Nomenclature Left/Right Thread Types Threads are normally Right Handed and unless otherwise stated this is the norm. This means that the nut screws on with a CLOCKWISE rotation. Left Hand threads are of course the opposite. Left Handed Threads are used extensively in the Motor Industry to secure rotating parts such as Drive Shafts, Gears etc. where the normal angular rotation would tend to tighten the nut. Left & Right Hand threads are used, as appropriate, on the Offside/Nearside of the Vehicle. When working on rotating parts always check the hand of the thread or consult the correct instruction manual. It is not uncommon for Wheel Nuts to be Left or Right handed. Use caution. Thread Pitch Usually expressed in threads per inch (tpi) or as an absolute dimension for one single pitch. ie 1mm. 0.2mm .75mm etc. Multi-start threads are basically the single start form, but with the pitch doubled etc. Very rare to come across these in model engineering. Thread Included Angle. Apart from a number of specialist threads the included angles for the most common threads are as follows. BA 47½°. BSW, BSF 55°. UNF, UNC, ANF, ANC 60°. Metric or ISO 60°. British Standard Cycle Thread (BSC) 60°. Acme 29°. Do not be tempted to use male & female threads with differing V angles. All the load is transferred to the thread crests and causes high stress levels, leading to slackening in service and premature failure. Root & Crest Form A major part of any thread is the crest & root form. Usually but not always this takes the form of a radius. Sometimes a flat. The root & crest form may also vary on the male & female threads. Production of a correct form, is for the average modeller virtually impossible. The ISO Metric threads are however an exception. The standard allows for flat roots & crests (p/8 & p/4) It is possible to produce a "V" tool with a rounded root & let the crest remain as a flat. Where taps & dies are used the correct form is produced automatically.. When screw cutting it is now possible to buy ceramic tips that will automatically produce the correct root and crest radii. Since an insert is required for each form & pitch this puts their use outside the reach of most modellers due to cost. A 100% sharp "V" is undesirable as it may form the stress point for fracture and on bolts, cut fingers. Adding a small radius on the "V" tool with a stone is probably the best we can achieve. Another very good way is to use part of a new tap as a thread chaser & skim off the last few tenths & form the radii. Application of the correct root & crest radii does of course reduce the Actual thread depth compared to the full Theoretical Triangular "V" depth.
Transcript
Nomenclature
Left/Right Thread Types
Threads are normally Right Handed and unless otherwise stated this is the norm. This means that the nut screws on with a
CLOCKWISE rotation. Left Hand threads are of course the opposite. Left Handed Threads are used extensively in the Motor Industry
to secure rotating parts such as Drive Shafts, Gears etc. where the normal angular rotation would tend to tighten the nut. Left & Right
Hand threads are used, as appropriate, on the Offside/Nearside of the Vehicle. When working on rotating parts always check the hand
of the thread or consult the correct instruction manual. It is not uncommon for Wheel Nuts to be Left or Right handed. Use caution.
Thread Pitch
Usually expressed in threads per inch (tpi) or as an absolute dimension for one single pitch. ie 1mm. 0.2mm .75mm etc. Multi-start
threads are basically the single start form, but with the pitch doubled etc. Very rare to come across these in model engineering.
Thread Included Angle.
Apart from a number of specialist threads the included angles for the most common threads are as follows. BA 47½°. BSW, BSF 55°.
UNF, UNC, ANF, ANC 60°. Metric or ISO 60°. British Standard Cycle Thread (BSC) 60°. Acme 29°. Do not be tempted to use male
& female threads with differing V angles. All the load is transferred to the thread crests and causes high stress levels, leading to
slackening in service and premature failure.
Root & Crest Form
A major part of any thread is the crest & root form. Usually but not always this takes the form of a radius. Sometimes a flat. The root
& crest form may also vary on the male & female threads. Production of a correct form, is for the average modeller virtually
impossible. The ISO Metric threads are however an exception. The standard allows for flat roots & crests (p/8 & p/4) It is possible to
produce a "V" tool with a rounded root & let the crest remain as a flat. Where taps & dies are used the correct form is produced
automatically.. When screw cutting it is now possible to buy ceramic tips that will automatically produce the correct root and crest
radii. Since an insert is required for each form & pitch this puts their use outside the reach of most modellers due to cost. A 100%
sharp "V" is undesirable as it may form the stress point for fracture and on bolts, cut fingers. Adding a small radius on the "V" tool
with a stone is probably the best we can achieve. Another very good way is to use part of a new tap as a thread chaser & skim off the
last few tenths & form the radii. Application of the correct root & crest radii does of course reduce the Actual thread depth compared
to the full Theoretical Triangular "V" depth.
Effective or Pitch diameter.
On a parallel thread it is the diameter of an imaginary cylinder which would pass through the threads at such a point that both male
and female thread were the same width. This point is usually but not always 1/2 the thread depth. It is only at 1/2 depth when the root
& crest radii are the same.
Thread Identification.
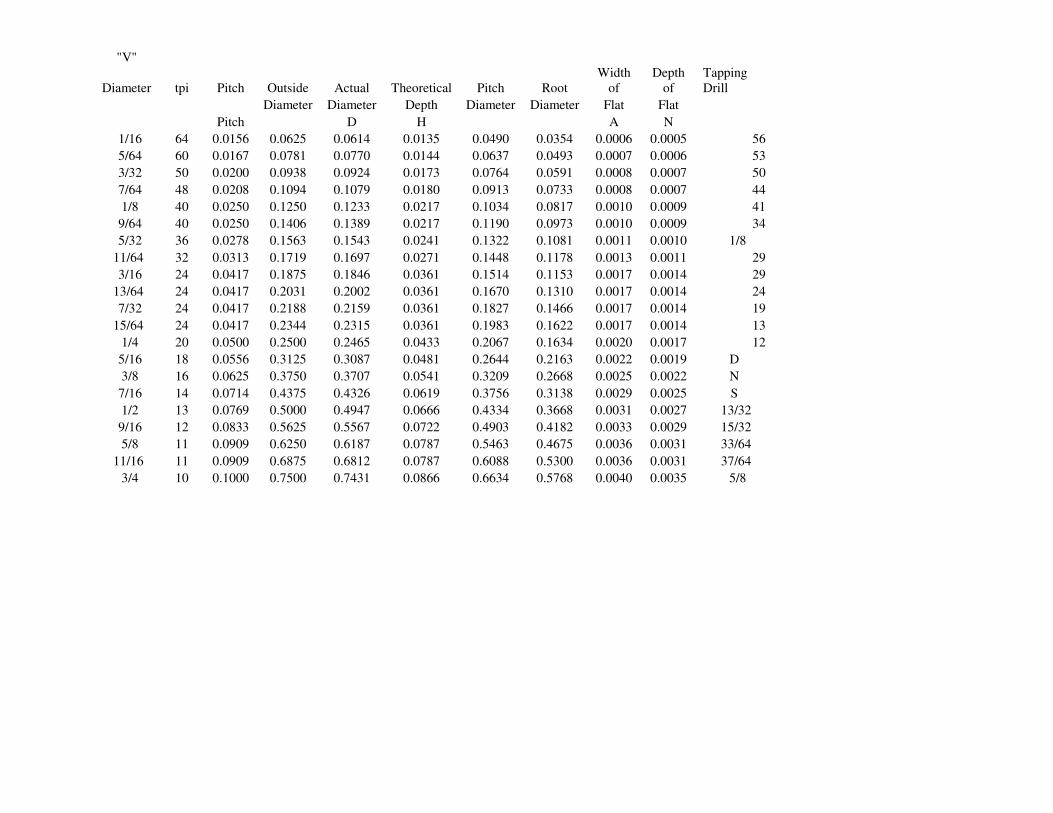
With one or two exceptions (Lead screws, Vice Threads etc.) all the threads we meet are of the "V" form. Only the included angle
varies and this is difficult to determine in the smaller sizes without special equipment. (Optical projectors etc.)
1) The first step is to determine the diameter and see if the thread is (or may be) Imperial or Metric. For example 5/16" & 8mm are
very close together (only 2.5 thou !)
2) Next step is the pitch or threads per inch (tpi) If we ignore the fact that it may or may not be a metric thread, determine the number
of threads in an inch. Lets say it comes to 25.5 approx. This equates to a 1mm pitch & if the dia was 6mm this is almost certain to be
an ISO Metric Coarse M6 thread (ISO is the International Standards Organization) Thread pitch gauges, Taps, existing threads of
known size etc. may be used. Try rolling the thread form onto a piece of paper and measure the pitch with an eyeglass & dividers.
3) If we can determine the thread included angle as 60° this clinches it. It is very difficult to establish what the thread angle is, but easy
to state what it is not. For example if is bigger than 47½° & smaller than 60° it is almost certainly 55° and so on.
4) Determining the size of internal threads by direct measurement is (for the average modeller) virtually impossible. The best way is to
try a selection of taps or threads until one fits perfectly without any slop or undue tightness. Unless you are working on safety critical
or highly stressed components it will probably be OK. If possible make or buy a plug type gauge.
5) Look at the history of the item. Old British machinery, tools etc. probably BSF/BSW. Easy to tell apart by the pitches.
Instruments/Electronics BA. Motor Cycle/Cycle BSC. USA, UNF/UNC. Continental ISO Metric etc. Old motor cars BSF/BSW, mid
50/60's UNF/UNC later models Metric.
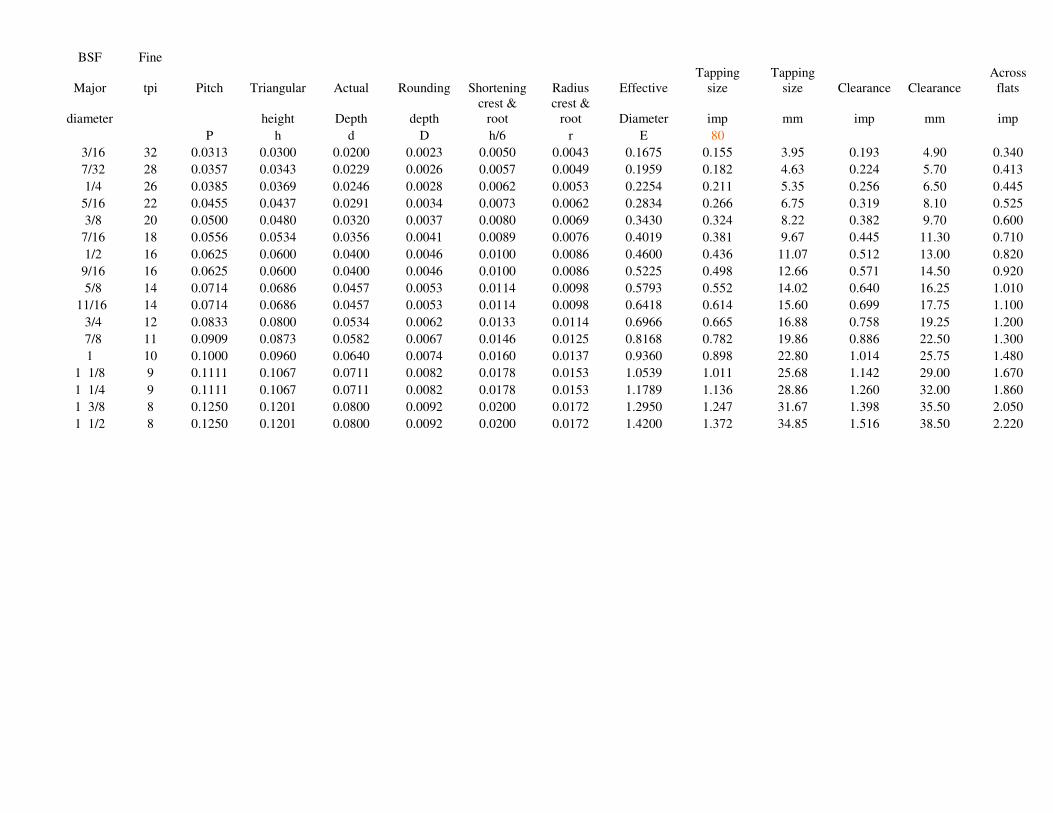
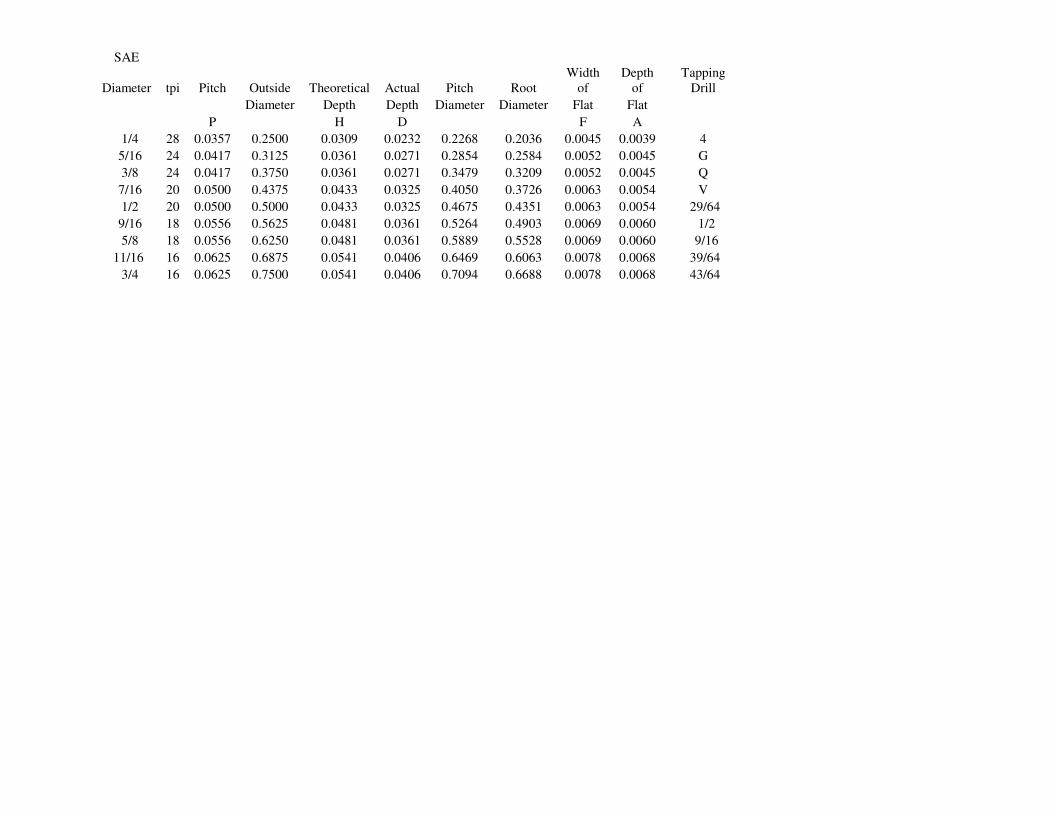
Thread Data.
Please note that the figures given in the charts have been worked out from first principles and will NOT be exactly the same as those
quoted in the ISO standards. The differences are usually only 1/10ths of thou.
Tables of threads are usually given in handy reference books but it is not generally known that all threads are based on a set formula
for each thread.
Below is the formula for each thread and each type has a link to an WinZip Excel spreadsheet.. These charts are interactive and will
give true thread details for any size required. By entering the required %age full thread a correct tapping size can be obtained. Select
your nearest (very close) drill size. You may need to "unprotect" the data first.
Tapping Sizes
Some confusion often arises when different drill sizes are given to tap the same female thread. The reason is quite simple. There is no
one drill size to tap a given hole !!
1) There may not be an exact drill size for the core diameter required. We use the nearest one available.
2) In practice it is usual to drill & tap to give a thread which is not 100% full thread. Figures such as 70%, 75%, 80% full thread are
very rarely quoted but must have been used in the initial calculations
3) It is often desirable for the internal thread to have the crests flat rather than have the full perfect radiused form. This prevents
threads binding & prolongs tool life.
4) When tapping hard material such as Stainless Steel an 70% full thread (female) used with a 100% male bolt may be 100% OK. Use
a No.2 tap as less cutting length on the flutes reduces tap stress. Also consider modern coated taps.
5) It may be virtually impossible to tap 100% full thread anyway without risking a broken tap. If in doubt drill a tad bigger and use a
good fitting male thread with more thread length engaged.
6) As with all things mechanical, tolerances must be mentioned. Tolerances are mainly the province of mass production &
interchangeability. For our one off's, if it fits to YOUR SATISFACTION its OK. Thread tolerances can be a very complicated subject
& need sophisticated gauging equipment. Taps are made in a range of tolerances. Class 2 is the normal specification. Carbon taps are
usually cheaper & manufactured to wider tolerances. All taps are manufactured as "plus on basic" to allow for wear in production. As
the tap wears the thread moves towards nominal.
7) Always use very sharp taps & dies & lubricate well.
8) It is virtually impossible to tap a hole 100% vertical by eye. Whenever possible, use a jig to ensure that the tap is vertical. Use of a
tapping jig will virtually eliminate broken taps.
Health & Safety Notice
UNC & Whitworth nuts & bolts were interchangeable. This is complete rubbish & whilst some sizes are superficially the same ie:
Pitch & Diameter, the Thread Angle IS NOT.(60/55) This means that all the load is directed onto the thread crests and roots and not
full flank contact. DO NOT ATTEMPT TO MIX THE TWO. If in doubt throw away. One way to tell a UNF /UNC thread is to look
for joined up circles on the flats of the nuts/bolts. ie: OOOOOO This is NOT however a 100% guide. I have also noticed UNF/UNC
forged into the head. Another way is to use the Across Flats dimension. This is unique to UNC fasteners, it is not a whole metric size
nor is it the same as the equivalent Whitworth fastener. Non of these methods are 100% reliable. Use a proper thread gauge if possible
or try to measure the core diameters with the correct thread micrometer. If the fit is tight or loose it is probably an incorrect mix. Also
note that Stainless Steel fittings ARE NOT AS STRONG as HIGH TENSILE steel bolts etc. DO NOT USE in highly stressed
applications where bolt failure could lead to an accident without full professional advice as to grade, thread form and suitable
diameter. If in doubt always use the Manufacturer's correct part for the relevant application.
BSW (British Standard Whitworth)
P = Pitch = 1/Number of threads per inch (tpi)
h = Angular Depth = 0.960491 x P
D = Depth of Rounding = 0.073917 x P
h/6 = Shortening = 0.160083 x P
d = Actual Depth = 0.640327 x P
r = Radius at the Crest & Root = 0.137329 x P
C = Core diameter = Major Diameter - 1.280654 x P
Effective or Pitch Diameter = Major Diameter - .640327 x P
BSW Whitworth
Major tpi Pitch Triangular Actual Rounding Shortening Radius Effective Tapping