1 A L PO B 177 70 B S B B5 5QJ E T : 0121 632 6888 F : 0121 631 2274 E : NOPOL IMITED OX ORDESLEY TREET IRMINGHAM NGLAND EL AX MAIL - [email protected]http://www.anopol.co.uk Pickling – The State Of The Art 2007 This article, written by John Swain of Anopol, examines the processes and equipment available for pickling stainless steels, together with the pros and cons arising when considering their use. In addition to investigating strong acid based chemicals, the article also looks at the lesser known electrochemical methods for general cleaning of austenitic stainless steels and in particular welded joints. Why Pickle? With very few rare exceptions, any manual or mechanical manipulation of stainless steel will have some affect on the material’s surface. The most obvious is welding, but others include rolling, bending, heating and even machining. These can prove to be detrimental to the passive surface layer, the formation of which gives stainless steel its resistance to corrosion and prevents staining and rusting. Seam with welding oxides and ferritic contamination from grinding Pickling, in one form or another, is intended to remove heat induced oxides or traces of iron or other metals that have come into contact with the stainless steel during previous manufacturing operations. The clean, uncontaminated surface following pickling and rinsing with water is able to rebuild its vital uninterrupted passive film.
Transcript
1 A L PO B 177 70 B S B B5 5QJ ET : 0121 632 6888 F : 0121 631 2274 E :
Pickling – The State Of The Art 2007 This article, written by John Swain of Anopol, examines the processes and equipment available for pickling stainless steels, together with the pros and cons arising when considering their use. In addition to investigating strong acid based chemicals, the article also looks at the lesser known electrochemical methods for general cleaning of austenitic stainless steels and in particular welded joints. Why Pickle? With very few rare exceptions, any manual or mechanical manipulation of stainless steel will have some affect on the material’s surface. The most obvious is welding, but others include rolling, bending, heating and even machining. These can prove to be detrimental to the passive surface layer, the formation of which gives stainless steel its resistance to corrosion and prevents staining and rusting.
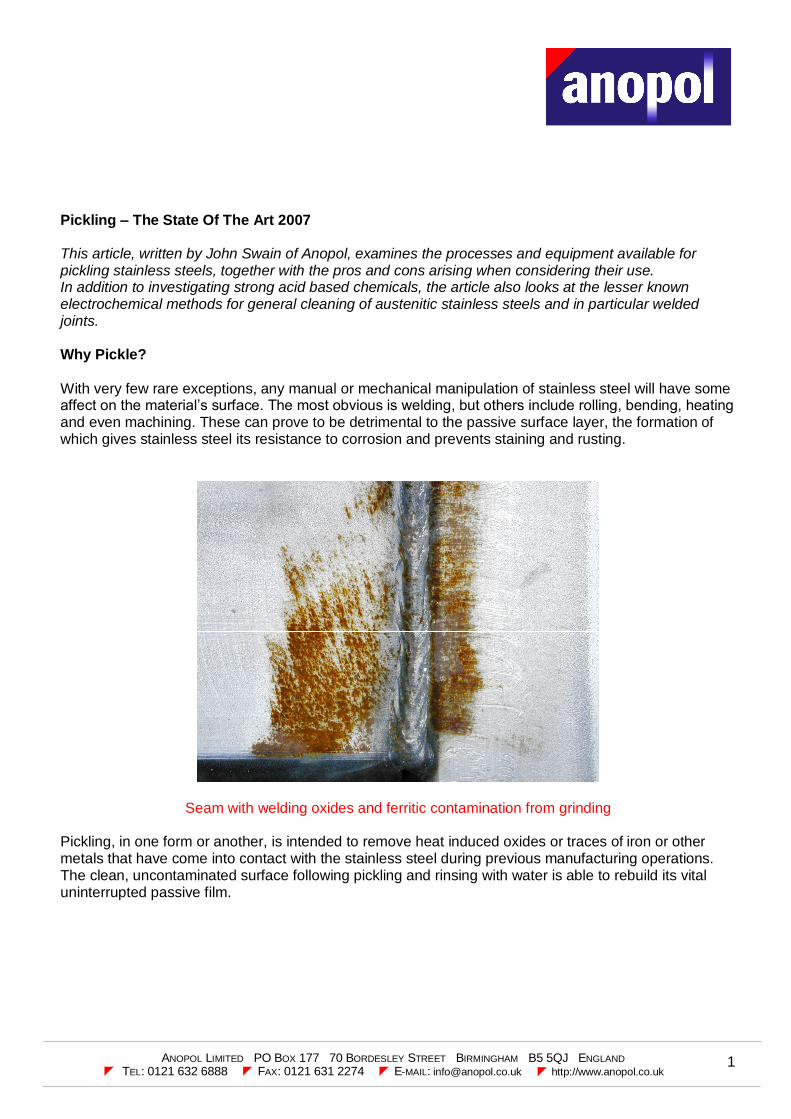
Seam with welding oxides and ferritic contamination from grinding
Pickling, in one form or another, is intended to remove heat induced oxides or traces of iron or other metals that have come into contact with the stainless steel during previous manufacturing operations. The clean, uncontaminated surface following pickling and rinsing with water is able to rebuild its vital uninterrupted passive film.
2 A L PO B 177 70 B S B B5 5QJ ET : 0121 632 6888 F : 0121 631 2274 E :
Immersion Pickling This is the most common method employed for pickling and produces a micro-etched finish. Items are placed into a tank containing a solution usually of nitric and hydrofluoric acids and left immersed for a period of time. How long they need to be left immersed depends upon the strength and temperature of the pickle solution, together with the degree of contamination. The final result shows a clean, uniform matt grey finish.
Fabrication before and after immersion pickling Pros: ■ Suitable for an extensive size range of fabrications, including mass produced items, such as castings
and intricately shaped items. ■ Welded joints and all surfaces are cleaned simultaneously. ■ Effective at room temperature. ■ Large vessels requiring internal pickling only can be pumped full of solution. ■ Probably still the most cost effective method of pickling. ■ Solutions can be regenerated by addition of acids. Cons: ■ Size of items requiring pickling restricted by size of tank. ■ Solutions need periodic analysis and control. ■ Chemicals used are extremely corrosive and present a possible health hazard. Fume extraction
plant essential for heated solutions. ■ Risk of over-pickling (grain boundary attack) when using strong or heated pickle solutions over
extended times. ■ Ideally requires high pressure water jet washing to remove loose oxide deposits. Resulting wash or
rinse waters require collecting for legal disposal by an authorised company or treating in an in-house water treatment plant.
■ Nitrates present after water treatment (from wash waters) coming under stricter control before discharge to sewer. Alternative pickling solutions are available, which contain no nitric acid. Controls are more critical and waste acid can prove difficult and expensive to dispose of, mainly as a result of chemistry changes during pickling operations.
■ Requires a license under IPPC regulations from the Environment Agency if the pickling tank or tanks hold 30m³ or more of pickle solution.
3 A L PO B 177 70 B S B B5 5QJ ET : 0121 632 6888 F : 0121 631 2274 E :
Fully Enclosed Spray Pickling Uses similar chemicals to immersion pickling, but they are sprayed within the confines of a sealed cabinet or tank. The pickle solution is usually sprayed hot at high pressure, on or into the items requiring pickling, often with the aid of static or rotating spray-balls or spray nozzles. Pros: ■ Environmentally friendlier than immersion pickling, due to containment of fumes. ■ Lower risk to operative, due to enclosed system. ■ Cost effective as a result of pickle solution being re-circulated and re-used. ■ Possible to pickle the insides of large vessels in-situ. ■ Transportable when using a mobile pickling cabinet. Cons: ■ Requires special acid resistant equipment, including pumps and heaters ■ Generally weight and size restricted when using a pickling cabinet. ■ Not cost effective for a range of items, for example handrails, wirework (due to over-spray), and small
items such as castings, forgings, etc. ■ May require spray-balls or nozzles to be strategically positioned when pickling diverse fabrications in
a spray cabinet. ■ Requires collection for disposal or water treatment of resulting acidic spray rinse waters. Spray Pickling When fabrications are too large or too heavy for immersion pickling, another method of spray pickling can be employed. In this case, the pickling agent comes in the form of a sprayable viscous gel or paste. With some pickling products, the gel or paste can be left on the fabrication overnight and removed the following day, usually using a high pressure water jet.
2000ltr Storage Tank before and after spray pickling
4 A L PO B 177 70 B S B B5 5QJ ET : 0121 632 6888 F : 0121 631 2274 E :
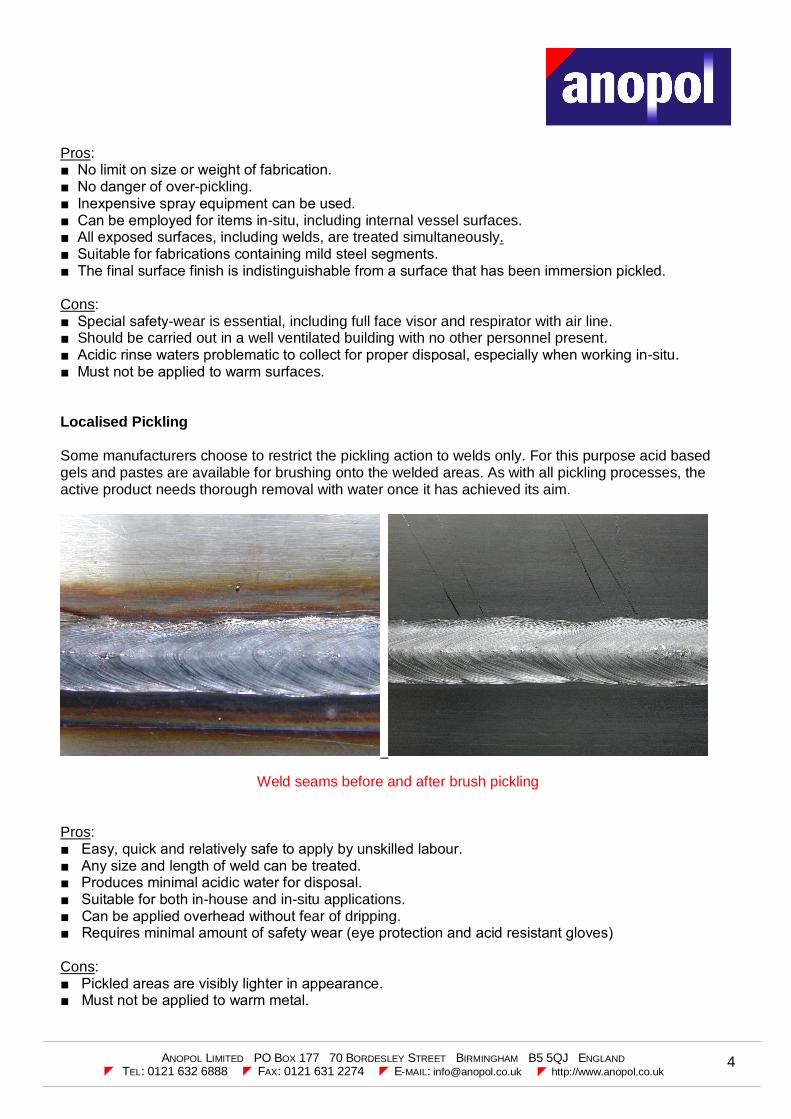
Pros: ■ No limit on size or weight of fabrication. ■ No danger of over-pickling. ■ Inexpensive spray equipment can be used. ■ Can be employed for items in-situ, including internal vessel surfaces. ■ All exposed surfaces, including welds, are treated simultaneously. ■ Suitable for fabrications containing mild steel segments. ■ The final surface finish is indistinguishable from a surface that has been immersion pickled. Cons: ■ Special safety-wear is essential, including full face visor and respirator with air line. ■ Should be carried out in a well ventilated building with no other personnel present. ■ Acidic rinse waters problematic to collect for proper disposal, especially when working in-situ. ■ Must not be applied to warm surfaces. Localised Pickling Some manufacturers choose to restrict the pickling action to welds only. For this purpose acid based gels and pastes are available for brushing onto the welded areas. As with all pickling processes, the active product needs thorough removal with water once it has achieved its aim.
Weld seams before and after brush pickling Pros: ■ Easy, quick and relatively safe to apply by unskilled labour. ■ Any size and length of weld can be treated. ■ Produces minimal acidic water for disposal. ■ Suitable for both in-house and in-situ applications. ■ Can be applied overhead without fear of dripping. ■ Requires minimal amount of safety wear (eye protection and acid resistant gloves) Cons: ■ Pickled areas are visibly lighter in appearance. ■ Must not be applied to warm metal.
5 A L PO B 177 70 B S B B5 5QJ ET : 0121 632 6888 F : 0121 631 2274 E :
Immersion Anodic Pickling This process involves a combination of chemical and electrical (direct current) forces. The part to be processed is immersed in a dilute chemical solution and connected electrically to an anodic source of d.c. Cathodically connected sheets are suspended in the solution local to the surfaces to be treated. Pros: ■ Solution does not contain hydrofluoric or nitric acids. ■ Works at room temperature. ■ Produces results quicker than most other room temperature processes. ■ Relatively low health and safety risks. ■ Removes heat oxides (e.g. weld burn) with minimum of surface etching. Cons: ■ Requires processing tank, possibly with cooling, and rectifier for d.c.supply. ■ Fume extraction necessary for health and safety reasons. ■ When pickling internal surfaces or intricately shaped items, formed cathodes are probably necessary
(solution has poor throwing powers). ■ Size and weight of items requiring treatment restricted by tank size and rectifier capacity. ■ Requires periodic solution analysis and control. ■ Produces a very lightly etched finish and therefore, does not show the typical uniform ‘white pickle’
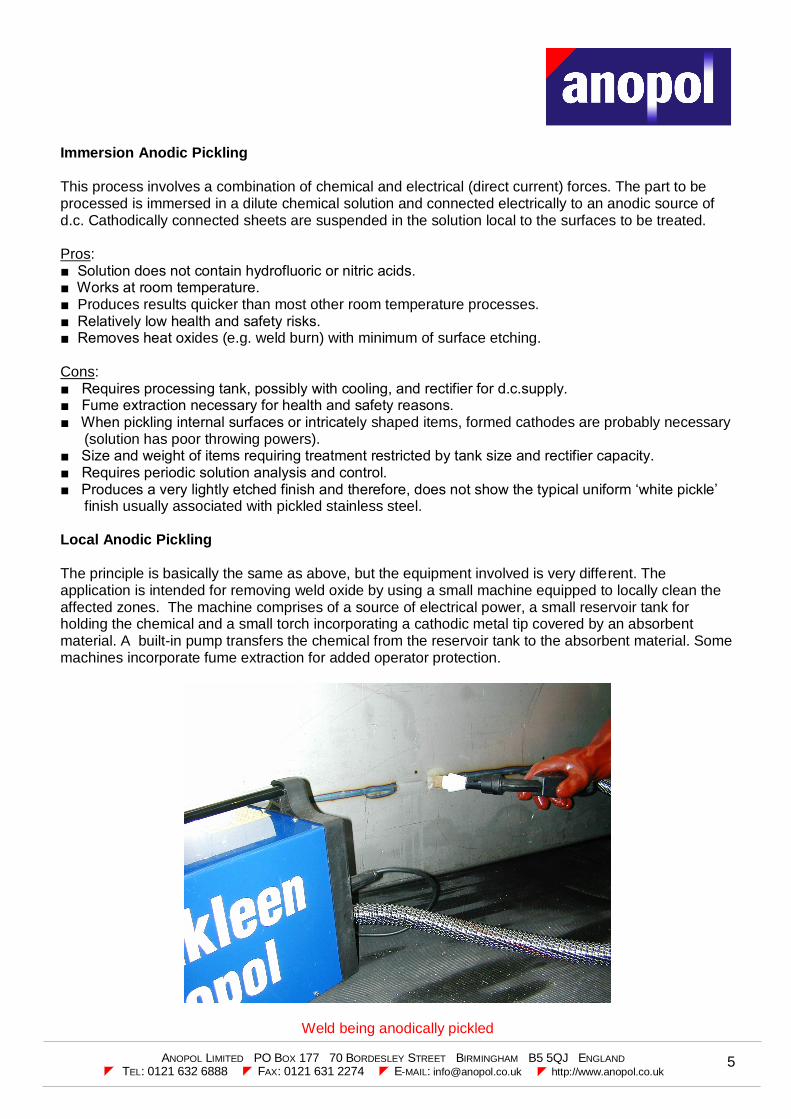
finish usually associated with pickled stainless steel. Local Anodic Pickling The principle is basically the same as above, but the equipment involved is very different. The application is intended for removing weld oxide by using a small machine equipped to locally clean the affected zones. The machine comprises of a source of electrical power, a small reservoir tank for holding the chemical and a small torch incorporating a cathodic metal tip covered by an absorbent material. A built-in pump transfers the chemical from the reservoir tank to the absorbent material. Some machines incorporate fume extraction for added operator protection.
Weld being anodically pickled
6 A L PO B 177 70 B S B B5 5QJ ET : 0121 632 6888 F : 0121 631 2274 E :
Pros: ■ Chemical contains no toxic acids. ■ Practically no etching of the surface. ■ Negligible health and safety risks when fume extraction is incorporated. ■ Instant weld oxide removal (no waiting times). ■ Machine is portable. Cons: ■ Suitable only for TIG welds. ■ Uneconomical for long weld runs (labour intensive). Summary Six various methods for pickling stainless steel have been described in this article. Which one is best employed for a given application will depend to a large extent on whether the pickling is going to be carried out by the manufacturer in his own facility or whether the treatment will be undertaken by a specialised contractor. In either event, more detailed advice should be sought from a company familiar with all the alternative methods, as also their operational advantages and disadvantages, with special regard to the items requiring pickling.