Process monitoring & controlProduct quality testing (i.e. release testing)Root cause investigationData collection for formulation & process development
2. What are the jobs of multivariate calibrations?Calibrations are filters for transformation of multivariate data into (useful) univariate signals and informationFacilitate understanding of the factors affecting product quality and performanceProvide mechanisms to gauge the performance and condition of theanalytical system
3. What are the performance requirements for calibration models?
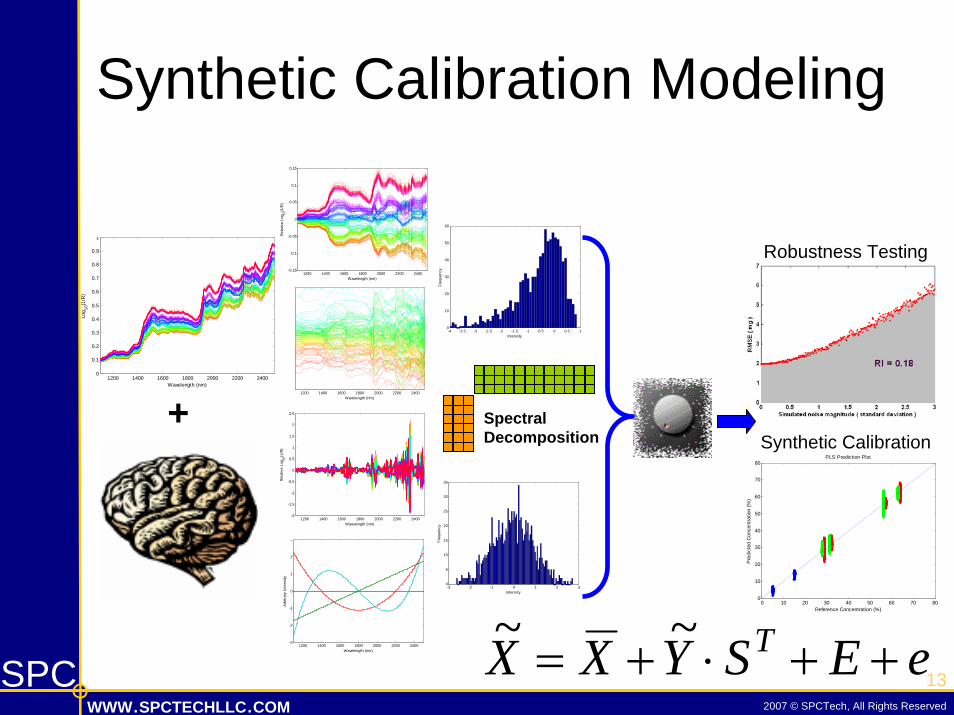
Synthetic Calibration ModelingPure-component methods have demonstrated the utility of a priori information in the pure-component spectraThe ideal pure-component estimation method would be:
easily deployed using common software routinesaccurate on an absolute basisFlexible enough to accommodate update information
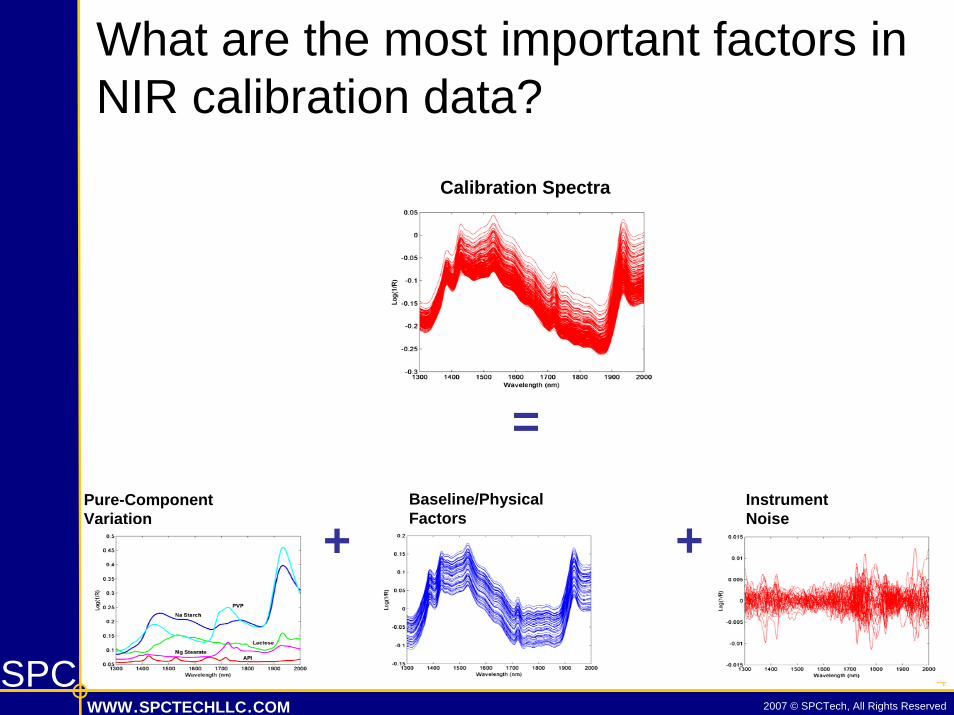
If the error covariance matrix can be estimated, it should be possible to create a synthetic calibration databasewhich accurately reflects true expected variation, therefore allowing calibration without standards
In many respects,synthetic calibration represents the “holy grail” for NIR calibration
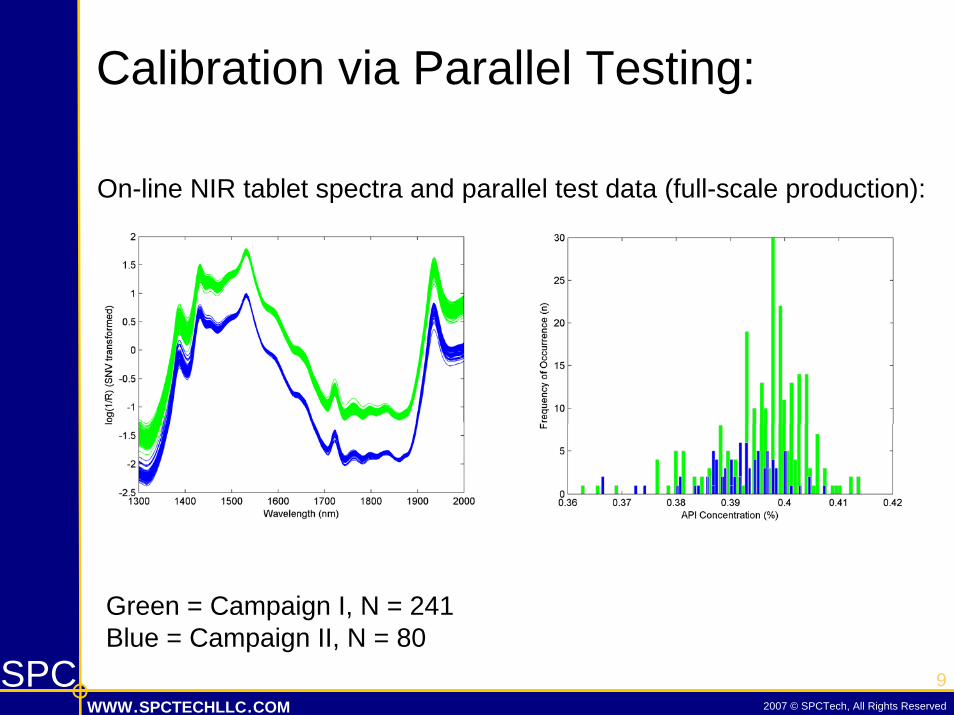
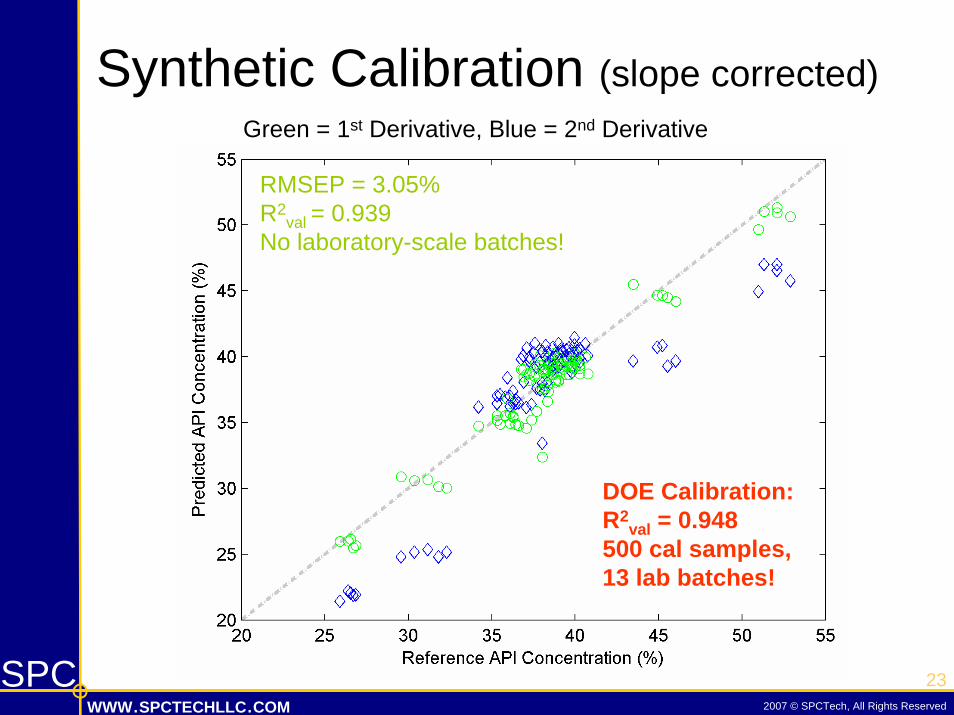
Objective: Generate a NIR calibration model suitable for process control & real-time release using only production-scale tablets (no “designer” or DOE tablets)
Calibration Data:NIR spectra and reference chemistry data from parallel testing during two full-scale production campaigns: 321 TabletsInstrument precision estimate: 3 tablets scanned 10 times without repositioningLong-term instrument stability: 12 tablets scanned periodically during one year (no reference data)Raw material pure-component scans
Validation Data:90 production- and laboratory-scale tablets having extreme concentration variation
Traditionally: X = Reference, Y = Predicted (e.g. NIR)
For noise-free data, calculation of slope correction is essentially the same regardless of which is X or Y
For real data (finite reference and prediction noise):
Accuracy of covariance estimate (X’Y) is reducedMagnitude of slope coefficient (b) is reduced because variance of X is over-estimatedBoth sources of error are mitigated by increasing the magnitude of variance and covariance relative to the noise (increase S/N)
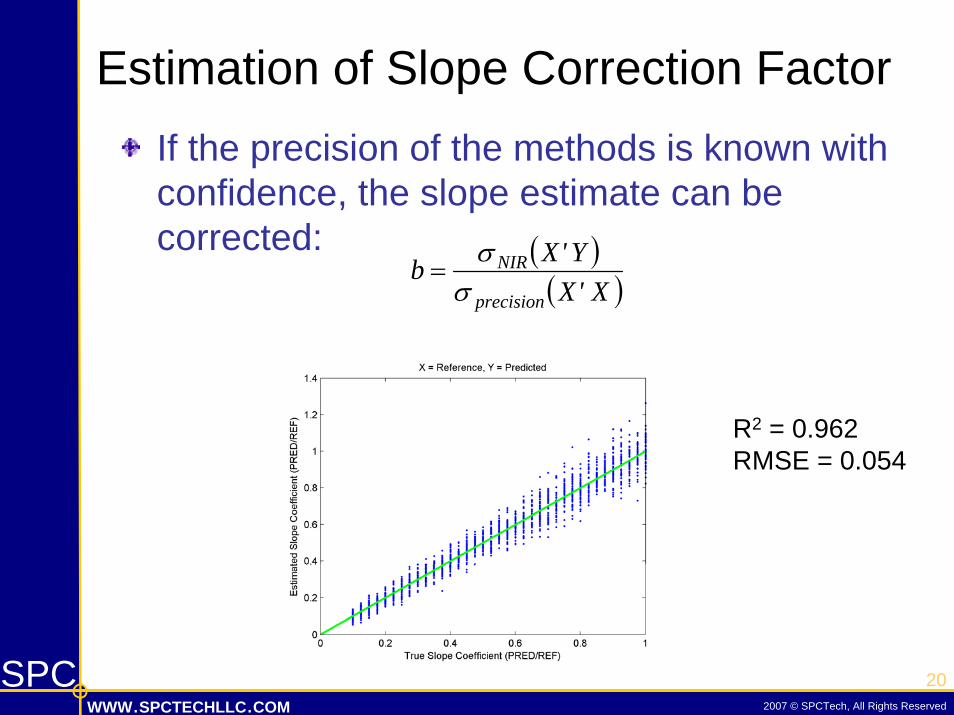
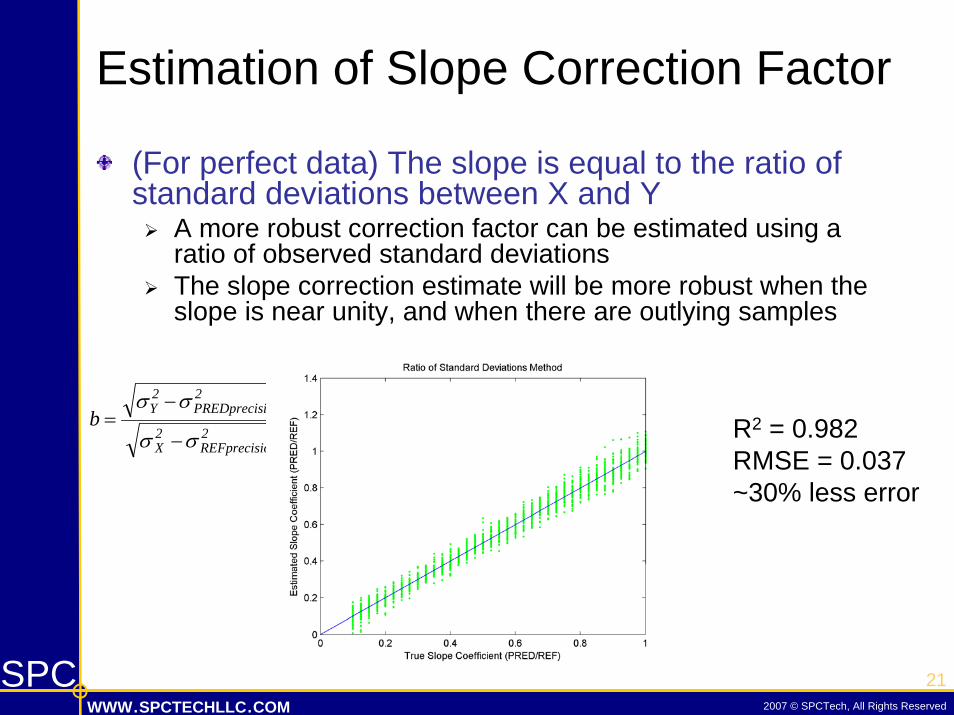
(For perfect data) The slope is equal to the ratio of standard deviations between X and Y
A more robust correction factor can be estimated using a ratio of observed standard deviations The slope correction estimate will be more robust when the slope is near unity, and when there are outlying samples
SummarySynthetic calibration has been applied successfully for NIR monitoring of multi-component blending and intact tablet analysis
Publication of results is in process…Synthetic calibration was used to produce a sensitive, linear calibration model using zero high-leverage reference samples
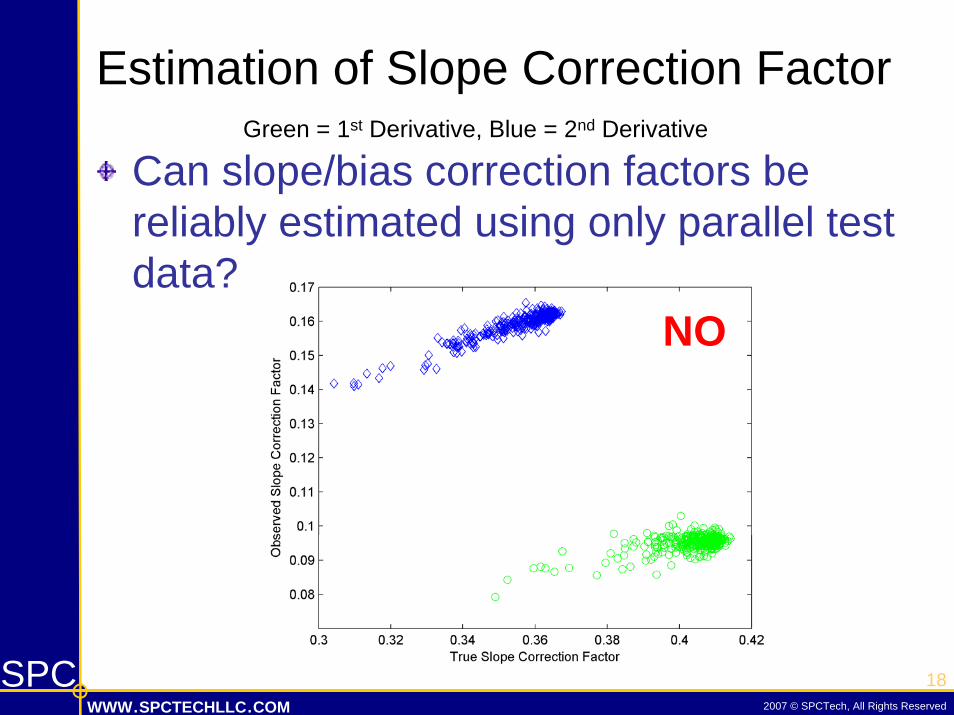
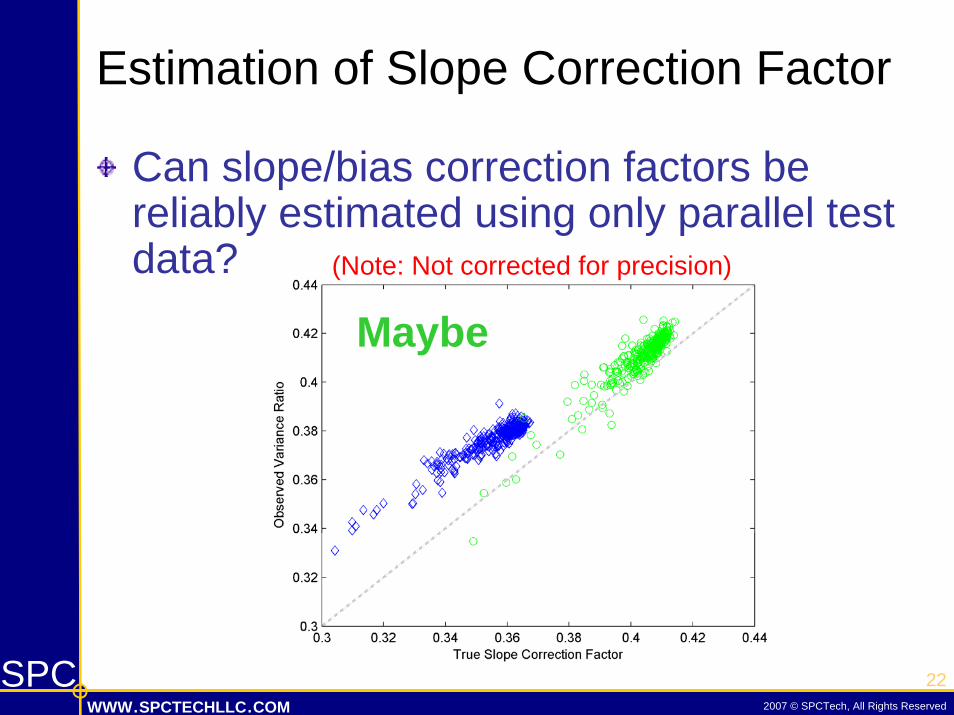
By correcting for measurement precision, parallel testing data may be used to estimate slope and bias coefficients for process controlcalibrations
Synthetic calibration should be considered as an extension of current efforts in efficient calibration
PCP, NAS, GLS, maximum-likelihood weighting, direct orthogonalization, etc.
Synthetic calibration can be applied incrementally, and is not an “all or nothing solution”
Use synthetic calibration to create a “starter model” to “cherry pick”production samples for validationAugment synthetic calibration with process development or parallel test data