Editor ..................................... Lori CarucciWriters .......... Carmagen Engineering Staff
We welcome your comments andsuggestions for future editions. Pleasesend them to [email protected].
All materials within this newsletter arecopyrighted by Carmagen Engineering, Inc.and cannot be used without the approval ofCarmagen Engineering, Inc.
BACKGROUND
Because of their economic attractiveness, there is widespread interest in processingcorrosive crudes, particularly those with high TAN. Many refiners have conducted
studies to assess the amount of corrosive crudes that can be processed with their existingequipment (i.e., without changing its metallurgy). Also, they must often determine theextent to which their equipment and piping construction materials must be upgraded inorder to be able to process the desired crude. It has become clear from a number ofstudies that no single approach is best for all sites - the answer is different for each site.
Many refiners have opted to install high alloy equipment and piping systems that areresistant to corrosion by Napthenic Acids. While effective, this approach is onlyeconomically attractive if a secure long-term supply of corrosive crude is available atattractive prices. Money spent on alloy material can only be recovered by processingcorrosive crudes at a good margin. Experience has shown that the most effectiveapproach is to establish a series of limits on TAN (or Neutralization Number), that arerelated to progressive corrosion control actions. Preferred corrosion control actionsinclude the following:
❖ Use of napthenic acid corrosion inhibitors.❖ Focused inspection and corrosion monitoring.❖ Limited alloy upgrading.
The advantage of this approach is that inhibitor injection can be discontinued andmonitoring can be reduced when high TAN crude is not available. This reduces thetotal cost for the program.
ANNOUNCEMENT! CarmagenEngineering, Inc, has become a member of Heat Transfer Research, Inc. (HTRI). We now have in-house access to all ofHTRI’s heat exchanger analysis softwareand can use these tools to analyze oroptimize heat exchangers for our clients.
ATTENTION READERS! This will be Carmagen Engineering’s last printednewsletter. From this point on, allnewsletters will be sent via email. If youwould like to continue receiving thisnewsletter, please send your email addressto Brigitte Mesa ([email protected])to sign up.
Processing High TAN or Corrosive Crudes
By Dr. Michael J. Humphries
Off to the sunnySouth...and
continued growthCarmagen Engineering, Inc. is startinga US Gulf Coast-based office in BatonRouge, Louisiana to better serve ourclients and position ourselves forfurther opportunities in the region. It will be run by:❖ Bob Mastracchio, V.P. of Operations❖ Bill Rainey, V.P of Marketing❖ Harry Costner, Engineering
Services Manager
Continued on Page 2
Experienced-Based ApproachCrude corrosivity is a function of TAN and sulfur content.Crudes that are high TAN and low sulfur are particularlycorrosive. It is possible to develop a series of operatingenvelopes in terms of TAN and sulfur (i.e., corrosive sulfurcompounds). For each operating envelope, a specific corrosioncontrol action is required. The best economical option is to runto the limit of a chosen corrosion control level. This approachmaximizes the amount of corrosive crude that can be processedfor a given level of corrosion control.
Experience has shown that Napthenic crudes generally first affect the vacuum transfer line and VGO sidestream. As feed TAN is further increased, corrosion will affect theatmospheric transfer line and HAGO circuits and the bottomsof both towers.
Predictive models of considerable complexity exist. However,experience has proven that it is most cost-effective and reliableto apply a monitoring program using hot corrosion probes andhot UT/RT to confirm the predictions of any model, and toadjust the predicted limits as necessary. By this method, asimple model can be used, and this approach has proven to bevery cost-effective at many locations. While high TAN crudesprimarily affect the hot parts of the Atmospheric and Vacuumunits, they also affect downstream units as well (e.g.,hydrotreater preheat trains). Some crudes have also causedoverhead system corrosion because of their poor desaltability.
Typical ProcedureA two-phase approach is typically used in a Corrosive CrudesProcessing Study.
Phase I –Background Information (usually provided by therefinery)
❖ Collect and compile data on materials of construction and condition of equipment and piping systems. Thisincludes fired heaters, transfer lines, lower tower, lowersidestreams, and bottoms of the atmospheric and vacuumunits.
❖ Summarize current corrosion control programs and their results for atmospheric overhead system. Also,summarize the desalter performance.
❖ Summarize the past crude slate and crude processingoptions that should be evaluated for the future.
Phase II –Determine the predicted equipment life for both thecurrent crude slate and future crude options. Establish “pinchpoints” of equipment/piping that would limit the run length dueto corrosion.
❖ Assess limits on feed TAN and sulfur that will permitacceptable run lengths. Identify actions to increase runlength and the incremental increases in feed TAN that they will permit.
❖ Develop a monitoring and inspection program that ispractical and will allow the predicted limits to be optimized.Define the baseline monitoring to be carried out before anincrease in feed TAN. Establish review intervals for theoverall program.
❖ As part of corrosion mitigation, determine the mostattractive combination of inspection, inhibition, and limitedalloy upgrading for several levels of feed TAN limit.
❖ Some high TAN crudes have poor desaltability and others have caused increased rates of fouling in preheatequipment. Monitoring programs to assess the impact ofthese issues can also be developed as part of the study.
Phase II would be carried out by Carmagen Engineering, Inc.,with assistance from the refinery inspection and supplyspecialists and input from a vendor of proven Napthenic Acidcorrosion inhibitor. This approach to evaluating processingoptions for high TAN or corrosive crudes has proven to be fasterand more cost-effective than more analytical and data-intensiveapproaches that have been used. Carmagen Engineering staffhas extensive experience in developing corrosion mitigationmethodologies for high TAN and corrosive crudes, and hasactively implemented in-plant programs in many refineries worldwide.�
❖ Assisted a major European client carry out a clean fuelstechnology selection study reflecting several processoptions and a number of likely economic scenarios.
❖ Jointly with an affiliated European firm, carried out aperformance analysis of a complex refinery located in the former Soviet Union, with an emphasis on theeffectiveness of the capital projects and the overallrefinery profitability trends.
❖ Carried out a multi-disciplinary integrity audit of a NorthAmerican catalytic cracking unit. The audit results helpedto identify the maintenance requirements and retirementschedules for the various plant components.
❖ Provided technology input to a third party studyaddressing the benefits of a major modernization initiative at a large European refinery.
❖ Led a multi-week Profit Improvement Study for a majorintegrated refiner.
❖ Documented a methodology for a systematic approach to profit improvement activities.
❖ Developed detailed engineering design and installationstandards covering refractory lining of process units.
❖ Performed several “Right Track Reviews” for clients in a number of technical areas, including:
❖ Prepared a methodology for conducting equipmentmechanical integrity assessments.
❖ Conducted several training courses on topics that include:• Refractory Lining• Cathodic Protection Services• Fitness-for-Service Assessments• Crane Safety• Storage Tanks
The introduction to Section IX of the ASME Boiler andPressure Vessel Code, which deals with welding, states
that the purpose of a Welding Procedure Specification (WPS)is to meet the required properties of its intended application.However, it does not make this mandatory and does not stateor indicate how this is to be accomplished. Interestinglyenough, this Code has some provisions that permit orunintentionally encourage fabricators and erectors to ignoreor overlook this good intention.
Here are two examples:
❖ After a WPS has been code qualified to weld 60 ksicarbon steels using E6010 electrodes, the code permitsthe use of the same electrodes to join 70, 80 and even 90ksi carbon steel components. In addition to not meetingthe strength requirements, the E6010’s cellulose coatingis very likely to cause hydrogen cracking in the highstrength steels.
❖ After a WPS has been code qualified to weld a 304Lstainless steel (SS) using E308L electrodes, the sameelectrode may be used to join a wide variety of other SSalloys which may have higher room and/or elevatedtemperature strengths and improved corrosion resistance.
Many similar examples can be cited. To overcome thesepotential problems, the following wording is proposed forspecifications that involve welded components: “Filler metalsshall match the mechanical and chemical properties of thebase metal as closely as possible. Customer approval shall beobtained if this can’t be achieved or for special conditions.”
The review of filler metal selection can become even moreinvolved and requires greater care and engineering judgmentwhen joining two different metals. It is important to considernot only strength and corrosion resistance, but alsodifferences in metallurgy, in coefficients of expansion, and in required thermal treatments.�
Let Weld Metal Match Base MetalBy Harry Ebert
ContemporaryProblems in
BlendingAutomation
By Ara Barsamian
In the last decade, fuels blending operators have beenunder attack...reformulated gasolines, clean burning
gasolines, CARB gasolines, MTBE, Tier 2 sulfur, MTBEPhaseout, Ethanol, ULSD...what next? From all the news emanating from Washington (EPA) and Brussels(European Union), things will get worse…hopefully wewill not go back to traveling by horse-and-buggy andcamels.
Currently, one has to meet approximately 33 productspecifications simultaneously, depending on the type offuel. Clearly, it is both impossible and insane to try to dothis by hand without tremendous giveaways and higher-than-needed inventories. The tools to automate this“precision” blending (e.g., on-line analyzers, on-lineproperty optimizers, and off-line multi-blend, multi-timeperiod inventory optimizers) are all available. Mostpeople buy them, but do not use them. Instead of bigsavings in the form of reduced giveaways, component andproduct inventories and tankage, the results are reblends,
big giveaways, missed shipments, messed up inventories,stress on the blenders and the lab, and unhappy customersand shareholders. In this article, we will examine the“Critical Elements” of blending automation: the on-lineanalyzers, the blend optimizers, the integration/usabilityissue, and what to do to get it right the first time.
IntroductionRefinery gasoline blending operation planning involvesdetermining optimal blending recipes over an interval of
10 days to a month, taking into account client orderdelivery schedules, quantities, and product grades,constrained by the available component and productinventories on hand, and their respective lab analysisquality data.
The current specifications for fuels (e.g., gasolines)include the conventional specs like octane, RVP,distillation, calculated specifications like VLI and DI(driveability index), and also environmental specs (e.g.,NOX, TOX, VOC, Exhaust Toxics). The total number ofspecs to be met simultaneously (e.g., for conventionalreformulated 87 octane gasoline in the USA) is about 33.To be able to meet these specs using the properties ofblendstocks produced and available at the refineries, onehas to use mathematical tools to find out what is the leastexpensive combination of blending ingredients to do thatwhile respecting availability constraints; the tool to do thisis an optimizer. The optimizer must have credible data forcalculation; the only credible and reliable way is providedby on-line property analyzers measuring in real-time theproperties of blendstock components and blended gasolineat the blender header.
The on-line analyzer property quality data has a muchnarrower standard deviation compared with the singleASTM lab test standard, by a factor of 4 to 10 times! The on-line optimizer can use this narrower standarddeviation property reading to “push” the blend targetcloser to the “legal” product specification to reduce the blend giveaways.
Finally, it is the issue of usability, which boils down toease of use by ordinary mortals, not Nobel-prize winners,and this is achieved by integration and simplification.
Blending OptimizersThere are two optimizers involved in blending: a shortterm blend planning optimizer, and an on-line blendproperty optimizer.
The short-term blend planning problem involves bothcontinuous variables (e.g., inventories) and discreet data(e.g., tank in/out of service), and non-linear propertycorrelations (e.g., octane numbers). Basically, it calculatesthe initial blend optimal recipes for all the blends over aninterval of time from 10 days to a month. The objectivehere is to come up with the least expensive blend whilemeeting all the specs within the constraints of available
inventory and refinery process productionconstraints, using available blendstockproperties, and insuring that all the deliveriesare done on time. This optimization insures thatyou don’t use all the “good stuff” for yourinitial blends, and then you are left with“garbage” to do your blends at the end of themonth.
For the on-line blend property optimizer, theobjective is a bit different; it works within thebounds or “degrees of freedom” of the blendplanner’s recipe (say, a window of ± 5% ininventory constraints) to generate optimumblend recipes based on cost of quality giveawayand direct feedback of what’s actuallyhappening in the blend – the readings from theon-line analyzers, to “tweak” the recipe
every couple of minutes. There are other sophistications,like taking into account flowmeter rangeability controlstep size, handling infeasibility automatically, etc., whichare very helpful in providing a credible and usableoptimizer.
Now, what are the problems with optimization tools andtechniques?
First, the most frequently used technique, linearprogramming, or LP, has a significant problem associatedwith it: its answer depends on the starting (or initial)conditions, and the magnitude of constraints. Sometimes,it does not give you any answer at all (what’s called aninfeasible solution).
By optimum, we mean a “global” optimum, which is thebest answer a model can find. The classical optimizerssuffer from getting stuck on a “local” optimum, whichmeans that the best answer varies with the particular paththe model takes and problem initialization condition,whereas in reality, there might be a better answer.
An additional complexity is that the blending is mostlynon-linear, e.g., blending 1:1 ratio of 100RON heavyreformat and 94RON alkylate does not give you a 97RONblend. The non-linearity is accounted for using so called“non-linear property correlations,” the most popular beingthe Ethyl RT-70 national equation set, and the DuPontinteraction method for octanes and distillation. These non-linear equations can be incorporated in the blendingequations, but to solve them, you need a Non-Linearoptimizer. Non-Linear optimizers are variations on thetheme of classical linear optimization tools like theSimplex method of Linear Programming, in the form ofSuccessive LP, successive quadratic programming (SQP),MINOS, and generalizedreduced gradient programming(GRG), among others, to handlesuch problems with variousdegrees of success. Of course,one needs to do blending studiesto “customize” the coefficientsof generic non-linear propertyequations so they givemeaningful results; this isseldom done because of thecosts and hassle of testing.
To handle common infeasibilityissues, an additional “trick”includes the concept of fictitious“buying” and “selling” ofcomponents to almost alwaysinsure a “feasible” but notnecessarily true optimum
solution. This is particularly valuable to blend plannersbecause it indicates directional signals to possibly modifythe refinery run plan and process operating conditions toaccommodate some of the signals.
Finally, setting up the LP equations properly requiresoperations research expertise, in addition to processexpertise, as does the troubleshooting of infeasibilities or ridiculous or absurd “solutions.”
In summary, the classical LP optimization technique andits variations suffer from finding a local rather than globaloptimum, sometimes not finding any solutions, havingconvergence problems, and being mathematically veryelaborate; knowing operations research and themathematics of optimization are necessary conditions togetting answers and devising work-arounds, a very scarcecommodity in today's workforce. Nevertheless, goodoptimizer design techniques using the above “tricks” makethe difference between a useless optimizer wasting yourtime and energy, and one that can reap most (~60%) of theblending optimization benefits.
Is there “light at the end of the tunnel?” Yes. Newtechnologies using low-cost PC power made possible the use of Genetic Algorithm optimizers using NeuralNetworks, which will always find the best answer becausethe technique generates many possible scenarios, thenrefines the search based on the feedback it receives.Genetic Algorithms (GA’s) are also simple to use bypeople that are not operations research mathematicians,handle inherently mixed integer and nonlinear problemsautomatically, always find the correct global optimum, and are fast and inexpensive.
On-line AnalyzersBlending, optimized or otherwise, is fundamentallydependent on accurate property values for the blendstock,and the blended product at the in-line blender header.
The overworked refinery labs just can’t grab samples and analyze them fast enough for today’s blendingenvironment. Typically, the best you can expect is to have the lab analyze your blendstock tanks once a shift;unfortunately, it is typically more like every three days to once a week.
For troubleshooting during a blend in progress, it’s justabout a nightmare to grab and store samples correctly, and then do a quick and accurate analysis to be able tocalculate mid-course corrections. All this stress causesdisputes among the blending people, the Lab, planning andeconomics, and third parties (i.e., pipelines, barges, etc.).
The proven solution is the use of on-line analyzers. ❖ They need to be installed correctly the first time
as far as fast sample loops, sample conditioningsystems, and sheltering.
❖ They need to have their calibration checkedautomatically at the start of a new blend usingprotofuels.
❖ The protofuels need to be “direct matched” against“golden fuels” round-robined by exchange groups of 30 to 50 refineries minimum.
❖ The blending software needs to continuously checkthe analyzer validity against “reference” lab data.
❖ The blend software needs to produce a blend keyperformance indicator (KPI) report showing on-lineanalyzer vs. lab performance.
Multi-property AnalyzersFor multi-property analysis (i.e., RON, MON, RVP,DISTILLATION, DENSITY, O2, AR, BZ, OLEF), it ishard to beat a reliable Near InfraRed (NIR) analyzer orlately, a Nuclear Magnetic Resonance (NMR) analyzer. A full 70% of NIR analyzers do not work (the models arenot good LONG TERM at predicting blend properties)because users try to get going “on-the-cheap” with do-it-yourself property modeling. The modeling MUST be doneby the analyzer vendor’s experienced chemometrician, andit has to provide performance guarantees proven in anactual Site Acceptance Test (SAT) with live blends.Furthermore, a NIR model support contract with thevendor at modest cost insures long term headache freeoperation. For those users that do this, they are rewardedwith an extremely reliable, low maintenance, and veryflexible on-line analyzer system. The same applies toNMR!
Very importantly, these analyzers can multistream atmodest costs, and one ought to take advantage of thiscapability to get reliable blendstock properties for betterblend optimization performance (rather than using week-old lab data); a side benefit is easing the workload on thelab, and better responsiveness from them when you reallyneed them.
Dedicated AnalyzersNot everything can be measured with NIR/NMR.
RVP is a key property of gasolines; no inferential type ofanalyzer comes close to a classical RVP analyzer in termsof accuracy and repeatability. You can start an automationproject with an NIR (measures RVP to ± 0.15-0.3 psi), and as soon as you can get the money, buy and install adedicated RVP analyzer (± 0.05 psi); it will pay for itselfalmost instantly!
Sulfur is another key spec for meeting the requirements of Tier 2’s 30 ppm. The sulfur analyzer that you buy todayneeds to cover a wide range (from today’s 300-1000 ppmsulfur to tomorrow’s 10 to 30 ppm sulfur), andunimaginable repeatability and reproducibility. The currenttechnology does this rather awkwardly, either using X-rayor UV fluorescence or lead acetate tape, or gaschromatography, but there is a big incentive for analyzervendors to develop a better, faster, and more reliable widerange sulfur analyzer. New models are appearing monthly!
Conventional vs. Genetic Algorithm Optimizer
Continued from Page 5: Contemporary Problems ...
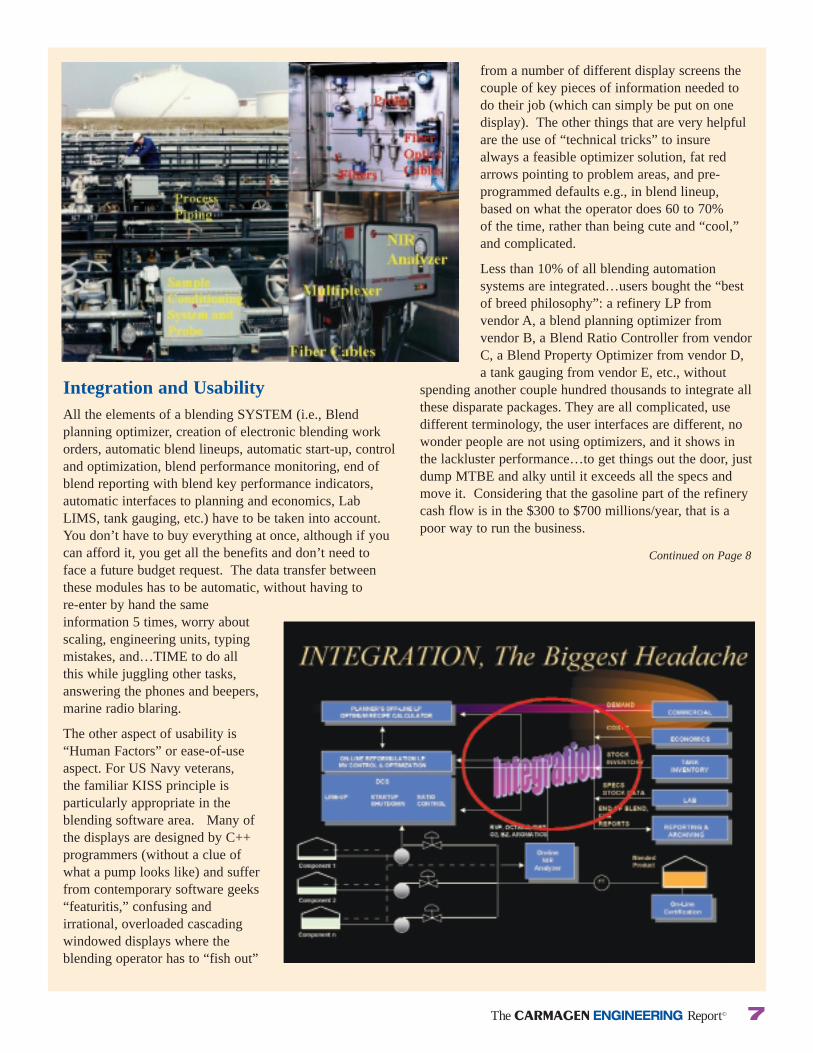
Integration and UsabilityAll the elements of a blending SYSTEM (i.e., Blendplanning optimizer, creation of electronic blending workorders, automatic blend lineups, automatic start-up, controland optimization, blend performance monitoring, end ofblend reporting with blend key performance indicators,automatic interfaces to planning and economics, LabLIMS, tank gauging, etc.) have to be taken into account.You don’t have to buy everything at once, although if youcan afford it, you get all the benefits and don’t need toface a future budget request. The data transfer betweenthese modules has to be automatic, without having to re-enter by hand the sameinformation 5 times, worry aboutscaling, engineering units, typingmistakes, and…TIME to do all this while juggling other tasks,answering the phones and beepers,marine radio blaring.
The other aspect of usability is“Human Factors” or ease-of-useaspect. For US Navy veterans, the familiar KISS principle isparticularly appropriate in theblending software area. Many ofthe displays are designed by C++programmers (without a clue ofwhat a pump looks like) and sufferfrom contemporary software geeks“featuritis,” confusing andirrational, overloaded cascadingwindowed displays where theblending operator has to “fish out”
from a number of different display screens thecouple of key pieces of information needed todo their job (which can simply be put on onedisplay). The other things that are very helpfulare the use of “technical tricks” to insurealways a feasible optimizer solution, fat redarrows pointing to problem areas, and pre-programmed defaults e.g., in blend lineup, based on what the operator does 60 to 70% of the time, rather than being cute and “cool,”and complicated.
Less than 10% of all blending automationsystems are integrated…users bought the “bestof breed philosophy”: a refinery LP fromvendor A, a blend planning optimizer fromvendor B, a Blend Ratio Controller from vendorC, a Blend Property Optimizer from vendor D, a tank gauging from vendor E, etc., without
spending another couple hundred thousands to integrate allthese disparate packages. They are all complicated, usedifferent terminology, the user interfaces are different, nowonder people are not using optimizers, and it shows inthe lackluster performance…to get things out the door, justdump MTBE and alky until it exceeds all the specs andmove it. Considering that the gasoline part of the refinerycash flow is in the $300 to $700 millions/year, that is apoor way to run the business.
ConclusionsToday, fuels blenders face big, difficult, and costly challenges.Technology can help to some extent, particularly PROVEN technology,preferably designed by and for blending operations people. A full 80%of refineries have some form of blending automation, consisting of anin-line blender and a DCS, some with on-line analyzers (knock engineswith RVP and distillation analyzers, some with NIR and NMR), and ablend ratio controller software on the DCS. The on-line analyzers arein various stages of use or disuse, with poor sampling systems anddubious calibrations, mostly involved in disputes between the blendersand the lab people. The optimizers, when available, are used mostlyfor rough monitoring, with obsolete calibration of non-linear propertymodels, if at all. Integration, most frequently, is via e-mailed pumpingorders or faxed or phoned-in blending orders, and looking at separatetank gauging screens and LIMS screens.
The benefits of a 100,000 BPD gasoline blender are easily in the orderof $6 to $8 million/year. Typical results from a recent project are about2M$/yr in giveaway reduction, and eliminating 11 component tanksand 9 finished product tanks and associated inventories, for another3M$/yr benefits. To make money in blending, you need optimizers to economically manage your inventory, deliver on time, minimizegiveaways, and flexibly blend away whatever “junk” blendstock youhave. There are robust blending optimizers (which work all the time),reliable multi-property on-line analyzers, process control vendorsexperienced in tackling integration and usability issues in a blendingproject, and well-established procedures on how you install and runthings. What is needed is an orderly way to go about it through aquick study to put together a design basis, cost estimates, and a projectimplementation plan. It’s probably the best money you’ll ever spend in blending. �
VaccinateAgainst the
Tube-to-Tubesheet
Plague By Harry Ebert
While welding is traditionallyconsidered a craft, tube-to-
tubesheet (T-TS) welding is primarily an engineering challenge. Manyorganizations, that take pride in declaringthat they only use highly skilled weldorsfor their T-TS joints, achievingunsatisfactory results such as cracked,pin-holed and/or leaky welds. They fail to recognize that unless designdetails, material selection and assemblyprocedures are addressed andimplemented in detail during theplanning phases of the job, even the bestweldors will have problems producingsound joints. This highlights theimportance of vaccinating against suchwelding problems by instituting adetailed pre-fabrication T-TS programreview, which includes the weldingengineer, and by not waiting until thewelding has started and the problemshave been discovered. �