29
CONFIDENTIAL “Technology and Innovation in the use of Micronized Rubber Powder in today’s Green World” 11 April, 2013

CONFIDENTIAL
“Technology and Innovation in the use of Micronized Rubber Powder in today’s Green World”
11 April, 2013

1 | Lehigh Technologies Inc.
CONFIDENTIAL
• Setting the Stage and What we are Learning
• Who is Lehigh Technologies
• Technical Presentation
• What Does it All Mean in Terms of Green?
2 2 2 | Lehigh Technologies Inc.
CONFIDENTIAL
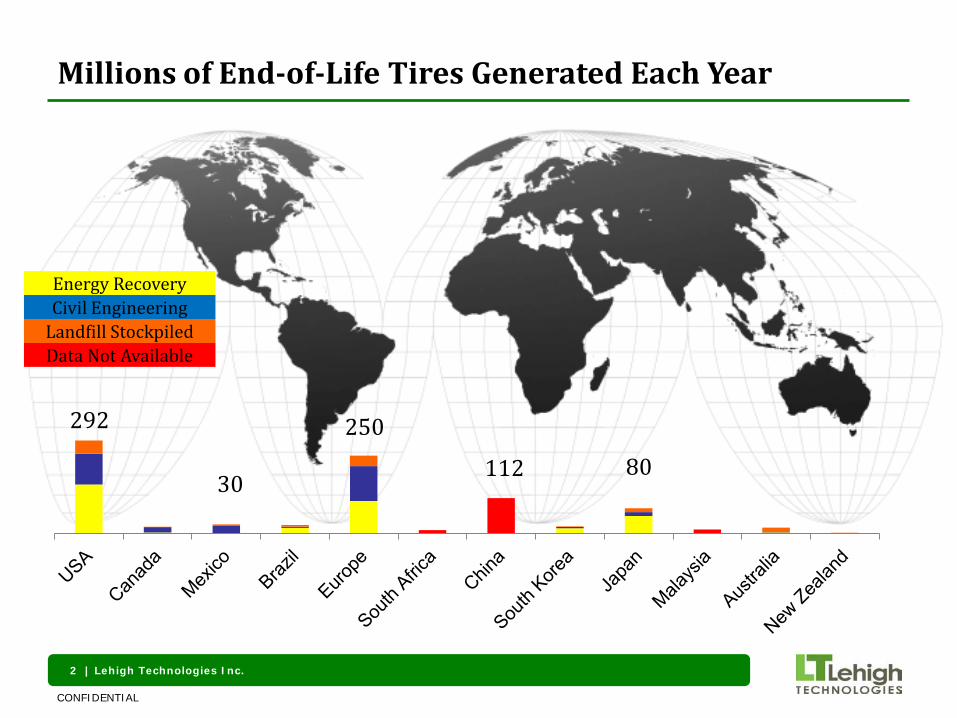
Millions of End-of-Life Tires Generated Each Year
292
30 112 80 250
Energy Recovery Civil Engineering
Landfill Stockpiled Data Not Available

3 3 3 | Lehigh Technologies Inc.
The First Chemical Revolution
dyes/pigments
metals
soaps
oil and gas discoveries
carbohydrates
cracking/refining
synthetic chemistry
atomic theory and the chemical bond
1800s 1850-1900 1900-1930

4 4 4 | Lehigh Technologies Inc.
The World Today – 3 Challenges
4lbs /person/day
over 200 million tons per year
oil prices over $80 and spiking to
>$100/bbl
borrow-buy-burn is US energy
strategy
world population 7B people
1 billion in the
developed world consume as much
energy as the other 6B.

5 5 5 | Lehigh Technologies Inc.
The Second Chemical Revolution
• Bury or burn is not a solution • Vast resource pools available • Huge technology challenge
infinite cycles of use
• Must be waste based. • Amyris, Kior, Renmatix, Genomatica • Small companies leading
sustainable production of
building blocks
• Principles of Green Chemistry • Chemical companies leading
efficient use of existing carbon
sources

6 6 6 | Lehigh Technologies Inc.
Micronized Rubber Powder Industry – Lehigh Experience
Image of industry: Reliability of supply-process safety; quality Scale-not capable of supporting global applications Capitalization “Tried it 15 years ago – didn’t work”
Absence of technical knowledge: No shortage of conjecture Very little data-insufficient experimental rigor Potential customers “ on their own” No technical knowledge = no adoption
Long sales cycles: All performance markets have long development cycles-testing, optimization, re-
testing, production trials, optimization-launch-that’s why stuff works! All markets need foundational knowledge and technical support-customers rarely
have sufficient resources to do this-mindset matters.
7 7 7 | Lehigh Technologies Inc.
Infinite Uses – The Next Steps
Change in mindset: Move from “getting rid of waste material” to “supplier of specialty materials”. Good science and technical support drive adoption. This changes the way everything is done.
Raw material type and structure: Different rubber compositions and tire components behave differently in complex
formulations-tire compounds, asphalt systems, plastics etc. Only limited ability to provide discrete raw materials for specific uses. This requires “demand” and “capability”.
History suggests that the value proposition enables adoption not subsidies: Chemical building blocks have always delivered performance at economic cost No customer pays more unless the material delivers more Bio-based feedstocks, solar cells etc are burdened with this issue We must drive to provide value and performance-

Lehigh Technologies: Overview
Key Facts
Headquartered in Tucker, GA
Founded in 2003
75 employees
Blue Chip Investors:
Proven Technology
+140 million tires manufactured utilizing Lehigh’s PolyDyne™
45,000MT of annual manufacturing capacity
5 out of top 10 tire manufacturers companies are Lehigh customers
Up-cycle post-consumer scrap
ISO 14001 / 9001 Certified
PolyDyne / MicroDyne
Third Party Tire Recycler
Tires Asphalt Plastics Coatings Sealers Others
Lehigh Technologies is a technology driven green materials manufacturer that turns end-of-life tires and other post-industrial rubber into sustainable powders that are used in a wide range of
high-value industrial and consumer applications.

9 9 9 | Lehigh Technologies Inc.
CONFIDENTIAL
Lehigh Technologies Particle Sizes Range from 40 to 300 Mesh – Clean: Metal & Fiber Free
40 Mesh / 400 µ 80 Mesh / 180 µ 140 Mesh / 105 µ
200 Mesh / 75 µ 300 Mesh / 50 µ
PolyDyne 40 PolyDyne 80 PolyDyne 140
PolyDyne 200 PolyDyne 300
Expanded Product-Line to Include EPDM, Nitrile, Butyl & Natural Rubber Powders in Certain Sizes

CONFIDENTIAL
Optimization of Rubber Compounds: Incorporating Sustainable, Micronized Rubber Powders

Agenda Introduction Experimental Results and Discussion Addition Point of Micronized Rubber Powder (MRP) Sulfur-Accelerator Optimization Particle Sizes
Summary of Findings and Recommendations
11

Introduction The status of End-of-Life Tires1
On a global basis each year, one billion tires become unusable and are classified as end-of-life. In the European Union, the
practice of land filling tires was banned in 2006.
There is much work yet to be done worldwide to encourage and teach rubber article producers ways to incorporate more micronized rubber powder, MRP, into new rubber products.
12
The need for the work The rubber rheological and
physical properties are adversely affected when MRP is added to the mix Cure rate and viscosity increases General physical property decline Reduced performance in abrasion,
higher heat build-up and compression set, and increased hysteresis
Many rubber article manufacturers do not modify their base recipes when incorporating MRP.
1. ETRMA source document

Introduction Many researchers have offered explanations for the reported losses in
rheological and physical properties when incorporating MRP into new rubber 1-9
MRP particles in new cured rubber are discontinuities and act like stress-raising flaws.4
Scanning electron microscope (SEM) photographs showing improper bonding of MRP to the new rubber matrix.6
The decreased modulus is caused by sulfur in the new rubber matrix migrating into the MRP causing a lower cross-link density in the final product.2,3,9
The shorter scorch times and faster cure rates which are explained by the migration of accelerator fragments from the MRP into the new rubber matrix.3
Trouser tear resistance actually improves slightly and this effect was explained by the theory of crack tip blunting.4
Reviews and summaries were presented previously by this author elsewhere.7,8
13
1. D. Gibala, K. Laohapisitpanich, D. Thomas, G. R. Hamed, Rubber Chem. Technol. 69, 115(1996) 2. R. A. Swor, L. W. Jensen, M. Budzol, Rubber Chem. Technol. 53, 1215(1980) 3. D. Gibala, G. R. Hamed, Rubber Chem. Technol. 67, 636(1994) 4. D. Gibala, D. Thomas, G. R. Hamed, Rubber Chem. Technol. 72, 357(1999) 5. M. D. Burgoyne, G. R. Leaker, Z. Krekic, Rubber Chem. Technol. 49, 375(1976) 6. A. A. Phadke, S. K. Chakraborty, S. K. De, Rubber Chem. Technol. 57, 19(1984) 7. F. Papp, Technical Challenges for the Recycled Rubber Industry. Presented at the ITEC2010, Cleveland, Ohio, September 21-23, 2010 8. F. Papp, Optimization the Use of Micronized Rubber Powder, presented at a meeting of the Rubber Division, American Chemical Society, Cleveland, Ohio, October 11-13, 2011 9. Z. I. Grebenkina, N. D. Zakharov, and E. G. Volkova, International Polymer Science and Technology 5, No. 11, 2 (1978)

Addition Sequence Ingredients
Base Compound
PHR
First Pass ESBR1500 (Non-oil extended) 70.00 First Pass High Cis Polybutadiene Rubber 30.00 First Pass Micronized Rubber Powder (MRP) From Whole Tire As Per Studies First Pass N339 Carbon Black 65.00 First Pass Heavy Naphthenic Process Oil 25.00 First Pass Homogenizing Agent 1.00 First Pass Alkyl Phenol Formaldehyde Novolak Tack Resin 3.00 First Pass 6PPD Antidegradant 2.50 First Pass TMQ Antidegradant 1.50 First Pass Microcrystalline and Paraffin Wax Blend 2.50 First Pass Zinc Oxide Dispersion (85% ZnO) 3.53 First Pass Stearic Acid 2.00
Finish Pass TBBS Accelerator 1.00 Finish Pass Sulfur Dispersion (80% Sulfur) 2.50 Finish Pass Retarder N-(cyclohexylthio) phthalimide 0.10
Total PHR Finish Batch 209.63 Density kg/l 1.126
Experimental – Base Compound
14

Experimental Procedure All mixes were performed in a 1.6L
Farrel Banbury internal mixer. Mixing was conducted either as a two
or three pass mix
Milling was performed on a KSB 2-roll mill 33 cm x 15 cm.
In all studies for each operation, weighing, mixing, curing, and testing, a unique randomized sequence was employed to reduce or eliminate bias scatter of the data.
Some of the experimental designs used replication of batches, and some of the designs with replicated batches used a procedure of blending the master batches for reducing variation.
15
MDR2000 Rheometer ASTM D 5289 @ 160°C
Tensile, Elongation, Modulus ASTM D 412, unaged & oven aged
Trouser tear resistance, ASTM D 624 T, unaged & oven aged
Hardness tested with Rex Digital Durometer, ASTM D 2240 Type A on rebound specimens
BF Goodrich Flexometer ASTM D 623, Method A
Zwick Rebound ASTM D 7121 Zwick Rotary Drum Abrader ASTM D
5963, Method A Static Outdoor Exposure (20% Strain)
ASTM D 518, Method A

020406080
100120140160180200
Control 3% 6% 9% 12%
Perc
ent
Flexometer Heat Build-Up and Compression Set Tread with 177 Micron MRP
Control HBU Comp Set
Introduction
16
0
20
40
60
80
100
120
Control 3% 6% 9% 12%
Perc
ent
MDR Rheometer 160°C Tread with 177 Micron RRP Normalized Time to Stated Property
Control Scorch Ts1 T10 T90
0
20
40
60
80
100
120
Control 3% 6% 9% 12%
Perc
ent
Normalized Physical Properties of Tread with 177 Micron MRP
Control Tensile Strength 300% Modulus Elongation @ Break
0
20
40
60
80
100
120
Control 3% 6% 9% 12%
Perc
ent
Normalized Abrasion Resistance Index and Rebound @ 60°C Tread with 177 Micron MRP
Control AR Index Rebound 60°C

Which addition point in the mix for the MRP gives better physical properties? In the first master pass with the following
Polymers Carbon black Chemicals
In the finish pass with curatives
Take advantage of any remaining bonding capability?1
17
Addition Point of MRP
Mix Procedure Mix Pass First Pass Second Pass Finish Pass
Mix Time 0 1 2 4 6 5 2
Material BMB ½ CB ½ CB Chemicals Stop Remill Curatives
Addition Polymers ½ MRP ½ MRP MRP Mixer In mixer MRP
MRP Oil
1. Private conversations and data.
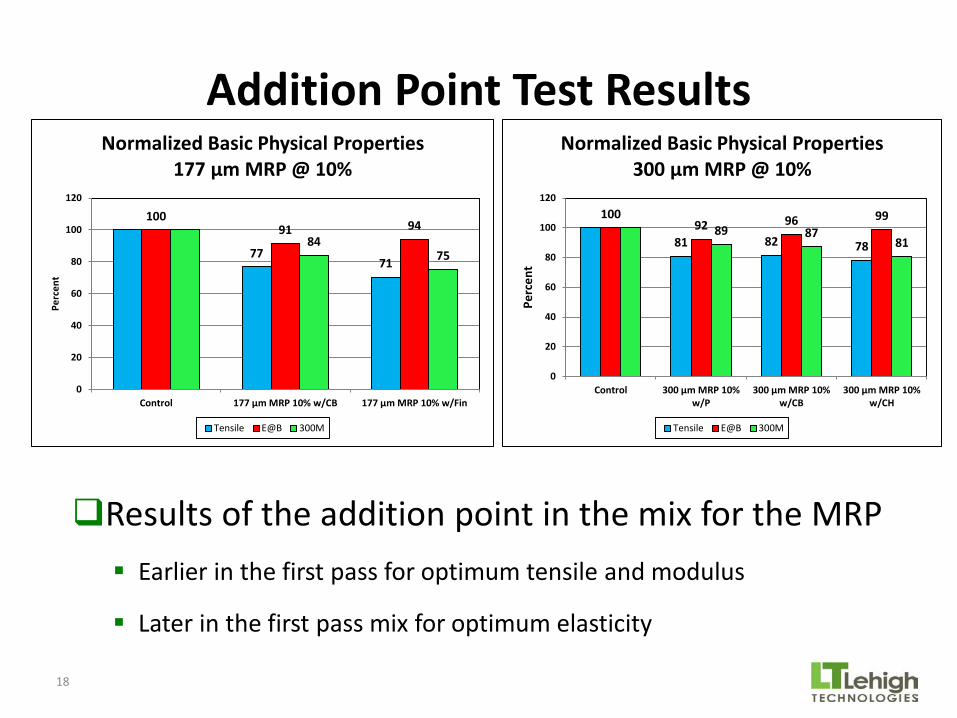
Addition Point Test Results
18
81 82 78
100 92 96 99
89 87 81
0
20
40
60
80
100
120
Control 300 µm MRP 10%w/P
300 µm MRP 10%w/CB
300 µm MRP 10%w/CH
Perc
ent
Normalized Basic Physical Properties 300 µm MRP @ 10%
Tensile E@B 300M
77 71
100 91 94
84 75
0
20
40
60
80
100
120
Control 177 µm MRP 10% w/CB 177 µm MRP 10% w/Fin
Perc
ent
Normalized Basic Physical Properties 177 µm MRP @ 10%
Tensile E@B 300M
Results of the addition point in the mix for the MRP Earlier in the first pass for optimum tensile and modulus
Later in the first pass mix for optimum elasticity

Sulfur-Accelerator Optimization The study design used the
base recipe shown earlier in a two pass mix version
The 177 µm MRP from whole tire was used from 2% to 14% by weight loading
Sulfur loading from 1.5 phr to 4.0 phr
TBBS loading from 0.2 phr to 1.4 phr
The DOE used was a central composite design, response surface method, with the aid of Design Expert® software published by Stat-Ease, Inc.
19

0
20
40
60
80
100
120300%M
Hardness RT
Tensile
EB
Max Torque
T90
Rebound RT
Rebound 70°C
Tear Str
Abrasion Loss
HBU
Comp Set
177 Micron MRP 10% Loading Sulfur Optimization Actual Data
Control
177µm MRP
177µm MRP+S
Performance From Actual Mix
20
Control 177 µm 177 µm+S MRP % 0.0 10.0 10.0 Sulfur phr 2.0 2.0 2.5 TBBS phr 1.0 1.0 1.0

21
Particle Size Study Project Description MRP of 400, 300, 177, and 105 µm (commercially from whole tire) MRP loadings of 3%, 6%, and 10% Standard tread with SBR Two batches of control compound and one mix each of the MRP
batches made Control master batches blended together before mixing the next pass Randomization used for each step All MRP added with the carbon black in the first pass Three pass mixing used with sulfur and accelerator optimization Researchers in the UK estimated the intrinsic flaw size of carbon black
filled SBR, without MRP, to be 130 μm1
1. P. Kumar, Y. Fukahori, A. G. Thomas, J. J. C. Busfield, Rubber Chem. Technol. 80, 24(2007)
22 22 22 | Lehigh Technologies Inc.
CONFIDENTIAL
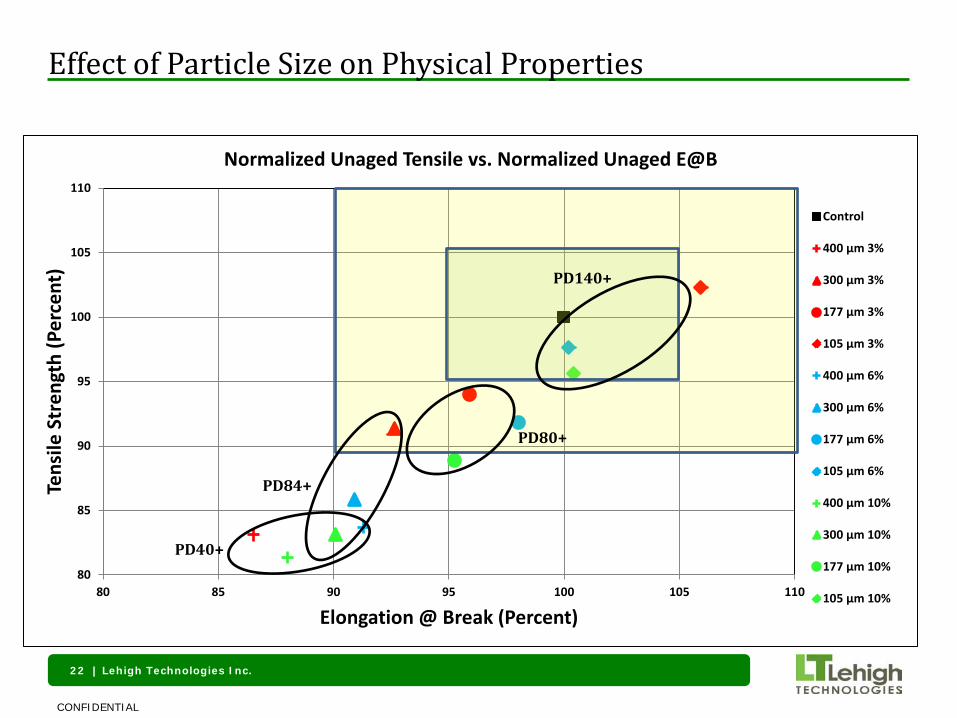
Effect of Particle Size on Physical Properties
80
85
90
95
100
105
110
80 85 90 95 100 105 110
Tens
ile S
tren
gth
(Per
cent
)
Elongation @ Break (Percent)
Normalized Unaged Tensile vs. Normalized Unaged E@B
Control
400 µm 3%
300 µm 3%
177 µm 3%
105 µm 3%
400 µm 6%
300 µm 6%
177 µm 6%
105 µm 6%
400 µm 10%
300 µm 10%
177 µm 10%
105 µm 10%
PD40+
PD84+
PD80+
PD140+

23 23 23 | Lehigh Technologies Inc.
CONFIDENTIAL
Effect of Particle Size on Physical Properties
80
85
90
95
100
105
110
80 85 90 95 100 105 110
Tens
ile S
tren
gth
(Per
cent
)
300% M (Percent)
Normalized Unaged Tensile vs. Normalized Unaged 300M Control
400 µm 3%
300 µm 3%
177 µm 3%
105 µm 3%
400 µm 6%
300 µm 6%
177 µm 6%
105 µm 6%
400 µm 10%
300 µm 10%
177 µm 10%
105 µm 10%
PD40+
PD84+
PD80+
PD140+

Summary of Findings & Recommendations For optimum tensile and modulus, mix MRP’s into the first pass, either with the
polymers or the carbon black. For optimum E@B, mix MRP’s later in the first pass with the chemicals
Increasing the sulfur and slightly decreasing the accelerator levels can recover many of the physical properties to nearly match the same compound without MRP
There appears to be no antidegradants migrating from MRP’s into the new rubber matrix when the MRP’s have been made from end-of-life tires
For products with demanding performance requirements, such as tires, the largest particle size MRP to use at 10% loading while maintaining basic physical properties is the 105 µm product
24

25 25 25 | Lehigh Technologies Inc.
CONFIDENTIAL
Micronized Rubber Powder Applications – cont’d
Sound Dampener, Vibration Control,
Insulator, Improves
Durability
Sustainable Material,
Lowers Costs
Waterproofs, Improves Traction
Wat
erpr
oof
Barr
ier
Mem
bran
es
Poly
uret
hane
Fo
am
Tire
s Polypropylene Applications
Asphalt Roofing
Underlayment
Waterproofs, Sound
Dampener, Insulator
HD
PE Applications
Sustainable Material,
Lowers Costs
Better Cost Management,
Sustainable Materials without Negative
Performance Impact

26 26 26 | Lehigh Technologies Inc.
CONFIDENTIAL Environmental Benefits of Lehigh’s Sustainable Micronized Rubber Powder
Lehigh’s Micronized Rubber Powder eliminates waste from going to landfills: end-of-life tires and other post-industrial rubber
Every kg of Lehigh’s Micronized Rubber Powder saves 6.70 liters of oil*
Every pound of Lehigh’s Micronized Rubber Powder saves approximately
10kWh of energy*
Micronized Rubber Powder releases nearly half the CO2 required to manufacture synthetic rubber
Same amount of oil needed to fuel a passenger car for 18 km
Same amount of energy needed to run a medium window-unit AC for 10 hours
Claims developed by Sustainable Design and Manufacturing Program at Georgia Institute of Technology
*vs. synthetic rubber
27 27 27 | Lehigh Technologies Inc.
Global Tire Companies Using MRP – Increasing their Efforts to Produce a Cost Effective, Sustainable Tire
Percent usage of recycled rubber doubled between 2008 – 2010 Source: Yokohama 2011 CSR Report
ECOPIA EP422 (ECO)
“We have a number of efforts going on in that [sustainability] direction; one of them is to use recycled rubber.” “We are already using recycled rubber.” - Goodyear Chief Technical Officer, Jean-Claude Kihn Source: TireBusiness.com
Play
Recycled Ground Rubber Made from ground-up post consumer tires, it contributes to 5% of the tread compound Source: Bridgestonetire.com

28 28 28 | Lehigh Technologies Inc.
CONFIDENTIAL
Thank You

















