24
Kevin Fernandez Presenter Eric Lau Presenter 1 Greg Schwinghammer Moderator Sterile Barrier System: Common Failure Modes & Design Recommendations March 2013
Kevin FernandezPresenter
Eric LauPresenter
1
Greg SchwinghammerModerator
Sterile Barrier System: Common Failure Modes & Design Recommendations
March 2013

• Packaging System
– Protective package
– Sterile barrier system (SBS)
• Tests
– Gross Leak Detection (Bubble Test)
– Dye Penetration Test
– Seal Strength (Peel Test)
– Burst Test
• Common Failures
– Design Recommendations
• Conclusions
• Questions
Agenda
2
Per ISO 11607
Combination of sterile barrier system and
protective packaging
Packaging System
3
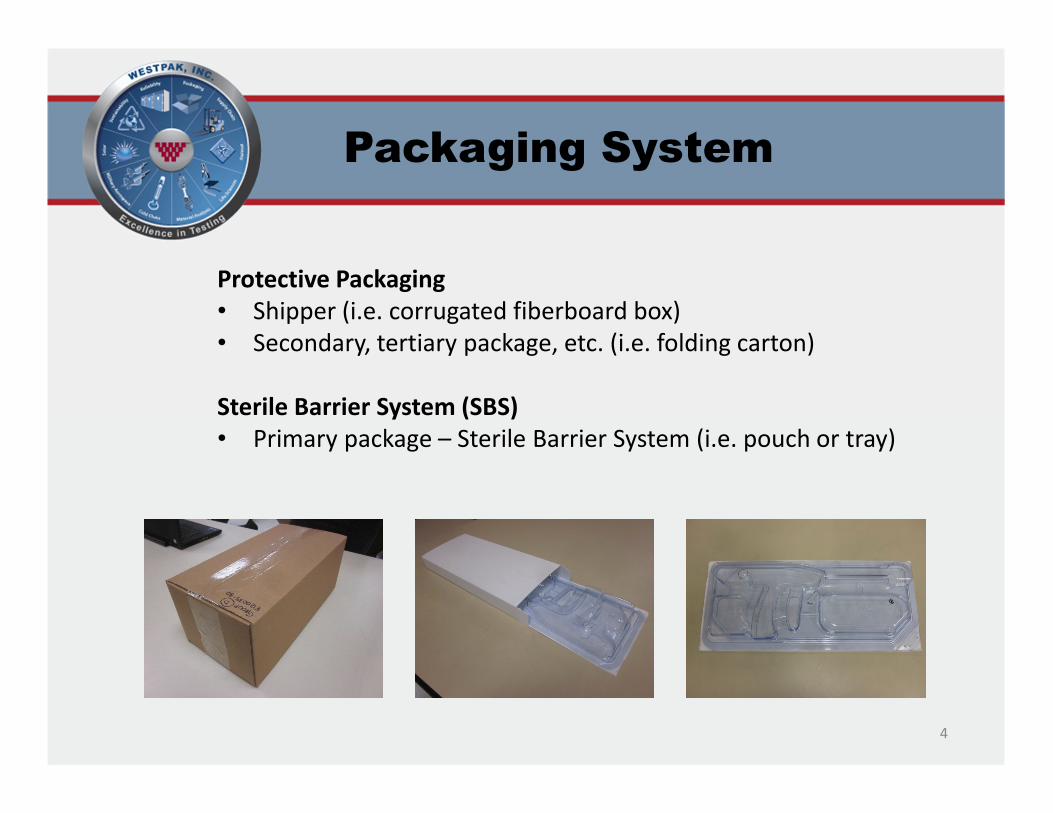
Protective Packaging
• Shipper (i.e. corrugated fiberboard box)
• Secondary, tertiary package, etc. (i.e. folding carton)
Sterile Barrier System (SBS)
• Primary package – Sterile Barrier System (i.e. pouch or tray)
Packaging System
4

• Integrity testing determine if the
sterile barrier is maintained to
ensure the product is free from
viable microorganisms
• Typically conducted after
distribution simulation testing
on the entire package system to
ensure the SBS is maintained
Sterile Barrier System Integrity Testing
5

Gross Leak Detection (Bubble) Testing
• ASTM F 2096-11
• Detecting gross leaks in medical packaging by
means of internal pressurization
• Finding leaks as small as 125-250 µm
6
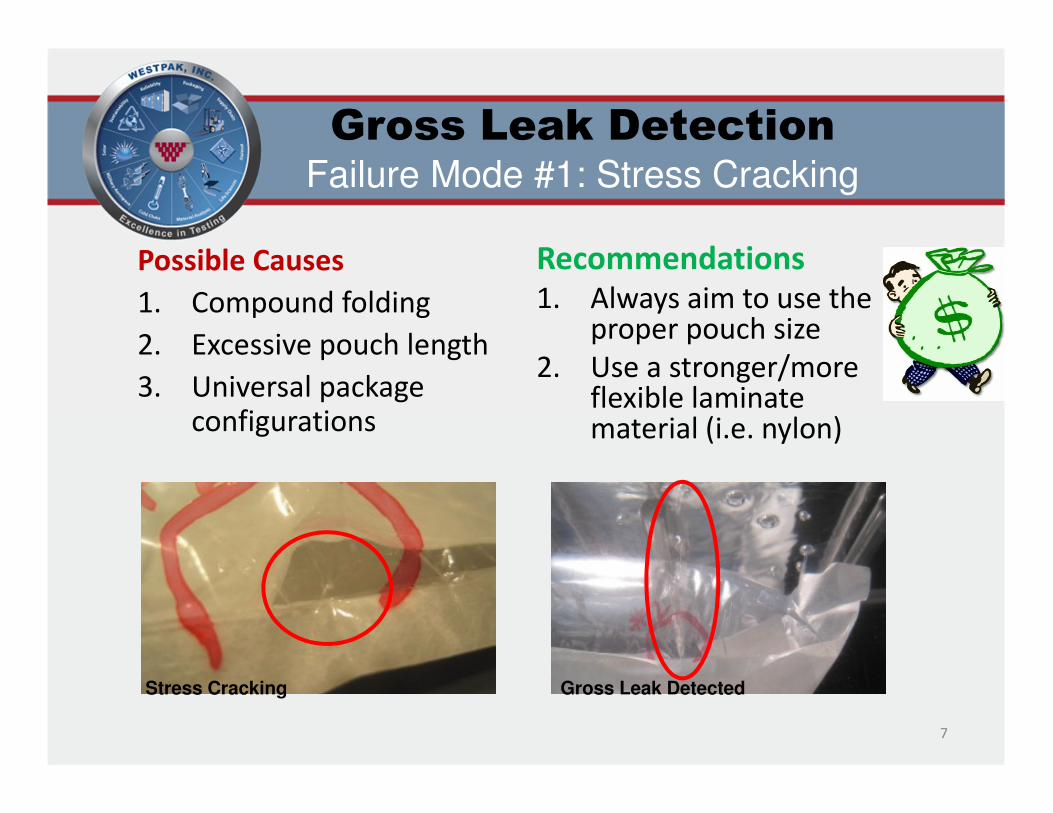
Gross Leak DetectionFailure Mode #1: Stress Cracking
Possible Causes
1. Compound folding
2. Excessive pouch length
3. Universal package configurations
Stress Cracking Gross Leak Detected
Recommendations
1. Always aim to use the proper pouch size
2. Use a stronger/more flexible laminate material (i.e. nylon)
7

Gross Leak DetectionFailure Mode #2: Punctured Surfaces
Possible Causes
1. Protruding objects
2. Abrasion
Recommendations
1. Use a device card
2. Apply plastic cover(s)
3. Use a thermoformed
tray (not pouch)
Pouch Punctures Caused by Protruding Objects8

Possible Causes
1. Impact testing
2. Material/incorrect bend radii
3. Extreme aging temperatures
Recommendations
1. Tray redesign
(i.e. geometry of tray, use
more less brittle/more
ductile material…)
2. Lower aging temperature
Gross Leak DetectionFailure Mode #3: Tray Cracking
9
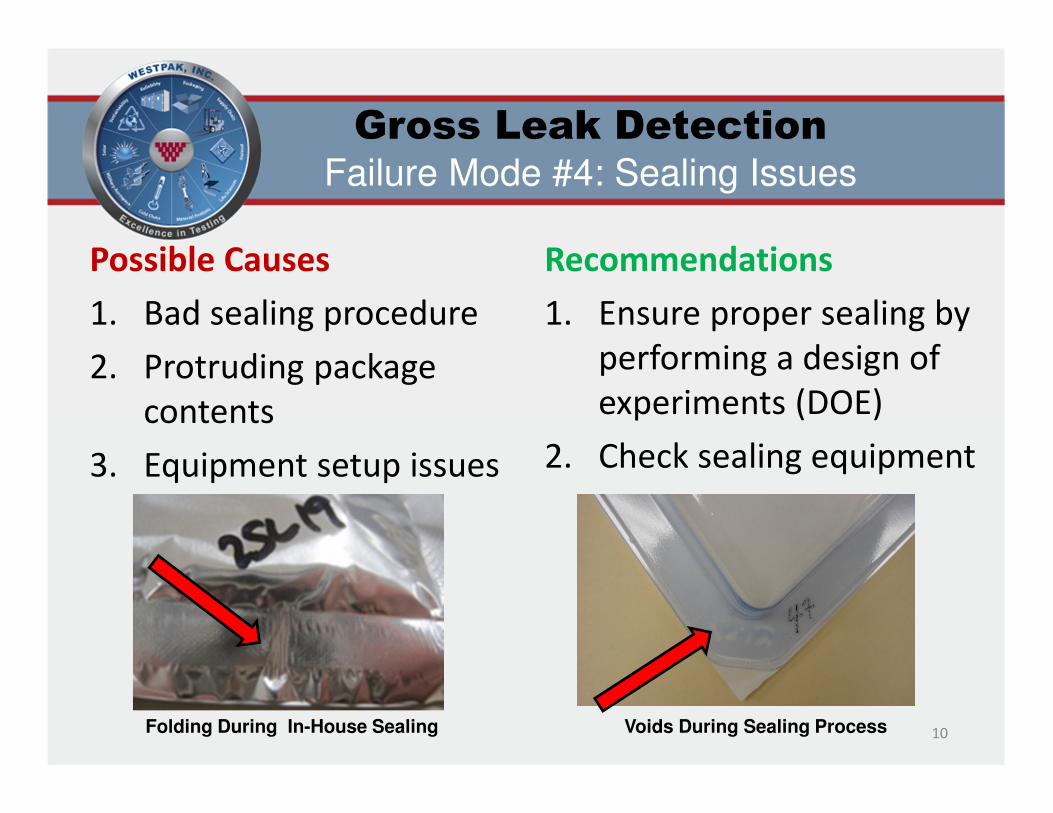
Possible Causes
1. Bad sealing procedure
2. Protruding package
contents
3. Equipment setup issues
Recommendations
1. Ensure proper sealing by
performing a design of
experiments (DOE)
2. Check sealing equipment
Gross Leak DetectionFailure Mode #4: Sealing Issues
Folding During In-House Sealing Voids During Sealing Process 10

Dye Penetration Testing
• ASTM F 1929-12
• Detecting channel leaks in the
seals of the SBS
• Method A – Injection Method
• Method B – Edge Dip Method
• Method C – Eye Dropper Method
11

Dye Penetration FailureChannel leak within the seal (material separation)
Possible Causes
1. Fold or crease along the seal causing a channel
2. Material defect
3. Uneven sealing along the length of the seal
Recommendations
1. Minimize folding by using the proper pouch length
2. Inspect the material for consistency
3. Check sealing equipment for proper function and consistency
12

Dye Penetration Failure
Material folded over within the seal
Possible Causes
1. Material defect – crease or fold along the length of the roll stock
2. Improper sealing process
Recommendations
1. Inspect the roll stock for consistency
2. Observe the sealing process –workers properly trained
3. Add a brief inspection after sealing per ASTM F1886/F1886M-09
13

Seal Strength (Peel) Testing
• ASTM F88/F88M-09
• Measuring the strength
of the seals
14
Method A – Unsupported▪ Commonly used▪ Consistent data
Method B – 90°Supported▪ Least requested
▪ Human factor involved
Method C – 180°Supported▪ Commonly used▪ Vendor suggested
▪ Higher seal values than Method A

Failure
1. Seal strength of peel
sample less than 1.0
lbf/in
Recommendations
1. 1.0 lbf/in not an
industry standard
2. Change sealing
parameters if necessary
Seal Strength TestingFailure Mode #1: Less than 1.0 lbf/in
15
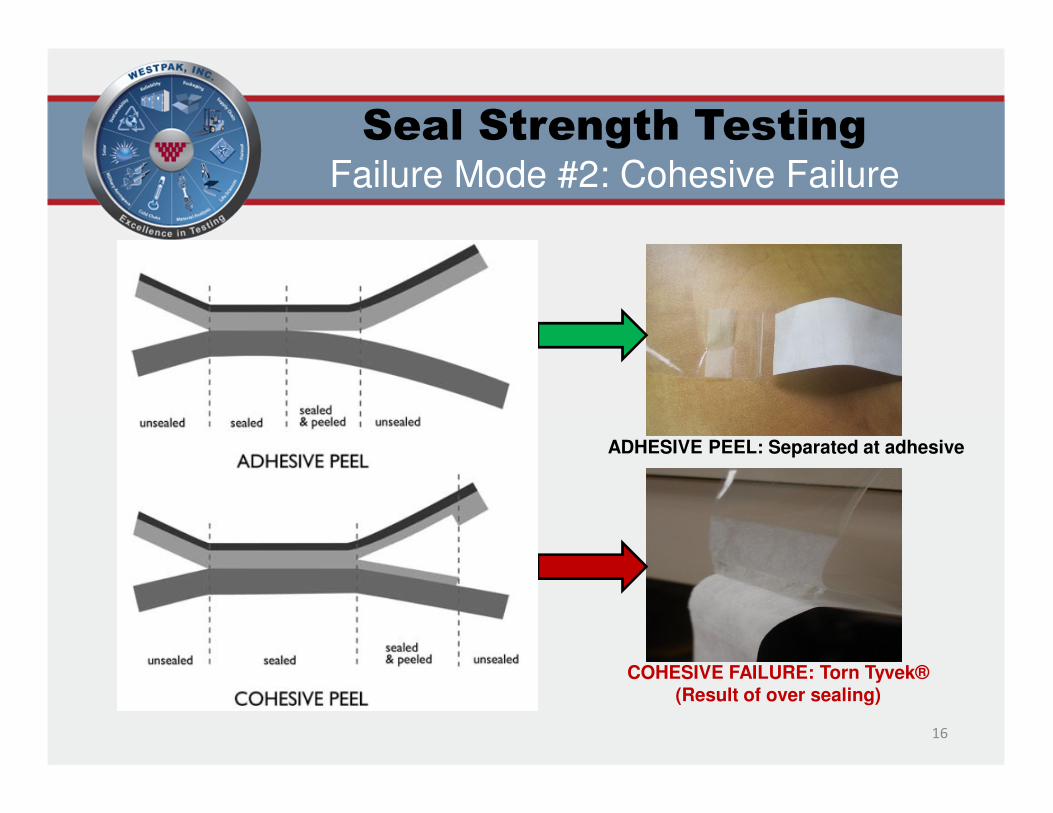
Seal Strength TestingFailure Mode #2: Cohesive Failure
COHESIVE FAILURE: Torn Tyvek®(Result of over sealing)
16
ADHESIVE PEEL: Separated at adhesive
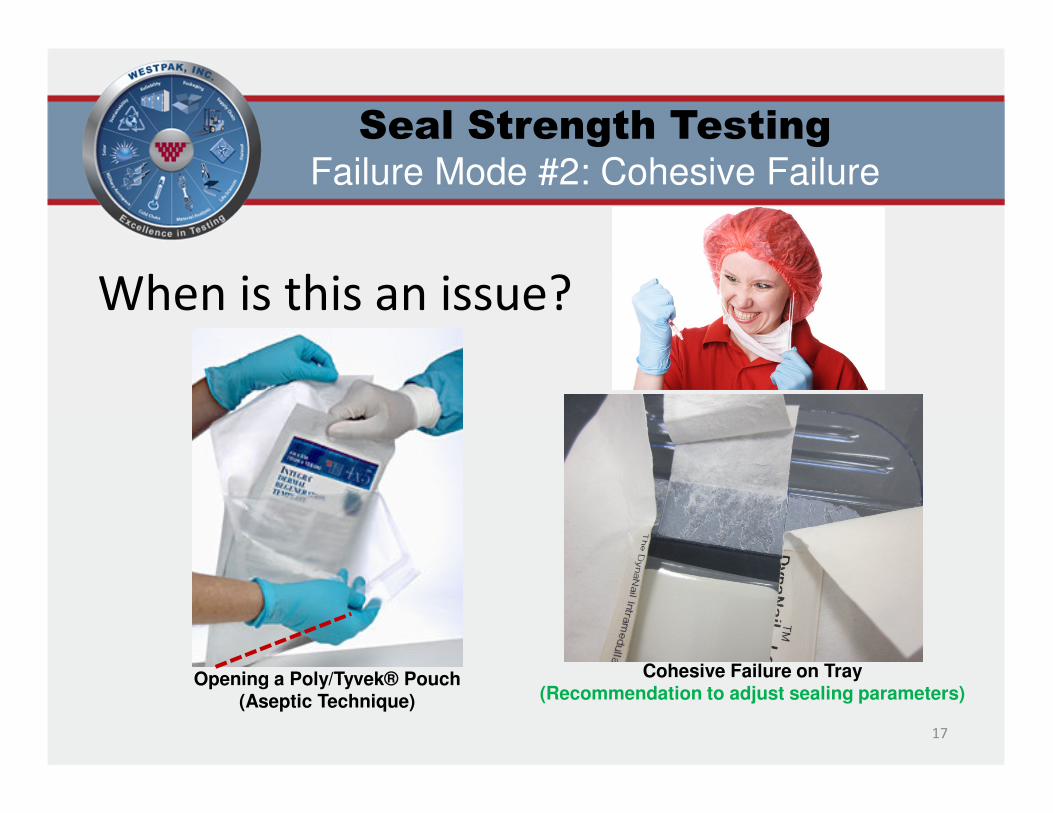
Seal Strength TestingFailure Mode #2: Cohesive Failure
When is this an issue?
Cohesive Failure on Tray(Recommendation to adjust sealing parameters)
Opening a Poly/Tyvek® Pouch(Aseptic Technique)
17

Burst Test
• ASTM F1140-07 and F2054-07
• Evaluating tendencies for package failure when
exposed to pressure differentials – from sterilization
or transportation
18
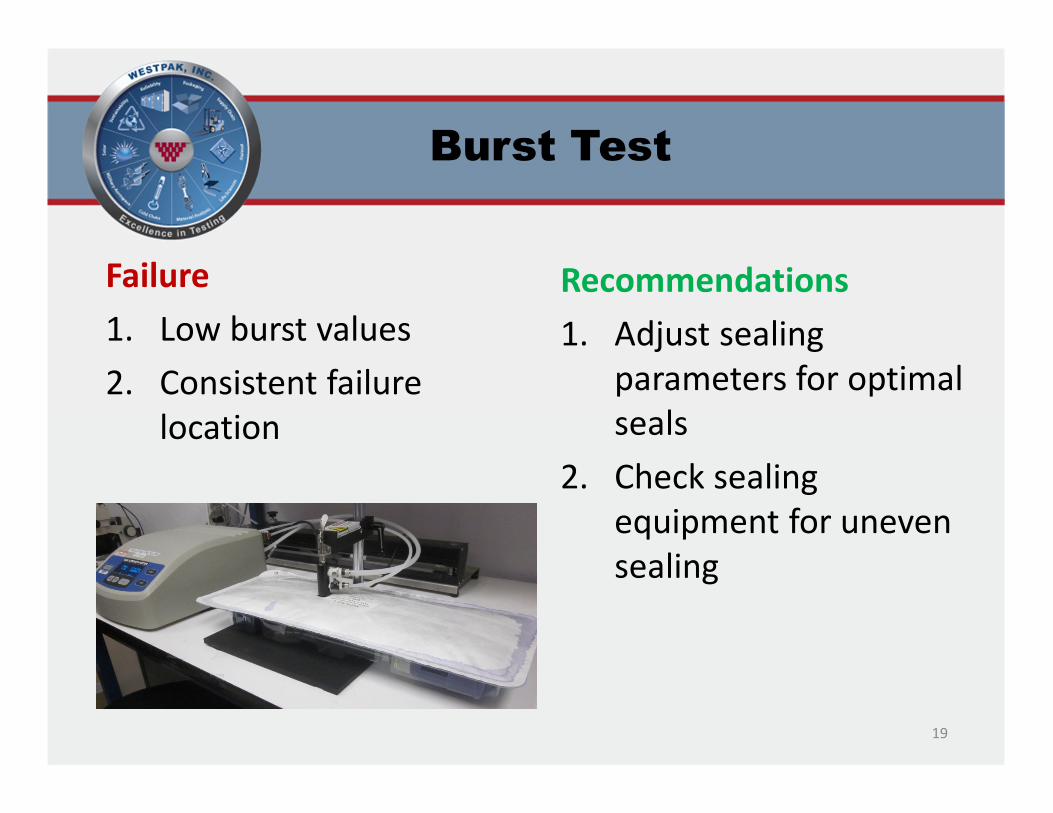
Failure
1. Low burst values
2. Consistent failure
location
Recommendations
1. Adjust sealing
parameters for optimal
seals
2. Check sealing
equipment for uneven
sealing
Burst Test
19
Conclusions
• These are some of the common failures we
observe during testing
• The proper material, sealing parameters and
sealing method are key in designing a good SBS
• Westpak™ provides recommendations if
failures are found during testing
• Always consult with your supplier for different
material and packaging options
20

Questions
21

Thank You
Please feel free to contact us with any additional
questions or assistance with your medical device
package validation needs.
22
Kevin [email protected]
Eric [email protected]

Two Locations
San Jose83 Great Oaks Boulevard
San Jose, CA 95119
408.224.1300
San Diego10326 Roselle Street
San Diego, CA 92121
858.623.8100
www.westpak.com
We Apologize
We are experiencing some technical difficulties
with this webinar. We are working hard to solve
the issues.
Thank you for your patience.
The Webinar Staff at Westpak Inc.
24

















