CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net Top Five Causes of Storage Tank Failures. Are you checking your tanks properly? Every storage tank on every site has the potential to fail. They can fail gradually, they can fail with moderate or light impact, or they can fail catastrophically. Any tank failure has the ability to endanger employee’s health or lives, create significant environmental damage and have a large financial impact from loss of product and interruption of business. Regulations require frequent inspection of storage tanks by owners or operators as well as periodic inspections through approved tank evaluation methods by a licensed inspector. Both types of inspections are meant to monitor the tanks for indicators of potential failure to avoid any of those occurrences from becoming a reality. Knowing what to look for is a critical factor in this process; the licensed inspectors know, do you? Number 1: Corrosion Corrosion is the most obvious and well known cause of tank failures and discharges. The surface of the tank may show signs of corrosion, including large areas of overall rusting as well as concentrated areas that can be much smaller but even more significant. The concentrated areas can indicate piing of the tank and create a high risk for tank failure. It is critical to evaluate the entire tank area, not just concentrate on large areas of corrosion when checking tanks. Tank booms can also be subject to deterioration. This type of corrosion may not always be visible during an inspection because of the design of the tank or the location. Many storage tanks are constructed on-ground and the tank bases are in contact with the environment, allowing for corrosion to occur at a much higher rate than the rest of the tank. Depending on the contents of the tank, water may also accumulate at the base of the tank from condensation and other factors. Not addressing this type of accumulation can increase the rate of corrosion as well. STORAGE STORIES Origin of the tank failure? One of the first documented storage tank failures goes all the way back to January of 1915, where a molasses tank catastrophically failed in Boston Massa- chuses. The tank was estimated to be about 2.5 million gallons and was filled to capacity. In the space of seconds, the entire con- tents of the 90 foot diameter, 50 foot tall cast iron tank emptied into Commercial Street. The initial wave of molasses ranged from 8 to 15 feet tall and was estimated to move down the street at 35 mph. The pressure exerted was estimated at 2 tons per square foot, enough to break girders of the elevated railway struc- ture and knock a train off the tracks. Environmental Services Co.
Transcript
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
Top Five Causes of Storage Tank Failures. Are you checking your tanks properly?
Every storage tank on every site has the potential to fail. They can fail gradually, they can fail with moderate or light impact, or they can fail catastrophically. Any tank failure has the ability to endanger employee’s health or lives, create significant environmental damage and have a large financial impact from loss of product and interruption of business. Regulations require frequent inspection of storage tanks by owners or operators as well as periodic inspections through approved tank evaluation methods by a licensed inspector. Both types of inspections are meant to monitor the tanks for indicators of potential failure to avoid any of those occurrences from becoming a reality. Knowing what to look for is a critical factor in this process; the licensed inspectors know, do you?
Number 1: Corrosion
Corrosion is the most obvious and well known cause of tank failures and discharges. The surface of the tank may show signs of corrosion, including large areas of overall rusting as well as concentrated areas that can be much smaller but even more significant. The concentrated areas can indicate pitting of the tank and create a high risk for tank failure. It is critical to evaluate the entire tank area, not just concentrate on large areas of corrosion when checking tanks.
Tank bottoms can also be subject to deterioration. This type of corrosion may not always be visible during an inspection because of the design of the tank or the location. Many storage tanks are constructed on-ground and the tank bases are in contact with the environment, allowing for corrosion to occur at a much higher rate than the rest of the tank. Depending on the contents of the tank, water may also accumulate at the base of the tank from condensation and other factors. Not addressing this type of accumulation can increase the rate of corrosion as well.
STORAGE STORIESOrigin of the tank failure?One of the first documented storage tank failures goes all the way back to January of 1915, where a molasses tank catastrophically failed in Boston Massa-chusetts. The tank was estimated to be about 2.5 million gallons and was filled to capacity.
In the space of seconds, the entire con-tents of the 90 foot diameter, 50 foot tall cast iron tank emptied into Commercial Street.
The initial wave of molasses ranged from 8 to 15 feet tall and was estimated to move down the street at 35 mph. The pressure exerted was estimated at 2 tons per square foot, enough to break girders of the elevated railway struc-ture and knock a train off the tracks.
Environmental Services Co.
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
Options to control corrosion of tanks exist and are required as part of design and installation procedures. Some types of corrosion control are:
Dielectric Coatings – which are sealants or coatings that electrically isolate the tank from the environment.
Cathodic Protection – is a technique to control the corrosion of a metal surface by making it the cathode of an electrochemical cell. The simplest method of Cathodic Protection is connecting the metal to be protected with another more easily corroded metal to act as the anode. There are two types of Cathodic Protection:
• Sacrificial anode.• Impressed Current.
Sacrificial anodes can be attached to a coated steel tank for corrosion protection. Sacrificial anodes are pieces of metal more electrically active than the steel tank. As a result of this, the corrosive current will exit them instead of the tank. Thus, the tank is protected while the attached anode corrodes, or is sacrificed. Depleted anodes must be replaced for continued protection.
Impressed current systems convert alternating current to direct current. This current is sent through insulated wires to the anodes, which are specific types of metal bars buried in the soil near the tank. The current then flows to the tank system and returns to a rectifier through an insulated wire attached to the tank. The tank system is protected because the current going to it overcomes the corrosion-causing current normally flowing away from it.
Author Stephen Puleo described the event as follows:
“Molasses, waist deep, covered the street and swirled and bubbled about the wreckage. Here and there struggled a form — whether it was animal or human being was impossible to tell. Only an upheaval, a thrashing about in the sticky mass, showed where any life was... Horses died like so many flies on sticky fly-paper. The more they struggled, the deeper in the mess they were ensnared. Human beings — men and women — suffered likewise.”
Overfilling and poor construction were blamed for the spill, but consider-ing that the tank did not collapse, but exploded, it was later surmised that the expansion of the molasses as a result of fermentation within the tank, produced carbon monoxide which contributed to the increase in internal pressure. Exte-rior temperature increases of 2 degrees during the previous day also could have assisted in building this pressure.
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
ASTs are subject to periodic integrity testing per state and federal guidelines. Visual inspections can only detect some cracks, leaks, or holes and are required more frequently than formal inspections and integrity testing.
Some typically accepted methods for integrity testing are the following:
• X-ray or radiographic analysis which is one way to measure wall thickness and can detect cracks and fractures in metal.
• Ultrasonic Thickness Testing (UTT) measures shell metal thickness. Readings are compared to prior tests to determine deterioration rates of the metal and subsequent inspection frequencies.
• Hydrostatic testing can show leaks caused by large pressures in the vessel.
• Magnetic flux eddy current testing along with ultrasonic analysis can also detect pitting not normally visible.
H.M.S. Samarang
How long has Cathodic Protection been around?
Cathodic protection is not a recent discovery. CP was first described by Sir Humphry Davy in London in 1824. The first application of cathodic protec-tion was to the HMS Samarang, also in 1824. Sacrificial anodes made from iron were attached to the copper sheath of the hull below the waterline and dramatically reduced the corrosion rate of the copper.
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
Number 2: Operational Errors
Of the most preventable causes for tank failures, human errors are the most common. Most spills are caused by operator error, poor operation practices and inadequate maintenance. A study by the United States Environmental Protection Agency (USEPA) investigated the common sources of failure and found that a significant factor in tank farm accidents is human error. The study discovered that the number of accidents at long-term storage facilities had remained relatively constant. Of the 312 accidents at tank farms examined, operator error accounted for 22% or 69 accidents. It was also reported that human error accounted for 100% of accidents that resulted in fatalities, 88% of the accidents involving stock loss and 87% of all property damage. The root cause of the errors made was attributed to overfilling or over-pressurization of the tanks.
Other common operator errors are:
• Valves left open.
• Poor transfer procedures.
• Lack of product monitoring.
• Potential problems not recognized.
• Poor maintenance practices.
You can reduce operational errors through:
1. Proper training of personnel. Make certain all personnel have been instructed and rehearsed in the following spill prevention and countermeasure plans, procedures such as:
a. No tanks or compartments to be filled without prior checking of reserves.
b. No pump operations unless attended continuously.
c. Instruction has been held on spill prevention, containment and retrieval methods; including conducting a “test run.”
d. Instructions and phone numbers are posted publicly at the office regarding the report of a spill to the EPA and state environmental department.
e. Each tank is equipped with a direct read gauge.
The cost of corrosion in the United States.
There are over 8.5 million tanks in the United States, both regulated and un-regulated. NACE, The National Associ-ation of Corrosion Engineers estimates that the cost of corrosion is:
4.5 Million for ASTs2.5 Million for USTs
7.0 Million Dollars Annually.
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
2. Awareness of the critical nature of spill prevention.a. Educate employees on the effects of the product to the local
environment through a discharge to storm drains and streams: i. Show worse case scenarios for improperly handling
discharges.ii. Compare response timelines for handling spills with
immediate response scenarios versus negative impact from delayed response scenarios.
b. Explain the nature of the product with respect to spills.i. For example, oil is thick and adheres to everything it
touches right down to:1. A grain of sand2. Every rock3. Every piece of driftwood4. Every microscopic habitat
c. Toxicity of stored products to humans, plants and animals. For example, petroleum products contain mixtures of compounds hazard to organic health:i. Benzenes, which are known cancer causing agents.ii. Hydrocarbons, which are linked to problems ranging from
headaches to respiratory distress.
3. Proper and continuous supervision of procedures.a. Ensure that workers know and follow all procedures.
b. Ensure the workers know the company’s SPCC plan through training and proper documentation of that training.
c. Ensure that ALL employees attend procedural training courses on a regular schedule as required by your SPCC plan.
d. Spot check procedures and records to verify compliance and record all findings.
How big a role does human error play in accidents?
It is now accepted as a standard that up to 80% of all incidents are due to human error. Percentages of all failures at-tributed to human error in the same or similar industries:
• Maritime Vessels: 80-85%• Chemical Industry: 80-90%• Nuclear Power Plants: 70%• Road Transportation: 85%• Manufacturing: 85%
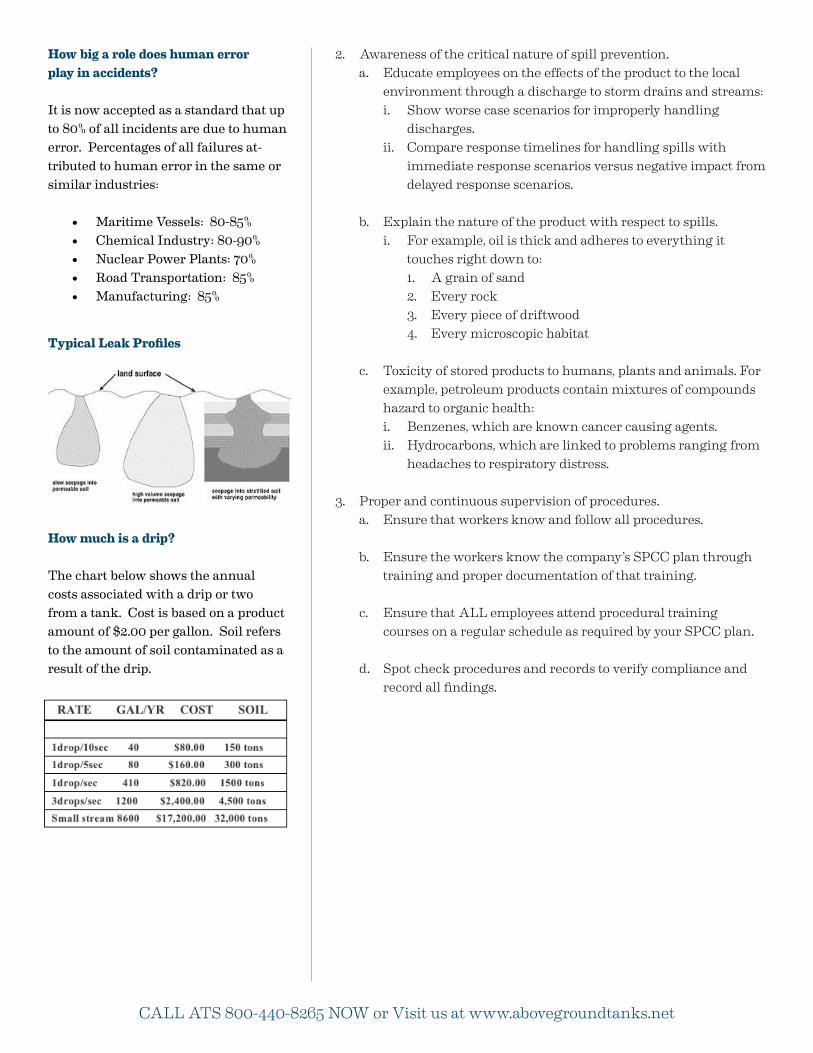
How much is a drip?
The chart below shows the annual costs associated with a drip or two from a tank. Cost is based on a product amount of $2.00 per gallon. Soil refers to the amount of soil contaminated as a result of the drip.
Typical Leak Profiles
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
Number 3: Poorly designed or inappropriately installed tanks
Tank design must be specific to the product being stored. There are requirements for different types of products, including petroleum, acids, and flammable materials. Filling a tank with a material that it was not designed for can cause unintended discharges or worse yet, explosions. This is a lot more common than one would imagine and can easily occur when sites or companies are purchased and the tanks retrofitted for other materials.
Something as seemingly minor as a vent size can cause catastrophic failure when a material with high vapor pressure is introduced into a tank that was originally designed for low vapor pressure liquids. Tanks have historically failed at the shell-to-bottom seam. Steel tanks built prior to 1950 generally did not take into consideration frangible joint details in addition to proper relief venting that is required by current standards.
ASTs for use in the petro-chemical industry are specifically designed to fail along the shell-to-roof seam or frangible joint when an explosion occurs in the tank. This prevents the tank from propelling upward or splitting along the side.
Other design or installation issues that are commonly found are:
• Atmospheric storage tanks that do not meet API-650 or other applicable code(s) and contain flammable liquids or liquids that may produce combustible vapor.
• Steel tanks whose base is in direct contact with ground and exposed to moisture.
• Tanks with weakened or defective welds. • Tanks storing mixtures that contain water and flammables
where the water phase is at the tank bottom and may contribute to internal bottom corrosion.
• Tanks containing combustible vapor that are not equipped with flame arrestors or vapor control devices.
• Possible ignition sources near tanks containing combustible vapor.
All of these observations seem like common sense, however in the last ten years alone there have been numerous tank explosions as a result of ignition sources close to tanks.
During a welding operation in Pennsylvania, workers repairing a service stairway caused vapor ignition of a nearby tank. The over-pressurization of the gases within the tank caused bottom seam failure resulting in an immediate release of the tanks contents and igniting an adjacent second tank.
Where is the largest tank farm in the world?
The world’s largest tank farm is located in Cushing, Oklahoma. The tank farm can hold as much as 46.3 million bar-rels of oil. That amount of oil could make enough gas to fill the tanks of half of the vehicles on the road in the United States.
Useless information:The word “tank” originally meant “artificial lake” and came from India, perhaps via Portuguese tanque. It may have some connection with:
• Some Indian language words similar to “tak” or “tank” and meaning “reservoir for water”. In Sanskrit a holding pond or reservoir is called a tadaka. Gujarati talao means “man-made lake”. These uses of the word were incorporated into the English language.
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
Welds are another critical factor in tank integrity. It is not uncommon for welds to have less than100% penetration. For example in 2008, a one million-gallon storage tank containing fertilizer solution experienced a catastrophic structural failure. The tank was 99% full and contained approximately 990,000 gallons of solution. It is estimated that 882,000 gallons of the product entered the Ohio River. Investigation showed that a faulty weld caused the problem.
Inspections and testing are the only way to verify the integrity of welds, both on new tanks and on existing tanks. Per API653, the inspections should address and determine:
a) The minimum thicknessb) The minimum weld size
In addition, API has established API Recommended Practice 577, Welding Inspection and Metallurgy. Several types of testing exist for examining welds:
• Alternating Current Field Measurement (ACFM) • Vacuum box testing • Magnetic Particle Test
Venting is another area of concern to be alert to with respect to tank design and potential failure. Many tanks are designed with vents to regulate the internal pressure. If they become blocked for any reason, excessive pressures can develop within the tank and result in catastrophic failure. Something as simple as failing to remove intentionally blanked vents after internal inspections are complete can cause failure. It is also critical to check vent sizes when a different product is introduced into the tank.
Other causes of blockages in vents are:
• Sludge buildup• Accumulation of condensation • Ice• Nests from birds or other animals• Rust or corrosion• Lack of maintenance
Failure from increased internal pressure is not the only result of a blocked vent. A substantial drop in internal pressure below the exterior pressure can result from a tank being emptied with a blocked vent, ultimately resulting in a collapse or implosion of the tank.
How much oil are we consuming globally?
As of August 26, 2010 world oil con-sumption was over 18,375,000,000 barrels. That is equal to approximately 771,750,000,000 gallons.
In gallons, that is an imposing40,000 gallons per second.
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
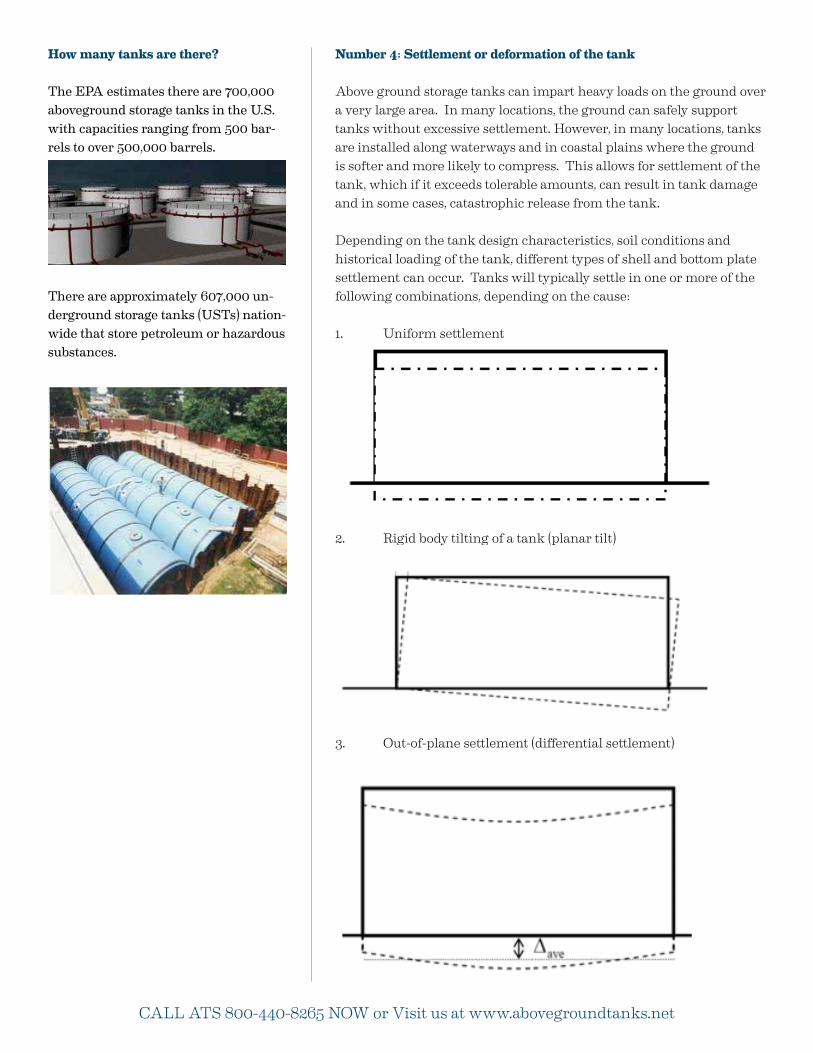
Number 4: Settlement or deformation of the tank
Above ground storage tanks can impart heavy loads on the ground over a very large area. In many locations, the ground can safely support tanks without excessive settlement. However, in many locations, tanks are installed along waterways and in coastal plains where the ground is softer and more likely to compress. This allows for settlement of the tank, which if it exceeds tolerable amounts, can result in tank damage and in some cases, catastrophic release from the tank.
Depending on the tank design characteristics, soil conditions and historical loading of the tank, different types of shell and bottom plate settlement can occur. Tanks will typically settle in one or more of the following combinations, depending on the cause:
The EPA estimates there are 700,000 aboveground storage tanks in the U.S. with capacities ranging from 500 bar-rels to over 500,000 barrels.
There are approximately 607,000 un-derground storage tanks (USTs) nation-wide that store petroleum or hazardous substances.
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
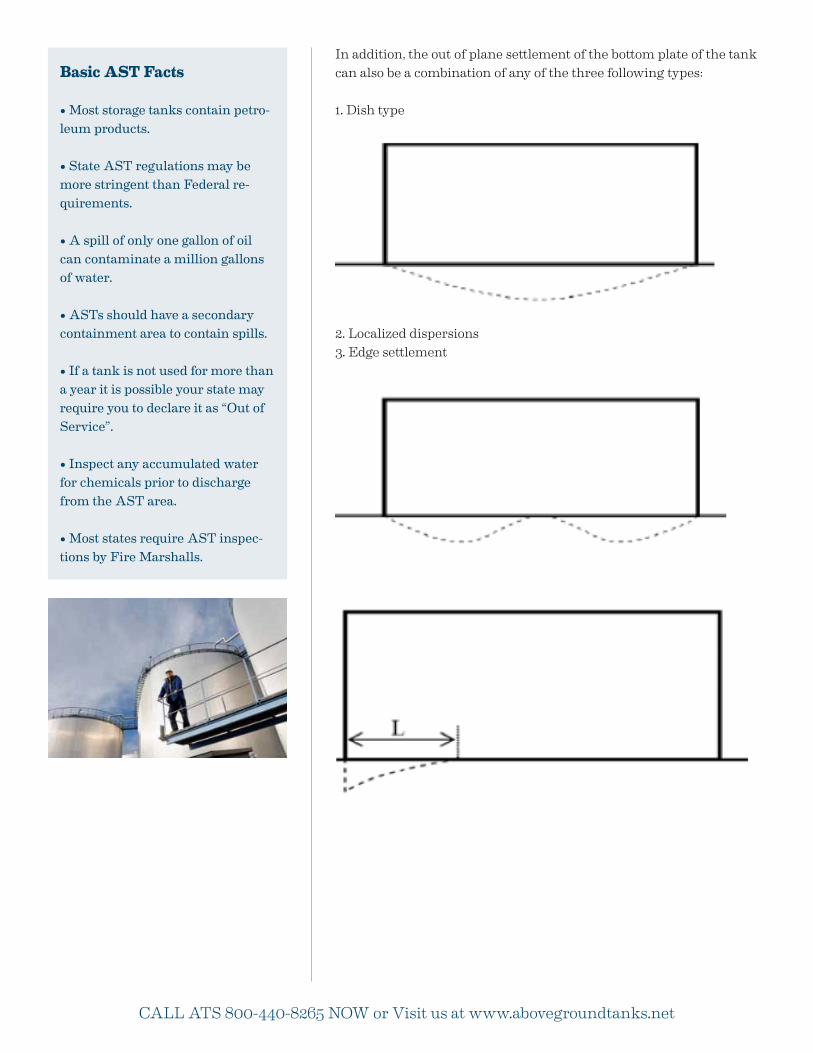
In addition, the out of plane settlement of the bottom plate of the tank can also be a combination of any of the three following types:
1. Dish type
2. Localized dispersions3. Edge settlement
Basic AST Facts • Most storage tanks contain petro-leum products.
• State AST regulations may be more stringent than Federal re-quirements.
• A spill of only one gallon of oil can contaminate a million gallons of water.
• ASTs should have a secondary containment area to contain spills.
• If a tank is not used for more than a year it is possible your state may require you to declare it as “Out of Service”.
• Inspect any accumulated water for chemicals prior to discharge from the AST area.
• Most states require AST inspec-tions by Fire Marshalls.
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
There is some inherent structural flexibility in all tanks, and a large tank is more likely to settle into a non-planar mode. Furthermore, while uniform settlements are not generally a threat to the tank’s structural integrity, the problems that can occur as a result of this type of settlement are pipeline alignment and drainage related. Rigid body tilting (planar tilt) and out of plane tilt can create the risk and much more complicated problem of over filling and jamming of floating roofs because of resulting ovality of the tank shell. Out of plane settlement can also cause catastrophic tank failures. They are typically localized and usually randomly distributed deformations that will create stresses and radial distortions. If a tank settles beyond allowable limits, these stresses can cause rupturing and complete discharge of the tank.
The API 653 Appendix B standard provides recommendations on allowable limits for the following forms of differential settlement:
Tank shell differential settlement: variation in the elevation of the base of the shell.
Edge settlement: deformation of the floor bottom plate near the shell-to-bottom corner junction due to sharp settlement of the tank shell around the periphery.
Bottom Settlement Near Tank Shell: localized deformation of the floor near to the shell but not against it.
Localized Bottom Settlement Remote from the Tank Shell: depressions or bulges that occur in a random manner, remote from the shell.
Incident at Buncefield oil depot On Sunday, December 11, 2005, a filling gauge on tank 912 at the Buncefield Oil Depot in Hertfordshire, UK, got struck by lightning. The safety system, which should have automatically stopped the flow of unleaded gasoline into the tank, failed. Approximately 300 tons of gasoline poured over the tank sides and began to fill the containment dike. Eventually, the vapor cloud above the gasoline flowed over the dike and spread out through the facility and beyond its perimeter. At 6:01 a.m. there was an explosion. It appeared to have been centered in the car parking lot to the west of the facility. This and the subsequent explosions were the largest explosions in the UK since the end of WW II. The smoke cloud was so large it could be seen from space.
It took five days for the last fire to be finally extinguished. A total of 23 storage tanks had been involved in the fire and the majority of the terminal was destroyed. British government investigations and recommendations documented significant effects from the incident and they concluded that:
• Forty-three people were injured with no fatalities.
• Homes and businesses as far as five miles away were damaged or destroyed.
• There was a temporary evacuation of over 2,000 people.
• Fuel delivery to Heathrow Airport was impacted.
• Economic cost from the incident was esti-mated at 894 million British pounds.
• Criminal proceedings were commenced against five defendants, relating to the causes of the fires and the environmental impact.
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
Number 5: Natural events
Natural events play a substantial role in tank failures around the world. Everything from lightening strikes, to earthquakes, to hurricanes and the associated flooding can damage or cause catastrophic failure of above ground storage tanks.
There have been numerous storage facilities around the world damaged by earthquakes including the USA, Chile, and Japan. One of the incidents in Japan resulted in the loss of containment of several tanks due to damage sustained during the earthquake. The ensuing inferno continued to burn for 13 days. Investigation discovered areas of concern, including that of floating roofs becoming dislodged and jamming, with the resulting fire being attributed to sparks from the damaged roof being shaken so violently during the hurricane.
It is estimated that lightning accounts for 61% of all accidents in storage activities, where natural events are identified as the root cause of the incidents. In North America, it is reported that 16 out of 20 accidents involving petroleum product storage tanks were a result of lightning strikes. A review of fires in the petroleum industry claim there have been 150 tank fires in a 52-year period as a result of lightning.
Some of the more recent incidents include:
• Brisbane, Australia where a floating roof crude tank was struck by lightning.
• Nigeria, where 180,000 bbls were lost when fire fighters failed to gain control of a rim fire caused by a lightning strike.
• In Poland, a 10,000m³ tank was destroyed as a result of being struck by lightning, this was compounded by the failure of the semi-fixed fire fighting system.
• Also in Kansas, five tanks were destroyed in one incident after fire spread from a tank which had been struck by lightning.
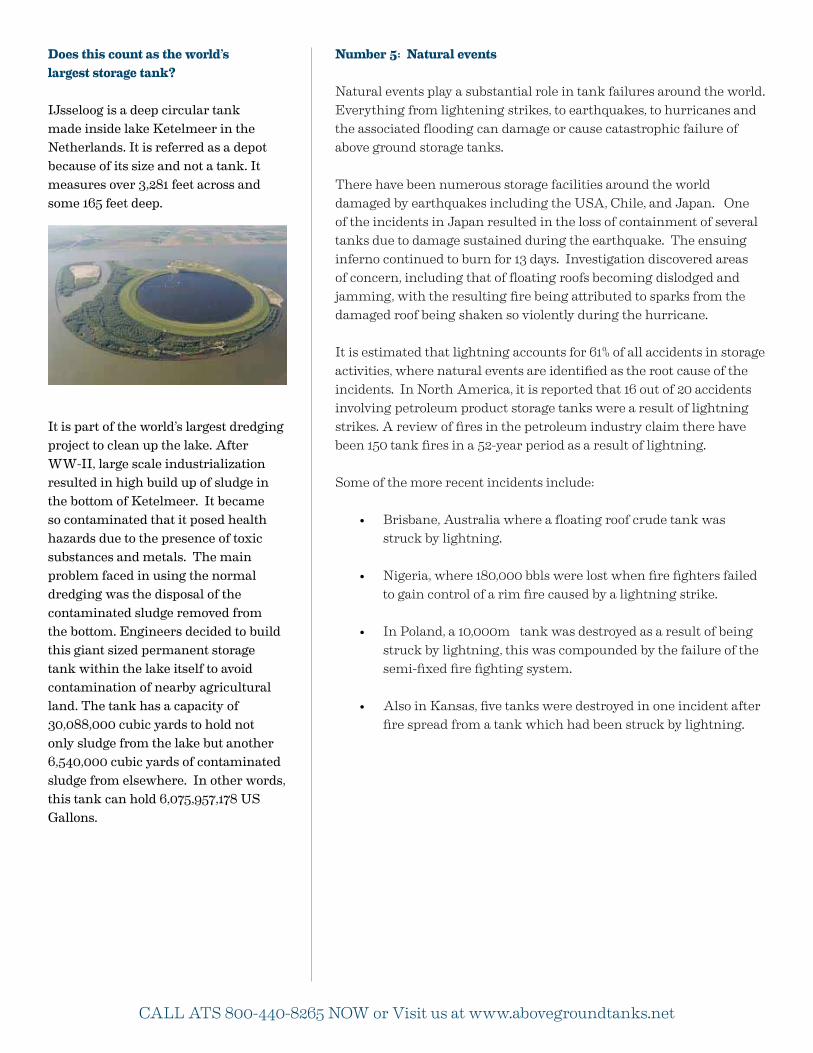
Does this count as the world’s largest storage tank?
IJsseloog is a deep circular tank made inside lake Ketelmeer in the Netherlands. It is referred as a depot because of its size and not a tank. It measures over 3,281 feet across and some 165 feet deep.
It is part of the world’s largest dredging project to clean up the lake. After WW-II, large scale industrialization resulted in high build up of sludge in the bottom of Ketelmeer. It became so contaminated that it posed health hazards due to the presence of toxic substances and metals. The main problem faced in using the normal dredging was the disposal of the contaminated sludge removed from the bottom. Engineers decided to build this giant sized permanent storage tank within the lake itself to avoid contamination of nearby agricultural land. The tank has a capacity of 30,088,000 cubic yards to hold not only sludge from the lake but another 6,540,000 cubic yards of contaminated sludge from elsewhere. In other words, this tank can hold 6,075,957,178 US Gallons.
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
Different tank designs are susceptible to different types of damage from natural occurrences. For example, rim-seal fires are the most common type of fire for floating-roof tanks, especially external floating-roof tanks.
It is estimated that 95% of rim seal fires are the result of lightning strikes and 0.16% of all tanks with rim seals will experience a rim-seal fire in any given year.
In addition to the loss of capitol and the environmental impact, tank releases and failures as a result of natural causes can result in substantial fines and claims to tank operators. For example as reported by Cicero in 2006, the damage sustained in the outlying areas of New Orleans, where in the wake of Hurricane Katrina several storage facilities experienced losses of containment. The most significant was attributed to Murphy Oil in Meraux. The environmental damage sustained due to losses from that one site, led to fines of $50,000,000 being imposed on the operator (Murphy Oil Corporation 2006/ MSN News 2006). Murphy Oil has since agreed to settle all additional claims at a recorded cost of $330,000,000.
It is practically impossible to account for every type of natural disaster. Improvements over the years have created a vast reduction in the loss of life, of product and of environment as a result of natural causes. The American Petroleum Institute and the British Standards Institute publish standards for the design and construction of large above ground storage tanks. The Steel Tank Institute is associated with shop fabricated tanks. Standards exist for risk reduction as result of natural causes, including sections on
• fire suppression systems• vapor recovery • lightning protection
Nature’s Role
Lightning
Floods
Hurricane
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
You may not be able to account for every possible failure, but knowing they can occur can make all the difference. Proper training of personnel must include knowledge about safety protocols and emergency response training. Operating personnel who are alert to and knowledgeable about risks associated with all operations will help to minimize losses.
Ensure your personnel are educated and aware by providing:
1 Response traininga. Response procedures:
i. In the event of a spill:1. Isolate the area to protect people.2. Identify the source of the spill.3. Note the material and amount spilled.4. Identify potential hazards.5. Protect storm drains, sewers, floor drains or any other
point of access to the environment.6. Clean up incidental spills.7. Know where spill kits are located.8. Call for help.9. Post contacts and phone numbers.
b. Spill response suppliesi. Maintain all supplies such as:
1. Spill kits2. Sorbent booms or socks3. Absorption pads4. Spill mats to protect drains5. Protective wear
a. Glovesb. Gogglesc. Suits
6. Caution Tape/Cones7. Tools and drums
c. Safety Protocols: i. Cordon off area immediately.ii. Protect yourself and others as the highest priority.iii. Use personal protection equipment.iv. Follow hazardous waste disposal procedures for all clean
ups.
ATS Global Experience Our international division has pro-vided testing technology, inspection protocols and training to 17 differ-ent countries including Surinam, South Africa, Nigeria, Mexico, Qatar, and Australia. Over the past 3 years alone our company has provided: • tightness testing for 32,000 underground storage tanks for en-vironmental risk,• Stage II CARB testing proce-dures at over 4,500 facilities. • developed an innovative approach to testing & repairing secondary tank containment sys-tems at over 800 service stations & industrial sites. • inspected 320 above ground tanks in accordance with STI SP001 protocols & API 653 includ-ing tightness testing, ultrasonic testing, magnetic particle floor scanning & piping inspections.
ATS Equipment
In addition to our MESA 2D tank testing equipment, ATS Environ-mental now offers leak testing which has ability to test any size above ground tank or underground storage tank. In addition, this test-ing can pinpoint liquid level leaks in pipelines and tanks, which is a distinct advantage over traditional helium test methods.
CALL ATS 800-440-8265 NOW or Visit us at www.abovegroundtanks.net
How do I prevent my tank from failing?
Routine inspections and maintenance are the two most important factors in preventing oil spills and leaks at AST facilities. It is really this simple:
1. Frequent inspection of equipment is paramount in preventing failures.
a. Weekly, Monthly, and Annual inspections performed and recorded.
b. State requirements can be more stringent than EPA SPCC requirements and require 72 hour or weekly logs of visually and electronic equipment inspections.
c. Tank integrity testing.d. Interior inspections based on tank design including:
ultrasonic thickness testing of base (based on established corrosion rate or 20 year maximum).
e. Exterior inspections based on tank design including: piping, utt testing, valves, meters, gauges, containment. (API 5 year max).
f. Both above ground and underground storage tanks require regular integrity testing in addition to the visual and UTT testing listed above.
2. Maintenance of structural integrity and functiona. Checking valves for operation and drips.b. Checking supports and structure for corrosion and cracks.c. Testing alarms and gauges for function.d. Lubricating moving parts, motors, and ancillary
equipment.e. Checking for tank settlement or foundation washout.f. Ground straps secure and in good condition.
ATS Executive Management Christopher M. Tiso, President is a graduate of New York University and a graduate of Georgetown University Law School- J.D. with an environmental law concentration. In 1992, Christopher started the company which primarily serviced the residential market.
Charles Tiso, Vice President is a Graduate of New York University B.S. (Electrical Engineering). Charles has 25+ years in testing equipment and quality assurance for the NASA space program and numerous military projects. In this capacity Charles was Responsible for testing and evaluation programs for the Apollo Space Project, Space Shuttle Program and several military aircraft and submarine projects. Charles has 15 years experience in environmental testing and risk assessment and has led various seminars about developing technology in the underground storage tank testing field. Charles is responsible for technology and new business development.
Gary Harris, Executive Division Director has 15 years experience with industrial organization. Gary has applied this knowledge and is responsible for streamlining the company’s business processes and assuring that the company’s operational team is lean and motivated. Gary is also responsible for managing each department head in his division.
Michael A. Pepe III, Director, joined our team in 2007. Michael has 7 years managing repairs projects and compliance testing for major petroleum companies. Mike also has 15 years experience in performing functionality and compliance testing of gas station systems including tank, lines, leak detectors, Stage II Testing and helium pinpoint testing. Mike supervises all aspects of his division at the company, including quality control, sales and project management.
ATS is always available to answer any questions you have about your above ground
storage tank and always willing to share with you any information we have.