61
| Date post: | 15-Jul-2015 |
| Category: |
Engineering |
| Upload: | nick-corso |
| View: | 293 times |
| Download: | 4 times |



Power Generation Refineries Aerospace
Food and Dairy ShipbuildingOffshore Oil and
Gas
Industries Served by TIP TIG

Traditional TIG.
• Lowest weld deposition.
• Lowest weld speeds
• High weld heat
• Distortion issues.
• Highest skill Level.
SMAW (STICK)
• Consumable issues.
• Low deposition rate.
• Fusion concerns.
• Slag inclusions.
• Porosity potential
• Start stop issues.
• Weld Fume issues
GAS Shielded FLUX.
• Consumable issues.
• Slag inclusions.
• Fusion concerns.
• High porosity.
• Spatter concerns.
• Wire Stick Out.
• Weld Fume Concerns.
• Process confusion.
Pulsed MIG.
• Lack of fusion.
• Poor weld tie-ins.
• Porosity concerns.
• Poor all position.
• Wire Stick Out
• Process and equipment
confusion.
All weld processes more than one Achiles Heel.
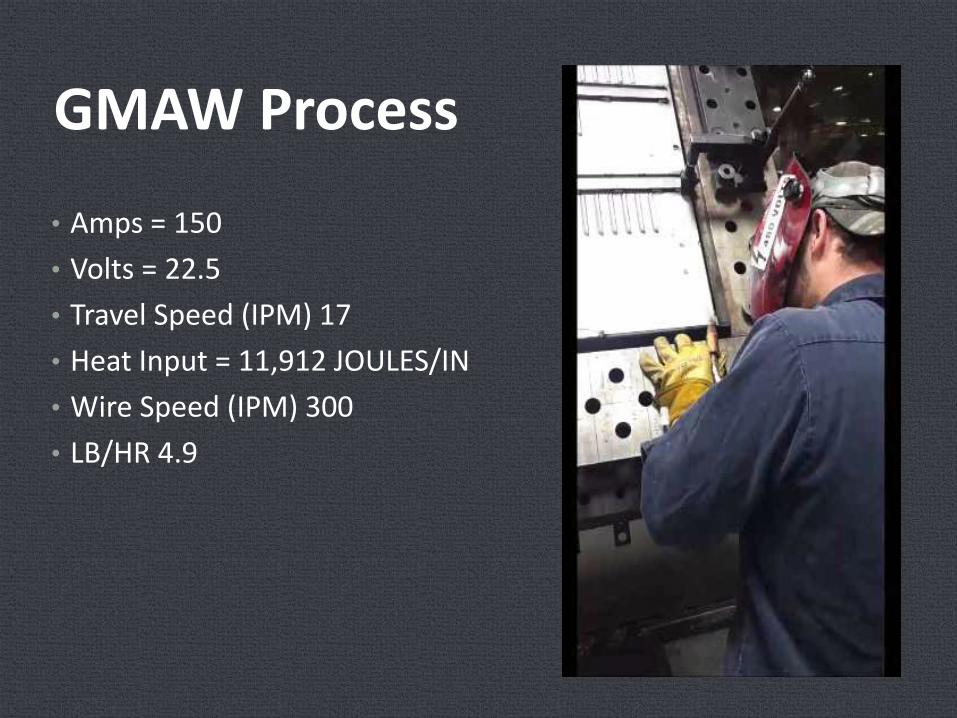
GMAW Process
• Amps = 150
• Volts = 22.5
• Travel Speed (IPM) 17
• Heat Input = 11,912 JOULES/IN
• Wire Speed (IPM) 300
• LB/HR 4.9

TIPTIG Process
• Amps = 180
• Volts = 11
• Travel speed (IPM) 17
• Heat Input = 6,988 JOULES/ IN
• Wire Speed (IPM) 135
• LB/HR 2.2

TIP TIG

What is TIP TIG?
TIP TIG is the EVOLUTION of Traditional TIG.
The World’s First Fully Functional “Semi-Automatic”
Manual HOTWIRE TIG Process.

Open Root OD Open Root ID
TIP TIG Process on the Root
TIP TIG Weld Dynamic

TIP TIG WON AN AWARD FOR THE BEST WELD INNOVATION AT THE 2008 ESSEN WELD SHOW.

What is the TIP TIG process?
The TIP TIG process is a Globally Patented dynamic TIG process.
The process combines our wire feed technology which creates a vibratory effect on the wire in addition to applying a hotwire current to the filler metal prior to entering the weld puddle.

• The vibratory effect is created by a linear forward/backward mechanical motion created by the custom wire feeder system
Vibratory Action

• The Hotwire current is created by a secondary power source within the Tip Tig unit.
Hotwire Action

Conventional GTAW power supply
No foot petal required
Standard MIG wire
100% Argon
How is the TIP TIG Process Operated
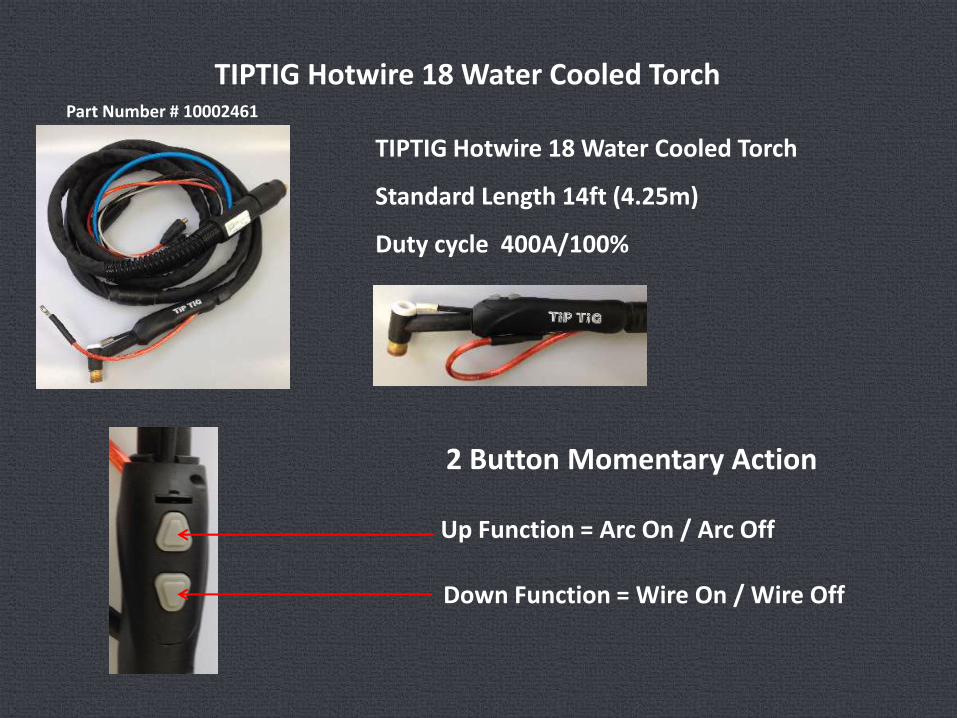
TIPTIG Hotwire 18 Water Cooled Torch
Standard Length 14ft (4.25m)
Duty cycle 400A/100%
Part Number # 10002461
TIPTIG Hotwire 18 Water Cooled Torch
2 Button Momentary Action
Up Function = Arc On / Arc Off
Down Function = Wire On / Wire Off

Standard TIP TIG Package

Selecting a Power Source to use with TIP TIG
The TIP TIG Process requires a conventional TIG Power Supply.
• TIP TIG 500DC (Recommended for TIP TIG Automation Applications)• Miller Maxstar 350 and Dynasty 350 (Recommended for Manual Applications)
Miller Maxstar / Dynasty 350
350 AMP
TIP TIG DC 500500 AMP

TIP TIG Portable SuitcaseFeeder Package

TIP TIG AUTOMATION
TIP TIG TRACTOR TIP TIG ORBITAL
All of our automation systems incorporate the use of our patented wire feed technology• Simple to use touch screen programmable interface• Arc Voltage Control (AVC) • Auto Electrode Adjustment (AEA) for setting the tungsten to work distance.

TIP TIG Automated Work Station with AVC

TIP TIG Robotic Solutions

Total Benefit from TIP TIG? Highest deposition rates for any TIG process available on the
market.
No Slag, No Inter pass cleaning = increased Arc on time and weld quality
Lowest possible heat input of any weld process resulting in lowest HAZ and significantly reduced distortion.
Increased corrosion property retention on all corrosion resistant alloys.
Highest quality with the best Metallurgical and Mechanical properties on all alloys.
Simple to Learn, Simple to Use, Simple to Teach.

Values of Heat Input with TIP TIG
Joules Heat Input Formula
(Voltage x Amperage x 60 / Travel Speed IPM)
Typical MIG Heat Input
25 x 250 x 60 / 16 = 23.437 Kj
Typical TIP TIG Heat Input
13 x 250 x 60 / 16 = 12.1875 Kj
Conventional TIG Heat Input
13 x 200 x 60 / 8 = 19.500 Kj
In Comparison to Regular TIG
• TIP TIG’s wire feed speeds and amperage are constant and stable, allowing for the greatest control of the weld process.
• Improved weld uniformity and repeatability
• Weld wire is consistently directed to the “sweet spot” of the arc in any position.
• Reduced skill level required for all position, all alloy welding.

TIP TIG 5G Pipe Root Weld .Total weld time for Root 5 min

TIP TIG Stainless Pipe Fill Pass.
Manual. Vert Up. 0.035 Wire.
Untouched weld on Stainless Steel Pipe.
Note tight, manual weave, stringers may also be welded. Examine the weld energy, side wall wetting, small HAZ, weld continuity and lack of oxide reaction.
On pipe, TIP TIG typically one to three hundred percent faster than regular TIG and expect manual welds that looks as good as orbital welds.

Thin guage I mm Duplex.
Automated TIP TIG weld,30 inch/min. Note small HAZ and weld uniformity quality with sluggish duplex.
TIP TIG Manual weld benefits 14 guage(0.080) 2 mm and thicker.
TIP TIG Automation, depending on fit down to 0.035 (1mm).

Inconel 625 on Carbon Steel
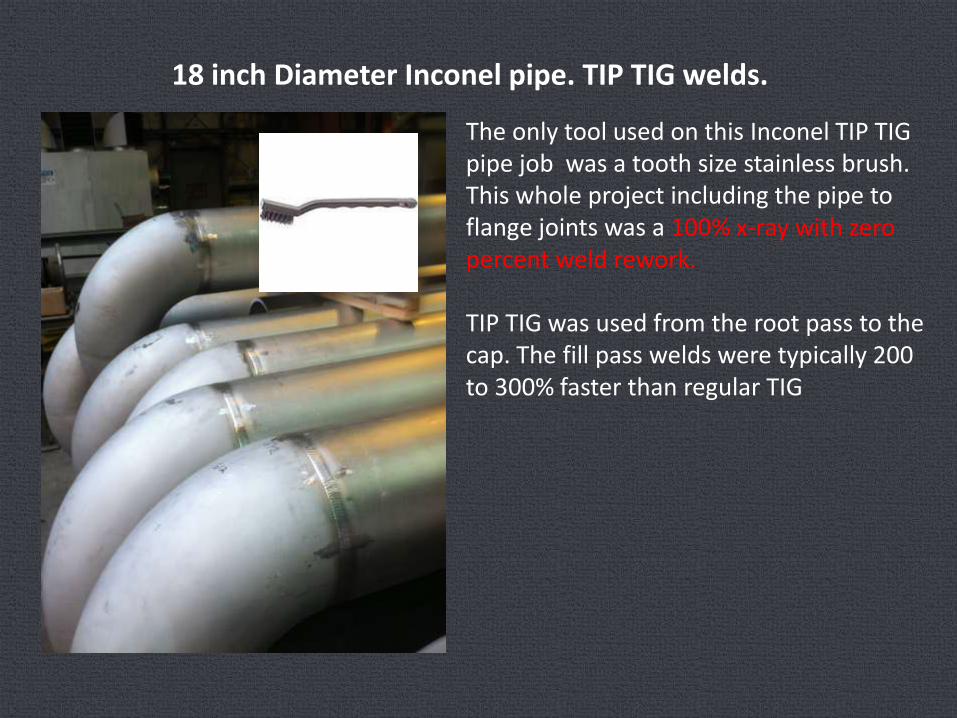
The only tool used on this Inconel TIP TIG pipe job was a tooth size stainless brush. This whole project including the pipe to flange joints was a 100% x-ray with zero percent weld rework.
TIP TIG was used from the root pass to the cap. The fill pass welds were typically 200 to 300% faster than regular TIG
18 inch Diameter Inconel pipe. TIP TIG welds.

TIP TIG Customers • Westinghouse
• Exxon Mobil
• GE
• Siemans
• Emerson
• Bechtel
• UA PipeFitters / NA
• WSI Aquilex
• Caterpillar / Solar Turbines
• AIP Aerospace
600 + machine sold throughout North America
• Spirit Aerospace
• AIP Aerospace
• Coast Composite
• Newport News Shipyard
• CM2H Hill
• Doyon Associated
• CNOOC
• JH Kelley Mechanical
• Kiewit Offshore
• Los Alamos National Laboratory
• Shaw AREVA MOX Services, LLC
UA Leads the Way with Advanced Welding Process
Over the past year, the UA has invested in equipment and specialized training classes to be on the leading edge of a newly developed welding process known as “Tip-Tig”. Tip-Tig is a semi-automatic hot wire gas tungsten arc welding process. For the first time since 1941, the standard manual GTAW welding process has taken a giant leap forward allowing our UA welders to perform at the highest of levels in this new Tig welding process. Using this new technology, UA members and our signatory contractors will have a significant advantage in the pipe welding industry. With the high quality of welding and up to 600% increase in production,this new process will allow the UA welder and contractor to be successful for manyyears to come.
The newly developed UA Tip-Tig Welder Training Course was first introduced at the 2011Instructor Training Program in Ann Arbor, Michigan. During the week of classes, the courseinstructors were pleased to talk and interact with approximately 600 visitors that showed up to see the new process. Among the visitors were General President William Hite, Assistant GeneralPresident Steve Kelly and UA local union members ranging from business managers to field personnel. Numerous industry representatives from organizations such as Bechtel, Pioneer Pipe and Duke Energy were extremely interested in the new welding system and its applications in large scale construction projects. Many of the visitors were able to receive some hands on training. At the end of the week we were able to show all the visitors a new process that will have great benefits for the United Association members and contractors. Since that time interest has grown considerably in the application of the new process. We recently received a mailing from Bechtel that included an excerpt from one of their technology bulletins that talked about the first job site use of the TIP-TIG welding process.
In southeastern Washington State, Bechtel National, Inc. is designing, constructing and commissioning the world’s largest radioactive waste treatment plant for the U.S. Department of Energy. When complete,the Hanford Tank Waste Treatment and Immobilization Plant will process and stabilize 56million gallons of radioactive and chemical waste currently stored at the Hanford Site. Althoughthe process was used by a subcontractor to Bechtel, it’s currently being evaluated for use onBechtel’s LNG projects around the world.

In southeastern Washington state, Bechtel National, Inc. is designing, constructing and commissioning the world’s largest radioactive waste treatment plant for the U.S. Department of Energy (DOE). When complete, the Hanford Tank Waste Treatment and Immobilization Plant (WTP) will process and stabilize 56 million gallons of radioactive and chemical waste currently stored at the Hanford Site.
Bechtel's subcontractor Intermech. Inc. is using the new TIP TIG process to weld it's 42 - 60 inch diameter stainless piping, both in their shop and in the field. The pipe is utilized as an HVAC duct in a nuclear air-duct application.
BCOI Welding and NDE Services have recognized the potential of the Tip Tig GTAW process and are evaluating the application of this process. Bechtel Welding and NDE Services will be working with the project to utilize available equipment in order to evaluate the processes potential and perform R&D. At this present time Bechtel has a number of projects which will require installation of large quantities of large bore stainless steel piping. Based on preliminary evolution the Tip Tig GTAW and equipment may add value by increasing productivity, maintaining or perhaps increasing the quality while reducing hexavalent chromium exposure to craft welders.

CNOOC - Chinese National Offshore Oil Company
The China National Offshore Oil Corporation, (CNOOC Ltd) is China's largest offshore oil and gas producer. During 2010, CNOOC successfully expanded its business to South America and the Middle East. In 2010, CNOOC revenue rose 74% while its net profit rose to $8.03 billion US dollars.
2011. CNOOC had weld concerns in China with the qualification of costly, manual and automated offshore, barge pipe welds. The welds were made on ID, Inconel clad sub sea pipe joints. The 5G pipe welds were made on a ship that fed pipe from an oil platform to land. This sub sea pipe line was approx. 20 miles in length.
For the ID, Inconel clad pipe welds, CNOOC engineers had tried regular TIG and the Pulsed MIG process. The engineers had access to the most costly, sophisticated global weld equipment available. The weld equipment and processes evaluated could not consistently attain the clad weld quality on the pipe ends. With the TIG clad welds there was excess heat issues and the 5 G TIG welds were simply too slow. The pulsed MIG process was incapable of meeting the 100% x-ray pipe welds and ID Inconel clad welds.
As zero weld rework was a requirement for this project and regular processes were incapable of meeting the weld quality - productivity goals, CNOOC turned to TIP TIG USA for the manual and automated weld solutions.
With two weeks of testing at the TIP TIG USA facility, TIP TIG proved it could consistently achieve the desired 100% X-Ray, zero percent manual - auto weld quality and production requirements for the 5G welds. CNOOC quickly placed an order to TIP TIG USA for it's manual- automated TIP TIG weld equipment. TIP TIG provided training, the weld procedures and the manual - automated equipment for this multi-million dollar project.

TIP TIG The Solution for All Material Types on Plate and Piping
Inconel 625
Carbon Steel
Stainless Steel
P91

TIP TIG Application Photos
Carbon Steel
Chrome Alloys
Stainless Steel
Duplex
Hastelloy
Inconel
Copper
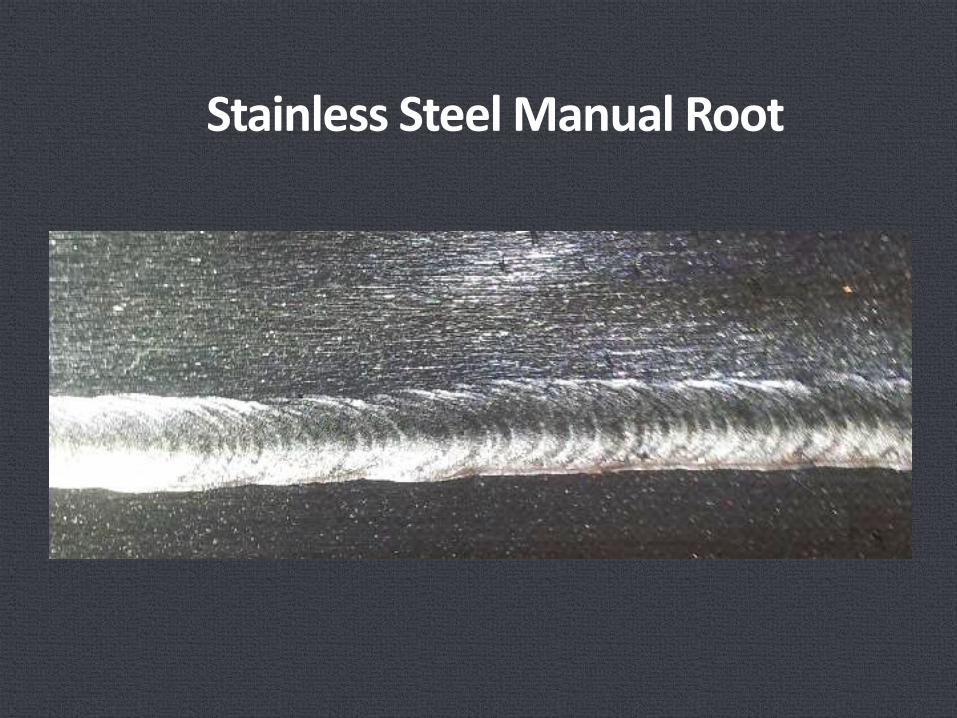
Stainless Steel Manual Root

Manual Fill Pass Carbon Steel

MANUAL CAP PASS

Hydraulic Cylinder GMAW
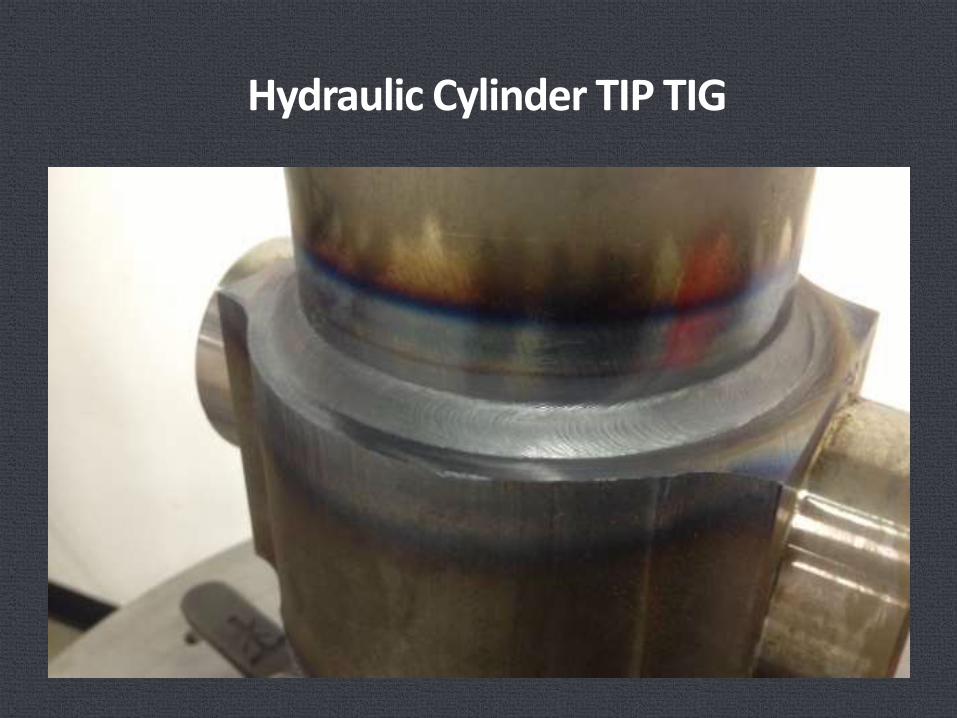
Hydraulic Cylinder TIP TIG

Carbon Steel Fillet Weld

SCH 160

SCH 160

12” SCH160 / 6”SCH 80 / 2” SCH 120

Stainless SCH 10 Root

Stainless Sch 10 Cap / Single Pass Weldment
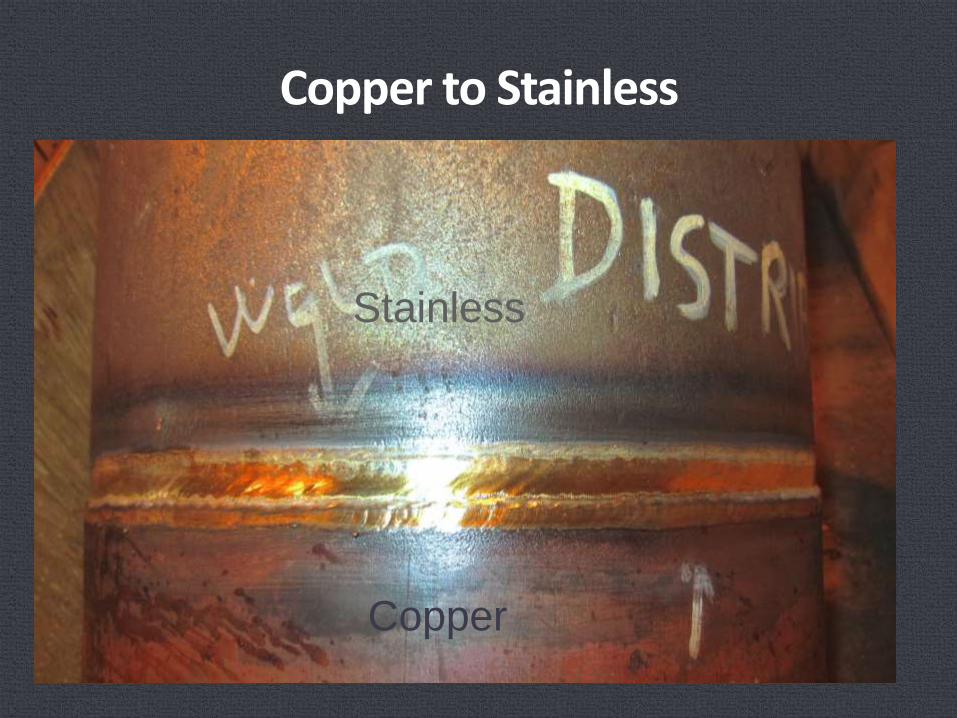
Copper to Stainless
Stainless
Copper

Hastelloy 276

Titanium / No Trailing Shield Used

Inconel 625 Internal Cladding
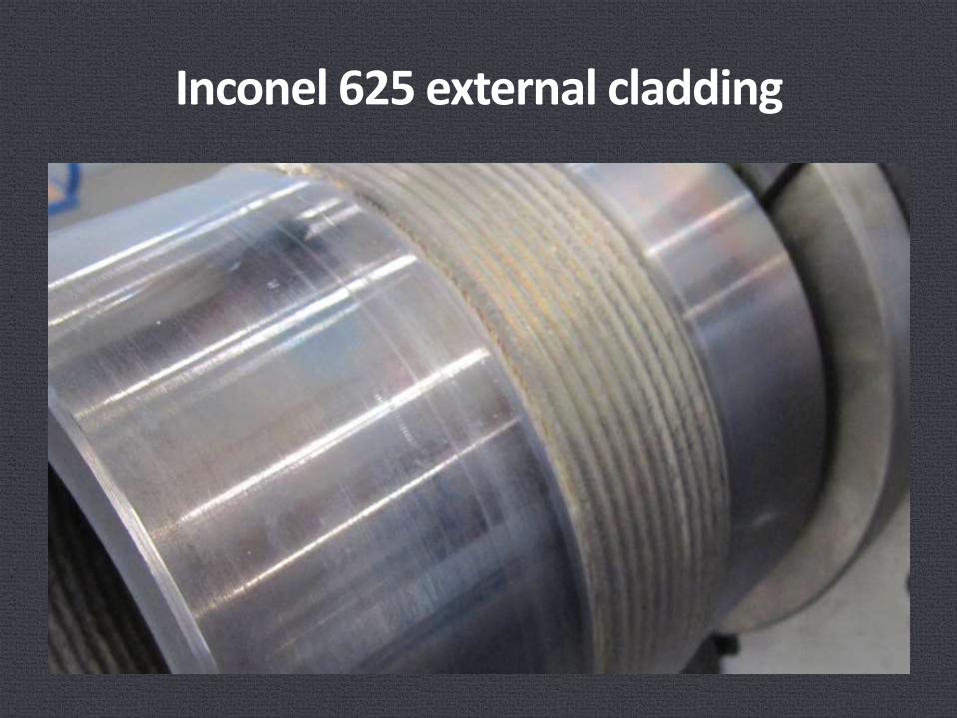
Inconel 625 external cladding

TIPTIG Inconel Cladding
Pulse MIG TIP TIG

Inco 625 CRA Lined Manual Pipe Fill Pass

Inco 625

Inco 625 CRA Piping Alaska

Inco 625 root pass

Duplex Stainless

WELDING PROCEDURE QUALIFICATION:
Question: If a manufacturer or contractor has a WPS that was qualified by manually welding the test coupon and using filler, is it necessary to requalify the WPS when using semi-automatic welding such as TIP TIG?
Reply: When you qualify the WPS, you are demonstrating the properties of the weld, and the weld does not know if it was made with filler metal added by hand or with filler metal added by a machine, so the properties of the weld are unaffected by the method by which the filler metal is added.
Following Section IX rules, Table QW-256 identifies QW-410.25 (which addresses the type of welding: manual, semiautomatic, machine and automatic welding) as a “nonessential” variable for GTAW. When a variable is “nonessential,” that does not mean that you can ignore it; “nonessential” means that the variable has to be addressed in the WPS --but it does not have to be qualified. That means that when you want to start using TIP TIG, you have to revise the WPS to allow semi-automatic welding, but you do not have to requalify the WPS.
Since semi-automatic welding requires the use of a wire feeder, the wire size and the wire feed speed rate (ipm) must also be specified in the WPS.

WELDER QUALIFICATION:Question: Is a welder who is qualified to use the GTAW process while adding filler metal by hand also qualified to welding using semi-automatic GTAW?
Reply: Yes. Table QW-356 provides the qualification variables for welders using the GTAW process. Note the following:
1) The title of QW-356 is “Essential Variables for Manual and Semi-automatic Gas Tungsten-Arc Welding (GTAW)” and
2) There is no other variable in that table regarding the type (see above) of welding.
Using TiP TiG is not the same as adding filler metal by hand. Welders should practice using the equipment until they can make welds that exhibit full penetration on roots and good fusion between passes. While requalification using TiP TiG is not a requirement, welding a test coupon and doing some bend tests to verify welder skill is recommended.
THE BOTTOM LINE: When you switch over TiP TiG, you do not have to requalify your WPS or welder to use TiP TiG; however, your WPS needs to be modified to allow the use of semi-automatic welding and to specify the correct wire size and filler metal feed speed, and the welder should receive some training with TiP TiG before being turned loose.

Thank you!Please visit us on our website at
www.TIPTIGUSA.comAlso visit us on
YouTube, Facebook and Twitter

















