24
Cost Reduction through Optimisation of Production Routes for Subsea Components Subsea Malaysia, Kuala Lumpur 12 th July 2017
Cost Reduction through Optimisation of Production Routes for Subsea
Components
Subsea Malaysia, Kuala Lumpur
12th July 2017
• Originated 1805
• River Don works built 1864
• English Steel 1923 and British Steel 1967
• Privatised – British Steel and Firth Brown 1982
• Modern Era of Private ownership. Now a company wholly owned by its Directors and workforce.
•More on www.sheffieldforgemasters.com
Sheffield Forgemasters-Who are we?
Objective
It’s the form and properties of the end product at an appropriate cost which matter.
It’s up to us to suggest the best production route
Forging, casting, something in between or something completely different are only a means to an end
So open up your minds!
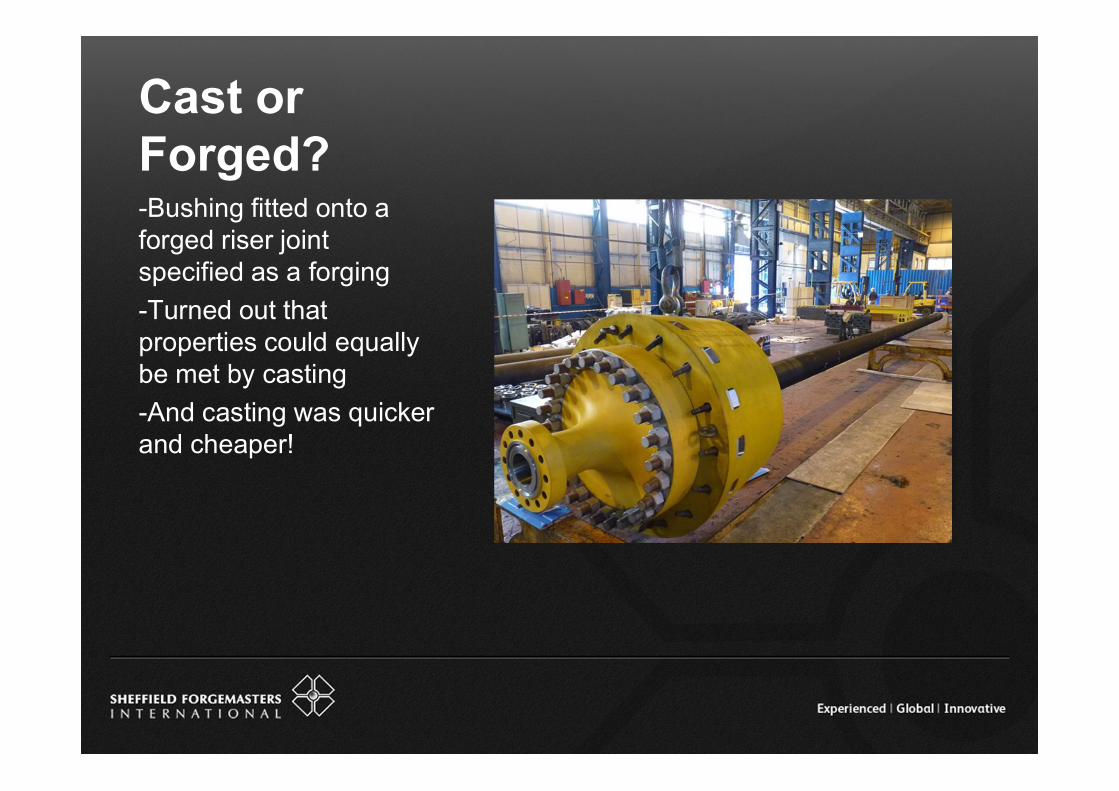
Cast or Forged?-Bushing fitted onto a forged riser joint specified as a forging
-Turned out that properties could equally be met by casting
-And casting was quicker and cheaper!

Cast or Forged?
22” Forged Wye 24” Cast Wye

Subsea Clamps-No fixed route
Cast or Forged Forged
Casting
Molten steel in a ladle Mould and casting pit

Forging
Ingot Forge

So what’s the difference between the two?
• Castings– Cast quickly, cooled slowly.
– Poured into near net shape mould
– Designed to solidify with pronounced directionality, pushing segregation and liquid/solid contraction towards final solidification event in a reservoir of surplus material
– Heat treatable but no thermo-mechanical treatment

So what’s the difference between the two?
• Forgings– Slow cast in an iron ingot mould
– Chilled surface and pronounced ingot segregation
– Segregation is forged away, “pushed out” of finished product and removed by during machining
– Forging process re-crystallises grain structure, consolidates voids and cavities
– Gives directionality, which can influence mechanical properties and functionality
– More starting material and machining to reach final shape compared to a casting
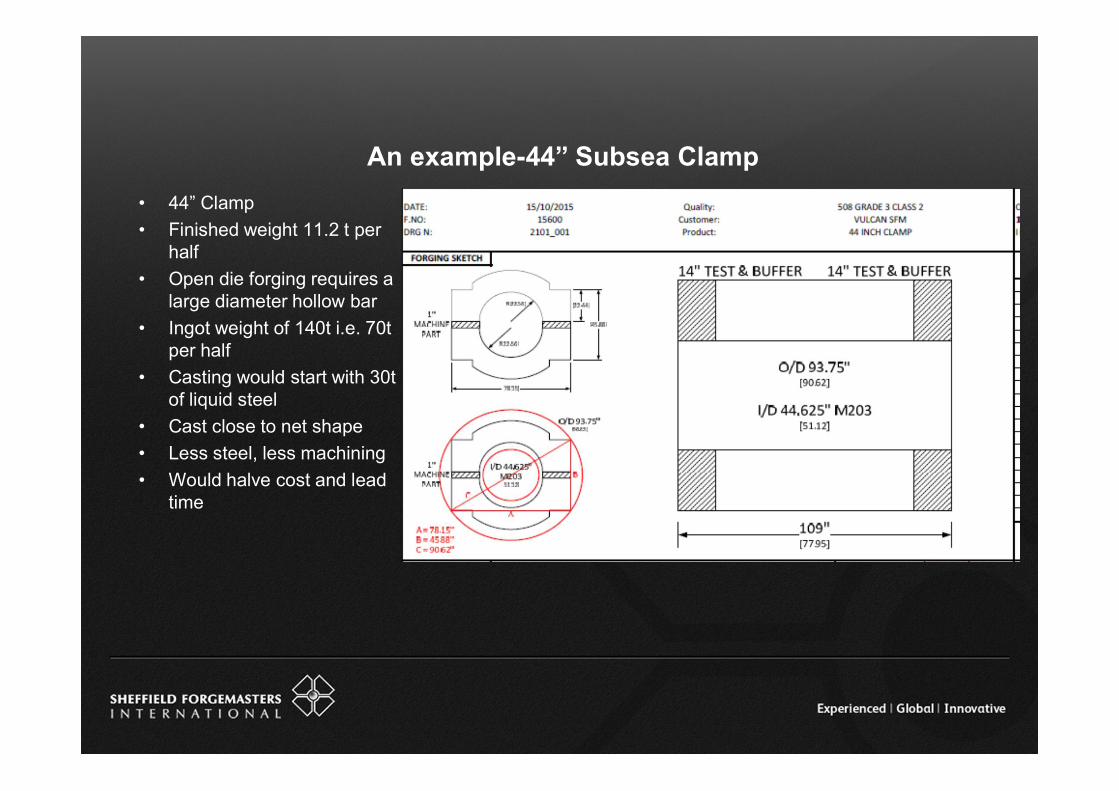
An example-44” Subsea Clamp
• 44” Clamp
• Finished weight 11.2 t per half
• Open die forging requires a large diameter hollow bar
• Ingot weight of 140t i.e. 70t per half
• Casting would start with 30t of liquid steel
• Cast close to net shape
• Less steel, less machining
• Would halve cost and lead time
Integrity Issues-Forgings
• Consolidated by forging process– Positive segregation and feed piping are forged out in process of
making blank forging, then cropped and removed
• Free of voids
• Low levels of alloy segregation
• Some texture and directionality– Any inclusions will be linear
• Ingot for forging is cast under vacuum, surface removed by machining so no welding carried out during production of forgings
Integrity Issues-Castings
• Highly dependent on good quality, clean steel
• Design also key to ensure strong directional solidification
• Some pores and voids will remain at macro/micro level
• No directionality with any defects being generally round and innocuous
• Sand mould casting involves melting in air, with consequent opportunities for creation of oxides and entrapment of non-metallic inclusions
• Necessitates some degree of surface upgrading and cosmetic welding to rectify

Alloy Limitations
• Thermal cycling profiles and “forcing out” of segregations to top of ingot makes high carbon/high alloy forgings much less risky than equivalent in castings
• Macro segregation issues make alloys such as F22 (2 1/4 CrMo) less favourable in castings for weldable applications
• Preferred higher strength/higher toughness alloys for castings as NiCrMo types but beware of NACE and sour service conditions

Weldability• For similar alloy compositions, weldability in castings and
forgings is comparable
• Slight advantage in cast form due to lower susceptibility to hydrogen cracking and scope for weld repair, which is not allowed in forgings
• Rigorous weldability requirements for offshore applications are more readily achievable in plate, taking advantage of latter’s low alloy with thermo-mechanical processing to reach medium strength at low CEVs.
• Higher alloying needed in forgings and castings to match plate’s strength and toughness
• But higher resultant CEVs in NiMo forgings and castings still have proven track record in welded offshore applications
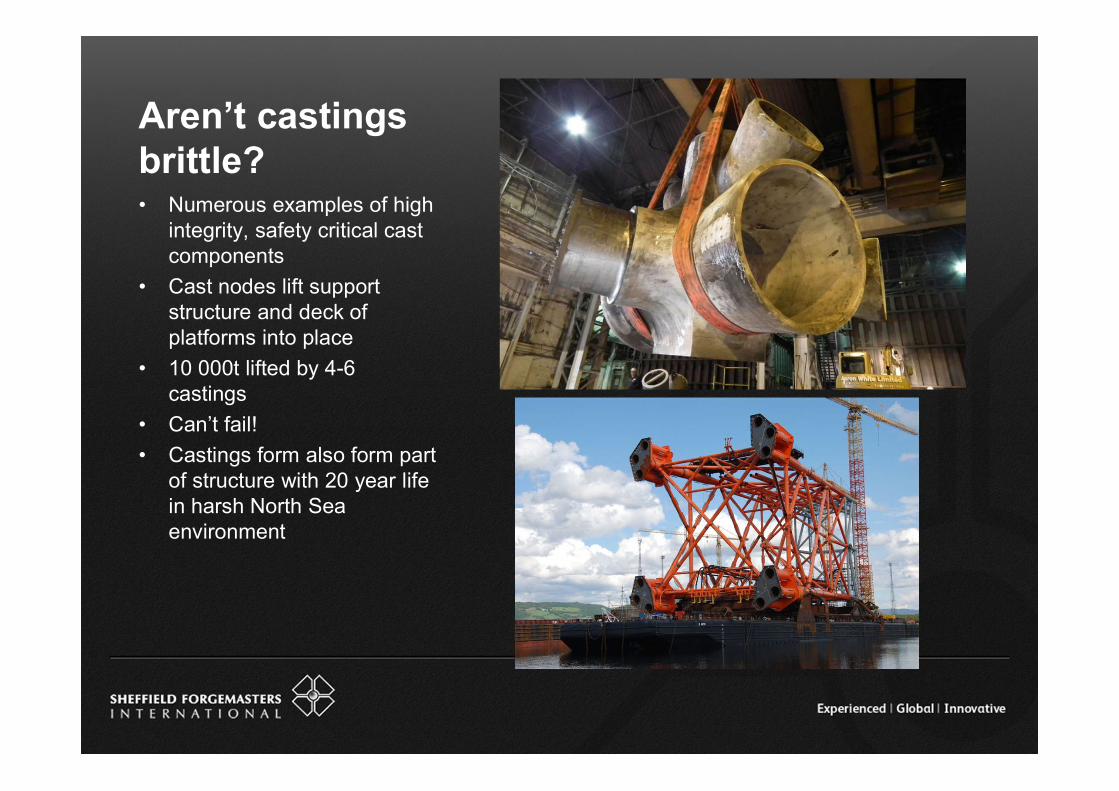
Aren’t castings brittle?• Numerous examples of high
integrity, safety critical cast components
• Cast nodes lift support structure and deck of platforms into place
• 10 000t lifted by 4-6 castings
• Can’t fail!
• Castings form also form part of structure with 20 year life in harsh North Sea environment

Complexity and choice of production route
• Castings can be made nearer to net shape
• Handle hollows and protrusions well
• Less machining to achieve final form

Complexity and choice of production route (2)
• Open die forging can only produce relatively simple shapes
• Detail is achieved by machining to final shape
• “Envelope” requirement to provide material increases starting ingot weight
• Can be disproportionate increase for modest increase in final product dimensions
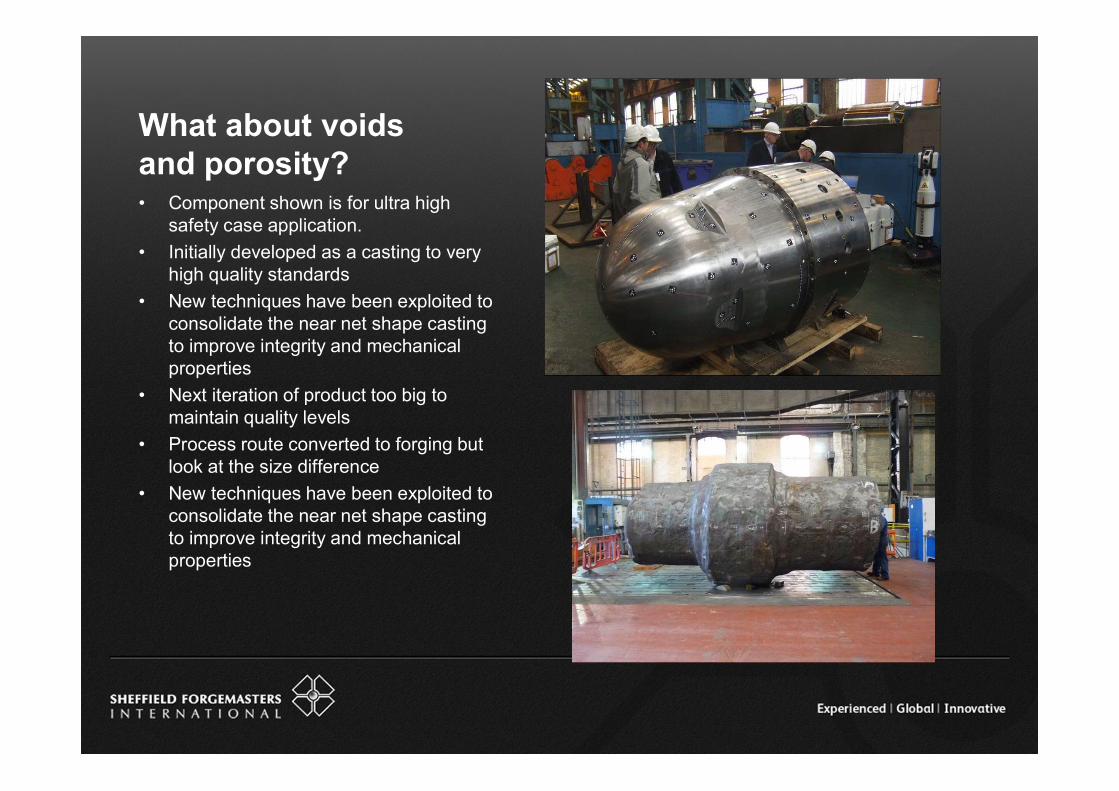
What about voids and porosity?• Component shown is for ultra high
safety case application.
• Initially developed as a casting to very high quality standards
• New techniques have been exploited to consolidate the near net shape casting to improve integrity and mechanical properties
• Next iteration of product too big to maintain quality levels
• Process route converted to forging but look at the size difference
• New techniques have been exploited to consolidate the near net shape casting to improve integrity and mechanical properties
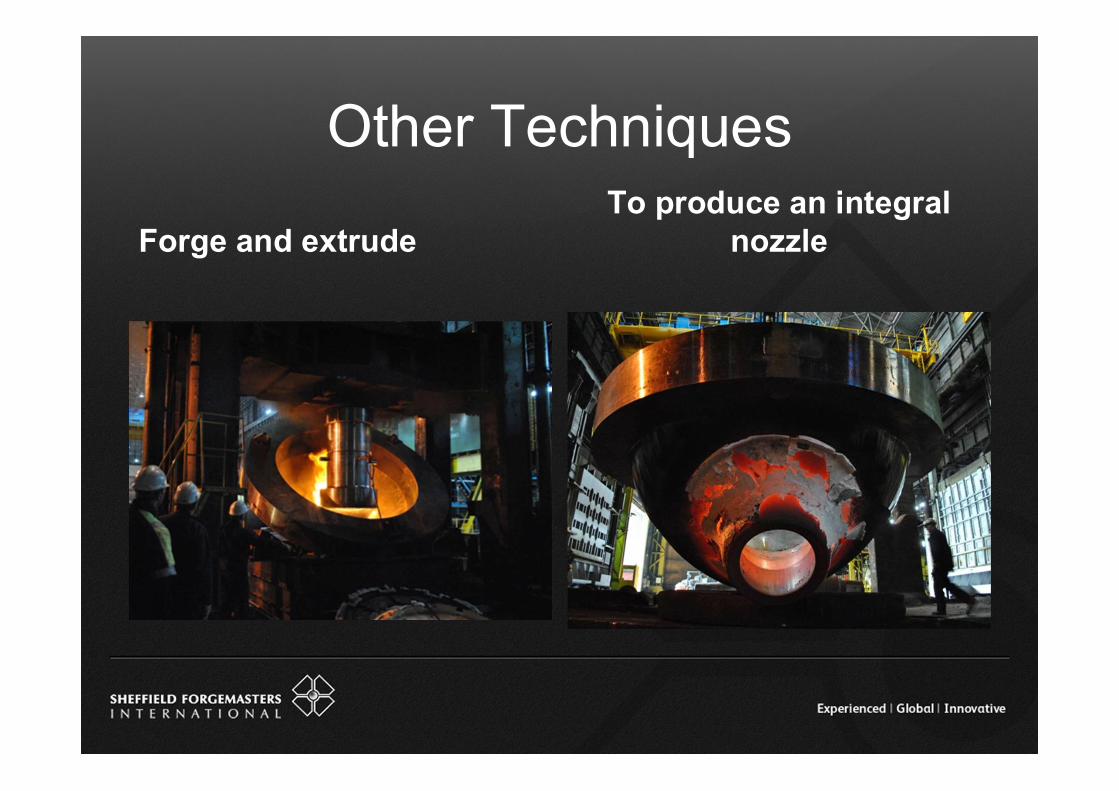
Other Techniques
Forge and extrudeTo produce an integral
nozzle
And what about the future?
• Consolidated ingot to mix two grades in one component
• Topology optimisation
• Additive manufacturing
• Industry 4.0– From concept to CAD to finished part
– Take the requirements to market and let developing technologies come forward with solutions.

Topology optimisation
• Proven technology in other industries but we could do more subsea
• Many components contain “redundant” material due to limitations of manufacturing processes
• FE Analysis determines where material is needed
• Can optimise existing production routes
• Weight savings
• But real cost savings need new production methods
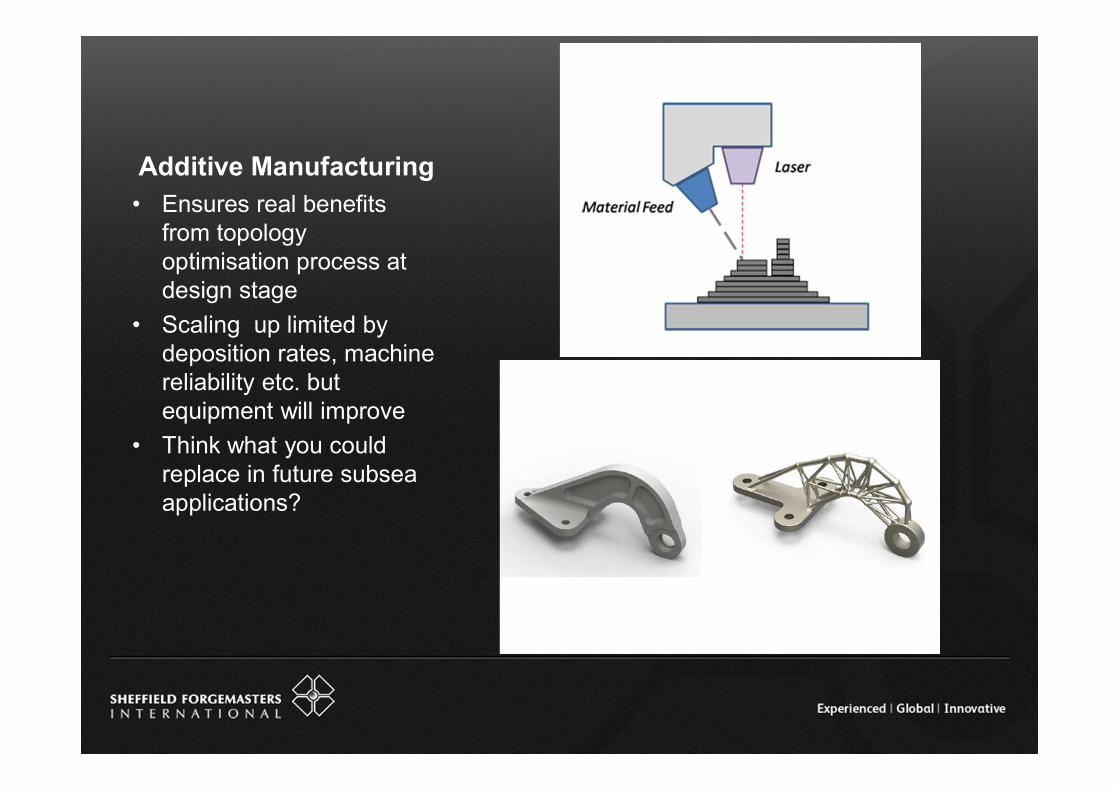
Additive Manufacturing• Ensures real benefits
from topology optimisation process at design stage
• Scaling up limited by deposition rates, machine reliability etc. but equipment will improve
• Think what you could replace in future subsea applications?
Thoughts to take away!
• Think about the benefits which different forms and routes can bring as engineering solutions
• It pays to be flexible as to how solution is reached– No more “this has to be a casting”/ “I only want a forging”
• “Engage supply chain closer and earlier”/ “More partnerships with suppliers”
– Here’s a route to put it into practice!
• And this is the source of innovation and sustainable cost reduction in the supply of subsea components




![IOT - Embed to HTTP.pptx [Sola lettura] · %hvlghv $3,v frpsrqhqwv uhtxluh dovr dq lqlwldo FRQILJXUDWLRQ LQ WKH IRUP RI VR FDOOHG ³H[WUD SURSHUWLHV´ $ FRPSRQHQW LV DGGHG WR D SURMHFW](https://static.documents.pub/doc/80x56/5ecd7fb570ecc14b111189d2/iot-embed-to-httppptx-sola-lettura-hvlghv-3v-frpsrqhqwv-uhtxluh-dovr-dq.jpg)

![25'(5 , %$&.*5281'...wkh\ zhuh hqwlwohg wr uhgxfh %duer]d v dzdug e\ wkh kh uhfhlyhg lq wkh vhwwohphqw ri klv zrunhuv frpshqvdwlrq fodlp ,q plg wkh frxuw judqwhg wkh ghihqgdqwv](https://static.documents.pub/doc/80x56/5e7d1d127d832460c10c1ba8/255-5281-wkh-zhuh-hqwlwohg-wr-uhgxfh-duerd-v-dzdug-e-wkh-kh.jpg)










