http://www.iaeme.com/IJCIET/index.
International Journal of Civil Engineering and Technology (IJCIET)Volume 8, Issue 5, May 2017, pp.
Available online at http://www.iaeme.com/IJCIET/issues.
ISSN Print: 0976-6308 and ISSN Online: 0976
© IAEME Publication
THE BEHAVIOR
LIGHTWEIGHT CONCRETE
MODIFIED SURFACE AGG
DIFFERENT MIXING AP
MINERAL ADMIXTURES
Civil Engineering Department
ABSTRACT
Lightweight concrete has been used recently for the design of building structures
where it became possible to obtain lightweight aggregate concrete with compressive
strengths similar to normal weight concrete. The main advantage that lightweig
concrete is a high strength to weight ratio compared with normal concrete. It means
reducing the gravity load of the building and its seismic inertial mass, resulting in
reduced member sizes and foundation forces in seismic regions.
to lightweight concrete with
investigated for its suitability of
different test approaches about the mechanical and transport properties of rubber
treated lightweight concrete (RLWC) produced using adjusted lightweight aggregate.
The main goal of this study is to investigate the mechanical and transport properties
of the rubberized lightweight concretes with and without mineral admixture. The
characteristic of lightweight aggregate were dealt
admixtures including silica fume (SF), fly ash (FA), blast furnace (BS) and rice husk
ash (RHA). Crumb rubber was utilized as a halfway substitution of fine aggregate at
different levels. Three different blending approaches were utilized to enhance
lightweight aggregate characteristics
blending approach (TBA)
was kept constant equivalent to 0
methodical diminishing in the compressive
flexural strength, and modulus of elasticity with the increase in rubber content from
0% to 30%. The utilization of
upgraded the mechanical features of rubber treated lightweight concrete. Also, it
diminishes the rate of strength
addition it improves its imperviousness to chl
work demonstrated that all mechanical and transport properties of the RLWC can be
IJCIET/index.asp 230 [email protected]
International Journal of Civil Engineering and Technology (IJCIET) 2017, pp.230–247, Article ID: IJCIET_08_05_027
http://www.iaeme.com/IJCIET/issues.asp?JType=IJCIET&VType=8&IType=5
6308 and ISSN Online: 0976-6316
Scopus Indexed
BEHAVIOR OF RUBBERIZED
LIGHTWEIGHT CONCRETE CONTAINING
MODIFIED SURFACE AGGREGATE USING
DIFFERENT MIXING APPROACHES AND
MINERAL ADMIXTURES
Tariq M. Nahhas
Department, Umm AlQura University, Makkah, Saudi Arabia
Lightweight concrete has been used recently for the design of building structures
where it became possible to obtain lightweight aggregate concrete with compressive
strengths similar to normal weight concrete. The main advantage that lightweig
concrete is a high strength to weight ratio compared with normal concrete. It means
reducing the gravity load of the building and its seismic inertial mass, resulting in
reduced member sizes and foundation forces in seismic regions. Adding scrap rubber
with mineral admixtures as new mix design
suitability of usage in seismic areas. This paper describes
different test approaches about the mechanical and transport properties of rubber
ightweight concrete (RLWC) produced using adjusted lightweight aggregate.
The main goal of this study is to investigate the mechanical and transport properties
of the rubberized lightweight concretes with and without mineral admixture. The
f lightweight aggregate were dealt with by various sorts of mineral
admixtures including silica fume (SF), fly ash (FA), blast furnace (BS) and rice husk
rubber was utilized as a halfway substitution of fine aggregate at
Three different blending approaches were utilized to enhance
lightweight aggregate characteristics as ordinary blending strategy (OBS), twofold
blending approach (TBA) and triple blending technique (TBT).Water cement ratio
was kept constant equivalent to 0.38 for all mixes. The test results show that there is a
in the compressive strength, splitting tensile
flexural strength, and modulus of elasticity with the increase in rubber content from
0% to 30%. The utilization of various sorts of mineral admixture
upgraded the mechanical features of rubber treated lightweight concrete. Also, it
diminishes the rate of strength combined with increasing rubber content and in
addition it improves its imperviousness to chloride ion entrance. The exploratory
work demonstrated that all mechanical and transport properties of the RLWC can be
[email protected]
asp?JType=IJCIET&VType=8&IType=5
RUBBERIZED
CONTAINING
REGATE USING
PROACHES AND
, Makkah, Saudi Arabia
Lightweight concrete has been used recently for the design of building structures
where it became possible to obtain lightweight aggregate concrete with compressive
strengths similar to normal weight concrete. The main advantage that lightweight
concrete is a high strength to weight ratio compared with normal concrete. It means
reducing the gravity load of the building and its seismic inertial mass, resulting in
Adding scrap rubber
design are need to be
This paper describes
different test approaches about the mechanical and transport properties of rubber
ightweight concrete (RLWC) produced using adjusted lightweight aggregate.
The main goal of this study is to investigate the mechanical and transport properties
of the rubberized lightweight concretes with and without mineral admixture. The
by various sorts of mineral
admixtures including silica fume (SF), fly ash (FA), blast furnace (BS) and rice husk
rubber was utilized as a halfway substitution of fine aggregate at
Three different blending approaches were utilized to enhance
ordinary blending strategy (OBS), twofold
and triple blending technique (TBT).Water cement ratio
show that there is a
, splitting tensile strength, and
flexural strength, and modulus of elasticity with the increase in rubber content from
various sorts of mineral admixtures extensively
upgraded the mechanical features of rubber treated lightweight concrete. Also, it
content and in
The exploratory
work demonstrated that all mechanical and transport properties of the RLWC can be
The Behavior of Rubberized Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
http://www.iaeme.com/IJCIET/index.asp 231 [email protected]
further upgraded by utilizing TBT when compared with that by utilizing OBS and TBA
technique.
Key words: Concrete; Mechanical properties; Rubber, Fly ash, Rice husk ash, Silica
fume, blast furnace slag, lightweight aggregate, Seismic inertial mass.
Cite this Article: Tariq M. Nahhas The Behavior of Rubberized Lightweight
Concrete Containing Modified Surface Aggregate Using Different Mixing
Approaches and Mineral Admixtures. International Journal of Civil Engineering and
Technology, 8(5), 2017, pp. 230–247.
http://www.iaeme.com/IJCIET/issues.asp?JType=IJCIET&VType=8&IType=5
1. INTRODUCTION
In the perspective of worldwide economic advancement, it is necessary to say that
supplementary cementitious materials are being used as a part of the cement replacement in
the concrete business. The most accessible supplementary cementing materials used in
lightweight concrete are silica fume (SF); a by-product of silicon metal; fly ash (FA); a by-
product of power stations; blast furnace slag (BS), a by-product of steel factory and rice husk
ash (RHA), a by-product of rice pounding. It has been evaluated that around 600 million tons
of FA are accessible overall nowadays. Yet, the current overall use rate of FA in cement is
10%. Anyway, the current improvement of green high performance concrete (GHPC) can
bolster plentiful usage of these mineral admixtures [1-3]. One of the principal qualities of
GHPC is the utilization of various sorts of mineral admixtures, (for example, FA, BS, SF, and
RHA) to halfway replaced with Portland cement.
On the other hand, these receptive mineral admixtures are used to deliver lightweight
concrete. For this situation, mineral admixtures do not only make such concrete greener, but
some of its properties can be upgraded. Lightweight concrete can be suitable for utilization of
more broadened materials, for instance; reused papers and significantly rubber. Scrap tires
have been explored by analysts as option material for aggregate in cement composite and for
creating greener concrete. The interest for using scrap tires is because of its accessibility and
high volume of era. As per the Institute of Scrap Recycling Industries, 300 million piece tires
are created in the United States every year. Silica fume (SF) can build the quality of the
lightweight concrete altogether and influences the concrete work ability. The presence of high
percentage of fly ash (FA) in concrete will upgrade the workability only not the strength. In
addition, these mineral admixtures indicate diverse impacts on the strength of concrete at
various ages due to their distinctive pozzolan responses [4–7].Lightweight aggregate concrete
(LWAC) has been effectively utilized and examined for auxiliary reason for a long time. This
is because of a great deal of favorable circumstances including higher strength weight
proportion, better malleable strain limit, bring down coefficient of thermal expansion, and
unrivaled heat and sound protection trademark caused by the air voids in the lightweight
aggregate. As a result of its lightweight and higher internal voids, the lightweight aggregate
can without much of stretch ingests water and buoy amid and the blending of the cement
paste, which can break down the workability of the mix and the strength of lightweight
concrete. A few scientists have demonstrated that mineral admixtures can improve the fresh
and hardened properties of concrete [8–13].
The addition of scarp rubber to concrete mix enhances the strain, damping, and sound and
thermal protection properties of cement composites containing crumb rubber have been
accounted for by few reviews. Past research showed that crumb rubber does not just put back
the break start time of limited shrinkage mortar, but also, decreases the concrete crack length
and width. Related reviews revealed that under flexural loading, the strain limit of concrete
Tariq M. Nahhas
http://www.iaeme.com/IJCIET/index.asp 232 [email protected]
specimens containing rubber has increased therefore the rate of crack engendering [14, 15].
Studies [16, 17] showed that concrete paving blocks having crumb rubber enhanced the
toughness in concrete.
There is a general agreement in the previous researches that the existence of crumb rubber
into concrete mixes can enhance sound adjustment, upgrade thermal resistance and damping
limit. Enhanced thermal and electrical resistivity have been seen at higher content of the
rubber for hollow concrete blocks as well as sound absorption got to be distinctly higher [20,
21, 22 and 23].A current study, revealed that at high temperatures, the voids made by decayed
crumb rubber diminishes pore water weight in steel fiber reinforced concrete, in this manner
limiting the cracks to start and spread. Likewise it is observed that the post thermal toughness
of specimens containing 8-12% crumb rubber was furthermore increased [24].
Recently, experimental reviews, [25 - 27] built up a triple blending technique to further
improve ITZ and along these lines properties of the recycled aggregate concrete (RAC) by
surface-covering of pozzalanic materials, for example, fly ash, and silica fume. It was
confirmed that the novel blending procedure contributes fundamentally to higher compressive
and flexural strength and furthermore better workability, when contrasted with the double
blending technique. It was found that covering with silica fume and fly powder was best for
strength development of RAC and contribute the change to a maximum packing density. This
is because of more extensive circulation of twofold mineral added substances.
In this paper, significant experimental test program was implemented to develop the way
to produce structural greener lightweight concrete by using three components on green
lightweight concrete: the first one is the content of scrap rubber, the second component is the
nature of commonplace responsive mineral admixtures (SF, FA, BS, RHA), and while the
third component is the blending techniques. For this situation, the primary lightweight total
utilized was scoria, which goes for upgrading interfacial zone (ITZ). The investigation was
additionally intended to test whether the blending system contributes essentially to improve
the mechanical and transport properties of rubber mixed lightweight concrete.
2. EXPERIMENTAL DETAILS
2.1. Materials:
The materials used to build up the concrete mixes in this research were cement, fine and
coarse aggregates, rubber, mineral admixtures (silica fume, fly ash, blast furnace slag, and
rice husk ash), water and superplasticizer. The primary properties of LWA are shown in
Table 1.
The cement used was ordinary Portland cement (OPC) ASTM Type I, having 3, 7 and 28-
day compressive strength of 24, 31 and 42 MPa, consequently. The specific gravity and
Blaine particular surface range of the bond were 3.15 and 3530 cm2/gm, separately.
Characteristic of sand having a maximum size of 4 mm and fineness modulus of 2.91 was
utilized as fine aggregate, its Specific gravity, unit weight in (kg/m3) and water absorption in
(%) were 2.67, 1723, and 1.1. respectively. While 14 mm maximum size of lightweight LWA
(scoria) was utilized as coarse aggregate. The main properties of LWA were 1.41, 912 and
13.2 Specific gravity, Unit weight in (kg/m3) and Water absorption in (%), respectively.
Crumb rubber is a fine material with gradation close to that of the sand. The gradation of
crumb rubber was resolved in view of the ASTM C136 specifications. Specific gravity and
maximum size of crumb rubber were 0.92 and 4mm individually. The water utilized was
typical tap water. Having a settled water to cement proportion of 0.38 in all mixes, 180
kg/m3water was utilized for every mix. Four distinct sorts of mineral admixtures, silica fume
(SF), fly ash (FA), blast slag (BS), and rice husk ash (RHA), were utilized as a part of this
The Behavior of Rubberized Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
http://www.iaeme.com/IJCIET/index.asp 233 [email protected]
paper as a halfway substitution of cement (10% by weight). The Chemical compositions of
mineral admixture are shown in Table 1. A high range water-reducing admixture was used in
the investigation to adjust the mix workability and for all mixes; it was adopted at 1.45% of
cement weight.
Table 1 Chemical composition of mineral admixture
Chemical composition (%) Materials
SF FA BS RHA
Silicon dioxide (SiO2) 92.4 54.9 26.4 89.87
Aluminum oxide (Al2O3) 0.80 0.8 8.0 0.14
Ferric oxide (Fe2O3) 0.50 0.50 1.6 0.94
Calcium oxide (CaO) 0.91 0.91 4.03 4.49
Magnesium oxide (MgO 0.27 0.27 4.6 0.6
Sodium oxide (Na2O) - - - 0.25
Potassium oxide (K2O) - - 0.6 2.16
Sulfur trioxide (SO3) - - 3.2 0.5
Loss on ignition 2.0 2 0.4 11.2
2.2. Mix proportioning, mixing techniques and specimens preparation
All mixtures were planned at W/B proportions of 0.38 with cement content of 450 kg/m3.
The water absorbed by LWA was mulled over. A partial substitution of cement (10% by
weight) of mineral admixtures (SF, FA, BS, and RHA) was utilized to look at the impact of
these admixtures on the mechanical properties and transport properties of rubberized
lightweight concrete. Six values of crumb rubber content were used in the range of 5%, 10%,
15%, 20%, 25%, and 30% as a fractional substitution by volume of fine aggregates. The mix
proportions of all mixtures reported are shown in Table 2.
Table 2 Mix proportions.
No.
Cement
(Kg/m3)
Mineral admixture ( Kg/m3)
Water
(kg/m3)
LWA
(Kg/m3)
Sand
(Kg/m3
Rubber
(Kg/m3)
Super
plasticizer
% SF FA BS RHA
0% Mineral admixture control specimens
C1 450 0 0 0 0 171 400 910 0 1.2
C2 450 0 0 0 0 171 400 878 32 1.2
C3 450 0 0 0 0 171 400 846 64 1.2
C4 450 0 0 0 0 171 400 814 96 1.2
C5 450 0 0 0 0 171 400 782 128 1.2
C6 450 0 0 0 0 171 400 750 160 1.2
C7 450 0 0 0 0 171 400 718 192 1.2
10% silica fume specimens and different rubber contents
S1 405 45 0 0 0 171 400 910 0 1.2
S2 405 45 0 0 0 171 400 878 32 1.2
S3 405 45 0 0 0 171 400 846 64 1.2
S4 405 45 0 0 0 171 400 814 96 1.2
S5 405 45 0 0 0 171 400 782 128 1.2
S6 405 45 0 0 0 171 400 750 160 1.2
S7 405 45 0 0 0 171 400 718 192 1.2
Tariq M. Nahhas
http://www.iaeme.com/IJCIET/index.asp 234 [email protected]
Table 2 Mix proportions (continued)
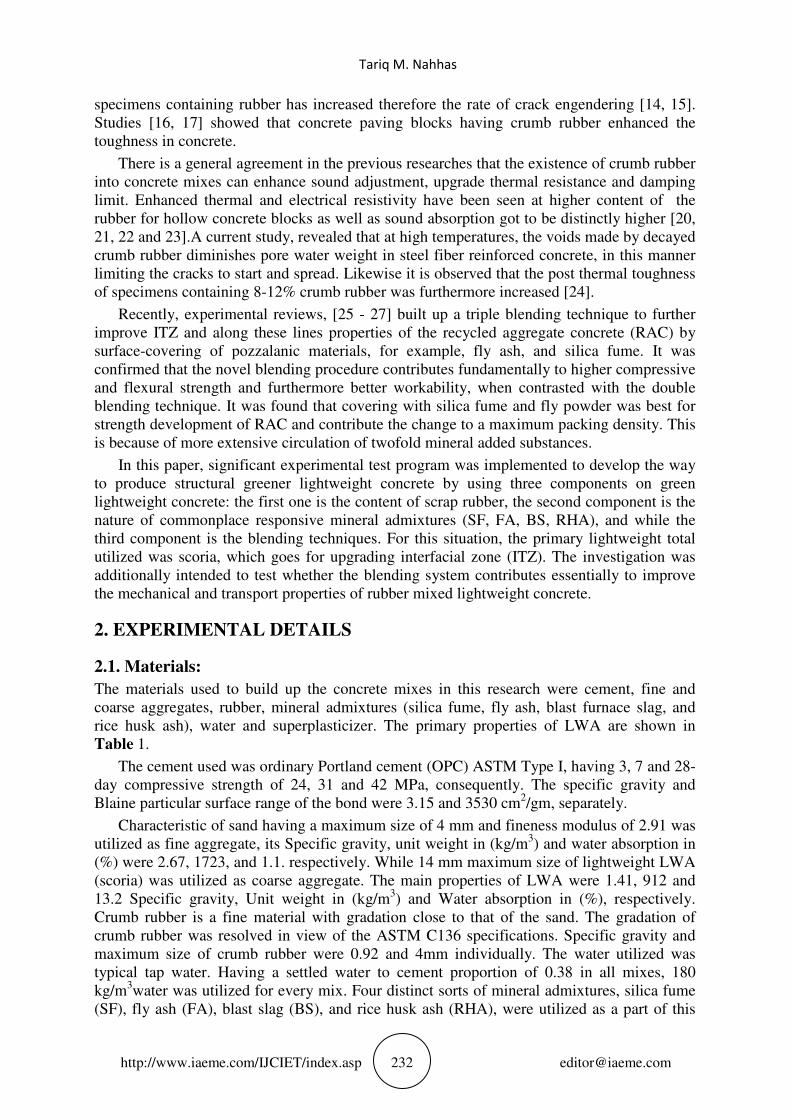
10% Fly ash specimens and different rubber contents
F1 405 0 45 0 0 171 400 910 0 1.2
F2 405 0 45 0 0 171 400 878 32 1.2
F3 405 0 45 0 0 171 400 846 64 1.2
F4 405 0 45 0 0 171 400 814 96 1.2
F5 405 0 45 0 0 171 400 782 128 1.2
F6 405 0 45 0 0 171 400 750 160 1.2
F7 405 0 45 0 0 171 400 718 192 1.2
10% Blast slag specimens and different rubber contents
B1 405 0 0 45 0 171 400 910 0 1.2
B2 405 0 0 45 0 171 400 878 32 1.2
B3 405 0 0 45 0 171 400 846 64 1.2
B4 405 0 0 45 0 171 400 814 96 1.2
B5 405 0 0 45 0 171 400 782 128 1.2
B6 405 0 0 45 0 171 400 750 160 1.2
B7 405 0 0 45 0 171 400 718 192 1.2
10% Rice husk ash specimens and different rubber contents
R1 405 0 0 0 45 171 400 910 0 1.2
R2 405 0 0 0 45 171 400 878 32 1.2
R3 405 0 0 0 45 171 400 846 64 1.2
R4 405 0 0 0 45 171 400 814 96 1.2
R5 405 0 0 0 45 171 400 782 128 1.2
R6 405 0 0 0 45 171 400 750 160 1.2
R7 405 0 0 0 45 171 400 718 192 1.2
C0, C1, C2, C3, C4, C5, C6, C7 Specimens of zero mineral admixture and 0,5,10,15,20,25,30%
rubber content respectively.--S1, S2, S3, S4, S5, S6, S7, Specimens of 10% silica fume and
0,5,10,15,20,25,30% rubber content respectively.--F1, F2, F3, F4, F5, F6, F7, Specimens of 10% fly
ash and 0,5,10,15,20,25,30% rubber content respectively.--B1, B2, B3, B4, B5, B6, B7, Specimens of
10% blast slag and 0,5,10,15,20,25,30% rubber content respectively.--R1, R2, R3, R4, R5, R6, R7,
Specimens of 10% rice husk ash and 0,5,10,15,20,25,30% rubber content respectively.
Each group were repeated for three different mixing methods
To build up the rubber treated concrete mixtures, all mix outline parameters were kept
constant aside from the rubber substance and sorts of mineral admixture utilized. A number
of 105 concrete batches were produced. Each batch was mixed according to ASTM C192
standard [28] in a power-driven revolving pan mixer. The control mixtures given in Table 2
were intended to have slump values of 140±20 mm for W/B ratios of 0.38, a high-range
water-reducing admixture was utilized to accomplish the predefined slump at every W/B
ratio.
Three different mixing approaches named as (OBS, TBA and TBT) were utilized in this
study. The mixing techniques utilized as a part of the investigation are shown in the flowchart
of Figure 1. The flowchart shows various methods for OBC, TBA and TBT.
Nine 150x300 mm cylinder specimens and 100x100x500mm prism were cast from each
batch and compacted by a vibrating table. A total number of 315 cylinder and 105 prism
specimens were casted. Test specimens were demolded 24 h after casting and cured for 28
The Behavior of Rubberized
Different Mixing Approaches and Mineral Admixtures
http://www.iaeme.com/IJCIET/index.
days until tested. The curing conditions were at a temperature
specimens were tested at the age of 28 days.
Figure 1 Flow chart
The Behavior of Rubberized Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
IJCIET/index.asp 235 [email protected]
days until tested. The curing conditions were at a temperature ranges of 22.0 ± 2.0
specimens were tested at the age of 28 days.
rR
chart of different mixing techniques (OBS, TBA, and TBT)
Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
[email protected]
of 22.0 ± 2.0 0C. All
different mixing techniques (OBS, TBA, and TBT)
Tariq M. Nahhas
http://www.iaeme.com/IJCIET/index.asp 236 [email protected]
2.3. Test techniques:
2.3.1. Compressive, tensile strength and flexural strength results:
After 28 days of hardening, all concrete mixes were tested for its compressive, splitting
tensile, flexural strengths and static elastic modulus. The tests were carried out in universal
testing machine of capacity 3000-kN according to ASTM C39 [28]. The splitting tensile
strength was determined on the cylinder specimens as indicated by ASTM C496 [28]. Prisms
of size 100 mm x 100 mm x 500 mm for two point load flexural strength tests were done
according to ASTM C78 [28].
2.3.2. Static elastic modulus:
Cylinders sizes 150 x 300 mm were additionally tested for deciding the modulus of elasticity
before the splitting tensile test. The test was done as per ASTM C469 [28]. For this reason,
the closures of the cylinders were topped with customary sulfur mortar acclimates with the
necessities of ASTM C617 [28] before to testing. Each of the specimens were fitted with a
compress meter containing a dial gage equipped for measuring deformation to 0.002 mm and
after that loaded three circumstances to 40% of the ultimate load. The main arrangement of
readings of every cylinder was disposed of and the modulus was accounted as the average of
the second and third sets of readings. Three specimens were tested for every property.
2.3.3. Rapid chloride ion permeability test (RCPT):
For each mixture, RCPT test was performed utilizing two 100 mm diameter x 52 mm
thickness cylindrical samples cut from the center of two 100 mm distance across x 200 mm
long cylinders. The test was done as per ASTM C1202 [28] specification.
3. TEST RESULTS AND DISCUSSION
The unit weights of concretes were extended from 1610 to 1173 kg/m3
relying upon the sort
of mineral admixtures and rubber contents. With the increasing rubber content, the unit
weight of the concrete was likewise decreased almost lighter concretes. At 30% rubber
content, the unit weight diminished to as low as about 80% of the normal concrete. The
successful production of lightweight concrete with higher strength to weight ratio compared
with normal concrete gives it more advantage to be used in seismic regions A synopsis of test
outcomes in regards to the compressive, splitting tensile and flexural strengths, the static
modulus of elasticity and chloride ion penetration of the concretes incorporating rubber and
mineral admixtures with varying mixing methodologies are reported in Tables 3, 4, 5, 6, 7
and graphically delineated in Figures 2, 3, 4, 5 and 6.
3.1. Compressive strength
The results gained from the compressive strength are shown in Table 3 and Figure 2. It
demonstrates that there is an efficient lessening compressive strength with the increase in
rubber content for concretes with and without mineral admixture. Compressive strengths
more than 50 MPa were accomplished for mineral admixture (SF, FA, and BS) using 0%
rubber content with TBT mixing strategy. It was observed during testing, that with increasing
rubber contents, the deformability of the specimen is more compared with 0% rubber
concrete specimen. This may indicate that this type of concrete can be suitable to be used in
seismic regions.
The Behavior of Rubberized Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
http://www.iaeme.com/IJCIET/index.asp 237 [email protected]
Table 3 Test results of Compressive strength results (MPa)
%Rubber
0%Mineral
Admixture. 10% S.F 10% F.A 10% B.S 10% R.H.A
OBS TBA TBT OBS TBA TBT OBS TBA TBT OBS TBA TBT OBS TBA TBT
Compressive strength results (Mpa)
0% 41.1 42 44.4 48.1 51.2 56.7 45.3 46.2 50.2 46 49.1 53.3 43.3 44.1 47.7
5% 33.7 34.6 36.4 43.8 47.1 51.1 38.9 40.2 44 40.1 42.2 46 36 37.1 41.2
10% 28.7 28.9 33.3 39.1 42.8 48 33.5 36.2 39.3 36.1 39 42.3 31.8 33.1 36.3
15% 26.3 26.5 27.3 36.2 38.3 42.1 29.1 31.2 34.4 30.2 33.1 38.2 27.2 29.2 32.5
20% 23.2 24.1 25.2 31.5 32.9 37.1 26.2 28.1 30.6 26.7 29.1 33.6 23.1 25.1 28.1
25% 20.1 21.3 22.1 26.5 27.6 31.5 23.3 24.3 27.3 23.1 25.1 27.5 20.2 22.2 24.1
30% 17.3 18.1 19.7 23.2 25.3 26.4 21.1 22.8 23.5 21.3 22.5 23.1 18.1 18.5 19.2
Moreover, it was seen that the compressive strength values extensively changed with the
quantity of rubber used and with sort of admixture for different mixing approach. The
concrete without admixture decreased the compressive strength from 41.1 to 19.7 MPa for
mixing strategy of OBS, TBA, and TBT individually, at higher percent of rubber content up
to 30%. Still with utilization of mineral admixtures the compressive strength diminished from
56.7, 50.2, 53.4 and 47.7 MPa to 26.4, 23.5, 23.1 and 19.2 MPa for SF, FA, BS and RHA
admixture separately. As a result the rubber content increased from 0% to 30% with
aggregate volume and utilizing TBT mixing technique individually. The test results showed
that the rubber treated lightweight concrete with compressive strength of higher than 40 MPa
might be accomplished by utilizing a rubber content of as high range as 15%, especially
utilizing TBT mixing strategy.
Beside this, the mixing strategy for OBS, TBA, and TBT was examined that there was
about 50 to 60% reduction in the compressive strength whenever 30% of the total aggregate
volume was substituted by rubber having a wide range of mineral admixture.
The impact of mineral admixture on the compressive strength of the concretes using
different rubber contents is great as seen in Figure 2. The figure showed that the valuable
impact of mineral admixture particularly silica fume was more articulated at concrete having
lower rubber contents. The rate of strength increment 17%, 22%, and 27% for concretes
contain silica fume when compared with concrete having 0% mineral admixture for OBS,
TBA, and TBT respectively .It was clear that using TBT mixing strategy give the higher rate
of strength pickup. Definitely it was seen that at higher level of rubber contents it was
watched a significant improvement of compressive strength for a wide range of mineral
admixture.
This was normal due to the filling impact of silica fume because of its finer particle size,
therefore giving a decent adherence between the rubber and the cement matrix. The
compressive strength is mostly increased with the increasing of silica fume mineral admixture
around 27%, as found in Figure 2.
Tariq M. Nahhas
http://www.iaeme.com/IJCIET/index.asp 238 [email protected]
Figure 2 Impact of mineral admixtures and mixing techniques on concrete compressive strength.
Likewise Figure 2 delineated the strengths of concrete with various mineral admixtures.
It can be seen that for every quantity of rubber, admixtures gave the most elevated strength
compared with normal rubberized concretes for every quantity of rubber. In addition, the
request of strengths of concrete with various mineral admixtures according to the sorts of
mineral admixtures was: SF> BS>FA, RHS. By utilizing TBA, the compressive strengths
were upgraded for all mixtures at different mineral admixtures and can be further improved
while utilizing TBT. For rubber treated concrete utilizing SF as admixture and arranged by
TBT, the compressive strength has been by around 18% contrasted with that deliberate from a
similar mix extent and arranged through OBS technique. While utilizing FA, BS, and RHA
as admixtures, the strength can likewise increment by around 10% and 15% when contrasted
with that of the NC arranged by utilizing OBS separately. As shown in Figure 2, this system
prompts to extensive upgrade in the strength contrasted and 0% mineral admixture rubber
treated concrete utilizing OBS method, this enhancement can reach to 37% when SF
admixture utilized.
Change of the interfacial transition zone (ITZ) between the aggregates and the bulk
matrix of concrete by utilizing admixtures is a typical strategy connected these days to
enhance concrete properties. Admixtures go about as micro filler, filling the ITZ between the
aggregate surface and the bulk cement matrix, trailed by a pozzolanic reaction at the same
place [27]. At the point when permeable aggregate is included, as in lightweight aggregates
utilized in this investigation, the ITZ reaches out from a specific separation underneath the
surface of the aggregate out to the bulk cement matrix [29]. Despite that, there are restricted
admixture particles in the pore and in the ITZ while utilizing OBS or TBA. By utilizing TBT,
a thin layer of pozzalanic particles were covered around the LWA amid the main mixing
stage. Amid concrete solidifying, this layer enhances the ITZ through the filler impact and
pozzalanic reactive impact.
3.2. Splitting tensile strength
The Behavior of Rubberized Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
http://www.iaeme.com/IJCIET/index.asp 239 [email protected]
The consequences of splitting tensile strength tests, Brazilian technique, was given in Table 4
and Figure 3. The strength decrement design for the splitting tensile strength is like that of
the compressive strength with increasing rubber contents. Notwithstanding, the rate of
strength decrease in the previous was lower than that in the last mentioned.
RLWAC concretes had starting tensile strengths extended in the vicinity of 3.4 and 1.4
MPa for OBS mixing technique, and 3.46 and 1.48 MPa for TBA mixing strategy, and ran in
the vicinity of 3.71 and 1.65 MPa for TBT mixing technique at 0 % and 30% rubber contents,
separately. The concretes having silica fume mineral admixture acquired indirect tensile
strengths varying from 4.55 to 2.18 MPa, 4.86 to 2.4 MPa and for OBS, TBA and TBT
mixing method varying from 5.43 to 2.54 MPa respectively, which depending mainly on the
rubber content.
Table 4 Test results of Splitting tensile strength
%Rub
ber
0%Mineral
Admixture. 10% S.F 10% F.A 10% B.S 10%R.H.A
OB
S
TB
A
TB
T
OB
S
TB
A
TB
T
OB
S
TB
A
TB
T
OB
S
TB
A
TB
T
OB
S
TB
A
TB
T
0% 3.4 3.46 3.71 4.55 4.86 5.43 4.07 4.2 4.57 4.04 4.33 4.81 3.81 3.88 4.24
5% 2.8 2.83 3.05 4.11 4.43 4.86 3.51 3.62 4.00 3.61 3.81 4.21 3.23 3.28 3.64
10% 2.35 2.43 2.83 3.66 4.03 4.57 3.01 3.50 3.58 3.25 3.52 3.46 2.81 2.93 3.60
15% 2.1 2.21 2.23 3.41 3.62 4.02 2.65 2.83 3.13 2.73 2.95 3.03 2.42 2.58 3.21
20% 1.88 1.97 2.06 2.96 3.14 3.59 2.41 2.46 2.82 2.41 2.65 2.51 2.04 2.22 2.47
25% 1.66 1.76 1.87 2.49 2.61 3.02 2.11 2.21 2.49 2.08 2.28 2.34 1.82 1.96 2.15
30% 1.4 1.48 1.65 2.18 2.4 2.54 1.91 2.09 2.17 1.92 2.02 2.08 1.62 1.64 1.73
Figure 3 Variation of Splitting tensile strength for mineral admixtures and mixing techniques.
Interestingly, these initial strength values dropped to about 50- 60% when 30% of the total
aggregate volume was substituted with the rubber for all mixtures. Table 3 also explain the
enhancement in the splitting tensile strength of the concretes with the utilizing of mineral
admixtures for different rubber contents., likewise the impact of mineral admixtures on the
Tariq M. Nahhas
http://www.iaeme.com/IJCIET/index.asp 240 [email protected]
compressive strength and indirect tensile strengths was more important for the concretes with
silica fume, particularly at lower rubber proportion than other mineral admixtures
This useful impact of silica fume and other mineral admixture (FA, BS, and RHA) on the
rubber treated concrete was much higher at lower elastic substance (up to 15%) because of
the way that the higher the filler impact on the bond between the rubber particles and the
encompassing cement paste. Moreover, the proportion of splitting tensile strength to the
relating compressive strength shifted from 7 to 10% for the concretes with and without
mineral admixtures. In any case, this proportion extended from 6% to 12% for the rubber
treated concrete relying upon the rubber content.
This suggested the decrement in the reduction in the splitting tensile strength with the
rubber content was much lower than that in the compressive strength. Tire rubber as a soft
material can go about as a hindrance against crack growth in concrete. Along these lines,
tensile strength in concrete containing rubber ought to be higher than the control mixture.
Nevertheless, the outcomes demonstrated the inverse of this theory.
The purpose behind this conduct is that amid crack development and when it comes into
contact with rubber particle, the applied stress causes a surface isolation amongst rubber and
the cement paste. In this way, one might say that rubber demonstrations similarly as a hole
and a focus direct driving toward brisk concrete breakdown. Another variable which may
influence concrete behavior is really the principle of distinct of isolation when tensile strength
is applied on the limits of the large grains and cement paste which thus debilitate the created
interface zone.
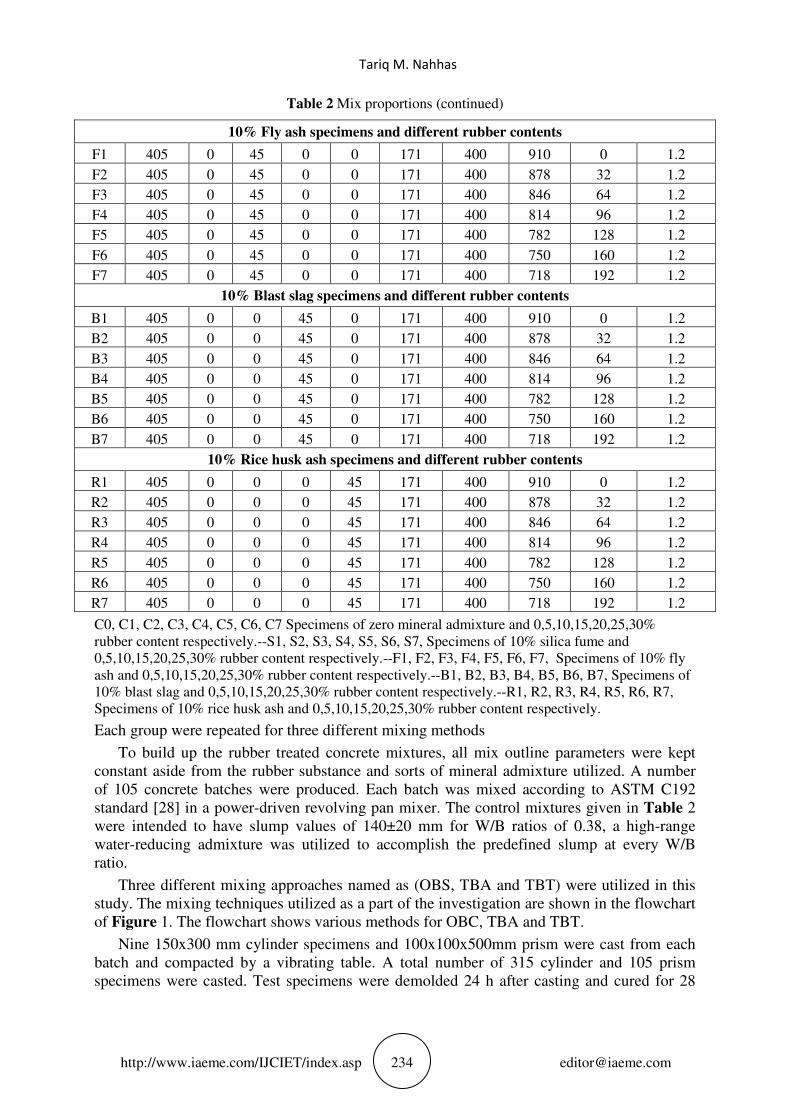
3.3. Flexural strength
The results of flexural strength tests are shown in Table 5 and Figure 4. The effect of
rubber on flexural strength has the effect of lessening in flexural strength, which happened in
all mixtures and just the rate was distinctive. A decrement of 38% for 30% rubber content
mixture was seen at zero percent mineral admixtures. This esteem came to around 41% for
the SF, FA, BS and RHA mixtures individually.
This conclusion came to light of the fact that in the wake of breaking the concrete samples
for flexural strength test, it was watched that crumb rubber could be effectively expelled from
concrete. TBT mixing approach improves the flexural strength for all mixtures contrasted
OBS and TBA mixing technique. An increase of around 60% of flexural strength by utilizing
TBT contrasted and OBS strategy was watched particularly at lower rubber contents. It was
observed during experimental work, that all specimens with higher content of rubber have
more deflected response compared with 0% rubber specimen.
Table 5 Test results of Flexural strength
%Rubber
0%Mineral
Admixture. 10% S.F 10% F.A 10% B.S 10%R.H.A
OBS TBA TBT OBS TBA TBT OBS TBA TBT OBS TBA TBT OBS TBA TBT
0% 4.14 4.43 4.82 5.12 5.6 6.71 4.81 5.21 5.84 4.71 5.17 5.74 4.62 5.09 5.76
5% 3.93 4.17 4.64 4.91 5.42 6.45 4.63 5.02 5.62 4.53 5.00 5.53 4.43 4.96 5.61
10% 3.61 3.93 4.41 4.72 5.24 6.24 4.45 4.81 5.47 4.36 4.82 5.32 4.25 4.72 5.42
15% 3.22 3.67 4.03 4.54 4.91 5.92 4.36 4.53 5.19 4.02 4.27 5.02 3.91 4.43 5.23
20% 2.92 3.33 3.31 3.93 4.34 5.41 3.73 3.91 4.61 3.06 3.71 4.56 3.38 3.81 4.51
25% 2.61 3.01 3.02 3.37 3.91 4.75 3.05 3.27 4.03 2.79 3.22 4.92 2.95 3.22 4.03
30% 2.42 2.75 3.35 2.91 3.4 4.15 2.63 2.96 3.33 2.57 2.92 3.37 2.51 2.89 3.35
The Behavior of Rubberized
Different Mixing Approaches and Mineral Admixtures
http://www.iaeme.com/IJCIET/index.
Figure 4 Impact of mineral admixtures and mixing
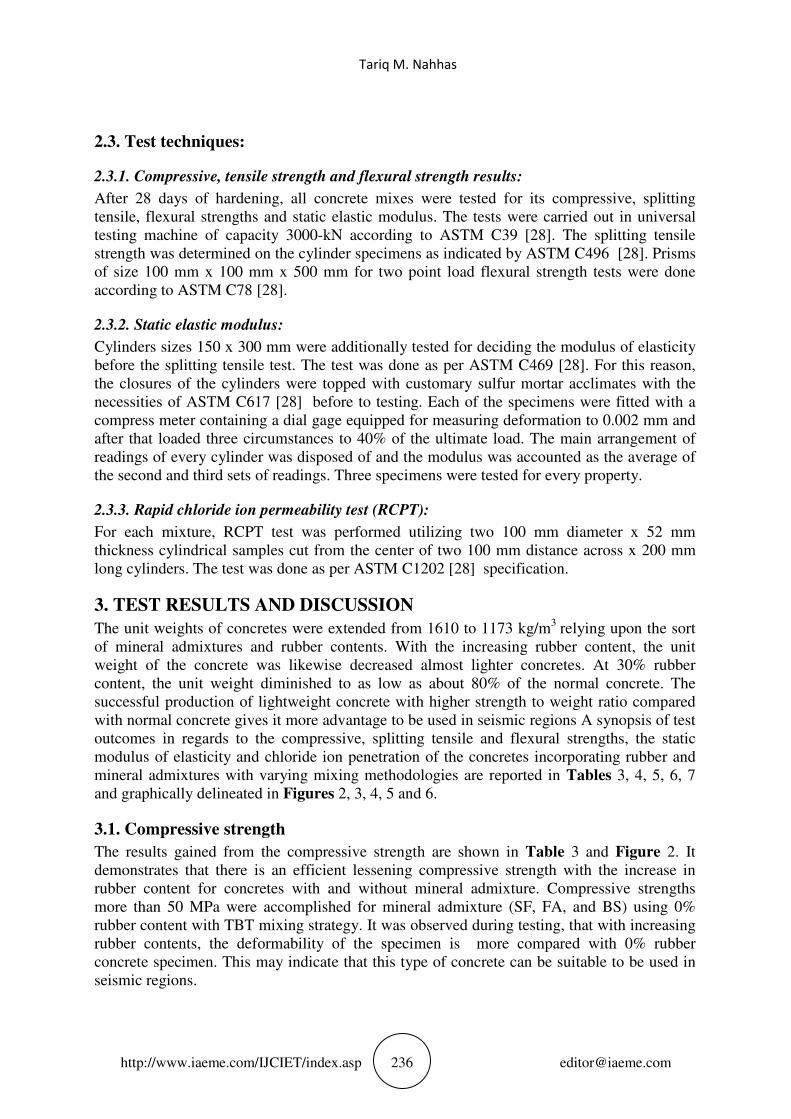
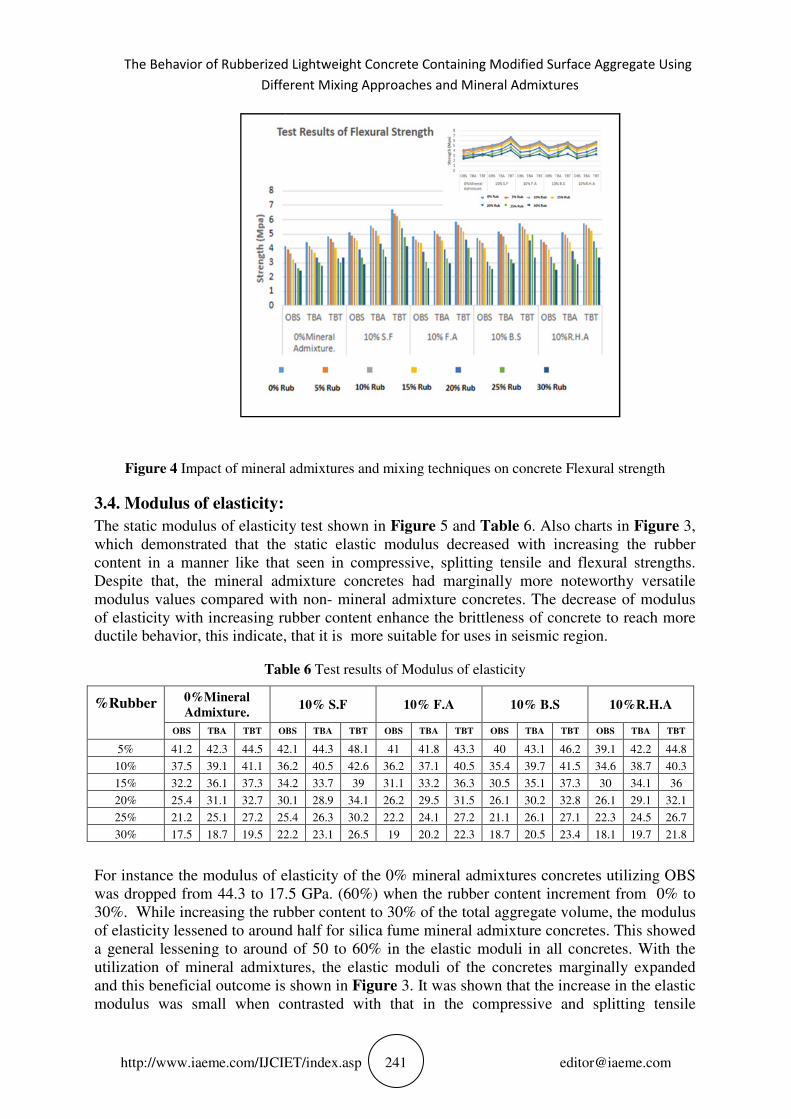
3.4. Modulus of elasticity:
The static modulus of elasticity test
which demonstrated that the static elastic modulus decreased with increasing the rubber
content in a manner like that s
Despite that, the mineral admixture concretes had
modulus values compared with non
of elasticity with increasing rubber content
ductile behavior, this indicate, that it is
Table 6
%Rubber
0%Mineral
Admixture.
OBS TBA TBT OBS
5% 41.2 42.3 44.5 42.1
10% 37.5 39.1 41.1 36.2
15% 32.2 36.1 37.3 34.2
20% 25.4 31.1 32.7 30.1
25% 21.2 25.1 27.2 25.4
30% 17.5 18.7 19.5 22.2
For instance the modulus of elasticity of the 0% mineral admixtures concretes
was dropped from 44.3 to 17.5 GPa. (60%) when the rubber content
30%. While increasing the rubber content to 30% of the total aggregate volume, the modulus
of elasticity lessened to around half for
a general lessening to around of 50 to 60% in the elastic moduli in all concretes.
utilization of mineral admixtures, the elastic moduli of the concretes
and this beneficial outcome is shown in
modulus was small when contrasted with that in
The Behavior of Rubberized Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
IJCIET/index.asp 241 [email protected]
Impact of mineral admixtures and mixing techniques on concrete Flexural strength
The static modulus of elasticity test shown in Figure 5 and Table 6. Also
demonstrated that the static elastic modulus decreased with increasing the rubber
ent in a manner like that seen in compressive, splitting tensile and flexural strengths.
, the mineral admixture concretes had marginally more noteworthy versatile
with non- mineral admixture concretes. The decrease
of elasticity with increasing rubber content enhance the brittleness of concrete to reach more
this indicate, that it is more suitable for uses in seismic region
Table 6 Test results of Modulus of elasticity
10% S.F 10% F.A 10% B.S
OBS TBA TBT OBS TBA TBT OBS TBA TBT
42.1 44.3 48.1 41 41.8 43.3 40 43.1 46.2
36.2 40.5 42.6 36.2 37.1 40.5 35.4 39.7 41.5
34.2 33.7 39 31.1 33.2 36.3 30.5 35.1 37.3
30.1 28.9 34.1 26.2 29.5 31.5 26.1 30.2 32.8
25.4 26.3 30.2 22.2 24.1 27.2 21.1 26.1 27.1
22.2 23.1 26.5 19 20.2 22.3 18.7 20.5 23.4
the modulus of elasticity of the 0% mineral admixtures concretes
was dropped from 44.3 to 17.5 GPa. (60%) when the rubber content increment
ncreasing the rubber content to 30% of the total aggregate volume, the modulus
lessened to around half for silica fume mineral admixture concretes. This
to around of 50 to 60% in the elastic moduli in all concretes.
of mineral admixtures, the elastic moduli of the concretes marginally expanded
and this beneficial outcome is shown in Figure 3. It was shown that the increase in the elastic
small when contrasted with that in the compressive and splitting tensile
Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
[email protected]
techniques on concrete Flexural strength
charts in Figure 3,
demonstrated that the static elastic modulus decreased with increasing the rubber
compressive, splitting tensile and flexural strengths.
marginally more noteworthy versatile
decrease of modulus
of concrete to reach more
in seismic region.
10%R.H.A
TBT OBS TBA TBT
46.2 39.1 42.2 44.8
41.5 34.6 38.7 40.3
37.3 30 34.1 36
32.8 26.1 29.1 32.1
27.1 22.3 24.5 26.7
23.4 18.1 19.7 21.8
the modulus of elasticity of the 0% mineral admixtures concretes utilizing OBS
increment from 0% to
ncreasing the rubber content to 30% of the total aggregate volume, the modulus
silica fume mineral admixture concretes. This showed
to around of 50 to 60% in the elastic moduli in all concretes. With the
marginally expanded
that the increase in the elastic
ive and splitting tensile
Tariq M. Nahhas
http://www.iaeme.com/IJCIET/index.asp 242 [email protected]
strengths. For the most part, the rubberized concretes showed an increase in the modulus
estimations of up to 15% contingent upon the mixing technique utilized. For all mixing
techniques and the rubber quantity, all mixtures achieved practically comparable outcomes.
Likewise unmistakably the TBT technique gives the most elevated moduli values contrasted
and the deliberate qualities OBS, and TBA mixing techniques.
Figure 5 Impact of mineral admixtures and mixing approaches on modulus of elasticity
3.5. Chloride ion permeability
The chloride ion permeability test comes as an element of crumb rubber and mineral
admixtures contents are portrayed in Figure 6 and Table 7. The information introduced in
Figure 3 demonstrated that the chloride ion penetrability of the RLWAC low and very low
permeability in all mixtures. There was a dynamic increment in the chloride ion penetration
with the increasing the rubber content, particularly for the concretes without mineral
admixture. As found in Fig. 4, joining mineral admixtures cause a significant drop in the
chloride ion permeability of the concretes inferable from the very fine particles nature of
silica fume with high pozzolanic reactivity.
The mineral admixtures further more densified the microstructure of concrete through
filling of the finer pores [18–21]. To make sure, when the concretes had included rubber as
0%, 5%, 10%, 15%, 20%, 25%, and 30% substitution levels, a chloride ion penetrability of
2491 coulomb for the control concrete marginally diminished to 2320, 2180, and 1904 C
when utilizing TBA additionally drop in the chloride ion permeability of the concretes by
utilizing TBT mixing strategy to 2320, 2180, and 1904 C.
Be that as it may, when TBT technique was, joining the mineral admixtures into the
RLWAC mixtures essentially upgraded the resistance of the concretes against the chloride ion
entrance. As uncovered in Figure 4, the chloride ion penetration resistance of the hardened
concrete diminished clearly by supplanting sand with crumb rubber while utilizing OBS. The
Coulomb charge passed over 6 h came to as high as 8790 C, 4305 C and 2575 C for RLWAC
utilizing fly ash as admixture while utilizing OBS, whereas it was just around 6000 C, 2625
C and 1510 C for control mixture with a similar extent, mixing technique.
The Behavior of Rubberized
Different Mixing Approaches and Mineral Admixtures
http://www.iaeme.com/IJCIET/index.
Table 7
%Rubber
0%Mineral
Admixture.
OBS TBA TBT
0% 2465 2170 1331
5% 2753 2376 1390
10% 3127 2723 1480
15% 3564 3104 1524
20% 3910 3368 1598
25% 4245 3697 1756
30% 4753 4098 1993
Figure 6 Impact of Mixing Methods and Mineral Admixture on Chloride ion Permeability
At the point when the rubber treated
charge disregarded 6 h diminished strongly
rubber content substitution levels 0%, 5%, 10%, 15%, 20%, 25%, and 30%,
it additionally diminished to 6575 C, 3305 C and 1530 C,
concrete with a similar mix pr
The Coulomb charge passed
almost the same as that of control mix made by
likewise be found that the hardened RLWAC
indicated higher chloride ion penetration resistance than that by
rice husk ash.
This can give a firm premise to the utilization
low permeability and high freeze/thaw durability in the actual structures under
The Behavior of Rubberized Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
IJCIET/index.asp 243 [email protected]
Table 7 Test results of Chloride ion permeability
10% S.F 10% F.A 10% B.S
OBS TBA TBT OBS TBA TBT OBS TBA TBT
1173 930 712 1571 1372 1283 1501 1318 1202
1221 954 841 1693 1492 1393 1618 1430 1337
1296 1070 934 1879 1610 1468 1801 1567 1421
1321 1185 1012 2136 1765 1586 2001 1668 1502
1378 1293 1167 2356 1933 1673 2135 1786 1667
1567 1456 1340 2411 2183 1884 2271 1923 1795
1678 1535 1412 2654 2340 1911 2393 2123 1831
mpact of Mixing Methods and Mineral Admixture on Chloride ion Permeability
At the point when the rubber treated lightweight was set up by utilizing TBA, the Coulomb
diminished strongly to around 7484 C, 3600 C and 2400 C at the
levels 0%, 5%, 10%, 15%, 20%, 25%, and 30%,
to 6575 C, 3305 C and 1530 C, separately, while
mix proportion, as exhibited in Table 3.
The Coulomb charge passed over 6 h for RLWAC utilizing TBT can be shut down to be
the same as that of control mix made by utilizing OBS. From
be found that the hardened RLWAC utilizing silica fume admixture
higher chloride ion penetration resistance than that by utilizing fly ash, blast slag, or
premise to the utilization of high-performance concrete having very
nd high freeze/thaw durability in the actual structures under
Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
[email protected]
10%R.H.A
TBT OBS TBA TBT
1202 1532 1376 1267
1337 1670 1567 1363
1421 1830 1651 1430
1502 2073 1738 1492
1667 2193 1849 1580
1795 2311 1967 1655
1831 2404 2123 1790
mpact of Mixing Methods and Mineral Admixture on Chloride ion Permeability
TBA, the Coulomb
7484 C, 3600 C and 2400 C at the
levels 0%, 5%, 10%, 15%, 20%, 25%, and 30%, respectively, and
, while utilizing TBT for
TBT can be shut down to be
OBS. From Figure 4, it can
silica fume admixture dependably
fly ash, blast slag, or
performance concrete having very
nd high freeze/thaw durability in the actual structures under serious
Tariq M. Nahhas
http://www.iaeme.com/IJCIET/index.asp 244 [email protected]
conditions. In the study [22], it was accounted for that lightweight aggregate concrete had the
slightest chloride concentration and even lower than comparable strength ordinary weight
concrete. The clarification to this phenomenon wonder was probably going to be the reservoir
action of the lightweight aggregates possessing high absorption capacity that extents from
around 8% to once in a while over 20%.
These aggregates would go about as protective reservoirs to whatever is left of the matrix
and would absorb the chloride laden solution. Besides, in high-strength concrete, regardless
of whether ordinary weight or lightweight, the matrix is extremely rich with cementitious
materials and the pores are expected to be discontinuous. This would restrain the ingress of
chloride ions inside the matrix.
At last it can be concluded that concretes with modified lightweight aggregates (aggregate
with rubber) essentially bring down chloride ion penetration an incentive than its natural
lightweight aggregate partner. These outcomes demonstrate that concretes with modified
lightweight aggregates give abnormal state insurance to reinforcement as far as corrosion is
concerned.
3. CONCLUSIONS
From the experimental work shown above, it is concluded that despite of decrease in strength
of concrete, the addition of various types of mineral admixture upgraded the mechanical
features of rubberized lightweight concrete.
A progression of tests has been completed to gauge the mechanical and transport
properties of the rubberized lightweight concretes with and without mineral admixture. At
first, a rubber treated lightweight concrete with compressive strength 50 MPa was effectively
created for mineral admixture (SF, FA, and BS) using 0% rubber content with TBT mixing
strategy as shown in table 3 an figure 2. The accompanying conclusions might be drawn from
the consequences of this experimental investigation:
1. The test outcomes in table 3-6 and figures 2-5, showed that there was a methodical decrement
in the compressive, splitting tensile, flexural strengths, and modulus of elasticity in rubber
content from 0% to 30%.
2. Beside this, the addition of various sorts of mineral admixture extensively upgraded these
mechanical features of rubberized lightweight concretes and diminished the rate of strength
combined with the addition of rubber. This valuable impact of mineral admixtures was more
articulated for the compressive, splitting tensile, and flexural strengths, (table3,4,5), and
brought about a strength increment of as high as 30%, contingent upon the variety in the sort
of mineral admixtures and rubber utilized. Then, the elastic moduli of the rubberized
concretes marginally increased up to 15% with the utilization of silica fume.
3. From a viable perspective, rubber content ought not surpass 25% of the total aggregate
volume because of the extreme decrease in the strength. At the point when an upper level of
30% rubber was utilized, it was generally detected a decrease of up to 50-60% of the
compressive strength, splitting tensile and flexural strength, and modulus of elasticity.
Nonetheless, the test outcomes inferred that it was conceivable to deliver a high-strength
rubberized lightweight concrete with a compressive strength of about 42 MPawith the
addition of rubber up to 15% of the total aggregate volume, (table 3) .
4. It can be observed in table 7 and figure 6 , that a dynamic increment was seen in the chloride
ion penetration of the rubberized lightweight concretes with the increase in rubber content
with and without mineral admixtures. Augmentations of mineral admixtures were
impressively influenced the chloride ion penetrability.
The Behavior of Rubberized Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
http://www.iaeme.com/IJCIET/index.asp 245 [email protected]
5. By utilizing the triple mixing technique (TBT), the surface-coating of the RLWA with
pozzalanic particles impact decidedly on properties and ITZ of concrete mixtures. The
exploratory work demonstrated that the compressive, tensile, and flexural strength and,
modulus of elasticity, and chloride ions penetration resistance of the RLWA can be further
improved by utilizing TBT when contrasted with that by utilizing OBS or TBA as shown in
table 3-6 and figures 2-5.
6. Utilizing the silica fume, fly ash, rice husk ash and fine-grounded slag as the admixture
enhances properties of RLWA. It is uncovered that the covered pozzalanic particles can
devour CH accumulated in the pores and on the surface of the appended mortar to shape new
hydration items, which can additionally enhance microstructure of the ITZ, but also in situ
strengthen the LWA, in this way strength and durability of the RLWA was further improved.
Therefore, Lightweight concrete using scrap rubber, and mineral admixtures has a high
strength to weight ratio compared with normal concrete. It can reduce the gravity load of the
building and its seismic inertial mass, resulting in reduced member sizes and foundation
forces in seismic regions. Adding scrap rubber to Lightweight concrete and mineral
admixtures may improve brittleness due to the decrease of modulus of elasticity with
increasing rubber content.
More experimental studied are need to be done to determine the suitability of using this
type of rubberized concrete in seismic region such as (load deformation behavior, impact
resistance, ductility and fracture toughness)
REFERENCES
[1] Jing Lv, Qiang Du, Tianhua Zhou, Hanheng Wu. (2015). Effects of rubber particles on
mechanical properties of lightweight aggregate concrete. Construction and Building
Materials. 91(30): 145–149.
[2] Pejman Keikhaei De hdezi, Savas Erdem, Marva Angela Blankson. (2015). Physico-
mechanical, microstructural and dynamic properties of newly developed artificial fly ash
based lightweight aggregate – Rubber concrete composite Composites Part B.
Engineering. 79(15): 451–455.
[3] Md. Abul Bashar Emon, Tanvir Manzur, Nur Yazdani. (2016). Improving performance
of lightweight concrete with brick chips using low cost steel wire fiber. Construction and
Building Materials. 106: 575-583.
[4] Samar Raffoul, Reyes Garcia, Kypros Pilakoutas, Maurizio Guadagnini, Nelson Flores
Medina, (2016). Optimization of rubberized concrete with high rubber content: An
experimental investigation. Construction and Building Materials.124(15): 391–404.
[5] Bing Chen, Juanyu Liu, (2008). Experimental application of mineral admixtures in
lightweight concrete with high strength and workability. Construction and Building
Materials. 22: 655–659.
[6] Lim Sheau Hooi, Phang Jia Min, (2017). Potential of Substituting Waste Glass in
Aerated Lightweight Concrete. Procedia Engineering. 171: 633-639.
[7] Li-Jeng Hunag, Her-Yung Wang , Yu-Wu Wu. (2016). Properties of the mechanical in
controlled low-strength rubber lightweight aggregate concrete (CLSRLC). Construction
and Building Materials. 112: 1054–1058.
[8] U. Johnson Alengaram, B. Abdullah Al Muhit, M. Z. bin Juma. (2013). Utilization of oil
palm kernel shell as lightweight aggregate in concrete – A review. Construction and
Building Materials. 38: 161–172.
[9] Swamy, R.N., (2007). Design for sustainable development of concrete construction.
Proceedings of the Fourth International Structural Engineering and Construction
Conference (ISEC 4). Taylor & Francis Ltd, England. 47-54.
Tariq M. Nahhas
http://www.iaeme.com/IJCIET/index.asp 246 [email protected]
[10] Payam Shafigh, Mohd Zamin Jumaat, Hilmi Bin Mahmud, Norjidah Anjang Abd Hamid.
(2012). Lightweight concrete made from crushed oil palm shell: Tensile strength and
effect of initial curing on compressive strength. Construction and Building Materials.
27:252–258.
[11] Niyazi Ugur Kockal, Turan Ozturan. (2011). Durability of lightweight concretes with
lightweight fly ash aggregates. Construction and Building Materials. 25: 1430–1438.
[12] Alessandro P. Fantilli, Bernardino Chiaia, Andrea Gorino. (2016). Ecological and
mechanical assessment of lightweight fiber-reinforced concrete made with rubber or
expanded clay aggregates. Construction and Building Materials. 127(30): 692–701.
[13] Yi Xu, Linhua Jiang, Jinxia Xu, Yang Li. (2012). Mechanical properties of expanded
polystyrene lightweight aggregate concrete and brick. Construction and Building
Materials. 27: 32–38.
[14] Issa, C.A., Salem, G. (2013). Utilization of recycled crumb rubber as fine aggregates in
concrete mix design. Construction and Building Materials. 42: 48-52.
[15] Her-Yung Wang, Bo-Tsun Chen, Yu-Wu Wu. (2013). A study of the fresh properties of
controlled low-strength rubber lightweight aggregate concrete (CLSRLC). Construction
and Building Materials.41: 526–531.
[16] Agampodi S.M Mendis, Safat Al-Deen, Mahmud Ashra. (2017). Crushed rubber waste
impact of concrete basic properties. Construction and Building Materials. 140: 36-42.
[17] Obinna Onuaguluchi, Daman K. Panesar. (2014). Hardened properties of concrete
mixtures containing pre-coated crumb rubber and silica fume. Journal of Cleaner
Production. 82: 125-131.
[18] Ling, T.C. (2012). Effects of compaction method and rubber content on the properties of
concrete paving blocks. Construction and Building Materials. 28: 164-175.
[19] Meddah, A., Beddar, M., Bali, A. (2014). Use of shredded rubber tire aggregates for roller
compacted concrete pavement. Journal of Cleaner Production. 72: 187-192.
[20] Mohammed, B.S., Hossain, K.M.A., Swee, J.T.E., Wong, G., Abdullahi, M. (2012).
Properties of crumb rubber hollow concrete block. Journal of Cleaner Production. 23: 57-
67.
[21] Pelisser, F., Zavarise, N., Longo, T.A., Bernardin, A.M. (2011), Concrete made with
recycled tire rubber: effect of alkaline activation and silica fume addition. Journal of
Cleaner Production. 19: 757-763.
[22] Shuaicheng Guo, Qingli Dai, Ruizhe Si, Xiao Sun, Chao Lu. (2017). Evaluation of
properties and performance of rubber-modified concrete for recycling of waste scrap tire.
Journal of Cleaner Production. 148: 681-689.
[23] Najim KB, Hall MR. (2010). A reviews of the fresh/hardened properties and applications
for plain (PRC) and self-compacting rubberized concrete (SCRC). Construction and
Building Materials. 24(11): 2043–51.
[24] Yung, W. H., Yung, L. C., Hua, L. H. (2013). A study of the durability properties of
waste tire rubber applied to self-compacting concrete. Construction and Building
Materials. 41: 665-672.
[25] Seongwoo Gwon, Yeonung Jeong, Jae Eun Oh, Myoungsu Shin. (2017).
Sustainable
sulfur composites with enhanced strength and light-weightiness using waste rubber and
fly ash Microstructure analysis. Construction and Building Materials. 135: 650–664.
[26] Li JS, Xiao HN, Zhou Y. (2009). Influence of coating recycled aggregate surface with
pozzolanic powder on properties of recycled aggregate concrete. Construction and
Building Materials. 23(3): 1287–91.
[27] Lei, J. Zheng, Ch. Maa, Jun Jiang, Jing Jiang, Deyu Kong Ting, (2010). Effect and
mechanism of surface-coating pozzalanics materials around aggregate on properties and
ITZ microstructure of recycled aggregate concrete. Construction and Building Materials.
24: 701–708.
The Behavior of Rubberized Lightweight Concrete Containing Modified Surface Aggregate Using
Different Mixing Approaches and Mineral Admixtures
http://www.iaeme.com/IJCIET/index.asp 247 [email protected]
[28] American society of testing material. (2000). ASTM C192, C39, C496, C78, C469,
C617, C2202. Standard Specification for Concrete Aggregates. USA.
[29] Trilok Gupta, Sandeep Chaudhary, Ravi K. Sharma. (2016). Mechanical and durability
properties of waste rubber fiber concrete with and without silica fume. Journal of Cleaner
Production. 112(1): 702–711.