STRUCTURE, PROPERTIES, AND PERFORMANCE OF INORGANIC-FILLED SEPARATORS R. Waterhouse, J. Emanuel, J. Frenzel, D. Lee, S. Peddini, Y. Patil, G. Fraser-Bell, and R.W. Pekala The 29 th International Battery Seminar & Exhibit, March 12 – 15, 2012
Transcript
STRUCTURE, PROPERTIES, AND PERFORMANCE OF INORGANIC-FILLED SEPARATORS
R. Waterhouse, J. Emanuel, J. Frenzel, D. Lee, S. Peddini, Y. Patil, G. Fraser-Bell, and R.W. Pekala The 29th International Battery Seminar & Exhibit, March 12 – 15, 2012
COMPETING SEPARATOR TECHNOLOGIES
Separator Design Company Limitations / Challenges
Biaxially oriented PE separators Tonen
SK
Asahi
135 C flow, 180 max meltdown
Residual stress in melt
Polymer oxidation
High melting point polymers
PP/PE/PP
PVDF
Coextrusion
PI, PEEK
crosslinked systems
Celgard
Ube
Tonen
Porous Power
155- 165 C flow
Residual stress in melt
Polymer oxidation
Processing difficulties with high temp or crosslinkable polymers
Heat resistant layers
Inorganic coatings
Electrodes
Separator
Matsushita
LG
High coating precision required
Controlled particle size distribution
PE layer shrinkage
Ceramic separators
PET inner layer
Al2O3/SiO2 coating
Evonik Poor mechanical properties (i.e., brittle)
Dusting
Expensive
Nanofiber-based separators
Electrospinning
Polyimide
Dupont Throughput
Expensive
Highly Filled separators ENTEK
Asahi
Sufficiently high loading levels
Residual stress in polymer matrix
2
ENTEK APPROACH
Overcome high temperature thermal shrinkage and mechanical integrity
• 60°C Storage Test: Fully charged (4.2V), OCV checked daily, test every 4 weeks.
Silica-filled separator reduces self discharge and capacity loss.
Microporous PE Silica-filled separator
SUMMARY
Free-standing, dimensionally stable, inorganic-filled separators were produced
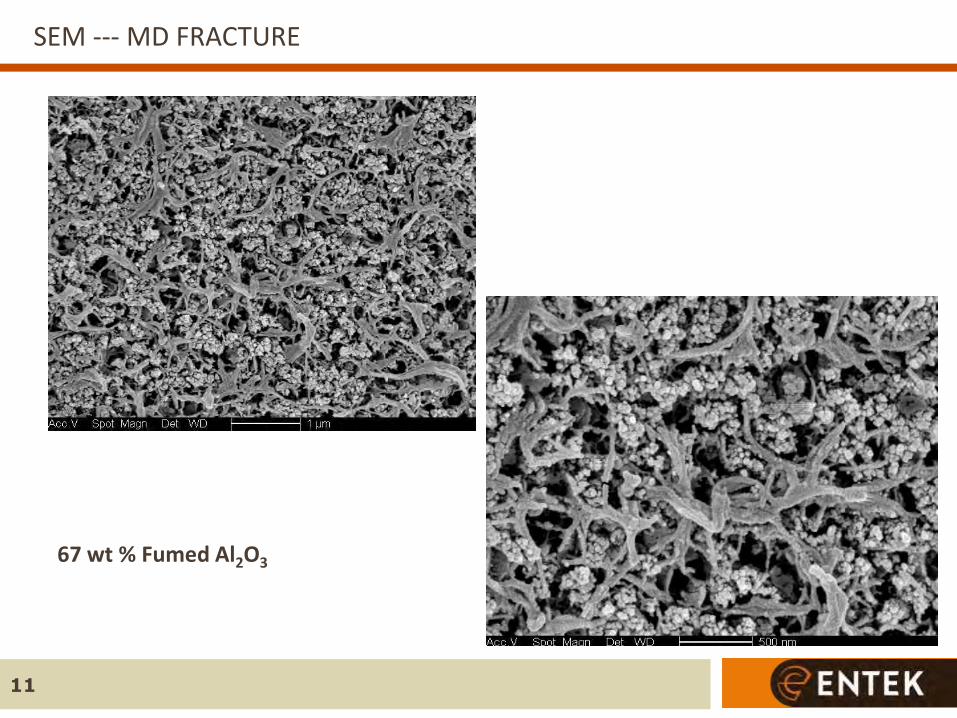
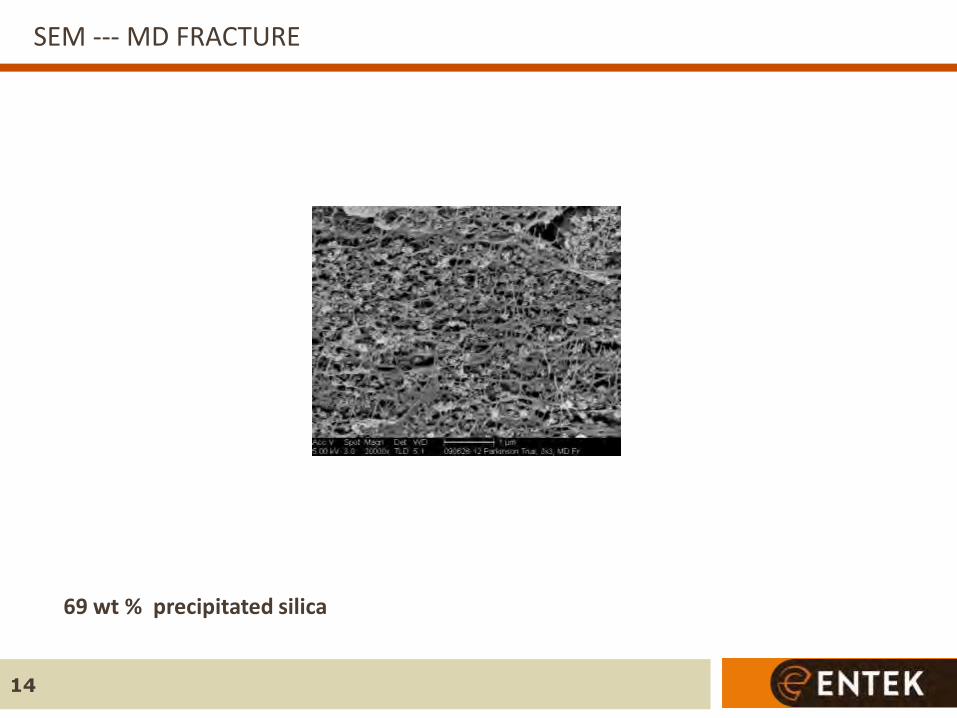
from precipitated silica and fumed alumina using UHMWPE as a binder
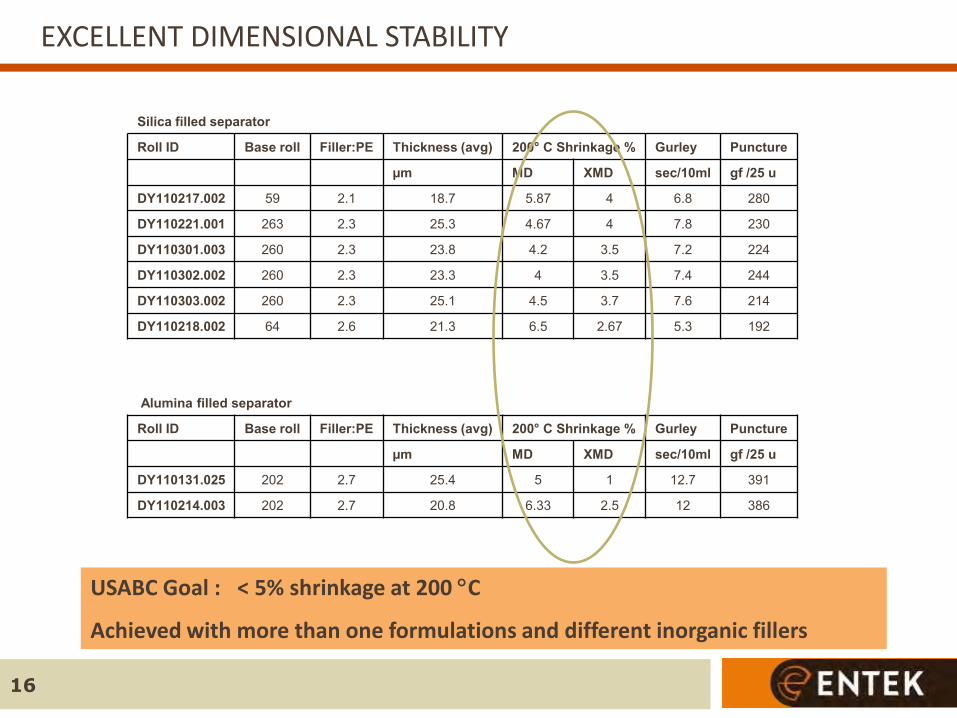
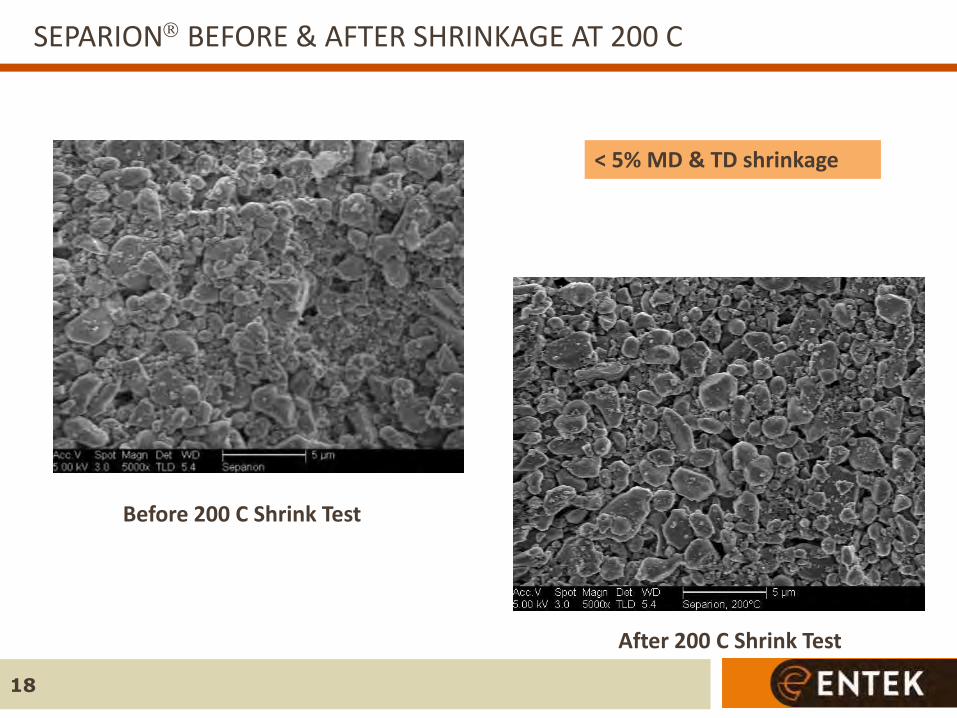
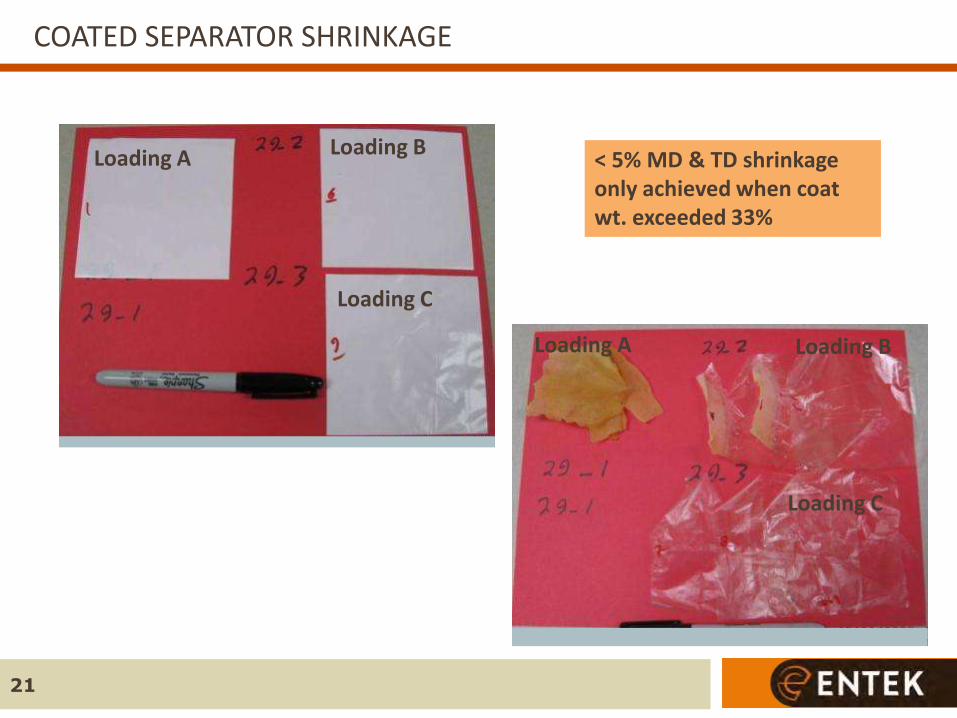
These inorganic-filled separators exhibited < 5% shrinkage in both MD and TD after 1 hour at 200 C.
Inorganic-filled separators have excellent wettability and ultralow impedance (MacMullin number < 3) that allows for high power capability and low temperature performance
18650 cells with inorganic-filled separators show good performance compared to control cells with a microporous polyethylene separator. Improved cycle life
Lower self discharge
Higher rate capability
Preliminary cost models suggest that silica-filled separators can approach target price; however, cell drying step is likely required to gain performance benefits
29
ACKNOWLEDGMENT
30
This material is based upon work supported by the Department of Energy, National Energy Technology Laboratory under Award Number DE-FC26-05NT42403 with the United States Advanced Battery Consortium (USABC). Disclaimer: “This report was prepared as an account of work sponsored by an agency of the United States Government and USABC. Neither the USABC, the United States Government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. The views and opinions of authors expressed herein do not necessarily state or reflect those of the United States Government or any agency thereof, or those of USABC.”