distillation for the recovery of benzene
and toluene,
● Parex for the recovery of para-xylene by continuous adsorptive
separation
● Isomar for the isomerization of xylenes and the conversion of
ethylbenzene
● Tatoray for the conversion of toluene and heavy aromatics to
xylenes and benzene
11
Integrated UOP aromatics complex
12
DESCRIPTION OF THE PROCESS FLOW
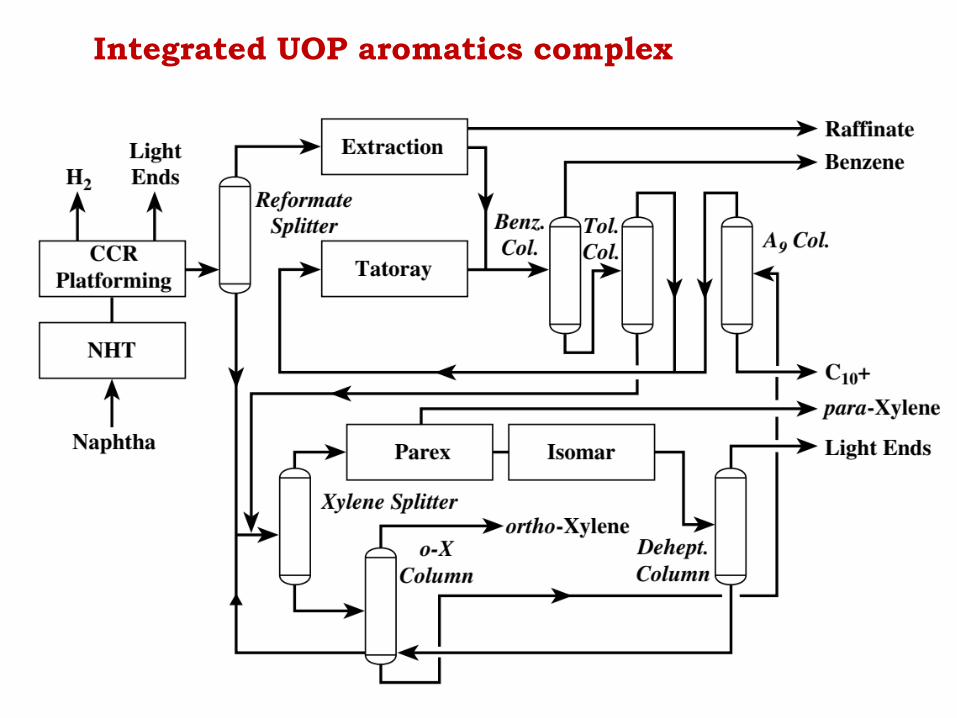
✓ The naphtha is first hydrotreated to remove sulfur and nitrogen
compounds and then sent to a CCR Platforming unit, where
paraffins and naphthenes are converted to aromatics. The CCR
Platforming unit is designed to run at high severity to
maximize the production of aromatics. The reformate
product from the CCR Platforming unit is sent to a debutanizer
column within the Platforming unit to strip off the light ends.
13
DESCRIPTION OF THE PROCESS FLOW
✓ The reformate from the CCR Platforming unit is sent to a
reformate splitter column. The C7- fraction from the
overhead is sent to the Sulfolane unit for extraction of
benzene and toluene. The C8+ fraction from the bottom of the
reformate splitter is sent to the xylene recovery section of the
complex.
14
DESCRIPTION OF THE PROCESS FLOW
✓ The Sulfolane unit extracts the aromatics from the reformate
splitter overhead and rejects a paraffinic raffinate stream. High-
purity benzene and toluene products are recovered in the
benzene-toluene (BT) fractionation section of the complex.
✓ The C8+ material from the bottom of the toluene column is sent
to the xylene recovery section of the complex.
✓ The raffinate from the Sulfolane unit may be further refined into
paraffinic solvents, blended into gasoline, used as feedstock for
an ethylene plant, or converted to additional benzene by an RZ-
100 Platforming unit.
15
DESCRIPTION OF THE PROCESS FLOW
✓ Toluene is usually blended with C9 and C10 aromatics (A9+) from
the overhead of the A9 column and charged to a Tatoray unit for
the production of additional xylenes and benzene.
✓ The effluent from the Tatoray unit is sent to a stripper column
within the Tatoray unit to remove light ends. After that, it is
sent to the BT fractionation section, where the benzene product
is recovered and the xylenes are fractionated out and sent to the
xylene recovery section.
16
DESCRIPTION OF THE PROCESS FLOW
✓ The overhead material from the Tatoray stripper column is
separated into gas and liquid products. The overhead gas is
exported to the fuel gas system, and the overhead liquid is
normally recycled to the CCR Platforming debutanizer for
recovery of residual benzene.
17
DESCRIPTION OF THE PROCESS FLOW
✓ The C8+ fraction from the bottom of the reformate splitter is
charged to a xylene splitter column. The overhead from the
xylene splitter is charged directly to the Parex unit.
✓ The xylene splitter bottoms are then sent to an o-X column
where high-purity ortho-xylene product is recovered overhead.
The bottoms from the o-X column are then sent to the A9
column.
18
DESCRIPTION OF THE PROCESS FLOW
✓ The xylene splitter overhead is sent to the Parex unit, where
99.9 wt % pure paraxylene is recovered by adsorptive
separation.
✓ The raffinate (<1wt% para-xylene) is sent to the Isomar unit,
where additional para-xylene is produced by reestablishing an
equilibrium distribution of xylene isomers.
19
DESCRIPTION OF THE PROCESS FLOW
✓ Any ethylbenzene in the Parex raffinate is either converted to
additional xylenes or dealkylated to benzene, depending on the
type of Isomar catalyst used.
✓ The effluent from the Isomar unit is sent to a deheptanizer
column. The bottoms from the deheptanizer are recycled back to
the xylene splitter.
✓ In this way, all the C8 aromatics are continually recycled within
the xylene recovery section of the complex until they exit the
aromatics complex as para-xylene, ortho-xylene, or benzene.
20
DESCRIPTION OF THE PROCESS FLOW
✓ The overhead from the deheptanizer is split into gas and liquid
products.
✓ The overhead gas is exported to the fuel gas system, and the
overhead liquid is normally recycled to the CCR Platforming
debutanizer for recovery of residual benzene.
21
FEEDSTOCK CONSIDERATIONS
Any of the following streams may be used as feedstock to an
aromatics complex:
● Straight-run naphtha
● Hydrocracked naphtha
● Mixed xylenes
● Pyrolysis gasoline (pygas)
● Coke-oven light oil
● Condensate
● Liquid petroleum gas (LPG)
22
FEEDSTOCK CONSIDERATIONS
✓ Petroleum naphtha is by far the most popular feedstock for
aromatics production. Reformed naphtha, or reformate,
accounts for 70 percent of total world BTX supply.
✓ The pygas by-product from ethylene plants is the next-largest
source at 23 percent.
✓ Coal liquids from coke ovens account for the remaining 7
percent.
✓ Pygas and coal liquids are important sources of benzene that
may be used only for benzene production or may be combined
with reformate and fed to an integrated aromatics complex.
23
FEEDSTOCK CONSIDERATIONS
✓ Condensate is a large source of potential feedstock for
aromatics production. Although most condensate is currently
used as cracker feedstock to produce ethylene, condensate will
likely play an increasingly important role in aromatics
production in the future.
✓ Many regions of the world have a surplus of low-priced LPG that
could be transformed into aromatics by using the new UOP-BP
Cyclar process. This Cyclar unit is integrated with a
downstream aromatics complex to produce para-xylene, ortho-
xylene, and benzene.
24
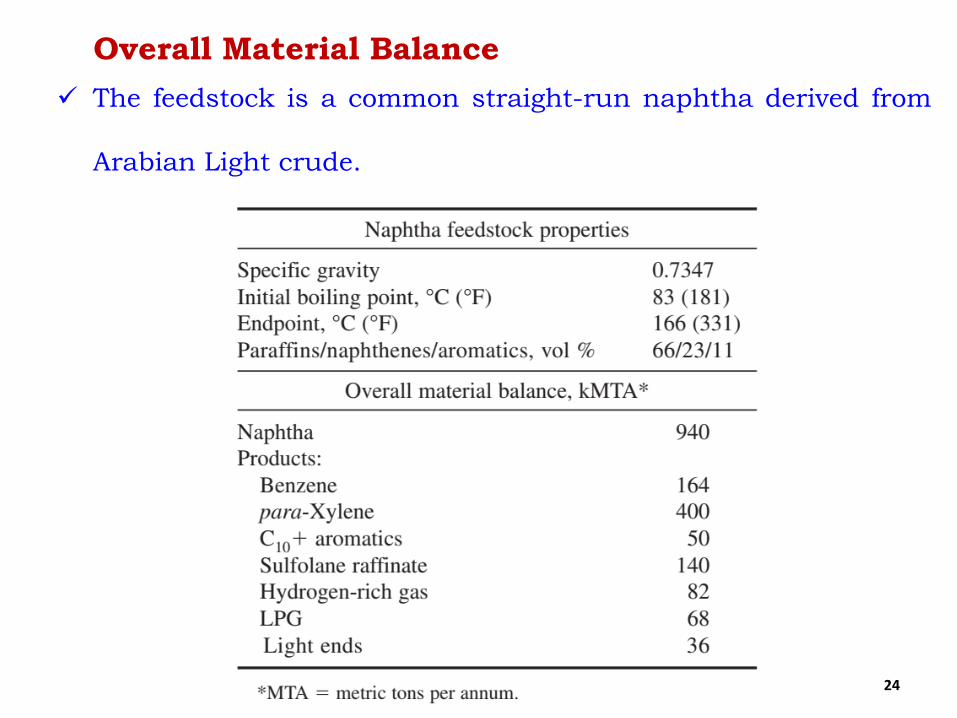
Overall Material Balance
✓ The feedstock is a common straight-run naphtha derived from
Arabian Light crude.
25

















