14
State of the Art Combustion Equipment for Emissions and Energy Reduction November 2009
| Date post: | 15-Dec-2015 |
| Category: |
Documents |
| Upload: | hannah-wyles |
| View: | 214 times |
| Download: | 0 times |

State of the Art Combustion Equipment for Emissions and Energy Reduction
November 2009

Honeywell Proprietary2
Callidus.com
• Emissions is the primary driver for combustion equipment. Energy efficiency is a secondary but growing driver
• Impact
– Burners: Emissions and Energy
– Flares: Emissions and Energy
– Thermal oxidizers: Emissions and Energy
– Vapor control systems: Emissions
– NOx and CO catalyst systems: Emissions
– Services: Emissions and Energy
Burners
FlaresThermal
Oxidizers
Field Service& Parts
VaporControl
Systems
NOx & COCatalystSystems
Combustion & Emission
Honeywell Proprietary3
Callidus.com
Requirements in addition to Technology
• Uncompromising Product/System Safety
• Proven Reliability
• Operational Performance (Guarantee)– Emissions reduction
• Ease of Product Operation

Honeywell Proprietary4
Callidus.com
Callidus Market Segments Served
Power PlantsSCR for simple cycle power generationSCR for HRSGSCR for process heater
Refineries Petrochemical Plants
Others (Flares)Terminals
LNG storageCarbon black
Steel productionBio-fuels
Exploration & Production
Ethylene productionFertilizer production
Hydrogen productionFlares
Thermal oxidizers
Refinery process heatersReforming furnacesCracking furnacesCoking furnacesFlaresThermal oxidizers

Honeywell Proprietary5
Callidus.com
Advanced Process Heater Burners
• Advanced Burner Design
– Future transition in India from oil firing to gas firing
– Improved efficiency: reduction in combustion air = less wasted heat and less fuel needed therefore improvement in efficiency and cost savings.
– Reduced emissions footprint: reduction from 25% excess air to 15% excess air = 25% reduction in NOx emissions per burner

6
Callidus.com
100 ppm 50 ppm(200 Mg/Nm3) (100 Mg/Nm3)
“CRG” “CSG” 25 ppm“LE”
(50 Mg/Nm3)15 ppm“CUBL”
(30 Mg/Nm3)
15 ppm“CUB-LX”
(30 Mg/Nm3)
Reduction in NOx EmissionsReduction in NOx Emissions
Regulations and Burner Emissions Improvements
Oil firing200 ppm

Honeywell Proprietary7
Callidus.com
Process Heater Burners Application
• Using advanced fuel air ratio controls and O2 trimming, Callidus could potentially reduce the oxygen levels within the furnace, while maintaining the temperature and combustion efficiency
• The Callidus burner is designed to be stable over the entire operating range
• Assuming natural gas, a 1% reduction in oxygen should produce a 1.3% reduction in fuel gas needed
Current Fuel gas requirement (Ton/Year)
Annual savings from 1.3% reduction
(USD)
Payback Period
UOP Reforming Furnace
176,620
(180 burners)$1,331,715 14.5 months
*Note: Assuming fuel cost of 580USD/Ton, and annual operation of 8300 hr.
• Guaranteed 30 ppm NOx

Honeywell Proprietary8
Callidus.com
Flare Technology Emissions Improvements
Increased smokeless capacity
Pipe flare
Upper steamflare
Inner steam or Inner air flare
Demountable Derrick Flare
Multi-point ground flare

Honeywell Proprietary9
Callidus.com
Highlighting Totally Enclosed Ground Flares
• Totally Enclosed Ground Flares (TEGF)
– No visible emissions during normal operations
– Reduced radiation “signature”
– Reduced noise level
Non-Callidus flare smoking Callidus TEGF
Honeywell Proprietary10
Callidus.com
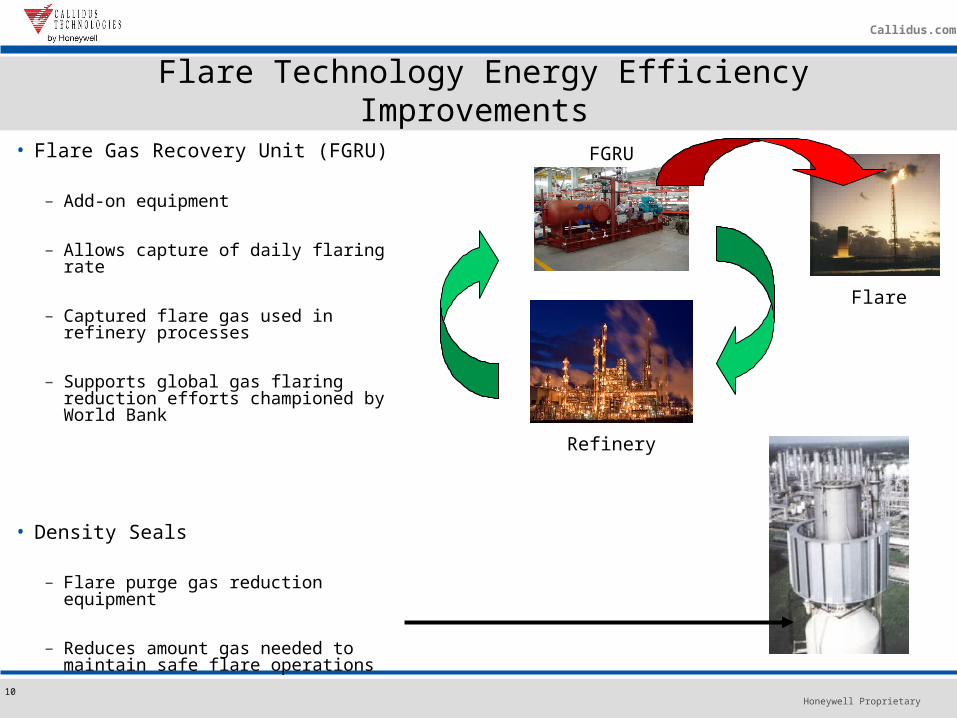
Flare Technology Energy Efficiency Improvements
• Flare Gas Recovery Unit (FGRU)
– Add-on equipment
– Allows capture of daily flaring rate
– Captured flare gas used in refinery processes
– Supports global gas flaring reduction efforts championed by World Bank
• Density Seals
– Flare purge gas reduction equipment
– Reduces amount gas needed to maintain safe flare operations
FGRU
Refinery
Flare

Honeywell Proprietary11
Callidus.com
Petrochina Dushanzi Flare / Flare Gas Recovery System
Recovery capacity 2X1.35 Ton/hr
EPC Total cost 1,800,000 USD
Flare Gas Recovered Per Year
1.35*0.6(8400+4000)
=10,044 Tons
Operation cost /Y 350,000 USD
Pay back (300USD/Ton)
9 months
Flare Application
• Low utility consumption (steam, fuel gas, N2, Instrument Air)
• High combustion efficiency & smokeless capacity to meet emission standards

Honeywell Proprietary12
Callidus.com
Thermal Oxidizers
• Thermal Oxidizers are capable of achieving 99.999% destruction efficiency
• Air Pre-heaters allow for less fuel/assist gas to be used in the operation of the thermal oxidizer
• Attached waste heat boilers allow for the use of steam for applications around the facility or “across the fence” in a co-generation applications

Honeywell Proprietary13
Callidus.comCallidus Incinerators Application
Waste Gas for treatment
Oxidizer vent gas, WAO, EO/EG
WHB Cost $1,044,000
Steam production
2.0MPa(g)
Normal: 15 Ton/hr
Design: 58 Ton/hr
Steam Quantity 124,500 Ton/Yr
Pay back Period ($22/Ton steam)
4.5 months
Thermal Oxidizer (Waste Heat Boiler) Application
Honeywell Proprietary14
Callidus.comCallidus Incinerators Application
Questions?

















