18
TA202A Lecture-10 Instructor: Shantanu Bhattacharya
| Date post: | 01-Jan-2016 |
| Category: |
Documents |
| Upload: | eleanor-lloyd |
| View: | 232 times |
| Download: | 1 times |

TA202A Lecture-10
Instructor: Shantanu Bhattacharya

Review of last lecture•Non traditional machining methods.•Mechanical Machining.•Abrasive Jet Machining.•Electrochemical Machining.•Electrochemistry of ECM process
Electrochemical Machining• Reaction at the anode:Fe ------- Fe+2 + 2 e-
• The electrode metal Fe dissolves, leaving 2 electrons.
2H2O + 2 e- -------- H2 + 2 (OH)-
The water gets two electrons from the electrode and , as a result, the hydrogen gas is evolved and hydroxyl ions are produced.

Electrochemical Machining• Then, the positive metal ions combine with the negatively charged
hydroxyl ions to form ferrous hydroxide as:
Fe+2 + 2 (OH)- ------ Fe(OH)2
• The ferrous hydroxide forms an insoluble precipitate.• So, with this kind of electrode metal-electrolyte combination, the
anode dissolves and H2 generates at the cathode, leaving the cathode shape unchanged.
• This is the most important characteristic of the electrochemistry of the ECM process.
• It should be noted that for ECM the choice of electrodes and the electrolyte must be such that no deposition at either electrodes can take place.

Electrochemical Machining (ECM)•Electrochemical machining is one of the most unconventional machining processes.•The process is actually the reverse of electroplating with some modifications.•It is based on the principle of electrolysis.•In a metal, electricity is conducted by free electrons but in a solution the conduction of electricity is achieved through the movement of ions.•Thus the flow of current through an electrolyte is always accompanied by the movement of matter.•In the ECM process the work-piece is connected to a positive electrode and the tool to the negative terminal for metal removal.•The figure below shows a suitable work-piece and a suitably shaped tool, the gap between the tool and the work being full of a suitable electrolyte.

Electrochemical Machining
•The dissolution rate is more where the gap is less and vice versa.
•This is because the current density is inversely proportional to the gap.

Electrochemical Machining• The dissolution rate is more where the gap is less and vice versa (as the current density is proportional to the gap.
•Now, if the tool is given a downward motion, the work surface tends to take the same shape as that of the tool, and at a steady state the gap is uniform.
•Thus the shape of the tool is represented in the job.
•In an electrochemical machining process, the tool is provided with a constant feed motion.
•The electrolyte is pumped at a high pressure through the tool and the small gap between the tool and the work-piece.
•The electrolyte is so chosen that the anode is dissolved but there is no deposition on the cathode.
•The order of the current and voltage are a few 1000 amps and 8-20 volts. The gap is of the order of 0.1-0.2mm .
•The metal removal rate is typically 1600 mm3/sec for each 1000 Amp.
•Approximately 3 KW-hr. are needed to remove 16000 mm3 of metal which is almost 30 times the energy required in a conventional process.
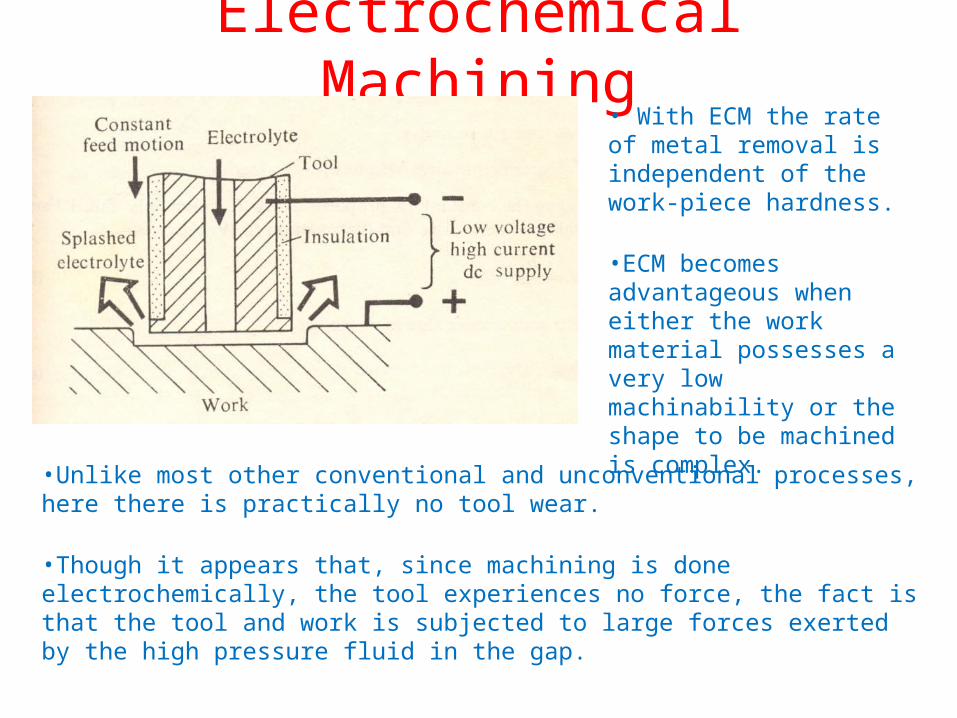
Electrochemical Machining• With ECM the rate of metal removal is independent of the work-piece hardness.
•ECM becomes advantageous when either the work material possesses a very low machinability or the shape to be machined is complex.
•Unlike most other conventional and unconventional processes, here there is practically no tool wear.
•Though it appears that, since machining is done electrochemically, the tool experiences no force, the fact is that the tool and work is subjected to large forces exerted by the high pressure fluid in the gap.

Electrochemistry of ECM process•The electrolysis process is governed by the following two laws proposed by Faraday.
(1)The amount of chemical change produced by an electric current, that is, the amount of any material dissolved or deposited, is proportional to the quantity of electricity passed.(2)The amounts of different substances dissolved or deposited by the same quantity of electricity are proportional to their chemical equivalent weights.
•In the quantitative form, Faraday’s two laws state that
m α I t ε
Where, m = weight (in grams) of a material dissolved or deposited,
I = Current (in amperes)
t = time (in seconds)
ε = gram equivalent weight of the material.

Electrochemical Machining• The gram equivalent weight of the metal is given by ε = A/Z, where A is the atomic weight and Z is the valency of the ions produced.
•The rate of mass removal is given by:
m = AI/ZF
If density of the anode material is ρ, the volumetric removal rate is given by
Q = AI/ ρZF cm3/ sec,
WhereA = gram atomic weight of the metallic ions,
I = current (amperes)
ρ = Density of the anode (gm/ cm3 ),
Z = valency of the cation,
F = 96,500 coulomb

Anode made of Alloy•When the anode is made up of an alloy instead of pure metal, the removal rate can be found out by considering the charge required to remove an unit volume of each element.
• If the atomic weights and the valencies of corresponding ions entering the electrolyte are A1, A2, A3……. and Z1, Z2, Z3…….. Respectively, and the composition by weight of the alloy is x1% of element 1, X2% of element 2,……., then a volume v cm3 of the alloy would contain vρxi/ 100 gram of the i th element, where ρ is the overall density of the alloy in gm/ cm3 . The charge required to remove the ith element in volume v is given by:
(v ρ xi/ 100). (Zi F/ Ai)
The the volume of the alloy removed per unit charge is
Q = (100/ ρF) ( 1/ Σ(xiZi/ Ai)) cm3/ amp-sec or
Q = [(0.1035 X 10-2)/ ρ] ( 1/ Σ(xiZi/ Ai)) cm3/ amp-sec

Numerical ProblemsIn an electrochemical machining process with a pure iron work-piece, a removal rate of 5 cm3/ min. is desired. Determine the current required.

Numerical ProblemsIn an electrochemical machining process with a pure iron work-piece, a removal rate of 5 cm3/ min. is desired. Determine the current required.

Numerical Problem•In the actual ECM process, there are many other factors which affect the removal rate.•The process is seldom as ideal as we have described.•The actual removal rate may vary slightly from that obtained theoretically from equation for Q
•The theoretical and the actual removal rates with nickel as work material are shown in the figure and they vary slightly.•The reason is that the theoretical removal is based on Divalent dissociation.

Multivalent dissociation•So, as the current is more, i.e., the dissolution takes place at a higher potential difference, trivalent dissolution also occurs.•Therefore, at larger currents the theoretical values tend to be more than the actual ones. •Sometimes the dissolution valence also depends on the electrolytes. (For eg.: Copper dissolves in mono-valent form in chlorine solutions, whereas in nitrate solutions, the dissolution takes place in divalent state.
•The table on left shows some imp. Data on some elements

Numerical ProblemsThe Composition (%) weight of the Nimonic 75 alloy is given here:
Calculate the removal rate (in cm3/min.) when a current of 1000 amp is passed. Use the lowest valency of dissolution of each element.

Numerical Problems

Numerical Problems

















