82
Textile Science V. Sivalingam National Institute of Fashion Technology, Bangalore
| Date post: | 27-Oct-2014 |
| Category: |
Documents |
| Upload: | anand-shrivastava |
| View: | 98 times |
| Download: | 12 times |

Textile Science
V. Sivalingam
National Institute of Fashion Technology,Bangalore

Textile Fibresand
Their Properties

1Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
TEXTILE FIBRES AND THEIR PROPERTIES
TEXTILE PRODUCT DEVELOPMENT
Textile Production
Marketing Input
q Forecasting
q Trend Development
q Psychographics
q Price - point
Application Requirementq End use
q Aesthetic Requirement
q Functional Performance
q Material Preference
q Price Point
q Delivery Requirement
Design & Stylingq Fibre content
q Yarn design and styling
q Fabric Structure
q Fabrication details
q Colouration Method
q Aesthetic Finishes
Functional Finishes

2Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
FABRIC PERFORMANCE PROPERTIESAesthetics
“Properties relating to visual effects, as well as those perceived by touch”
* Flexibility * Hand * Lusture * Pilling * Resiliency* Thermo plasticity
Durability“Properties relating to resistance to wear and destruction in use”
* Abrasion Resistance * Strength* Chemical Effects * Environmental Conditions
Comfort“Properties relating to physical comfort”
* Absorbency * Wicking * Cover * Elasticity & Recovery DimensionalStability
Safety“Properties relating to danger or risk of injury”
* Flammability * Chemical Effects
Care & Maintenance¨ Washing, Dry cleaning, Tumble Drying and Ironing
¨ Use of Household Bleaches, Softeners, and Optical Brighteners.
¨ Storage Condition
3Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
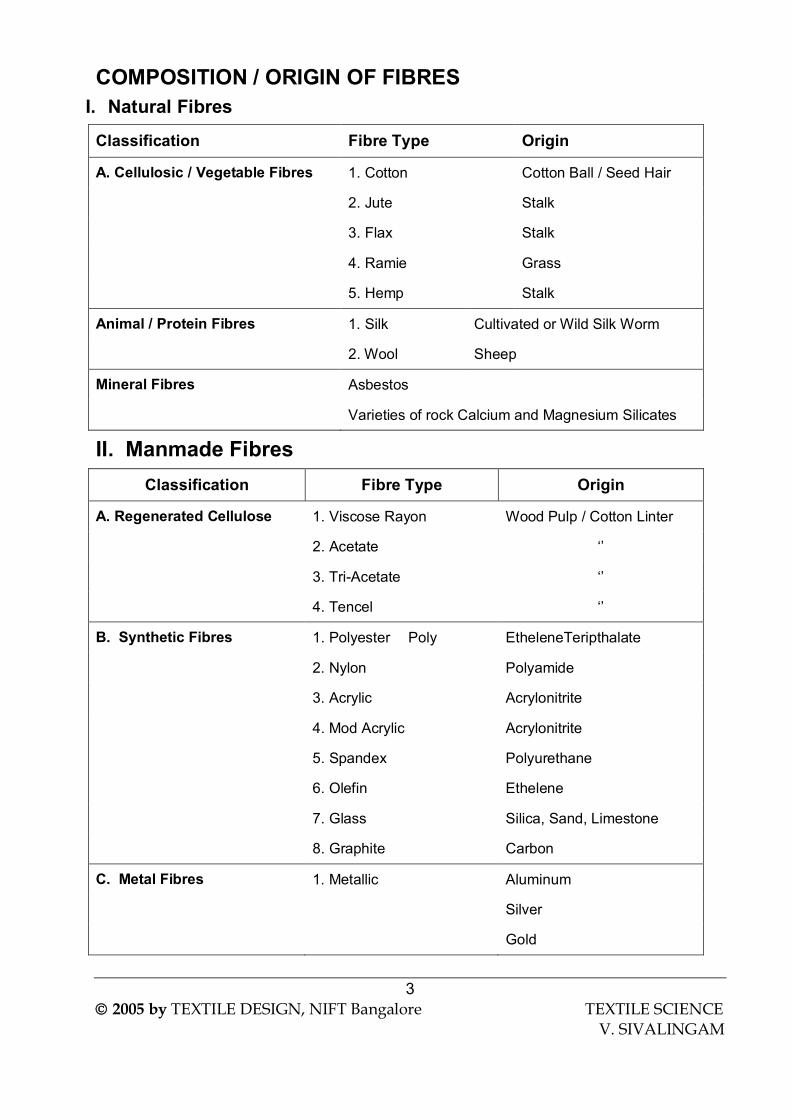
COMPOSITION / ORIGIN OF FIBRESI. Natural Fibres
Classification Fibre Type Origin
A. Cellulosic / Vegetable Fibres 1. Cotton Cotton Ball / Seed Hair
2. Jute Stalk
3. Flax Stalk
4. Ramie Grass
5. Hemp Stalk
Animal / Protein Fibres 1. Silk Cultivated or Wild Silk Worm
2. Wool Sheep
Mineral Fibres Asbestos
Varieties of rock Calcium and Magnesium Silicates
II. Manmade FibresClassification Fibre Type Origin
A. Regenerated Cellulose 1. Viscose Rayon Wood Pulp / Cotton Linter
2. Acetate ‘’
3. Tri-Acetate ‘’
4. Tencel ‘’
B. Synthetic Fibres 1. Polyester Poly EtheleneTeripthalate
2. Nylon Polyamide
3. Acrylic Acrylonitrite
4. Mod Acrylic Acrylonitrite
5. Spandex Polyurethane
6. Olefin Ethelene
7. Glass Silica, Sand, Limestone
8. Graphite Carbon
C. Metal Fibres 1. Metallic Aluminum
Silver
Gold

4Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
ESSENTIAL PROPERTIES OF TEXTILE FABRICSAbrasion Resistance
“An ability to resist wear from rubbing”Mainly contributes to fabric durability; Nylon is extensively used for active sportswear because it is very strong and resists abrasion extremely well.
Absorbency“An ability to take in moisture from atmosphere”Expressed as a percentage of moisture regain; Moisture regain is the amount ofwater a dry fabric will absorb from the air under standard atmospheric condition of65% relative humidity, 20 to 22o C temperature.Moisture Regain = Original Weight – Oven Dry Weight x 100
Oven Dry Weight
Hydrophilic Fibres“Fibres, which are able to absorb water easily”All Natural Cellulosic fibres -> Cotton, Flax, JuteAnimal Protein Fibres -> Wool, SilkMan Made -> Viscose, Acetate & Tencel
Hydrophobic Fibres“Fibres, which are not able to absorb or has difficulty in absorbing water”All synthetics are Hydrophobic in nature
Absorbency is related to many factorsSkin Comfort
Ø Little absorption of perspiration results in a clammy feeling
Static Charges Build upØ Static charges can be easily build up in hydrophilic fibres, results that sparks
and clinging occurs
Stain RemovalØ It is easier to remove stains from hydrophilic fibres because water and
detergent are absorbed in to the fibre

5Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Wicking“The ability of a fibre/fabric to spread of moisture on the surface of the fibre”Based on the chemical and physical composition of the outer structure; Smoothsurface reduces wicking action; Cotton is hydrophilic and also possess goodwicking action; Olefin is hydrophobic but has good wicking when micro-denier insize; Wicking is desirable for jogging & exercise clothes.
Chemical Effects“An ability of fibres how they are reacting with different chemicals likeacids, alkalis, organic solvents, bleaching agents etc.The effect of chemicals relates directly to the care required in cleaning, bleaching,dyeing, printing and finishing process; Cotton has poor resistance to acids butexcellent resistance to alkalis; Wool athletic socks turns yellow if washed withChlorine bleaches
Dimensional Stability“An ability of a fabric to retain its shape during washing.Ø Cellulosic fibres -> Swelling in waterØ Wool -> Felting in washing
(Relaxation of stress and strain during washing)Ø Reduction in size -> ‘Shrinkage’Ø Increase in size -> ‘Growth’
Elasticity“The ability to increase in length when under tension “Elasticity” and thenreturn to the original length when tension released “Elastic Recovery”Makes a fabric more comfortable garment; Causes less seam stress; Increasesthe breaking strength of the fabric; Complete recovery will help to preventbagginess occurring at elbows & knees, as well as preventing the garmentbecome loose fitting; Spandex, rubber are “Elastomeric Fibres”; 300 – 400%Elongation; 98 – 100% Recovery
Flexibility: “Drape”“The ability of a fibre (fabric) to bend easily under its own weight”Ø Thinner the fibre (Sheer fabric) the better is the drapability Example: Acetate, Silk, Nylon and Polyester
Hand“The way a fibre (yarn or fabric) feels when handled”Ø The hand of the fibre is affected by its:
a. Shapeb. Surfacec. Configuration

6Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Ø The fibre shape vary from round, flat, tri-lobed and multi-lobedØ The fibre surface differ from smooth, serrated or scalyØ The fibre configuration is either crimp or straightØ Type of yarn, fabric construction and finishing Process used for fabric development also affect the ‘hand’ of a fabric
Resiliency or Wrinkle Resistance or Crease Resistance“The ability of a fabric to spring back to shape after being creased, twistedor distorted”Fabric that has good resiliency does not wrinkle easily and therefore tends toretain its good appearance; Polyester and Wool fabrics have excellent resiliency.
Lusture“Refers to the light reflecting quality from the surface of the fabric”Factors that are affecting lusture of the fabric; Crimp and Waviness in fibre; Crosssectional shape of fibre length; In man-made fibres, the degree of lusture can becontrolled by a chemical ingredient (de lusturing agent ‘Titanium Dioxide’ so bemade bright, semi-dull and dull
Pilling“Pilling is the formation of groups of short or broken fibres on the surface ofa fabric which are tangled together in the shape of tiny balls called pills”Pills usually form in the areas that are rubbed such as collars; Hydrophobic fibrestend to pill much more than hydrophilic fibres.
Thermo-Plasticity“ Thermoplastic fibres melts or soften when heat is applied”All synthetic fibres are thermoplastic; Permanent creases and pleats can be madeon fabrics containing thermoplastic fibres.

7Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Environmental ConditionAn ability of fabric how it behaves to certain exposure like sunlight, storageand wet conditionWool garments should be moth protected when stored; Nylon and silk fabricslooses its strength and colour when they exposed to prolonged sunlight.;Hence, not preferred for curtains and draperies; Cotton has poor resistance tofungus. Should not be allowed to remain wet for long periods of time
Static ChargesNatural electrical charges in textile materialsThese are induced when the fabrics are in dry and humid condition; Hydrophobicfibres are having natural tendency to induce static problem because or poorabsorbency
Strength“Is the ability to resist stress and strain”Expressed as tenacity (grams per denier); Synthetic fibres are generally strongerthan natural and regenerated cellulosic fibres; Strength and abrasion resistancecontributes to durability of fabric; For outerwear and uniforms and industrialapplications strength is most important

Performance propertiesof textile fibres

8Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
COTTONGrows in seed pot of the Cotton plant, composed 90% of Cellulose. Length of Cottonfibres varies from ½“ – 2½“. When viewed under microscope, each fibre is a singleelongated cell that is twisted and ribbon like with wide inner hollow (lumen).
Grades of Cotton fibres are based on:¨ Colour: From white to yellowish or grey¨ Purity: Amount of foreign matter present¨ Staple length: Average length of fibre
Sources:¨ Long stapled Cotton: South American Pima, Egyptian Cotton, Sea Island¨ Short staple Cotton: India, Pakistan and Other Asian countries
Properties and performance of Cotton fabrics:Aesthetics:
Ø Basically, Cotton fabrics have poor luster due to its natural colour. But it canbe improved by:
¨ Using long stapled cotton fibres¨ Mercerized and Ammonia treated fabrics have soft and pleasant luster¨ Weave; Cotton Sateen’s luster due to weave structureØ Drape, luster, texture, hand etc are affected by type of yarn, yarn count, fabric
structure and finishes.Ø Feels cool, inelastic, soft and dry.Ø Poor resiliency: - Cotton fabrics wrinkle easilyØ Poor dimensional stability: - Shrink easilyØ No problem with pilling but Cotton fabrics have ‘lint’, due to short fibres.
Durability:Good strength and abrasion resistance; In wet condition, strength is increased by20%; Good resistance to alkalis and organic solvents; Poor resistance to Acids;Easily attacked by fungus and mildew; Poor resistance to sunlight.
9Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Comfort§ Hydrophilic, moisture regain is 8.5%Ø Good wickingØ Gives cooling effect – good for hot weatherØ Absorbs moisture quickly and dries quickly
§ Cover depends on type of yarn and yarn count.§ Poor elasticity and moderate recovery
¨ Recommended careð Machine wash and dry clean (apparel)ð Steam of dry clean with caution (furnishing)
End uses:
§ Apparels: Because of Comfort / Durability / Easy Care Formal and Casualshirts, trousers, intimate apparel and ladies dress materials, widerange of cotton / polyester blends
§ Furnishings: Because of Versatility, Natural comfort, Ease of finishing andDyeing
Towels, sheets, pillow cases, bed spreads, drapes, curtains, upholstery, slipcovers and wall coverings

10Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
FLAXGeneral Features:Flax comes from the stem of the flax plant, and mainly composed of cellulose. Thenatural color of flax varies from light ivory to tan color. Medium weight fiber and fiberlength varies between 2” – 36”. Linen fabrics are ‘lint’ free because no short fibers. Undermicroscope it is shaped like bamboo. Flax fibers are spun and twisted to form a yarn andwoven the finished fabric is called ‘Linen’
Properties and performance of Linen fabrics:Positive Features:Excellent Strength: Twice as long as Cotton; fabric wears evenly; 20% stronger whenwet condition; Good hand and high natural luster; More hydrophilic than Cotton, 12%moisture regain.v ‘Good fabric for hot weather’#1. Excellent moisture regain#2. Absorb moisture quickly and dries quickly
Completely washable and dry cleanable; Highest safe ironing temperature 234° C;No pilling and static problems; Adequate dimensional stability
Negative Features:§ Attacked by mildew and silver fish; Fair abrasion resistance and fair elasticity “Not
as durable as Cotton” and Poor resiliency
Uses:Because of its high production cost and the fact that it wrinkles easily linen is usedonly in limited extend in apparels. However, because linen fabrics are strong, lightweight. Drape well, feel cool, and resist soiling. They are suited for higher qualityfashion aspects or professional wear, summer apparel and household linen: bed,table and bath items

11Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
SILKGeneral Features:Ø Silk is a natural animal fibre composed of protein and obtained from Silk cocoons.Ø May look in natural colour like grey or yellow because of a gum substance ‘sericin’
¨ The raw Silk that comes from the cocoons consist of fibroin (fibre) andsericin to hold filaments together
Ø Sericin is insoluble in water, it can be dissolved by strong acids and alkalies tomake silk fabric soft and glossy. The removal of sericin is called de-gumming
Ø Silk is an only natural fibre available as filaments. One cocoon will yield 1000 –2500 yards of filament
Ø Raw silk appears as a double fibre with an irregular surface structure. After de-gumming, silk appears as a single fibre, smooth, regular and transparent
Major producers of Silk: China, Korea, Japan and India
Properties and performance of Silk fabrics:
Aesthetic performance:§ Luster: Luxurious appearance, high brightness after sericin is removed.§ Drape: Light weight fibre => excellent drape gives graceful appearance to
garment which is made out of this fibre§ Resiliency: Silk ranks next to wool, wrinkles hangout fairly readily but not as
quickly as wool
§ Hand: Luxurious hand, feels warm, crisp, smooth and dry
§ Pilling: No problem
Durability performance:Ø Strength: Strongest animal fibre, looses 15% - 20% when wetØ Abrasion resistance: Fair – good depends on fabric constructionØ Chemical effects: Good resistance to acids. Concentrated, strong acids will
destroy silk; Nitric acid causes silk to become yellow; Poor resistance to alkalies;better than wool; dissolved by 5% NaOH; Damaged by substance containingchloride salts which are found in perspiration, deodorants and plain salt water;Good resistance to dry cleaning solvents; Poor resistance to chlorine bleaches
Effect of Environmental Conditions:Poor resistance to sun light, prolonged exposure results in change of colour anddestroy silk faster than Cotton and Wool; High resistance to mildew, clean silkfabrics are not attacked by moths and other insects.

12Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Comfort Performance:Ø Hydrophilic fibre. 11% moisture regainØ Fair Wicking
Rate of absorption - SlowRate of drying - Quick
Ø Covering Power: Poor, fibres are thin and more yarns required producing cloth.
Ø Elasticity: Very elastic, 20% elongation at breaking point
Ø Elastic recovery: Poor recovery if stretched beyond 2% elongation
Ø Dimensional Stability: Good resistance to stretch tends to shrink whenlaundered or dry cleaned
Care and Maintenance:Ø Usually dry cleaned; may be laundered depending upon finishing agents, fabric
structure and garment construction.Ø Safe ironing temperature is 150 degree Celsius; Discolors at 120 degrees;
Damaged by body oils / perspiration and water salts / from steam.
End Uses of Silk:Silk is versatile. It may be woven or knitted in to sheerest chiffon / lingerie or theheaviest velvets.Ø For apparels, silk offers:
High strength, excellent drape, comfort, luxurious hand, a pleasing lusture andbeautiful colours.
Ø For daytime wear, silk provides comfort, durability and wrinkle resistance togarments that proclaim the weaver’s consciousness of quality.
Ø Silk is rarely used to make heavy fabrics because it is expensive due to fineryarns
Ø Spun silk is less elastic, duller and stiffer than filament silk. It is used for lowergrades of cloth for apparel.
In Home Furnishings, Silk fabrics provide:A richness, dry, firm, yet yielding hand gives a pleasant tactile sensation; Thebrilliance of colour and the natural luster delights the eyes; In addition to theiraesthetic qualities Silk furnishings are comfortable and durable; Dupion silk andSpun silk provide an interesting textural effects in upholstery and drapery fabrics.

13Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
IMPORTANT TYPES OF SILK PRODUCTSCultivated silk / Mulberry silk:
Ø The smooth, even textured filament fabric; Silk worms raised under controlledenvironmental and nutritional conditions.
Wild Silk / Tussah, Eri, Muga Silk:Ø The natural tan or light brown coloured coarse filament fabrics of irregular
appearance raised from un-cultivated silk worms
Dupioni Silk:Thick and thin irregular slub yarn fabrics; Yarns are produced by an interlockingdouble filaments that are processed from two silk worms purposely nestingtogether to form one cocoon.
Pure Silk: Superior silk fabrics, comprising of 100% silk without any metallic salts.Raw silk: Silk filaments reeled in the gum state (Sericin). The resultant fabrics would be
dull appearance and uneven.Spun silk: Silk filaments cut in to short staple fibres from broken cocoons and made in
to silk spun yarn by regular spinning process.
Types of Mulberry Silk:Mutivoltine Bivoltine
Origin India China, JapanSingle Cocoon Weight 1.15 1.5Average Length (mts) 350 1030Filament Denier 3 - 4 2 – 3Breaking length (mts) 200 900Luster good excellentUniformity good excellent

14Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
WOOLGeneral Features:Wool is a natural animal fibre and composed of protein. Most wool fibres are between 2 –20cm staple length and elliptical cross section. The surface of the fibre is covered withscales. Most wool is white; however it may be found in gray, brown and black.
The quality of wool depends uponFibre fineness; Staple length; The amount of impurities contained in the fleece; The scalestructure; Natural colour; The part of fleece from which it is derived.
Ø The finer wool: - Thin, long, white and have definite crimp.
Ø The coarser wool: - Rough scale structure, straight and may be brownor black
Properties and performance of Wool fabrics:
Aesthetic Performance:Ø Luster: Generally dull appearance; depends on quality of fibre
Ø Drape: Worsted fabrics drape well than woolen fabrics
Ø Resiliency: Good wrinkle resistance
Ø Hand: Wool fabrics feels warm, springy rough and dry
Ø Pilling: Poor pilling resistance
Durability Performance:Ø Strength: Relatively weak fibre; Strong yarns can be produced due to long
staple fibres.Ø Abrasion resistance: Good
Chemical effects:Poor resistance to chlorine bleaches, damaged by oxidizing bleaches; Highlyresistant to organic solvents; Good resistance to acids; Poor resistance toalkalies; Good resistance to oil-borne stains; Poor resistance to water-bornestains.
Effect of Environmental Conditions:Fair to Good resistance to sunlight; Poor resistance to mildew if exposed to dampconditions for prolonged periods; Easily damaged by carpet bleaches and moths.
Comfort PerformanceØ Hydrophillic fibre, moisture regain 13%Ø Wool is a warm fabric. For which, there are two reasons:
1. Poor Wicking: Rate of absorption & Rate of drying = Poor
15Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
2. Good Cover: The high level crimp and loose structure of wool yarn results airto be trapped on the outer surface of the fabric. ‘Trapped air’ has insulatingbehaviour.
Ø Wool stretches well and has excellent elastic recovery => Wool yarns will permitgarments to give with the motion of the body.
Ø Dimensional Stability:Felting: Interlocking of fibres due to scales when subjected to wet mechanical
action. The result is “progressive shrinkage”
Care & Maintenance:When subjected to the tumbling action of a washing machine, wool garmentsshrinks in very large extent; Dry cleaning is preferred.
Safety Performance:Good flame resistance. Burns slowly with slight sputtering; Self-extinguishing.
End Uses:In apparel, wool is found in outer wear, for its warmth and durability; and in men’s andwomen’s suits for its wrinkle resistance, comport and durability; and in socks, for itsabrasion resistance and ability to absorb moisture. In home furnishings, wool providesresiliency, durability, hand, and dye ability for floor coverings and carpets. Wool and woolblends provide long life, excellent comfort properties, and excellent esthetics toupholstery.
Types of wool productsVirgin wool
Ø It is processed from unused fibres obtained from fleece of sheep.
Re-processed woolØ Processed fibres, yarns or fabrics that have not been used by the consumers
but is broken down and converted in to fibre state to be made in to yarns andfabrics again.
Merino WoolØ A fine long-stapled and soft wool fibres from the ‘Marino sheep’ which is raised
in Australia and New Zealand
Botany WoolØ Wool from Merino sheep raised in the Botany bay area of Australia
Saxony WoolØ A fine long-stapled and soft wool fabric made from sheep raised in Saxony,
Germany.
16Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Shetland WoolØ A fine long-stapled and soft Wool fabric from the Shetland Island in Scotland
Lambs WoolØ Virgin Wool fibre clipping obtained from 7 to 8 months old lambs
VISCOSE RAYONGeneral Features:Viscose Rayon is regenerated cellulose. It is a man-made fibre and it consists of almostentirely cellulose; Under Microscope, the fibre is ridged and has deeply serrated crosssection; Produced in both filament and staple fibre form; Naturally white colour, can beproduced in dull, semi dull and bright colors;
Properties and performance of Rayon fabrics:Aesthetic Performance:Ø Luster: Bright and luxurious appearance can be modified according to end uses
by adding de-lusturing pigments during manufacturing.Ø Drape: Better than cotton, Fair – GoodØ Resiliency: Poor, Wrinkles easily when wornØ Hand: Pleasant, soft and cool to touch
Ø Pilling: No problem
Durability Performance:Ø Strength: Poor, Loses 30 – 40% of strength when wet.Ø Abrasion resistance: PoorØ Chemical Effects: Easily damaged by strong acids. Hot dilute mineral acids or
cold concentrated acids damage the fabric.Good resistance to alkalies. Concentrated alkalies will cause swelling and reducestrength; Good resistance to organic solvents; Both oxidizing / reducing bleachesused in spot and stain removal.
Ø Effect of Environmental ConditionsLengthy exposure to sunlight weakens the fabric; Mildew depends on humidity andtemperature. Resist mildew if clean and dry. Mildew discolours and weakens the fabric;May be attacked by silver fish and insects but resistant to moths.
Comfort Performance:Ø Absorbency: Hydrophilic; Moisture regain 13%Ø Wicking: Good. Rate of absorption / drying: Fast.Ø Cover: PoorØ Elasticity / Recovery: 20% extension & 80% recovery at 2% extensionØ Dimensional Stability: Poor; 20 – 30% shrinkage “ Progressive Shrinkage”
17Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Care / Maintenance:Dry cleaning preferred for highly value added apparels; May be laundered for lowpriced seasonal apparels; Dries slowly, easy to iron; safe ironing temperature limit122 degree Celsius
Safety Performance:Ø Burns rapidlyv High Wet Modulus (HWM) Rayon / Polynosic Rayon
To produce High Wet Strength Rayon, the fibre producer modifies the regular ViscoseRayon procedure; Higher wet / dry strength than regular Rayon; 50% strong when dry;100% strong when wet; Absorbs less water than regular rayon and swell less; Can begiven shrinkage treatment to make fabric dimensionally stable; Crease resistant finishescan be applied without loss of strength; Finishing treatment used on Cotton fabrics canalso be applied to fabrics made of HWM Rayon
End usesViscose rayon is widely used in apparel, home furnishings and automobile tires. Forapparel use rayon fibres may be used for lightweight summer blouses and skirts asreadily as for heavy, bottom-weight fabrics for trousers. In home furnishings, filament andspun yarns of rayon provide fashion appeal with bright, long-lasting colors and pleasingluster. Tightly constructed heavy rayon fabrics give satisfactory durability and ease ofcare. Rayon is one of the least expensive fibre. Blending rayon with polyester and nylon,yields fabrics that are softer, more comfortable, and inexpensive. It is highly flammable,thus it is not used in children’s sleepwear.

18Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
ADVANTAGES OF SYNTHETIC FABRICSThermo plasticity:
Can be moulded or shaped in desired form; Permanent setting of pleats by heatsetting
Abrasion Resistance:Withstands surface wear; Shows minimum wear
Resiliency:When crushed, springs back quickly; Out standing wrinkle resistance
Strength:High dry and wet strength
Biological Resistance:Excellent resistance to damage by mildew, moths and sunlight
Easy Care:Washes easily and dries quickly; Water stains penetrate fibre slowly and can beeasily removed.
Disadvantages of Synthetic Fabrics:Absorbency:
Poor absorbency due to inability of fibre to absorb moisture; Perspirationcondenses between body and garment; Fabric feels either cold and clumsy or hotand uncomfortable on the body
Staining:§ Oil base stains (grease, butter) penetrate the fibre and became difficult or
impossible to remove.
Static Electricity:Builds up static charges causing the fabric to cling to the body
Thermo plasticity:Over drying or high heat application sets undesirable creases and wrinkles; Highironing temperature will melt the fabric.

19Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
POLYESTERGeneral Features:Synthetic Poly Ethylene Terepthalate molecular structure; produced as filament andstaple length; under microscope: Smooth, even, rod likes shape; naturally white in colour
Properties and performance of Polyester fabrics:Aesthetic Performance:Ø Luster: High natural luster, may be de-lusteredØ Drape: Good – ExcellentØ Resiliency: Outstanding; Excellent recovery from wrinkling / creasingØ Hand: Feels cool, elastic, smooth and slickØ Pilling / Static: Subject to pilling and static build up; produces electric
charges
Durability Performance:Ø Strength: Very good; no loss of strength when wetØ Abrasion resistance: GoodØ Effect of Chemicals
Good resistance to most acids / alkalies; Good resistance to dry cleaningsolvents; Good resistance to oxidizing and reducing bleaches
Ø Effect of Environmental ConditionsGood resistance to sunlight; Completely resistance to bacteria, fungus, mildew /moth
Comfort performance:Ø Absorbency: Hydrophobic; Moisture regain 0.4%Ø Wicking: Rate of absorption is slow; Rate of drying is fastv Micro-denier Polyester - Rate of absorption & Rate of drying are fast
Ø Cover: Poor
Ø Elasticity: Fair – Good. Less than Nylon, Greater than Cotton and RayonØ Elastic recovery: 97% recovery at 2% elongationØ Dimensional Stability: Excellent resistance to shrinkage and Shape retention.
Care / Maintenance:Laundered or dry cleaned; Machine dry at low temperature; require little or noironing. Safe ironing temperature is 163 degree Celsius.Attracts lint, Oil borne stains difficult or impossible to remove
End Use of Polyesters:v Woven fabrics

20Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Spun yarns blended with Cotton & Rayon made in to durable press / wrinkle freefabrics.Top and bottom weight men’s / women’s formal / casual wearsBlankets, bed spreads, curtains that match bedspreads mattress ticking, table linenand upholstery fabricsFilament yarn fabrics are used in glass curtains because polyester has excellent lightresistance
v Knitted FabricsMajorly used filament and textured filaments knit shirt for men and blouses forwomen.Smooth textured filaments are used in uniforms, shirting, tricot structure; men’ssuitings of fine gauge polyester warp knits (Raschel) Women’s dresses, blouses.Lingerie have proved very successfulFurnishings such as tricot warp knit sheets, upholstery and window treatment fabrics.
v Fibre fill applications:Hollow cross section fibres provides high resiliency and loft, durability, comfort andeasy care performances are highly suitable for pillows, comforters, bedspreads,quilted house holds and apparel fabrics and winter jackets.
v Non Wovens:Inner linings / interfacings for coats, suits and jackets, shoulder pads and mattressinner linings.
Industrial Applications:Carpets, Pile fabrics, tyre cords, conveyor belts, tents, ropes, parachute cloths,fishing nets, sail cloths, filters, seed / fertilizer bags
Polyester Microfibre:1. 0.5 to 1 denier / filament: Ski Jackets, Outer wear sports wear, Snow jackets2. 0.6 to 0.7 denier / filament: Intimate apparels, Ski wear, Outer wear, Body fit,
exercise clothing¨ Micro fibres provides amazing and exciting drape / hand for high fashion women’s
wear.¨ Improved wicking provides good comfort performance for intimate / body fit /
sports wear

21Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
NYLONGeneral Features:Synthetic Polyamide molecular structure; Produced as filaments and staple; Generallyround cross-section, but can be engineered any shape; Naturally white color; The mostcommon and heavily produced polyamides are Nylon 6, Nylon 6 6, which are nearlyidentical.
Properties and performance of Nylon fabrics:· High natural luster’s; may be de-lustered. Good Drape; Good crease resistance,
very good recovery from wrinkling or creasing; Feels cool, elastic, smooth andslick; Susceptible to pilling. Subject to static build up; produces electric charges.
· Exceptionally strong in both wet / dry condition; Excellent abrasion resistance.Weakened by strong acids; not affected by alkalis; Not affected by oxidizing /reducing bleach. May be harmed by Chlorine / strong oxidizing bleaches.Resistant to moths, fungi and insects Poor resistance to sunlight; prolongedexposure weakens and causes deterioration of color / strength.
· Poor absorbency: Hydrophobic in nature. Rate of absorption of moisture is Slowand Rate of Drying is Quick. Good Elasticity and recovery; Good DimensionalStability: Can be heat set to maintain shape “ No Shrinkage”
· May be laundered or dry cleaned; easy to launder, quick drying, Machine dry atlow temperature, safe ironing temperature limit is 122 degree Celsius
Nylon in Consumer Use:Widely used in hosiery, outer wear and house hold furnishings, in 100% fabrics/ blends /combination Mainly used for outer wear / swim wear fabrics, Ski pants and active sportswear Used for lining material in coats / jackets because of excellent durability; however,expensive
ACRYLICGeneral Features:Manufactured fibre composed of at least 85% by weight of Acrylo nitrile units; Producedin both staple and filament fibres; Round cross section or bell shaped cross section;Color; White or Off-white
Properties and performance of Acrylic fabrics:§ Products bulk to lightweight fabric; Appearance & hand similar o wool; High
natural luster; may be de-lustered. Good drape and crease resistance; Feels cool,elastic, smooth and slick; Susceptible to pilling. Subject to static build up;
§ Slow absorption and Quick drying; strong in both wet / dry condition; Goodabrasion resistance:

22Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
§ Safely bleached by all household bleaches; Good resistance to mineral acidsalkalis and organic solvents Excellent resistance to sunlight and weathering; Goodresistance to fungus and micro organisms and insects
§ Produces thick, fluffy, bulk fabric to lightweight makes warmer for winter dressmaterials. Good resistance to flame; slowly burns; Washes well and dries quickly
§ Easily dyed with bright colors; cheaper prices.
Acrylic in Consumer Use:Fleece fabrics frequently used in jogging outfits and active sports wear sweaters andsocks. Thick, snuggy furs that are used for coats, jackets, linings. Upholstery fabrics maybe flat woven fabrics or velvets and drapery fabrics. This is an appropriate and growingend use for acrylics because of their good sunlight resistance and weathering properties.
MODACRYLICGeneral Features:Modacrylic is a manufactured fibre in which the fibre forming substance is any long chainsynthetic polymer composed of less than 85% but at least 35% by weight of Acrylonitrileunits
Properties and performance of Mod acrylic fabrics:§ The fabrics made from modacrylic fibre have a warm, pleasant hand, good drape,
and resiliency, wrinkle resistance and strength; hence they can be used to makedurable fabric.
§ Good strength & Elasticity; Fair abrasion resistance; Fair to Good resiliency; Havegood bulking power; Good fire resistance. Excellent resistance to sunlight andweather; Excellent affinities for dyes; Blends well with other fibres
§ Hydrophobic in nature; Fair resistance to alkalis; Static and pilling are problems
Modacrylic in Consumer Use:Major uses are Fur pile fabrics, children’s sleepwear, protective clothing for electric linepersonnel; Widely used in draperies, bedspreads, pillows, rugs and carpets; Sweaters,dress and suiting fabrics; Linings in coats, and jackets
23Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
SPANDEX (LYCRA)General Features:Segmented Poly Urethane Synthetic molecular structure; Spandex is a salt, flexible rodwith little internal structure; cross section varies dog-bone / peanut shapes; produced asmono filament / multi filaments
Properties and performance of spandex (lycra) fabrics:§ Fibres may be stretched at least 200% before they break and rapidly recover
when tensile forces are released; Power stretch fabrics in which the highrestrictive forces of the electrometric cloth can shape and control body contours inparticularly for Body fit garments
§ Excellent elastic properties up to 500% Elongation at break. 100% recovery; Verygood resiliency and highly flexible; Very good abrasion resistance. Gooddimensional stability in wet; however some types shrink exposure to hightemperature
§ Good resistance to house hold bleaches and most acids; damaged by hot alkaliscause rapid deterioration; resistant to dry cleaning solvents; Superior dye abilitywith brilliant colors. Poor strength; poor absorbency; White spandex becomesyellowish from prolonged exposure to air; Ironing should be done quickly with lowtemperature setting
Spandex in Consumer Use:v Lycra Adds life to clothes
Lycra in swimwear, innerwear and active sports wear means lasting fit with comfortand freedom of movement; Lycra in tailored clothes and fashion wear freedom ofmovement, extra comfort and an elegant drape; It also improves the quality of Knitted/ Woven fabrics as it prevents bagging and accelerate wrinkle recovery; Lycra inhosiery (Tricot Knit Lingere) provides improved comfort, wrinkle free, luxurioussmooth and soft feel and define the shape and body without binding
YARN CLASSIFICATION AND PROPERTIES
Most apparel and furnishing fabrics are produced from yarns. A yarn is defined as linearstrand of twisted fibers. Made from natural staple or man-made filament fibers.
Properties and characteristics of yarn depend on:· Composition of fiber· Length of fiber (staple or filament)· Type of yarn (spun or filament)· Count (thickness or fineness)· Number of strands of yarn (single or plied)· Amount of yarn twist· Direction of yarn twist· Construction of yarn (simple, complex or textured)
24Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Selection of yarns for fabrics depends on:
· Performance expectation of fabric· End use of fabric· Type of fabric· Need or demand of fabric· Cost of fabric
Spun yarns:Composed of staple fibers; Made from natural cotton, flax, or wool staple fibers;Made from natural (silk) or man made filaments which are cut in to short lengths.
Bulkier than filament yarns; More hairiness and fuzzy appearance; fiber endsprotrude from surface; more imperfections or irregularities
More amount of twist than filament yarns; Rough or soft to touch depends onamount of twist; Dull appearance than filament yarns
Filament yarns:
Made from natural silk or man made filament fibers; Fine and smooth and morepliable than spurn yarns; More uniform in diameter than spun yarns; Provideslustrous and shiny appearance; Loosely twisted; Filaments can be separatedwhen untwisted and can be counted; Produce high seam and yarn slippage;Stronger than spun yarns of the same diameter and fiber content

Yarns-constructionand
properties

25Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
YARNS- CONSTRUCTION AND PROPERTIES
Yarn - Defined as linear strand of twisted fibers; made from natural staple or man-madefilament fibers. Yarns are the basic materials that are used in the production ofwoven and knitted fabrics.
Properties and characteristics of yarn depend on
¨ Composition of fiber¨ Length of fiber (staple or filament)
¨ Type of yarn (spun or filament)¨ Count (thickness or fineness)
¨ Number of strands of yarn (single or plied)¨ Amount of yarn twist
¨ Direction of yarn twist¨ Construction of yarn (simple, complex or textured)
Selection of yarns for fabrics depends on
v Performance expectation of fabricv End use of fabricv Type of fabricv Need or demand of fabricv Cost of fabric
Characteristics of spun yarns
Composed of staple fibers; Made from natural cotton, flax, or wool staple fibers; Madefrom natural (silk) or man made filaments which are cut in to short lengths; Bulkier thanfilament yarns; More hairiness and fuzzy appearance; Fiber ends protrude from surfacethroughout the length; More imperfections or irregularities; More amount of twist thanfilament yarns; Dull appearance than filament yarns; Rough or soft to touch depends onamount of twist; Provide good covering power
Characteristics of Ring Spun yarn
High parallelisation of fibers; Helical orientation of fibers in all areas; Compact yarnstructure; High yarn hairiness; Low yarn stiffness; Good yarn strength; Poor evenness;More imperfections and irregularities; Fair abrasion resistance; Low insulation;
Produced wide range of yarn counts; Can be used wide range of end uses like fabricsfor apparel, home furnishings and industrial applications.
Low pilling propensity; Low surface roughness; Moderate thermal retention; Mediumsoftness

26Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Characteristics of carded spun yarns
Made from short staple cotton fibbers; Coarser or thicker yarns; Uneven yarn; moreimperfections/irregularities; Produce loose or napped fabric structure; Dull appearanceor uneven look
Characteristics of combed yarn
Made from long staple cotton fibers; Smooth and finer yarn; More uniformity; lessimperfections and irregularities; More bright and even look
Spun Yarn Manufacturing
Ring spinning
All staple fibres must be subjected to certain mechanical processing steps during yarnmanufacture. The processing of the fibres may be by the cotton spinning system or bythe wool spinning system. The two systems differ in that their machinery has beendesigned to operate with different fibre types. The cotton spinning spinning systemmachines is made to process short, strong and smooth fibres. The wool spinning systemis designed to operate on long, weak and crimped fibres; however, the basic steps ofprocessing are essentially the same. The processing of staple fibres in to yarn requiresthe following steps.
Blow room process : sorting, opening, separating, cleaning, andblending of fibres
Carding : intensive cleaning through individualization offibres
Drawing : alignment of fibres through doubling anddrafting of fibres
Combing : micro cleaning and alignment of fibres throughparallelization
Roving : attenuating drawn slivers
Spinning : twisting drafted roving in to yarn

27Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Blow room process
Cotton fibres that have been compressed into large bales are delivered to the spinningmill from a number of suppliers. These fibres differ in quality and spin able propertieslike staple length, fineness, flexibility, strength and trash content. In order to insureuniformity and quality of the product, the spinner must sort the fibers as to grade,remove the impurities like dirt, leaves and sand particles, and blend the fibres fromdifferent bales. This is done by feeding fibres from different bales in to the chute of theopener, an enclosed chamber containing a rotating cylinder equipped with spiked teethor set of oscillating toothed bars. The tufts are pulled apart so the fibres are loosenedfrom each other. At the same time, impurities and trashes are separated from the fibres.At the end of this process the bulk of fibres either converted in to thick lap or openedloose fibres are fed into a carding process by means of chute feed system.
Carding
In carding the tufts of fibres are individualized by means of carding action for efficientremoval of fine trash particles. The carding action is achieved by the fibre tufts caughtbetween a cylinder which is covered with fine needles and flat strips. The cylinder andflat strips rotate at different speeds so that the fine needles individualize the fiberseffectively. The sheet of carded fibres is drawn through funnel in to a soft, bulkyuntwisted strand called a sliver.
Drawing
Six or more slivers are fed to the drawing frame, where they are combined, drafted andcondensed in to single sliver. The drawing frame contains three or four drafting rollersrotating at successively increasing speeds. The slivers are flattened, stretched out(drawn) and re combined as they pass through the rollers. The final thin web is pulledthrough a funnel and condensed into a soft and bulky sliver similar to the original sliver.However, the resultant drawn sliver is six or more times longer than original sliver.
Combing
For producing yarns for fine quality fabrics with better uniformity, luster; less hairytexture and strength, carded slivers are subjected to combing process. Prior to thisprocess the carded slivers are fed into lap former where they are reformed in to thinfibrous web, later it is processed in combing. During combing process the short fibres,micro dust particles, neps and other foreign matters are removed at maximum extent.Combed sliver is better aligned, more uniform than carded sliver.
Roving
The carded or combed sliver is delivered to the ROVING FRAME. Here the sliver ispassed through another set of drafting rolls, which produce roving by reducing thediameter and increasing the length of the material. A small amount of twist is inserted inthe material at this stage known as roving as it is being wound onto a rotating spindle.The roving is about one-eighth the diameters and eight times the length of the sliver.

28Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
SpinningThe roving is mounted on the RING SPINNING FRAME and fed through another set ofdrafting rolls. The final pair of rollers spins at about thirty times the speed of the first pair.The highly attenuated yarn is fed onto a high-speed spindle by a traveler, which rotateson a ring surrounding the spindle. The traveler rotates at a speed slightly slower thanthe spindle and is capable of an up-and down-motion .the difference in speed betweenthe traveler and the spindle determines the degree of the twist of the yarn. Theoscillating motion of the traveler winds the yarn into a neat package.
A more rapid method of preparing spun yarns uses an integrated spinning frame whichconverts sliver to yarn without the necessity for drawing and drafting .the steps inprocessing the fibers are essentially the same as in the standard process, but they takeplace in one machine. Yarns made in this manner are not as fine as those made in thestandard way, but processing costs are greatly reduced.
It is obvious that with so many steps involved in the spinning of the fiber to yarnmanufacturers are constantly searching for more rapid and expensive methods. Theintegrated carding device and the integrated spinning frame mentioned above are thetwo of the means for reducing cost and increasing productivity. They are currently usedfor making coarser yarns, but in the future they may be used more and more for fineryarns.
Open end spinningThe most important new development in spinning technology is open end (OE) spinning,a process for converting strands of untwisted fiber (sliver) directly into yarn. The cardsliver is fed through a set of fluted rollers and beaters which open and draft the sliver sothat the fibers are more or less separated from one another .the loose strand is then fedonto the inner surface of a rotating funnel, and is removed through the center of thefunnel. Centrifugal force maintains the fibers on the surface of the cone, while thedrawing action of the take off rolls pulls the yarn out .The change in direction of motion,from the circular path around the funnel to the lateral path through its center, insertstwist into the yarn.
The major advantages of OE spinning are high production speed (over 10,000m/min),reduced power consumption, and improved evenness of yarn and the ability to producelarger packages. This latter is important to the fabric manufacturer, since it means fewerknots in the final product and greater uniformity of supply yarn. The majordisadvantages of OE spinning are the limited range of production capability (from yarnsize no.6 to no 24.) and the requirements for the careful cleaning of the fibers beforespinning. Small amounts of foreign material have a more deleterious effect on theproduction speed and yarn properties in OE spinning than in ring spinning. Theperformance properties of OE spun yarns are compared to those of ring spun yarns.
Characteristics of Open- end /Rotor Spun Yarns

29Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
§ Low parallelisation of fibers; Helical orientation of fibers in inner core; Lesscompact yarn structure; Low yarn hairiness; More rigid; Poor yarn strength; Betterevenness; Less imperfections and irregularities
§ Better abrasion resistance; Moderate insulation; High pilling propensity; Fairsurface roughness; Produced only courser yarn counts; Heavy weight appareland home furnishing; Moderate thermal retention; Better softness.
Characteristics of Dreff / Air-jet Spun Yarns
§ Parallelisation of fibers high at yarn core and less at yarn edge; axial orientation inyarn core; Less Compact yarn structure.
§ Low yarn hairiness; Low yarn stiffness; yarn strength better than OE-spun andinferior than ring spun; less evenness than OE- spun yarn.
§ More imperfections and irregularities than OE-spun and better than ring spun yarn;High abrasion resistance; Good insulation.
§ Pilling propensity less than OE- spun; Medium surface roughness; Best thermalretention; Better softness than OE& ring spun yarn;
§ Yarn count is not as fine as ring spun yarn, but finer than OE-spun; can be usedapparel, bedding and furnishing fabrics
Characteristics of Woolen YarnsMade from short staple wool fibres; Coarse / bulky / thicker/ fuzzy; more hairiness;Uneven yarn; more imperfections/irregularities; Produce loose or napped fabric structure;Dull appearance or Un even look; Produce insulating properties and providing warmth;Resist wrinkling and do not maintain desired crease
Characteristics of Worsted YarnsMade from long staple wool fibers; Smooth, finer yarns and highly twisted; Moreuniformity/ less imperfections and irregularities; Good insulating properties & providingless warmth; Maintain desired creases and offers better formability and shape retention
Single-Ply yarn
A yarn composed of single strand, which is produced by spinning process; When Untwisted, the fibers can be separated
Monofilament Yarn
A single strand of filament yarn; cannot be separated, it is an indivisible component.
Multifilament Yarns
Yarns are composed of two or more filament strands twisted together to form one yarn;when untwisted, each filament can be counted.

30Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Characteristics of filament yarns
Made from natural silk or man made filament fibers; Fine and smooth and more pliable thanspurn yarns; More uniform in diameter than spun yarns; Provides lustrous and shinyappearance; Loosely twisted; Filaments can be separated when untwisted and can becounted; Produce high seam and yarn slippage; Poor covering power; Stronger than spunyarns of the same diameter and fiber content.
TEXTURED FILAMENT YARNS
· Textured yarns are end result of physical, chemical or thermal manipulation of filamentyarns; Texturizing produces a permanent change in physical structure of the yarn.
· Texture varies from soft to crisp; Good covering power than untextured yarns; Spongyand springy feel; Better shape retention; Good stretch and elongation recovery; Goodresistance to undesirable crease and wrinkles.
· Better strength and abrasion resistance; higher bulk without added weight; Providesinsulating properties; Improves resistance to yarn and seam slippage; Improvedabsorbency and dyeing properties; Better dimensional stability and opaque fabricstructure
Types of textured yarns
Stretch yarns
Man made filaments can be treated to produce yarns with some degree of stretch andrecovery by chemical and mechanical methods. The resultant yarn will have the followingqualities:
§ Good bulk and stretch characteristics§ Complete recovery§ Produced soft hand
Stretch and recovery of yarn is controlled by:
v The amount and direction of twist in the yarnv Single or plied yarnsv Amount of false twist inducedv Heat set temperaturev Degree of tension and feed roll mechanism
Following texturization process are used to produce stretch yarns:
1. False twister

31Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
2. Edge crimping3. Gear crimping4. Stuffer box
Bulk yarns
Bulk yarns are created and processed by nonlinearly and loop formation in yarn structure;the process introduces crimp, loops, curls and waviness in the yarn.
These yarns are produced by· Air texturization· Knit and de knit method
The resulting yarns of these processes are bulked and twisted.
Characteristics:
Made of staple or filament fibers; Increased bulkiness, loftiness and volume without addedweight; Improved covering power due to bulkiness; Retain bulkiness both stressed andrelaxed conditions; Provides warmth/ insulating properties; Reduces strength and luster.
Methods of Texturization
False-Twist
In FALSE-TWIST texturing, the yarn is passed continuously through the false-twistapparatus. Production rates of 175 to 225 meters per minute (190- 250 ypm) arecommon, with rates of 400 mpm (440 ypm) attainable on low denier-yarns.
Untwisted multi filament yarn is fed through the delivery rolls to the twister, which maybe of the spindle type or friction type. In the spindle twister, the yarn is looped over a pinwithin a hollow cylinder. Rotation of the cylinder inserts the twist in the yarn. In thefriction twister, the yarn is caught between rotating disks, which insert the twist. In eitherdevice, the section of yarn between delivery rolls and the twister is a high degree oftwist, from 70 to 100 turns per inch. While twisted, the yarn is heated near its transitiontemperature by the heater and then allowed to cool as it passes the twister. Beyond thetwister, the torque on the yarn is released and the filaments partially untwist. Thefilaments of the yarn now have been given a permanent crimp. The textured yarn ispassed over the take-up-rolls and wound on packages. False-twist textured yarns attaina residual twist, either S or Z, so they tend to kink in processing. To overcome this,manufacturers often apply S and Z twist yarn together to produce a balanced doubleyarn.
Stuffer Box
The delivery roll into a narrow, heated box forces the feed yarn. The heated filamentsare crushed into an accordion like configuration, and removed by the take-up rolls. Thetreated fibers retain a saw tooth shape. Stuffer-box texturing is slower than false-twisttexturing, but is better suited to heavy deniers such as carpet yarn and tow.

32Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Gear Crimp
Another texturing process based on crushing the heated filaments, gear crimping, andsimply passes the yarn a set of heated, toothed gears. The filaments are deformed intoa saw tooth shape much as in stuffer-box method. Gear crimping (figure 18.10) is notpopular as other methods because critical control of the temperature and pressure arerequired to prevent breakage of the filaments.
Air Jet
A high velocity jet of hot turbulence air stream textures yarns undergoing this method.The yarn is fed into a bulking chamber where it is blown about by turbulent jet of airsteam so that individual filaments are looped and curled about each other. The processdoes not require that the filaments be heat-set, so it can be used for non-thermoplasticfibers such as rayon. It has also been used to texture glass yarns for use in drapery. Air-jet methods generally increase the apparent volume of the yarn without greatlyincreasing the stretch.
Egdge Crimp
Drawing of the thermoplastic yarn over a hot knife-edge, as shown in the figure 18.12,as the yarns are passed over the heated edge, the lower portion of the filaments incontact with the metal is heated, and the molecules in this region lose their orientation.This produces a fiber in which one portion has the characteristics different from theother. The dissimilarities in the physical properties cause the filament to coil much likewool fibers. Edge-crimped yarns have a high degree of stretch with a little tendency totwist. It is possible to simulate a knife-edged textured yarn by drawing a strip of paper ora ribbon across the edge of a scissors and causing a strip to curl. Note that the resulting“yarn” is quite bulky and has a high degree of stretch.

33Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
FANCY / NOVELTY YARNS
Novelty Yarns are single or plied yarn structures characterized by intentionallyintroduced irregularities in size, twist and multi colored effects.
Novelty yarn construction
§ Base yarn – to control length and stability§ Effect yarn – to add texture and aesthetic value§ Binder yarn – to hold effect yarn with the base yarn
Texture and aesthetics of novelty yarns depends on
¨ Changing type and count of yarn¨ Changing the amount of twist / direction of twist¨ Adding metallic yarns¨ Adding different colored yarns
Characteristics of novelty yarns
Enhance texture and design to fabric; Produces surface interest, variation in styling andunusual appearance in fabric; Hand varies soft to light and harsh to rough; Strengthvaries different part of the fabric; Un-uniform thickness throughout the fabric; Unevenperformance in wear; Reduced abrasion resistance; Pilling and snagging is criticalproblem.
TYPES OF NOVELTY YARNS
Boucle Yarn
§ A three-ply yarn with small, tight loops protruding from the body of the yarn atwidely spaced intervals.
Brushed / Napped Yarn
§ A staple yarn in which the short fibres of the yarn are brushed to the surface toform a soft bulked effect.
Chenille Yarn
§ A yarn with pile fibres held between plied core yarns producing a hairy or velvetyeffect.
Corkscrew Yarn
§ A two-ply yarn consisting of one slack twisted and one hard-twisted fine yarn.§ The different size yarns are twisted together at a different rate with the thinner
yarn twisting around the thicker yarn.

34Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Flock / Flake Yarn
§ A single yarn in which round or elongated tufts of fibres are inserted at regularintervals.
§ The tufts are held in place by the twist of the base yarn.
Nub Yarn
§ A multiple-ply yarn in which one yarn is twisted around the other yarn severaltimes forming a built-up enlarged or knotted effect on the surface of the baseyarn.
Ratine Yarn
§ A core yarn with a rough surface effect in an over all appearance in which thesmall loops are closely spaced and securely twisted to the core yarn.
Seed Yarn
§ A tiny, round or oval enlarged nub produced by crimping and twisting a yarnrepeatedly over a base yarn at regular intervals.
Slub Yarn
§ A thick and thin yarn with randomly spaced soft, lofty portions produced byirregular intervals of twist and lack of twist in the yarn formation.
Spiral Yarn
§ A two-ply yarn consisting of the staple twisted soft, thick yarn and one hard-twisted fine yarn.
§ The thick yarn is twisted and wound spirally around the fine yarn.
Splash Yarn
§ An elongated enlargement or nub produced by crimping and twisting a yarn overbase yarn at a regular intervals.
35Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
YARNS QUALITY PARTICULARS
Yarn count /size/ fineness
Yarn count expresses the fineness or linear density of yarn. It is indicated by anumerical value. It is the relationship between length and weight.
1. Direct yarn NumberingFineness of yarn is measured in weight per unit length. In this case length is aconstant factor and weight is a variable.
DenierDefined as weight in grams of 9000 meters length of yarn. As the yarnnumber increases, the yarn gets thicker or coarser. Mainly used for filamentyarns.
TexDefined as weight in grams of 1000 meters length of yarn. As the yarnnumber increases, the yarn gets thicker or coarser. Applicable for all types offibres, yarns and global markets.
DecitexDefined as weight in grams of 10000 meters length of yarn. As the yarnnumber increases, the yarn gets thicker or coarser. Applicable for all types offibres, yarns and global markets.
2. Indirect yarn NumberingIn this system fineness of yarn is measured in length per unit weight. In this caseweight is a constant factor and length is a variable.
Cotton count – NeDefined as number of hanks weigh in 1 pound weight of yarn
1 Hank = 840 yards
As the yarn number increases, the yarn gets thinner or finer. Mainly used forcotton spun yarn, silk spun yarn, man- made / synthetic spun yarn andcotton/synthetic blended spun yarns.
Metric count – Nm
Defined as number of units weigh in 1 kilo gram weight of yarn
1 unit = 1000 meters

36Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
As the yarn number increases, the yarn gets thinner or finer. Mainly used forwoolen and worsted yarns.
End- uses of yarn counts
Cotton yarn count
1s – 20s Coarser countsCarded
Furnishings, towels, and denims
21s –40s Medium countsCarded/combed
Shirting’s, bottom weights and Furnishing
41s –80s Finer countsCombed
Fine quality shirting’s & women’s dress materials
80s-more Super fine countsCombed
Women’s Sheer fashion fabrics
Filament yarn count
Yarn denier End Use40 -70 Sheer hosiery, Tricot lingerie, blouses, shirts, sheer curtains
75 – 120140- 200
Crepe, chiffon, georgette, satinsMen’s / women’s wear medium weight
250 -520 Outer wear, draperies
600- 840 Upholstery
1040 Carpets, some knitting yarns
1. Plied yarn
A yarn composed of two or more single strands that are twisted together; whenuntwisted, single strands can be counted; Plied yarns are identified as two, three, orfour ply yarns
v Objectives: Yarns plied to
Blending of different fiber yarns; Combine spun and filament yarns; Introducetextured or novelty yarns; Io improve the strength of yarn; Minimize irregularities;Utilize multi strands of fine yarns to produce thick strand; Modify texture andcolor composition

37Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Characteristics of Plied yarns:
Thicker, heavier and courser; Differ in count; Less flexible than single yarn; Affectdrape of the fabric; May differ in amount of twist and direction of twist
2. Cord/ Cable-ply yarn
A multiple ply yarn, which is composed of two or more plied yarns are twistedtogether; 3,6-ply cord yarn indicates that there are three plies in the yarnconstruction; each of the three plies contains six single strands.
3. Core-spun yarn
A yarn which has one type of fiber wrapped around the another yarn. The structureconsists of a core, which could be spandex or any other type yarn, and outer layerusually of natural, man-made or blended fiber yarn. The inherent property of yarn isinfluenced by inner core; the outer layer determines the hand and texture.
YARN TWIST
Twist, the spiral arrangement of fibres around the yarn axis; Twist binds the fibrestogether and contributes strength to the yarn.
Amount of Twist
The amount or degree of yarn twist is measured in number of turns per inch (TPI).
· The amount of twist varies with
§ Staple length of the fiber§ Count of the yarn§ End use of the fabric
Degree of yarn twist the following characteristics of fabrics
§ Hand§ Appearance§ Texture§ Drape§ Durability

38Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Amount of yarn twist and end uses
Low twist Filament yarns;2-3 tpi
Smooth
Napping twist Warp; 12 tpiWeft; 6-8 tpi
Bulky, soft and weak
Average twist Warp; 25-30 tpiWeft; 16-20 tpi
Most common, smooth,Regular, durable and comfortable
Voile twist High twisted singles 35-40 tpiare plied with 16-18 tpi
Finer yarns, strong and harsherhand
Crepe twist Singles 40-80 or more tpi areplied with 2-5 tpi
Snarling or kinkFabrics with good drape andtexture
Direction of yarn twist
S – Twist, when held in vertical position and twist flows up wards in left-hand direction.Z – Twist, when held in vertical position and twist flows upwards in right-hand direction.Direction o f twists mainly affects light reflecting qualities, texture and hand of thefabrics. Z – twist is more common in both woven and knits.
Blends and Combinations
Single yarns composed of different mixture of two or more fibres are called blendedyarns. Blends are usually spurn yarns, however it is possible to combine two or morefilament yarns to produce a filament blend. Fabrics produced from blended yarns arealso called blends.
Yarns produced from fibre blends in order to improve their properties by drawing uponthe best qualities of both fibres or to reduce cost of the product. A blend of polyesterand cotton, for example, obtains high strength and wrinkle resistance from the polyesterand comfort from cotton. An acrylic/ wool blend can provide a comfortable and bulkycloth at lower cost than 100% wool fabric. A blend fabric is one in which all the yarnsare a homogeneous and intimate mixture of two or more fibres.
It is possible to make a woven fabric in which the warp yarns are different from the weftyarns. It is properly known as combination fabric. An example of this construction is anapparel fabric in which the warp yarns are 60-40 polyester/viscose blend yarn and weftyarns are 100% filament polyester. The polyester filament, stronger and moredimensionally stable. The spun yarns are more comfortable than filament yarns, andprovide a better hand and surface texture to the fabric. In this case, the combinationfabric would perform better than 100% polyester, a polyester/ viscose blend or 100%viscose fabric.

Fabric manufacturing

39Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
FABRIC MANUFACTURING
Preparatory process for weaving
The yarns as manufactured and packaged are not in the optimum condition to be usedproduce fabrics. After yarn formation, both spun and continuous filament yarns are notimmediately usable in fabric manufacturing. Package size, build and other factors makeit necessary for the yarn to be further processed to prepare it to be handled efficientlyduring fabric manufacturing.
For weaving, many yarns are presented simultaneously in the form of warp sheet.These Yarns are taken from packages called beams. Shuttle looms need a special weftyarn package, pirn or quill, which fits in shuttle. In case of shuttle less looms use yarnfrom large package called cheeses or cones.
The yarn package as it comes from spinning must be repackaged to meet the particularneeds and demands of the fabric manufacturing. A flow chart outlining the steps in thepreparation of yarn for weaving is given in the fig.
Ø WINDING
o Warp winding or Cheese / Cone winding
o Weft winding or Pirn winding
Ø WARPING
Ø SIZING
Ø DRAWING – IN
Ø DENTING - IN
Ø WEAVING
The essential features of good warp preparation are as follows:
§ The yarn must be uniform, clean, and free from knots.
§ The yarn sufficiently strong to withstand the stress and friction of weaving withoutexcessive end breakage.
§ Knots should be of standard type and size, enabling them to pass easily through theheald eyes and reeds of the looms.
§ The warp must be uniformly sized and the amount of size added must be sufficient toprotect the yarn from abrasion at the harness and reed so as to prevent theformation of a hairy surface on the warp threads.
§ The ends of warp must be parallel and each must be wound on the loom beam at aneven and equal tension.

40Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
WARP WINDING
Objectives
§ To transfer yarn from spinner bobbin to another suitable package for warpingmachines
§ To remove irregularities or imperfections like thick or thin places, slubs, nebs orloose fibers from the yarn
Winding requirements
§ The fault level in the yarn must be reduced to an acceptable level
§ The yarn must not be damaged in any way in the winding process
§ The package size, shape and build must be most technologically suitablefor the particular end use
§ The package size should be controlled to meet the particular economicrequirement
FLOW OF MATERIAL AND WORKING PRINCIPLES OF WARPWINDING
Guides
ð It is necessary to control the yarn path during winding operation due toballooning
They are made up of hard smooth steel or ceramic
Tension devices
ð Yarn tension plays an important role in winding. Excessive tension candamage the yarn whereas low tension can lead to loose package which willnot unwind smoothly
The tensioning device must be reliable and easily threaded

41Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Yarn guides
↓
Tension controllers
↓
Stop motions
↓
Traverse motions
↓
Package drive.
Stop motions
ð During winding process it is necessary to stop winding if a yarn breaks or theyarn supply is exhausted. Usually the yarn is made to support a light feeler. If theyarn breaks the feeler moves and causes the package drive to be disconnected.
Traverse motions
ð The to and fro movement of yarn as it is laid on to a package usually calledtraverse or chase is controlled by a moveable guide.
ð There are two basically different types of packages that are commonly produced
Types of Yarn Packages
1) Cone: This comprises 1 or more thread, which are laid very nearly parallel to layersalready existing in the package. It may be tapered in both sides and package weightvaries from 1-2 Kgs.
2) Cheese: This type usually consists of a single thread, which is laid in the packageat an appreciable helix angle so that the layers cross one another to yield stability. Itmay be in cylindrical form and weight of the package varies from 1 – 2 Kgs
The traversing necessary to build a cone or a cheese is slightly different. Due to thedifference in geometry between the tubular cheese package and the conical conepackage, the angle and spacing of traverse are constant in case of the cheese but varyin the case of the cone.

42Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
In applications where the package wind angle is important, such as yarn for weft inshuttle less weaving, it is important to ascertain and maintain a critical wind angle toprevent, or at least reduce, a condition wherein many coils of yarn unwind at a time fromthe package. This condition is known as slough-off. It is also important that the windangle be such that the force required to remove the yarn remain constant.
If fabric design needs for yarn dyeing then yarn is wound on a special tube, whichfacilitates dye penetration in to the package. After dyeing the yarn is normally rewoundand sent to the next operation.
WEFT WINDING
If the yarn is to be used as weft in shuttle looms it must be repackaged on a pirn. Thepirn is designed to rest within the shuttle.
Objectives
· Removal of slubs and weak places during processing
· Productions of tighter packages have more yarns per pirn. This reduces no ofpirn changes during weaving
Yarn guides↓
Tension controllers↓
Stop motions↓
Traverse motions↓
Package driver

43Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Yarn guides
· They are made up of hard smooth steel or ceramic
· It is necessary to control the yarn path during winding operation due toballooning
Tension devices
· Yarn tension plays an important role in winding. Excessive tension candamage the yarn whereas low tension can lead to loose package which willnot unwind smoothly
· The tensioning device must be reliable and easily threaded
· It must be easily adjustable and not to be affected by heat
· The operating surface must be smooth and must not be affected by oil or dirt
Stop motionsDuring winding process it is necessary to stop winding if a yarn breaks or the yarnsupply is exhausted. Usually the yarn is made to support a light feeler. If the yarn breaksthe feeler moves and causes the package drive to be disconnected.
Traverse motionsTo produce these packages require a traversing mechanism on the winding machine togive correct build.
The to and fro movement of yarn as it is laid on to a package usually called traverse orchase is controlled by a moveable guide.
WARPING
The purpose of warping is to arrange a convenient no of warp yarns that can becollected in a sheet form and wound on to a warper’s beam
There are two types of warping
1) Beam warping: it is used for long runs of grey fabrics and simple patterns ofcolored yarns. It can be used to make warp sheets. The total amount of coloredyarns involved is less than 15% of the total
2. Sectional warping or pattern warping: it is used for short runs especially forfancy pattern fabrics where the amount of colored yarn is more than 15% of thetotal.

44Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
The warping machine consists of creel, a head stock and control devices
The main purpose of the creel is to hold the supply package of cone or cheeses. It isusual to make the creel package of such a size as to produce an integral no of beams.
Since creeling takes a considerable time, it is essential to make it possible to transferfrom one creel to another and this may be done by moving the headstock with respect tosome fixed creels or by making the creels with respect to the fixed head stocks.
In making the warp, each end of the tape like section is threaded through tensiondevices, stop rotation, leasing rods, contracting vee reed and then is led over ameasuring roller to the drum.
Tension devices: it is necessary to control tension such that all ends are as nearly alikeas possible. The tensions are not high and it is usually sufficient to apply just enough toprevent the yarn snarling and entangling. Each end has to be controlled; therefore onetension device per end is needed.
Stop motions: if any warp end breaks the mentioned should be stopped immediately. Itis necessary to have a stop motion since a good warp should not contain many brokenends. Consequently, any stop motion must be working in such a way as to allowsufficient time for any stop to occur before the broken end reaches the headstock.
Measuring roller: it is most desirable specially in pattern warping, to control the length ofthe warp wound and a measuring roller is used in combination with a suitable countingdevice to stop the machine at the appropriate delivered length.
SIZING
In the weaving process, the warp yarns are subjected to rubbing and chafing againstvarious metallic parts of loom by threaded through backrest, drop wires, harness andreed. They are constantly being rubbed together during shedding; they are subjected totension constantly as well as intermittently during let-off, take-up, shedding and beat-up.All of these lead to increase the end breakage level during weaving, which should beminimized. Thus, it is desirable to produce as high quality warp as possible to with standthe excessive rubbing, stress and strain in weaving.
Objectives
· To improve strength and abrasion resistance of the warp yarns by causing thefibers to adhere together.
· To make smooth and to lubricate the warp yarns so that there is minimumfriction where they rub together various parts in the weaving process.
45Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Sizing ingredients
Adhesives:Potato starchStarch from corn, wheat, rice etcCarboxyl methyl cellulose (CMC)Ploy-vinyl alcohol (PVA)
Lubricants: Mineral waxes, oilsVegetable waxes, oilsAnimal fats (tallow/ soap
Additives:Salicylic acidZinc chloridePhenolEmulsifier
THE MOST IMPORTANT FACTORS IN CHOOSING SIZE INGREDIENTSARE:
· The recipe should be that which gives fewest end breaks
· It should be that which permits easy desizing
· It should give good fabric characteristics
· It should be compatible with the machinery
· It should not cause any health hazard
· It should not cause any degradation of the textile material
· The cost of sizing should be minimum
Warping beams are used to supply a sheet of yarn to the size box. The size box is usedto apply the size liquor to the yarn. The warp sheet is guided through the solution bymeans of the immersion roller. Then it’s passed through the squeeze rollers where theyarns are pressed to penetrate the desired percentage of the size material in the yarnsand squeeze out excess size.
The size box temperature is usually maintained uniformly by means of steam pipes andthe steam flow is regulated to control the temperature. It is also necessary to control the
46Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
level of solution in the size box as well as concentration of size is kept as constant aspossible to assure both correct and uniform size pick up by the warp yarns.
The drying section determines the maximum effectiveness of sizing process. It isrequired to dry the wet sized yarn rapidly, thoroughly and uniformly. There are differentmethods of drying system employed
· Multi cylinder drying
· Hot air-drying
· Infra red drying
On a multi cylinder machine, it is possible to control accurately the drying temperaturesto which given sheets of yarns are subjected. In practice, it is found desirable toincrease the temp during the first phase of drying and to decrease it during the lastphases. A typical range of temperature used is from 80- 150°C.The first three or fourcans are usually coated with Teflon. This prevents the excessive size from building upon the cans.
In order to prevent the adhesion between the yarns it is necessary to separate eachsized end from the others before the warp can be used for weaving. To separate theends the out going sheet is divided into 2 sections the Lease rods are used to divide themain sheet as described. A single comb is used to maintain the division of sheets intoseparate ends and to position them for winding on the beam. The comb is usually anexpanding one that enables the no of ends per unit and width to be controlled
Factors that effect the properties of sized yarns
· Lubricant added to the adhesive as part of the recipe
· Adhesive type
· Recipe (as % of adhesive and % of lubricant etc)
· Size add-on or size pick-up (the amount of size penetrates on the yarn)
· Operational conditions such as yarn speed, temperature of drying, yarntension etc
· Weave room relative humidity.
· The warp yarn sheet is now ready to be put on the loom beam. It is threadedthrough an expansion or ”zigzag” comb that is adjusted to allow the warpsheet to come to the width required to fill the loom beam. The yarn is woundon to the loom beam at the headstock in a manner similar to that in thebeaming operation.

47Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
DRAWING-IN AND TYING-IN
The next operation is dependent upon the current beam (or lack of beam) on theloom. If the new warps corresponds one for one in number of ends and weavepattern with warp presently in place, the operation of tying-in is performed. Tying-inis merely the cutting-off of the old warp and end-to-end tying of the yarns from thenew beam to the corresponding warp yarns already in place on the loom. Thisoperation generally takes place at the loom. When the mills producing long runs ofthe same fabric, tying-in is most prevalent. There are relatively inexpensive portablemachines which can tie-in the new warp at a rate of up to 600 ends / minute.
If the new warp does not correspond exactly to the old warp or the loom does nothave a warp begin with, then drawing-in must be performed. Drawing –in is theprocess of providing each end with a drop wire, an eye in the harness and a dent inthe reed. Drawing-in does not generally occur at the loom, but rather in another areain the mill. Drawing-in machines are available but they are extremely expensive.Thus, unless the mill is very large and produces many short run fabrics of differentdesign, manual drawing-in is more prevalent.
WEAVING AND WEAVING MACHINES
A woven fabric consists of two sets of yarns, namely warp and weft. The yarns that areplaced lengthwise or parallel to the selvedges of the fabric are called warp yarns orends. The yarns that run crosswise are called weft yarns or picks or fillings. The wovenfabric is the result of interlacing of warp and weft yarns according to weave design. Aweaving machine is also known as loom is used to produce woven fabrics.
The basic functions of loom illustrated in fig. The rising and lowering of warp ends arecarried out by harness frames that hold the ends by means harness and harness eyes.As the harness frames move up and down an opening tunnel be formed due toseparation of ends, called a shedding. Then weft pick is inserted through shed from oneend to another by means of shuttle which holds a weft yarn package called a pirn,known as picking. Then a comb like device called the reed, which is attached with sley,pushes the pick towards the cloth already woven, is called beat-up. These three motionsare known as primary motions repeat again in order to perform weaving process.
Besides the three basic motions, there are other auxiliary motions necessary forweaving continuously in weaving machine. They are take-up, let-off; warp stop, weftstop, warp protector and temple motions. These auxiliary motions helps in order toproduce a fault free fabrics and enhance the quality. The various motions on the loomshould be set in correct timing and properly to perform their functions to produce goodquality of fabric according to market demands.

48Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
To summarize, the basic and auxiliary motions and their functions on weaving machinesare as follows:
Shedding : To separate warp yarns in to two layers, one layer is raised andother lowered to provide an insertion path to weft yarn.
Picking : To insert a weft yarn across the warp ends through the shed bymeans a shuttle or other weft carriers.
Beat-up : To push the weft yarn that has been inserted across the warpends, towards fell of the cloth.
Take –up : To pull the cloth forward after the beat-up of the weft, maintainingthe same pick density and spacing 6throught weaving weaving ofa cloth and winding the woven cloth on to a take up roller.
Let –off : To allow the warp sheet to unwind from the warp beam duringweaving and also to maintain a uniform constant tension of warpas it weaves down.
Warp stop : To stop the loom when warp yarn breaks or excessively loose.
Weft stop : To stop the loom when weft yarn breaks or weft runs out of thepirn (weft package)
DOBBY LOOMDobby Shedding is improved mechanism for patterns requiring up to 36 harnesses. Inthis case the healds are all operated by jacks and levers and occupy less spaces ascompared to tappet Shedding-mechanism.
The other important advantage is the order of lifting and inserting the heald frames, asper the lifting plan, which is controlled by a pattern chain that gives a good scope forweaving designs repeating a large number of picks and ends. It is very easy to changethe pattern chain whenever a new design is required to be woven, however, the numberof heald frames and order of drawing the ends remains the same.
A simple line diagram shown in fig illustrates the working of modern cam dobby. The figillustrates the actuating of the knives by cams. The bowls on the knife leavers are keptalways in contact with the cams by special springs. The knives are only pushed by thecams and the returning is carried out by springs. According to the pegs in the patterncylinder the corresponding feeler ‘M’ gets the motion and it is transmitted throughneedles ‘N’ and this motion is further actuate the cams then the corresponding T lever(B) gets the movement. This action further helps to engage the corresponding hooktowards baulk lever. This will actuate further as it works as fulcrum. This motion ismagnified by the bulk lever action of the Jack and is transmitted to the harness. Theconnection and disconnection of the hooks is caused by needles and feelers, whichcontact the pegs in the pattern chain.

49Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Advantages of Modern Cam Dobby Loom:
· Very smooth movement of harness, thus protecting harness wires fromdamage.
· Reduced warp breakages because of smaller depth of shed.
· The capacity of harness can be possible upto 28-36
JACQUARD LOOM
Jacquard Shedding can be used suitably for producing beautiful elaborate and intricateornamental designs in forms and multi colors in which a large number of warp threadsare required to be controlled individually.
A number of weaves may be used in combination to produce a jacquard design with thedesired effects. Jacquard weaving is, however, an expensive form of weaving as it isaccompanied with designing, card cutting, lacing. The speed of the loom is lower thanother types of looms.
The jacquard loom consists of two parts the loom and jacquard device. The loom isbolted to the flooring and jacquard is suspended from the ceiling resting on heavybeams. The two are connected by a series of cords known as harness. Jacquard deviceis a piece of shedding mechanism for selecting and lifting or lowering a group of warpand in a repeat individually for each shed.
It is a negative type of shedding, the lifting of the ends being done by hooks andlowering is done by dead weights, suspended from the harness, and termed as lingoes.Jacquard mechanism device is simply a frame containing a number of wire hooks andneedles. The hooks formed at the end of the vertical wire can be allowed to remain overto be pushed away from a lifting giraffe by the presence or absence of holes in papercards that is pressed against the needles by a perforated cylinder. The pattern cardstied together in a set revolve around the cylinder of the jacquard. When these cardsengage the needles that control the harness strings through the mails of which aredrawn the warp threads of the cloth, they move up or down the warp threads. Thesehooks can be raised in any required number or order corresponding to the warp threadsto be raised for the passage of the shuttle.
Those desired up are revealed on the cloth and those not wanted just at that point aresuppressed and concealed in back of the fabric. The shuttle flying across binds the weftyarn with the wrap threads and completes the weaving.
HIGH SPEED JACQUARD
High-speed jacquards are suited for use in high-speed shuttle less weaving machinesand are recommended also for double width weaving. The knife frames are actuated bybilateral baulk levers in combination with a connecting arm with cams and large surface

50Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
heavy-duty ball bearings. All other pivots also have ball or needle bearings. The knifeframes are guided by low friction sliders.
Outstanding features of computer control Jacquard/ElectronicJacquard weaving machines are:
1. Keyboard for selecting and editing different functions and programs.
2. Screen for displaying all stored data plus a facility for displaying selectedenlarged areas of the pattern.
3. Hard disc for storing program data specific to machine and number of picks witha maximum of 2,30,000 picks with 1344 hooks or 1,15,000 picks with 2688 hookson Staubli Cx860 jacquard machine.
4. Floppy disc for loading hard disc. Each floppy can hold up to 136 differentpatterns within the maximum possible number of picks of 8722 with 1344 hookconfiguration.
5. It is also possible to connect the jacquard to a network system
Sizes and Figuring Capacities of Jacquards
Jacquards are usually built in standard sizes. It is necessary to decide the pattern andtype of cloth to be woven, before ordering a jacquard. There are three main pitches:coarse, standard and fine. The size and the figuring capacity of a jacquard are alsostandardized to a certain extent. Table indicates the size and the figuring capacity ofdifferent jacquards.
SIZE AND FIGURING CAPACITY OF JACQUARDSize of theMachine
Hooks in a shortrow
Hooks in a longrow
Total hooks
100 4 26 104200 8 26 208300 8 38 304400 8 51 or 52 408 or 416500 10 51 510600 12 51 or 52 612 or 624800 12 70 840900 12 72 924
1000 10 100 10001200 12 104 1248
Usually one row of hooks is intended to be used in operating the selvedge threads of thecloth. 300, 400 and 600 are the most common sizes used. Large machines are obtainedby placing two smaller machines.

51Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
DROP BOX OR MULTIPLE BOX LOOMS
Multiple box motions are used to insert yarns of different color, counts, fibres or twistsacross in weft wise of the fabric. In conventional looms, for each variety weft one shuttleis required and there must be an empty box on the opposite side to receive the shuttle.
A multiple box loom may have two, four and six boxes one side and one box on theopposite side normally referred as 2x1, 4x1, and 6x1 box looms respectively. Theselooms for inserting colored weft or different types of weft as per weft pattern.
It is possible to have several shuttle boxes on each side of the loom and such looms aredenoted as 4x4, 2x2 and 4x2 looms. They are some times used to permit the use ofmore colors and odd numbers of picks from each color, they are known as pick-at-willlooms.The maximum number of colors used is equal to number of boxes of the loom minusone.
The most common mechanism used in 4x1 box motion. This mechanism uses twolevers to produce a compound movement at the box rod. This movement depends onwhich lever is moving and about which fulcrum the levers are moving. Lever 2 (fig)moves about the fixed fulcrum f2 to move, fulcrum f1 on lever 1. The levers are usuallymoved by means of cams, which are gear driven from the looms crankshaft. Whenmovement is required, clutches are engaged to cause the appropriate cam (or cams) torotate sufficiently to cause the lever system to take up one of the configuration shown infig. According to the demands of the pattern.
SHUTTLESS WEAVING MACHINES
In conventional weaving to move shuttle weighting around half a kg through the shed,the relatively massive shuttle must be accelerated and decelerated.This naturally takestime and energy and cause noise and vibration. The wear life of loom parts are alsolimited due to the heavy impact and shock that they have to withstand. This affects themaximum running speed of the loom and it can also affect the fabric quality. Smallerweft packages require frequent replenishment, which increase the workload of weaver.Further more pick and pick, multicoloured weft insertion involves considerablemechanical problems.
In nutshell, the drawbacks of the shuttle looms are§ Small weft package size, requiring frequent replenishment.§ Higher consumption of spare parts due high rate of wear and tear.§ Limited scope for increase in speed and performance.§ Limited control over the quality of the fabric produced.§ Complicated mechanism on multicolored loom§ Space and worker required for weft pirn winding.
In view of the drawbacks in shuttle loom, shuttle less loom technology has proceeded intwo general directions in its attempt to replace the shuttle. In the first, as found inprojectile and rapier looms, another solid carrier replaces the shuttle. In the second

52Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
direction, fluid jet looms in which a high-pressure jet of air or water is used to carry theweft through the shed.
The different systems of weft insertions have been developed to cater to the specificfields of applications. Air jet and water jet looms can be used for medium range massproduction requirement, the rapier for its versatility in weaving fashion materials ofdifferent constructions like suiting, upholstery etc. and the projectile looms for apparelfabrics, special varieties like denim and industrial fabrics.
The replacement of shuttle by other methods of weft insertion does not bring anyfundamental change in the in the sequence of weaving operations, that is shedding,picking and beat up except the method of weft insertion is changed. Positive sheddingmechanism is used to supplement the high speeds and in certain cases, beating-upmechanism is also modified. Other mechanisms such as take-up, let-off, warp stop etc.do not differ in principle from those in shuttle looms, although they are more precise indesign.
PROJECTILE WEAVING MACHINE
Projectile weaving machine differ from a conventional automatic loom mainly in twoaspects:
§ The method of weft insertion in to the warp shed§ The method of moving the reed and the projectile track
Other motions like shedding, take-up and let-off are more or less, of the same principle.
The working and main features are as follows
The gripper projectile made of fine steel, 90mm long 14mm wide and 6mm thickness(3.5in x 0.55 in x 0.14in) weights 40g (1.33oz). It carries the weft thread into the warpshed.
The weft is drawn directly from a large, stationery crops wound package. There is noweft winding.
The gripper projectile is picked across the warp shed at very high speed. the pickingenergy being derived from the energy stored in a metal torsion bar which is twistedat predetermined amount and released to give the projectile a high rate ofacceleration.
Picking always takes place from one side, but several projectiles are employed and allof them return to the picking side by a conveyor chain underneath the warp shed.
During its flight through the shed the projectile runs in a rake like steel guides, so thatthe warp threads are touched neither by the projectile nor weft thread.

53Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Every pick is cut off at the picking side near the selvedge after weft insertion, leaving alength about 15mm from the edge. Similar length of weft also projects from the selvedgeon the receiving side.
The ends of weft thread projecting on both sides of the cloth are tucked into the nextshed by means of a special tucking device and woven in with next pick, thus providingfirm selvedges.
The reed is not reciprocated as in a shuttle loom, but rocked about its axis by a pair ofcams.
The reed and projectile guides are stationary during pick insertion.
In case of weft breakage, the take-up beam and heald frames can be driven in reverseby a pick finding mechanism.
Advantages of Projectile Weaving
· The lower warp breakage rate in a Projectile Weaving Machine may be due toSmaller warp shed
·
· It is possible to achieve weaving performances with breakage rates persquare meter of cloth 50% of the number of breaks that would occur on aconventional loom.
· Two or three cloths can be woven simultaneously
· Weft insertion rate up to 900 to 1500 m/min. is possible depending upon thewidth of the weaving machine
· The color changing mechanism is less complicated.
· There is facility of inserting two picks in the same shed without the use ofdobby.
RAPIER LOOM
Insertion of weft by rapier is a mechanically modern and refined version of fabricproduction. In present version the weft is inserted by the gripper heads are attached torapiers, which are flexible tapes or rigid rods. The rapiers are made of coated steel orreinforced high performance carbon fibre.
The weft is supplied from magazine cones weighing 3-4kg placed at the right hand sideof the machine. Weft is inserted by two flexible rapiers and the weft is laid in two pickweft insertion cycle, with a hairpin shaped loop to form a smooth and uniformconventional selvedge at the right hand side of the cloth and an unconventional lenoselvedge at the left hand side.

54Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
The cycle of operations are as follows
As shown in the figure 18.6a, The rapiers A (called the giver) and B (called the taker)are about to enter the shed on the first pick of the insertion cycle.
The weft is correctly positioned for reception by the weft positioner E and weft depressorF. The end of weft is firmly held by the weft gripper G at the entrance of the shed. Thisrequires that the weft be transferred from one to the other in the middle of the warp shedduring the weft insertion operation.
One rapier (called the giver) takes the weft yarn from supply package and carries it tothe center of the shed; concurrently, the other rapier (called the taker) also travels to thecenter and the two meets at center. At this time the taker collects the yarn whereuponboth the rapiers are withdrawn, the giver returning empty and the taker completing themotion of the length of the weft yarn.
Advantages of Rapier Loom
· Weft insertion rate up to 600 to 1100 m/min. is possible depending upon thewidth of the weaving machine.
· It works speeds up to 200-300 ppm.
· The color changing mechanism is less complicated.
· There is facility of inserting two picks in the same shed without the use ofdobby.
AIR JET LOOM
In an air jet loom, high-pressure air carries the weft yarn through the shed. The majordrawback to this type of loom is the air pressure diffuses quite rapidly so the width offabric is limited. Modern air jet loom use air guides or air guides with auxiliary jets toextend the distance that the yarn can be carried.
The working principle and features of air jet loom are as follows
The weft yarn is positively drawn out from a cheese/cone by measuring drum, whichcontinuously rotates three times for every cycle of weft insertion.
Weft yarn A is measured by a measuring drums B equivalent to the width of cloth.Straightener also known as tensioner C loosens the weft yarn prior to weft insertion. Thenozzle D spouts the weft yarn by high-speed compressed turbulence air.

55Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
The figure shows the weft yarn spouted the longest distance, about 20cm longer thanwidth of the cloth. The air jet must be kept spouting from the nozzle up to thismovement.
Suction tube H that is placed on the offside of the loom guides the inserted weft andinhales the weft end, which is cut by cutter. At the time of beating motion, the cutters Eon both sides cut the weft yarn so that its ends project about 6mm beyond the edge ofcloth. Leno selvedge is formed at both ends.
Advantages of Air-Jet Looms
· Weft insertion rate up to 1300m/min. is possible depending upon the width ofthe weaving machine.
· The color changing mechanism is less complicate.
· It works speeds up to 350-500 ppm.
WATER JET LOOM
Differences between Air jet and Water jet looms
Water jet looms are similar in many ways to air-jet looms but they differ in construction,operating conditions and performance.
Warp and weft yarns must be water insensitive i.e. hydrophobic in nature. Thermoplasticyarns e.g. nylon; polyester, polypropylene, glass, and acetate etc. are used. Whenwarps are sized, it must be with water incentive sizes like acrylic ester size.
All the machine parts that get wet must be resistant to corrosion. The basic machine isbuilt in mild steel with a protective waterproof spray paint. The heald frames are ofaluminum; the wire healds and reed are of stainless steel.
The nuts and bolts, which come in contact with water, are of either stainless steel orbrass and the guide rolls are of hard chrome dull finish. The machine uses rubber emeryand rubber temple rings.
Although no compressor is required as with air jet weaving machines, each water jetloom is provided with its own miniature pump to feed water under pressure to thenozzle.
To get the best results it is important that the water used does not scale, rust or erodethe high precision components of the machine.

56Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Weft supply system
Weft supply system of a water jet loom is shown in Fig. The yarn passes from thesupply package over a guide and through a tensioning device to the measuringdrum, from there it passes to the picking nozzle.
The range of jet and width of loom depends on the water pressure and diameterof the jet.
Merits and Demerits
Compared to the other high speed shuttle less looms, the water jet loom is the leastflexible as the fabric woven must be hydrophobic and the range of fabrics is limited tomedium weight fabrics although light fabrics can be woven but with a greater difficulty.
Maximum width of the machine is 230cm. The kind of weft that can be used dependsupon the nozzle, pump and feeler selection unit. Thus leaving no flexibility in the ever-changing market, nevertheless water jet looms are the best machines to produce 100%filament fabrics on a mass scale.
Another problem is the yarn waste generated on these machines due to the basicmachine design. Hydraulic method of weft insertion has by far there lowest energyrequirements and least noisy.
It is possible to weave at up to 750-1000 ppm. Weft insertion rate up to 1500-2000m/min is possible depending upon the width of the weaving machine
WOVEN FABRICS
The formation of woven fabric is made by interlacement of yarns at right angles to eachother. The central portion of the woven fabric is called the body and the edges of rightand left sides are called the selvedges. The selvedges are usually differ from the bodyof the fabric in both yarn and fabric formation.
Interlacing yarns at right angles to each other makes the basic weaves. The longitudinalor lengthwise yarns are known as warp. The individual warp yarns are called ends. Thewidthwise yarns are known as weft or filling. The individual yarns are called picks.
The closeness or compactness of fabric is determined by yarn count and construction(yarns per unit area). Fabrics with finer yarn count are denser than those with a coarseryarn count. Finer yarn count and balanced construction generally yields betterperformance.
SPECIFICATION OF WOVEN FABRICS
The specification of fabrics is indicated by construction, which is ends per inch (EPI) Xpicks per inch (PPI), yarn count (Nw x Nwf), the fabric width and the weight (gsm) interms of grams per square meter. This is written in the following form;

57Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Width, EPI X PPI, Nw x Nwf, GSM
Width is measured in inches or cmsEPI – Ends per inchPPI – Picks per inchNw – Warp yarn countNwf – Weft yarn countGSM – Fabric weight expressed in grams per square meter
PLAIN WEAVEEasy to produce. Wherever a reasonably comfort and durability plain weave fabrics areideally suitable. Offers simple and plain background.Gives good background for surface ornamentation like embroidery and printingtechniques.
BASKET AND RIB WEAVEProvide an interesting patterned effect. By proper choice of colored warp and weftyarns, basket weave can be used to produce patterns that provide a more sprightlyappear able.The more open structure of the basket weave increases moisture permeability. Simplestructure of basket and ribs, which commonly used for shirting fabric. It will haveadequate moisture permeability. This helps to keep the wearer cool in hot weather.Since the yarns are free to move, they can more readily absorb the stresses caused bytheir crushing and bending .For this reason the basket weave is more wrinkle resistantthan plain weave.Further more, because the yarns are held less tightly in the simple basket and ribweaves, they have greater mobility this allows the garment to stretch more as thewearer move about.Larger floats in basket and rib weave fabrics are subjected to snagging, (To rubbingagainst surface). As a general rule, the larger the floats, results less durable.2/2 and 2/1 weft ribs are known as oxford weaves, which is a popular shirting fabric, areproduced by the weft yarns are made twice the diameter of the warp yarns.Thus when the fabric woven, the rib pattern is suppressed and the fabric has the overallappearance of a plain Weave. However, because the yarns are not held as tightly as inthe plain weave, the fabric is more wrinkle resistance and more comfortable.
Introducing coarser warp or weft yarns at regular across the fabric can produce ribbedfabrics. Ribs can enhance the body by stiffening the cloth and giving it the feel of aheavier fabric.
TWILL WEAVETwill weaves patterns produces diagonal lines in the fabric structure. Producing twillweave structures requires minimum three harnesses in loom. Twills may have thediagonal lines running from the lower left to upper right (right – hand twill), or the lower

58Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
right to the upper left (left-hand twills). There is no rule that determines which way thediagonal should run; the properties of the fabric are the same in either case.
The angle of diagonal line is determined by the positioning of the floats. If the diagonalline runs less than 45 degree of angle, it is known as reclined twill. If the diagonal lineruns exactly 45 degree of angle, it is known as regular twills. In case of steep twills, thediagonal line runs more than 45 degree of angle. The angle of the diagonal line is oftengood indication of quality of the fabric. Since warp yarns are usually stronger and moreabrasion resistance than the weft yarns, steep twill can be more durable than regular orinclines twills. However, the performance of a twill fabric also depends upon the pattern.
In warp faced, there is more warp yarns and layer warps a float than weft yarns on theface side of the fabric. In weft faced twills more weft yarns and longer floats than warpappear on the surface.
Where there are equal numbers of ends and picks and equal length of floats in warp andweft direction on the surface, the fabric known as balanced or even twill. This producesreversible fabric.
PERFORMANCE OF TWILL WEAVES
The interaction between structure and yarn count, patterns and angle allow many moredesigns to be created in twill weaves.Twill weaves usually have low permeability of water and moisture or air because of thewarp and weft yarns produce for a compact structure. At the same time, the windresistance of the fabric is increased. These properties make the twill weave constructionvery essential for outerwear. Such as outerwear and raincoats.The feature of twill weave construction is the improved pliability and wrinkle resistanceas compared to the plain weave. However, wrinkle resistance is not as great as in therib or basket weaves without decreasing the durability. The compactness of warp facedtwill structure makes good resistance to soiling. While removal of soil is equivalent to theplain weave.Warp faced twills are more durable than the plain weave, provided that the floats are nottoo long .For example, a 2/1 or 3/2 regular twill weave structure provides greaterstrength and abrasion resistance than rib, basket or plain weave. The 3/2 60 degreesteep twill is even more durable.There are two factors that contribute durability performance of twill weave fabrics.1. The stronger warp yarns predominate on the face of the cloth.2. The yarns are not held in tightly in twill weave structure as in the plain weave .The
stress and strains are distributed over more yarns .The length of the weft floats isreduced in the steep twill as compared to the regular twill. This provides greaterabrasion resistance.
3. If the fabric is made of balanced twill, more of the weft yarns are exposed on the faceof the fabric and abrasion resistance is decreased. If reclining twill is used, theabrasion resistance is decreased further more.
4. The durability performance of properly designed twill weave structure is higher thana plain weave of the same yarn count, construction and weight because of the

59Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
number of bindings in the fabric. The bindings are the points where the warp andweft yarns are interlaced.
5. Twills are generally used in heavier fabrics in whom durability is the most importantrequirement. They are generally used in suits, bottom weights, trouser, slacks,windbreakers and raincoats and work wears.
SATIN WEAVE
The outstanding features of stain weave fabrics are lustrous, sleek appearance,luxurious hand and smooth to feel, and full-bodied drape. Proper selection of yarns, yarncount and weave structure will contribute outstanding aesthetic qualities of fabric withoutaffecting in durability and comfort.
Finer counts and short floats yield a compact fabric that will feel warm in winter. Coarsercounts, balanced construction and long float in weave structure increases the airpermeability for medium weight wear.
Satin fabrics are widely used as linings for coats and jackets, because they make it easyto slip on garment during wear. Satins are also formed in draperies and furniture, towhich they lend appearance formability.
The soil resistances of satin weave fabrics are lesser than plain or twill weaves. Largenumbers of yarns are predominated on the fabrics that invite the penetration of dirtparticles. The soil resistance of weft satin or sateen’s are lesser than satins.
The tensile strength and abrasion resistances of satin fabrics are lesser than plains andtwill weave; this is mainly due to larger floats in the weave structure. However, thecompact structure (more yarns per inch) tends to compensate the durabilityperformance.
Snagging is the common problem of stain weaves fabrics; this owing to long surfacefloats in the satin pattern.
In warp faced satins weaves, in warp direction will have more abrasion resistance thanweft direction.
Sateen and weft satins are less durable than warp satins. Because the floats arecrosswise rather than warp wise. The sateen’s are made from spun yarns; these yarnshave lower resistance to tearing.
DOBBY WEAVES
Simple geometric designs or figuring’s may be produced on a standard loom by theattachment of dobby mechanism. This device increases the number of harnesses thatmay be incorporated in the weaving of a fabric. The harness capacity of dobby loomsvaries from 6-40 depending upon complicity of the dobby mechanism. The extra

60Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
harness allows the weaver to reproduce a small surface figuring’s or multi colored checkor plaid.
JACQUARD WOVENS
Jacquard Shedding can be used suitably for producing beautiful elaborate and intricateornamental designs in forms and multi colors in which a large number of warp threadsare required to be controlled individually.
A number of weaves may be used in combination to produce a jacquard design with thedesired effects. Jacquard weaving is, however, an expensive form of weaving as it isaccompanied with designing, card cutting, lacing. The speed of the loom is lower thanother types of looms.
VELVET AND VELVETEENS
VELVET: - Velvet is a fabric woven from filament yarns, in which the pile is formed bythe addition of extra warp yarns.
VELVETTEN: - Velveteen is a fabric, usually woven from spun yarns, in which the pile isformed by the addition of extra weft yarns.
The ground cloth for either fabric may be woven with a plain or twill weave .the pileconfiguration may be produced with a v or w interlacing.
The light and dark shading of the surface is produced by the difference in light reflectedfrom ends and sides of the fabric. The light that strikes the ends of the fabric is scatteredand absorbed, while the light that strikes the sides of the fibers are reflected to theviewer’s eye. Thus, areas in which the pile is standing up appear darker than those inwhich the pile is lying down do.
The extra yarns used to produce the pile ad weight, stiffen the fabric, and give a fullerbody and more pleasing drape characteristics.
The fibre ends from the pile yarn produce mild, pleasurable, prickling sensation. Themultitude of fibres that form the pile trap a large amount of air, which acts as insulator togive a cloth its warmth.
Soil resistance or standing of velvet and velveteen fabrics is poor than flat wovenfabrics. This is mainly due to the pile yarns have large exposed area to contact the soil.
Dry cleaning is preferred to laundering because excessive agitation in thelaundering process may destruct the pile yarns. They must be ironed carefullywith low pressure and temperature setting. The excessive pressure andtemperature may crush the pile structure and produce a permanent shine on thesurface. It is necessary to brush velvets and velveteen’s, regularly to preservetheir aesthetic properties.

61Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Durability performances of velvet and velveteen fabrics are dependent on theconstruction of the ground cloth, and the interlacing of the pile. Filament yarns, such assilk or polyester provide greater durability than spun yarns.A compact, tightly woven ground cloth holds the pile yarn more firmly. Generally, otherfactors being equal, a twill construction is more durable than plain weave. W interlacing,because it holds the pile yarns under three weft yarns instead only one, yields moredurability.
To produce velveteen costs less than velvet because it is easier to insert extra weftyarns than to insert extra weft yarns. Also, spun yarns are usually less expensive thanfilament yarns.
Velvet and velveteen fabrics provide a warm, luxurious hand for such end uses as full –length gowns and jackets for formal wear. They are also popular for home furnishings,particularly in drapery and upholstery fabric. In addition, because of their durability,velvets are recommended for higher - quality applications.
CORDUROY
Corduroy is a corded weft pile fabric it is produced by extra weft yarns, which float overone or more warp yarns. This fabric differs from velveteen is that the pile yarns arealigned so as to give a warp wise corded stripe on the surface. Corduroy may beproduced with v or w interlacing. The ground cloth may be of twill or plain weaveconstruction .The raised portions of the pile are called wale. Varying the length of thefloats when the pile yarns are inserting may change the spacing between them.
Corduroy is expected to be heavier fabric than velvet and velveteen .it is usually madewith coarser yarns. This yields a fabric that has a stiffer drape and rougher hand thanvelveteen corduroy is easily laundered and may be ironed.

62Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Types of corduroy
Name Wales / Inch Ozs/Sq.Yd.
Characteristics / Uses
Feather wale 18 – 19 5 Shallow Pile, FlexibleTops / Bottoms
Pin wale 14 – 16 7 Shallow Pile, FlexibleTops & Bottoms
Mid wale 11 10 Heavier & Less FlexibleInnerwear & Bottoms,Upholstery
Wide wale 3 - 9 12 Heavier & Less Flexible,Most DurableCoats, Upholstery
TERRY FABRICS
Terry fabric is a weft pile fabric. It is manufactured with extra highly twisted warp yarnsthat are held slack during part of the weaving process. Terry cloth is used for towelingand beachwear. The pile traps air and maintain body temperature. Since purpose is tokeep the body dry, terry cloth is made of fibers, such as cotton, that absorbs moisturereadily.
The durability of the terry cloth is dependent upon the yarn count of the ground cloth.The twist in the pile yarns, and the density of the pile. A thick, closely spaced pile woveninto a tightly constructed ground cloth gives the longest wear. Terrycloth is moresusceptible to snagging and pulling than the velvets and corduroy because of the loopsof the pile remains uncut.
SEERSUCKER
In weaving two warp beams are used to produce this fabric. The yarns on one beam areheld at regular tension and those on the other beam are held at slack tension. The yarnsare wound onto the two warp beams in-groups of 10 to 16 for a narrow stripe. As thereed beats the weft yarn into place, the slack yarns crinkle or buckle to form a puckeredstripe adds the regular – tensioned yarns form the flat stripe. The stripes are always inthe warp direction. It is a low profit, high cost item because of its slow weaving speed.Seersuckers are made in plain colors, stripes, plaids and prints. Seersucker is used insummer suiting. Dresses, curtains and sportswear.
PIQUE WEAVES
Pique weave produces a fabric with ridges, called Wales or cords, that are held up byfloats on the back. Cords or Wales usually run in the lengthwise direction. Stuffer yarns

63Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
are laid under the ridges in better quality pique fabrics to emphasize the roundness, antheir presence or absence is one way of determining quality. The stuffer yarns are notinterlaced with the surface yarns of the fabric and may be easily removed whenanalyzing a swatch of fabric. Pique fabrics are woven on either dobby or jacquard loomdepending on the complexity of the design. Pique fabrics are more resistant to wrinklingand have more body than flat fabrics. Better quality pique fabrics are made with longstaple combed yarns and have at least one stuffer yarn.
Bedford cord is a heavy fabric with wide warp cords used for bedspreads, upholstery,window treatments, slacks, and uniforms. Its spun warp yarns are coarser than the weftyarns.
CREPE WEAVES
Crepe is a class of weaves that present a distinct weave effect but give the cloth theappearance of being sprinkled with small pots or seeds. The appearance resemblescrepe made from high twist yarns. Fabrics made on a loom with a dobby attachment.Some are variation of satin weave, with weft yarns forming the irregular floats. Some areeven-sided and some have a decided warp effect. Sand crepe is a common medium toheavy weight crepe weaves fabric of either spun or filament yarns. It has a repeatpattern of 16 warp yarns and 16 wefts yarns and requires 16 harnesses. No float isgreater than two yarns in length. Moss crepe is a combination of high twist crepe yarnsand crepe weave. The yarns are plied yarns with one ply made of high twist single yarn.Moss crepe is used in dress and blouses.

Properties andperformance ofknitted fabrics

64Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
PROPERTIES AND CHARACTERISTICSOF
KNITTED FABRICS
Knit Fabric StructureKnit fabric structures are formed through the process of interlocking loops or forming loomswith one or more yarns in preceding and succeeding rows. Knit fabrics are produced byhand or on a variety of knitting machines with one or more needles of different types.
Variations of knit fabrics may be achieved by manipulating any one ormore of the following
· Fiber Content – Natural, Man-made cellulosic and synthetic, blend orcombination.
· Fiber length – Filament or Staple· Count of Yarn – finer or courser core spun· Yarn type – spun, filament, plied, twisted, texturised, and novelty· Type and capacity of knitting machine – flat or circular knitting machine· Special attachments in knitting machine like jacquard and plaiter· Type and quality of needles· Size, thickness and length of needles· Operative system of needles – selectively activate and deactivate· Number and spacing of needle sets· Stitch length or loop length· Formation and pattern of stitches
The variation of the above factors will affect surface appearance, textural configuration,properties and characteristics, weight, feel or hand and drapablity behaviour of knittedfabrics.
Knit fabrics are classified and named with regard to the· Structure of fabric· Method or type of production or construction· Type of machine used for its construction· Number of guide bars on a machine

65Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Differences between Woven and Knitted fabrics
Knitted fabric Woven fabric· High extensibility with complete recovery more rigid and stiffer
· High crease /wrinkle resistant low crease /wrinkle resistant
· Weft knitted fabrics is much thickerBecause of low twisted yarns
less thickness due to high twist yarns
· Warp and weft knits are soft drape woven fabrics of same weight has muchfuller drape
· Weft knits feel soft hand and Warp knitsSimilar to woven fabrics
woven feel stiff hand
· More air permeable than woven fabricsof the similar weight
less air permeable
· Less stronger more stronger
· Poor dimensional stability good dimensional stability
Parts of Knit Fabric Structure
StitchesThe basic element of knit fabric structure. Stitches are produced by a knitted loop pulledthrough a previously formed loop.
WaleThe vertical row of loops whereby one loop is formed under another in the lengthwisedirection. The continuous succession of interlocking loops in made by the same needle.
CourseThe horizontal row of loops whereby one loop is formed next to the other in the filling orcrosswise direction. Each loop is made by a different needle.
ConstructionThe number of Wales per inch and courses per inch of a knitted fabric. Also referred toas course count or wale count.
GaugeGauge determines the fineness or density of the fabric. It is used to evaluate thecloseness and compactness of stitches in a knit fabric. Gauge relates to the number ofneedles to the inch in a knitting machine, which accounts for the number of stitches orloops produced per square inch of fabric. For example:

66Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Full fashion knits – Numbers of needles per 1 ½”Raschel knits – Number if needles per 2”Tricot knits – Number of needles per 1”
Jersey Knits
The simplest of the knit cloths is the jersey or plain knit. In this pattern all the stitches arebrought toward the face of the fabric – that is, all the stitches are knit stitches. The samefabric is formed if all the stitches are purl stitches. Lengthwise columns of Vs characterizethe face of this cloth. The back of the cloth appears as rows of short dashes or half-circles.
The jersey is the basic pattern for knit goods. It has relatively good stretch in bothlengthwise (wale wise) and widthwise (course wise) directions; recovers most of the stretchso that it is not easily pulled out of shape; and can be sewn without great difficulty. Inaddition, it is easy to make on relatively inexpensive machinery.
The disadvantage of jersey include a tendency to unravel when snagged or pulled, little runresistance when the yarns are torn or cut, a propensity to shrink when laundered, and atendency to curl when patterns are cut out.
Jersey knits are used for sweaters, underwear, hosiery, dresses, and sport shirts. Theycan also be made into pile fabrics for other end uses.
Purl Knits
Alternating courses of knit and purl stitches makes purl-knit cloth, which has a rathernondescript appearance. Both its face and back are composed of short dashes or half-circles lying in the direction of the courses
Purl knits provide fabrics of the same bulk as jersey knits. However, wind resistance canbe less than in jerseys of the same weight. Since wind can penetrate the fabric moreeasily, its use in outerwear is limited. Furthermore, this cloth provides fair stretch recoveryin the wale wise direction, but can be stretched out of shape in the course wise direction.This makes it best suited to stoles, scarfs, quilts, and other items that are not subject tocrosswise stretching; its utility for many garments is limited because of its poor shaperetention.
Rib Knits
Alternating Wales of knit and purl stitches makes rib knits. The rib stitch appears as aseries of hills and valleys running lengthwise across the surface of the cloth. In thesimplest construction the Wales alternate as knit-purl. However, more complexcombinations may be formed, as in a 2/1 or a 1/2/3 rib. Rib knits with an even repeat, suchas 1/1 or 2/2, are reversible.
Rib-knit cloth provides greater bulk than jersey of the same weight. Its opacity, therefore,limits its usefulness in hosiery. However, this pattern provides excellent elasticity in the

67Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
course wise direction. For this reason, the rib is used for cuffs and collars to provide abody-fitting closure for neatness and protection against the wind. With the recentacceptance of form-fitting garments, rib knits have become popular in sweaters and sportshirts.
Rib knits do not curl as jersey knits do, so cutting and sewing is not as difficult. However,because of the ease with which the cloth stretches, care must be taken in construction.Since one of the desirable properties of rib-knit garments is the close fit they provide, someshrinkage is tolerable. Because of this, such garments may be laundered. This easy-carefeature has helped enhance the popularity of rib-knit fabrics.
Interlock Knits
By using a knitting machine equipped with two sets of needles, it is possible to make afabric that resembles a jersey knit on the both front and back. Alternating knit and purlstitches in both the wale wise and course wise directions produces the interlock knit, shownin Fig.13.6. Figure. 13.7 show how the stitches are arranged. Note that each coursealternately knits to the front and then to the back of the fabric. The knit cloth is essentiallytwo rib knits knitted together.
Double Jersey or Rib Double Knit
This fabric has an appearance similar to jersey on one face and to a rib knit on the other.The stitch structure is shown in Fig. 13.8. In this weft knit, one course is composed ofalternating knit and purl stitches while the next course is made up of alternating knit andmisses stitches. The cloth is held together as the knit stitches of one course interloop withthe miss stitches of the next. Note that whereas the interlock is reversible, the doublejersey has two different faces.
DOUBLE-AND SINGLE-KNIT FABRICS COMPARISION
APPEARANCEThe properties of double-knit fabrics may be illustrated by a discussion of theinterlock knit. This fabric has the same appearance as the jersey knit, and itsesthetic properties are essentially the same; interlock knits, however, are heavierand more full-bodied than jerseys of the same gauge, made from the same yarns,because they are actually two kind cloths combined into one fabric.
COMFORTInterlock knits can provide good resistance to penetration by wind while allowingtransfer of moisture from the body to the outside air. The former property helps tomaintain warmth and the latter provides a comfortably dry feel. These two importantproperties are achieved by the placing of stitches so that the other layer blockspenetration through one layer of loops. Thus, wind is prevented from directlypenetrating the fabric. Moisture transmission, however, is a slower process and thewater vapor can follow a zigzag pattern through the fabric to the outside. In addition,interlock knits do not stretch as readily as single knits. The reduced stretch provides

68Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
greater dimensional stability and shape retention, but at the cost of decreased easeof motion.
MAINTENANCEThe maintenance properties of double knits are essentially those of jersey knits,except that interlocks do not require as much care in laundering.
DURABILITYAs expected, double knits has higher strength than single knits, and betterdimensional stability. Abrasion resistance is the same as in single knits. Resistanceto running and raveling is greater in double knits. Finally, interlock knits are moreeasily made into garments, since they cut easily and do not curl as readily asjerseys.
Double jerseys provide much the same properties as interlocks. However, sinceeither side of the fabric may be used as the face, double jerseys provide an extradegree of esthetic freedom and a greater variety of patterns.
UsesDouble-knit fabrics are used for shirts, sleepwear, slacks and pants, and jackets. Themen’s wear market has been greatly affected by the introduction of double knits for men’ssuits. These fabrics, with their greater wrinkle resistance and higher elasticity, haveprovided consumers with clothing better suited to mobile lifestyle. Knit cloth, however, isnot readily suited to all aspects of men swear. It is difficult to maintain a proper crease anda tailored look with knit fabrics. In addition, woven cloth is more easily hand-sewn than knitcloth. These two factors have retarded the acceptance of knits in higher-priced men’ssuits, in which a great amount of hand sewing and the requirements of an impeccablyrailroad appearance still give woven cloth the edge.

69Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
THE EFFECT OF GAUGE
The properties of knit fabric are affected by the kind and number of yarns used in itspreparation. The knitting gauge determines the durability, esthetics, and comfort of agarment and the size of the yarns used. For example, a cloth knit of heavy yarns on a 6gauge traps a lot of air within the fabric; this makes it warm. The bulk of the yarns providean opaque fabric. The loose construction of the cloth assures that it will stretch well.These characteristics make the cloth suitable for use in a bulky sweater that will be warm,cover the body well, and provide freedom of movement. However, the sweater will nothave good abrasion properties, will be pulled out of shape easily, and will required carefulhandling in cleaning.
Stocking made from heavy yarn on a 6 gauge, however, though they would be warm, wouldnot satisfy the consumer’s esthetic requirements. Hosiery is intended to flatter the wearer.For this end use, a much higher gauge, say 60, with finer yarns, would be used. Thiscombination provides a sheer fabric with a lustrous appearance and a smooth hand. It willalso be more elastic and hug the leg. Unfortunately, the fine yarn do no withstand stress orabrasion as well as heavy yarns, so although the fabric is more compact, its strength andabrasion resistance are low.
Between these extremes might lay a fabric to be used in underwear. It would be made of amedium gauge, say 30, from medium-size yarns. This cloth would not have the warmth ofthe sweater, but would be warmer than the hosiery. It would have high abrasion resistanceand tear strength because of its compact construction. Freedom of motion would beretained because of the nature of the pattern. The combination of compact structure andmedium-size yarns would make the durability better than in either of the other cloths.Laundering of the garment could be accomplished with less care.
For these examples we can see that proper choice of gauge and yarn size in knit cloth cansatisfy a wise range of end-use requirements. In general, higher gauge means morecompact cloth; thicker yarns yield a bulkier cloth.
WARP KNITS
In warp knitting, many yarns running in the wale wise direction are looped to form amaterial in which the courses are interlocked in a zigzag pattern instead o straight acrossas in weft knits. A comparison of the warp knit shown in Fig. 13.9 with the simple filling knitshown in Fig. 13.2 makes the difference readily apparent. Warp-knit fabrics are tighter,have less stretch, and are not as bulky as weft knits. Furthermore, warp knitting canproduce decorative effects that are beyond the capabilities of filling-knit methods. Warp-knit fabrics have better dimensional stability, greater resistance to snagging, raveling,running, and abrasion, as well as higher strength than weft knits. Warp knits are alsoprized for their soft hand, smoothness, sheerness, and good draping qualities. The warp-knit cloths of major importance are TRICOT and RASCHEL.
TRICOT KNITS

70Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Just as filling-knit patterns can be produced from four basic stitches, three basic motions ofthe knitting needles can produce all tricot cloth. The yarn may be formed into (1) a closedloop, (2) an open loop, or (3) no loop is formed. Fig. 13.10 shows the formation of openand closed loops.
In the simplest the tricot construction, a single layer of cloth characterized by wale wise ribson the face and course wise ribs on the back is produced. A photograph of a single-warp-knit tricot cloth is shown in Fig. 13.9. The loop pattern is illustrated in Fig. 13.11. Single-warp tricot cloth has good permeability to air and moisture, acceptable elasticity, a softhand, and good drape. Its dimensional stability and run resistance are also better thanthose of most weft knits.
Tricot knitting lends itself readily to light, sheer constructions. For this reason the cloth isusually made of fine-filament yarns. The spacing of the yarns may be measured by thegauge, as in weft knitting, but is more often measured by the NEEDLE COUNT or CUT.These terms are defined as the number of needles, or stitches, in one inch. The standardtricot machine operates with a cut of 28, the equivalent of 42 gauges.
Properties of Tricot Knits
APPEARANCE:Tricot-knit fabrics have a very fine wale wise stripe in the face and a course wise stripe onthe back. Except under close inspection the pattern is not readily seen, so either thetechnical face or back of the fabric may be used as the face when the material is beingmade up into garments. This ability to use either side of the cloth is useful to themanufacturer because it gives some flexibility in printing or other finishing processes suchas napping. The drape of tricot-knit fabrics is usually very soft.
COMFORTSingle-warp tricot cloth has good permeability to air and moisture. Wind resistance, as withfilling knits, is dependent upon the gauge or cut. The hand is usually soft and smooth,although the fabric may be napped to give a fuzzy texture well suited to sleepwear.Stretch, although less than that of filling knits is greater than that of woven. Elasticity isgood.
MAINTENANCETricot knits, because they are usually made from filament yarns, tend to have good soil andstain resistance. Their structure, with the yarns running in the wale wise direction, alsoimproves the soil resistance and ease of soil removal. Wrinkle resistance is excellent, aswould be expected from a knit fabric. Dimensional stability is better than that of most weftknits; so that tricot knits may be machine laundered.

Properties andperformance of
Non-woven fabrics

71Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Non Woven FabricsØ Fabrics that are made directly from fiber, without the intermediate step of yarn
preparation.
Ø Mechanical entanglement of the fibres by use of
§ Added resins
§ Thermal fusion
§ Formation of chemical complexes
Ø The properties of Non woven are controlled by
§ Selection of the geometrical arrangements of the fibres in the web.
§ The properties of the fibres used in the web.
§ Properties of any binders that may be used.
§ Bond density (number of fibre-to-fibre bonds per unit area )
Fibrous Web StructureØ Basic steps
§ Selecting the fibres
§ Laying the fibres to make a web
§ Bonding the web together to make a fabric
Ø There are five techniques are involved
· Dry laid
· Wet laid
· Spun bonded
· Spun laced
· Melt blown
Ø Fiber alignment is an important factor in controlling web characteristics.
v Fiber orientation describes
§ Degree of parallelization among fibres in the web.
§ Degree of parallelization between the fibres and machine direction.
v Fibre random alignment describes
· Webs the fibres that are not parallel to each other.
· Length wise oriented webs have a grain.
· Strength and drape properties are related to fiber alignment in web.

73Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
1. Dry Laid Fibre Webs· Are made by carding or air laying the fiber in either a random or
oriented fashion.
· Fibres web is produced in carding process.
· Webs can be cross-laid by stacking the carded web so that one layer is
oriented lengthwise and the next layer crosswise to give added
strength and pliability.
Ø Cross laid webs do not have a grain and can be cut more economically.
Ø Air laid or random, webs are made by machines that disperse the fibres by air.
This web is similar to the cross-laid web but has a more random fibre distribution.
Ø Oriented webs have good strength in the direction of orientation, but poor cross
sectional strength.
Ø Random webs have the fibres oriented in a random fashion, the strength is uniform
in all direction.
End uses of Dry laid Fiber WebsØ Wipes, Wicks, battery separators, backing for quilted fabrics, interlinings, insulation,
filters, base fabric for laminating and crafting.
2. Wet Laid Fiber WebsØ Made from a slurry of short fibres and water
Ø The water is extracted and reclaimed, leaving random oriented fibrous web.
Ø Advantage: exceptional uniformity
Uses:Filters, Interlining, Insulation, Roofing Substrate, Adhesive carrier, and Battery
separator.
3. Spun bonded websØ Are made immediately after fibres are extruded from spinnerets.
Ø The continuous hot filaments are laid down in a random fashion on a fast movingconveyer belt.

74Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Ø In their semi melted state, fuse together at their cross points.
Ø Further bonded by heat/pressure
Ø High tensile and tear strength with low bulk.
End usesCarpet backing, geotextiles, adhesive carrier, tents traps, wall coverings, Protective
apparel, bags,
Filters, insulation, roofing substrate.
4. Hydro entangled or Spun lace WebsØ Similar to spun bonded webs except that jets of water are forced through the web,
shattering the filaments into staple fibres and producing woven like structure.
Ø These webs have greater elasticity and flexibility than spun bonded fabrics.
· Also known as Water needled fabrics.
Ø Water from high-pressure jets on both sides of the fabric entangles the fibres.
Ø The degree of entanglement controlled by
· Number & force of jets
· Fibre types
· CAD system maintain the uniform quality.
Uses:Medical gowns and drapes, battery separators, inter linings, roping substrates,
floppy disk liners, mattress pads, table liners, wall coverings, window treatment
components.
v Sontara is hydro entangled polyester by Dupont.
v Confor Max is a micro denier Olefin and hydro entangling to produce a fabric
that is impermeable to wind, cold, and liquid water. It is used in winter active
sports wear.

75Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
5. Melt-blown Fibre WebsØ Made by extruding the polymer through a single-extrusion orifice into high
velocity,
Ø Heated air stream that breaks the fibre into short pieces
Ø The fibres are collected as a web on a moving conveyer belt
Ø And are held together by a combination of fibre interlacing and thermal bonding.
5. Needle punchingØ Properly prepared dry-laid web over a needle loom.
Ø Needle loom has barbed needles protruding 2 or 3 inches from the base.
Ø As the needles stitch up and down through the web, the barbs pull a few
fibres through the web, causing them to interlock mechanically with other
fibres.
Ø Needled fabrics can be made of two-layer web with each layer a different
color.
· By pulling colored fibres from the lower layer to the top surface,
geometric designs can be made.
· If the fibres are pulled above the surface a pile fabric results.
Ø Needle-punched fabrics are finished by pressing -> steaming->calendering
->dyeing -> embossing.
· Solution dyed fibres are often used.
Uses: Blankets, Carpets
Chemical Bonded Non WovenØ Used with Dry laid or Wet laid webs to bond the fibres together.
Ø Acrylic emulsions are usually used.
Ø Heat / Pressure are used to bond thermo plastic fibre webs.
Eg: Poly propylene (olefin) homo polymer and bicomponent
polypropylene core-nylon sheat filaments used by chemical/heat-
bonded technique is used for industrial fabrics.

76Ó 2005 by TEXTILE DESIGN, NIFT Bangalore TEXTILE SCIENCE
V. SIVALINGAM
Fusible Non WovenØ Contribute body and shape to garments as inter facing or inter linking in
shirts, blouses, dresses and outerwear.
Ø Fibres web with a heat sealable thermo plastic adhesive.
Ø It also may be thin, spider web like fabric of thermoplastic filaments.
Ø The fusible fabric is applied to the back of a face fabric, the layers are
bonded by heat and pressure.
Ø the adhesives used are polyethylene, hydrolyzed ethylene vinyl acetate.
Plasticized poly vinyl chloride and polyamides.
Ø the adhesives may be printed on the substrate in a precisely positived
maner to give the desired hand to the end product.
Ø Eliminates certain areas of stitching such as zigzag stiches used in coat
and suit lapels.
Ø When the proper technique and correct selection are combined, increased
productivity.
Problem· Adhesive may bleed.
· Differential shrinkage.
· Difficult to predict the change in hand and drape.

















