Studies of a new accelerated evaluation method for coatingcorrosion resistance — thermal cycling testing
Gordon P. Bierwagena,∗, L. Hea, J. Lia, L. Ellingsona, D.E. Tallmanb
a Department of Polymers and Coatings, North Dakota State University, Fargo, ND 58105 USAb Department of Chemistry, North Dakota State University, Fargo, ND 58105, USA
1.1. Testing of corrosion protection by organic coatings
There has been considerable effort by manufacturers ofcoatings and coatings scientists to develop test methods forthe prediction of corrosion protection by organic coatingsthat are numerical, reproducible, accurate and differentiable,and that also directly emulate the field conditions coatingsexperience [1–4]. The current state of the art is current stan-dardized test methods for corrosion protective coatings donot deliver all of these desired properties. Cyclic test cham-bers or bench scale test protocols have improved the em-ulation of field conditions [5,6]. Electrochemical methodshave provided numerical means of studying coatings that areincreasingly more reproducible, accurate and differentiable[7,8], but until recently they have been relatively expensive
and difficult to use. Newer electrochemical instrumentationhas made present systems much easier to use and also lessexpensive, but exact enumeration of the properties coatedmetals such that the laboratory-to-laboratory reproducibil-ity, sample differentiability and measurement accuracy arenot all present.
1.2. Electrochemical testing and ranking of corrosionprotection
There have been many electrochemical studies of coatedmetals at room temperature [8,9], but most have examinedwhat this laboratory would classify as fair-to-good coatings.We have used a tentative ranking scheme in our labora-tory based on electrochemical measures of film resistance inroom temperature immersion for intact coatings that give aranking of what would probably be identified as the barrierproperties of these coatings which is shown in Fig. 1.
This scheme failed, in a reasonable amount of immersiontime at room temperature, to rank and differentiate coat-
68 G.P. Bierwagen et al. / Progress in Organic Coatings 39 (2000) 67–78
Fig. 1. Coating ranking scheme.
ings that are thick and have exceptional barrier properties[10], as well as some new candidate Al alloy/plasma poly-mer/electrodeposition primer coating systems [11,12]. Thisled to work in this laboratory to consider the use of tem-perature increase during the electrochemical measurementsas a way to more rapidly rank and differentiate candidatecoatings systems [10,13].
1.3. Acceleration of failure
A good accelerated test method is very difficult to obtainbecause for test procedure to truly be an “accelerated testmethod,” it must only shorten the time to failure, but notchange the failure mechanism [14]. This is a very difficultrequirement to satisfy, because many ways in which onemight accelerate failure by increasing the stress that causesthe failure often introduces new failure modes. For organiccoatings, a clear example of this is attempting to accelerateexposure failure due to solar radiation to be a high intensityexposure to radiation that contains significant UV energyin wavelengths below 360 nm. The shorter UV cause bondbreakage that will not occur in outdoor exposure, thus givinga failure that will not occur in normal practice. Thus, toaccelerate failure requires an understanding of the failuremechanism in order to insure that this mechanism indeeddrives the failure sought in the accelerated test protocol,and no new failure mode has occurred. As we performedour studies working toward a new accelerated test protocol,we attempted to always consider this requirement, and weinclude these considerations in appropriate portions of thispaper.
2. Acceleration of corrosion failure in coatings
2.1. Corrosion failure in intact coatings
In many ways, failure “lies in the eye of the beholder.”The user of the coating really defines when the coating failsto satisfy his needs. One of the problems of the testing ofcorrosion protection by coatings is to convert “failure” asobserved by the user in practice to a measurable quantity.For automobiles, corrosion failure is initially a cosmetic is-sue, and later in the process of failure, it becomes a struc-tural issue. For pipelines, corrosion failure is a mechanical,safety-driven issue, as it is in many industrial situations. Weuse as a definition ofcoating failure for electrochemicalmeasurements of film barrier properties,the resistanceasmeasured by electrochemical noise methods (ENM),Rn, orthe low frequency impedance modulusas measured by elec-trochemical impedance spectroscopy (EIS), |Z|low f , that isequal to the resistance of the bare substrate metal as mea-sured in immersion. As our considerations have focused oncoatings as barriers, we consider the lifetime of undamaged,physically intact coatings throughout this study. The com-ponents of intact coating performance that give corrosionprotection to a metal substrate are the barrier properties andthe adhesion to the substrate under exposure conditions. Thefailure mechanisms we seek to accelerate, but not change,are those that involve water/electrolyte transport through thefilm, its accumulation at the coating/pretreatment/metal in-terface, adhesion loss due to this accumulation, the phys-ical and chemical aging that occur in a paint film duringwet/dry or humidity/thermal cycling of exposure, the plas-ticization of a paint film due to water/electrolyte exposure,
G.P. Bierwagen et al. / Progress in Organic Coatings 39 (2000) 67–78 69
and change in the dielectric properties of the film due theeffects discussed immediately above. All of these effectsare the types of changes in barrier properties of corrosionprotective coatings that are observed to occur in real, in-tact, coatings. In some coatings also, there is considerableporosity from over-pigmentation, poor pigment dispersion,incomplete film-formation or UV degradation, which poros-ity also reduces barrier properties and makes the film barrierproperties much more compromised by exposure stressesthan non-porous film. Thus, the failure we are consideringis the loss of barrier properties just up to film delaminationand exposure of bare metal/metal oxide of the substrate.
2.2. Acceleration of coating failure by physical damage —scribing, etc.
Often film damage, and subsequent local attack on thesubstrate/coating system along the exposed coating/substrateinterface at the damage site greatly increases the loss rate ofthe corrosion protective properties of the coating vis-à-visits intact state. The damage, be it a scrape, scratch, a chipdue to a stone, or a stress fracture and subsequent delamina-tion about a stress concentrator such as a rivet, allows directingress of electrolyte and oxygen to the substrate and itsinterface with the coating. For some qualitative tests, scrib-ing a test panel is used to emulate coating damage, and theresistance to movement of the corrosion activity from theoriginal area of the scribe. This type of “acceleration,” re-ally measures the damage-protective properties of the coat-ing/substrate system, and not the barrier properties of thesystem. For example, a highly pigmented primer containingSrCrO4 pigment will release chromate ions in the vicinityof a scribe and anodically polarize the damaged area. Thisforms a protective oxide on the damaged metal that retards orstops corrosion activity in and about the scribe, even thoughthe primer may be quite porous and a poor barrier. We willnot consider this type of acceleration in this paper.
2.3. Acceleration of failure by temperature increase inthe immersion electrolyte — thermal decrease of barrierproperties in intact films
This mode of failure acceleration has shown promise,because an increase in temperature will reduce the barrierproperties of a corrosion protective film by increasing dif-fusion rate of electrolyte ingress in to the film, increasingthe rates of physical and chemical aging that occur duringmaterial transport through the film. As observed in earlierwork in this laboratory [13], if the thermal increase in thefilm temperature exceeds the glass transition temperature ofthe water-plasticized coating polymer, an abrupt decreasein barrier properties will ensue, and the subsequent rate ofdecrease of barrier properties with temperature will climbsharply. If there is irreversible damage done that remains af-ter the film is cooled, the damage can be considered to be
similar to extended room temperature immersion of the film.The “damage” done to the coating film would appear to belargely due to “physical aging,” rearrangement of polymermolecules due to thermal mobility increase plus the effectsof the ingress and egress of water with temperature, with asmall amount of chemical damage done with some covalentbond breakage due to hydrolysis or local oxidation.
2.4. Effects of cycling of temperature/humidity
The effects of cycling will be to put the coating throughexposure to water as well as a temperature cycling. Theingress of water seems to always increase with increasingtemperature, as solubility seems to increase with temperatureas well as the rate of ingress. If water plasticizes the coating,the effects are auto-accelerating — the lowering of theTg bywater allows faster ingress up to the saturation concentration.As T and water concentration are cycled, the coating seemsto “remember” past cycling, and the system reaches steadystate much faster than the original cycling. The more thecycling, the more the “damage” that accumulates in the filmand the more the sample is degraded.
2.5. Modeling of exterior exposure
If one seeks to also include external UV exposure effects,one can alternate QUV exposure with cyclic salt fog expo-sure, and cause further damage accumulation in the topcoatdue to UV breakdown of the coating polymer. This isdescribed in Refs. [1–4].
3. Proposed accelerated test protocol and its raisond’être
3.1. Proposed testing protocol
To implement the reasoning describing the cumulative ef-fects of thermal cycling on coating/pretreatment/metal sub-strate systems, we considered the test cycle shown in Fig. 2for the samples we were to study.
The process showed in Fig. 2 is one run. One completetesting cycle includes three runs followed by 3 days of roomtemperature immersion, which comprises another varyingtemperature and constant temperature testing cycle. The total
Fig. 2. Schematic of thermal cycle test protocol.
70 G.P. Bierwagen et al. / Progress in Organic Coatings 39 (2000) 67–78
Fig. 3. Schematic of experimental samples.
testing time is just only 1 week. EIS data is measured fromroom temperature to 85◦C in the sequence: increasing intemperature from room temperature (23◦C) to 35, 55, 75and 85◦C; then decreasing in temperature from 85 to 75, 55,35◦C and room temperature (23◦C).
3.2. Experimental studies
3.2.1. Test sample preparationAluminum alloys 2024-T3 and 7075-T6 panels from
Q-Panel Lab Products of 7.62 cm×15.24 cm×0.081 cmwere used as the substrates. To the bare metal panels, athree step process was applied to obtain the coated testsamples as follows:1. alkaline cleaning using Turco 4215S in water;2. a plasma polymer thin film [15–17] (thickness of
about 50 nm) based on (oxygen+trimethylsilane(ttt) ortrimethylsilane(ttt)+hexafluoroethane(fff )), is applied tothe panel,or a chromate conversion coating [18–20];
Table 1Sample description
Sample Coating Pretreatment Substrate
Set 1eb alk E-coat Alkaline cleaning 2024 Aleb alk to E-coat Alkaline cleaning+plasma O2+plasma polymert 2024 Aleb alk tf E-coat Alkaline cleaning+plasma polymert+plasma polymerf 2024 Aleb control E-coat Chromate conversion coating 2024 Al
Fig. 4. Thermal cycling electrochemial test cell CorrocellTM.
3. a chromate-free cathodic electrodeposition coating(E-coat) [15], or a pigmented (SrCrO4) water-bornecoating (thickness of about 20–30mm).(All samples were supplied by Prof. H. Yasuda’s group at
University of Missouri, Columbia, MO). A schematic of thecoatings is given in Fig. 3. The samples are described furtherin Table 1. Set 1 samples were under examination to inves-tigate the effect of different pretreatments (plasma polymerand chromate conversion coating) on corrosion resistance ofsamples and the Set 2 samples were under examination tocompare the corrosion resistance of different coating sys-tems (E-coat and chromate pigmented W/B primer).
3.3. Instrumentation
A CorrocellTM (Fenner and Associates) as shown inFig. 4, was used to make measurements at controlled tem-perature of the hygrothermal effects on corrosion resistanceof the samples. The testing panels were placed between thecast aluminum stand and the testing cell by fastening thegaskets and threaded rods. The dilute Harrison’s solution(0.05% NaCl and 0.35% (NH4)2SO4) was filled and heatedby the heating pad around the exterior surface of the cylin-der, the temperature was controlled by BarnantTM temper-ature controller with type J general purpose thermocoupleprobe. The test temperatures used for the thermal cycling,as shown in the protocol in Fig. 2, were room temperature(23◦C), 35, 55, 75 and 85◦C. When the solution was heatedor cooled to the designed temperature, EIS testing was
G.P. Bierwagen et al. / Progress in Organic Coatings 39 (2000) 67–78 71
performed after about 20 min waiting time for better thermalequilibrium.
EIS measurements were performed using Gamry CMS300System with PC3 Potentiostat. A three electrodes-systemwas arranged by inserting a platinum counter electrode anda silver/silver chloride reference electrode in the solutionand tested samples as working electrode. The scanning fre-quency range was from 5000 to 0.1 Hz with 10 mV (RMS)applied AC voltage with open circuit mode. The exposurearea for testing was 33.16 cm2. TheTg of dry samples wasobtained by differential scanning calorimetry (DSC). DSCmeasurement is performed on Elmer-Perkin 7 Series Ther-mal Analyzer. There are three parallel samples tested foreach kind of sample. The scanning is conducted from 25to 150◦C with heating temperature rate 10◦C/min underN2.
4. Result and discussion
4.1. Hygrothermal effects
The hygrothermal effect in EIS data is presented in theBode plots of Fig. 5. With increasing temperature, the |Z|(impedance modulus) vs. frequency plots shows reductionand leveling-off at low frequencies to lower and lowervalues. In cooling steps, the |Z| value at the low frequencyreturns to its initial value upon return to room tempera-ture. The sample examined in Fig. 6 shows an example ofreversible |Z| values, that when tested in room temperatureduring cycling, return to their initial values. Fig. 7 showsthere is no apparent decrease in |Z| value after the thermal
Fig. 6. Impedance modulus |Z| at room temperature vs. frequency: reversible behavior during thermal cycle runs.
Fig. 5. Components of effects in hygrothermal testing.
cycling testing. But for some samples, the |Z| at low fre-quency values fail to return to their original values uponcooling to room temperature, as is shown in Fig. 8. Fig. 9shows an example of irreversible, permanent degradation asmeasured by |Z| vs. cycle number that occurred during theexposure period [21].
This degree of reversibility of impedance data at low fre-quency during thermal cycling can be a strong predictor ofthe corrosion resistance of samples. That is to say, if thermalcycling as performed following this protocol and the sampleshows irreversibility in EIS data upon return to room temper-ature (RT) after a temperature cycle, this indicates that thesample may experience irreversible damage in “real” expo-sure. This can be shown by considering the reduced variableZ where
Z = |Z|0,1Hz rt after thermal cycle− |Z|0,1Hz rt initial
|Z|0,1Hz rt initial
72 G.P. Bierwagen et al. / Progress in Organic Coatings 39 (2000) 67–78
Fig. 7. Impedance modulus |Z| at room temperature vs. frequency: reversible behavior after thermal cycle runs.
This variable describes the relative decrease in the low fre-quency impedance modulus during thermal cycling. We canplot Z at room temperature vs. thermal cycle number sothat the hygrothermal aging effect on corrosion resistance ofsamples is shown by the change ofZ. If Z remains small,constant and near zero during all thermal runs, it appearsto indicate that the impedance of the samples is reversible,during thermal cycling the corrosion resistance of samplesis good, and it will remain that way in exposure. On the con-trary, ifZ changes during the thermal cycling, then the sam-
Fig. 8. Impedance modulus |Z| vs. frequency: irreversible behavior during thermal cycling.
ple changes irreversibly during cycling because of degrada-tion, and the durability of corrosion resistance of the sampleson exposure will be poor. The more the change inZ, thepoorer the retention of corrosion resistance upon exposure.
In the E-coat samples, samples with alkaline cleaning+plasma polymer showed better corrosion protection thansamples with chromate conversion pretreatment. This canbe explained by the tenacious adhesion between the plasmacoatings and the substrate [12]. Samples with alkalinecleaning+plasma polymertototo can provide excellent corro-
G.P. Bierwagen et al. / Progress in Organic Coatings 39 (2000) 67–78 73
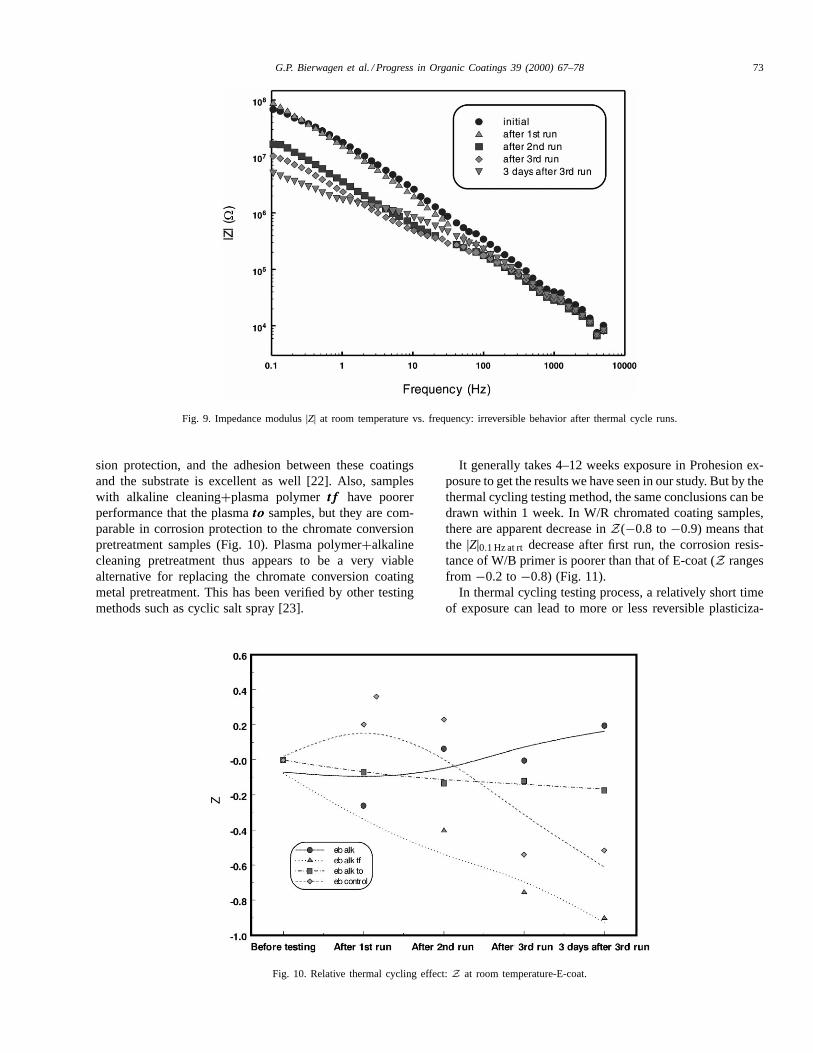
Fig. 9. Impedance modulus |Z| at room temperature vs. frequency: irreversible behavior after thermal cycle runs.
sion protection, and the adhesion between these coatingsand the substrate is excellent as well [22]. Also, sampleswith alkaline cleaning+plasma polymertftftf have poorerperformance that the plasmatototo samples, but they are com-parable in corrosion protection to the chromate conversionpretreatment samples (Fig. 10). Plasma polymer+alkalinecleaning pretreatment thus appears to be a very viablealternative for replacing the chromate conversion coatingmetal pretreatment. This has been verified by other testingmethods such as cyclic salt spray [23].
Fig. 10. Relative thermal cycling effect:Z at room temperature-E-coat.
It generally takes 4–12 weeks exposure in Prohesion ex-posure to get the results we have seen in our study. But by thethermal cycling testing method, the same conclusions can bedrawn within 1 week. In W/R chromated coating samples,there are apparent decrease inZ(−0.8 to−0.9) means thatthe |Z|0.1 Hz at rt decrease after first run, the corrosion resis-tance of W/B primer is poorer than that of E-coat (Z rangesfrom −0.2 to−0.8) (Fig. 11).
In thermal cycling testing process, a relatively short timeof exposure can lead to more or less reversible plasticiza-
74 G.P. Bierwagen et al. / Progress in Organic Coatings 39 (2000) 67–78
tion. More prolonged hygrothermal aging at elevated tem-perature tends to induce the degradation in epoxy coatings[24]. The irreversible interactions between water and epoxycoatings at elevated temperatures that may occur are that theepoxy backbone chains can be cut and segments leach outduring hygrothermal aging [25]. Irreversible water uptakeand swelling of epoxy coatings will also occur in thermalcycling testing [26]. The combined action of the water andtemperature can thus accelerate the coating degradation inthermal cycling testing.
We applied the two-time constant coated-metal modelshowed in Fig. 12, which is useful in cases involving coat-ing degradation [27], to our EIS data. The fitting results ofpore resistance, coating capacitance, charge transfer resis-tance and double layer capacitance are obtained using the
Fig. 12. Equivalent circuit model use for analyzing EIS data in cycling.
softwareZView for Windows.1 Using analogous reducedvariables toZ,R, and C can be defined as
R ≡ Rrt after thermal cycle− Rrt initial
Rrt initial
C ≡ Crt after thermal cycle− Crt initial
Crt initial
R andC, values for various parts of the two-time-constantequivalent circuit for coatings impedance values are shownin Figs. 13 and 14.
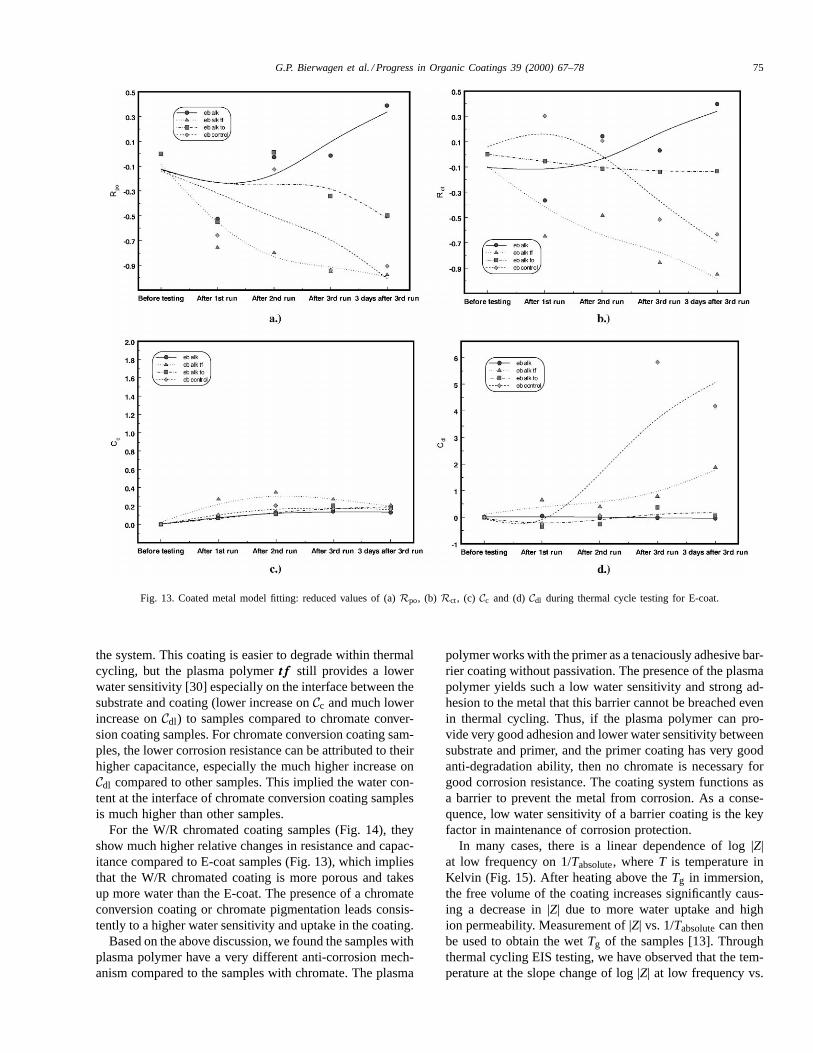
The latent discontinuities or defects in the coating systemgive rise to ionically conducting low resistive paths, whichare represented byRpo. Cc is the capacitance of coating.Rct the charge transfer resistance of the area at the polymerand coating interface, andCdl the double layer capacitance[28]. In thermal cycling, the water uptake of the coatingsincreases and the elevated temperature degrades the coat-ing, causing a film resistance decrease and capacitance in-crease. The increase of capacitance is usually assigned towater uptake [29]. For E-coat samples, we attribute the moredurable corrosion resistance of samples with alkaline clean-ing and plasma polymertototo to their lower decrease onRpoandRct and lower increase onCc and Cdl. The two goodsample systems have higher resistance to coating degrada-tion in hygrothermal aging and better adhesion which leadsto little water penetrating the interface between the coatingand substrate. For samples with alkaline cleaning+plasmapolymertftftf , the reason for poorer durability of corrosion re-sistance comes from the higher decrease onRpo andRct of
1 Zview for Windows: Impedance/Gain Phase Graphing and AnalysisSoftware, Version 2.1, issued by Scribner Associates, Inc Southern Pines,NC 28387 USA.
G.P. Bierwagen et al. / Progress in Organic Coatings 39 (2000) 67–78 75
Fig. 13. Coated metal model fitting: reduced values of (a)Rpo, (b) Rct, (c) Cc and (d)Cdl during thermal cycle testing for E-coat.
the system. This coating is easier to degrade within thermalcycling, but the plasma polymertftftf still provides a lowerwater sensitivity [30] especially on the interface between thesubstrate and coating (lower increase onCc and much lowerincrease onCdl) to samples compared to chromate conver-sion coating samples. For chromate conversion coating sam-ples, the lower corrosion resistance can be attributed to theirhigher capacitance, especially the much higher increase onCdl compared to other samples. This implied the water con-tent at the interface of chromate conversion coating samplesis much higher than other samples.
For the W/R chromated coating samples (Fig. 14), theyshow much higher relative changes in resistance and capac-itance compared to E-coat samples (Fig. 13), which impliesthat the W/R chromated coating is more porous and takesup more water than the E-coat. The presence of a chromateconversion coating or chromate pigmentation leads consis-tently to a higher water sensitivity and uptake in the coating.
Based on the above discussion, we found the samples withplasma polymer have a very different anti-corrosion mech-anism compared to the samples with chromate. The plasma
polymer works with the primer as a tenaciously adhesive bar-rier coating without passivation. The presence of the plasmapolymer yields such a low water sensitivity and strong ad-hesion to the metal that this barrier cannot be breached evenin thermal cycling. Thus, if the plasma polymer can pro-vide very good adhesion and lower water sensitivity betweensubstrate and primer, and the primer coating has very goodanti-degradation ability, then no chromate is necessary forgood corrosion resistance. The coating system functions asa barrier to prevent the metal from corrosion. As a conse-quence, low water sensitivity of a barrier coating is the keyfactor in maintenance of corrosion protection.
In many cases, there is a linear dependence of log |Z|at low frequency on 1/Tabsolute, whereT is temperature inKelvin (Fig. 15). After heating above theTg in immersion,the free volume of the coating increases significantly caus-ing a decrease in |Z| due to more water uptake and highion permeability. Measurement of |Z| vs. 1/Tabsolutecan thenbe used to obtain the wetTg of the samples [13]. Throughthermal cycling EIS testing, we have observed that the tem-perature at the slope change of log |Z| at low frequency vs.
76 G.P. Bierwagen et al. / Progress in Organic Coatings 39 (2000) 67–78
Fig. 14. Coated metal model fitting: reduced values of (a)Rpo, (b) Rct, (c) Cc and (d)Cdl during thermal cycle testing for W/R chromated coating.
Fig. 15. An example of log |Z|0.1 Hz vs. (1/T)×1000 from thermal cyclingtesting the slope change indicatint that the sample has passed throughits Tg.
1/Tabsolute(taken to be theTg of the wet state as describedin Ref. [13]) is lower than theTg of the dry state as mea-sured by DSC.Tg data from the wet state obtained from theelectrochemical method will equal data measured by DSCif the DSC sample is immersed prior to examination.
Tg depression can be obtained by the difference betweenEIS (wet) and DSC (dry) measurement and is related to wateruptake in the samples. For E-coat samples, theTg depressionof samples was about 15–20◦C. For W/R chromated coatingsamples, theTg depression of samples was about 20–30◦C.According to Milovic et al. [31],Tg depression is related towater content in the coating system. The higher the watercontent, the larger theTg depression until the sample issaturated with water.
We plotted the1Tg vs. thermal cycle number (Fig. 16):for E-coat,1Tg kept nearly constant during the three thermalcycles, while for W/R chromate-based coating, the1Tg hadan apparent increase during the three thermal cycles.Fromthis, we suggest that the Tg depression is mainly related tofeatures of coatings system other than pretreatment. We say
G.P. Bierwagen et al. / Progress in Organic Coatings 39 (2000) 67–78 77
Fig. 16.1Tg vs. thermal cycle number for different coating systems.
this because the E-coat samples showed nearly same1Tgchange tendency no matter which type of pretreatment is ap-plied (CCC or plasma polymer ), while the E-coat and W/Rcoat samples with the same pretreatment (CCC), showeddistinct differences in1Tg. For the W/R chromated coat-ing system, due to its porosity and the apparent inherenthydrophilicity of this class of coating [32], the water sensi-tivity is quite high. As a result furtherTg depression occurswith each thermal cycle.
5. Summary and conclusions
From the data presented above, we have shown that ex-amining the impedance changes at low frequency of coatedmetal systems during thermal cycling in electrolyte immer-sion offers considerable insight into the durability of cor-rosion protection of these systems. True reversibility of theperformance of a coated metal system after thermal cyclingseems to indicate that the system resists water uptake and re-tains excellent adhesion between the coating and the metal.These are strong indicators of the durability of corrosionprotection of the coated metal system, and the rapidity withwhich the cycling testing can be performed indicates thatthis cyclic test protocol has considerable potential to be avaluable accelerated test method for examining the corro-sion performance of coated metal systems.
Acknowledgements
This work was performed with the support of the AirForce Office of Scientific Research under Grant F49620-96-1-0284, Maj. H. DeLong and Maj. P. Trulove, ProgramManagers; and with the support from a subcontract withU. Missouri-Columbia, Prof. H. Yasuda, PI, the prime con-tractor for DARPA under Contract # F33615-96-C-5055.
References
[1] J. Andrews, F. Anwari, B.J. Carlozzo, M. DiLorenzo, R. Glover,S. Grossman, C.J. Knauss, J. McCarthy, B. Mysza, R. Patterson,R. Raymond, B. Skerry, P.M. Slifko, W. Stipkovich, J.C. Weaver,M. Wolfe, Correlation of accelerated exposure testing and exteriorexposure sites J. Coat. Technol. 66 (837) (1994) 49–67.
[2] B.S. Skerry, A. Alavi, K.L. Lindgren, Environmental andelectrochemical test methods for the evaluation of protective organiccoatings J. Coat. Technol. 60 (765) (1988) 97–106.
[3] B.R. Appleman, Survey of accelerated test methods for anti-corrosivecoating performance J. Coat. Technol. 62 (787) (1990) 57–67.
[4] B.S. Skerry, C.H. Simpson, Combined corrosion/weatheringaccelerated testing of coatings for corrosion control, Proceedings ofCorrosion’91, NACE, Paper No. 412.
[5] B.R. Appleman, Cyclic accelerated testing: the prospects forimproved coating performance evaluation, J. Protective Coat. Linings(1989) 71–79
[6] C.H. Simpson, C.J. Ray, B.S. Skerry, Accelerated corrosion testingof industrial maintenance paints using a cyclic corrosion weatheringmethod J. Protective Coat. Linings 8 (#5) (1991) 28–36.
[7] G.P. Bierwagen (Ed.), Organic Coatings for Corrosion Control, ACSSymposium Series 689, American Chemical Society, Washington,DC, 1998.
[8] J.N. Murray, Electrochemical test methods for evaluating organiccoatings on metals: an update. Part II: Single test parametermeasurements, Prog. Org. Coat. 31 (1997) 255–264 also Parts I andIII.
[10] G.P. Bierwagen, C. Jeffcoate, D.J. Mills, J. Li, S. Balbyshev, D.E.Tallman, The use of electrochemical noise methods to study thick,high impedance coatings Prog. Org. Coat. 29 (1996) 21–30.
[11] Low temperature plasma polymer coating for aluminum, AFF33615-96-C-5055, Quarterly Progress Report No. 5 (Unpublishedresults from US Defence Advanced Research Projects Agency(DARPA) Project # F33615-96-5, Prof. H. Yasuda, U. Missouri,Columbia, Principal Investigator).
[12] C.M. Reddy, R.S. Gaston, C.M. Weikart, H.K. Yasuda, Influence ofsurface pretreatment and electrocoating parameters on the adhesionof cathodic electrocoat to Al alloy surfaces Prog. Org. Coat. 33(1998) 225–231.
[13] J. Li, C.S. Jeffcoate, G.P. Biewagen, D.J. Mills, D.E. Tallman,Thermal transition effects and electrochemical properties in organiccoatings: I. Initial studies on corrosion protective organic coatingsCorrosion 54 (1998) 763–771.
[14] G.P. Bierwagen, The science of durability of organic coatings — aforeword Prog. Org. Coat. 15 (1987) 179–185.
[15] T. Wang, T.J. Lin, D.J. Yang, J. Antonelli, H.K. Yasuda,Corrosion protection of cold-rolled steel by low temperature plasmaengineering. I. Enhancement of E-coat adhesion Prog. Org. Coat. 28(1996) 291–297.
[17] W.J. van Ooij, K.D. Conners, Corrosion performance of electrocoatedcold-rolled steels pretreated with plasma-polymerized organic filmsJ. Electrochem. Soc. 95 (1995) 229.
[18] S.M. Cohen, A review of pretreatments for aluminum Corrosion 51(1995) 71.
[19] R.L. Twite, G.P. Bierwagen, Review of alternatives to chromate forcorrosion protection of aluminum aerospace alloys Prog. Org. Coat.33 (1998) 91–100.
[20] R. Twite, V. Balbyshev, G.P. Bierwagen, Electrochemical studies ofthe effects of Cr+6 in aircraft coatings, in: S.R. Taylor, H. Isaacs, E.Brooman (Eds.), Proceedings of Symposium of the ElectrochemicalSociety, Vol. 95-16, 1995, p. 202.
78 G.P. Bierwagen et al. / Progress in Organic Coatings 39 (2000) 67–78
[21] R.D. Granata, K.J. Kovaleski, Hygrothermal properties of protectivepolymer coatings on steel, in: Proceedings of the 12th InternationalCongress for Corrosion Control, Vol. 1 (Coatings), Houston, TX,September 1993, p. 24. NACE, Houston TX (1993).
[22] H. Yasuda, et al., University of Missouri, Columbia, MO, inpreparation.
[23] Unpublished work on this contract, Boeing St. Louis Laboratories.[24] G.Z. Xiao, M.E.R. Shanahan, Water absoption and desoprtion in
an epoxy resin with degradation J. Polym. Sci. B 35 (1997) 2659–2670.
[25] G.Z. Xiao, M. Delamar, M.E.R. Shanahan, Irreversible interactionsbetween water and DGEBA/DDA epoxy resin during hygrothermalaging J. Appl. Polym. Sci. 65 (1997) 449–458.
[27] R.D. Granata, R.C. MacQueen, K.J. Kovaleski, Polymer coatingdegradation mechanisms related to hot production, in: Proceedingsof the 12th International Conference for Corrosion Control, Vol. 5(Oil and Gas Production), Houston, TX, September 1993, p. 2612.NACE, Houston (1993).
[28] F. Mansfeld, H. Shih, H. Greene, C.H. Tsai, in: J.R. ScullyD.C. Silverman, M.W. Kendig (Eds.), Analysis of EIS Data forCommon Corrosion Processes Electrochemical Impedance: Analysisand Interpretation, ASTM STP 1188, American Society for Testingand Materials, Philadelphia, PA, 1993, pp. 37–53.
[29] P.R. Sere, D.M. Santagata, et al., Surf. Coat. Int. 3 (1998) 128–134.[30] T.J. Lin, J.A. Antonelli, et al., Prog. Org. Coat. 31 (1997) 351-361.[31] J. Milovic, K.-F. Lin, J. Appl. Polym. Sci. 30 (1985) 2527–2549.[32] K. Doeren, W. Frietag, D. Stoye, Water-Borne Coatings, Carl Hanser,