Thermoplastic Polyurethane=Polypropylene Blends Based on Novel Vane Extruder: A Study of Morphology and Mechanical Properties Shikui Jia, Jinping Qu, Weifeng Liu, Chengran Wu, Rongyuan Chen, Shufeng Zhai, Zan Huang National Engineering Research Center of Novel Equipment for Polymer Processing, Key Laboratory of Polymer Processing Engineering of the Ministry of Education, South China University of Technology, Guangzhou, 510640, China Thermoplastic polyurethane (TPU) polypropylene (PP) blends of different weight ratios were prepared with a self-made vane extruder (VE), which generates global dynamic elongational flow, and a traditional twin-screw extruder (TSE), which generates shear flow. The mechanical properties, phase morphology, thermal behavior, and spherulite size of the blends were investi- gated to compare the different processing techniques. Samples prepared with a VE had superior mechanical properties than the samples prepared with a TSE. Scan- ning emission micrographs show that the fiber morphol- ogy of the TPU=PP blends (<60 wt% TPU) was improved by elongational flow in VE. Differential scanning calorim- etry curves indicate that a dynamical elongational flow could improve the miscibility of the TPU=PP blends. The U-shaped spherulite size curve indicates the changes in the spherulite size, as observed from a polarization microscope. Interlocked spherulites also reveal the apparent partial miscibility of the TPU=PP blends under elongational flow. POLYM. ENG. SCI., 54:716–724, 2014. V C 2013 Society of Plastics Engineers INTRODUCTION Thermoplastic polyurethane (TPU) has been exten- sively used because of its superior mechanical properties such as high tensile strength, abrasion and tear resistance, oil and solvent resistance, and low temperature flexibility. TPU is a linear copolymer composed of microphase- separated hard and soft segments. The soft segments usu- ally form an elastomer matrix responsible for the elastic and low-temperature properties of TPU, whereas the hard segments act as multifunctional tie points that function as physical crosslinks and reinforcing fillers [1,2]. For cost reduction and improvement of thermal stability, chemical properties, mechanical properties, and processing per- formance, polypropylene (PP) could be added to TPU to create TPU=PP blends. Generally, TPU and PP blends are highly immiscible because of the large differences in their polarities and high interfacial tensions. Potschke et al. [3,4] reported that, at similar viscosity ratios, blends with polyether- based TPU have finer morphology than those with polyester-based TPU because of the lower free energy of the soft segment surfaces of polyether than that of polyes- ter. Moreover, the surface tension of the TPU hard and soft segments depends on the molecular weight of polyols and temperature. Wallheinke et al. [5,6] concluded that coalescence in the TPU=PP blends starts at a dispersed- phase content of approximately 1 wt%, and two different mechanisms of coalescence occurs in a quiescent melt. Lu and Macosko [7] blended TPU with three functional- ized PPs at different compositions. The blends with the two types of amine-functionalized PP exhibited enhanced synergy and finer morphology because of the higher reac- tivity of amine (primary and secondary) with urethane linkages. Shadi et al. [8] reported that TPU=PP blends are homogeneous with higher mechanical strength and blood compatibility than the commercial polyvinyl chloride blood bag. Kannan and Bhagawan [9] used nanoclay to reduce the surface energy of TPU hard segments and made them more compatible with nonpolar PP. Emi et al. [10,11] discovered that the crystallinity of TPU=PP blends and the PP crystallization temperature decrease with increasing TPU content. The addition of elastomeric TPU to PP significantly enhanced the Correspondence to: Jinping Qu; e-mail: [email protected]Contract grant sponsor: The National Nature Science Foundation of China; contract grant numbers: 10872071, 50973035 and 50903033; con- tract grant sponsor: National Key Technology R&D Program of China; contract grant numbers: 2009BAI84B05 and 2009BAI84B06; contract grant sponsor: The Fundamental Research Funds for the Central Univer- sities; contract grant number: 2012ZM0047; contract grant sponsor: Pro- gram for New Century Excellent Talents in University; contract grant number: NCET-11-0152; contract grant sponsor: Pearl River Talent Fund for Young Sci-Tech Researchers of Guangzhou City; contract grant number: 2011J2200058; contract grant sponsor: National Natural Science Foundation of China-Guangdong Joint Fundation Project; contract grant number: U1201242; contract grant sponsor: 973 Program; contract grant number 2012CB025902. DOI 10.1002/pen.23598 Published online in Wiley Online Library (wileyonlinelibrary.com). V C 2013 Society of Plastics Engineers POLYMER ENGINEERING AND SCIENCE—2014
Transcript
Thermoplastic Polyurethane=Polypropylene BlendsBased on Novel Vane Extruder: A Study of Morphologyand Mechanical Properties
Shikui Jia, Jinping Qu, Weifeng Liu, Chengran Wu, Rongyuan Chen, Shufeng Zhai, Zan HuangNational Engineering Research Center of Novel Equipment for Polymer Processing, Key Laboratory ofPolymer Processing Engineering of the Ministry of Education, South China University of Technology,Guangzhou, 510640, China
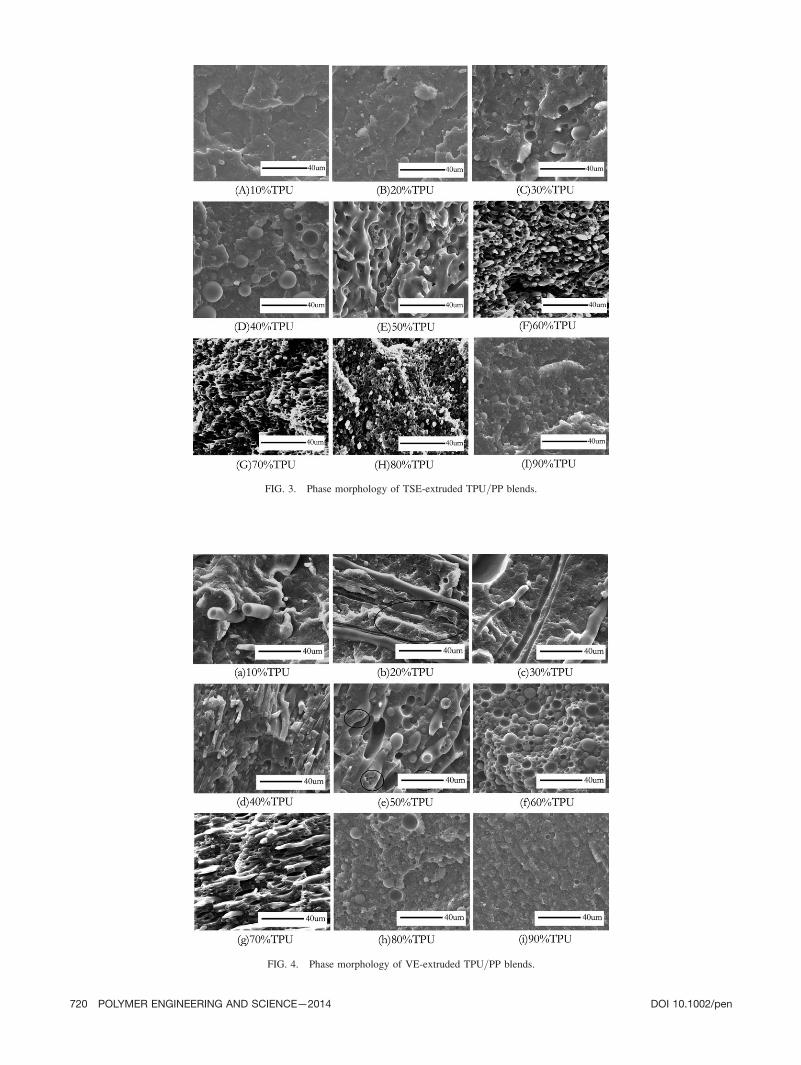
Thermoplastic polyurethane (TPU) polypropylene (PP)blends of different weight ratios were prepared with aself-made vane extruder (VE), which generates globaldynamic elongational flow, and a traditional twin-screwextruder (TSE), which generates shear flow. Themechanical properties, phase morphology, thermalbehavior, and spherulite size of the blends were investi-gated to compare the different processing techniques.Samples prepared with a VE had superior mechanicalproperties than the samples prepared with a TSE. Scan-ning emission micrographs show that the fiber morphol-ogy of the TPU=PP blends (<60 wt% TPU) was improvedby elongational flow in VE. Differential scanning calorim-etry curves indicate that a dynamical elongational flowcould improve the miscibility of the TPU=PP blends. TheU-shaped spherulite size curve indicates the changes inthe spherulite size, as observed from a polarizationmicroscope. Interlocked spherulites also reveal theapparent partial miscibility of the TPU=PP blends underelongational flow. POLYM. ENG. SCI., 54:716–724, 2014.VC 2013 Society of Plastics Engineers
INTRODUCTION
Thermoplastic polyurethane (TPU) has been exten-
sively used because of its superior mechanical properties
such as high tensile strength, abrasion and tear resistance,
oil and solvent resistance, and low temperature flexibility.
TPU is a linear copolymer composed of microphase-
separated hard and soft segments. The soft segments usu-
ally form an elastomer matrix responsible for the elastic
and low-temperature properties of TPU, whereas the hard
segments act as multifunctional tie points that function as
physical crosslinks and reinforcing fillers [1,2]. For cost
reduction and improvement of thermal stability, chemical
properties, mechanical properties, and processing per-
formance, polypropylene (PP) could be added to TPU to
create TPU=PP blends.
Generally, TPU and PP blends are highly immiscible
because of the large differences in their polarities and
high interfacial tensions. Potschke et al. [3,4] reported
that, at similar viscosity ratios, blends with polyether-
based TPU have finer morphology than those with
polyester-based TPU because of the lower free energy of
the soft segment surfaces of polyether than that of polyes-
ter. Moreover, the surface tension of the TPU hard and
soft segments depends on the molecular weight of polyols
and temperature. Wallheinke et al. [5,6] concluded that
coalescence in the TPU=PP blends starts at a dispersed-
phase content of approximately 1 wt%, and two different
mechanisms of coalescence occurs in a quiescent melt.
Lu and Macosko [7] blended TPU with three functional-
ized PPs at different compositions. The blends with the
two types of amine-functionalized PP exhibited enhanced
synergy and finer morphology because of the higher reac-
tivity of amine (primary and secondary) with urethane
linkages. Shadi et al. [8] reported that TPU=PP blends are
homogeneous with higher mechanical strength and blood
compatibility than the commercial polyvinyl chloride
blood bag. Kannan and Bhagawan [9] used nanoclay to
reduce the surface energy of TPU hard segments and
made them more compatible with nonpolar PP. Emi et al.
[10,11] discovered that the crystallinity of TPU=PP
blends and the PP crystallization temperature
decrease with increasing TPU content. The addition of