12
→ Linde Engineering: Air separation Standard and modularly designed plants. Packaged air separation.

→ Linde Engineering: Air separation
Standard and modularly designed plants.
Packaged air separation.
02
Contents.
4 Packaged air separation plants
5 The process
6 Features of packaged plants
Product range of nitrogen plantsProduct range of oxygen plants
8 In-house manufacturing of key components
Pre-fabricated equipment
10 Sophisticated plant control
Project execution
12 Contact
Linde Engineering: Air separation

03
The Linde Engineering Division is a leading international manufacturer of capital goods and equipment.
Linde Engineering´s areas of activity cover design and con-struction of turnkey industrial plants as well as a full range of engineering services for process plants. To date, the Engineering Division has built nearly 4,000 plants and has numerous patents registered in the Linde name. With ex-tensive engineering know-how accompanied by many years of experience in project management and general contracting, the Engineering Division has established its standing as an expert partner in international plant con-struction.
Linde Engineering: Air separation

GOX 3000
Production of 3,000 Nm3/h GOX in Rauha, Finland
GOX 6000 Ar
Production of 6,000 Nm3/h GOX in Shlobin, Belarus
GOX 9000 Ar
Production of 9,000 Nm3/h GOX in Hwasung, South Korea
Packaged air separation plants are standard and modularly designed plants with a daily capacity of 850 tpd (approx. 25,000 Nm3/h) of oxygen (GOX and LOX), 2,000 tpd (approx. 66,000 Nm3/h) of nitro-gen (GAN and LIN) and argon (GAr and LAr). The plant modules are pre-fabricated in the workshop to the maximum extent possible.
Packaged air separation plants.
Packaged air separation plant GOX 6000 Ar in Otelu Rosu, Romania
04 Linde Engineering: Air separation

Typical process configuration of a packaged air separation plant
Air
Molecular sieve station with
electric heater
Process air cooling with
DCAC and EVC
Air compression
Air filterGOX CI pump
2 x 100 %GAN CI pump 2 x 100 %
MM
M
Main heat exchanger
Coldbox GOX 6000
Low pressure
column
Condenser/reboiler
Pressure column
HP GOX99.8 %
HP GAN1 ppm O2
LOX99.8 %
LIN1 ppm O2
LAr1 ppm O2/1 ppm N2
05
Linde draws on its extensive know-how in air separation plant operation to select the proc-ess that best meets the customer’s require-ments. All state-of-the-art air separation tech-nologies such as internal compression for GOX and GAN and cryogenic argon production are available.
The schematic illustration below shows a typi-cal configuration of a packaged air separation plant. Air is drawn through an air filter to re-move dust and other particles before it enters the main air compressor. Downstream from the main compressor the air enters the process air cooling stage. Here it is washed and cooled in countercurrent against a stream of water. This washing process also removes harmful compo-nents of the process air such as SO2, SO3 and NH3.
Remaining contaminants in the process air such as water vapour, CO2, N2O and potentially haz-ardous hydrocarbons are adsorbed from the air by passing it through one of the two molecular sieve adsorbers. One adsorber is in operation while the other is in regeneration mode.
After further cooling the dry, pure air in the main heat exchanger, the air enters the pres-sure column where it is separated into pure nitrogen. The nitrogen is yielded from the top, and oxygen enriched liquid collects at the
bottom. The required reflux for rectification is provided by condensation of gaseous nitrogen against boiling oxygen in the condenser/re-boiler.
A part of the liquid nitrogen is used as reflux for the pressure column. The rest is sub-cooled and passed to the top of the low-pressure col-umn. Liquid nitrogen for the customer is then drawn off and sent out to the LIN tank. Liquid oxygen is taken from the bath of the condenser and fed to the LOX tank.
Liquid oxygen and liquid nitrogen are pumped through the main heat exchanger and vapor-ised at the customer´s specified gas pressure for GOX and GAN.
Refrigeration needs of the plant necessitated by insulation losses, heat exchanger losses and removal of cold liquids from the low-tempera-ture section are mainly met by isentropic expan-sion of air in the expansion turbine.
Linde Engineering: Air separation
The process.

06
Plant designs are created with the use of advanced engineering tools including process calculation and modelling with the Linde in-house developed OPTISIM® simulation program. 3D CAD modelling is also em-ployed as well as isometric and material list generator for plant design and model review.
Control equipment is ready installed in containers equipped with plug & play functionality. The highest quality standards are achieved through the application of a stringent quality system in accordance with ISO 9000 for engineering design and manufacturing.
Erection and start-up time is minimised through the delivery of com-pletely pre-packaged and tested units like the air compressor, refriger-ation unit, molecular sieve valve skid and coldbox units. Electrical and control equipment are ready installed in containers featuring plug & play operation.
Sophisticated interlock functions protect the plant against unforeseen failures or maloperation and keep the plant in a safe condition in the event of power failure.
Highly developed and proven control philosophy and software ensure reliable, convenient and economic plant operation.
Protection measures are applied wherever the safety of operating per-sonnel may be jeopardized by the process, rotating machinery or expo-sure to extreme temperatures.
Features of packaged plants.
Linde Engineering: Air separation
1,000
Purit
y cla
ss
GAN flow [Nm³/h]5,000 10,000 15,000 20,000 25,000 50,000
1 - 1
0 pp
m O
2
Product range of nitrogen plants
SPECTRA10,000
SPECTRA 7,000
SPECTRA30,000
SPECTRA 15,000
SPECTRA 50,000
GAN 30,000
GAN 3,500
GAN 6,000
GAN 3,500
GAN 15,000
GAN 50,000
GAN 300/600/900/1,200/1,800
GAN 200/450/900/1,200/1,800
1 - 1
0 pp
m O
21
ppb
O 2
07
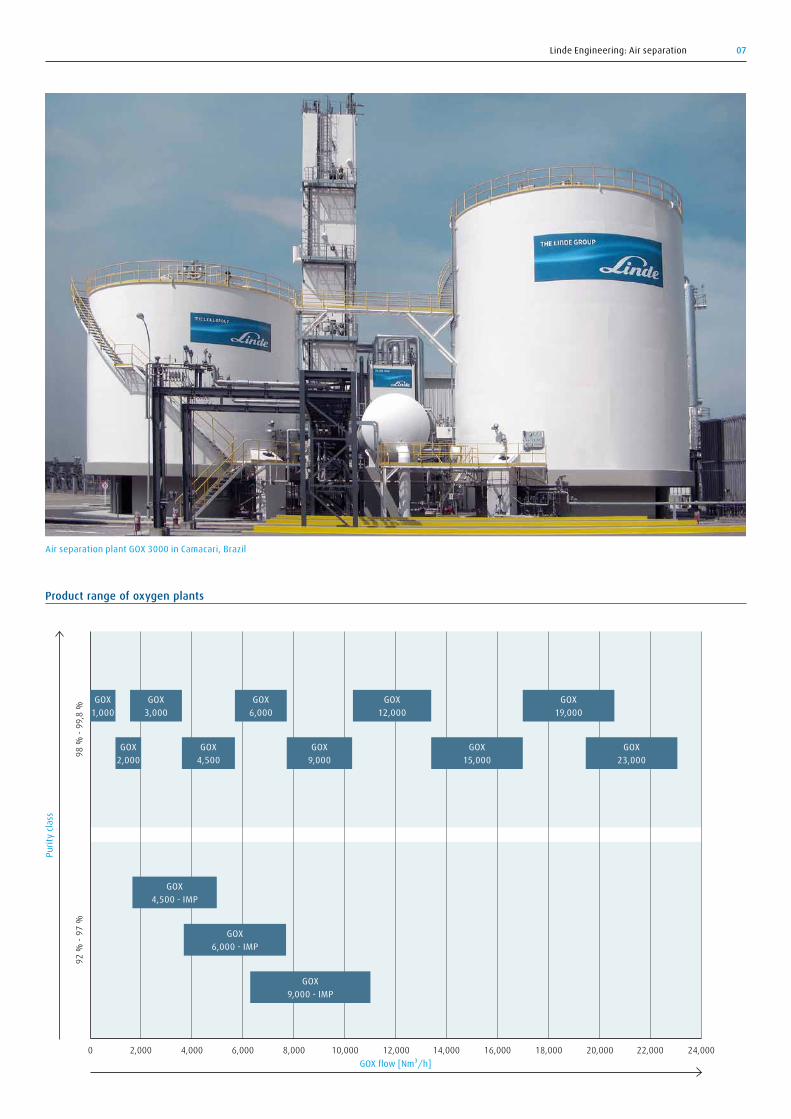
Air separation plant GOX 3000 in Camacari, Brazil
Linde Engineering: Air separation
Product range of oxygen plants
0
Purit
y cla
ss
GOX flow [Nm³/h]8,0004,000 12,000 16,000 20,000 24,000
GOX1,000
GOX 2,000
GOX 3,000
GOX 4,500
GOX 6,000 - IMP
GOX 4,500 - IMP
GOX 9,000 - IMP
98 %
- 99
,8 %
92 %
- 97
%
6,0002,000 10,000 14,000 18,000 22,000
GOX 6,000
GOX 9,000
GOX 12,000
GOX 15,000
GOX 19,000
GOX 23,000
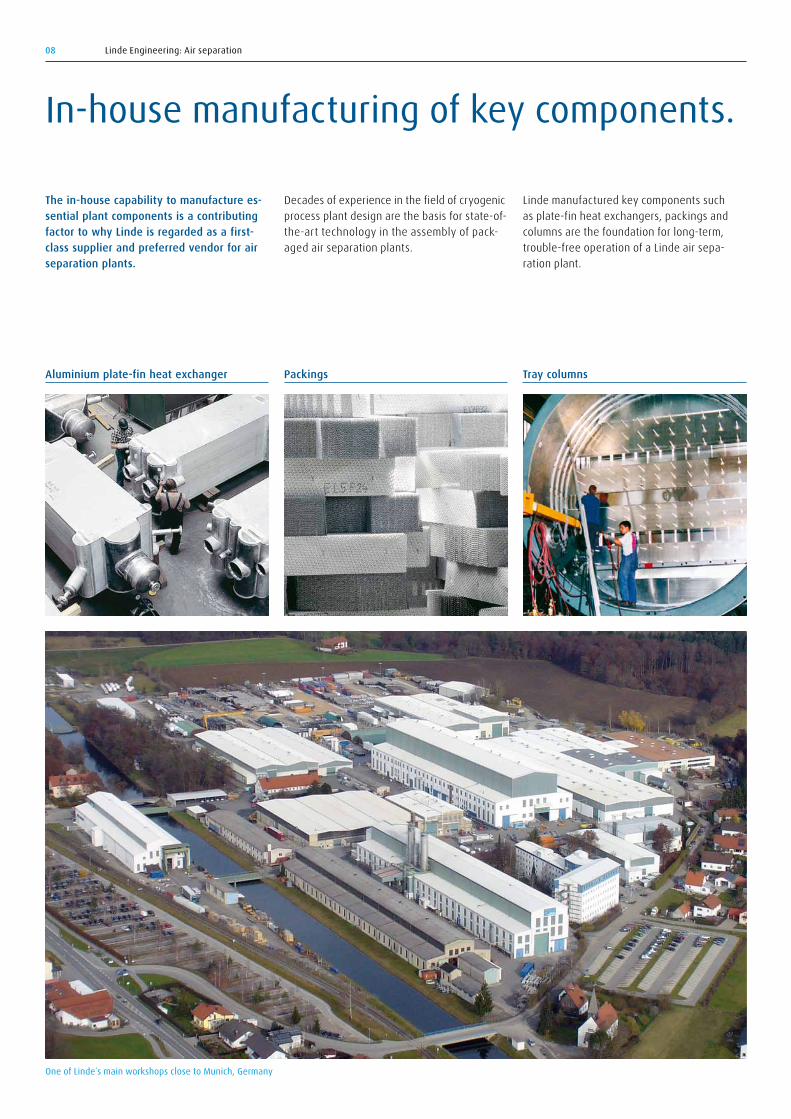
Aluminium plate-fin heat exchanger Packings Tray columns
In-house manufacturing of key components.
One of Linde´s main workshops close to Munich, Germany
08 Linde Engineering: Air separation
The in-house capability to manufacture es-sential plant components is a contributing factor to why Linde is regarded as a first-class supplier and preferred vendor for air separation plants.
Decades of experience in the field of cryogenic process plant design are the basis for state-of-the-art technology in the assembly of pack-aged air separation plants.
Linde manufactured key components such as plate-fin heat exchangers, packings and columns are the foundation for long-term, trouble-free operation of a Linde air sepa- ration plant.

Pre-fabricated molecular sieve valve skid Pre-fabricated control substation container Packaged unit coldbox ready for transport
09Linde Engineering: Air separation
Pre-fabricated equipment
In-house manufactured components such as plate-fin heat exchangers and columns are installed in self-supporting steel casings. The sizes of the cold boxes are designed for road transportation, which also eases site handling.
Other modules such as molecular sieve valves and cryogenic pumps are installed onto skids to the maximum degree possible for pre-fabri-cation and testing.
The plant control system together with operator station(s) and analyzing equipment are supplied in an air-conditioned container, ready-cabled and shop-tested with the configuration of the DCS already installed.
A separate shop-assembled container is supplied for all electrical medium-voltage switchgear, step-down transformers and low-volt-age switchgear including VFDs for pumps and other electrical equip-ment.
All above-mentioned plant modules and skids are equipped with remote I/O modules for easy bus connection.
This high degree of pre-fabrication and testing results in short erection periods with minimised start-up times.

10
Sophisticated plant control.
Instrumentation is selected from internationally renowned manufacturers with regard to the highest quality standards and product reliability. The instrumentation is connected to a safe and sophisticated process control system using the latest proven design in digital control technology to ensure optimal reliability and allow for easy and economic operation of a Linde air separation plant.
Advanced control functions allow fully unattended operation, automatic start-up from cold condition, automatic load changes and product adap-tation. Finally, the remote operation function fully meets the needs of a state-of-the-art air separation plant.
Linde Engineering: Air separation
Online support for com-missioning and after sales
service of the plantCentral control cabinet
I/O´s I/O´s
Operatorstation 2Printer
EthernetHUB
ISDN/DSLrouter
ASU control container
Operation bus
System bus
ISDN/DSLrouter
Standard Operation optionsAdvanced process control
Standard controlAutomatic process stabilisation and monitoringOperator interaction:
→ Process monitoring → Manual set point change
Automatic start-up (AST) from cold state
Linear model predicted control
(LMPC)
Remote plant operation
Remote operation of advanced control
Advanced controlRemote control
(optional)
Automatic load change (ALC)
Remote monitoring
CPU
Operatorstation 1
Linde EngineeringHeadquarters

11Linde Engineering: Air separation
Project execution
Quality, safety, health and environmental protection (QSHE) have criti-cal importance in our work. Customers expect us to supply safe and economical plants equipped with the latest technology. The Engineer-ing Division fully responds to this, expectation in its projects all over the world.
Our QSHE management and policy is in line with the following:
→ DIN EN ISO 9000 : 2000 → ISO 14001 → PED 97/23/EC (Modul H) → OHSAS 18001 → SCC checklist → Work safety and environmental protection legislation
Linde air separation and CO2 plant applied to CCS technology,
Oxyfuel pilot plant in Schwarze Pumpe, Germany

Linde AGEngineering Division, Dr.-Carl-von-Linde-Strasse 6 –14, 82049 Pullach, GermanyPhone +49.89.7445-0, Fax +49.89.7445-4908, [email protected], www.linde-engineering.com
Air separation plantsPhone [email protected]
AS.B
2EN
1
113
– &AA
Get in touch – find the best solution.
Linde’s Engineering Division, a leading player in the international plant engineering business, covers every step in the design, project management and construction of turnkey industrial plants. Drawing on our extensive, proven process know-how, we set the standards for innovation, flexibility and reliability with ground-breaking concepts and a dedication to engineering excellence.
The success of our customers and partners around the globe is of primary importance. With a clear focus on efficiency, sustainability and growth, we develop customised solutions for projects of all sizes and degrees of complexity. We have already delivered more than 4,000 plants worldwide and always aim to find the best technical and economic solution for our customers.
Core competencies in plant engineering: → Air separation plants → LNG and natural gas processing plants → Petrochemical plants → Hydrogen and synthesis gas plants → Chemical plants → Adsorption plants → Cryogenic plants → Biotechnology plants → Carbon capture and utilisation plants → Furnaces, fired heaters, incinerators
Core competencies in component manufacturing: → Packaged units and coldboxes → Coil-wound heat exchangers → Plate-fin heat exchangers → Cryogenic columns → Cryogenic tanks → Air-heated vaporisers → Water bath vaporisers → Spiral-welded aluminium pipes
Engineering excellence – every step of the way.

















