HAL Id: pastel-01003516 https://pastel.archives-ouvertes.fr/pastel-01003516 Submitted on 10 Jun 2014 HAL is a multi-disciplinary open access archive for the deposit and dissemination of sci- entific research documents, whether they are pub- lished or not. The documents may come from teaching and research institutions in France or abroad, or from public or private research centers. L’archive ouverte pluridisciplinaire HAL, est destinée au dépôt et à la diffusion de documents scientifiques de niveau recherche, publiés ou non, émanant des établissements d’enseignement et de recherche français ou étrangers, des laboratoires publics ou privés. Étude et modélisation des conditions d’échanges dans les colonnes de distillation diabatiques : étude de la distribution de fluides Joelle Rizk To cite this version: Joelle Rizk. Étude et modélisation des conditions d’échanges dans les colonnes de distillation diaba- tiques : étude de la distribution de fluides. Génie des procédés. École Nationale Supérieure des Mines de Paris, 2010. Français. NNT : 2010ENMP0064. pastel-01003516
Transcript
HAL Id: pastel-01003516https://pastel.archives-ouvertes.fr/pastel-01003516
Submitted on 10 Jun 2014
HAL is a multi-disciplinary open accessarchive for the deposit and dissemination of sci-entific research documents, whether they are pub-lished or not. The documents may come fromteaching and research institutions in France orabroad, or from public or private research centers.
L’archive ouverte pluridisciplinaire HAL, estdestinée au dépôt et à la diffusion de documentsscientifiques de niveau recherche, publiés ou non,émanant des établissements d’enseignement et derecherche français ou étrangers, des laboratoirespublics ou privés.
Étude et modélisation des conditions d’échanges dans lescolonnes de distillation diabatiques : étude de la
distribution de fluidesJoelle Rizk
To cite this version:Joelle Rizk. Étude et modélisation des conditions d’échanges dans les colonnes de distillation diaba-tiques : étude de la distribution de fluides. Génie des procédés. École Nationale Supérieure des Minesde Paris, 2010. Français. �NNT : 2010ENMP0064�. �pastel-01003516�
Etude et modélisation des conditions d’échanges dans les colonnes de
distillation diabatiques – Etude de la distribution des fluides
CONFIDENTIELLE
Doctorat ParisTech
T H È S E
pour obtenir le grade de docteur délivré par
l’École Nationale Supérieure des Mines de Paris
Spécialité “Energétique”
Directeur de thèse : Denis CLODIC
Co-encadrement de la thèse : Maroun NEMER
Jury
M. Pierre NEVEU, Professeur, Université de Perpignan Rapporteur et président
M. Michel Feidt, Professeur, LEMTA Rapporteur
M. Guillaume MOUGIN, Docteur, AIR LIQUIDE, CRCD Examinateur
M. Maroun NEMER, Docteur, Mines ParisTech Examinateur
M. Denis CLODIC, Directeur de recherche, Mines ParisTech Examinateur
Ecole doctorale n° 432 : Sciences des Métiers de l’Ingénieur
T
H
E
S
E
REMERCIEMENTS
« Des millions de gens ont vu tomber une pomme, Newton est le seul qui se soit demandé pourquoi. »
Bernard Baruch
En préambule à ce mémoire, je souhaite adresser mes remerciements les plus sincères aux personnes qui m'ont apporté leur aide et qui ont contribué à l'élaboration de ce mémoire ainsi qu’à la réussite des travaux effectués durant ces trois années. Je tiens à remercier d’abord Mr. Denis CLODIC, mon directeur de thèse et responsable du Centre Energétique et Procédés, pour son encadrement et ses conseils tout le long de la thèse. Je remercie Mr. Maroun NEMER, mon maître de thèse, pour la supervision et le suivi continu des travaux effectués durant cette thèse. Je remercie également les rapporteurs, Mr. Pierre NEVEU et Mr. Michel FEIDT, pour le temps qu’ils ont accordé à la relecture et l’évaluation de mes travaux et Mr. Guillaume MOUGIN pour avoir examiné mon mémoire. Je tiens à remercier Mme Anne-Marie Bonnet, responsable administrative du Centre Energétique et Procédés, pour sa présence, ses conseils et sa relecture attentive du manuscrit. Je remercie également Guillaume GERMAIN et Olivier CALMELS pour leur aide durant la réalisation des essais expérimentaux. Je remercie aussi mes amis et mes collègues pour leur support moral et leur amitié. Enfin, je remercie mes parents, mes sœurs et mon frère, pour leur amour et leur support affectif continuel durant mon parcours.
Sommaire
SOMMAIRE
NOMENCLATURE I
INTRODUCTION GENERALE 1
CHAPITRE 1 : CONTRIBUTION A L’ANALYSE EXERGETIQUE DES COLONNES DE
DISTILLATION DE L’AIR 3
Introduction 3
1. Etude exergétique théorique d’une colonne de distillation adiabatique simple 5
1.1. Méthode simplifiée pour le dimensionnement des colonnes 6
1.1.1. Méthode de Ponchon-Savarit 6
1.1.2. Méthode de MacCabe et Thiele 7
1.2. Application de l’analyse exergétique à la colonne de distillation adiabatique simple 8
1.2.1. Exergie d’un système fluide en écoulement 8
1.2.2. Exergie thermique 8
1.2.3. Exergie chimique d’un mélange de gaz parfaits 8
1.2.4. Séparation idéale d’un mélange gazeux 9
1.3. Paramètres de performance exergétique dans la colonne 10
1.3.1. Irréversibilités internes dans la colonne adiabatique 10
1.3.2. Bilans exergétiques dans une colonne adiabatique 10
1.3.3. Efficacité du processus de distillation dans la colonne 11
1.4. Résultats des calculs exergétiques d’une colonne mono-injection 11
1.4.1. Profil de température dans la colonne de séparation de l’air 12
1.4.2. Paramètres minimisant les pertes exergétiques dans la colonne étudiée 12
1.5. Conclusions 13
2. Description des colonnes de distillation étudiées et de la méthode d’optimisation des pertes exergétiques
14
3. A real column design exergy optimization of a cryogenic air separation unit 16
Introduction 16
3.1. Simple adiabatic column 17
3.1.1. Simulation of a simple adiabatic column 18
3.1.2. Exergy analysis of a simple adiabatic column 23
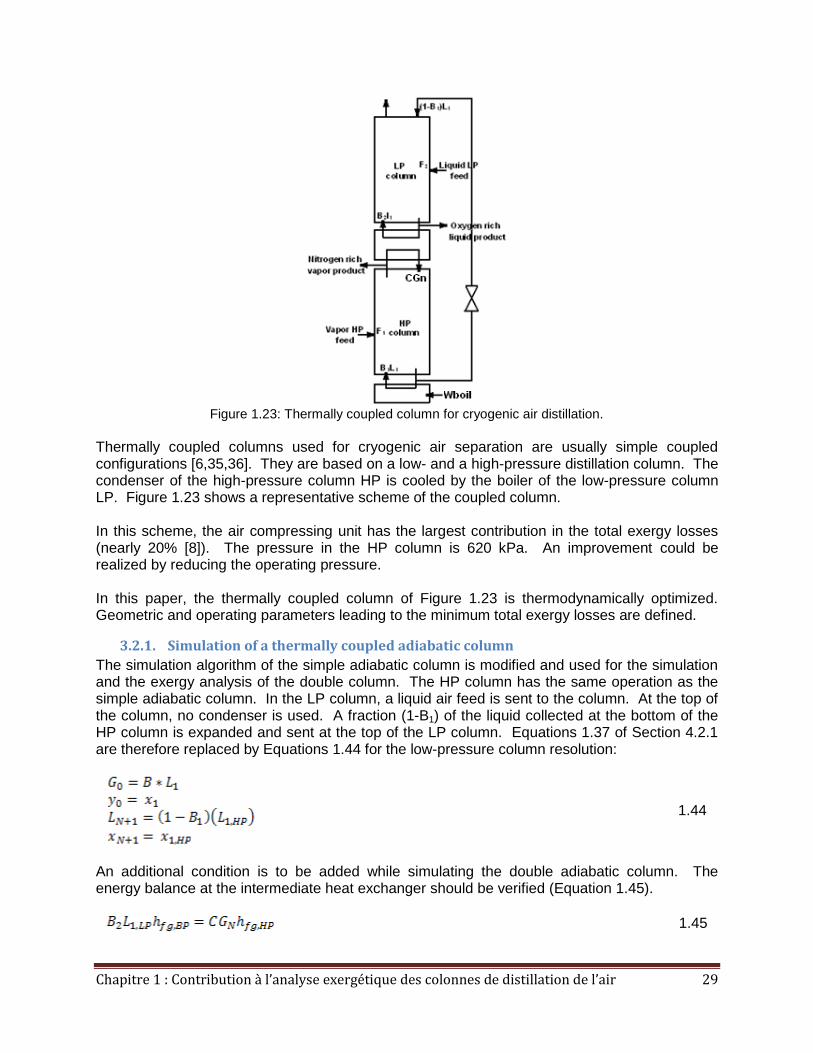
3.2. Thermally coupled distillation column 28
3.2.1. Simulation of a thermally coupled adiabatic column 29
3.2.2. Exergy analysis of thermally coupled columns 30
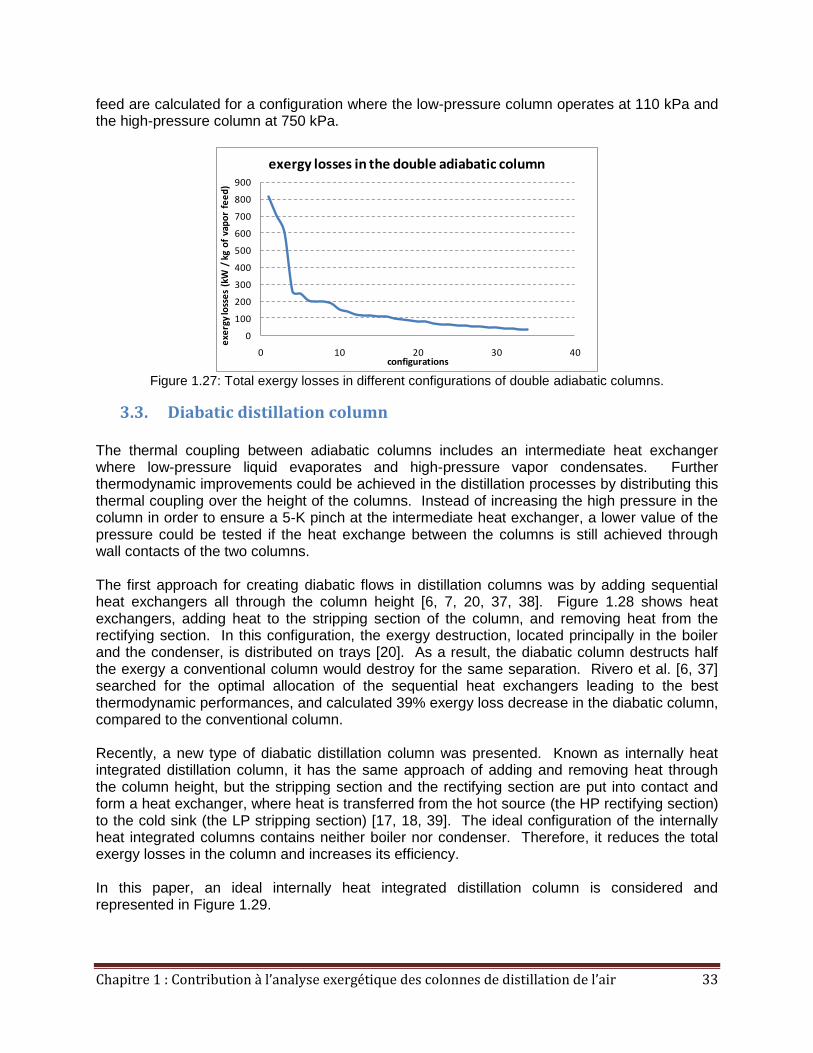
3.3. Diabatic distillation column 33
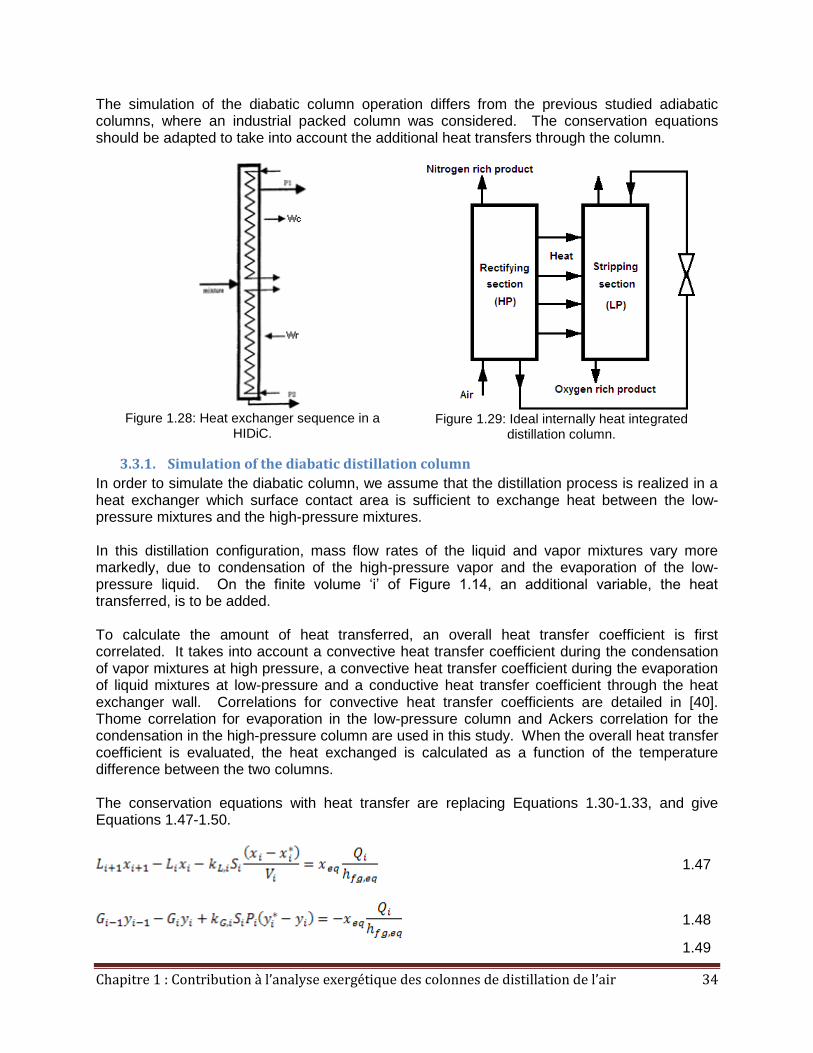
3.3.1. Simulation of the diabatic distillation column 34
3.3.2. Exergy analysis of the diabatic column 35
Sommaire
3.4. Comparison of the three types of cryogenic distillation columns 37
Concluding remarks 38
Conclusions et perspectives 38
REFERENCES 39
CHAPITRE 2 : CONCEPTION D’UNE COLONNE DE DISTILLATION A ECHANGES DE
CHALEUR INTEGRES 43
Introduction 43
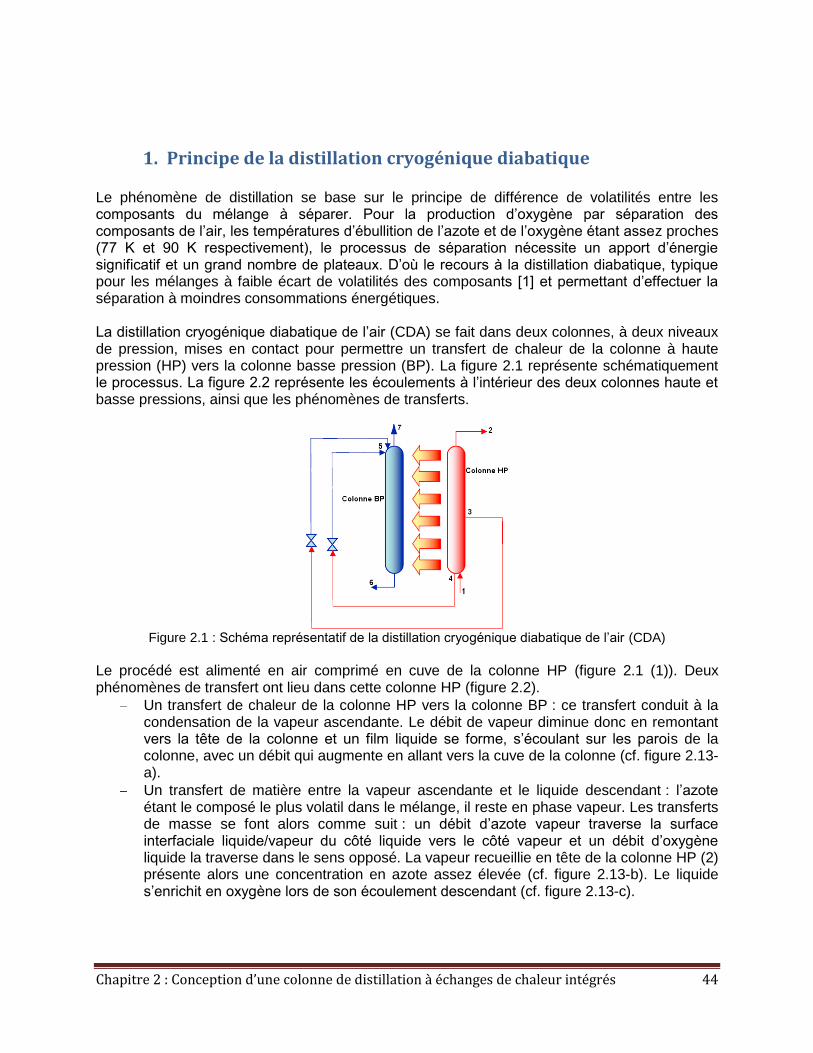
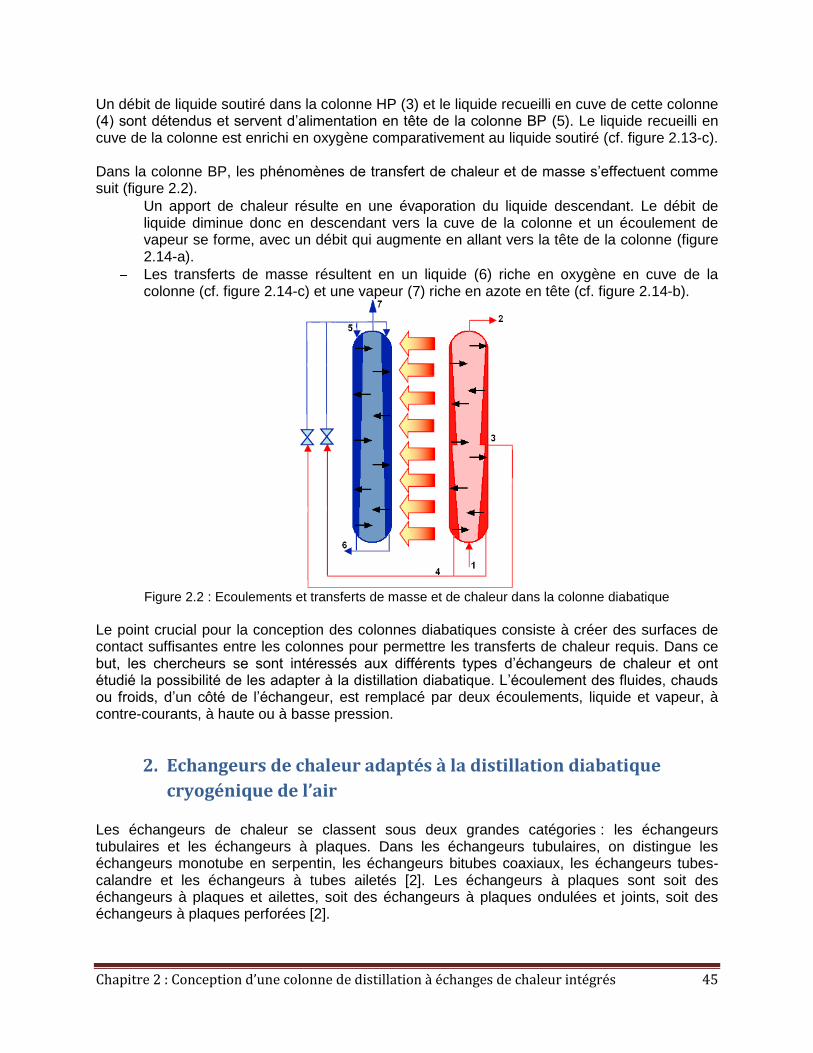
1. Principe de la distillation cryogénique diabatique 44
2. Echangeurs de chaleur adaptés à la distillation diabatique cryogénique de l’air 45
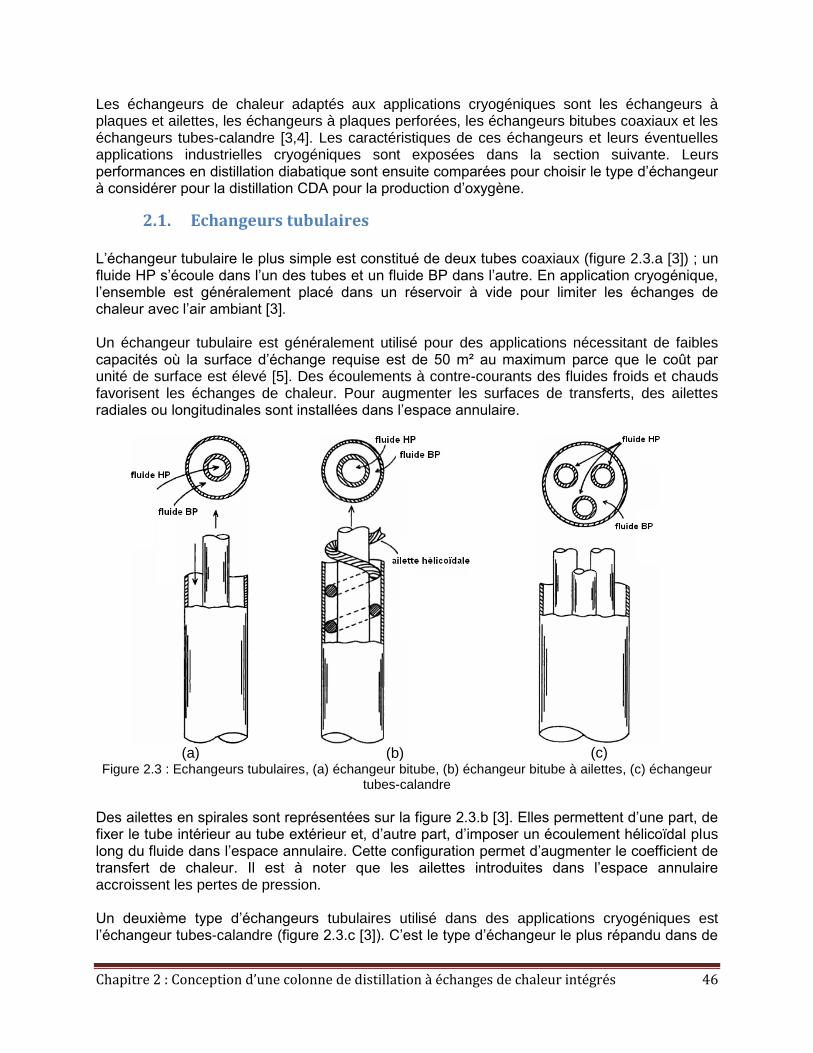
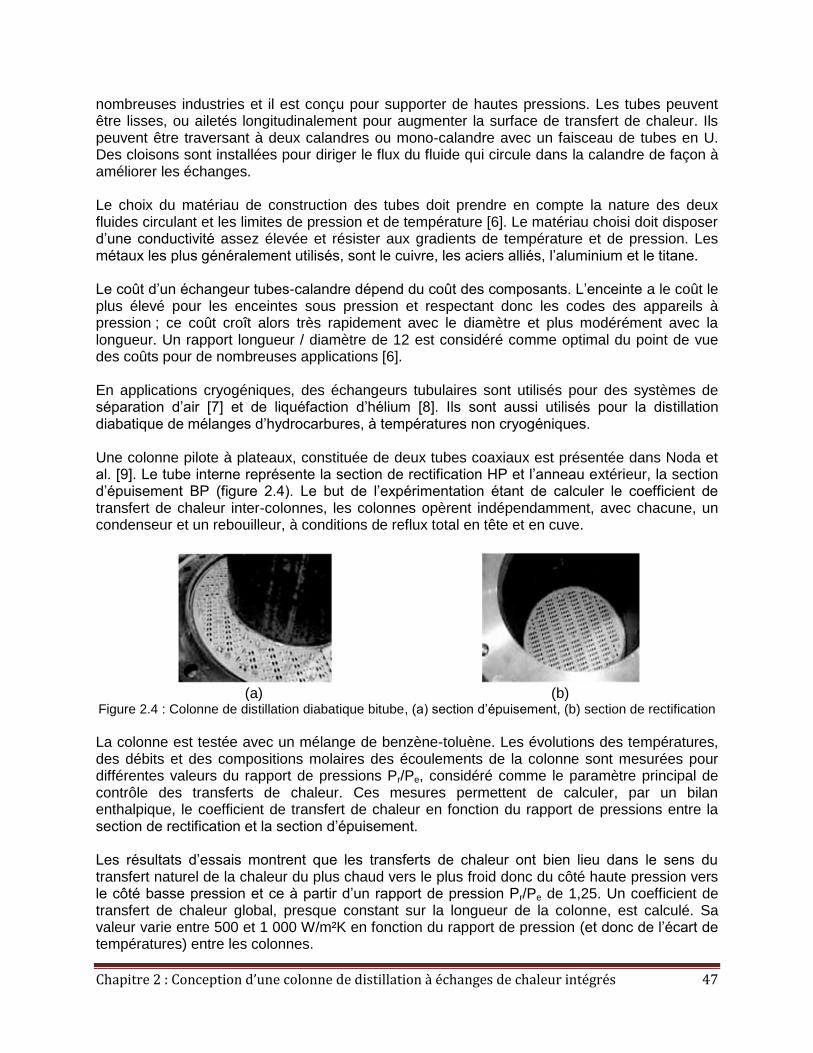
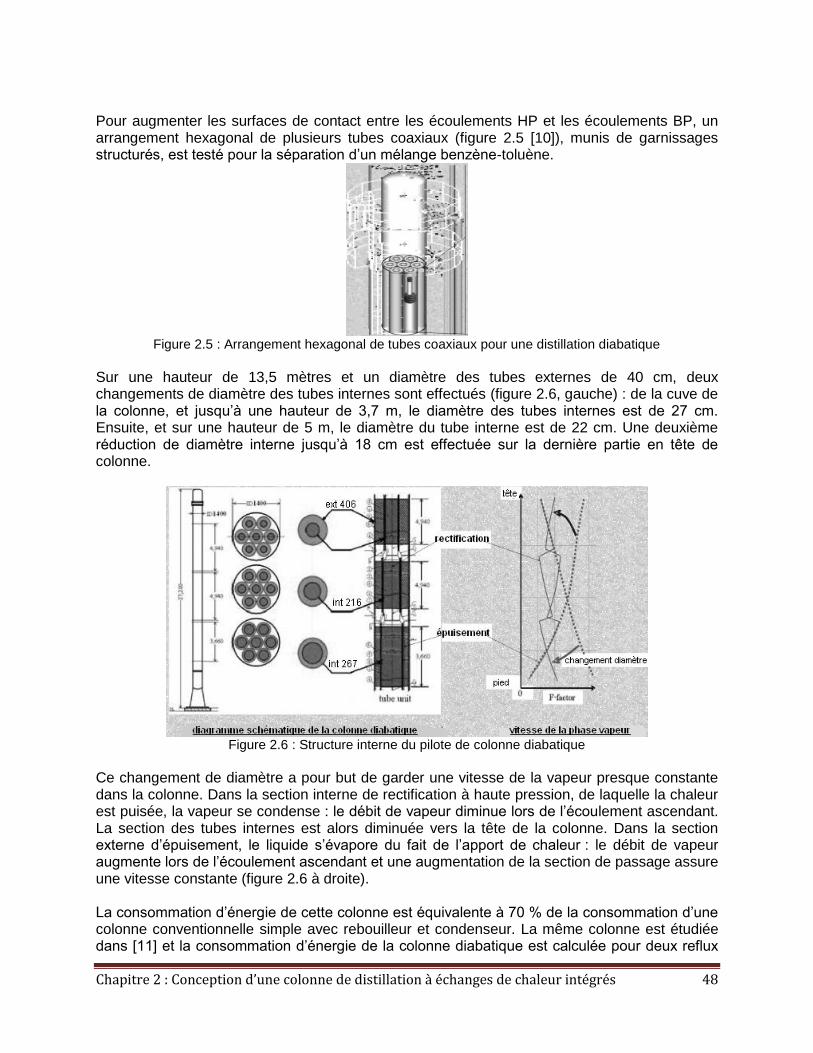
2.1. Echangeurs tubulaires 46
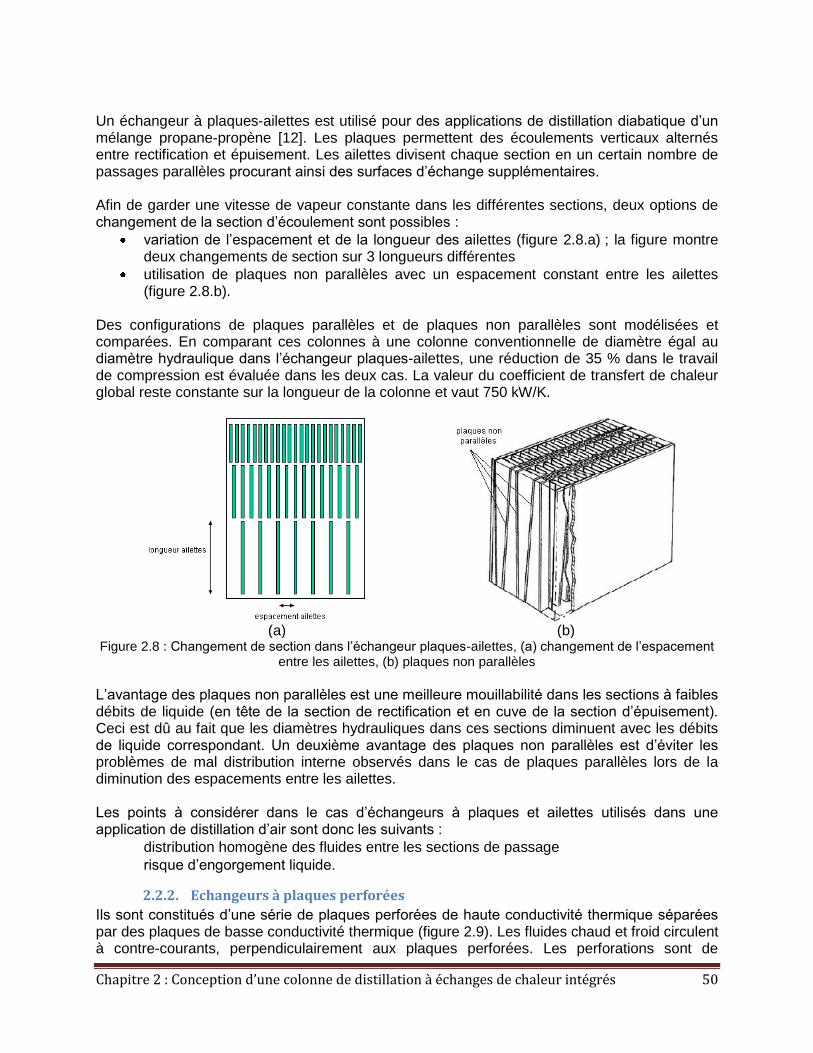
2.2. Echangeurs à plaques 49
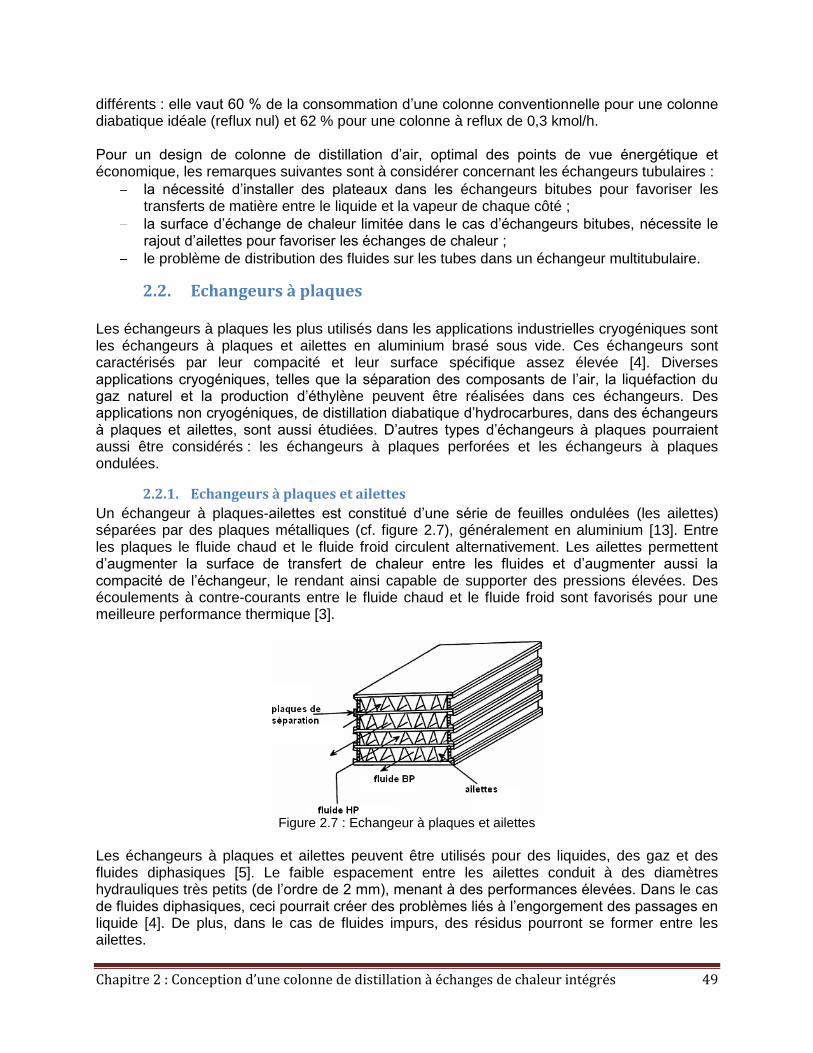
2.2.1. Echangeurs à plaques et ailettes 49
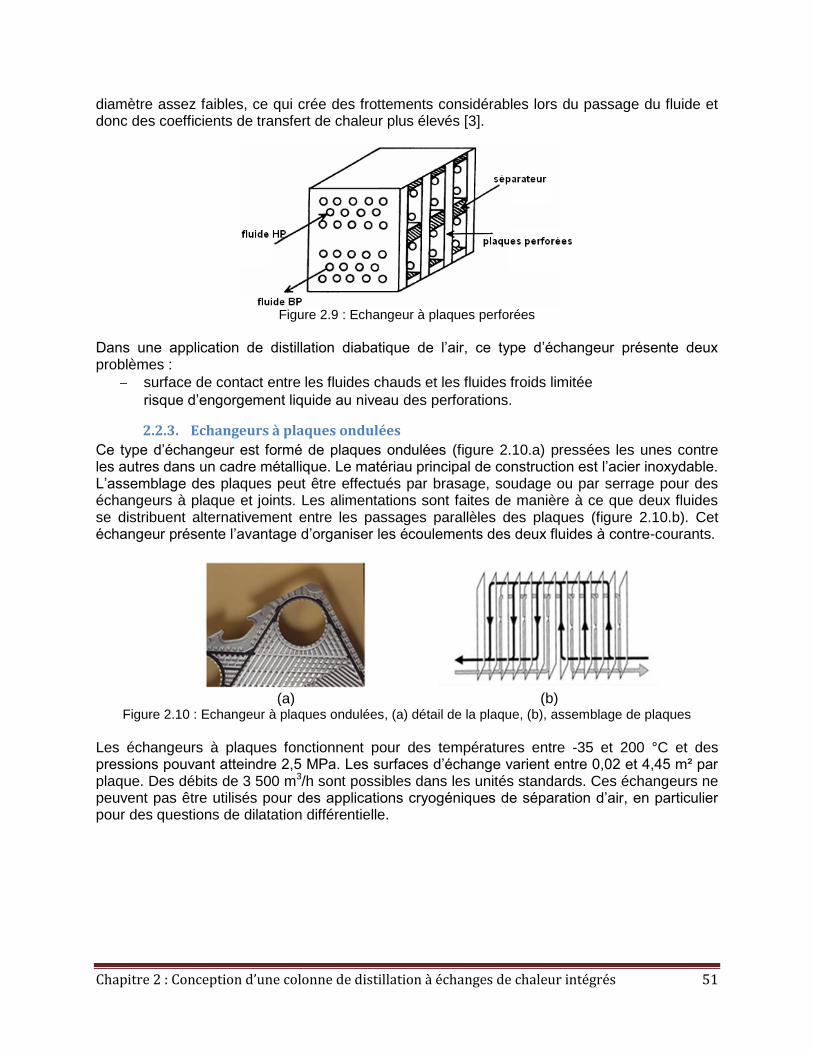
2.2.2. Echangeurs à plaques perforées 50
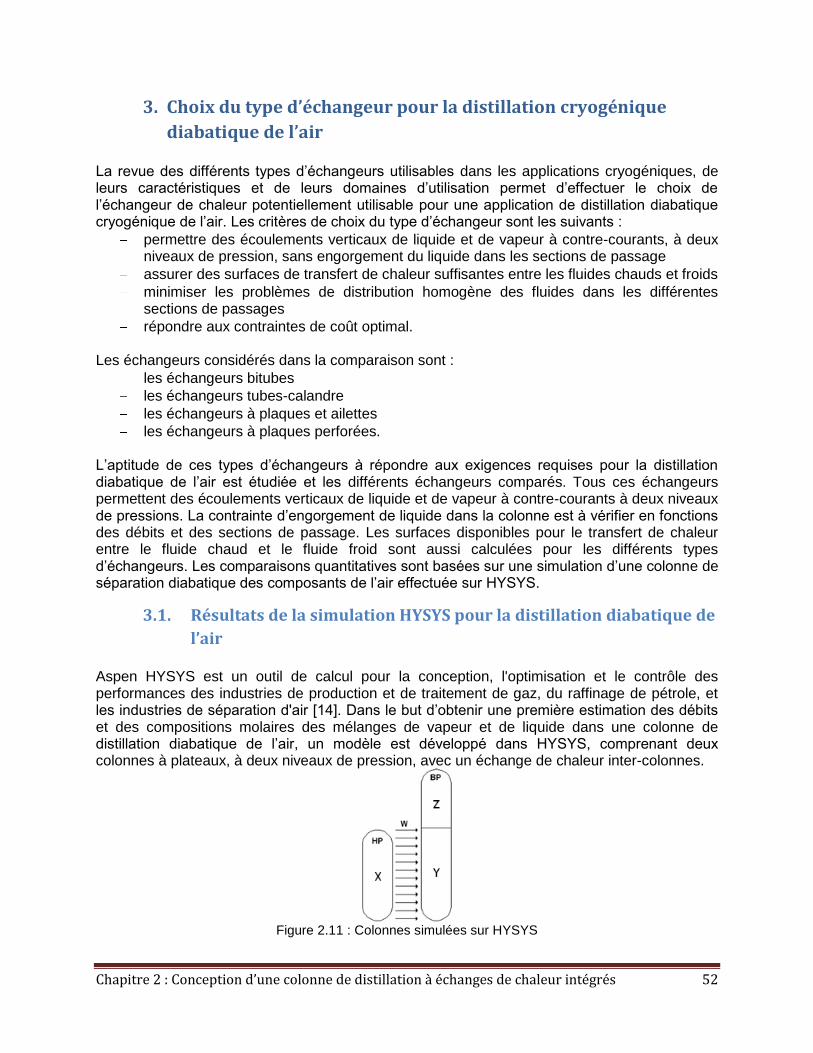
2.2.3. Echangeurs à plaques ondulées 51
3. Choix du type d’échangeur pour la distillation cryogénique diabatique de l’air 52
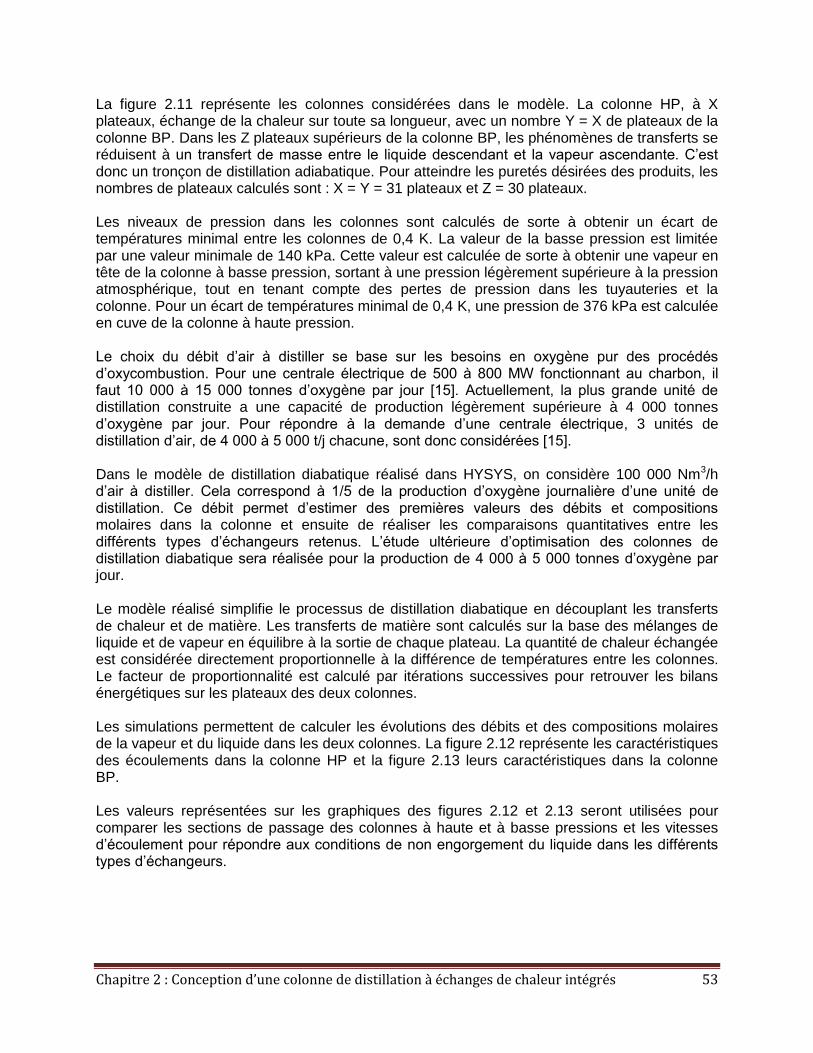
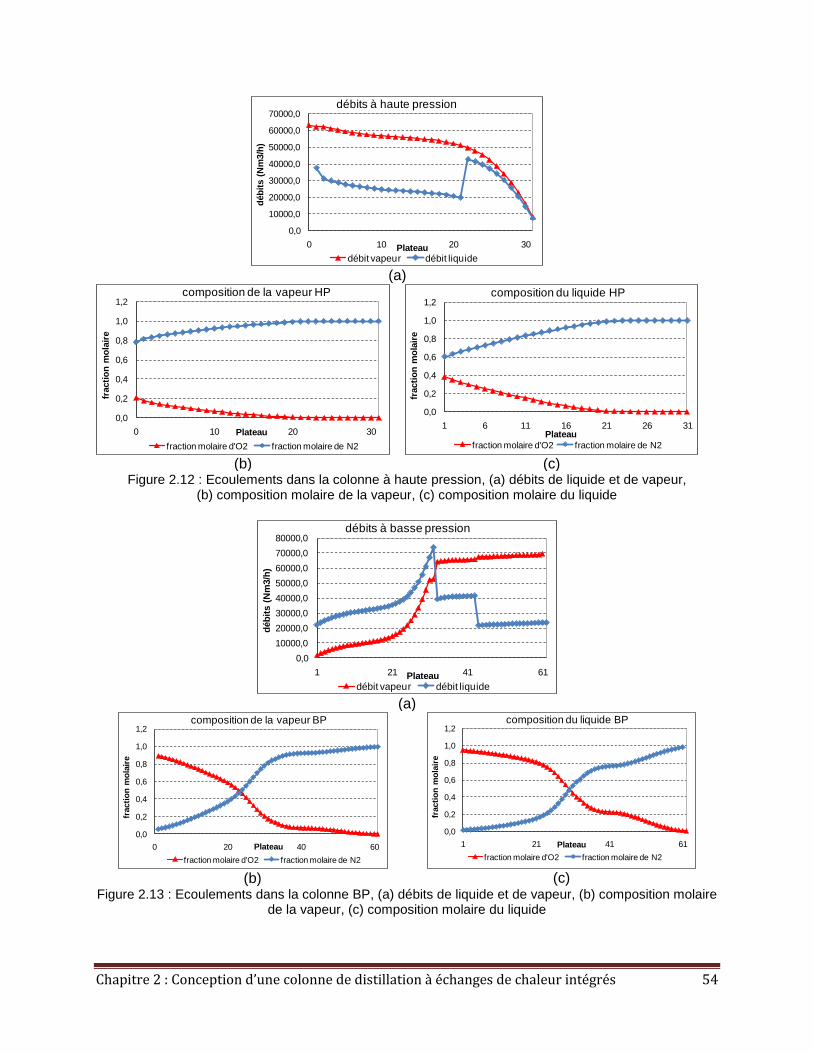
3.1. Résultats de la simulation HYSYS pour la distillation diabatique de l’air 52
3.2. Engorgement liquide 55
3.2.1. Echangeur bitube 55
3.2.2. Echangeur tubes-calandre 56
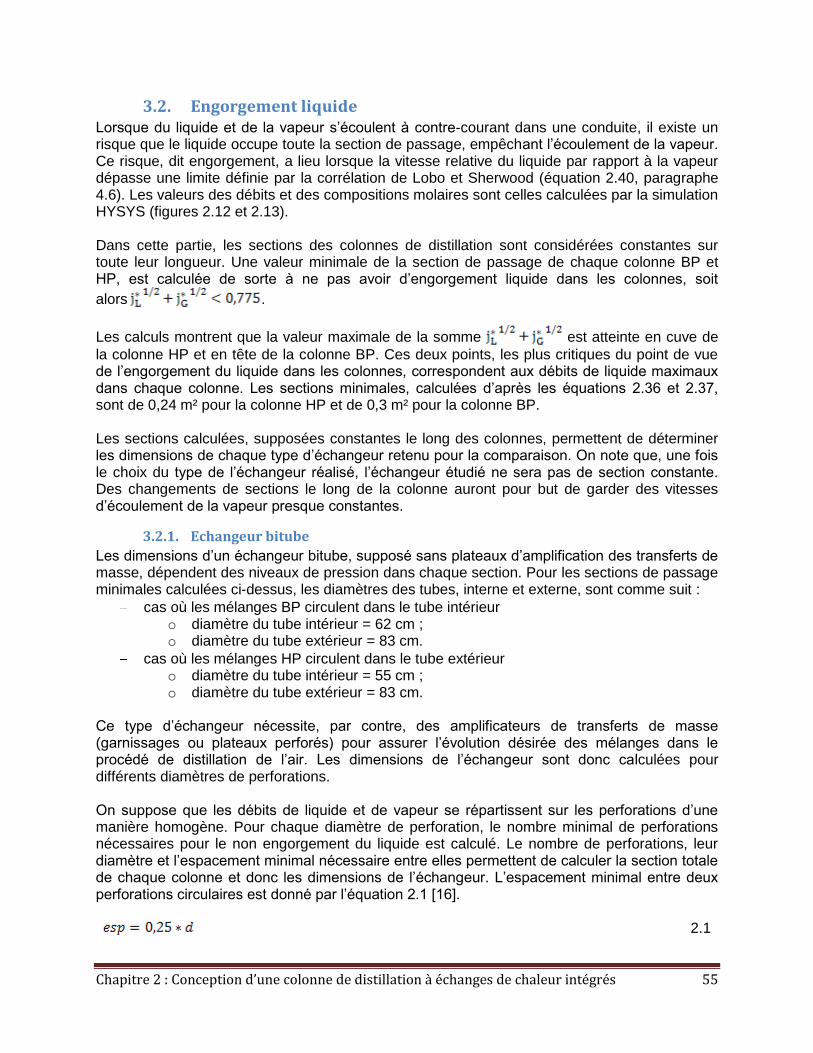
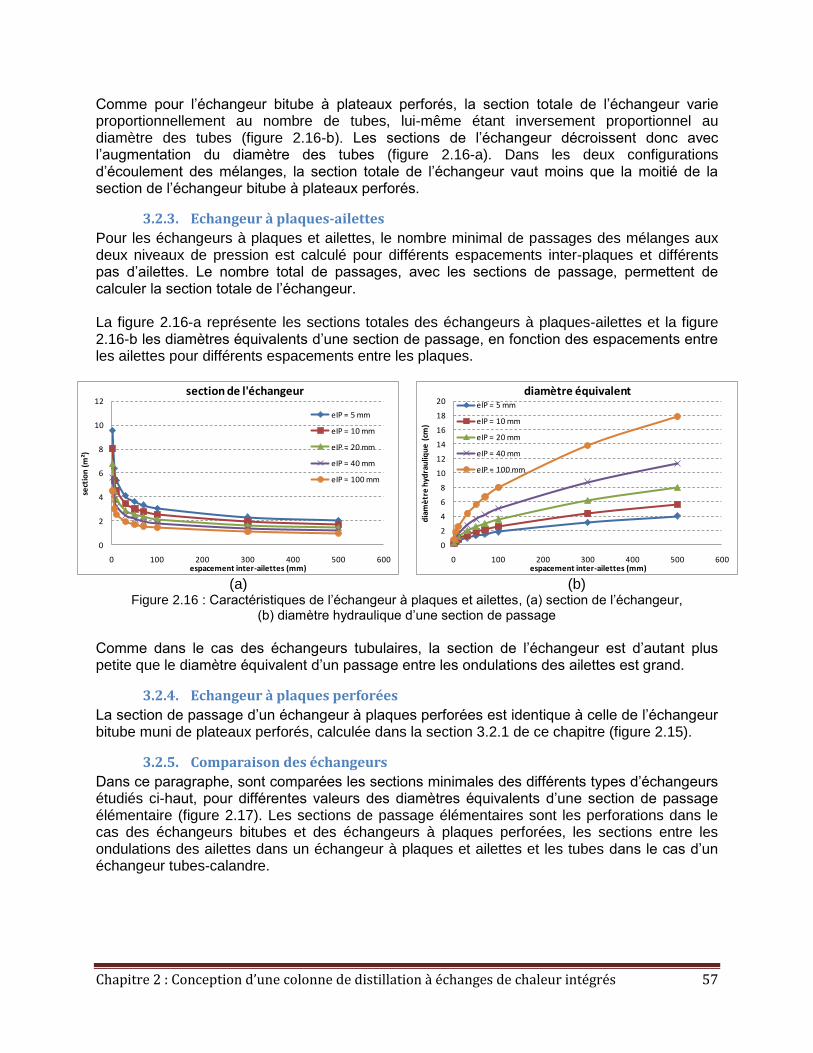
3.2.3. Echangeur à plaques-ailettes 57
3.2.4. Echangeur à plaques perforées 57
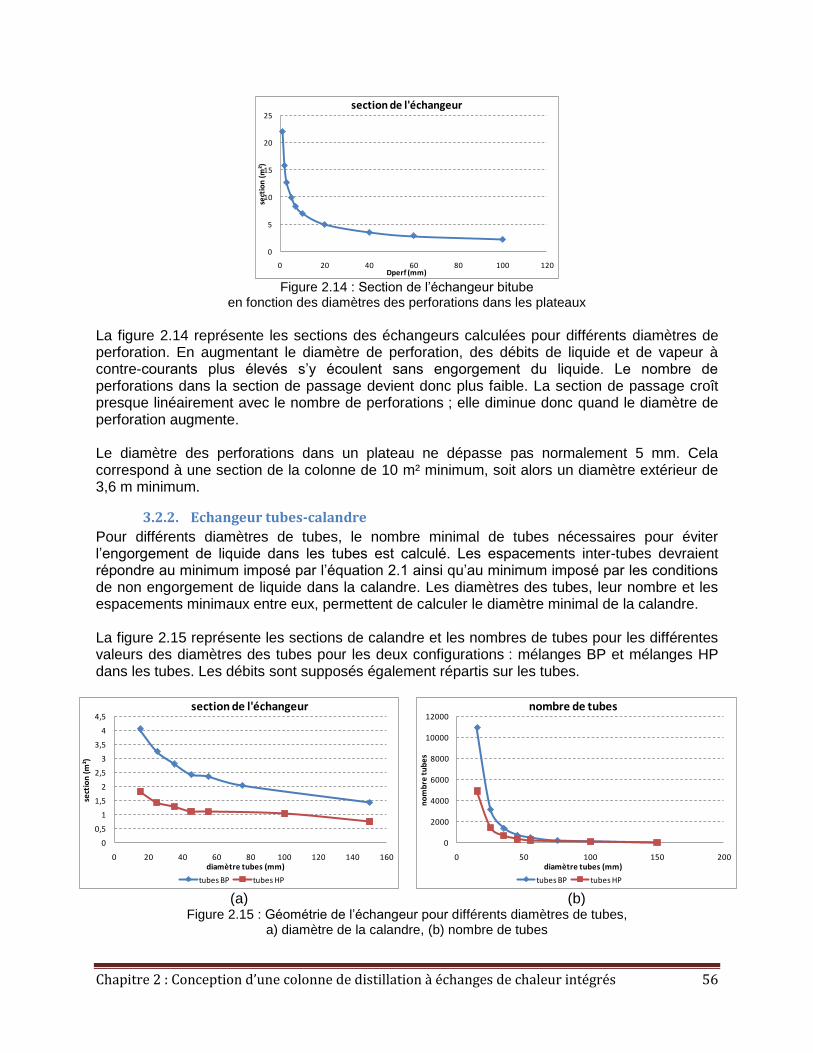
3.2.5. Comparaison des échangeurs 57
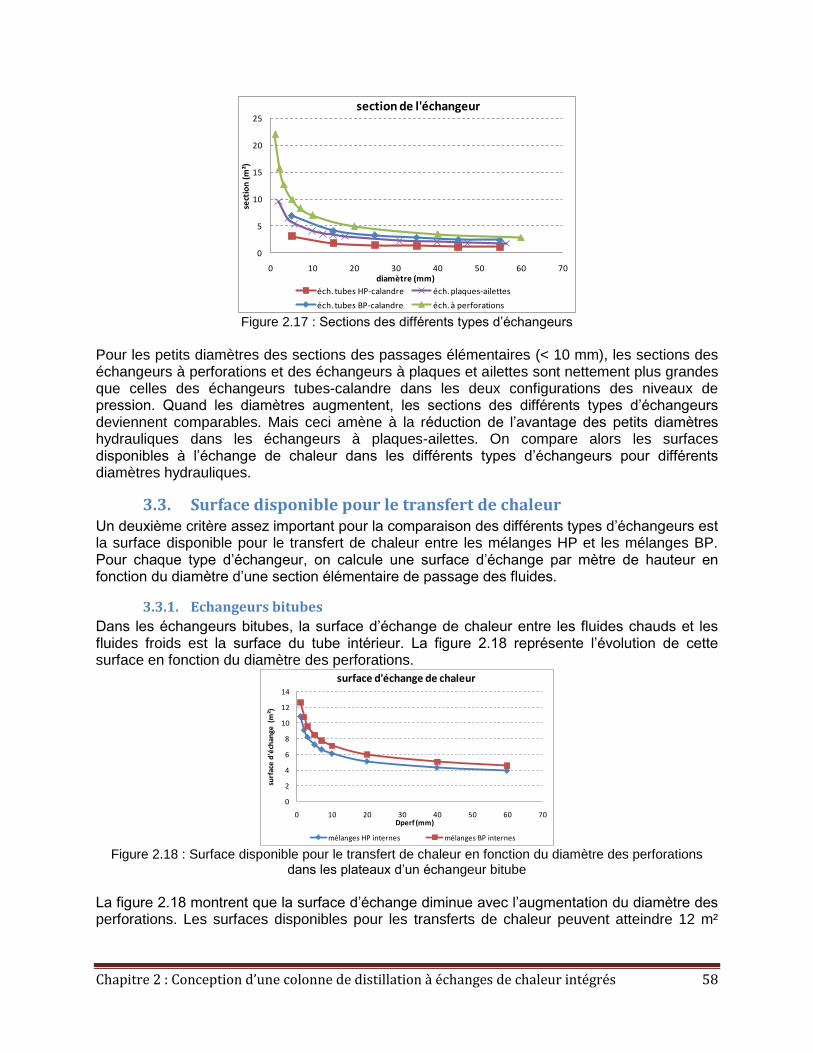
3.3. Surface disponible pour le transfert de chaleur 58
3.3.1. Echangeurs bitubes 58
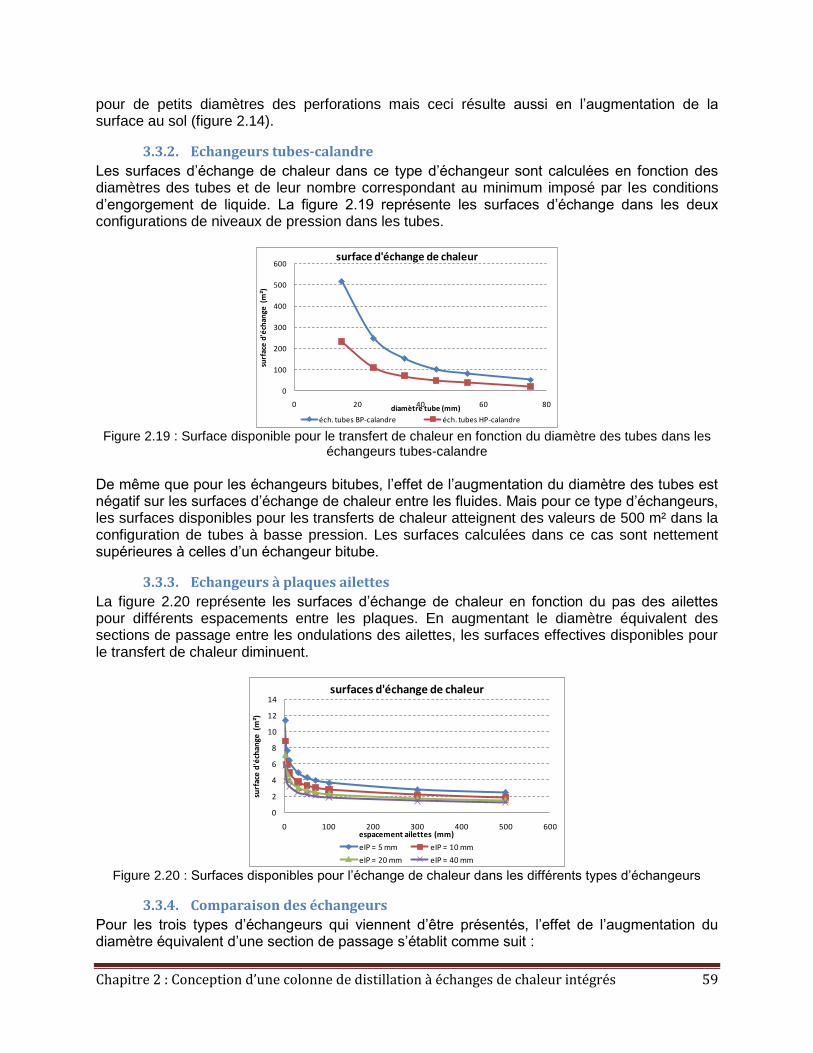
3.3.2. Echangeurs tubes-calandre 59
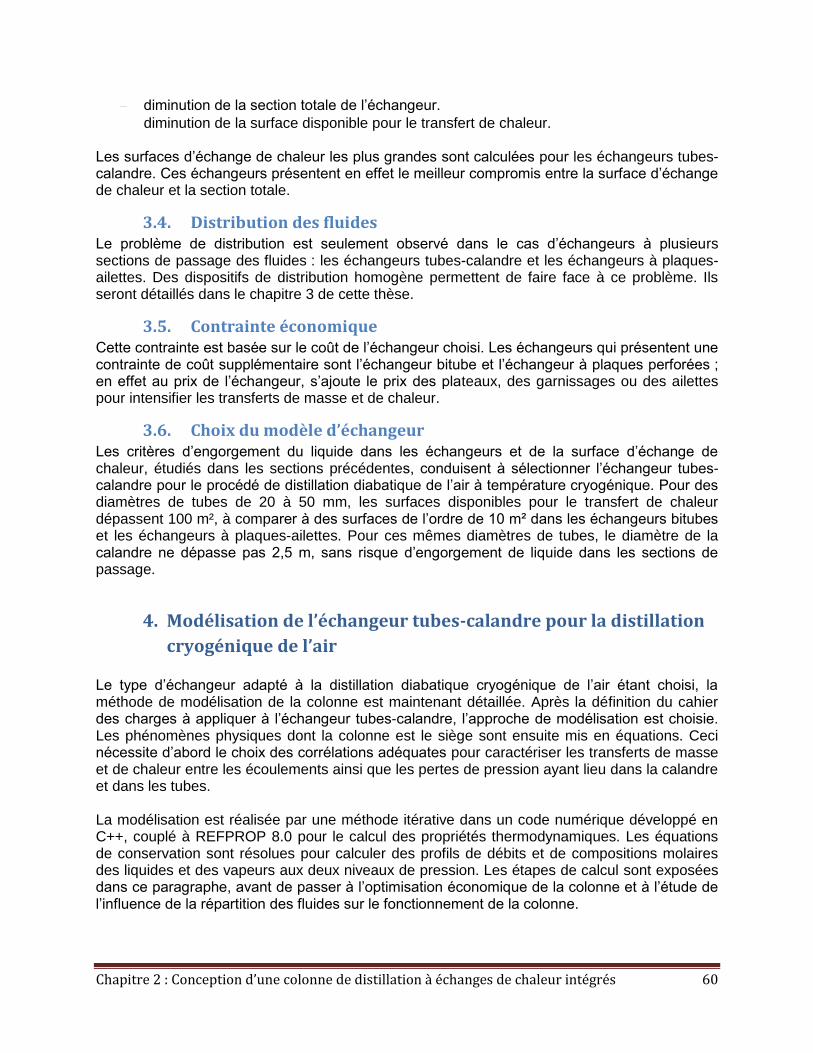
3.3.3. Echangeurs à plaques ailettes 59
3.3.4. Comparaison des échangeurs 59
3.4. Distribution des fluides 60
3.5. Contrainte économique 60
3.6. Choix du modèle d’échangeur 60
4. Modélisation de l’échangeur tubes-calandre pour la distillation cryogénique de l’air 60
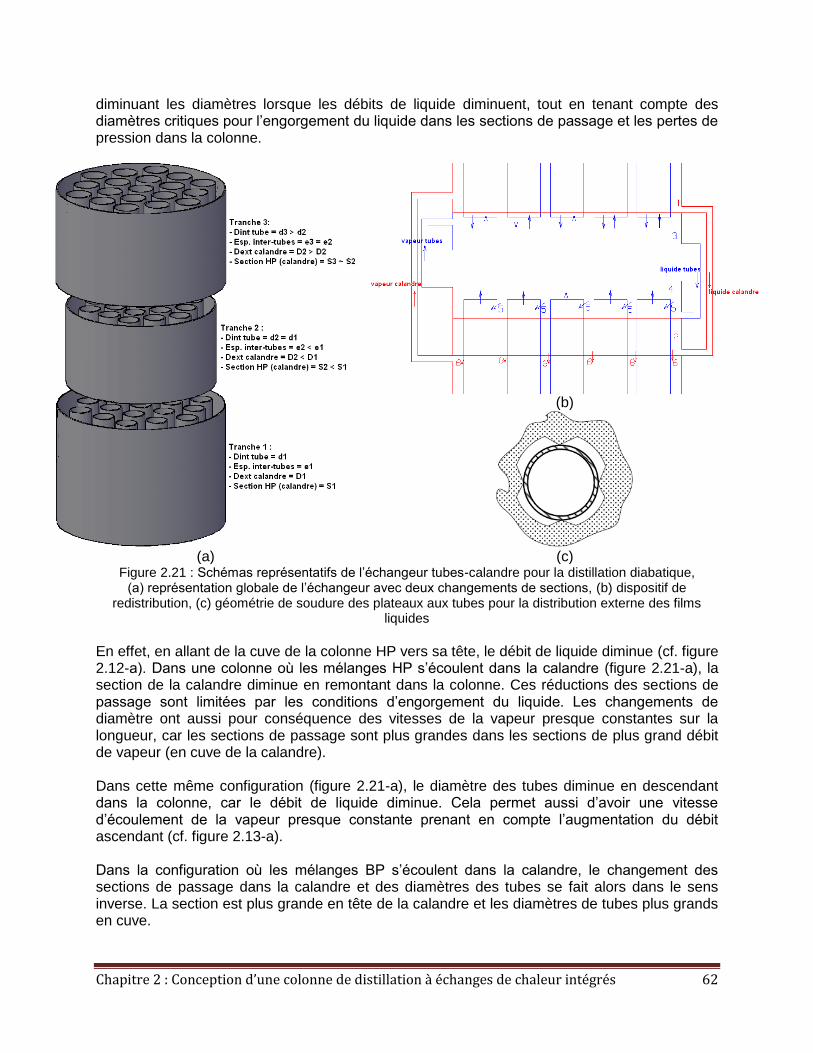
4.1. Cahier des charges de la distillation dans l’échangeur tubes-calandre 61
4.2. Approches de modélisation des colonnes de distillation 63
4.3. Transferts de masse et de chaleur 64
4.3.1. Transferts de chaleur 66
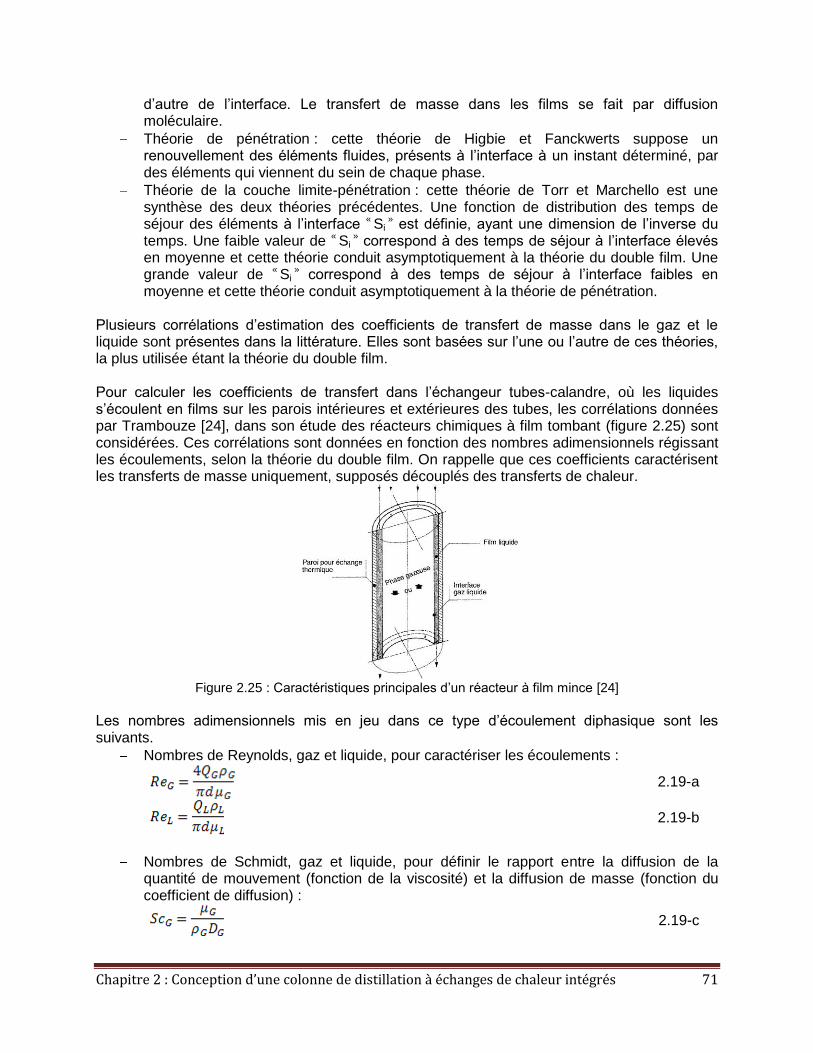
4.3.2. Transferts de masse 70
4.4. Pertes de pression 75
4.4.1. Correction sur la vitesse de la vapeur 75
Sommaire
4.4.2. Correction du facteur de frottement 76
4.5. Distributions, globale et locale, des fluides 76
4.6. Engorgement liquide 77
4.7. Modèle numérique 77
5. Choix de la configuration des pressions dans l’échangeur 80
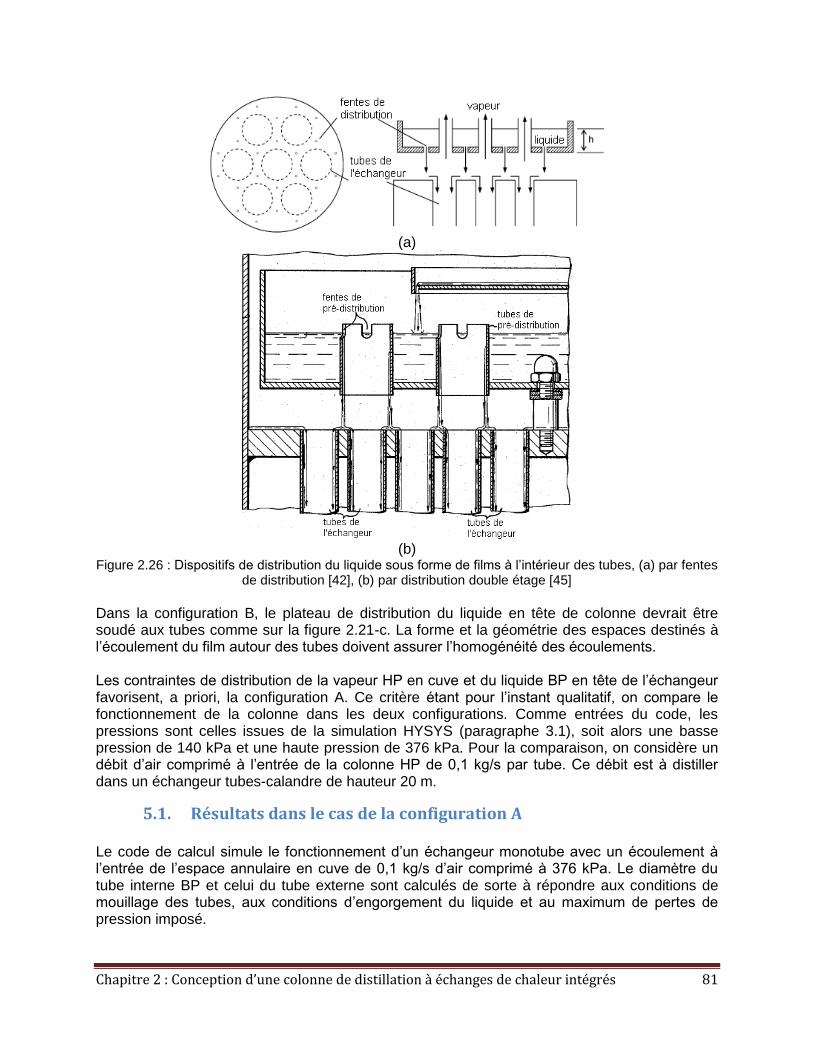
5.1. Résultats dans le cas de la configuration A 81
5.2. Résultats de la configuration B 82
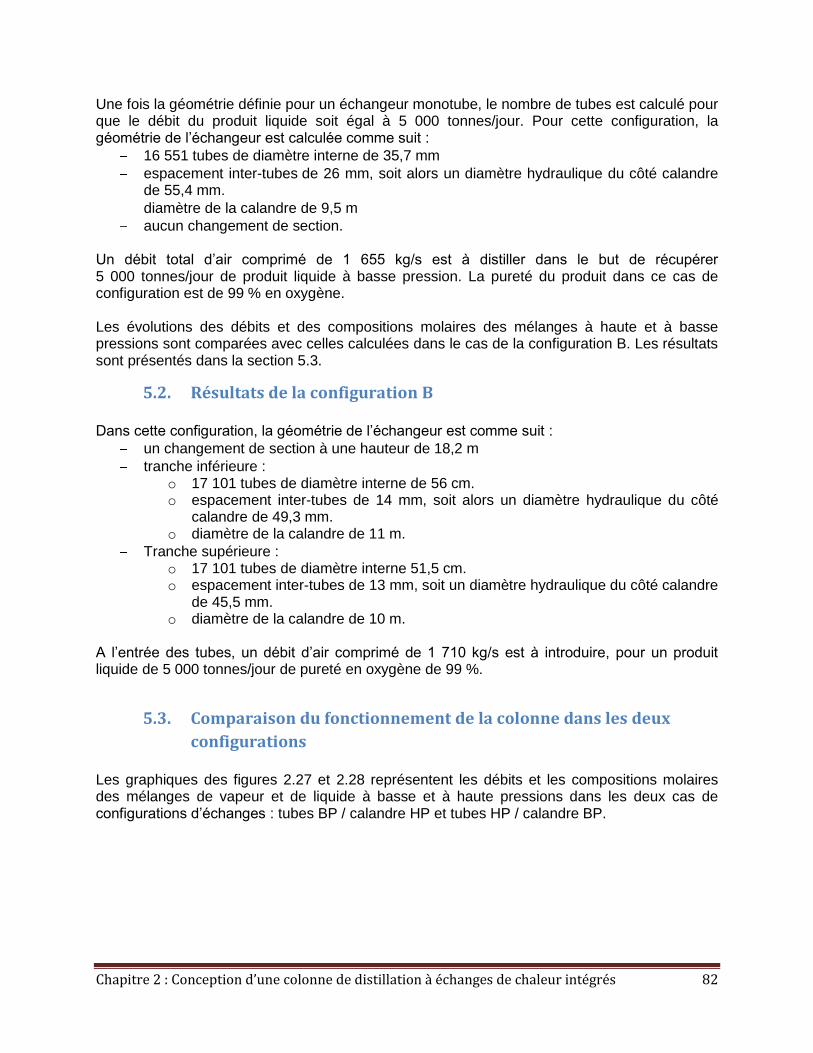
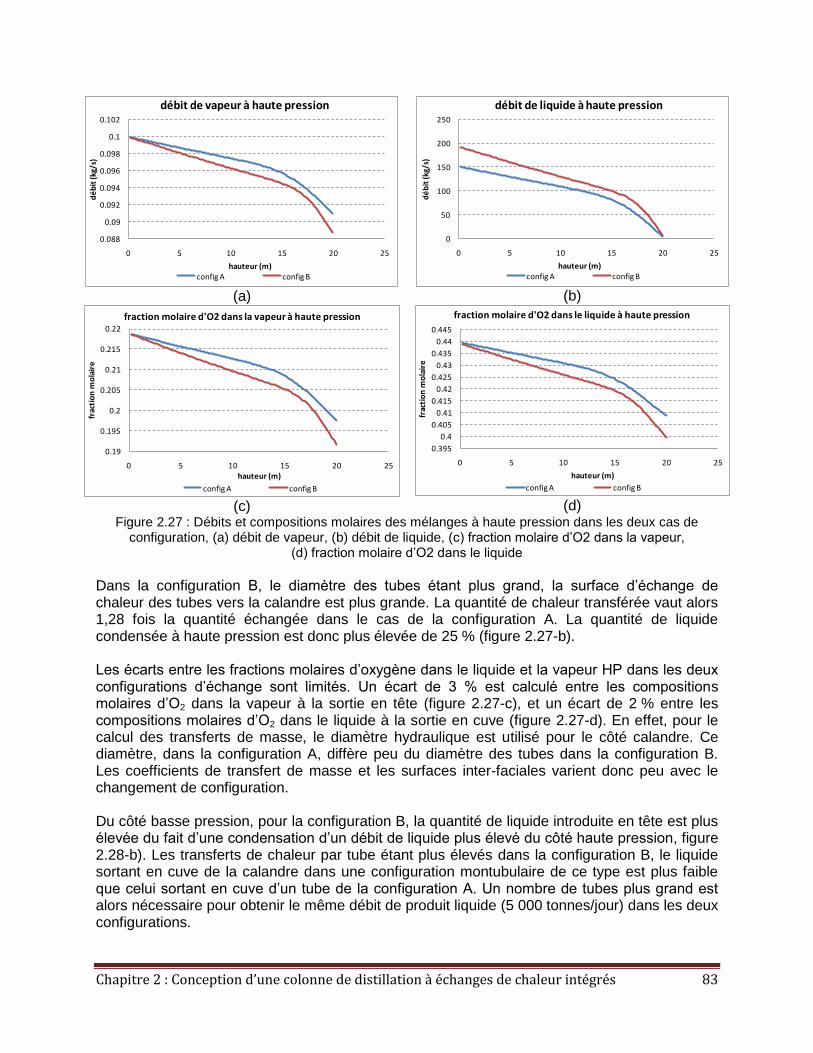
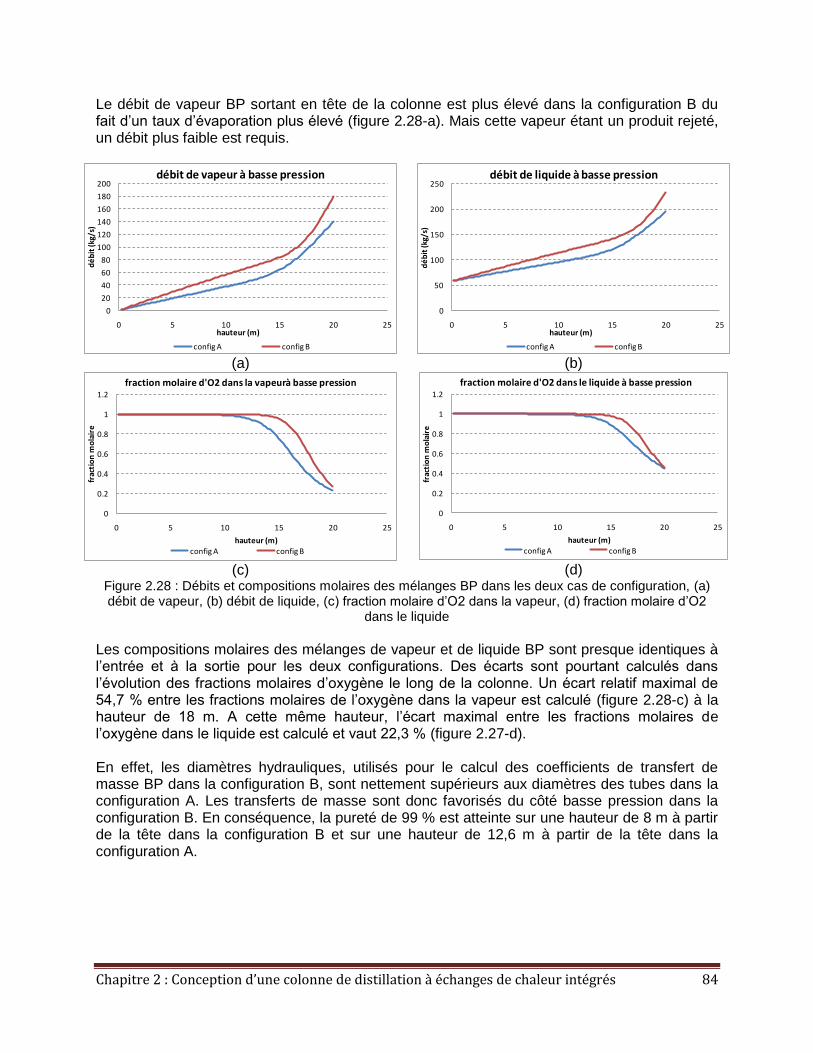
5.3. Comparaison du fonctionnement de la colonne dans les deux configurations 82
5.4. Choix de la configuration d’échanges 85
6. Effets d’une mal distribution sur le fonctionnement de la colonne 85
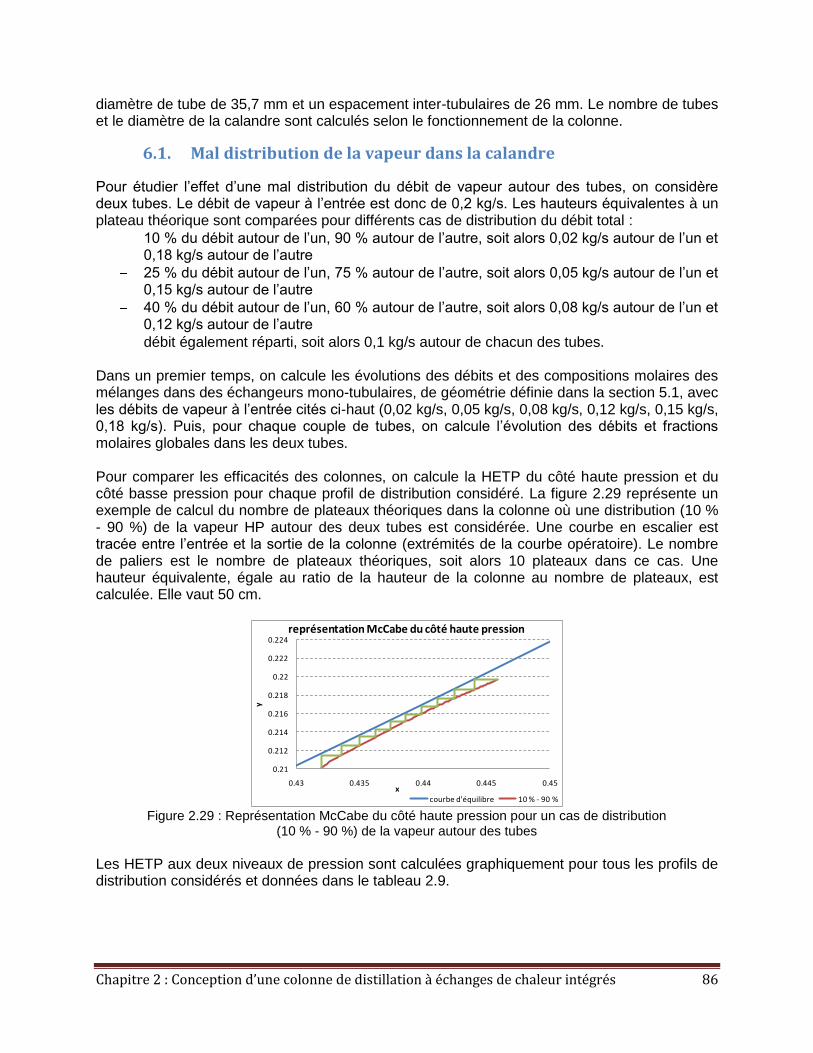
6.1. Mal distribution de la vapeur dans la calandre 86
6.2. Mal distribution du liquide sur les tubes 87
6.3. Mal distribution du film liquide sur la paroi externe d’un tube 87
6.4. Mal distribution du film liquide sur la paroi interne d’un tube 88
6.5. Conclusions 89
Conclusions et perspectives 89
REFERENCES 91
CHAPITRE 3 : ETUDE DES ECOULEMENTS DE LIQUIDE ET DE VAPEUR DANS LA
COLONNE 95
Introduction 95
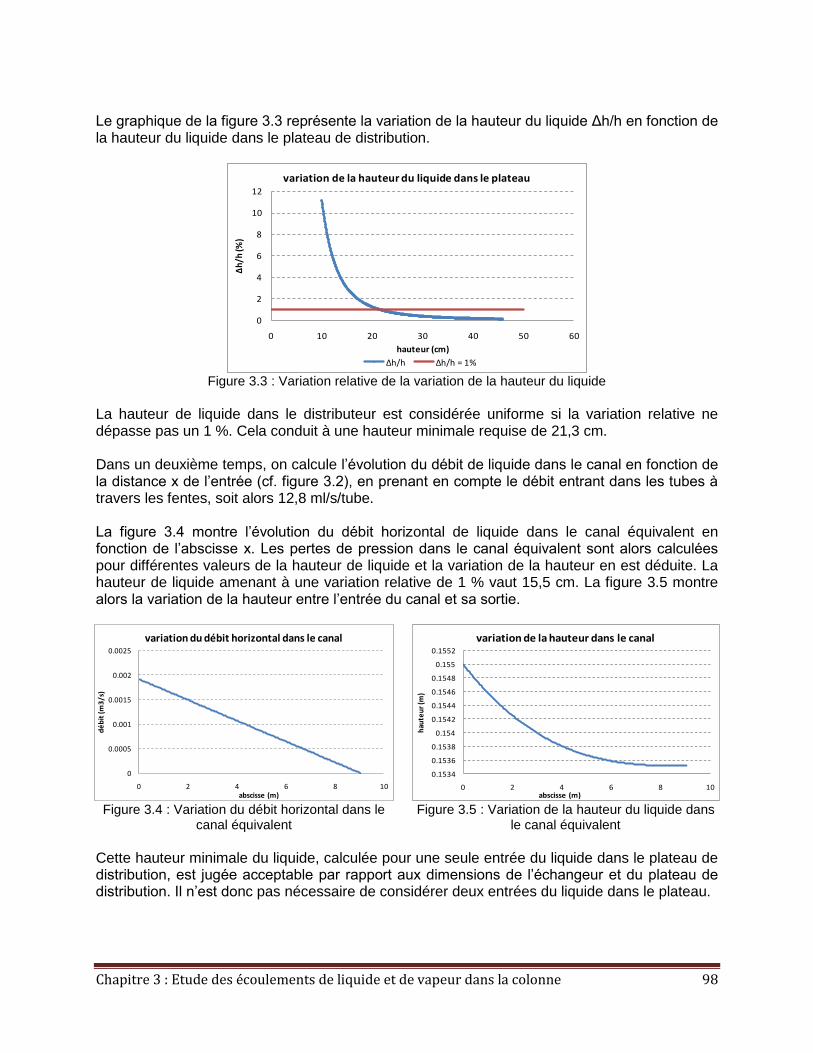
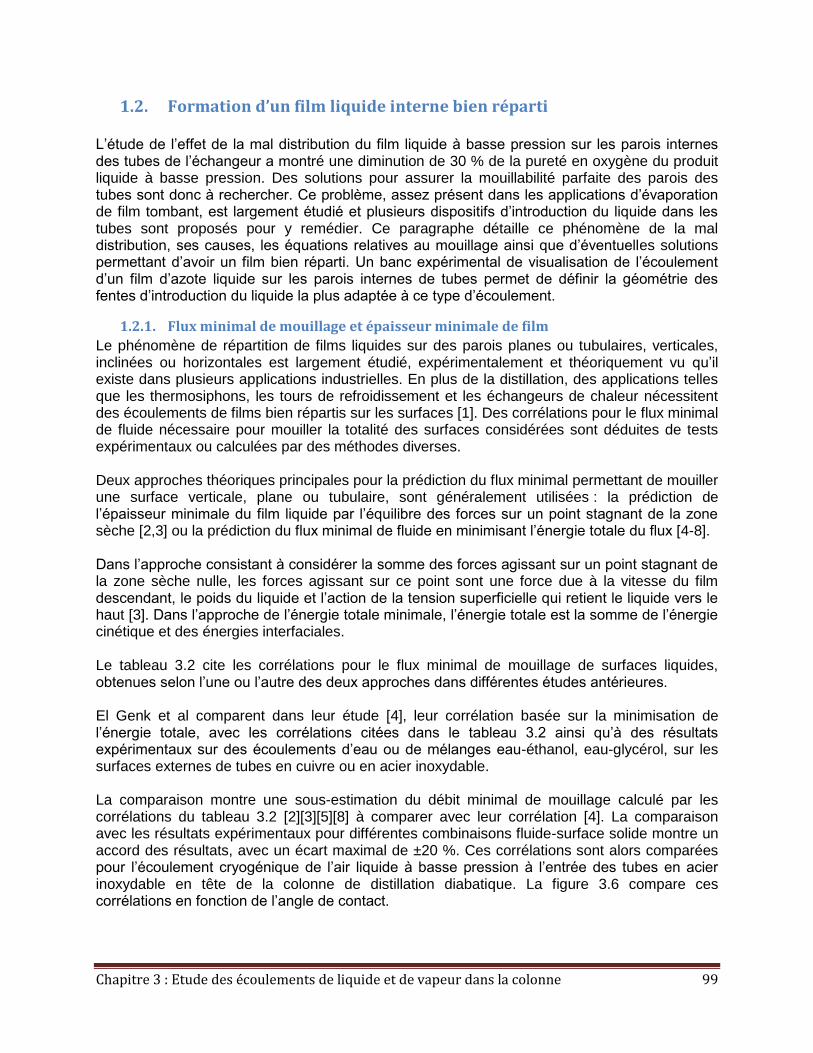
1. Distribution du film liquide à basse pression dans les tubes 96
1.1. Répartition homogène du débit de liquide entre les différents tubes 96
1.2. Formation d’un film liquide interne bien réparti 99
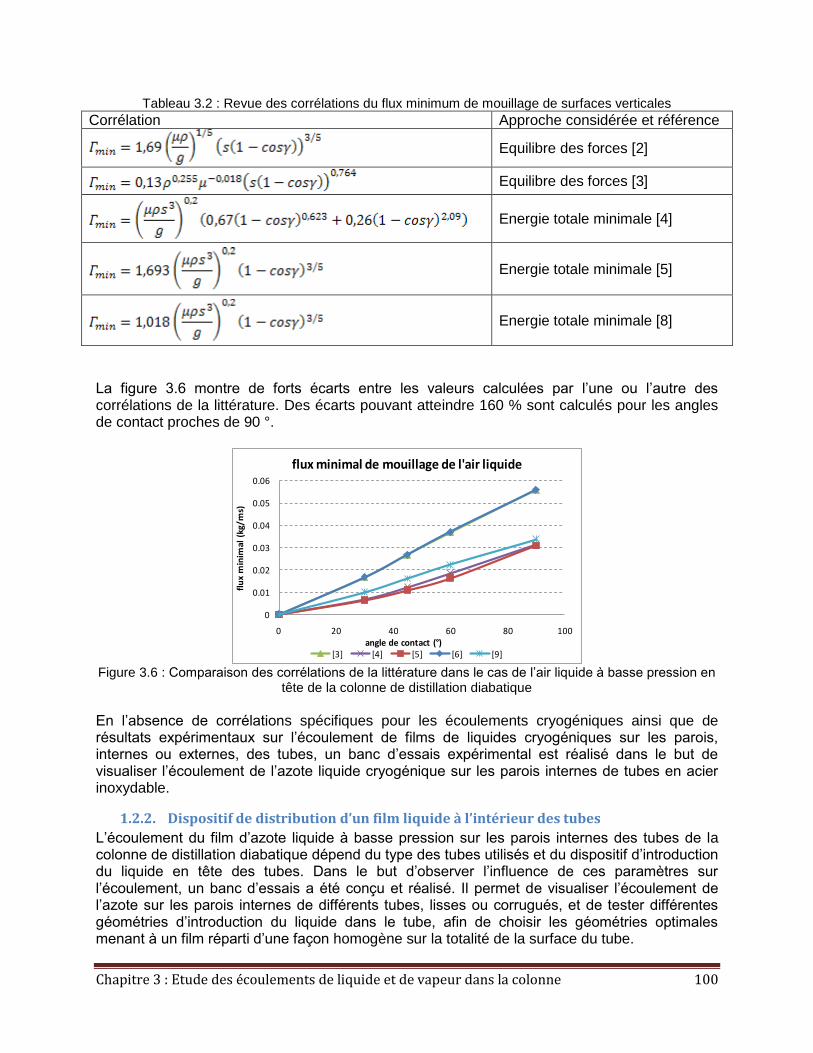
1.2.1. Flux minimal de mouillage et épaisseur minimale de film 99
1.2.2. Dispositif de distribution d’un film liquide à l’intérieur des tubes 100
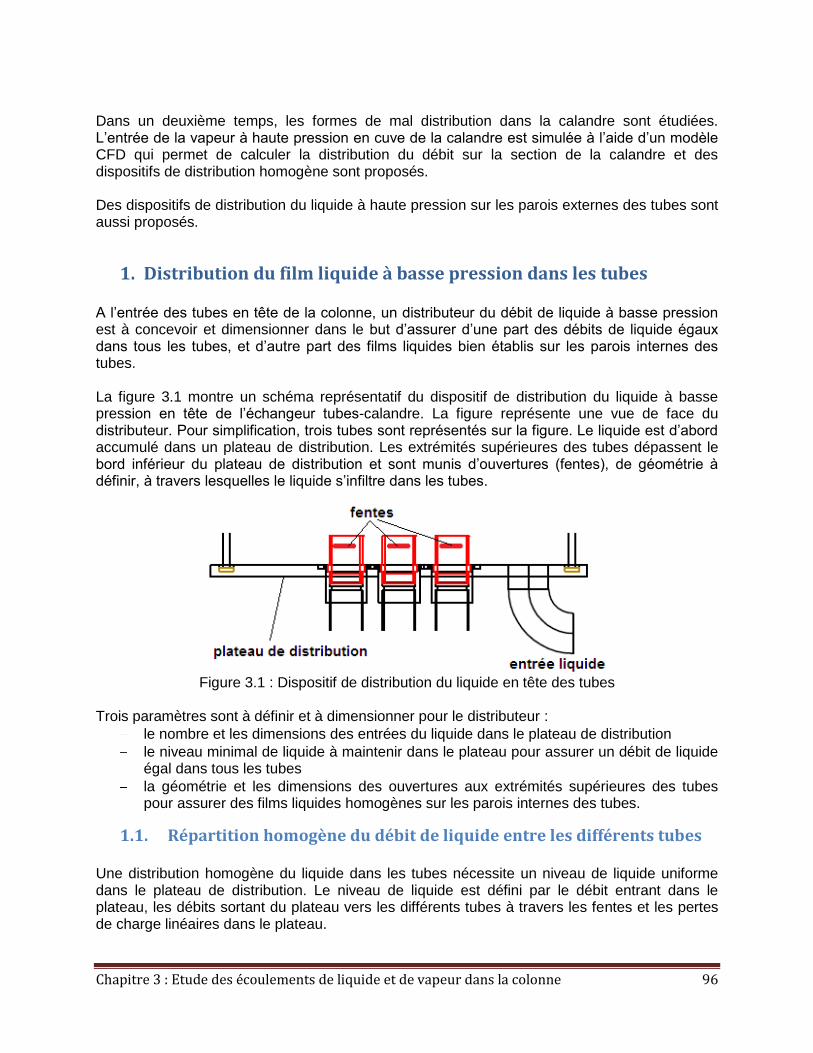
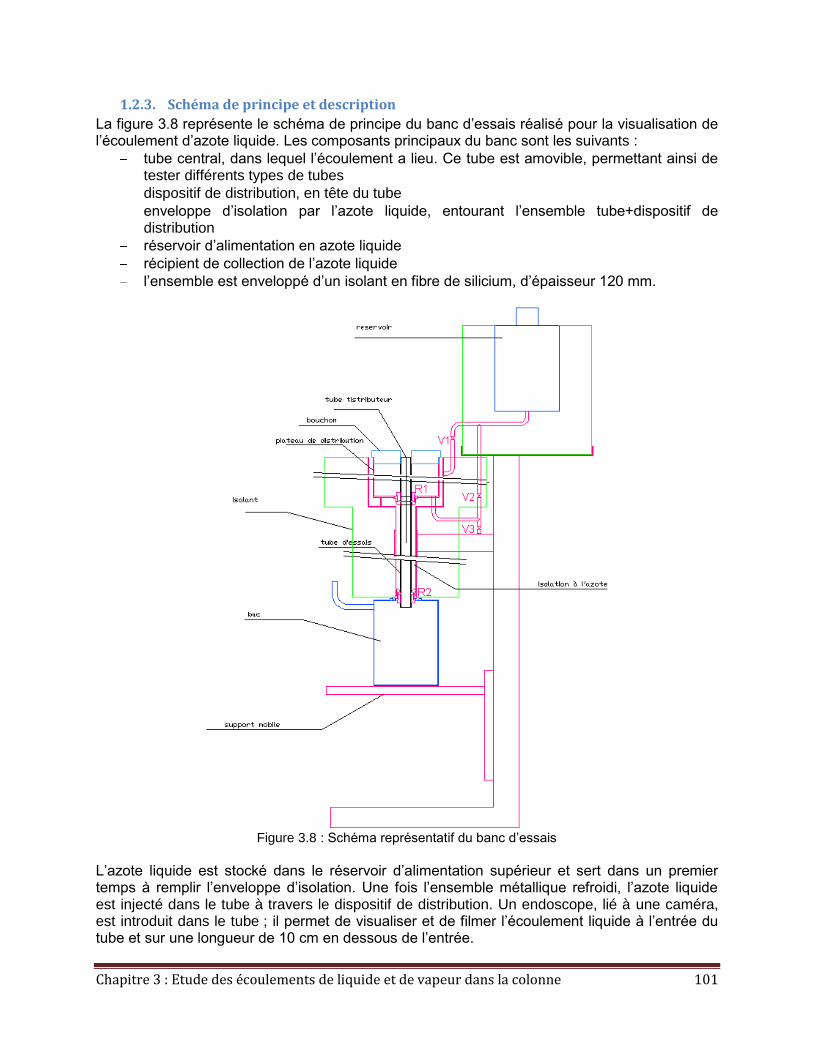
1.2.3. Schéma de principe et description 101
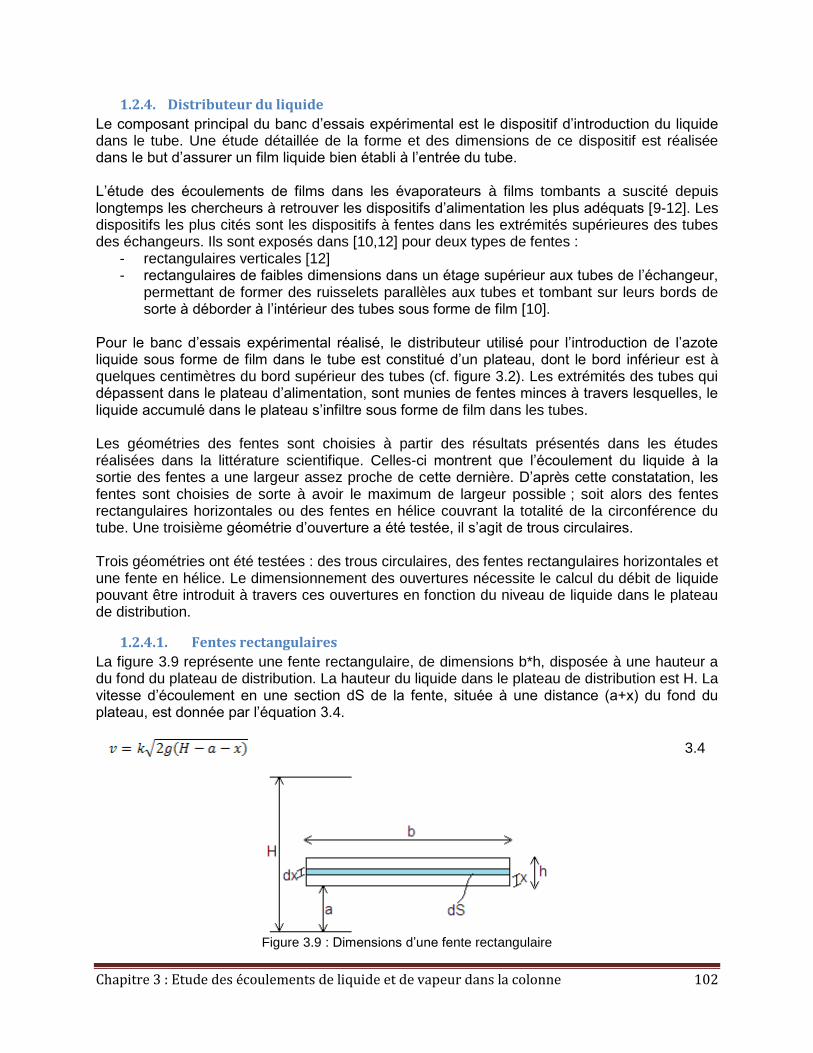
1.2.4. Distributeur du liquide 102
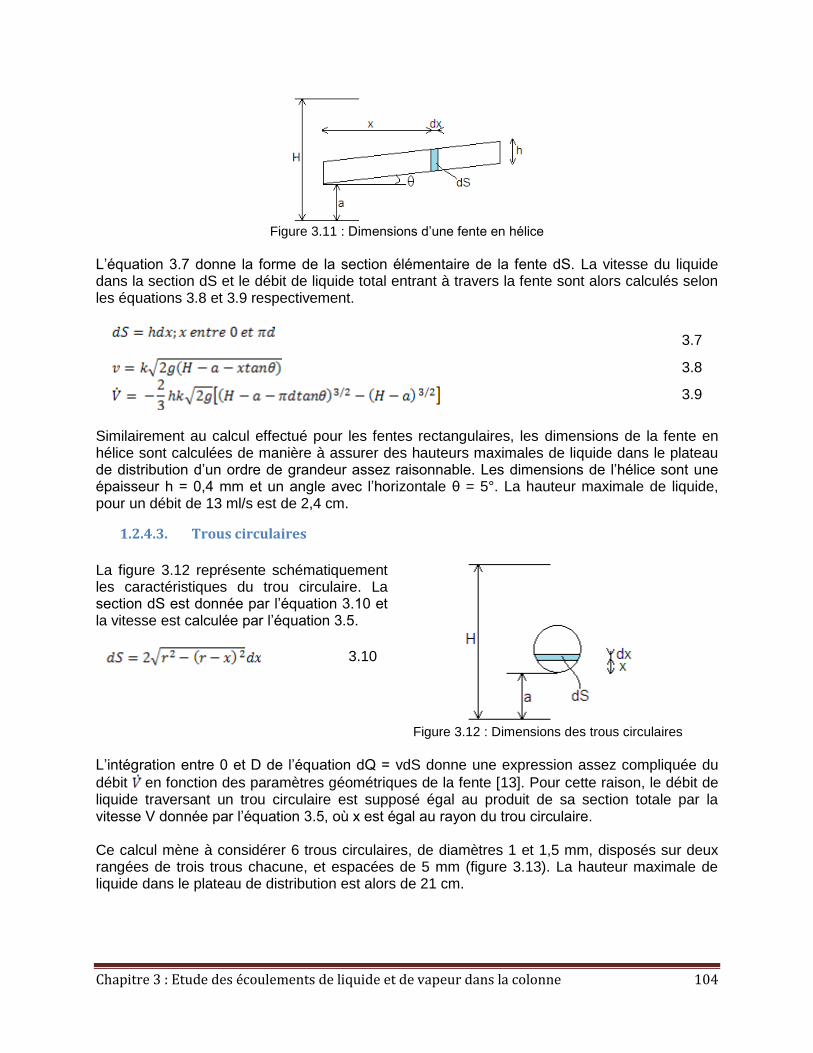
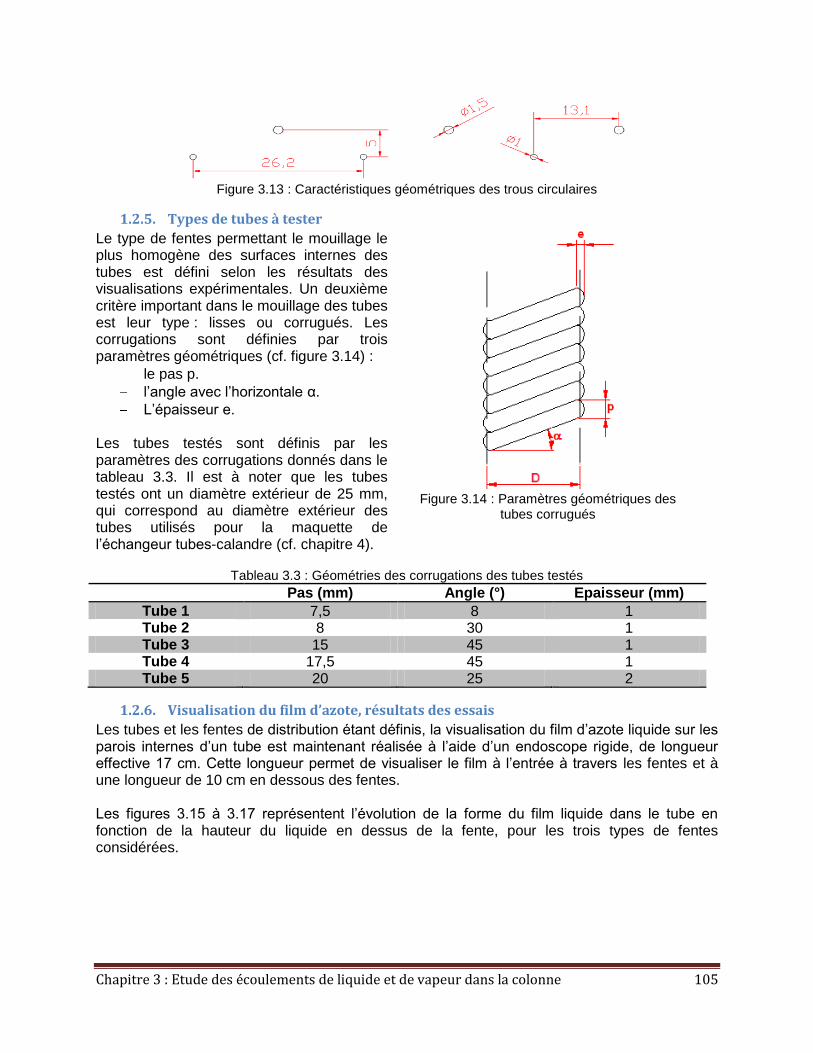
1.2.5. Types de tubes à tester 105
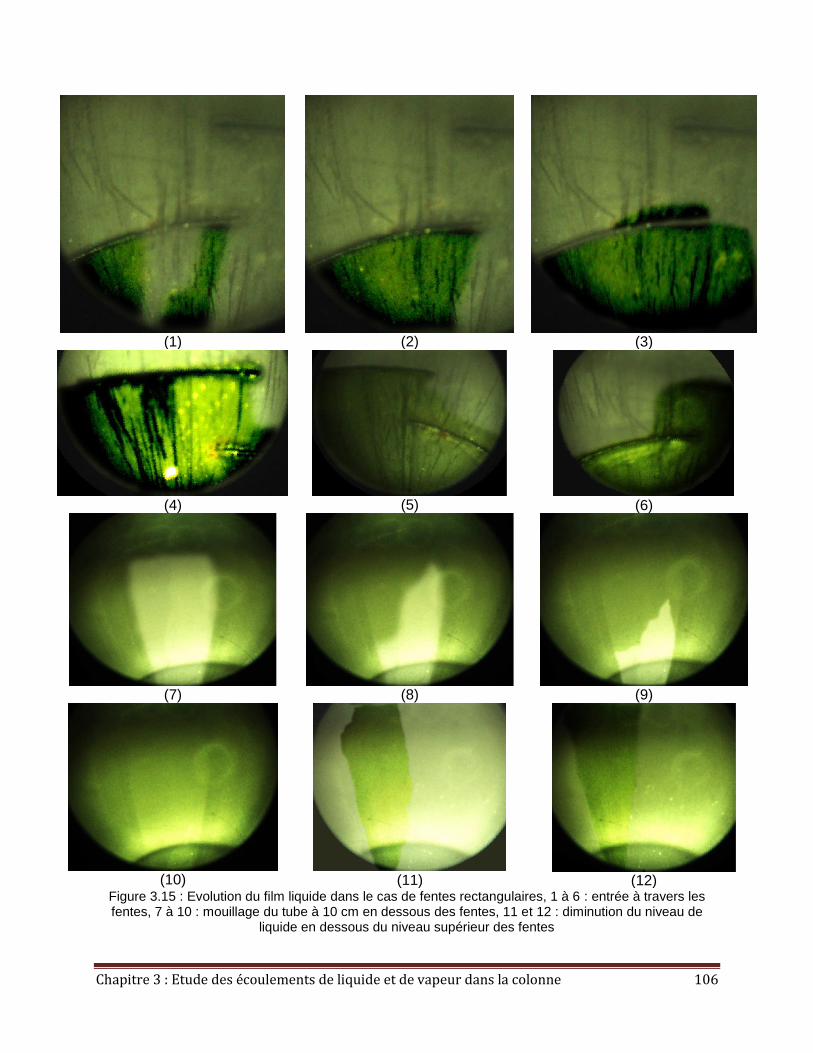
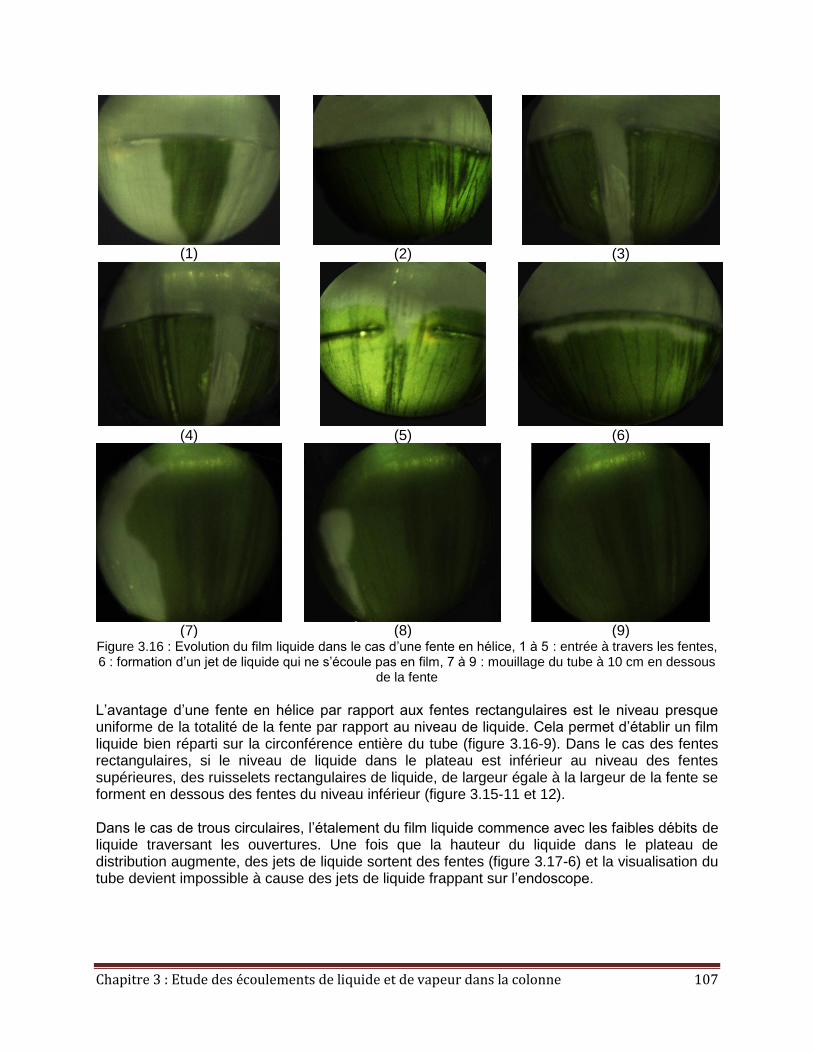
1.2.6. Visualisation du film d’azote, résultats des essais 105
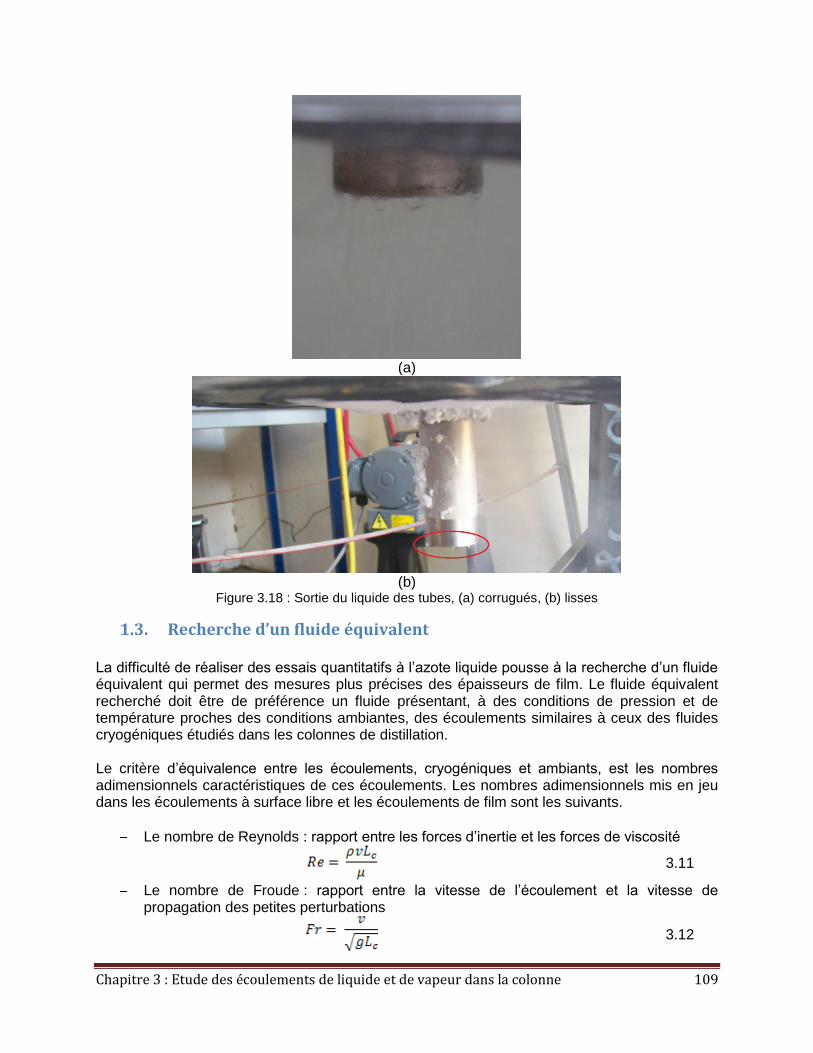
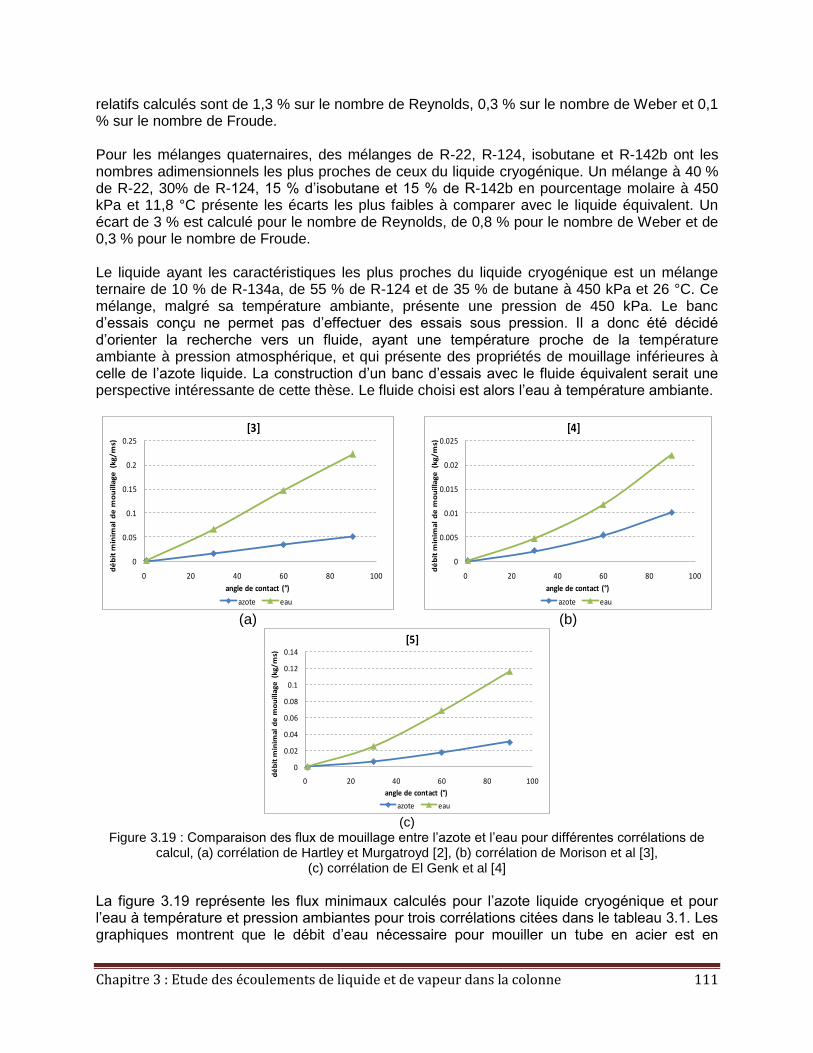
1.3. Recherche d’un fluide équivalent 109
1.4. Résultats expérimentaux à l’eau 112
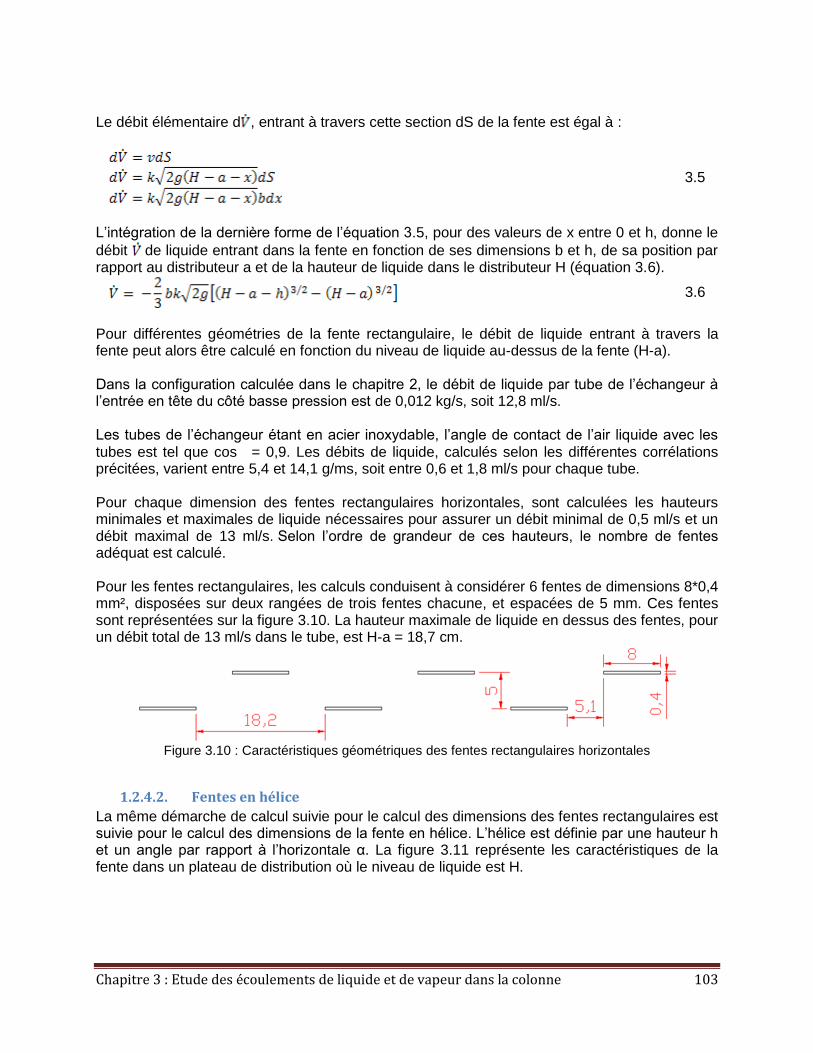
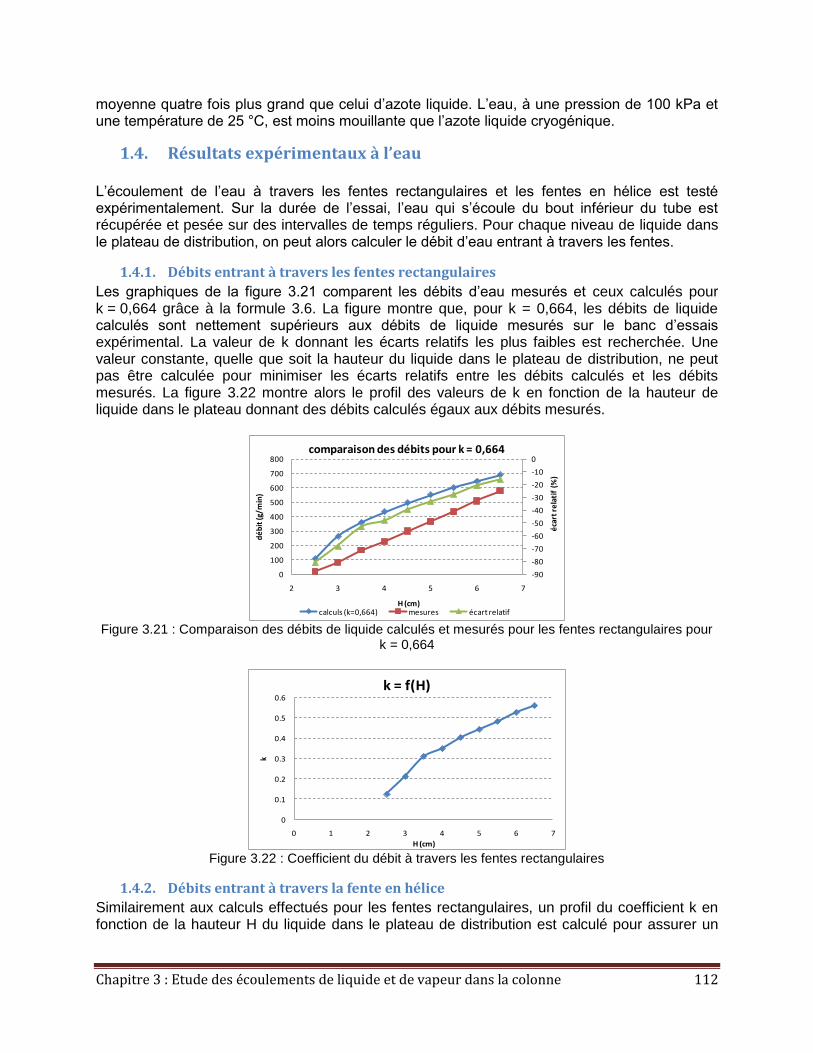
1.4.1. Débits entrant à travers les fentes rectangulaires 112
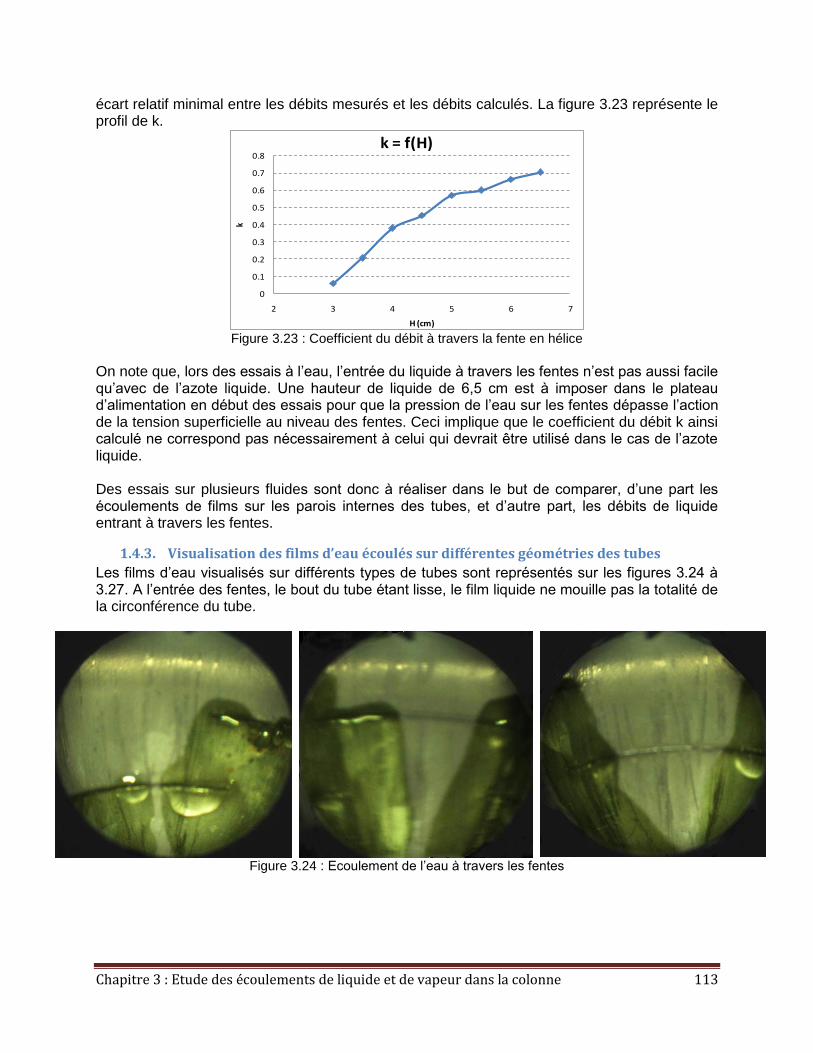
1.4.2. Débits entrant à travers la fente en hélice 112
1.4.3. Visualisation des films d’eau écoulés sur différentes géométries des tubes 113
1.5. Conclusions 115
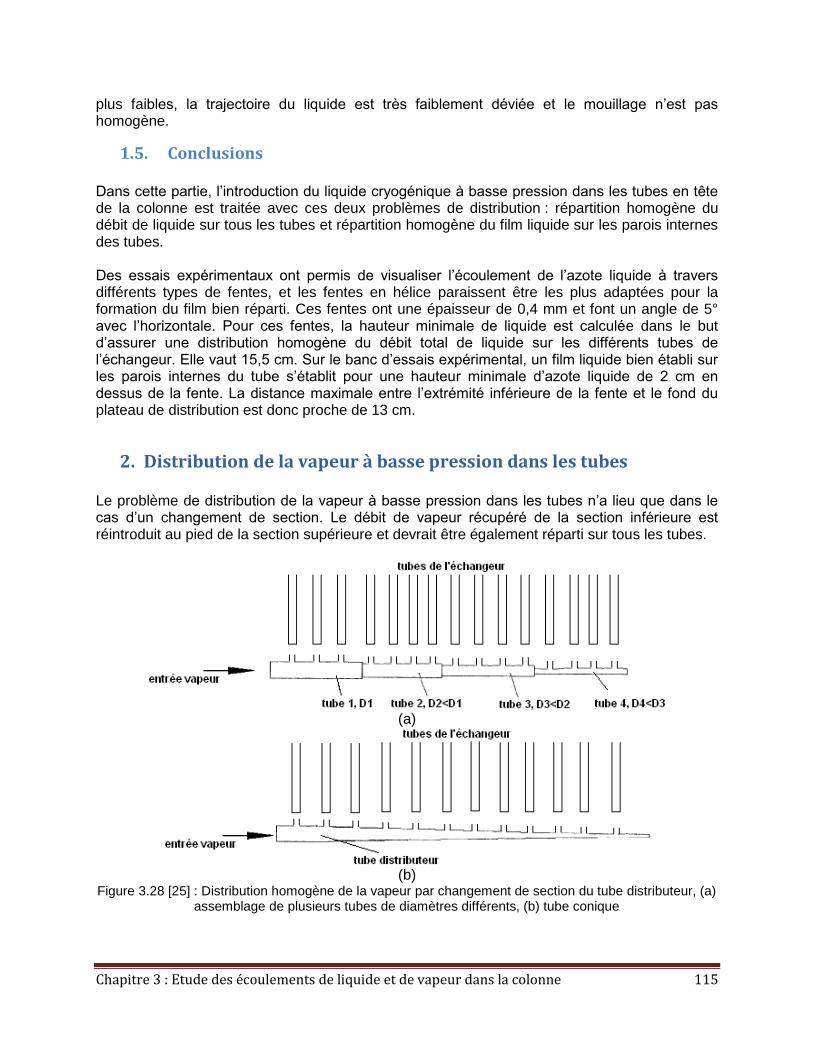
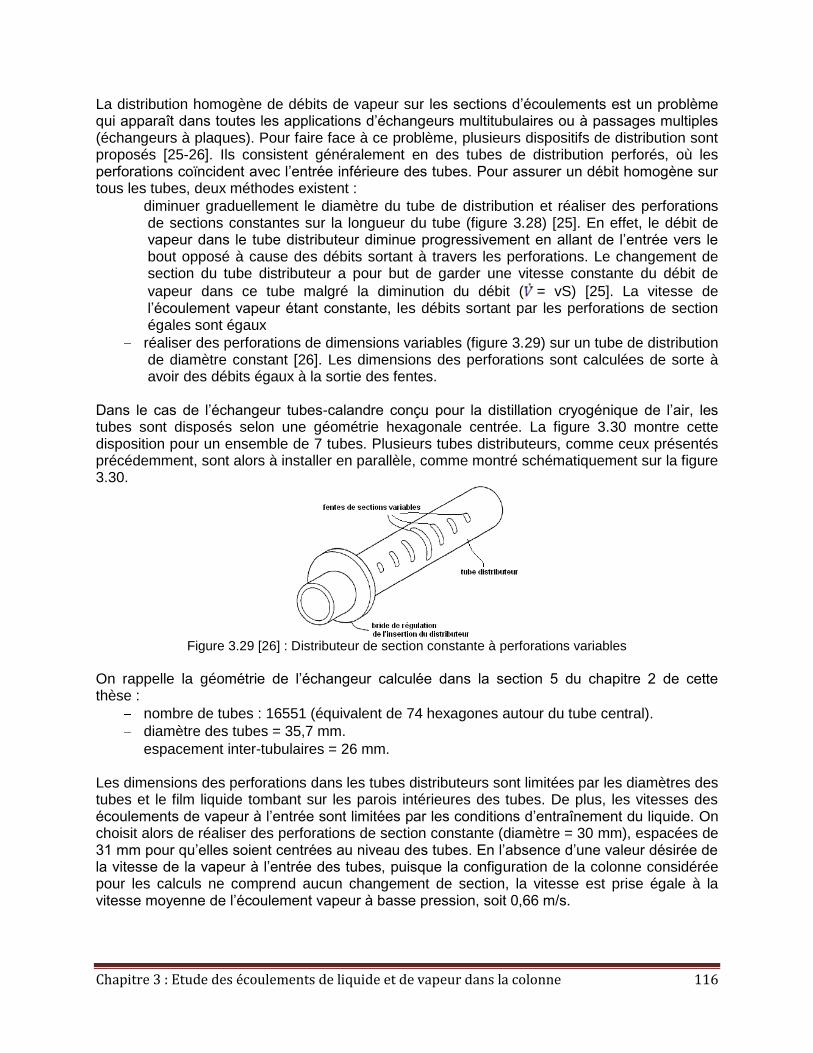
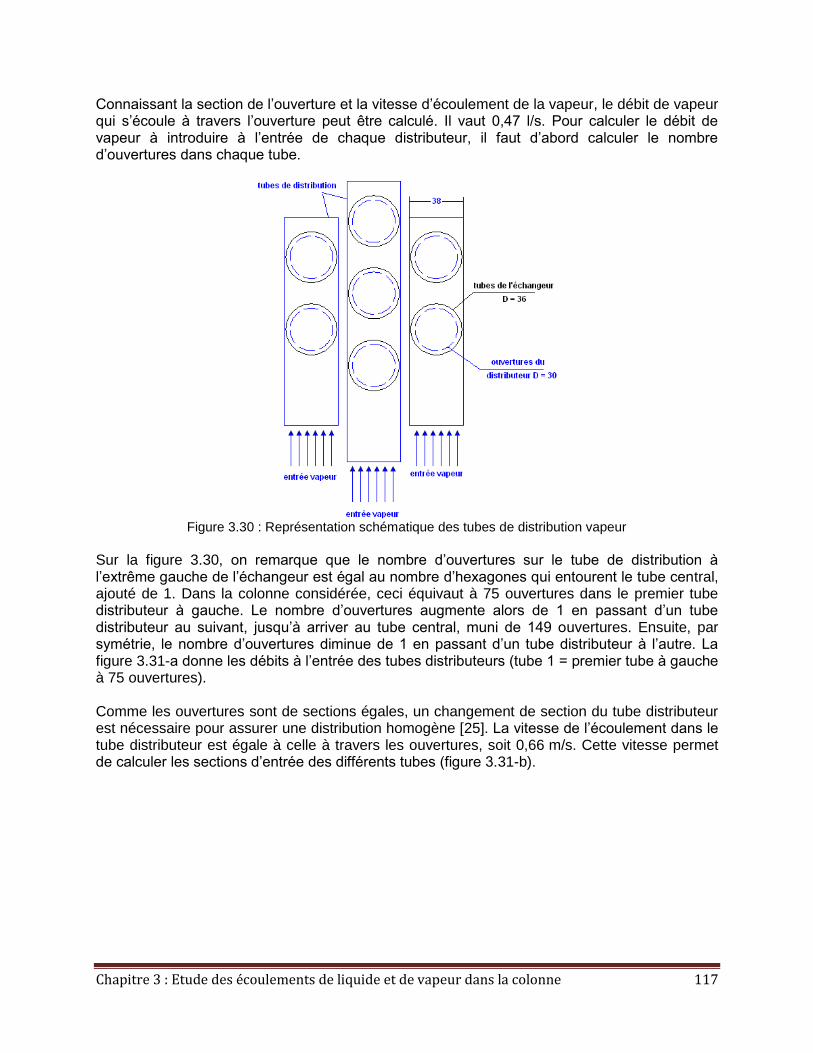
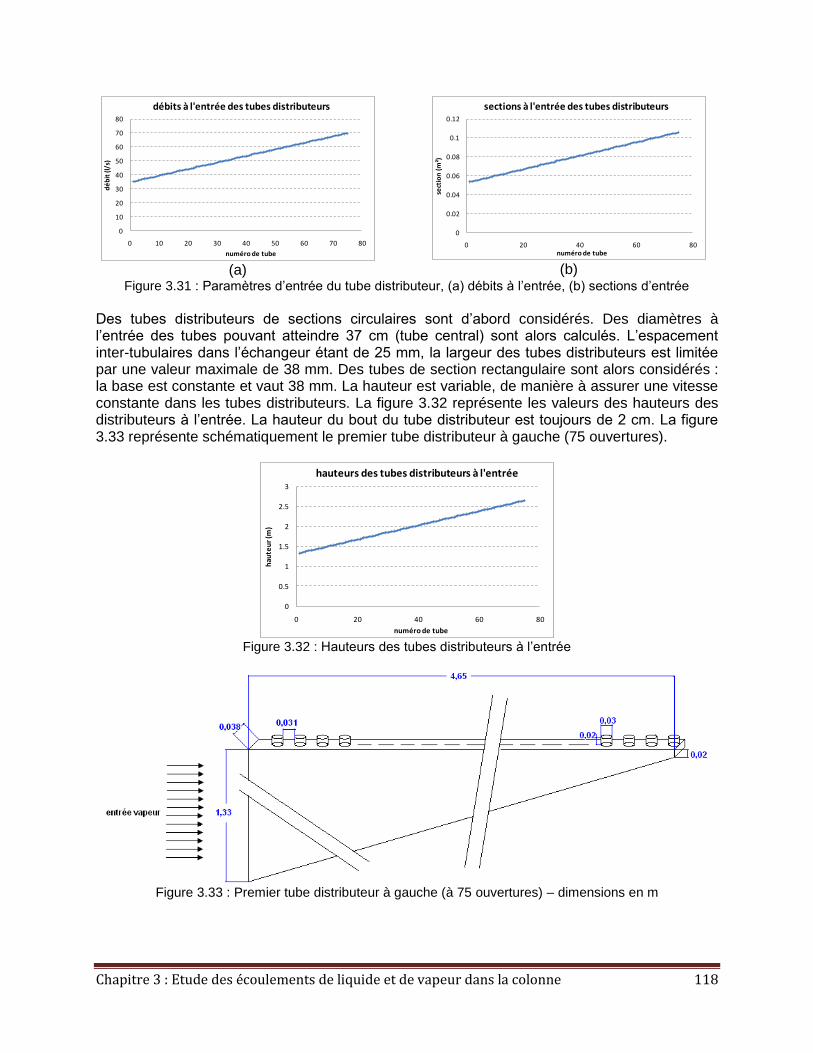
2. Distribution de la vapeur à basse pression dans les tubes 115
3. Distribution de la vapeur côté HP dans la calandre 119
Sommaire
3.1. Modélisation de l’écoulement de la vapeur dans la calandre 119
3.1.1. Choix des modèles de turbulence 120
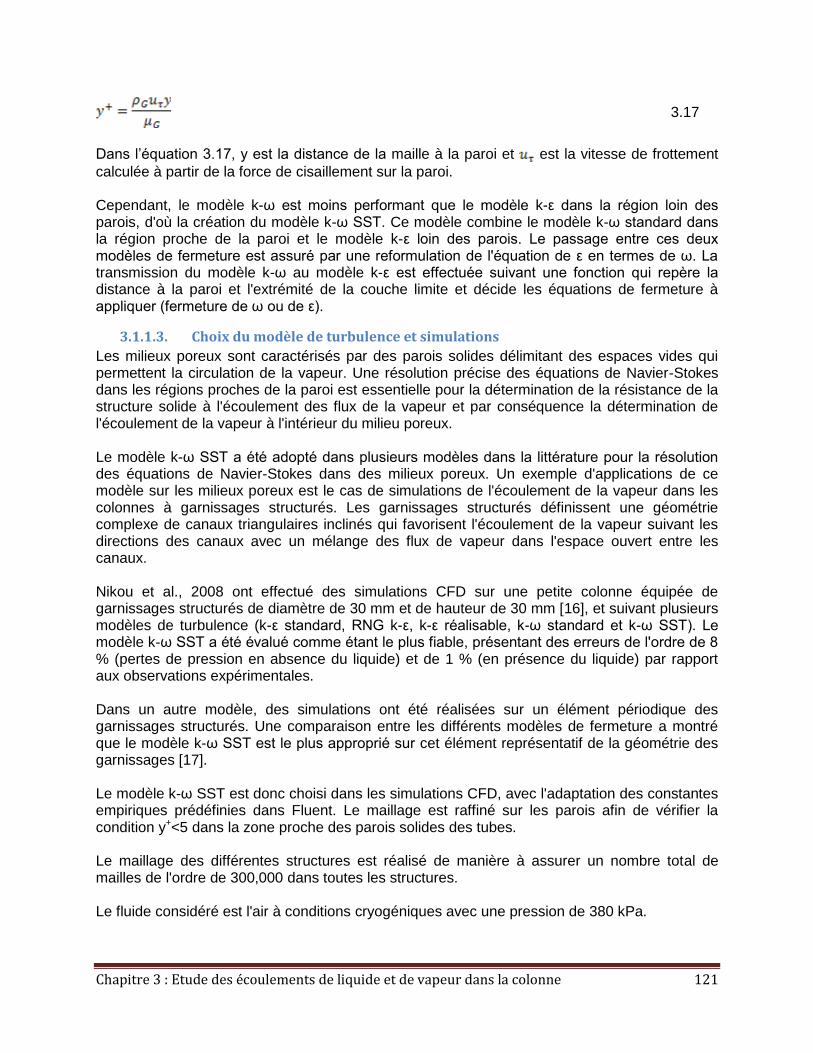
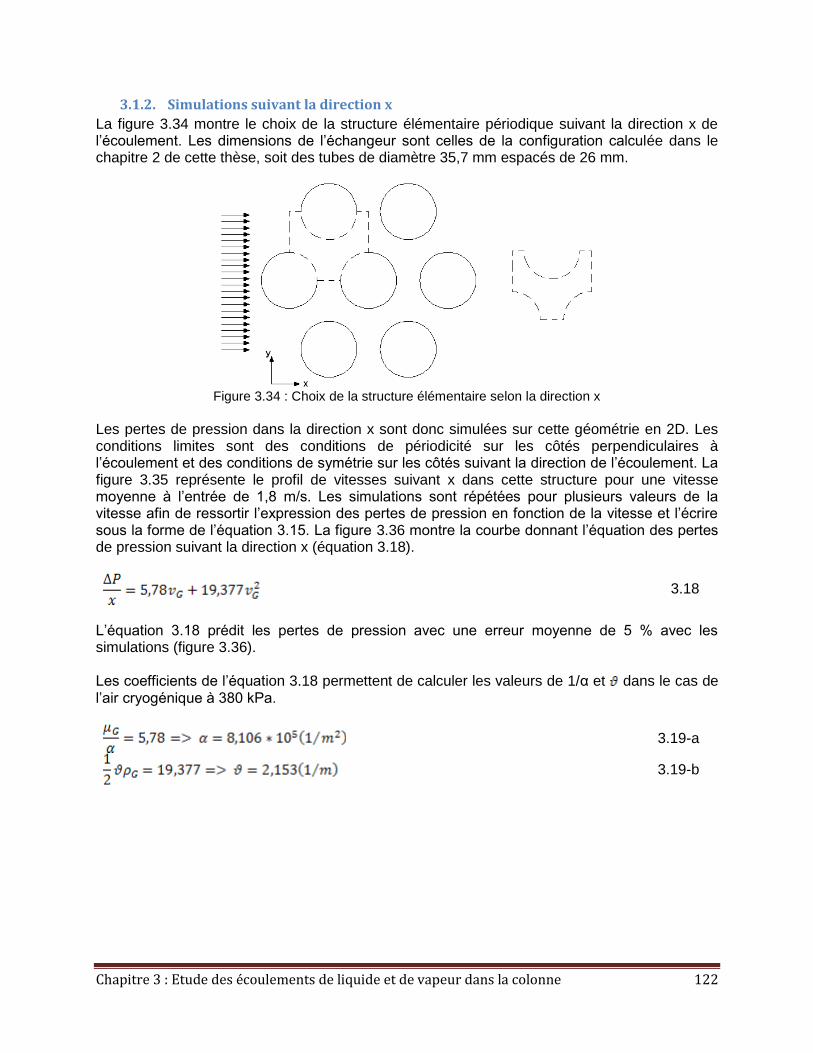
3.1.2. Simulations suivant la direction x 122
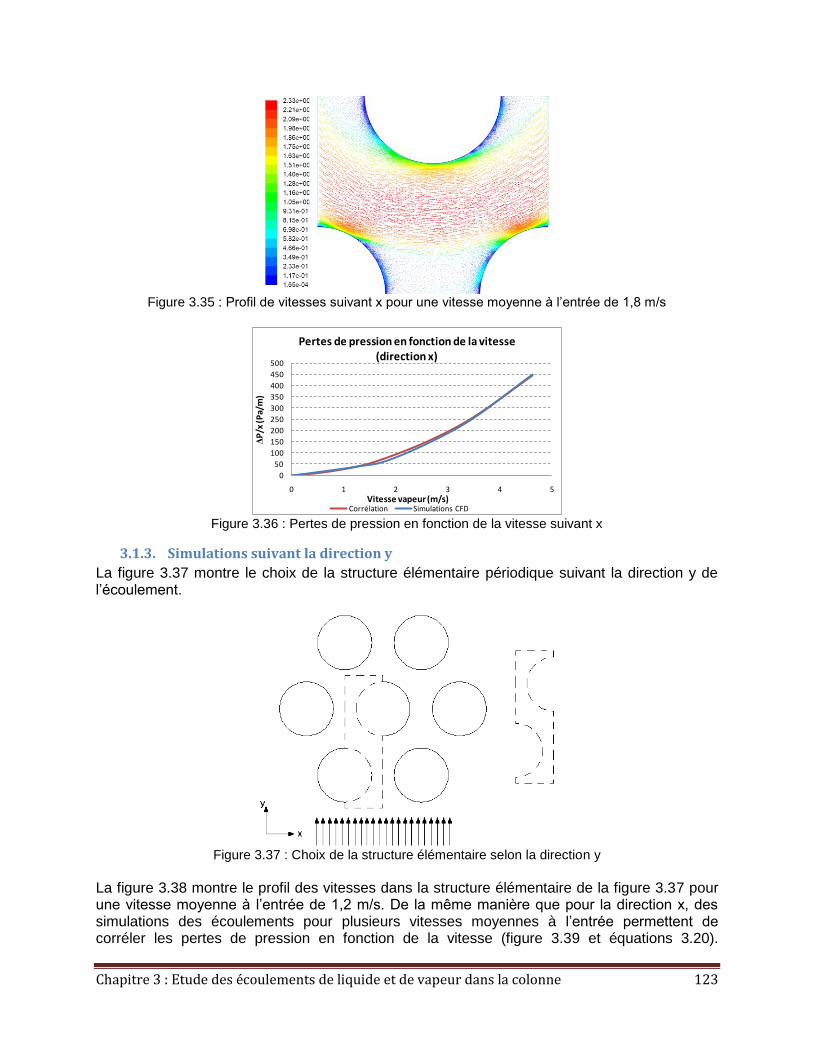
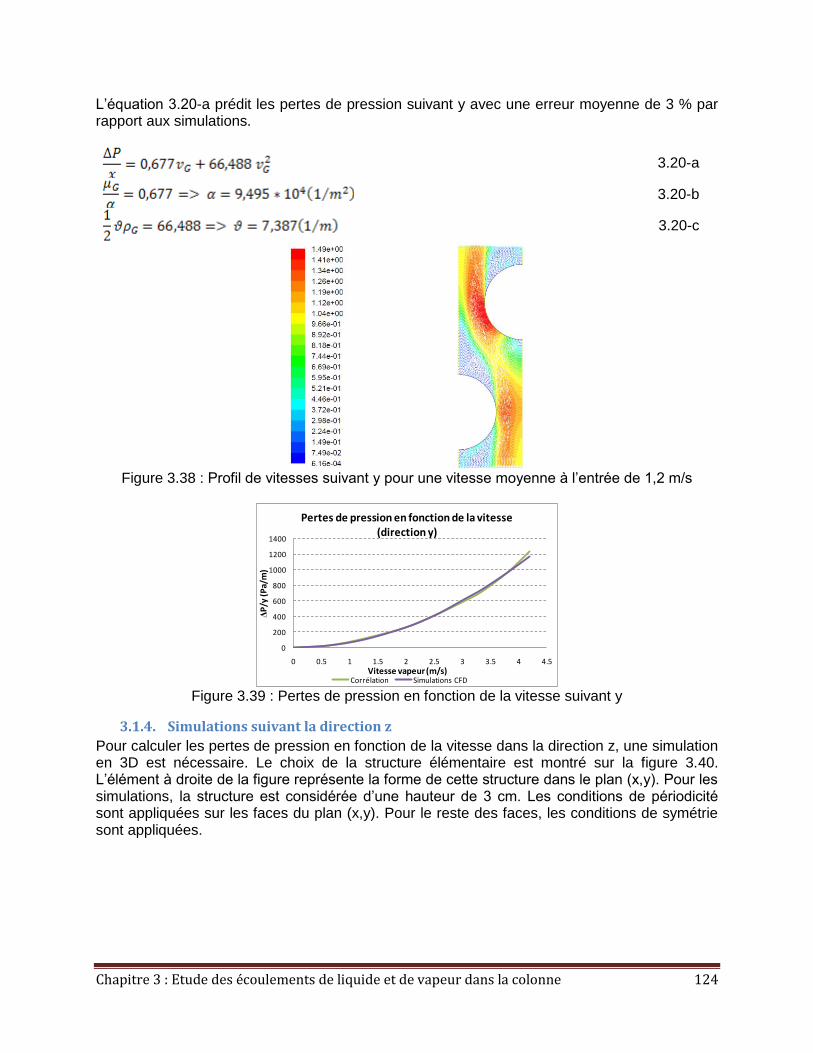
3.1.3. Simulations suivant la direction y 123
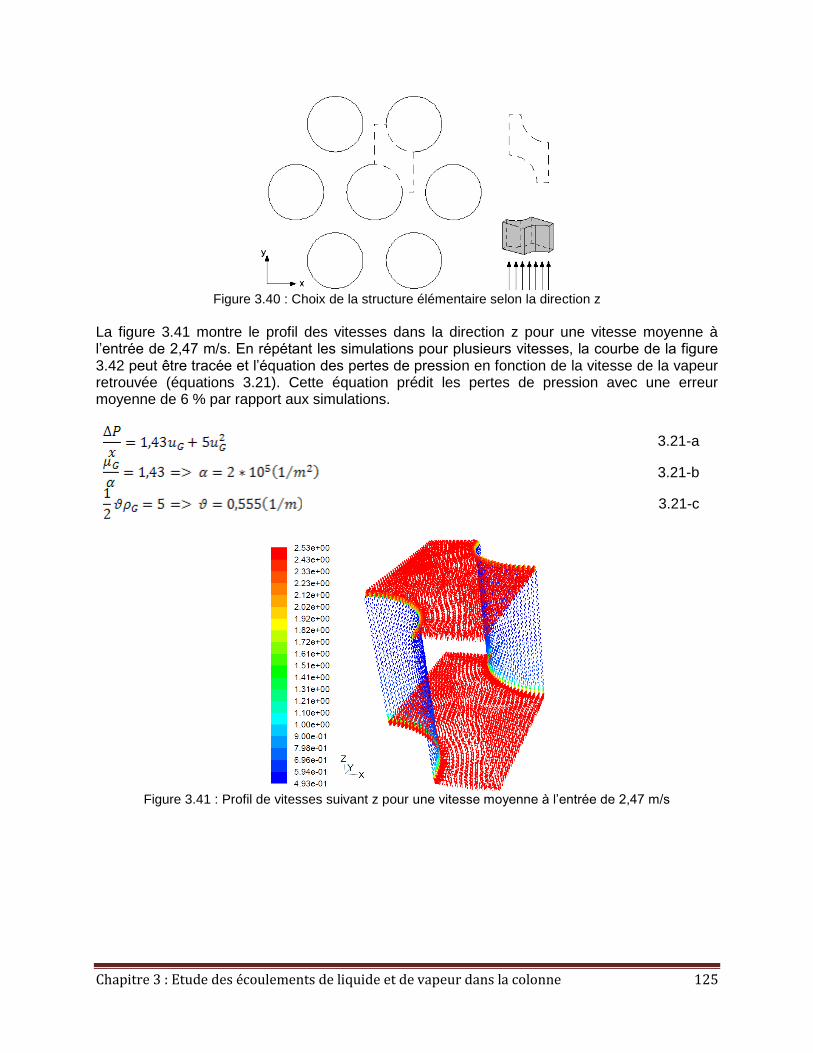
3.1.4. Simulations suivant la direction z 124
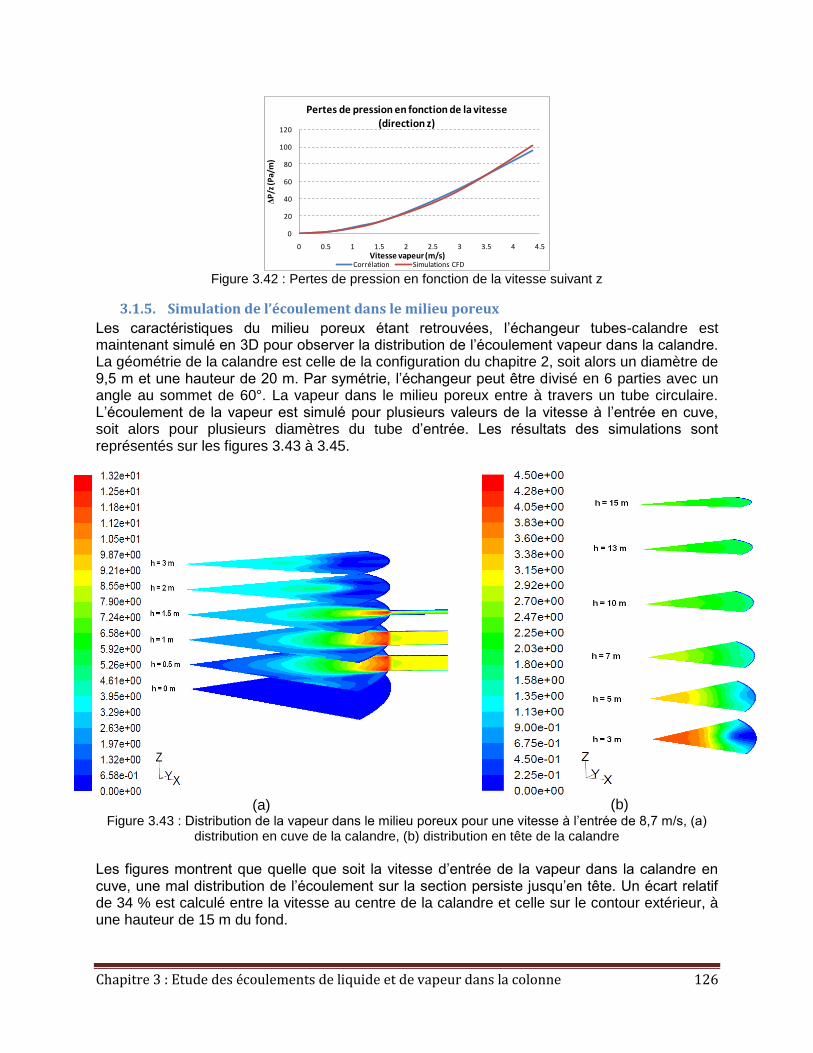
3.1.5. Simulation de l’écoulement dans le milieu poreux 126
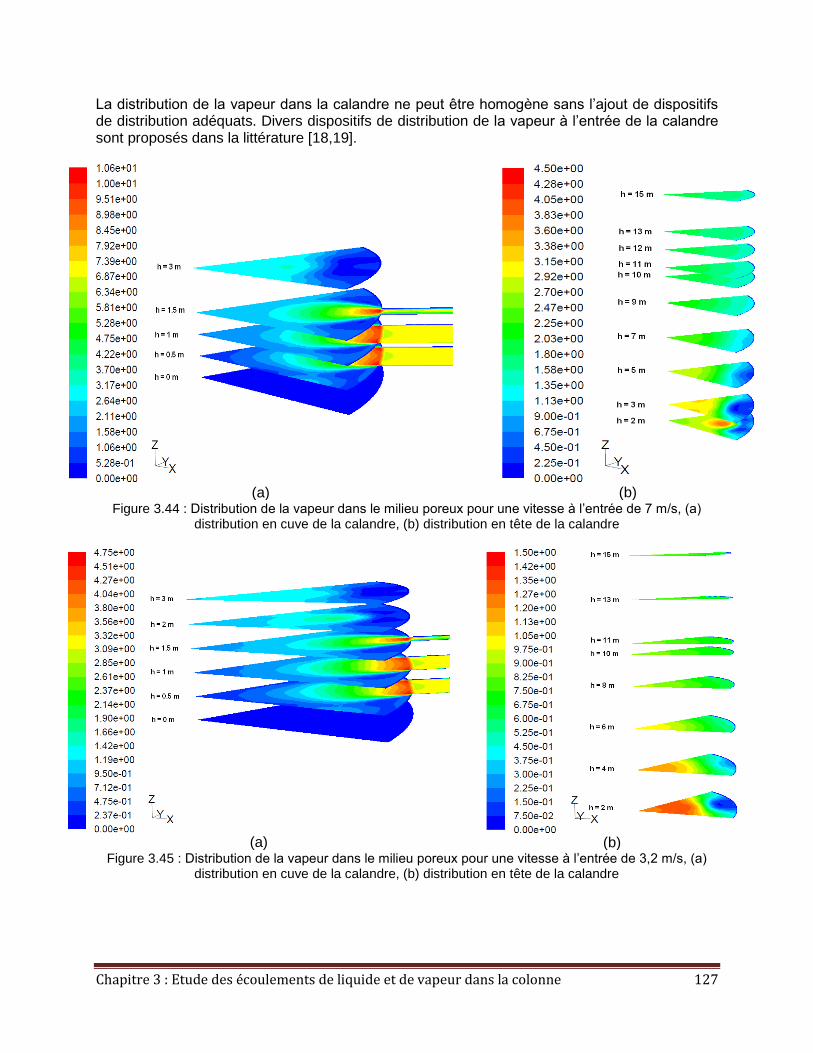
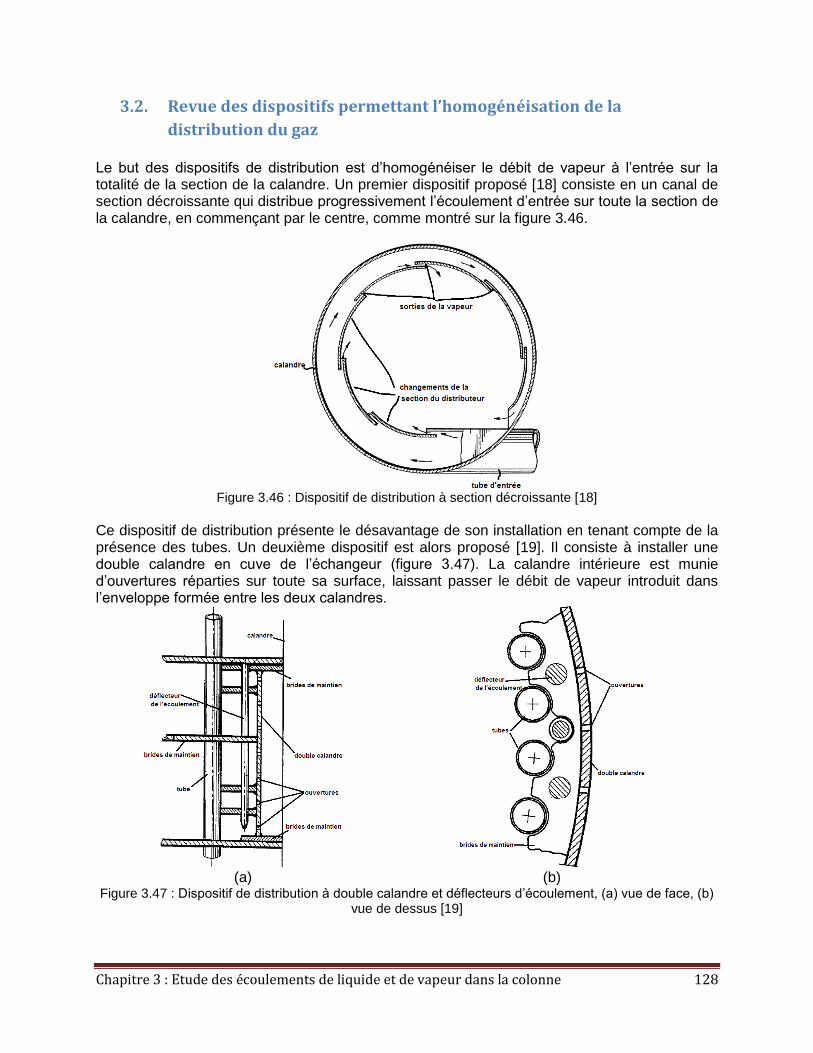
3.2. Revue des dispositifs permettant l’homogénéisation de la distribution du gaz 128
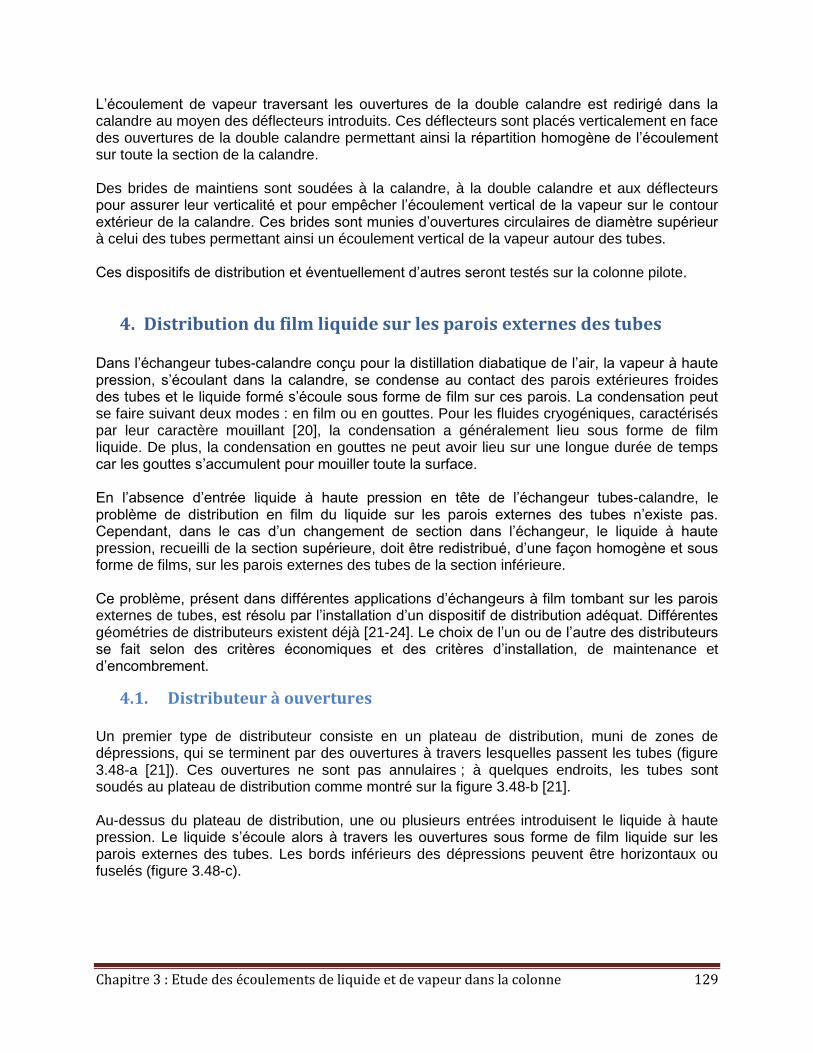
4. Distribution du film liquide sur les parois externes des tubes 129
4.1. Distributeur à ouvertures 129
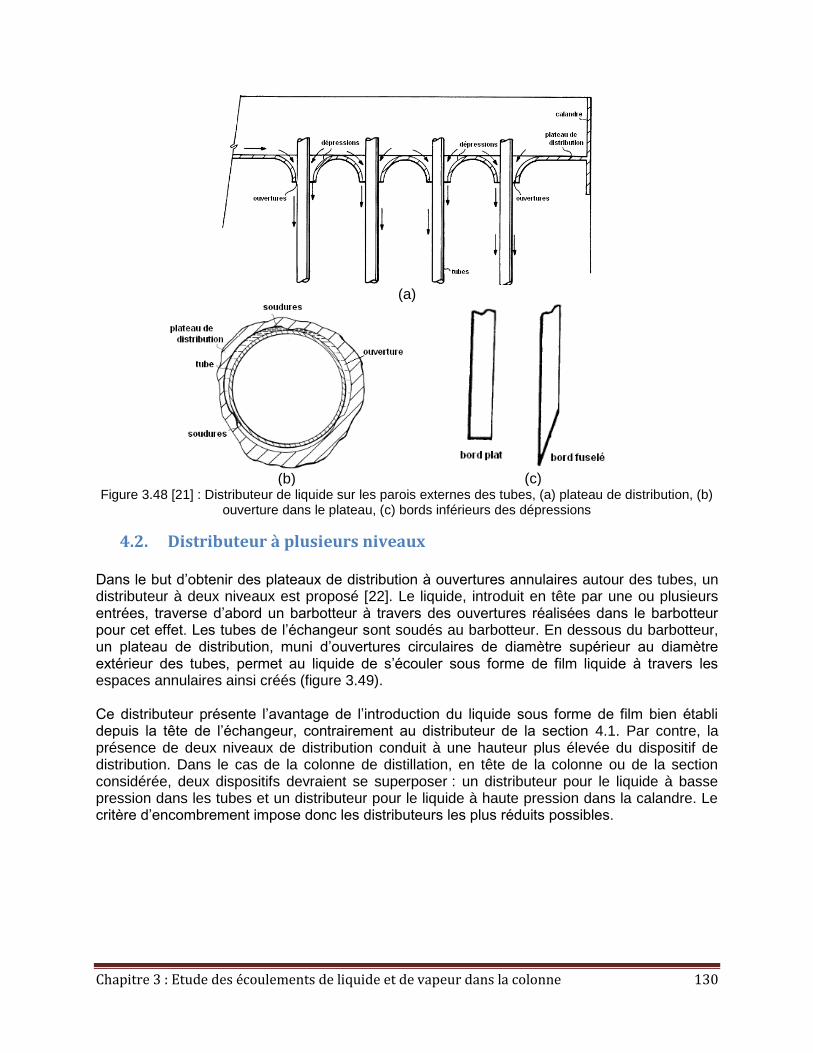
4.2. Distributeur à plusieurs niveaux 130
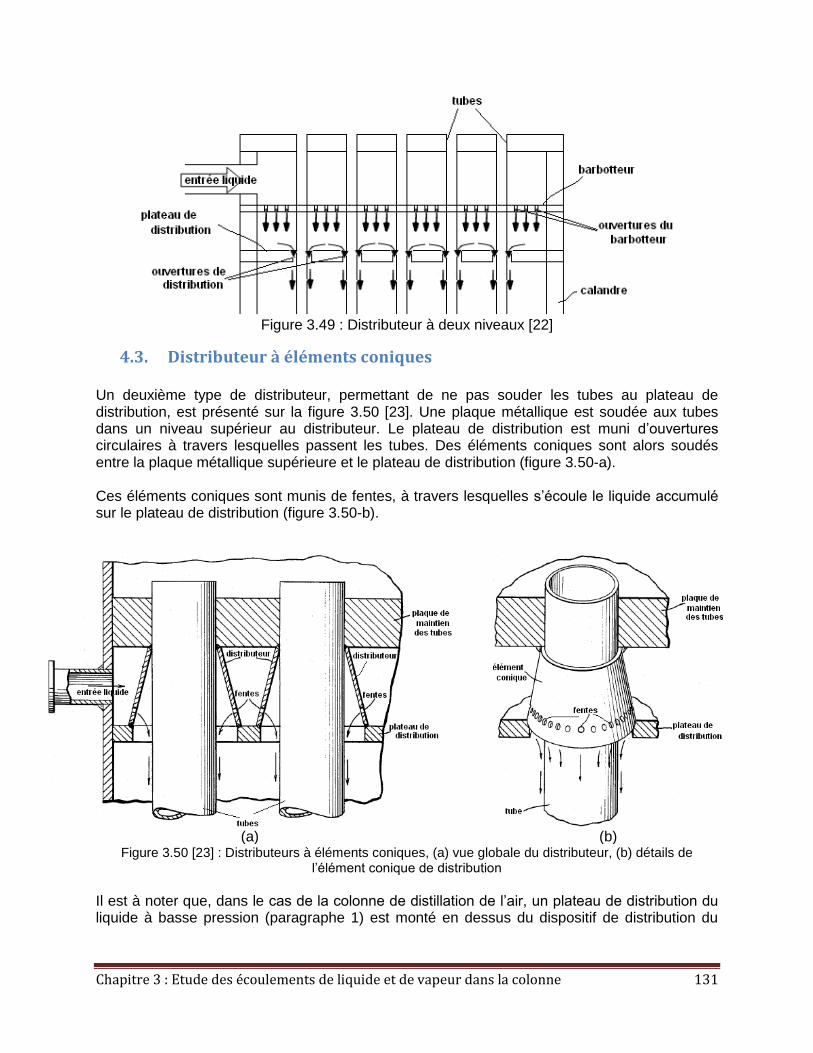
4.3. Distributeur à éléments coniques 131
Conclusions et perspectives 132
REFERENCES 133
CHAPITRE 4 : CONCEPTION D’UNE COLONNE PILOTE POUR VALIDATION 135
Introduction 135
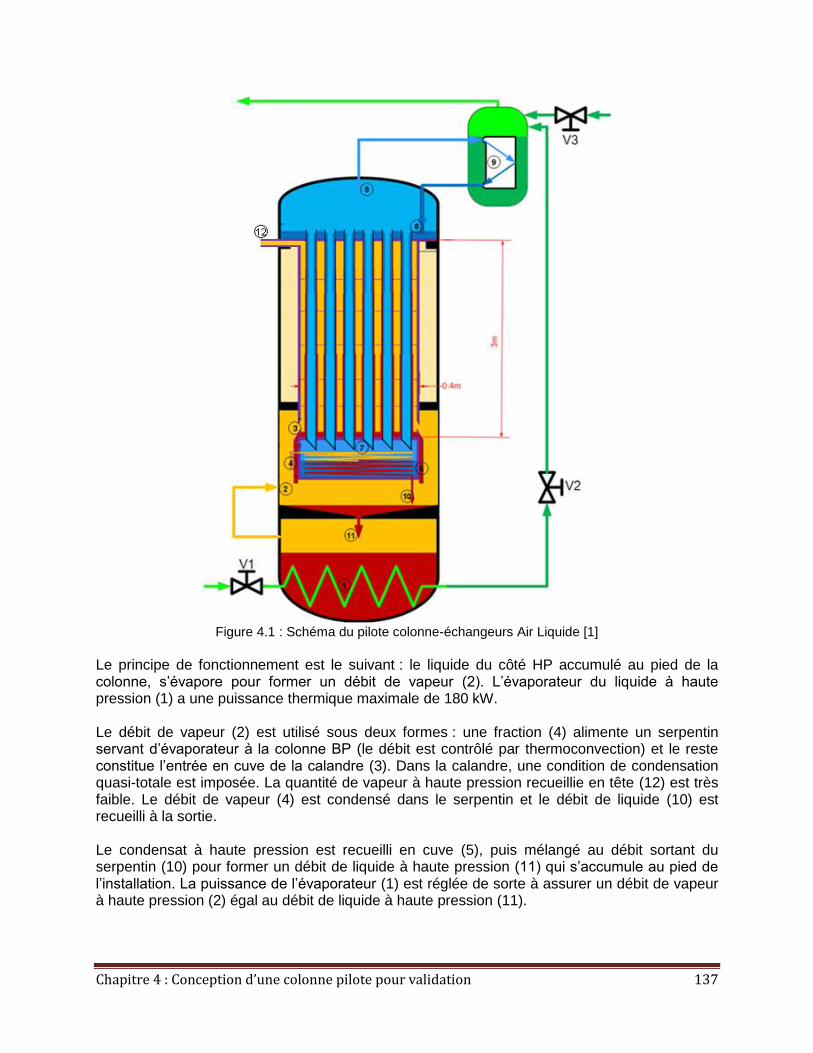
1. Description de la colonne pilote 136
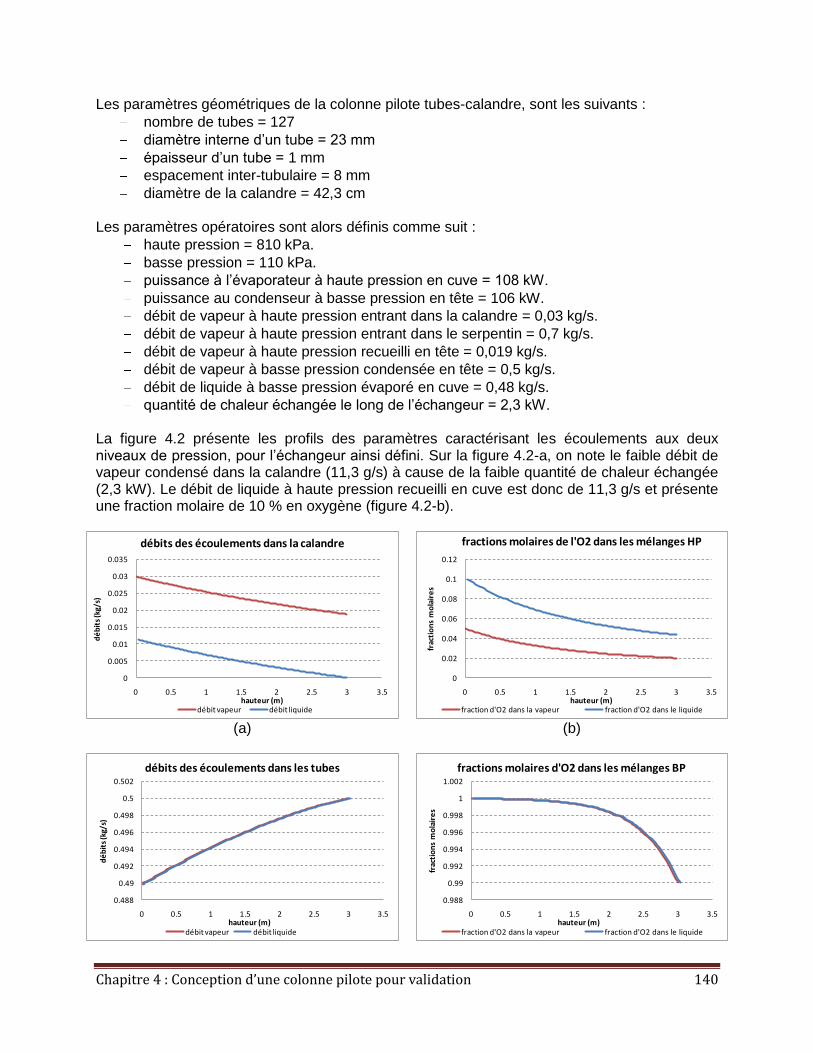
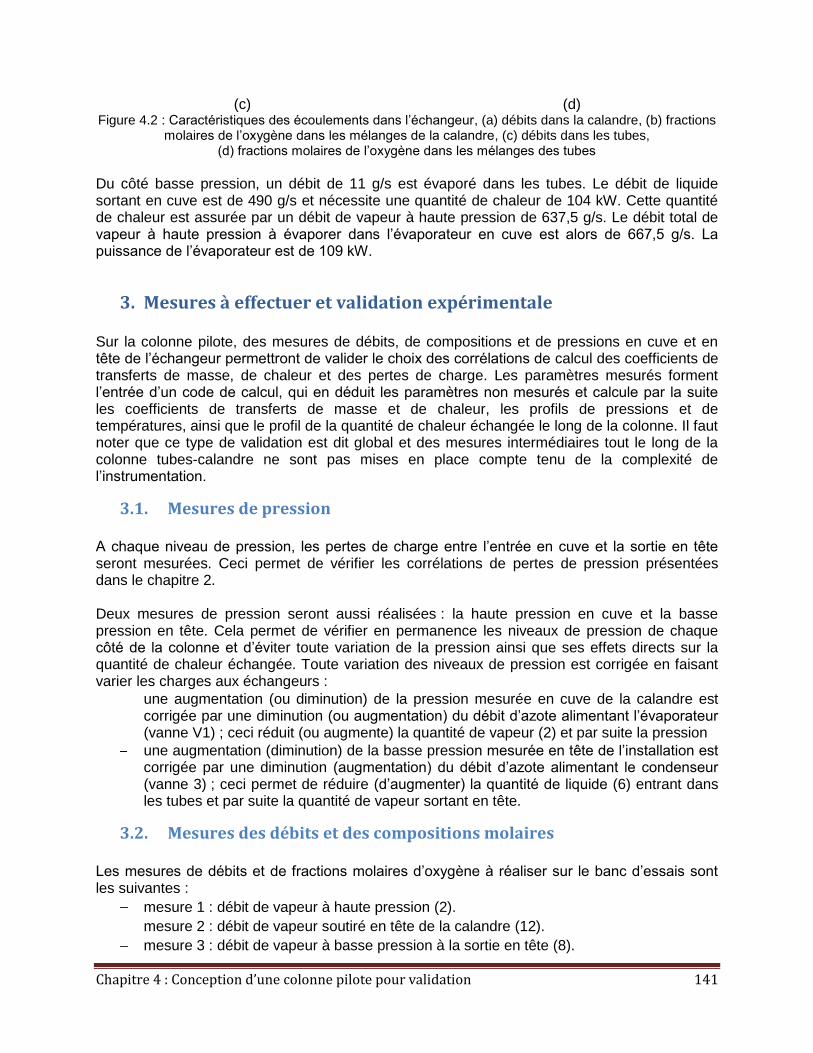
2. Dimensionnement de la colonne pilote tubes-calandre 139
2.1. Méthode de dimensionnement de l’échangeur 139
2.2. Dimensions de l’échangeur tubes-calandre 139
3. Mesures à effectuer et validation expérimentale 141
3.1. Mesures de pression 141
3.2. Mesures des débits et des compositions molaires 141
3.3. Exploitation des mesures 142
Conclusions et perspectives 143
CONCLUSIONS GENERALES ET PERSPECTIVES 145
Nomenclature i
Nomenclature
a Distance, m A Section de passage, m² aP Surface de garnissage, m2/m3 b Base, m bP Base de la corrugation du garnissage, m B Taux de reflux au niveau du bouilleur c Chaleur spécifique massique, J/kg.K C Concentration molaire, mol/m3 C Taux de reflux au niveau du condenseur d Diamètre, m D Coefficient de diffusion, m²/s D Débit du distillat en tête, kg/s dh Diamètre hydraulique, m e Epaisseur, m e Indice de rugosité des surfaces, m E Débit de produit vapeur en cuve, kg/s Ex Flux d’exergie, W f Coefficient de frottement F Emplacement de l’alimentation, m g Accélération de la pesanteur, m/s² G Débit massique de vapeur, kg/s G Flux de la fonction de Gibbs, W h Coefficient de transfert de chaleur en convection, W/m²K h Enthalpie, J/kg h Hauteur de la fente, m hfg Chaleur latente de vaporisation, J/kg hL Hold-up liquide hP Hauteur de la corrugation du garnissage, m hpe Hauteur d’un élément du garnissage, m H Hauteur de la maille, m Irr Irréversibilités j Vitesse d’écoulement, m/s j* Vitesse adimensionnelle k Constante de Boltzmann, J/K k Coefficient du débit K Constante de la loi de Henry kL, G
Coefficient de transfert de masse liquide ou gaz, m/s
L Débit massique de liquide, kg/s Lc Longueur caractéristique, m lG,pe Longueur du canal de vapeur dans l’élément du garnissage, m
Débit massique, kg/s M Masse molaire, kg/mol N Débit molaire, mol/s p Pas, m p Pression partielle, Pa P Pression, Pa q Titre vapeur
Nomenclature ii
Q Flux de chaleur, W r Rayon, m R Constante universelle des gaz parfaits, J/mol.K Rth Résistance thermique, K/W s Entropie spécifique massique, J/kg.K s Tension superficielle, g/s² S Surface, m2 Si Surface interfaciale entre le liquide et la vapeur, m² sP Côté de la corrugation, m T Température, K UL, G Vitesse de liquide ou de gaz, m/s v Vitesse, m/s Vm Volume molaire, m3/mol
Débit volumique, m3/s
x Fraction molaire de l’azote dans le liquide x’ Fraction molaire d’oxygène dans le liquide x* Fraction molaire de l’azote dans le liquide à l’interface y Fraction molaire de l’azote dans la vapeur y’ Fraction molaire de l’oxygène dans la vapeur y* Fraction molaire de l’azote dans la vapeur à l’interface y+ Dimension caractéristique z Altitude, m Lettres grecques
Concentration en équilibre avec x ou y
Angle de la corrugation du garnissage avec l’horizontale, °
Taux de vide
Epaisseur du film liquide, m
Δlm Différence logarithmique moyenne ε Energie caractéristique lors de la diffusion, J ε Porosité du garnissage
GL Coefficient de frottement liquide/vapeur
γ Angle de contact, ° λ Conductivité thermique, W/m.K
Efficacité
Masse volumique, kg/m3 Longueur caractéristique lors de la diffusion, Å
θ Position relative de l’interface liquide/vapeur
θ Angle de l’hélice, ° Γ Débit minimal de mouillage, kg/m.s µ Viscosité, Pa.s µ Potentiel chimique, J/mol
Fraction du canal triangulaire du garnissage occupée par le liquide
ΦL Paramètre de Lockhart-Martinelli pour les pertes de charge par frottement
Φm Paramètre des pertes de charge par changement de la quantité de mouvement
G-L Paramètre d’interaction gaz-liquide
Paramètre de Martinelli pour l’ébullition convective
Ω Intégrale de collision en diffusion
Nomenclature iii
Nombres adimensionnels Fr Nombre de Froude Ja Nombre de Jacob Nu Nombre de Nusselt Pr Nombre de Prandtl Ra Nombre de Rayleigh Re Nombre de Reynolds Sc Nombre de Schmidt Sh Nombre de Sherwood We Nombre de Weber Indices 0 Référence a Ambiante BP, HP Basse pression, haute pression boil, bouil Bouilleur cal Calandre comp Compresseur cond Conduction cond Condenseur conv Convection cool Source froide corr Corrigé e Effective e, s Entrant, sortant eq Equilibre ebul Ebullition eff Effective evap Evaporation ext, int Extérieur, intérieur f Relatif aux frottements g Relative à la gravité G, L Vapeur, liquide i Relatif au volume fini i if Interfaciale in Entrée lam Laminaire LP Basse pression m Relatif à la quantité de mouvement moy Moyenne p Paroi ref Référence rev Réversible rv Vitesse relative s Superficiel sat Saturation stat Statique turb Turbulent
Nomenclature iv
Abréviations BP Basse pression CDA Cryogénique Diabatique de l’Air CFD Computational Fluid Dynamics HP Haute pression LP Basse pression
Introduction générale 1
Introduction générale
L’oxycombustion est l’une des solutions envisageables pour augmenter la concentration du dioxyde de carbone dans les fumées provenant de la combustion de la matière première et faciliter ainsi sa capture et son stockage. En effet, dans le cadre de la stratégie définie par le Conseil de l’Europe, dans son rapport prospectif baptisé Re-Thinking 2050, pour la période postérieure à 2012, les émissions de CO2 devraient être réduites, d’ici 2050, de 30 à 60 % par rapport aux émissions de 1990, et la capture du CO2 est l’une des solutions envisageables pour satisfaire cette ambition. Elle consiste à capturer le CO2 émis par une source industrielle, le concentrer, puis le transporter vers un site de stockage adapté et l’isoler de l’atmosphère. La capture par oxycombustion consiste à séparer l’oxygène de l’air avant la combustion des matières premières ; la combustion est alors réalisée avec de l’oxygène au lieu de l’air et le CO2 dégagé est concentré et facile à séparer en fin du procédé de combustion. Le procédé d’oxycombustion requiert une pureté de l’oxygène de 95 à 99 % pour obtenir une concentration en CO2 dans les fumées supérieures à 80 % en volume. Mais la production d’oxygène à haute pureté dans les colonnes de distillation reste un procédé à forte consommation énergétique (10 à 15 % de l’énergie produite par une centrale électrique) [résumé du projet OXYBAC - ANR]. Dans le but de réduire ces consommations énergétiques, le projet OXYBAC, dans le cadre duquel se situent les travaux de cette thèse, se propose d’étudier les procédés de séparation de l’oxygène de l’air pour réduire leur consommation énergétique sous le seuil de 10 % de l’énergie produite par la centrale, et cela en proposant une nouvelle architecture de colonne de distillation de grande capacité. Les quantités d’oxygène nécessaires pour une centrale électrique de 500 à 800 MW fonctionnant au charbon sont de l’ordre de 10 000 à 15 000 tonnes par jour. Pour répondre à cette demande, trois unités de distillation de l’air, de 4 000 à 5 000 tonnes par jour chacune, devraient être installées [résumé du projet OXYBAC - ANR]. La nouvelle architecture de colonne proposée pour la production de 5 000 tonnes par jour d’oxygène de pureté entre 95 et 99 % est la colonne à échanges de chaleur intégrés, dans laquelle deux colonnes de distillation, à deux niveaux de pression, échangent la chaleur sur toute leur longueur. Ces échanges de chaleur permettent d’éliminer le bouilleur et le condenseur, qui servent dans les colonnes conventionnelles à évaporer une fraction du liquide en cuve et de condenser une fraction de la vapeur en tête, réduisant ainsi les consommations énergétiques dans les colonnes de distillation à échanges de chaleur intégrés. L’objectif de cette thèse est donc de définir l’architecture de la colonne de distillation de l’air à échanges de chaleur intégrés, dite diabatique, et de modéliser les conditions de transferts de masse et de chaleur couplés ayant lieu dans la colonne. Les gains énergétiques apportés par le passage des colonnes doubles adiabatiques conventionnelles aux colonnes diabatiques ainsi définies sont à évaluer. Dans le chapitre 1, une analyse exergétique comparative entre trois types de colonnes de distillation cryogénique de l’air est effectuée : les colonnes simples adiabatiques, les colonnes doubles adiabatiques, à échange de chaleur local entre elles et les colonnes diabatiques, à échanges de chaleur intégrés sur toute leur hauteur. Cette analyse permet d’abord de calculer les paramètres géométriques et opératoires optimaux de chaque colonne conduisant aux pertes
Introduction générale 2
exergétiques minimales, soit alors aux efficacités thermodynamiques maximales. Ensuite, par comparaison des optimums calculés, les avantages des configurations diabatiques considérées dans le cadre de cette thèse sont déduits. Dans le chapitre 2, les colonnes de distillation diabatiques sont conçues. Une étude comparative entre différents types d’échangeurs de chaleur permet de choisir l’échangeur le mieux adapté à la distillation cryogénique de l’air. Les conditions d’échanges de masse et de chaleur couplés sont modélisées et le fonctionnement de la colonne est ainsi simulé. Les simulations permettent de définir la configuration des niveaux de pression dans l’échangeur. Ensuite, l’effet des différentes formes de mal distribution des mélanges de liquide et de vapeur aux entrées de l’échangeur est étudié. Dans le chapitre 3, les différentes formes de mal distribution, globale et locale, sont détaillées. Des essais expérimentaux et des simulations CFD permettent de les caractériser et une recherche bibliographique permet de proposer des dispositifs de distribution homogène adaptés à l’échangeur colonne de distillation conçu. Dans le chapitre 4, une colonne pilote, permettant de valider expérimentalement le concept de la distillation diabatique étudié est dimensionnée et les mesures à réaliser définies.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 3
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air
Introduction L’analyse exergétique des systèmes énergétiques est une des méthodes les plus puissantes pour la compréhension des sources des irréversibilités de ces systèmes. L’identification et la compréhension des origines de ces irréversibilités permet, outre l’identification des moyens d’intégration du ou des procédés réduisant ces pertes exergétiques, l’élaboration des cahiers de charge des composants à développer pour atteindre cet objectif de réduction des irréversibilités. Nombreuses sont les études qui traitent la question de l’analyse exergétique des systèmes énergétiques [1] [2] [3]. A. LALLEMAND [4] effectue une introduction intéressante à cette approche. Il montre sur un cas d’étude que, dans un cycle thermodynamique simple de production de froid (la machine frigorifique), différentes sources d’irréversibilités existent (condenseur, évaporateur, détendeur et compresseur) et que, dans le cas étudié, le compresseur est responsable de 30 % des irréversibilités du système, le condenseur et l’évaporateur de 60 % et le détendeur de 10 %. Ces analyses permettent alors l’identification des sources d’amélioration des performances des cycles, comme par exemple, des compresseurs ayant de meilleurs rendements isentropiques ou des échangeurs de chaleur avec glissement de température. D’un autre côté, nombreuses sont les études qui traitent l’aspect exergétique dans le cas des cycles de séparation de l’air par voie cryogénique [5] [6] [7]. Plusieurs exemples de ce type d’approche globale sont rapportés dans la littérature scientifique. R. CORNELISSEN et G. HIRS [8] ont modélisé sous le logiciel ASPEN PLUS un cycle complet d’une unité de séparation d’air par voie cryogénique. L’unité modélisée par ces auteurs est décrite dans la figure 1.1. On peut décomposer cette unité en cinq grandes parties. L’unité de compression et de purification de l’air sert à comprimer l’air à 600 kPa et à enlever les impuretés et le CO2. L’unité de liquéfaction sert à liquéfier les gaz de l’air par une succession d’une compression, d’un refroidissement et d’une détente.
Figure 1.1 : Diagramme procédé d’une unité de séparation d’air cryogénique
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 4
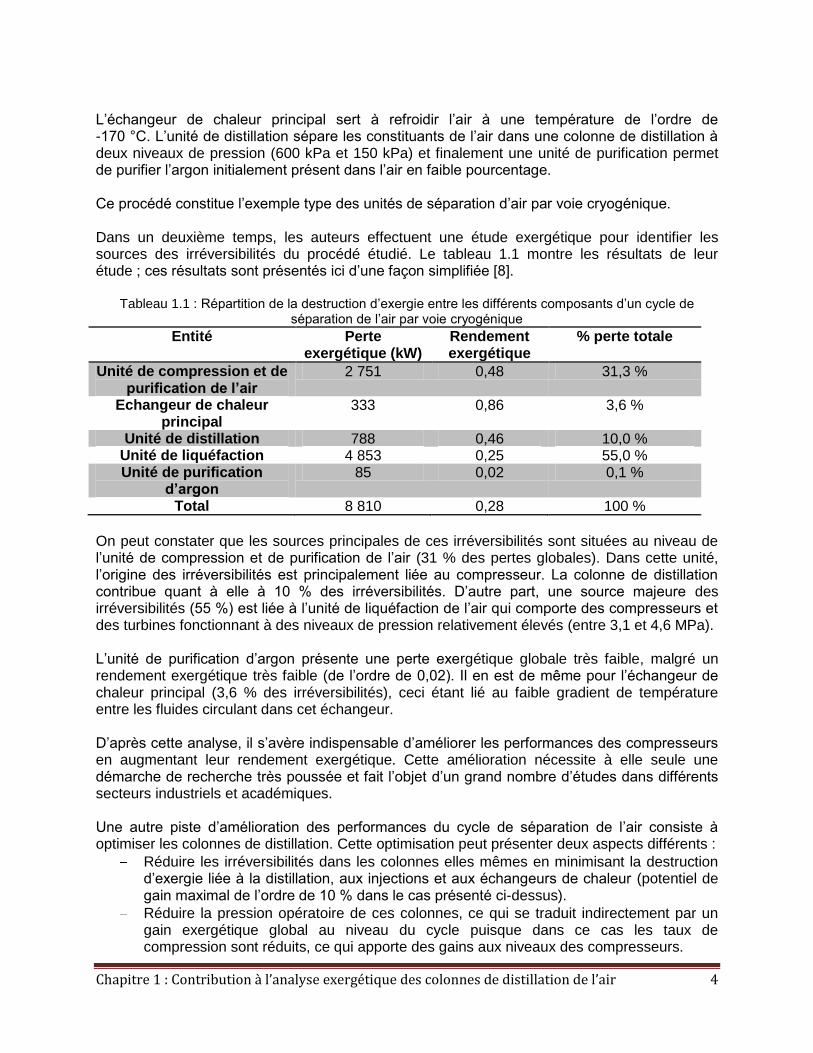
L’échangeur de chaleur principal sert à refroidir l’air à une température de l’ordre de -170 °C. L’unité de distillation sépare les constituants de l’air dans une colonne de distillation à deux niveaux de pression (600 kPa et 150 kPa) et finalement une unité de purification permet de purifier l’argon initialement présent dans l’air en faible pourcentage. Ce procédé constitue l’exemple type des unités de séparation d’air par voie cryogénique. Dans un deuxième temps, les auteurs effectuent une étude exergétique pour identifier les sources des irréversibilités du procédé étudié. Le tableau 1.1 montre les résultats de leur étude ; ces résultats sont présentés ici d’une façon simplifiée [8].
Tableau 1.1 : Répartition de la destruction d’exergie entre les différents composants d’un cycle de séparation de l’air par voie cryogénique
Entité Perte exergétique (kW)
Rendement exergétique
% perte totale
Unité de compression et de purification de l’air
2 751 0,48 31,3 %
Echangeur de chaleur principal
333 0,86 3,6 %
Unité de distillation 788 0,46 10,0 % Unité de liquéfaction 4 853 0,25 55,0 % Unité de purification
d’argon 85 0,02 0,1 %
Total 8 810 0,28 100 %
On peut constater que les sources principales de ces irréversibilités sont situées au niveau de l’unité de compression et de purification de l’air (31 % des pertes globales). Dans cette unité, l’origine des irréversibilités est principalement liée au compresseur. La colonne de distillation contribue quant à elle à 10 % des irréversibilités. D’autre part, une source majeure des irréversibilités (55 %) est liée à l’unité de liquéfaction de l’air qui comporte des compresseurs et des turbines fonctionnant à des niveaux de pression relativement élevés (entre 3,1 et 4,6 MPa). L’unité de purification d’argon présente une perte exergétique globale très faible, malgré un rendement exergétique très faible (de l’ordre de 0,02). Il en est de même pour l’échangeur de chaleur principal (3,6 % des irréversibilités), ceci étant lié au faible gradient de température entre les fluides circulant dans cet échangeur. D’après cette analyse, il s’avère indispensable d’améliorer les performances des compresseurs en augmentant leur rendement exergétique. Cette amélioration nécessite à elle seule une démarche de recherche très poussée et fait l’objet d’un grand nombre d’études dans différents secteurs industriels et académiques. Une autre piste d’amélioration des performances du cycle de séparation de l’air consiste à optimiser les colonnes de distillation. Cette optimisation peut présenter deux aspects différents :
Réduire les irréversibilités dans les colonnes elles mêmes en minimisant la destruction d’exergie liée à la distillation, aux injections et aux échangeurs de chaleur (potentiel de gain maximal de l’ordre de 10 % dans le cas présenté ci-dessus).
Réduire la pression opératoire de ces colonnes, ce qui se traduit indirectement par un gain exergétique global au niveau du cycle puisque dans ce cas les taux de compression sont réduits, ce qui apporte des gains aux niveaux des compresseurs.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 5
Dans la suite de ce chapitre, ce sont ces deux voies d’amélioration qui sont explorées. Dans un premier temps, une étude détaillée portant sur l’analyse exergétique d’une colonne de distillation du point de vue théorique est effectuée. Dans un deuxième temps, des solutions permettant de réduire la pression dans la colonne haute pression sont analysées. Une comparaison du point de vue exergétique entre trois types de colonne de distillation est présentée :
Colonne simple adiabatique.
Colonne double adiabatique.
Colonne double diabatique. Cette étude est rédigée sous forme d’un article scientifique.
1. Etude exergétique théorique d’une colonne de distillation
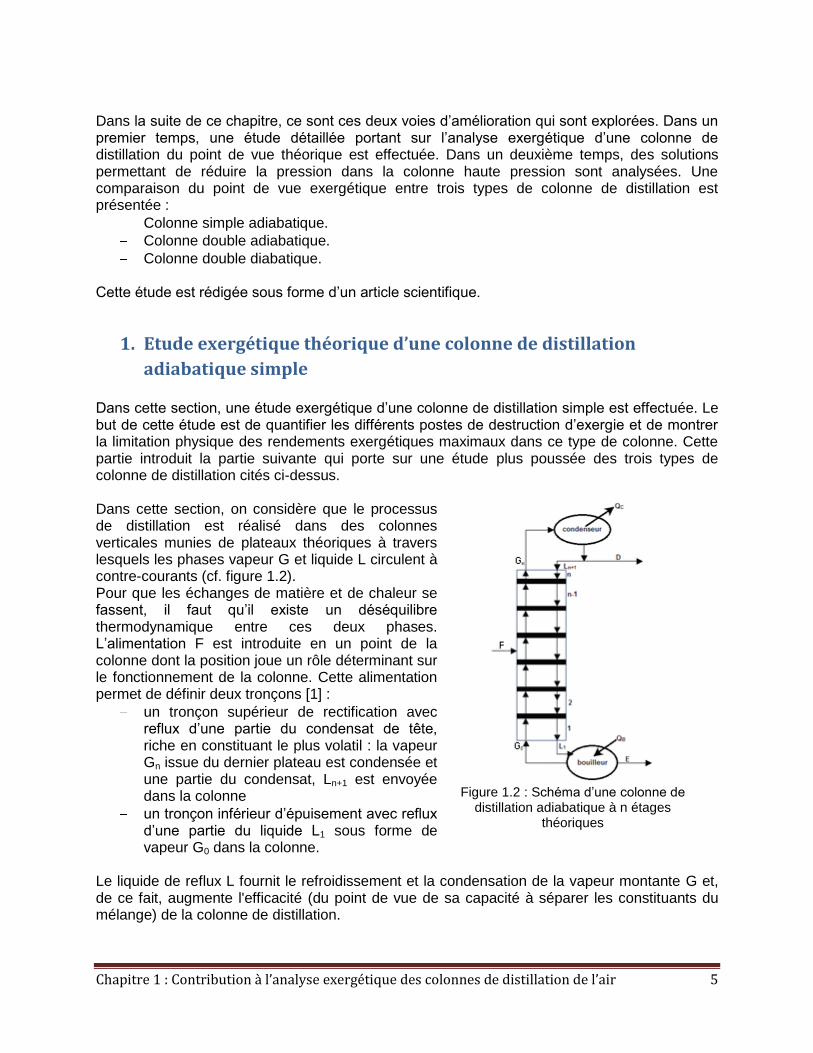
adiabatique simple Dans cette section, une étude exergétique d’une colonne de distillation simple est effectuée. Le but de cette étude est de quantifier les différents postes de destruction d’exergie et de montrer la limitation physique des rendements exergétiques maximaux dans ce type de colonne. Cette partie introduit la partie suivante qui porte sur une étude plus poussée des trois types de colonne de distillation cités ci-dessus. Dans cette section, on considère que le processus de distillation est réalisé dans des colonnes verticales munies de plateaux théoriques à travers lesquels les phases vapeur G et liquide L circulent à contre-courants (cf. figure 1.2). Pour que les échanges de matière et de chaleur se fassent, il faut qu’il existe un déséquilibre thermodynamique entre ces deux phases. L’alimentation F est introduite en un point de la colonne dont la position joue un rôle déterminant sur le fonctionnement de la colonne. Cette alimentation permet de définir deux tronçons [1] :
un tronçon supérieur de rectification avec reflux d’une partie du condensat de tête, riche en constituant le plus volatil : la vapeur Gn issue du dernier plateau est condensée et une partie du condensat, Ln+1 est envoyée dans la colonne
un tronçon inférieur d’épuisement avec reflux d’une partie du liquide L1 sous forme de vapeur G0 dans la colonne.
Figure 1.2 : Schéma d’une colonne de
distillation adiabatique à n étages théoriques
Le liquide de reflux L fournit le refroidissement et la condensation de la vapeur montante G et, de ce fait, augmente l'efficacité (du point de vue de sa capacité à séparer les constituants du mélange) de la colonne de distillation.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 6
On suppose aussi qu’à chaque étage théorique la vapeur sortante et le liquide sortant sont en équilibre thermodynamique, alors qu’il existe un déséquilibre nécessaire entre la vapeur entrante et le liquide sortant [9]. Le déséquilibre thermodynamique est maintenu dans la colonne, en chauffant le liquide en bas de la colonne dans un bouilleur, et en refroidissant la vapeur en tête de colonne dans un condenseur partiel. Ces deux zones d’échanges thermiques sont analysées dans l’étude énergétique [9]. On suppose que le liquide sortant du condenseur est à sa température de bulle, et subit donc un simple changement d’état sans modification de composition. Dans ce cas, le point représentatif du liquide D se trouve sur la courbe d’ébullition [1]. Le bouilleur est un échangeur de chaleur qui assure la vaporisation partielle du liquide ruisselant du premier étage du tronçon d’épuisement. Le liquide est appauvri en constituant volatil et la vapeur enrichie : le bouilleur est donc assimilable à un étage théorique [1]. Remarquons alors que la température dans la colonne doit avoir un profil décroissant allant du bas (bouilleur) vers le haut (condenseur), et ce du fait de la différence de volatilité des composants, le constituant le plus lourd ayant la température d’ébullition la plus élevée.
1.1. Méthode simplifiée pour le dimensionnement des colonnes Afin d’effectuer l’étude exergétique de cette colonne, des méthodes de dimensionnement simples ont été utilisées. Ces méthodes ont été programmées sous forme de feuille de calcul sous Excel. La première méthode est celle de Ponchon-Savarit ; elle est la plus générale des deux méthodes utilisées dans cette étude et s’applique à différents cas de séparation de mélanges binaires. La deuxième méthode est celle de MacCabe et Thiele qui apporte une simplification en considérant que les débits massiques des deux phases sur chaque section sont constants.
1.1.1. Méthode de Ponchon-Savarit
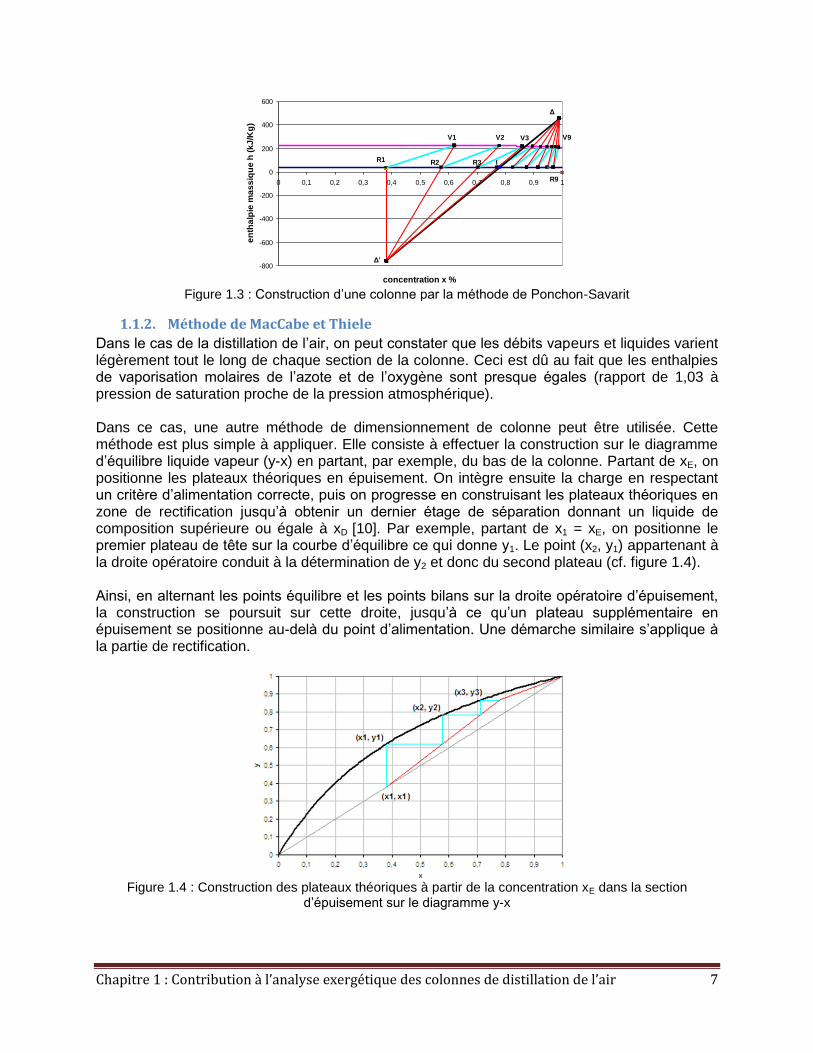
L’application de la méthode de Ponchon-Savarit consiste en une représentation graphique de la distillation sur un diagramme enthalpie massique - composition. Le modèle classique de la colonne de la distillation avec une alimentation et deux solutions, riche et pauvre en azote, sortant respectivement du haut et du bas de la colonne est représentée sur la figure 1.3. Cette méthode permet de dimensionner une colonne de distillation d’un mélange binaire connaissant l’état physique et les compositions du fluide injecté xF au point F et des fluides soutirés en tête et en cuve de la colonne, xD au point D et xE au point E respectivement. Cette méthode consiste à fixer sur le diagramme enthalpique ces trois points F, E et D. La connaissance des chaleurs Wcond au niveau du condenseur et Qbouil au niveau du bouilleur permet de fixer sur le diagramme un pôle Δ (XD, hD + Wcond/D) ainsi qu’un pôle d’épuisement Δ’ (XE, hE - Wbouil/E). Ces deux pôles permettent par la suite de réaliser la construction du diagramme Ponchon-Savarit (cf. figure 1.3) et de déduire le nombre des plateaux ainsi que la composition du mélange tout le long de la colonne.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 7
-800
-600
-400
-200
0
200
400
600
0 0,1 0,2 0,3 0,4 0,5 0,6 0,7 0,8 0,9 1
concentration x %
en
tha
lpie
ma
ss
iqu
e h
(k
J/K
g)
Δ’
Δ
R1
V1
R2
V2
R3
R9
V9
I
V3
Figure 1.3 : Construction d’une colonne par la méthode de Ponchon-Savarit
1.1.2. Méthode de MacCabe et Thiele
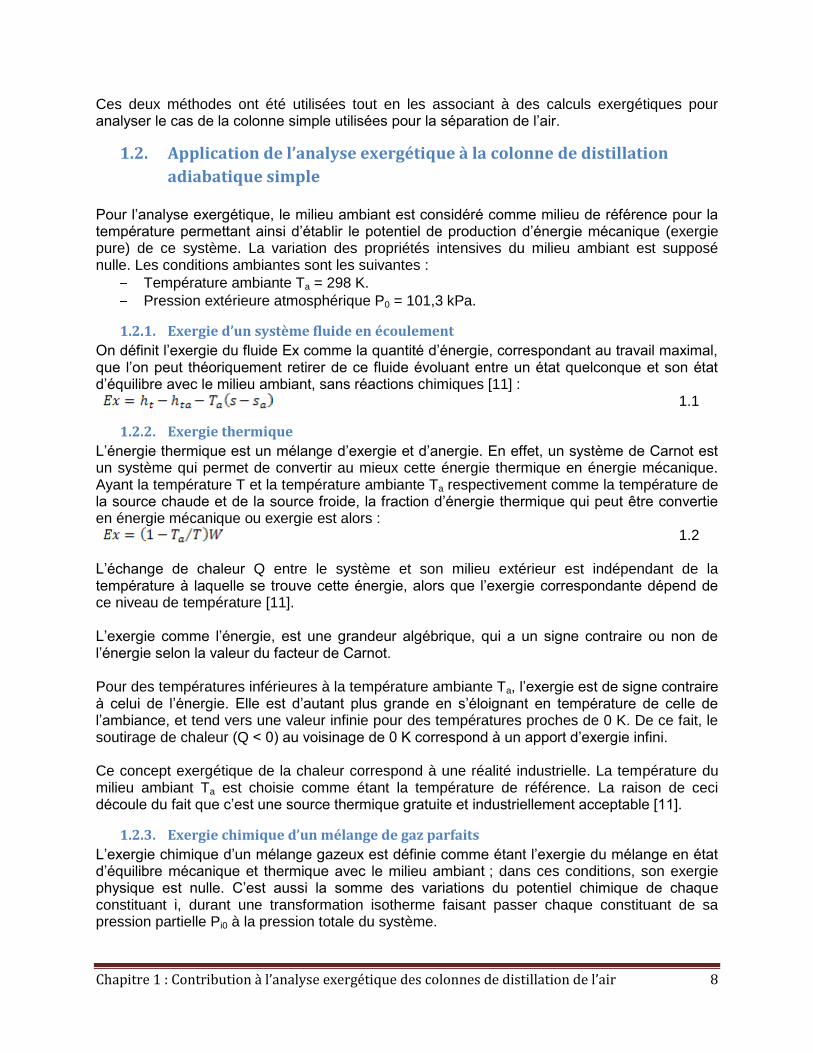
Dans le cas de la distillation de l’air, on peut constater que les débits vapeurs et liquides varient légèrement tout le long de chaque section de la colonne. Ceci est dû au fait que les enthalpies de vaporisation molaires de l’azote et de l’oxygène sont presque égales (rapport de 1,03 à pression de saturation proche de la pression atmosphérique). Dans ce cas, une autre méthode de dimensionnement de colonne peut être utilisée. Cette méthode est plus simple à appliquer. Elle consiste à effectuer la construction sur le diagramme d’équilibre liquide vapeur (y-x) en partant, par exemple, du bas de la colonne. Partant de xE, on positionne les plateaux théoriques en épuisement. On intègre ensuite la charge en respectant un critère d’alimentation correcte, puis on progresse en construisant les plateaux théoriques en zone de rectification jusqu’à obtenir un dernier étage de séparation donnant un liquide de composition supérieure ou égale à xD [10]. Par exemple, partant de x1 = xE, on positionne le premier plateau de tête sur la courbe d’équilibre ce qui donne y1. Le point (x2, y1) appartenant à la droite opératoire conduit à la détermination de y2 et donc du second plateau (cf. figure 1.4). Ainsi, en alternant les points équilibre et les points bilans sur la droite opératoire d’épuisement, la construction se poursuit sur cette droite, jusqu’à ce qu’un plateau supplémentaire en épuisement se positionne au-delà du point d’alimentation. Une démarche similaire s’applique à la partie de rectification.
Figure 1.4 : Construction des plateaux théoriques à partir de la concentration xE dans la section
d’épuisement sur le diagramme y-x
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 8
Ces deux méthodes ont été utilisées tout en les associant à des calculs exergétiques pour analyser le cas de la colonne simple utilisées pour la séparation de l’air.
1.2. Application de l’analyse exergétique { la colonne de distillation
adiabatique simple Pour l’analyse exergétique, le milieu ambiant est considéré comme milieu de référence pour la température permettant ainsi d’établir le potentiel de production d’énergie mécanique (exergie pure) de ce système. La variation des propriétés intensives du milieu ambiant est supposé nulle. Les conditions ambiantes sont les suivantes :
Température ambiante Ta = 298 K.
Pression extérieure atmosphérique P0 = 101,3 kPa.
1.2.1. Exergie d’un système fluide en écoulement
On définit l’exergie du fluide Ex comme la quantité d’énergie, correspondant au travail maximal, que l’on peut théoriquement retirer de ce fluide évoluant entre un état quelconque et son état d’équilibre avec le milieu ambiant, sans réactions chimiques [11] :
1.1
1.2.2. Exergie thermique
L’énergie thermique est un mélange d’exergie et d’anergie. En effet, un système de Carnot est un système qui permet de convertir au mieux cette énergie thermique en énergie mécanique. Ayant la température T et la température ambiante Ta respectivement comme la température de la source chaude et de la source froide, la fraction d’énergie thermique qui peut être convertie en énergie mécanique ou exergie est alors :
1.2 L’échange de chaleur Q entre le système et son milieu extérieur est indépendant de la température à laquelle se trouve cette énergie, alors que l’exergie correspondante dépend de ce niveau de température [11]. L’exergie comme l’énergie, est une grandeur algébrique, qui a un signe contraire ou non de l’énergie selon la valeur du facteur de Carnot. Pour des températures inférieures à la température ambiante Ta, l’exergie est de signe contraire à celui de l’énergie. Elle est d’autant plus grande en s’éloignant en température de celle de l’ambiance, et tend vers une valeur infinie pour des températures proches de 0 K. De ce fait, le soutirage de chaleur (Q < 0) au voisinage de 0 K correspond à un apport d’exergie infini. Ce concept exergétique de la chaleur correspond à une réalité industrielle. La température du milieu ambiant Ta est choisie comme étant la température de référence. La raison de ceci découle du fait que c’est une source thermique gratuite et industriellement acceptable [11].
1.2.3. Exergie chimique d’un mélange de gaz parfaits
L’exergie chimique d’un mélange gazeux est définie comme étant l’exergie du mélange en état d’équilibre mécanique et thermique avec le milieu ambiant ; dans ces conditions, son exergie physique est nulle. C’est aussi la somme des variations du potentiel chimique de chaque constituant i, durant une transformation isotherme faisant passer chaque constituant de sa pression partielle Pi0 à la pression totale du système.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 9
La variation de la fonction de Gibbs, exprimée en fonction du potentiel chimique μi, entre les deux états mentionnés précédemment n’est autre que l’exergie chimique du mélange [12] :
1.3
1.4
Il faut noter que, dans la suite de l’étude, l’exergie du mélange a été calculée à l’aide du logiciel REFPROP8.0 qui permet de prendre en compte les différentes formes de l’exergie du mélange.
1.2.4. Séparation idéale d’un mélange gazeux
Le processus de mélange de plusieurs gaz est un phénomène irréversible, de sorte que leur séparation ne peut être achevée que par une intervention extérieure. Cependant, imaginons un système idéal fictif Σ où tous les processus sont considérés réversibles, contenant un mélange binaire gazeux sous la pression totale Pm. Ce système comprend des membranes semi-perméables permettant le passage d’un gaz et empêchant le passage des autres gaz. Ainsi, pendant le processus de mélange des substances, une certaine quantité de travail sera libérée du mélange vers l’extérieur, alors qu’il y aura un apport de cette même quantité de travail lors de la séparation des constituants. Ce système possède un arrangement spécial de deux cylindres à deux pistons. Un déplacement en sens contraire et au fond des deux pistons permet l’obtention des deux gaz à l’état pur, chacun étant à la même température T0 et la pression totale Pm du mélange initial. Le travail requis pour la séparation totale du mélange des deux gaz parfaits, est considéré comme étant la somme du travail de compression à température constante T0 de chaque composant gazeux, de sa pression partielle dans le mélange à la pression totale Pm. Ce travail, après développement, peut être exprimé comme [13] :
1.5
A une température de T0 = 298 K, l’air ambiant est considéré comme un mélange binaire, avec la composition molaire suivante (21 % en O2 et 79 % en N2). Le travail minimal requis pour sa séparation totale serait égal à [14] :
Etendre la formule précédente à un mélange de plusieurs gaz parfaits, permet d’obtenir [13] :
1.6
Où yi est la fraction molaire du ième composant dans le mélange. Dans une colonne de distillation où la séparation des injections de mélange peut ne pas être complète, le travail minimal requis pour la séparation des mélanges gazeux, aura la forme suivante [13] :
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 10
1.7
Cette définition du travail minimal sera utilisée dans la suite pour calculer le rendement exergétique des colonnes de distillations.
1.3. Paramètres de performance exergétique dans la colonne Ils sont classés en deux catégories : paramètres quantitatifs (pertes exergétiques) et paramètres qualitatifs (efficacité de la colonne) [15]. On suppose dans la suite que l’exergie sortant de la colonne est utilisée entièrement dans d’autres processus.
1.3.1. Irréversibilités internes dans la colonne adiabatique
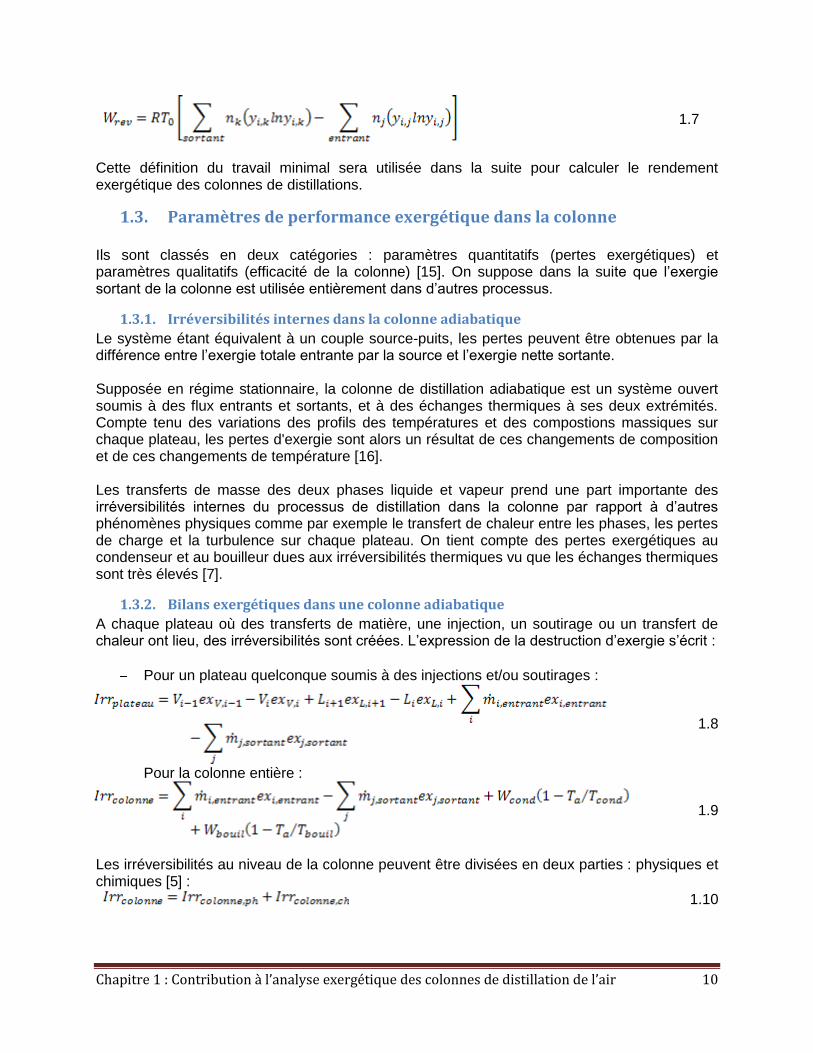
Le système étant équivalent à un couple source-puits, les pertes peuvent être obtenues par la différence entre l’exergie totale entrante par la source et l’exergie nette sortante. Supposée en régime stationnaire, la colonne de distillation adiabatique est un système ouvert soumis à des flux entrants et sortants, et à des échanges thermiques à ses deux extrémités. Compte tenu des variations des profils des températures et des compostions massiques sur chaque plateau, les pertes d'exergie sont alors un résultat de ces changements de composition et de ces changements de température [16]. Les transferts de masse des deux phases liquide et vapeur prend une part importante des irréversibilités internes du processus de distillation dans la colonne par rapport à d’autres phénomènes physiques comme par exemple le transfert de chaleur entre les phases, les pertes de charge et la turbulence sur chaque plateau. On tient compte des pertes exergétiques au condenseur et au bouilleur dues aux irréversibilités thermiques vu que les échanges thermiques sont très élevés [7].
1.3.2. Bilans exergétiques dans une colonne adiabatique
A chaque plateau où des transferts de matière, une injection, un soutirage ou un transfert de chaleur ont lieu, des irréversibilités sont créées. L’expression de la destruction d’exergie s’écrit :
Pour un plateau quelconque soumis à des injections et/ou soutirages :
1.8
Pour la colonne entière :
1.9
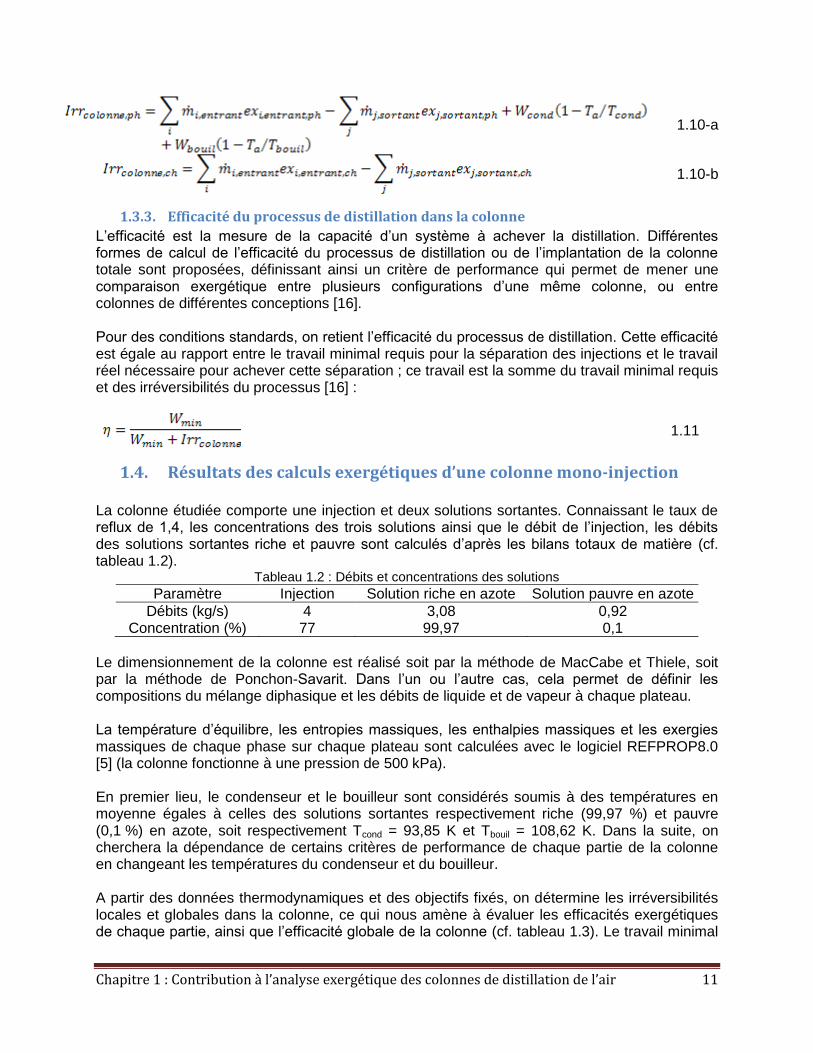
Les irréversibilités au niveau de la colonne peuvent être divisées en deux parties : physiques et chimiques [5] :
1.10
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 11
1.10-a
1.10-b
1.3.3. Efficacité du processus de distillation dans la colonne
L’efficacité est la mesure de la capacité d’un système à achever la distillation. Différentes formes de calcul de l’efficacité du processus de distillation ou de l’implantation de la colonne totale sont proposées, définissant ainsi un critère de performance qui permet de mener une comparaison exergétique entre plusieurs configurations d’une même colonne, ou entre colonnes de différentes conceptions [16]. Pour des conditions standards, on retient l’efficacité du processus de distillation. Cette efficacité est égale au rapport entre le travail minimal requis pour la séparation des injections et le travail réel nécessaire pour achever cette séparation ; ce travail est la somme du travail minimal requis et des irréversibilités du processus [16] :
1.11
1.4. Résultats des calculs exergétiques d’une colonne mono-injection La colonne étudiée comporte une injection et deux solutions sortantes. Connaissant le taux de reflux de 1,4, les concentrations des trois solutions ainsi que le débit de l’injection, les débits des solutions sortantes riche et pauvre sont calculés d’après les bilans totaux de matière (cf. tableau 1.2).
Tableau 1.2 : Débits et concentrations des solutions
Paramètre Injection Solution riche en azote Solution pauvre en azote
Le dimensionnement de la colonne est réalisé soit par la méthode de MacCabe et Thiele, soit par la méthode de Ponchon-Savarit. Dans l’un ou l’autre cas, cela permet de définir les compositions du mélange diphasique et les débits de liquide et de vapeur à chaque plateau. La température d’équilibre, les entropies massiques, les enthalpies massiques et les exergies massiques de chaque phase sur chaque plateau sont calculées avec le logiciel REFPROP8.0 [5] (la colonne fonctionne à une pression de 500 kPa). En premier lieu, le condenseur et le bouilleur sont considérés soumis à des températures en moyenne égales à celles des solutions sortantes respectivement riche (99,97 %) et pauvre (0,1 %) en azote, soit respectivement Tcond = 93,85 K et Tbouil = 108,62 K. Dans la suite, on cherchera la dépendance de certains critères de performance de chaque partie de la colonne en changeant les températures du condenseur et du bouilleur. A partir des données thermodynamiques et des objectifs fixés, on détermine les irréversibilités locales et globales dans la colonne, ce qui nous amène à évaluer les efficacités exergétiques de chaque partie, ainsi que l’efficacité globale de la colonne (cf. tableau 1.3). Le travail minimal
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 12
requis dans ce cas pour achever la séparation suivant les paramètres indiqués précédemment est égal 220,43 kJ / kg O2.
Tableau 1.3 : Pertes exergétiques et efficacités de chaque partie de la colonne
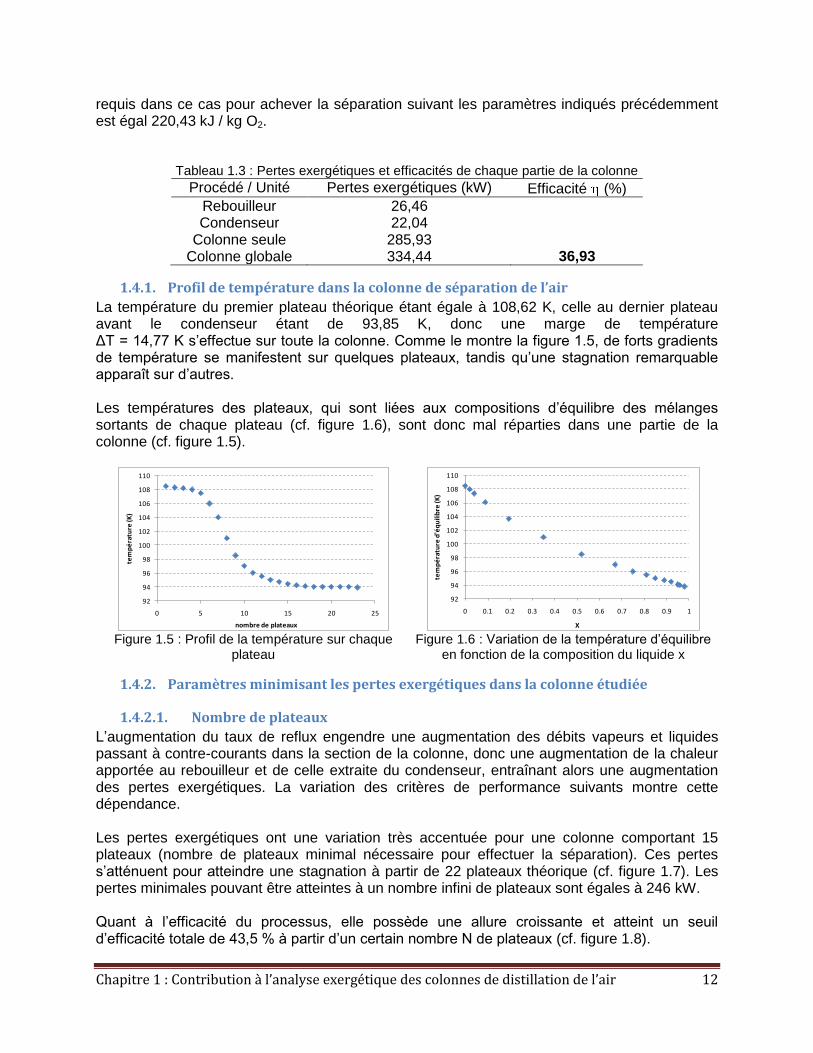
1.4.1. Profil de température dans la colonne de séparation de l’air
La température du premier plateau théorique étant égale à 108,62 K, celle au dernier plateau avant le condenseur étant de 93,85 K, donc une marge de température ΔT = 14,77 K s’effectue sur toute la colonne. Comme le montre la figure 1.5, de forts gradients de température se manifestent sur quelques plateaux, tandis qu’une stagnation remarquable apparaît sur d’autres. Les températures des plateaux, qui sont liées aux compositions d’équilibre des mélanges sortants de chaque plateau (cf. figure 1.6), sont donc mal réparties dans une partie de la colonne (cf. figure 1.5).
92
94
96
98
100
102
104
106
108
110
0 5 10 15 20 25
tem
pé
ratu
re (K
)
nombre de plateaux
92
94
96
98
100
102
104
106
108
110
0 0.1 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
tem
pé
ratu
re d
'éq
uili
bre
(K)
X Figure 1.5 : Profil de la température sur chaque
plateau Figure 1.6 : Variation de la température d’équilibre
en fonction de la composition du liquide x
1.4.2. Paramètres minimisant les pertes exergétiques dans la colonne étudiée
1.4.2.1. Nombre de plateaux
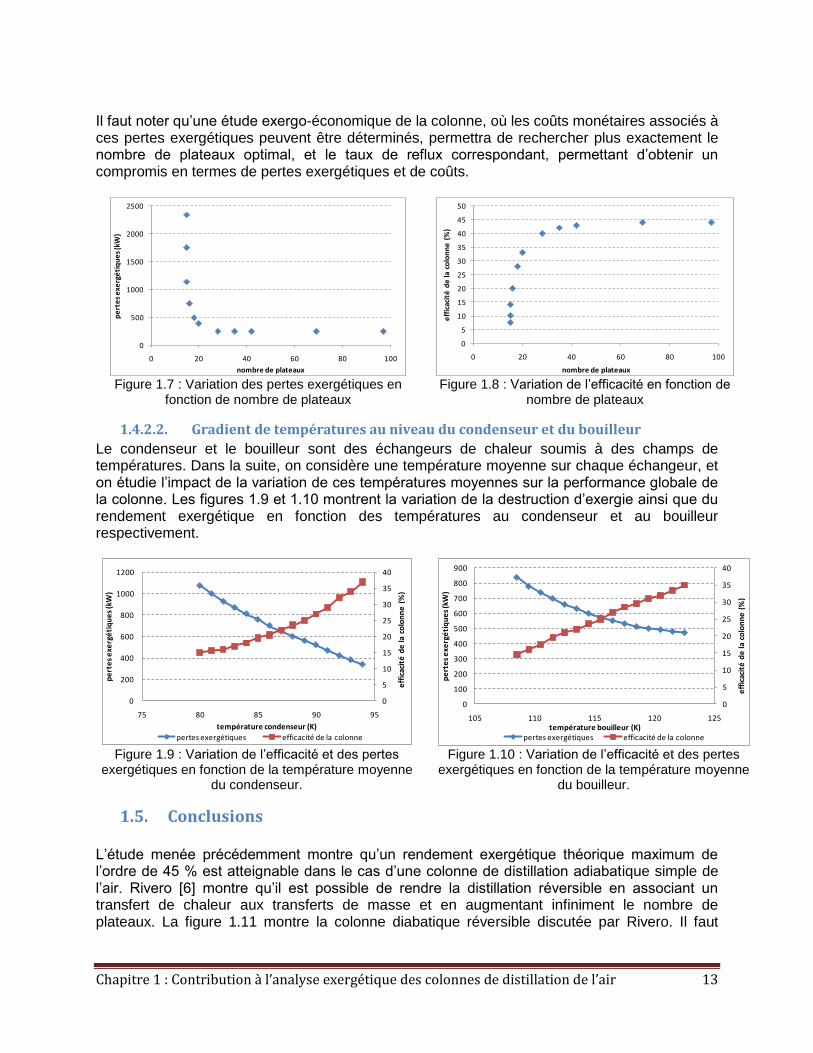
L’augmentation du taux de reflux engendre une augmentation des débits vapeurs et liquides passant à contre-courants dans la section de la colonne, donc une augmentation de la chaleur apportée au rebouilleur et de celle extraite du condenseur, entraînant alors une augmentation des pertes exergétiques. La variation des critères de performance suivants montre cette dépendance. Les pertes exergétiques ont une variation très accentuée pour une colonne comportant 15 plateaux (nombre de plateaux minimal nécessaire pour effectuer la séparation). Ces pertes s’atténuent pour atteindre une stagnation à partir de 22 plateaux théorique (cf. figure 1.7). Les pertes minimales pouvant être atteintes à un nombre infini de plateaux sont égales à 246 kW. Quant à l’efficacité du processus, elle possède une allure croissante et atteint un seuil d’efficacité totale de 43,5 % à partir d’un certain nombre N de plateaux (cf. figure 1.8).
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 13
Il faut noter qu’une étude exergo-économique de la colonne, où les coûts monétaires associés à ces pertes exergétiques peuvent être déterminés, permettra de rechercher plus exactement le nombre de plateaux optimal, et le taux de reflux correspondant, permettant d’obtenir un compromis en termes de pertes exergétiques et de coûts.
0
500
1000
1500
2000
2500
0 20 40 60 80 100
pe
rte
s e
xerg
éti
qu
es
(kW
)
nombre de plateaux
0
5
10
15
20
25
30
35
40
45
50
0 20 40 60 80 100
eff
icac
ité
de
la c
olo
nn
e (
%)
nombre de plateaux Figure 1.7 : Variation des pertes exergétiques en
fonction de nombre de plateaux Figure 1.8 : Variation de l’efficacité en fonction de
nombre de plateaux
1.4.2.2. Gradient de températures au niveau du condenseur et du bouilleur
Le condenseur et le bouilleur sont des échangeurs de chaleur soumis à des champs de températures. Dans la suite, on considère une température moyenne sur chaque échangeur, et on étudie l’impact de la variation de ces températures moyennes sur la performance globale de la colonne. Les figures 1.9 et 1.10 montrent la variation de la destruction d’exergie ainsi que du rendement exergétique en fonction des températures au condenseur et au bouilleur respectivement.
0
5
10
15
20
25
30
35
40
0
200
400
600
800
1000
1200
75 80 85 90 95
pe
rte
s e
xerg
éti
qu
es
(kW
)
température condenseur (K)
pertes exergétiques efficacité de la colonne
eff
icac
ité
de
la c
olo
nn
e (
%)
0
5
10
15
20
25
30
35
40
0
100
200
300
400
500
600
700
800
900
105 110 115 120 125
pe
rte
s e
xerg
éti
qu
es
(kW
)
température bouilleur (K)pertes exergétiques efficacité de la colonne
eff
icac
ité
de
la c
olo
nn
e (
%)
Figure 1.9 : Variation de l’efficacité et des pertes
exergétiques en fonction de la température moyenne du condenseur.
Figure 1.10 : Variation de l’efficacité et des pertes exergétiques en fonction de la température moyenne
du bouilleur.
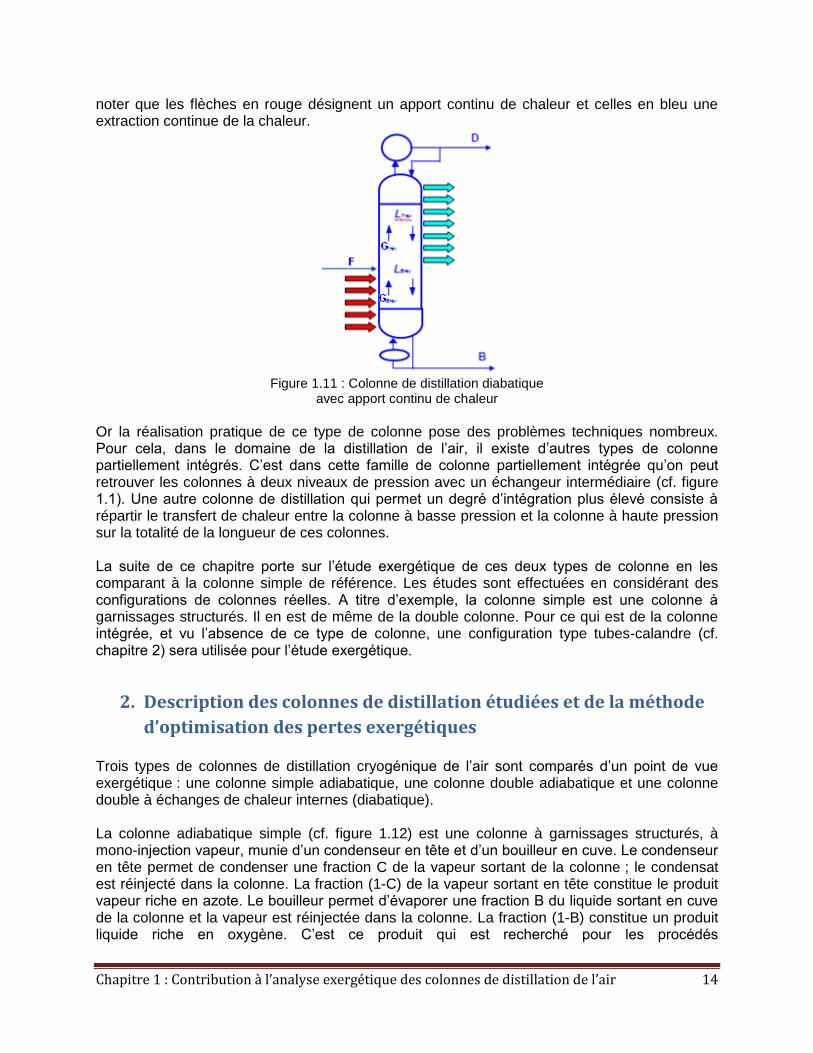
1.5. Conclusions L’étude menée précédemment montre qu’un rendement exergétique théorique maximum de l’ordre de 45 % est atteignable dans le cas d’une colonne de distillation adiabatique simple de l’air. Rivero [6] montre qu’il est possible de rendre la distillation réversible en associant un transfert de chaleur aux transferts de masse et en augmentant infiniment le nombre de plateaux. La figure 1.11 montre la colonne diabatique réversible discutée par Rivero. Il faut
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 14
noter que les flèches en rouge désignent un apport continu de chaleur et celles en bleu une extraction continue de la chaleur.
Figure 1.11 : Colonne de distillation diabatique
avec apport continu de chaleur Or la réalisation pratique de ce type de colonne pose des problèmes techniques nombreux. Pour cela, dans le domaine de la distillation de l’air, il existe d’autres types de colonne partiellement intégrés. C’est dans cette famille de colonne partiellement intégrée qu’on peut retrouver les colonnes à deux niveaux de pression avec un échangeur intermédiaire (cf. figure 1.1). Une autre colonne de distillation qui permet un degré d’intégration plus élevé consiste à répartir le transfert de chaleur entre la colonne à basse pression et la colonne à haute pression sur la totalité de la longueur de ces colonnes. La suite de ce chapitre porte sur l’étude exergétique de ces deux types de colonne en les comparant à la colonne simple de référence. Les études sont effectuées en considérant des configurations de colonnes réelles. A titre d’exemple, la colonne simple est une colonne à garnissages structurés. Il en est de même de la double colonne. Pour ce qui est de la colonne intégrée, et vu l’absence de ce type de colonne, une configuration type tubes-calandre (cf. chapitre 2) sera utilisée pour l’étude exergétique.
2. Description des colonnes de distillation étudiées et de la méthode
d’optimisation des pertes exergétiques Trois types de colonnes de distillation cryogénique de l’air sont comparés d’un point de vue exergétique : une colonne simple adiabatique, une colonne double adiabatique et une colonne double à échanges de chaleur internes (diabatique). La colonne adiabatique simple (cf. figure 1.12) est une colonne à garnissages structurés, à mono-injection vapeur, munie d’un condenseur en tête et d’un bouilleur en cuve. Le condenseur en tête permet de condenser une fraction C de la vapeur sortant de la colonne ; le condensat est réinjecté dans la colonne. La fraction (1-C) de la vapeur sortant en tête constitue le produit vapeur riche en azote. Le bouilleur permet d’évaporer une fraction B du liquide sortant en cuve de la colonne et la vapeur est réinjectée dans la colonne. La fraction (1-B) constitue un produit liquide riche en oxygène. C’est ce produit qui est recherché pour les procédés
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 15
d’oxycombustion ; sa pureté en oxygène devrait dépasser 95 %. Dans les colonnes doubles (adiabatique et diabatique), le produit liquide provient de la colonne à basse pression. Pour cette raison, la colonne simple considérée dans l’étude opère à une pression proche de la pression atmosphérique (100-150 kPa). Dans la colonne simple, la source froide pour la condensation est de l’azote liquide à température inférieure de 5 K de la température de la vapeur sortant de la colonne. Dans l’analyse exergétique de cette colonne, le coût exergétique de la production de cet azote n’est pas pris en compte. De plus, pour une colonne opérant à 110 kPa, pour assurer le pincement de 5 K au condenseur, l’azote liquide devrait être en dépression. D’où l’idée d’augmenter la pression dans la colonne et de la coupler à une colonne à plus basse pression, dans laquelle le fluide froid pour le condenseur de la colonne à haute pression est le produit en cuve. Ces colonnes couplées constituent le concept de la colonne adiabatique double. La colonne adiabatique double (cf. figure 1.23) est donc constituée de deux colonnes à garnissages structurés opérant l’une à basse pression (BP) et l’autre à haute pression (HP). Un débit de vapeur à haute pression et un débit de liquide à basse pression sont injectés. Le fonctionnement de la colonne HP est identique à celui de la colonne simple adiabatique, avec un bouilleur et un condenseur en cuve et en tête. Mais dans ce cas, une fraction B2 du liquide sortant en cuve de la colonne BP constitue le puits froid du condenseur ; ce condenseur est en même temps le bouilleur de la colonne BP. La fraction (1-B1) du liquide recueilli en cuve de la colonne HP est détendue et injectée en tête de la colonne BP. Cette dernière est donc dépourvue de condenseur en tête. La fraction (1-B2) du liquide recueilli en cuve de la colonne BP constitue le produit liquide riche en oxygène désiré. La colonne BP opère à une pression entre 100 et 150 kPa. La pression dans la colonne HP est calculée de sorte à assurer un écart de température de 5 K au niveau de l’échangeur intermédiaire. Dans cette colonne, en plus des pertes exergétiques dans les colonnes, le bouilleur de la colonne HP et l’échangeur intermédiaire, des pertes exergétiques dans l’unité de compression de l’air, de la pression ambiante à la haute pression, sont calculées. Dans le but d’améliorer encore l’efficacité de la distillation, l’échange de chaleur localisé aux extrémités des colonnes HP et BP est réparti sur leur longueur. La colonne double à échanges de chaleur intégrés (cf. figure 1.29) qui en résulte est donc constituée de deux colonnes, HP et BP, qui échangent de la chaleur sur toute leur longueur. Un débit de vapeur à haute pression est injecté en cuve de la colonne HP. Durant son écoulement ascendant, et dû aux transferts de chaleur, il se condense. Un produit vapeur, riche en azote et à haute pression, est recueilli en tête. Le liquide recueilli en cuve est détendu et injecté en tête de la colonne BP. Durant son écoulement descendant, dû à l’apport de chaleur, le liquide s’évapore, formant un écoulement vapeur à contre courant. Un produit liquide, riche en oxygène et à basse pression, est recueilli en cuve de la colonne BP. Dans ce cas aussi, des pertes exergétiques dans l’unité de compression de l’entrée vapeur sont à ajouter aux pertes exergétiques totales de la colonne de distillation. Dans un premier temps, les paramètres géométriques et opératoires optimaux, conduisant à des pertes exergétiques minimales lors de la production des 5000 tonnes par jour de liquide à basse pression riche en oxygène (> 95 %), sont recherchés pour chaque type de colonne étudié. Ensuite, une comparaison globale des colonnes optimales est réalisée.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 16
L’étape d’optimisation des colonnes est réalisée grâce à un algorithme génétique dont la fonction objectif est la minimisation des pertes exergétiques du système. L’algorithme génétique utilise la notion de sélection naturelle et l'applique à une population de solutions potentielles à l’objectif donné. Une population est constituée de plusieurs individus, chacun représenté par un génome qui contient les valeurs des paramètres géométriques et opératoires à optimiser. Une population initiale est créée par l'attribution de valeurs aléatoires des paramètres à optimiser pour chaque individu. On attribue à chacune des solutions une note qui correspond à son adaptation à l’objectif. Ensuite, les individus possédant les meilleurs scores d'adaptation sont sélectionnés. Lorsque deux individus ont été sélectionnés, on réalise un croisement. On effectue ensuite des mutations sur une faible proportion d'individus, choisis aléatoirement. Ce processus fournit une nouvelle population. On réitère le processus un grand nombre de fois de manière à imiter le principe d'évolution. Les itérations s’arrêtent lorsqu'une solution possède une note suffisamment satisfaisante. L’étude est présentée dans le texte ci-dessous rédigés en anglais en vue de sa publication dans un journal scientifique.
3. A real column design exergy optimization of a cryogenic air
separation unit
Introduction Three processes for air separation exist: cryogenic distillation, pressure swing adsorption, and membrane separation. The choice of the process to be used is based on the desired products. Cryogenic air distillation is used when product high purity is needed. It is also advantageous when products are required in liquid form. The pressure swing adsorption process is used for high nitrogen purity (98-99.5 volume percentages). The membrane separation process is used for low flows and low purities (less than 98 volume percentage). In this article, we consider the cryogenic distillation process, which is the most widely used process for air separation [8]. In order to separate the air components by a distillation process, a feed stream, containing nitrogen, oxygen, and argon is sent into a distillation column, operating between a heat source (boiler at the bottom) and a cold source, partial condenser at the top), and generating mass transfers between a vapor stream flowing upward and a liquid stream flowing downward. This type of column, the simple adiabatic column (Figure 1.12), constitutes the conventional distillation column, which is the reference for bench marking new distillation concepts. The conventional distillation process is known to be a major source of energy consumption in the chemical industry. Besides, when separating mixtures with low relative volatilities, such as nitrogen-oxygen mixtures, higher energy consumption is needed [17]. In order to reduce the energy consumption of distillation columns, many new techniques have been proposed since 1950 [18]. These techniques include essentially thermal coupling between two simple columns, or heat integrated columns. Thermal coupling between columns consists in two countercurrent streams, a liquid stream and a vapor stream, connecting the two columns and exchanging heat between them. Several configurations of thermal coupling between columns are studied and optimal configurations searched for different cases of feed mixtures.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 17
Heat integrated distillation process consists in adding or removing heat from streams all along their flow in the column. Flows are in consequence diabatic, and the duties on the top and bottom heat exchangers are reduced, or even totally removed. In this paper, three configurations of cryogenic distillation columns for air separation are studied: a simple adiabatic column, two thermally coupled adiabatic columns, and a diabatic column. In order to compare the three columns, two different approaches could be considered: an energy analysis based on the first law of thermodynamics and an exergy analysis based on the second law of thermodynamics [19]. An exergy analysis is necessary when various forms of energy are used in a process, because it describes the quality of energy, while energy analysis describes only quantitative aspects. In distillation columns, thermal exergy, at the heat exchanger levels, is converted into chemical exergy, during the component separation of the mixture [20]. An exergy analysis will provide information on the quality of the energy involved in the process with the location and magnitude of the local exergy losses [19]. Besides, it has been proven that, a distillation process with minimum energy consumption is not necessarily the process with the highest thermodynamic efficiency [21]. An exergy analysis is therefore conducted in order to find the thermodynamic optimum for each configuration considered in this study, defined by its geometric and operating parameters, and to compare their thermodynamic efficiencies. The thermodynamic efficiency of a distillation column is the ratio of the minimum work required for performing the separation to the effective work required for the separation [21]. The effective work of separation is the sum of the minimum required work and the exergy losses in the system. In order to maximize the thermodynamic efficiency of distillation schemes, exergy losses are to be minimized, by reducing or eliminating any source of irreversibility in the process. Irreversibility in a conventional distillation scheme occurs in the heat exchangers due to the difference of temperatures between streams, and all through the length of the column due essentially to mass transfers between liquid and vapor flows [7]. Thermally coupled and heat integrated columns present the advantage of reducing the exergy losses and thus increasing the thermodynamic efficiency of the distillation process.
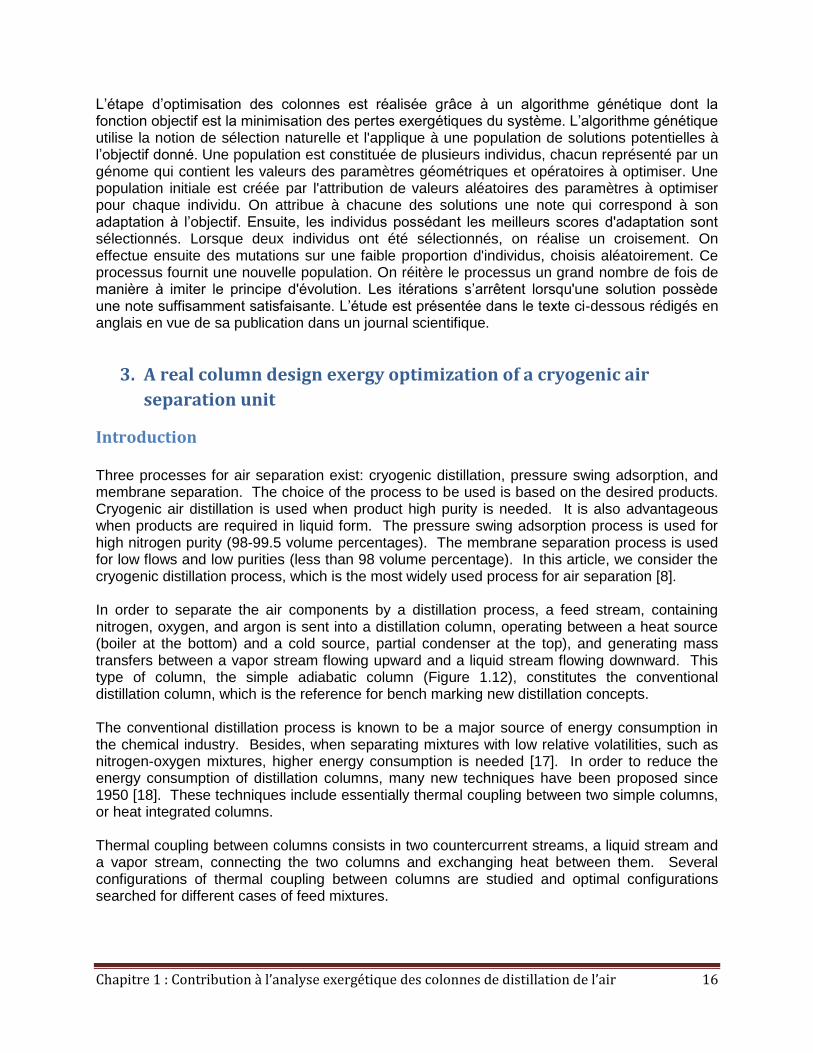
3.1. Simple adiabatic column Figure 1.12 shows the conventional adiabatic column for air separation. Air in vapor phase is introduced at a feed location F. A nitrogen rich vapor product is collected at the top and an oxygen rich liquid product at the bottom of the column. A heat flow Wboil is supplied to the boiler, where a fraction B of the liquid leaving the stage 1 of the column is evaporated and is sent back to the stage. A heat flow Wcond is removed from the condenser, where a fraction C of the vapor leaving stage N of the column is condensed and sent back, in liquid form, to stage N.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 18
Figure 1.12: Simple adiabatic column for cryogenic air distillation.
In order to calculate the exergy losses due to mass transfers in the column, the variations of mass flow rates, compositions, temperatures, and pressures of the liquid and the vapor streams have to be known first. For this aim, the column is first modeled and its operating parameters calculated. Then the exergy losses are calculated.
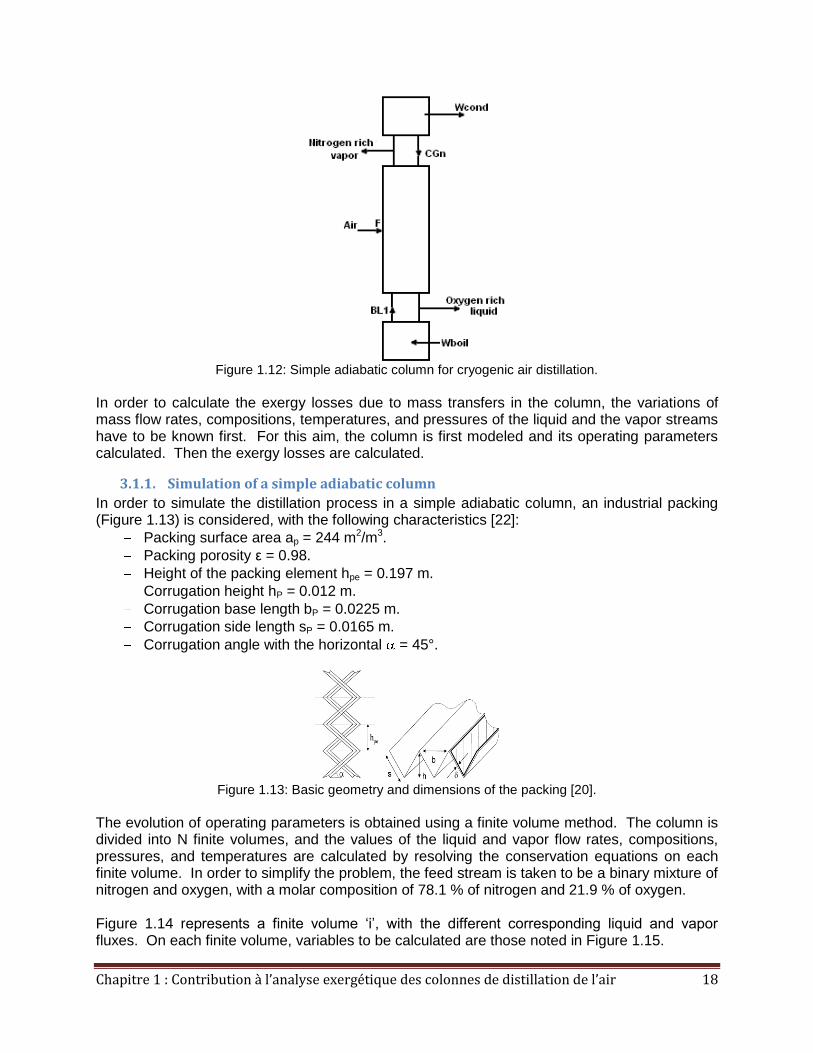
3.1.1. Simulation of a simple adiabatic column
In order to simulate the distillation process in a simple adiabatic column, an industrial packing (Figure 1.13) is considered, with the following characteristics [22]:
Packing surface area ap = 244 m2/m3.
Packing porosity ε = 0.98.
Height of the packing element hpe = 0.197 m.
Corrugation height hP = 0.012 m.
Corrugation base length bP = 0.0225 m.
Corrugation side length sP = 0.0165 m.
Corrugation angle with the horizontal = 45°.
Figure 1.13: Basic geometry and dimensions of the packing [20].
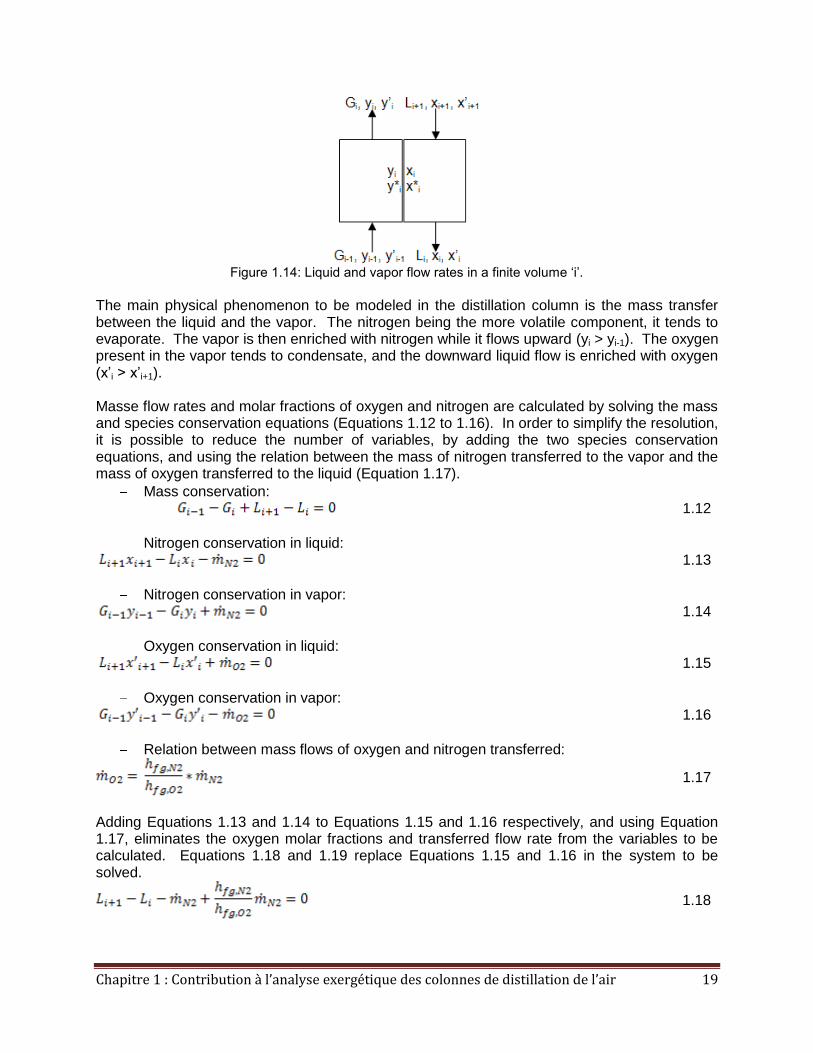
The evolution of operating parameters is obtained using a finite volume method. The column is divided into N finite volumes, and the values of the liquid and vapor flow rates, compositions, pressures, and temperatures are calculated by resolving the conservation equations on each finite volume. In order to simplify the problem, the feed stream is taken to be a binary mixture of nitrogen and oxygen, with a molar composition of 78.1 % of nitrogen and 21.9 % of oxygen. Figure 1.14 represents a finite volume ‘i’, with the different corresponding liquid and vapor fluxes. On each finite volume, variables to be calculated are those noted in Figure 1.15.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 19
Figure 1.14: Liquid and vapor flow rates in a finite volume ‘i’.
The main physical phenomenon to be modeled in the distillation column is the mass transfer between the liquid and the vapor. The nitrogen being the more volatile component, it tends to evaporate. The vapor is then enriched with nitrogen while it flows upward (yi > yi-1). The oxygen present in the vapor tends to condensate, and the downward liquid flow is enriched with oxygen (x’i > x’i+1). Masse flow rates and molar fractions of oxygen and nitrogen are calculated by solving the mass and species conservation equations (Equations 1.12 to 1.16). In order to simplify the resolution, it is possible to reduce the number of variables, by adding the two species conservation equations, and using the relation between the mass of nitrogen transferred to the vapor and the mass of oxygen transferred to the liquid (Equation 1.17).
Mass conservation:
1.12
Nitrogen conservation in liquid:
1.13
Nitrogen conservation in vapor:
1.14
Oxygen conservation in liquid:
1.15
Oxygen conservation in vapor:
1.16
Relation between mass flows of oxygen and nitrogen transferred:
1.17
Adding Equations 1.13 and 1.14 to Equations 1.15 and 1.16 respectively, and using Equation 1.17, eliminates the oxygen molar fractions and transferred flow rate from the variables to be calculated. Equations 1.18 and 1.19 replace Equations 1.15 and 1.16 in the system to be solved.
1.18
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 20
1.19
The nitrogen molar flow transferred from the liquid to the vapor is calculated using Fick’s law for mass transfer [23].
1.20
On a finite volume ‘i’, the mass transfer equation gives the mass of nitrogen transferred as a function of the nitrogen molar fractions in the liquid, the vapor and on the vapor/liquid interfacial surface.
1.21
In Equations 1.20 and 1.21, x* and y* are the equilibrium molar fractions of nitrogen at the vapor/liquid interfacial surface. They are related by Henry’s law (Equation 1.22), Ki being the Henry’s constant [23].
1.22
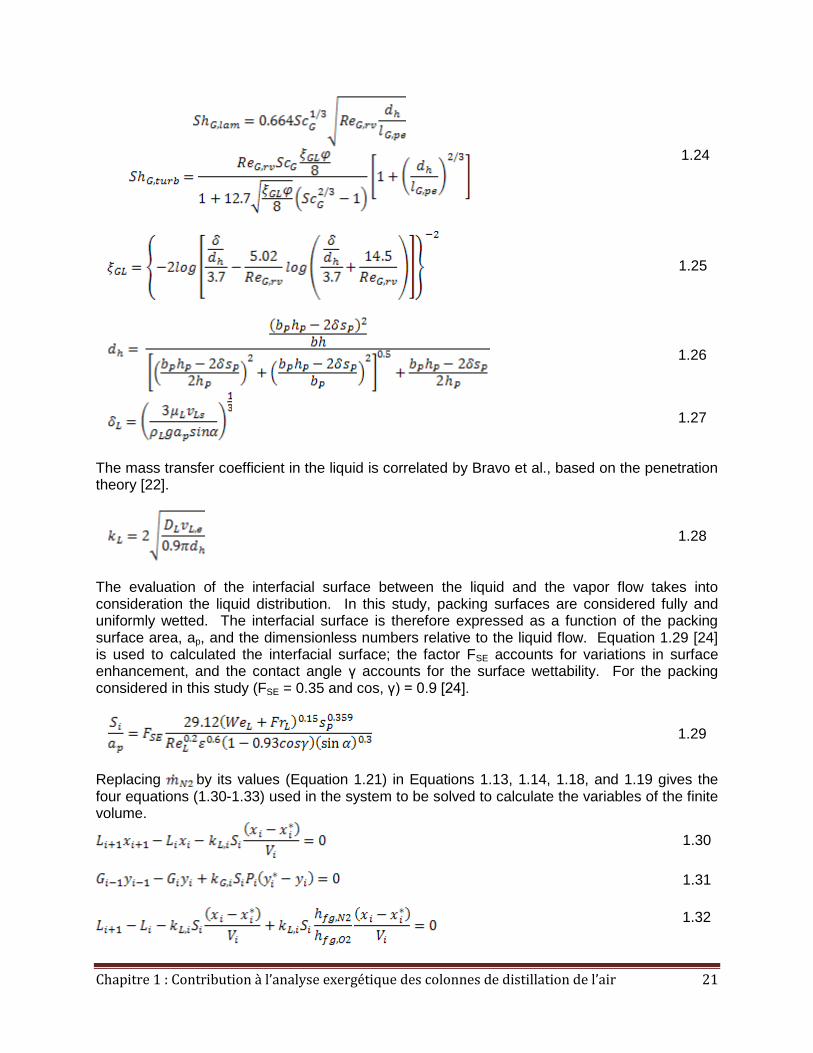
Three more parameters should be evaluated in order to calculate the mass of nitrogen transferred to the vapor flow: the mass transfer coefficient in the liquid kL, the mass transfer coefficient in the vapor kG, and the interfacial surface Si. These parameters are correlated in many studies, and similar values are calculated using different correlations. In this study, equations of the mass transfer coefficients are those presented in [22] and the equation for the interfacial surface is the one presented in [24]. The mass transfer coefficient in the vapor kG, is represented as an average value between a laminar coefficient and a turbulent coefficient (Equation 1.23 [22]). In fact, the vapor flow in a distillation column mainly covers the flow regime transition. The laminar and turbulent Sherwood numbers are expressed by the VDI-Wärmeatlas correlations (Equations 1.24). In Equations 1.23 and 1.24, ScG is the vapor Schmidt number, (dh/lG,pe) is the ratio of the hydraulic diameter to the length of vapor flow channel within a packing element, ReG,rv is the vapor Reynolds number, calculated with the relative velocity (vG,e+vL,e), and γ is the contact angle. The liquid/vapor friction factor ξGL, is correlated using the Colebrook equation for the friction factor in circular channels, modified to have an explicit expression (Equation 1.25 [25]) and the hydraulic diameter dh (Equation 1.26) is calculated as a function of the packing geometric parameters and the liquid film thickness, given by Nusselt formula for falling films on inclined wall situation (Equation 1.27).
1.23
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 21
1.24
1.25
1.26
1.27
The mass transfer coefficient in the liquid is correlated by Bravo et al., based on the penetration theory [22].
1.28
The evaluation of the interfacial surface between the liquid and the vapor flow takes into consideration the liquid distribution. In this study, packing surfaces are considered fully and uniformly wetted. The interfacial surface is therefore expressed as a function of the packing surface area, ap, and the dimensionless numbers relative to the liquid flow. Equation 1.29 [24] is used to calculated the interfacial surface; the factor FSE accounts for variations in surface enhancement, and the contact angle γ accounts for the surface wettability. For the packing considered in this study (FSE = 0.35 and cos, γ) = 0.9 [24].
1.29
Replacing by its values (Equation 1.21) in Equations 1.13, 1.14, 1.18, and 1.19 gives the four equations (1.30-1.33) used in the system to be solved to calculate the variables of the finite volume.
1.30
1.31
1.32
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 22
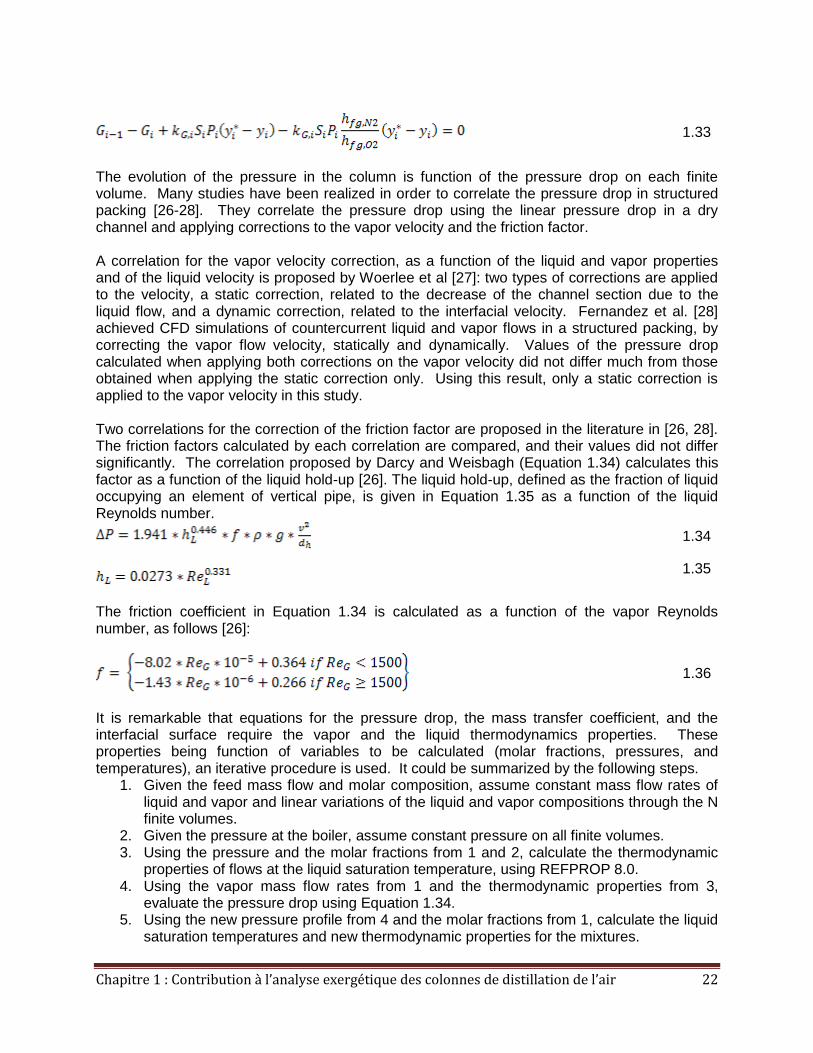
1.33
The evolution of the pressure in the column is function of the pressure drop on each finite volume. Many studies have been realized in order to correlate the pressure drop in structured packing [26-28]. They correlate the pressure drop using the linear pressure drop in a dry channel and applying corrections to the vapor velocity and the friction factor. A correlation for the vapor velocity correction, as a function of the liquid and vapor properties and of the liquid velocity is proposed by Woerlee et al [27]: two types of corrections are applied to the velocity, a static correction, related to the decrease of the channel section due to the liquid flow, and a dynamic correction, related to the interfacial velocity. Fernandez et al. [28] achieved CFD simulations of countercurrent liquid and vapor flows in a structured packing, by correcting the vapor flow velocity, statically and dynamically. Values of the pressure drop calculated when applying both corrections on the vapor velocity did not differ much from those obtained when applying the static correction only. Using this result, only a static correction is applied to the vapor velocity in this study. Two correlations for the correction of the friction factor are proposed in the literature in [26, 28]. The friction factors calculated by each correlation are compared, and their values did not differ significantly. The correlation proposed by Darcy and Weisbagh (Equation 1.34) calculates this factor as a function of the liquid hold-up [26]. The liquid hold-up, defined as the fraction of liquid occupying an element of vertical pipe, is given in Equation 1.35 as a function of the liquid Reynolds number.
1.34
1.35
The friction coefficient in Equation 1.34 is calculated as a function of the vapor Reynolds number, as follows [26]:
1.36
It is remarkable that equations for the pressure drop, the mass transfer coefficient, and the interfacial surface require the vapor and the liquid thermodynamics properties. These properties being function of variables to be calculated (molar fractions, pressures, and temperatures), an iterative procedure is used. It could be summarized by the following steps.
1. Given the feed mass flow and molar composition, assume constant mass flow rates of liquid and vapor and linear variations of the liquid and vapor compositions through the N finite volumes.
2. Given the pressure at the boiler, assume constant pressure on all finite volumes. 3. Using the pressure and the molar fractions from 1 and 2, calculate the thermodynamic
properties of flows at the liquid saturation temperature, using REFPROP 8.0. 4. Using the vapor mass flow rates from 1 and the thermodynamic properties from 3,
evaluate the pressure drop using Equation 1.34. 5. Using the new pressure profile from 4 and the molar fractions from 1, calculate the liquid
saturation temperatures and new thermodynamic properties for the mixtures.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 23
6. Using thermodynamic properties from 5, calculate mass transfer coefficients and interfacial surface.
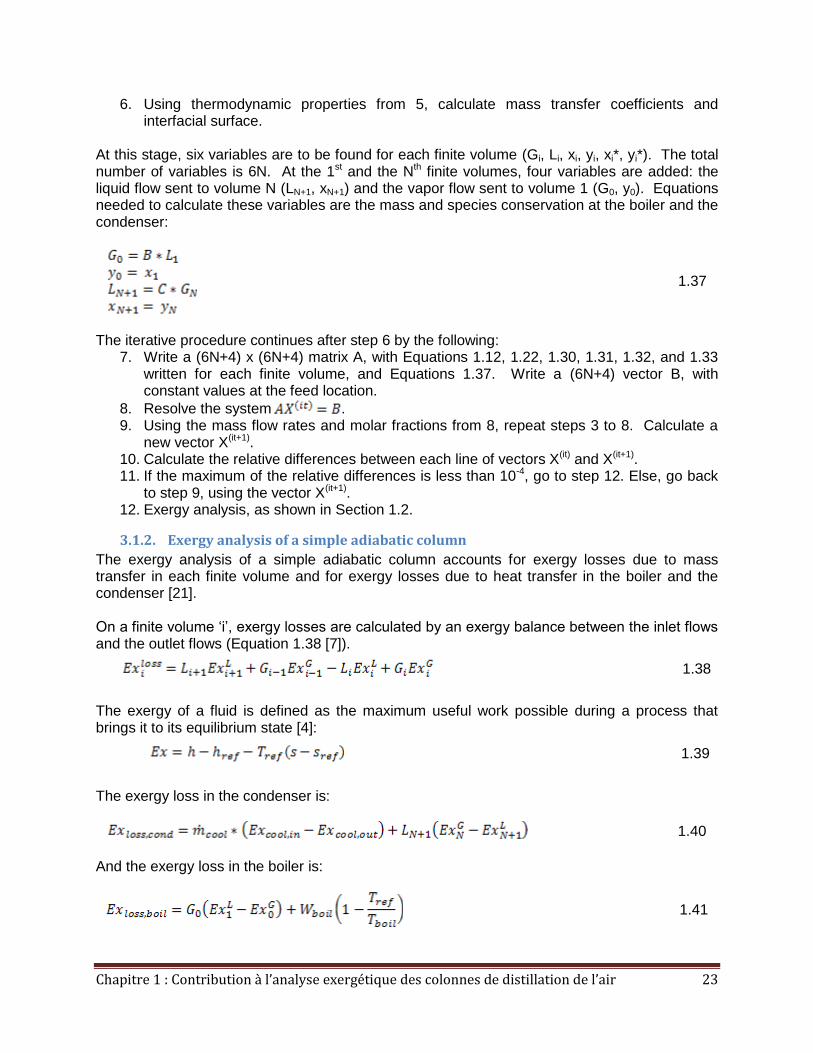
At this stage, six variables are to be found for each finite volume (Gi, Li, xi, yi, xi*, yi*). The total number of variables is 6N. At the 1st and the Nth finite volumes, four variables are added: the liquid flow sent to volume N (LN+1, xN+1) and the vapor flow sent to volume 1 (G0, y0). Equations needed to calculate these variables are the mass and species conservation at the boiler and the condenser:
1.37
The iterative procedure continues after step 6 by the following:
7. Write a (6N+4) x (6N+4) matrix A, with Equations 1.12, 1.22, 1.30, 1.31, 1.32, and 1.33 written for each finite volume, and Equations 1.37. Write a (6N+4) vector B, with constant values at the feed location.
8. Resolve the system . 9. Using the mass flow rates and molar fractions from 8, repeat steps 3 to 8. Calculate a
new vector X(it+1). 10. Calculate the relative differences between each line of vectors X(it) and X(it+1). 11. If the maximum of the relative differences is less than 10-4, go to step 12. Else, go back
to step 9, using the vector X(it+1). 12. Exergy analysis, as shown in Section 1.2.
3.1.2. Exergy analysis of a simple adiabatic column
The exergy analysis of a simple adiabatic column accounts for exergy losses due to mass transfer in each finite volume and for exergy losses due to heat transfer in the boiler and the condenser [21]. On a finite volume ‘i’, exergy losses are calculated by an exergy balance between the inlet flows and the outlet flows (Equation 1.38 [7]).
1.38
The exergy of a fluid is defined as the maximum useful work possible during a process that brings it to its equilibrium state [4]:
1.39
The exergy loss in the condenser is:
1.40
And the exergy loss in the boiler is:
1.41
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 24
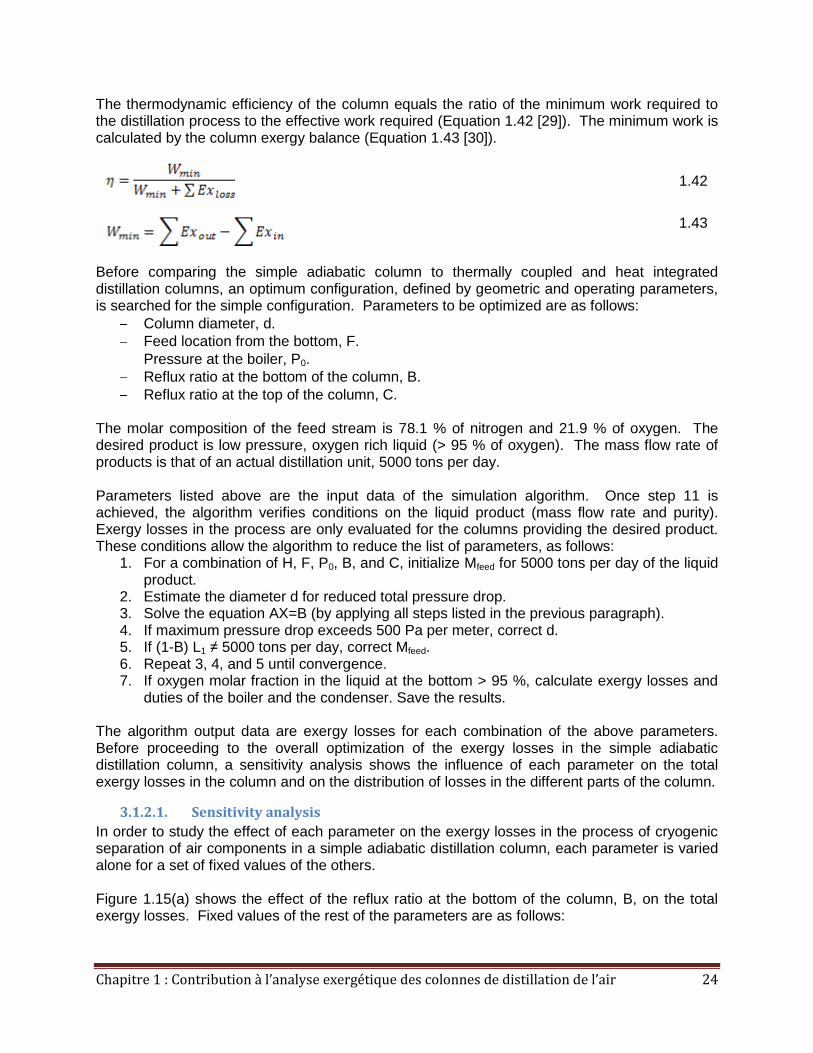
The thermodynamic efficiency of the column equals the ratio of the minimum work required to the distillation process to the effective work required (Equation 1.42 [29]). The minimum work is calculated by the column exergy balance (Equation 1.43 [30]).
1.42
1.43
Before comparing the simple adiabatic column to thermally coupled and heat integrated distillation columns, an optimum configuration, defined by geometric and operating parameters, is searched for the simple configuration. Parameters to be optimized are as follows:
Column diameter, d.
Feed location from the bottom, F.
Pressure at the boiler, P0.
Reflux ratio at the bottom of the column, B.
Reflux ratio at the top of the column, C. The molar composition of the feed stream is 78.1 % of nitrogen and 21.9 % of oxygen. The desired product is low pressure, oxygen rich liquid (> 95 % of oxygen). The mass flow rate of products is that of an actual distillation unit, 5000 tons per day. Parameters listed above are the input data of the simulation algorithm. Once step 11 is achieved, the algorithm verifies conditions on the liquid product (mass flow rate and purity). Exergy losses in the process are only evaluated for the columns providing the desired product. These conditions allow the algorithm to reduce the list of parameters, as follows:
1. For a combination of H, F, P0, B, and C, initialize Mfeed for 5000 tons per day of the liquid product.
2. Estimate the diameter d for reduced total pressure drop. 3. Solve the equation AX=B (by applying all steps listed in the previous paragraph). 4. If maximum pressure drop exceeds 500 Pa per meter, correct d. 5. If (1-B) L1 ≠ 5000 tons per day, correct Mfeed. 6. Repeat 3, 4, and 5 until convergence. 7. If oxygen molar fraction in the liquid at the bottom > 95 %, calculate exergy losses and
duties of the boiler and the condenser. Save the results. The algorithm output data are exergy losses for each combination of the above parameters. Before proceeding to the overall optimization of the exergy losses in the simple adiabatic distillation column, a sensitivity analysis shows the influence of each parameter on the total exergy losses in the column and on the distribution of losses in the different parts of the column.
3.1.2.1. Sensitivity analysis
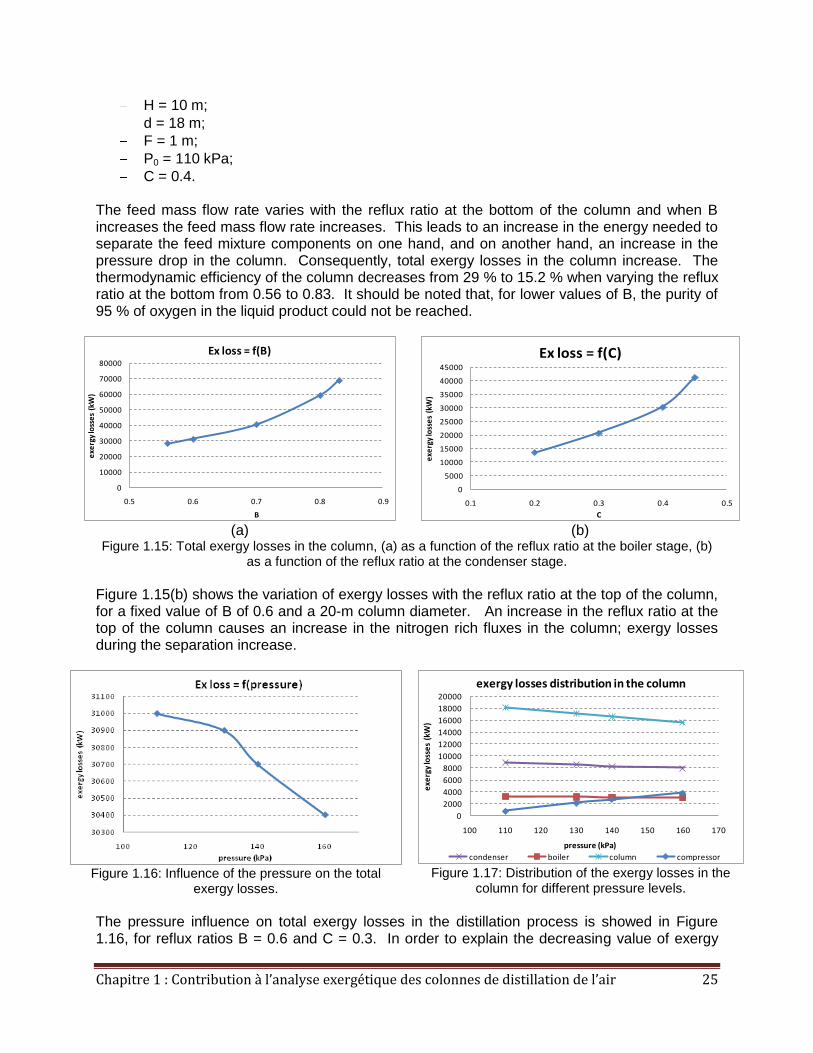
In order to study the effect of each parameter on the exergy losses in the process of cryogenic separation of air components in a simple adiabatic distillation column, each parameter is varied alone for a set of fixed values of the others. Figure 1.15(a) shows the effect of the reflux ratio at the bottom of the column, B, on the total exergy losses. Fixed values of the rest of the parameters are as follows:
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 25
H = 10 m;
d = 18 m;
F = 1 m;
P0 = 110 kPa;
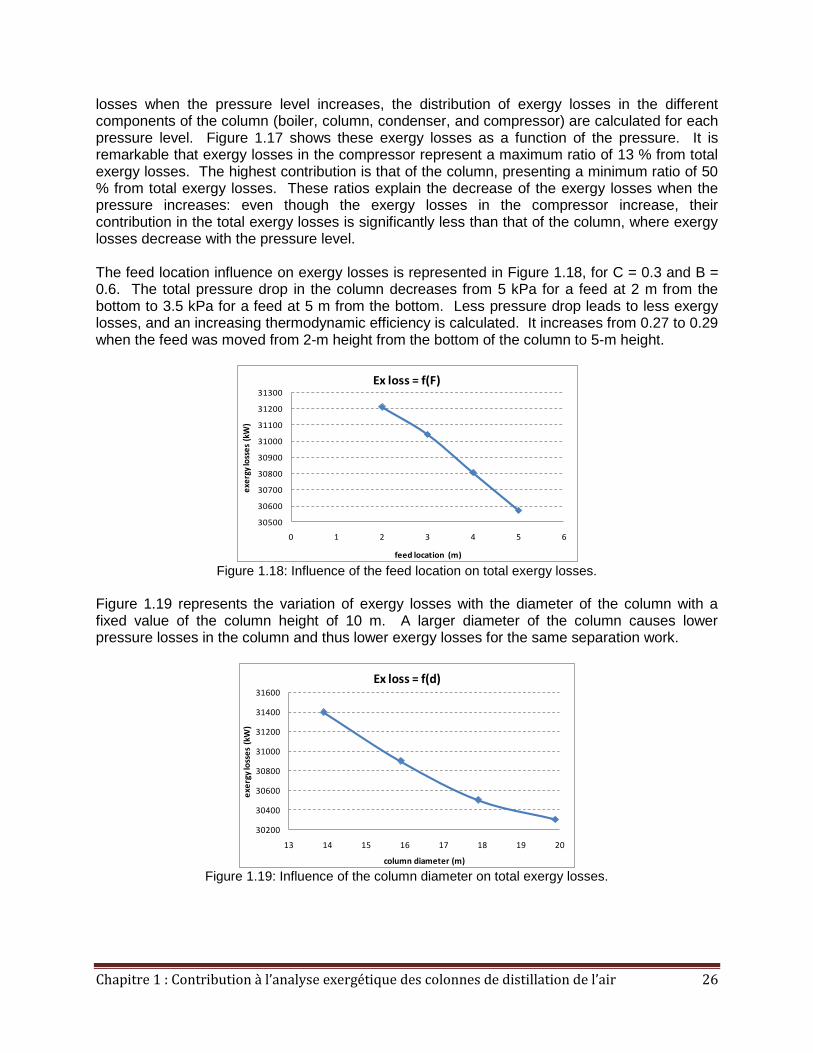
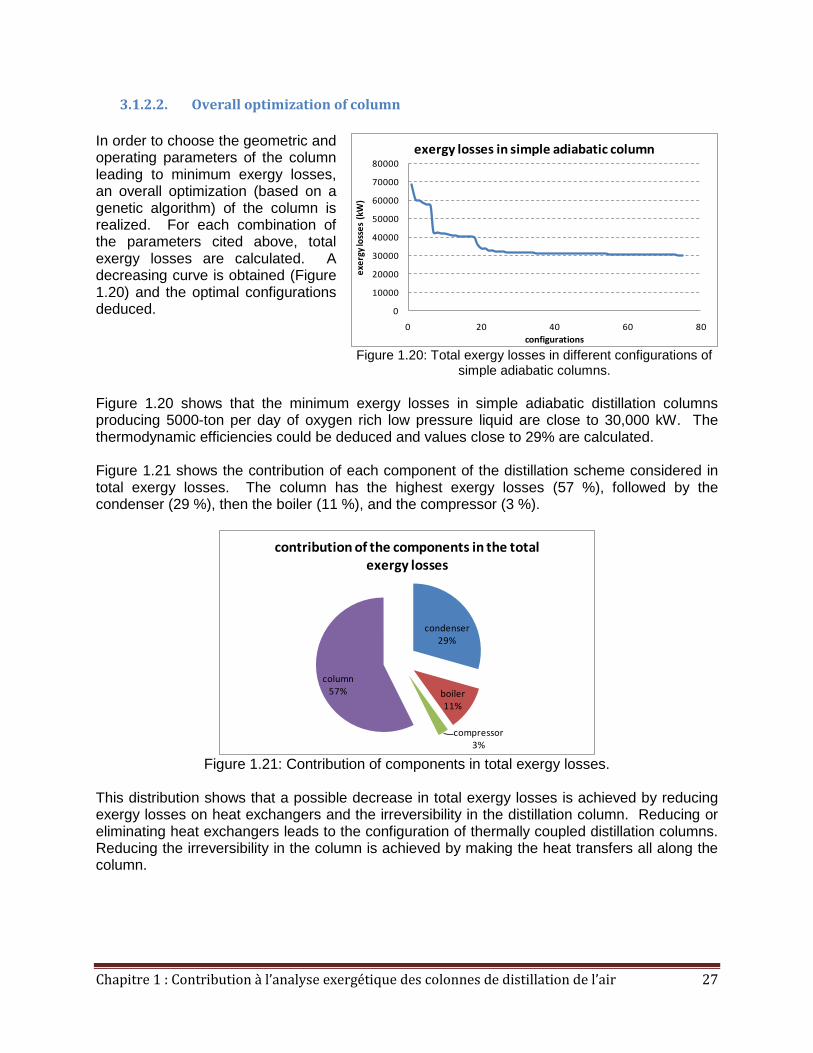
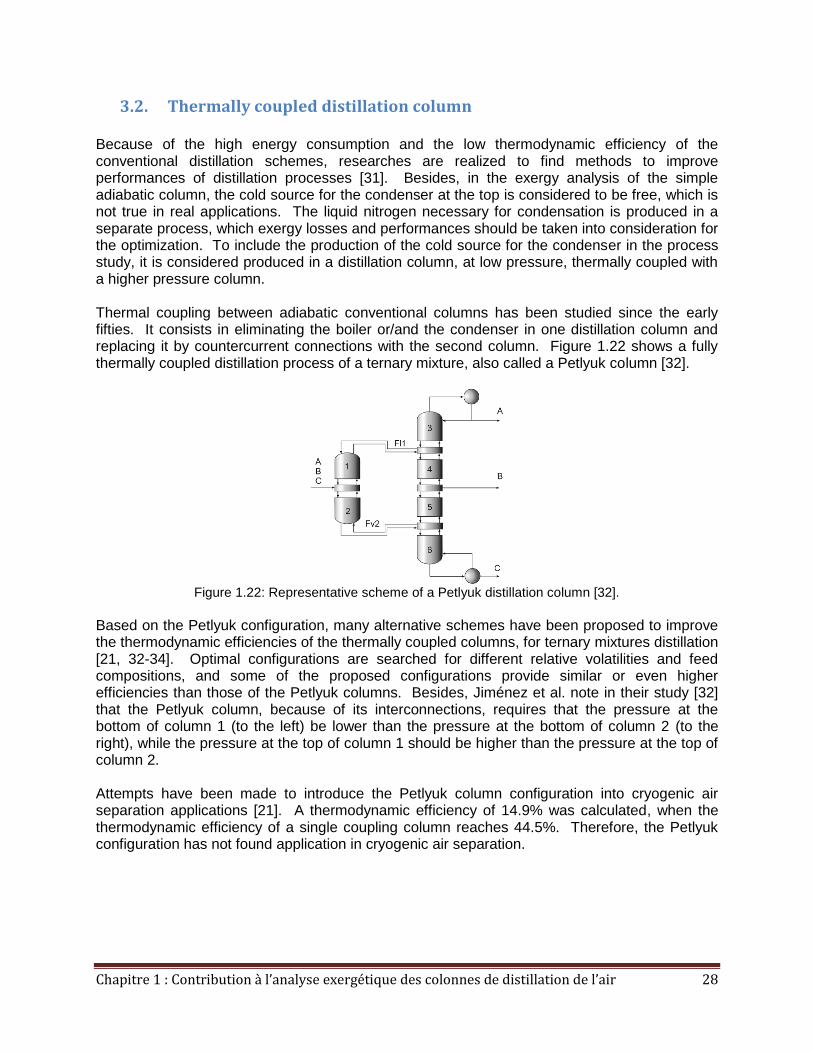
C = 0.4. The feed mass flow rate varies with the reflux ratio at the bottom of the column and when B increases the feed mass flow rate increases. This leads to an increase in the energy needed to separate the feed mixture components on one hand, and on another hand, an increase in the pressure drop in the column. Consequently, total exergy losses in the column increase. The thermodynamic efficiency of the column decreases from 29 % to 15.2 % when varying the reflux ratio at the bottom from 0.56 to 0.83. It should be noted that, for lower values of B, the purity of 95 % of oxygen in the liquid product could not be reached.
0
10000
20000
30000
40000
50000
60000
70000
80000
0.5 0.6 0.7 0.8 0.9
exe
rgy
loss
es
(kW
)
B
Ex loss = f(B)
(a)
0
5000
10000
15000
20000
25000
30000
35000
40000
45000
0.1 0.2 0.3 0.4 0.5
exe
rgy
loss
es
(kW
)
C
Ex loss = f(C)
(b)
Figure 1.15: Total exergy losses in the column, (a) as a function of the reflux ratio at the boiler stage, (b) as a function of the reflux ratio at the condenser stage.
Figure 1.15(b) shows the variation of exergy losses with the reflux ratio at the top of the column, for a fixed value of B of 0.6 and a 20-m column diameter. An increase in the reflux ratio at the top of the column causes an increase in the nitrogen rich fluxes in the column; exergy losses during the separation increase.
Figure 1.16: Influence of the pressure on the total
exergy losses.
0
2000
4000
6000
8000
10000
12000
14000
16000
18000
20000
100 110 120 130 140 150 160 170
exe
rgy
loss
es
(kW
)
pressure (kPa)
exergy losses distribution in the column
condenser boiler column compressor Figure 1.17: Distribution of the exergy losses in the
column for different pressure levels.
The pressure influence on total exergy losses in the distillation process is showed in Figure 1.16, for reflux ratios B = 0.6 and C = 0.3. In order to explain the decreasing value of exergy
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 26
losses when the pressure level increases, the distribution of exergy losses in the different components of the column (boiler, column, condenser, and compressor) are calculated for each pressure level. Figure 1.17 shows these exergy losses as a function of the pressure. It is remarkable that exergy losses in the compressor represent a maximum ratio of 13 % from total exergy losses. The highest contribution is that of the column, presenting a minimum ratio of 50 % from total exergy losses. These ratios explain the decrease of the exergy losses when the pressure increases: even though the exergy losses in the compressor increase, their contribution in the total exergy losses is significantly less than that of the column, where exergy losses decrease with the pressure level. The feed location influence on exergy losses is represented in Figure 1.18, for C = 0.3 and B = 0.6. The total pressure drop in the column decreases from 5 kPa for a feed at 2 m from the bottom to 3.5 kPa for a feed at 5 m from the bottom. Less pressure drop leads to less exergy losses, and an increasing thermodynamic efficiency is calculated. It increases from 0.27 to 0.29 when the feed was moved from 2-m height from the bottom of the column to 5-m height.
30500
30600
30700
30800
30900
31000
31100
31200
31300
0 1 2 3 4 5 6
exe
rgy
loss
es
(kW
)
feed location (m)
Ex loss = f(F)
Figure 1.18: Influence of the feed location on total exergy losses.
Figure 1.19 represents the variation of exergy losses with the diameter of the column with a fixed value of the column height of 10 m. A larger diameter of the column causes lower pressure losses in the column and thus lower exergy losses for the same separation work.
30200
30400
30600
30800
31000
31200
31400
31600
13 14 15 16 17 18 19 20
exe
rgy
loss
es
(kW
)
column diameter (m)
Ex loss = f(d)
Figure 1.19: Influence of the column diameter on total exergy losses.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 27
3.1.2.2. Overall optimization of column
In order to choose the geometric and operating parameters of the column leading to minimum exergy losses, an overall optimization (based on a genetic algorithm) of the column is realized. For each combination of the parameters cited above, total exergy losses are calculated. A decreasing curve is obtained (Figure 1.20) and the optimal configurations deduced.
0
10000
20000
30000
40000
50000
60000
70000
80000
0 20 40 60 80
exe
rgy
loss
es
(kW
)
configurations
exergy losses in simple adiabatic column
Figure 1.20: Total exergy losses in different configurations of
simple adiabatic columns. Figure 1.20 shows that the minimum exergy losses in simple adiabatic distillation columns producing 5000-ton per day of oxygen rich low pressure liquid are close to 30,000 kW. The thermodynamic efficiencies could be deduced and values close to 29% are calculated. Figure 1.21 shows the contribution of each component of the distillation scheme considered in total exergy losses. The column has the highest exergy losses (57 %), followed by the condenser (29 %), then the boiler (11 %), and the compressor (3 %).
condenser29%
boiler11%
compressor3%
column57%
contribution of the components in the total exergy losses
Figure 1.21: Contribution of components in total exergy losses.
This distribution shows that a possible decrease in total exergy losses is achieved by reducing exergy losses on heat exchangers and the irreversibility in the distillation column. Reducing or eliminating heat exchangers leads to the configuration of thermally coupled distillation columns. Reducing the irreversibility in the column is achieved by making the heat transfers all along the column.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 28
3.2. Thermally coupled distillation column Because of the high energy consumption and the low thermodynamic efficiency of the conventional distillation schemes, researches are realized to find methods to improve performances of distillation processes [31]. Besides, in the exergy analysis of the simple adiabatic column, the cold source for the condenser at the top is considered to be free, which is not true in real applications. The liquid nitrogen necessary for condensation is produced in a separate process, which exergy losses and performances should be taken into consideration for the optimization. To include the production of the cold source for the condenser in the process study, it is considered produced in a distillation column, at low pressure, thermally coupled with a higher pressure column. Thermal coupling between adiabatic conventional columns has been studied since the early fifties. It consists in eliminating the boiler or/and the condenser in one distillation column and replacing it by countercurrent connections with the second column. Figure 1.22 shows a fully thermally coupled distillation process of a ternary mixture, also called a Petlyuk column [32].
Figure 1.22: Representative scheme of a Petlyuk distillation column [32].
Based on the Petlyuk configuration, many alternative schemes have been proposed to improve the thermodynamic efficiencies of the thermally coupled columns, for ternary mixtures distillation [21, 32-34]. Optimal configurations are searched for different relative volatilities and feed compositions, and some of the proposed configurations provide similar or even higher efficiencies than those of the Petlyuk columns. Besides, Jiménez et al. note in their study [32] that the Petlyuk column, because of its interconnections, requires that the pressure at the bottom of column 1 (to the left) be lower than the pressure at the bottom of column 2 (to the right), while the pressure at the top of column 1 should be higher than the pressure at the top of column 2. Attempts have been made to introduce the Petlyuk column configuration into cryogenic air separation applications [21]. A thermodynamic efficiency of 14.9% was calculated, when the thermodynamic efficiency of a single coupling column reaches 44.5%. Therefore, the Petlyuk configuration has not found application in cryogenic air separation.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 29
Figure 1.23: Thermally coupled column for cryogenic air distillation.
Thermally coupled columns used for cryogenic air separation are usually simple coupled configurations [6,35,36]. They are based on a low- and a high-pressure distillation column. The condenser of the high-pressure column HP is cooled by the boiler of the low-pressure column LP. Figure 1.23 shows a representative scheme of the coupled column. In this scheme, the air compressing unit has the largest contribution in the total exergy losses (nearly 20% [8]). The pressure in the HP column is 620 kPa. An improvement could be realized by reducing the operating pressure. In this paper, the thermally coupled column of Figure 1.23 is thermodynamically optimized. Geometric and operating parameters leading to the minimum total exergy losses are defined.
3.2.1. Simulation of a thermally coupled adiabatic column
The simulation algorithm of the simple adiabatic column is modified and used for the simulation and the exergy analysis of the double column. The HP column has the same operation as the simple adiabatic column. In the LP column, a liquid air feed is sent to the column. At the top of the column, no condenser is used. A fraction (1-B1) of the liquid collected at the bottom of the HP column is expanded and sent at the top of the LP column. Equations 1.37 of Section 4.2.1 are therefore replaced by Equations 1.44 for the low-pressure column resolution:
1.44
An additional condition is to be added while simulating the double adiabatic column. The energy balance at the intermediate heat exchanger should be verified (Equation 1.45).
1.45
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 30
Mass flow rates of feeds in the two columns are determined regarding the energy balance Equation (1.45) and the 5000 tons/day liquid product flow rate needed.
3.2.2. Exergy analysis of thermally coupled columns
Exergy losses in this column configuration are due to mass transfer in the two columns, the heat transfer in the boiler and in the intermediate heat exchanger, and in the air compressor providing the high-pressure vapor stream. Exergy losses in the compressor are:
1.46
Besides the geometric parameters, the operating parameters to be optimized in this column configuration are the followings:
The reflux ratio at the HP boiler, B1.
The reflux ratio at the top of the HP column, C.
The reflux ratio at the bottom of the LP column, B2.
The low pressure, LP.
The high pressure HP. The above listed parameters are the input data of the algorithm used to simulate the columns and calculate the total exergy losses in each configuration. As stated in Section 4.3.1, the feed mass flow rates are subject to variation in order to ensure the energy balance at the intermediate heat exchanger condition and the 5,000 tons/day liquid product mass flow rate. These two parameters are therefore function of other parameters listed and will not be considered in the optimization procedure. The algorithm for calculating exergy losses in the column for each combination of parameters includes the following steps:
1. For a given combination of the reflux ratios at the top and at the bottom of columns, estimate initial values for Mfeed,HP and Mfeed,LP, considering a liquid low-pressure product of 5000 tons/day and the energy balance at the intermediate heat exchanger;
2. Simulate high-pressure column and then low-pressure column; 3. When convergence is obtained, correct Mfeed,HP and Mfeed,LP, considering the
5000 tons/day liquid product flow rate and the energy balance at the intermediate heat exchanger;
4. If the new values of the feed flow rates calculated differ from previous values (relative difference > 10-4), go back to step 2. Else, go to step 7.
5. If the oxygen molar fraction in the low-pressure liquid product exceeds 95%, calculate the exergy losses in the column. Save the results.
As for the simple adiabatic column, a sensitivity analysis is realized in order to study the effect of each parameter on the total exergy losses in the column. Then the overall optimization of the performance of the column gives the combination of parameters leading to minimum exergy losses in the distillation column.
3.2.2.1. Sensitivity analysis
Figure 1.24 shows total exergy losses in the column as a function of the reflux ratios at the bottom and at the top of the high-pressure column, B1 and C respectively. Fixed values of other parameters are as follows. Geometric parameters are chosen in such a way to minimize pressure drop in the gas flow.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 31
High pressure HP = 550 kPa.
Low pressure LP = 110 kPa.
High pressure column height HHP = 10 m.
Low pressure column height HLP = 10 m.
Reflux ratio at the bottom of the low pressure column B2 = 0.8.
Feed location in the high pressure column F1 = 1 m.
Feed location in the low pressure column F2 = 9 m.
High pressure column diameter dHP = 19 m.
Low pressure column diameter dLP = 12 m. When B1 increases, the liquid introduced at the top of the low-pressure column decreases. In order to ensure the 5000 tons/day product flow rate, Mfeed,LP increases, causing higher exergy losses in the low-pressure column and thus higher exergy losses in the column (Figure 1.24-a). On another hand, when the reflux ratio at the top of the high-pressure column increases, the liquid introduced to the top of the low-pressure column increases too. This causes a decrease in the liquid feed mass flow rate and thus the decrease of total exergy losses.
54000
55000
56000
57000
58000
59000
60000
61000
0 0.1 0.2 0.3 0.4 0.5 0.6
exe
rgy
loss
es
(kW
)
B1
Ex loss = f(B1)
(a)
0
20000
40000
60000
80000
100000
120000
0 0.1 0.2 0.3 0.4 0.5 0.6
exe
rgy
loss
es
(kW
)
C
Ex loss = f(C)
(b)
Figure 1.24: Influence of the reflux ratios in the high-pressure column on the total exergy losses, (a) effect of the reflux ratio at the bottom, (b) effect of the reflux ratio at the top.
Figure 1.25 shows the influence of the reflux ratio B2 at the bottom of the low-pressure column on total exergy losses, for reflux ratios at the bottom and at the top of the high-pressure column of 0.4. Total exergy losses in the column increase when B2 increases because the feed mass flow rates increase.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 32
0
10000
20000
30000
40000
50000
60000
70000
80000
90000
0.78 0.8 0.82 0.84 0.86 0.88 0.9 0.92
exe
rgy
loss
es
(kW
)
B2
Ex loss = f(B2)
Figure 1.25: Effect of the bottom reflux ratio in the low-pressure column on exergy losses.
Figure 1.26 shows the effect of pressure levels in the columns on total exergy losses. Since a constant temperature difference of 5 K is assumed at the intermediate heat exchanger between the high-pressure vapor condensation and the low-pressure liquid evaporation, the pressure level of the high-pressure column is calculated for each value of the low-pressure to ensure this condition. Figure 1.27 shows then the evolution of exergy losses as a function of the low pressure. An increase in the high-pressure column causes an increase in the compressor exergy losses. The compressor contribution in total exergy losses in the double adiabatic column being the highest (50 – 60 %), total exergy losses will increase due to the increase in the compressor exergy losses.
0
100
200
300
400
500
600
700
800
900
0
5000
10000
15000
20000
25000
100 120 140 160
exe
rgy
loss
es
(kW
)
low pressure (kPa)
Ex loss = f(BP or HP)
exergy losses HP
hig
h p
ress
ure
(kP
a)
Figure 1.26: Effect of pressures in the columns on total exergy losses.
For the double adiabatic column, the geometric parameters (diameters and heights of columns and feed locations) present the same effect as for the simple adiabatic column. Total exergy losses decrease when the column diameters increase because the pressure drop decreases. The feed location, in both columns, has very little effect on total exergy losses.
3.2.2.2. Overall optimization of the column
Several possible combinations of geometric and operating parameters are considered and total exergy losses are calculated for each combination. A decreasing curve is obtained (Figure 1.27) and optimal configurations are deduced. Minimum exergy losses of 31.4 kW/kg of vapor
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 33
feed are calculated for a configuration where the low-pressure column operates at 110 kPa and the high-pressure column at 750 kPa.
0
100
200
300
400
500
600
700
800
900
0 10 20 30 40
exe
rgy
loss
es
(kW
/ k
g o
f va
po
r fe
ed
)
configurations
exergy losses in the double adiabatic column
Figure 1.27: Total exergy losses in different configurations of double adiabatic columns.
3.3. Diabatic distillation column The thermal coupling between adiabatic columns includes an intermediate heat exchanger where low-pressure liquid evaporates and high-pressure vapor condensates. Further thermodynamic improvements could be achieved in the distillation processes by distributing this thermal coupling over the height of the columns. Instead of increasing the high pressure in the column in order to ensure a 5-K pinch at the intermediate heat exchanger, a lower value of the pressure could be tested if the heat exchange between the columns is still achieved through wall contacts of the two columns. The first approach for creating diabatic flows in distillation columns was by adding sequential heat exchangers all through the column height [6, 7, 20, 37, 38]. Figure 1.28 shows heat exchangers, adding heat to the stripping section of the column, and removing heat from the rectifying section. In this configuration, the exergy destruction, located principally in the boiler and the condenser, is distributed on trays [20]. As a result, the diabatic column destructs half the exergy a conventional column would destroy for the same separation. Rivero et al. [6, 37] searched for the optimal allocation of the sequential heat exchangers leading to the best thermodynamic performances, and calculated 39% exergy loss decrease in the diabatic column, compared to the conventional column. Recently, a new type of diabatic distillation column was presented. Known as internally heat integrated distillation column, it has the same approach of adding and removing heat through the column height, but the stripping section and the rectifying section are put into contact and form a heat exchanger, where heat is transferred from the hot source (the HP rectifying section) to the cold sink (the LP stripping section) [17, 18, 39]. The ideal configuration of the internally heat integrated columns contains neither boiler nor condenser. Therefore, it reduces the total exergy losses in the column and increases its efficiency. In this paper, an ideal internally heat integrated distillation column is considered and represented in Figure 1.29.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 34
The simulation of the diabatic column operation differs from the previous studied adiabatic columns, where an industrial packed column was considered. The conservation equations should be adapted to take into account the additional heat transfers through the column.
Figure 1.28: Heat exchanger sequence in a
HIDiC.
Figure 1.29: Ideal internally heat integrated
distillation column.
3.3.1. Simulation of the diabatic distillation column
In order to simulate the diabatic column, we assume that the distillation process is realized in a heat exchanger which surface contact area is sufficient to exchange heat between the low-pressure mixtures and the high-pressure mixtures. In this distillation configuration, mass flow rates of the liquid and vapor mixtures vary more markedly, due to condensation of the high-pressure vapor and the evaporation of the low-pressure liquid. On the finite volume ‘i’ of Figure 1.14, an additional variable, the heat transferred, is to be added. To calculate the amount of heat transferred, an overall heat transfer coefficient is first correlated. It takes into account a convective heat transfer coefficient during the condensation of vapor mixtures at high pressure, a convective heat transfer coefficient during the evaporation of liquid mixtures at low-pressure and a conductive heat transfer coefficient through the heat exchanger wall. Correlations for convective heat transfer coefficients are detailed in [40]. Thome correlation for evaporation in the low-pressure column and Ackers correlation for the condensation in the high-pressure column are used in this study. When the overall heat transfer coefficient is evaluated, the heat exchanged is calculated as a function of the temperature difference between the two columns. The conservation equations with heat transfer are replacing Equations 1.30-1.33, and give Equations 1.47-1.50.
1.47
1.48
1.49
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 35
1.50
In Equations 1.47 to 1.40, hfg,eq is the heat of vaporization of the mixture in equilibrium with the vapor at high pressure or with the liquid at low pressure. xeq is the nitrogen molar fraction in the mixture. The pressure drop in the heat exchanger considered for the diabatic distillation is calculated by applying the corrections to the vapor velocity and to the friction factor in the linear pressure drop equation [27]. The method of simulation of the diabatic distillation process in a heat exchanger is as follows:
1. The feed mass flow rate and molar composition being known, assume a linear variation of the liquid and the vapor mass flow rates and compositions
2. Assume a linear variation of the pressures 3. Calculate liquid saturation temperatures using REFPROP 8.0 with compositions and
pressures from 1 and 2 4. Calculate thermodynamic properties of liquid and vapor mixtures on both pressure levels 5. Calculate pressure drops using properties from 4 6. Calculate corrected thermodynamic properties using pressures from 5 7. Calculate heat transfer coefficients and heat exchanged 8. Calculate mass transfer coefficients 9. Write 6N equations for the high-pressure column and resolve the system AX = B 10. Using L1 and x1 at high pressure, write 6N equations for the low-pressure columns and
resolve the system AX = B 11. Calculate the relative differences for both columns 12. If maximum relative difference higher than 10-4, repeat from step 4. Else, proceed to
exergy analysis.
3.3.2. Exergy analysis of the diabatic column
Exergy losses in the diabatic distillation column are due to irreversibility on each finite volume and to the air compression. On each finite volume, exergy losses are calculated by an exergy balance, with the heat transfer taken into account (Equation 1.51).
1.51
Optimal geometric and operating parameters, leading to minimum exergy losses, are calculated. Parameters to be optimized are:
Column height, H.
Hydraulic diameter at low pressure, dLP.
Pressure ratio HP/LP. In order to simplify the optimization procedure, the column is considered as a two-pass heat exchanger, one pass at each pressure level. For each mass flow rate of the feed, simulation results determine the number of passes needed to ensure the 5,000 tons per day of the liquid product.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 36
Before proceeding to the general optimization of the process, a sensitivity analysis is achieved, to study the effect of each parameter on total exergy losses in the column, producing 5000 tons per day of oxygen rich liquid at low pressure.
3.3.2.1. Sensitivity analysis
The effect of each parameter on total exergy losses in the diabatic column is now studied, by choosing fixed values for other parameters. First, the effect of pressure levels on each side of the column is studied. Figures 1.30 show the effect of the pressure ratio between the two sides of the heat exchanger on the total exergy losses. Figure 1.30(a) represents the total exergy losses per kg of high-pressure vapor feed and figure 1.30(b) represents them per kg of low-pressure liquid product. The fixed values of other parameters are fixed to:
H = 10 m
dLP = 44 mm
dHP = 44 mm
Mfeed = 0.1 kg/s/pass. When studying the dependence of the total exergy losses as a function of the pressure ratio for a given high-pressure feed, an increasing curve is observed. In fact, exergy losses in the compressor are proportional to the high-pressure level and those in expansion valve are proportional to the pressure ratio. They both cause an increase in total exergy losses for a given feed mass flow rate.
3
3.5
4
4.5
5
5.5
6
3.00 3.50 4.00 4.50 5.00 5.50 6.00
exe
rgy
loss
es
(kW
/kg
of
HP
vap
or
fee
d)
HP/LP
Ex loss per kg of vapor feed
(a)
1000
1200
1400
1600
1800
2000
2200
2400
2600
2800
3000
3.00 3.50 4.00 4.50 5.00 5.50 6.00
exe
rgy
loss
es
(kW
/kg
of
LP li
qu
id
pro
du
ct)
HP/LP
Ex loss per kg of liquid product
(b)
Figure 1.30: Exergy losses as a function of the pressure ratio, (a) exergy losses per kg of vapor feed, (b) exergy losses per kg of liquid product
On another hand, when the pressure ratio increases, the amount of heat exchanged between the high- and the low-pressure fluxes increases, and the amount of low-pressure liquid collected at the bottom of the low-pressure column for a given vapor feed mass flow rate increases. As a result, the number of passes needed to ensure 5,000-ton per day of pure oxygen decreases and total exergy losses too (figure 1.30(b)). Graphs of Figure 1.31 show the effect of geometric parameters, height of the column and diameter of the low-pressure pass). When the column height increases, the pressure drop in the columns and the quantity of heat exchanged increase. Both pressure drop and heat increase exergy losses (Figure 1.31-a).
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 37
24000
25000
26000
27000
28000
29000
30000
31000
32000
0 5 10 15 20 25 30 35
exe
rgy
loss
es
(kW
/kg
of
vap
or
fee
d)
column height (m)
Ex loss = f(H)
(a)
0
50000
100000
150000
200000
250000
300000
350000
400000
20 30 40 50 60
exe
rgy
loss
es
(kW
)
low pressure pass diameter (mm)
Ex loss = f(dLP)
(b)
Figure 1.31: Exergy losses as a function of geometric parameters, (a) as a function of the column height, (b) as a function of low-pressure pass diameter.
An increase in the column diameter leads to a decrease in the pressure drop and to improvement in mass transfers between the liquid and vapor mixtures (higher interfacial surfaces). This explains the decrease in exergy losses when the diameter increases, Figure 1.32-b).
3.3.2.2. Overall optimization of the column
As for adiabatic columns, exergy losses are calculated only when the desired purity of the liquid product is achieved. A decreasing curve is obtained (Figure 1.32), representing the exergy losses per kg of feed mass flow rate.
0
10
20
30
40
50
60
70
80
0 50 100 150 200 250
exe
rgy
loss
es
(kW
/kg
of
hig
h p
ress
ure
va
po
r p
rod
uct
)
configurations
exergy losses in the diabatic column
Figure 1.32: Exergy losses in the diabatic column for different configurations.
By comparing the optimal values in Figure 1.32 and those plotted in Figure 1.27, a relative decrease of 23% in the total exergy losses are calculated between the optimal configuration of the double adiabatic column and the optimal configuration in the diabatic column.
3.4. Comparison of the three types of cryogenic distillation columns Performances of double adiabatic columns and diabatic columns are compared regarding total exergy losses calculated in optimal configurations. 23% decrease in total exergy losses are calculated when replacing the local intermediate heat exchanger of the double adiabatic column by an overall heat transfer between the columns. This decrease is due mainly to the decrease in the pressure in the high-pressure column (from 750 kPa to 450 kPa), decreasing exergy
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 38
losses in the compressor. It is also due to the decrease in irreversibilities in the column due to heat transfers. The comparison with the simple adiabatic column cannot be made on a similar basis since the products of the simple adiabatic column distillation are different from those of the double column (presence of a high-pressure nitrogen rich vapor product in the double columns). Besides, the simple adiabatic column has no compressors and the production of the cold source for the condensation at the top is not considered.
Concluding remarks In this study, optimal configurations for minimal total exergy losses of three types of cryogenic distillation columns are calculated. The columns considered for the comparison are the simple adiabatic column, the double adiabatic column, and the internally heat integrated column (diabatic column). The double diabatic column presents 23% less exergy losses than the double adiabatic column. It should be noted that a general optimization of the global process including the distillation columns will lead to more specific results and comparisons.
Conclusions et perspectives Dans ce chapitre, les pertes exergétiques dans trois types de colonnes de distillation d’air cryogénique sont calculées et comparées. Les comparaisons incluent des colonnes réelles, à garnissages dans le cas des colonnes adiabatiques simples et doubles et une colonne à échange de chaleur intégré, dont la conception est détaillée dans le chapitre 2 de cette thèse. Une diminution des pertes exergétiques de 23 % est calculée en passant des colonnes adiabatiques doubles, actuellement utilisées pour la production d’oxygène, aux colonnes diabatiques considérées dans cette étude. Les colonnes diabatiques présentent l’avantage d’un niveau de haute pression moins élevé que celui de la colonne adiabatique double et de la diminution des irréversibilités lors des transferts de masse le long de la colonne dû aux transferts de chaleur ayant lieu sur sa longueur. Une optimisation globale d’un procédé de distillation permettra de mieux comparer les performances des colonnes, en tenant compte de toutes les unités complémentaires du procédé (figure 1.1).
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 39
REFERENCES [1] J.P. Moulin, D. Pareau, M. Rakib, M. Srabouli, A. Isambert, Transfert de matière Distillation compartimenté idéale, Techniques de l’Ingénieur J1072-1 [2] D. Tondeur, Optimisation thermodynamique, équipartition : exemples et applications, Techniques de l’Ingénieur BE 8018-1 [3] E.L. CUussler, Diffusion Mass Transfer in Fluid Systems, University of Minnesota, Cambridge University Press 1997, chapitre 10 [4] A. Lallemand, Thermodynamique appliquée, premier principe, énergie, enthalpie, Techniques de l’Ingénieur BE 8005-1 [5] H. Al Muslim, I. Dincer, S.M. ZUBAIR, Effect of reference state on exergy efficiencies of one- and two-stage oil distillation plants, International Journal of Thermal Sciences, ELSEVIER 2004 [6] R. Rivero, Exergy simulation and optimisation of adiabatic and adiabatic binary distillation, Energy, Vol. 26, 2001) 561-593 [7] G. De Koeiger, R. Rivero, Entropy production and exergy loss in experimental distillation columns, Chemical Engineering Science, Vol. 58, 2003) 1587-1597 [8] R.L. Cornelissen, G. Hiesg, Exergy analysis of cryogenic air separation, Energy Conversation Managementt Vol. 39, 1998), 1821-1826 [9] J.F. SALPETRIER J.F., Méthodes de calcul de colonnes de distillation - cas particulier d’une colonne non adiabatique. Mémoire de DEA : Conversion de l’énergie, Université Pierre et Marie Curie, Ecole des Mines de Paris [10] Formation industrie ENSPM, Méthode de MacCabe et Thiele, 1996 [11] A. Lallemand, Thermodynamique appliquée, Bilans entropiques et exergétiques, Techniques de l’Ingénieur BE 8008-1 [12] R. Benelmir, A. Lallemand, M. Feidt, Analyse exergétique, Techniques de l’Ingénieur BE 8015-1 [13] Cryogenic systems, Gas separation and Gas- purification systems [14] O. Bolland, Power cycles with CO2 capture, Norwegian University of Science and Technology, Department of Energy and Process Engineering, Trondheim, Norway, TEP9 2004 [15] R. Rivero, C. Rendon, S. Gallegos, Exergy and exergoeconomic analysis of a crude oil combined distillation unit, Energy, Vol. 29, 2004) 1909-1927 [16] A.B. Araujo, R.P. Brito, L.S. Vasconcelos, Exergetic analysis of distillation processes - A case study , ELSEVIER, ScienceDirect, Energy, Vol. 32, 2007) 1185–1193
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 40
[17] M.A. Gadalla, Internal heat integrated distillation columns, iHIDiCs) – New systematic design methodology, Chemical Engineering Research and Design 87, 2009) 1658-1666 [18] T.S. Ho, C.T. Huang, J.M. Lin, L.S. Lee, Dynamic simulation for internally heat-integrated distillations columns, HIDiC) for propylene-propane system, Computers and Chemical Engineering 33, 2009) 1187-1201 [19] P.S. Yong, H.M. Moon, S.C. Yi, Exergy analysis of cryogenic air separation process for generating nitrogen, Journal of Industrial and Engineering Chemistry 8, 6), 2002) 499-505 [20] P. Le Goff, T. Cachot, R. Rivero, Exergy analysis of distillation processes, Chemical Engineering Technology 19, 1996) 478-486 [21] R. Agrawal, Z.T. Fidkowski, Are thermally coupled distillation columns always thermodynamically more efficient for ternary distillations, Industrial and Engineering Chemical Research 37, 1998) 3444-3454 [22] Z. Olujic, A.B. Kamerbeek, J. De Graauw, A corrugation geometry based model for efficiency of structured distillation packing, Chemical Engineering and Processing 38, 1999) 683-695 [23] P. Copigneaux, Distillation. Absorption – Colonnes garnies, Techniques de l’Ingénieur, J2626 [24] J.A. Rocha, J.L. Bravo, J.R. Fair, Distillation columns containing structured packings: a comprehensive model for their performance. 2. Mass transfer model, Industrial and Engineering Chemical Research 35, 1996) 1660-1667 [25] Z. Olujic, Compute friction factors fast for flow in pipes, Chemical Engineering 88, 25), 1981) 91-93 [26] S. Ratheesh, A. Kannan, Holdup and pressure drop studies in structured packings with catalysts, Chemical Engineering Journal 104, 2004) 45-54 [27] G.F. Woerlee, J. Berends, Z. Olujic, J. de Graauw, A comprehensive model for the pressure drop in vertical pipes and packed columns, Chemical Engineering Journal 84, 2001), 367-379 [28] J. Fernandes, P. F. Lisboa, P. C. Simões, J. P.B. Mota, E. Saatdjian, Application of CFD in the study of supercritical fluid extraction with structured packing: wet pressure drop calculations, The Journal of Supercritical Fluids 50, 2009), 61-68 [29] C.G. Hernandez-Gaona, J.C. Cardenas, J.G. Segovia-Hernandez, S. Hernandez, V. Rico-Ramirez, Second law analysis of conventional and nonconventional distillation sequences, Chemical and Biochemical Engineering Quarterly 19, 2005) 235-241 [30] C.R. Paiva, A.I. De Lacarda, Chemical process improvements by exergy analysis,
4th Mercosur Congress on Process Systems Engineering, 2005) [31] F.B. Petlyuk, V.M. Platonov, D.M. Slavinskii, Thermodynamically optimal method for separating multi-component mixtures, International Chemical Engineering 5, 3), 1965) 555-561
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 41
[32] A. Jimenez, N. Ramirez, A. Castro, S. Hernandez, Design and energy performance of alternative schemes to the Petlyuk distillation system, Institution of Chemical Engineering IChemE 81, 2003) 518-524 [33] S. Hernandez, J. Jimenez, Design of energy-efficient Petlyuk systems, Computers and Chemical Engineering 23, 1999) 1005-1010 [34] S. Hernandez, J. Jimenez, Design of optimal thermally-coupled distillation systems using a dynamic model, IChemE, 1996) [35] Z. Chen, M.A. Henson, P. Belanger, L. Megan, IEEE Transactions on Control Systems Technology, 2009) [36] B. Ha, S. Ramon, Cryogenic distillation system for air separation, United States Patent, 2001) [37] E.S. Jimenez, P. Salamon, R. Rivero, C.C. Rendon, K.H. Hoffmann, Optimal allocation of heat exchanger inventory in a serial type diabatic distillation column, Proceedings of ECOS, 2004) 179-187 [38] C. Dernane, A. Laouir, Etude comparative entre une distillation conventionnelle et une distillation diabatique, Revue des Energies Renouvelable CISM, 2008) 123-134 [39] A.K. Jana, Heat integrated distillation operation, Applied Energy 87, 2010) 1477-1494 [40] M. Hamdar, Design and optimization of an efficient indirect air-conditioning system for train carriages, PhD, 2008) Mines-ParisTech.
Chapitre 1 : Contribution à l’analyse exergétique des colonnes de distillation de l’air 42
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 43
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés
Introduction La comparaison exergétique des colonnes de distillation d’air menée dans le chapitre 1 a montré une réduction des pertes exergétiques de 23 % en passant de la colonne double adiabatique, à la double colonne diabatique. Plusieurs études, citées dans le chapitre 1, comparent les colonnes de distillation diabatique aux colonnes adiabatiques conventionnelles d’un point de vue exergétique, et des améliorations des rendements exergétiques de l’ordre de 20 à 40 % sont calculées. Ces colonnes sont aussi comparées d’un point de vue énergétique, en comparant les charges au bouilleur et au condenseur dans les deux colonnes. Des réductions des consommations d’énergie de 40 % sont calculées. Les modèles théoriques et expérimentaux, cités dans la littérature, permettent de comparer différentes géométries de colonnes de distillation diabatique ainsi que de prévoir l’impact des paramètres géométriques et opératoires sur le fonctionnement de la colonne. Dans ce chapitre, après une explication du concept de la distillation diabatique et des différents phénomènes physiques qui y prennent place, une revue bibliographique des différents types d’échangeurs les plus adaptés à la distillation diabatique de l’air est exposée afin de sélectionner le type d’échangeur. Dans une deuxième section, la méthode de modélisation de la colonne de distillation diabatique de l’air cryogénique est détaillée. Les mécanismes de transferts sont modélisés et les différentes corrélations relatives aux pertes de pression, aux transferts de chaleur et aux transferts de masse sont choisies. Le modèle numérique développé permet, dans un premier temps, de définir la configuration d’échanges dans la colonne, et cela en déterminant le niveau de pression dans chaque section. Le modèle développé permet aussi de prévoir l’influence de différents phénomènes physiques sur la performance de la colonne, tels que la distribution des mélanges sur les sections de passage et le mouillage des parois par le liquide.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 44
1. Principe de la distillation cryogénique diabatique Le phénomène de distillation se base sur le principe de différence de volatilités entre les composants du mélange à séparer. Pour la production d’oxygène par séparation des composants de l’air, les températures d’ébullition de l’azote et de l’oxygène étant assez proches (77 K et 90 K respectivement), le processus de séparation nécessite un apport d’énergie significatif et un grand nombre de plateaux. D’où le recours à la distillation diabatique, typique pour les mélanges à faible écart de volatilités des composants [1] et permettant d’effectuer la séparation à moindres consommations énergétiques. La distillation cryogénique diabatique de l’air (CDA) se fait dans deux colonnes, à deux niveaux de pression, mises en contact pour permettre un transfert de chaleur de la colonne à haute pression (HP) vers la colonne basse pression (BP). La figure 2.1 représente schématiquement le processus. La figure 2.2 représente les écoulements à l’intérieur des deux colonnes haute et basse pressions, ainsi que les phénomènes de transferts.
Figure 2.1 : Schéma représentatif de la distillation cryogénique diabatique de l’air (CDA)
Le procédé est alimenté en air comprimé en cuve de la colonne HP (figure 2.1 (1)). Deux phénomènes de transfert ont lieu dans cette colonne HP (figure 2.2).
Un transfert de chaleur de la colonne HP vers la colonne BP : ce transfert conduit à la condensation de la vapeur ascendante. Le débit de vapeur diminue donc en remontant vers la tête de la colonne et un film liquide se forme, s’écoulant sur les parois de la colonne, avec un débit qui augmente en allant vers la cuve de la colonne (cf. figure 2.13-a).
Un transfert de matière entre la vapeur ascendante et le liquide descendant : l’azote étant le composé le plus volatil dans le mélange, il reste en phase vapeur. Les transferts de masse se font alors comme suit : un débit d’azote vapeur traverse la surface interfaciale liquide/vapeur du côté liquide vers le côté vapeur et un débit d’oxygène liquide la traverse dans le sens opposé. La vapeur recueillie en tête de la colonne HP (2) présente alors une concentration en azote assez élevée (cf. figure 2.13-b). Le liquide s’enrichit en oxygène lors de son écoulement descendant (cf. figure 2.13-c).
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 45
Un débit de liquide soutiré dans la colonne HP (3) et le liquide recueilli en cuve de cette colonne (4) sont détendus et servent d’alimentation en tête de la colonne BP (5). Le liquide recueilli en cuve de la colonne est enrichi en oxygène comparativement au liquide soutiré (cf. figure 2.13-c). Dans la colonne BP, les phénomènes de transfert de chaleur et de masse s’effectuent comme suit (figure 2.2).
Un apport de chaleur résulte en une évaporation du liquide descendant. Le débit de liquide diminue donc en descendant vers la cuve de la colonne et un écoulement de vapeur se forme, avec un débit qui augmente en allant vers la tête de la colonne (figure 2.14-a).
Les transferts de masse résultent en un liquide (6) riche en oxygène en cuve de la colonne (cf. figure 2.14-c) et une vapeur (7) riche en azote en tête (cf. figure 2.14-b).
Figure 2.2 : Ecoulements et transferts de masse et de chaleur dans la colonne diabatique
Le point crucial pour la conception des colonnes diabatiques consiste à créer des surfaces de contact suffisantes entre les colonnes pour permettre les transferts de chaleur requis. Dans ce but, les chercheurs se sont intéressés aux différents types d’échangeurs de chaleur et ont étudié la possibilité de les adapter à la distillation diabatique. L’écoulement des fluides, chauds ou froids, d’un côté de l’échangeur, est remplacé par deux écoulements, liquide et vapeur, à contre-courants, à haute ou à basse pression.
2. Echangeurs de chaleur adaptés à la distillation diabatique
cryogénique de l’air Les échangeurs de chaleur se classent sous deux grandes catégories : les échangeurs tubulaires et les échangeurs à plaques. Dans les échangeurs tubulaires, on distingue les échangeurs monotube en serpentin, les échangeurs bitubes coaxiaux, les échangeurs tubes-calandre et les échangeurs à tubes ailetés [2]. Les échangeurs à plaques sont soit des échangeurs à plaques et ailettes, soit des échangeurs à plaques ondulées et joints, soit des échangeurs à plaques perforées [2].
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 46
Les échangeurs de chaleur adaptés aux applications cryogéniques sont les échangeurs à plaques et ailettes, les échangeurs à plaques perforées, les échangeurs bitubes coaxiaux et les échangeurs tubes-calandre [3,4]. Les caractéristiques de ces échangeurs et leurs éventuelles applications industrielles cryogéniques sont exposées dans la section suivante. Leurs performances en distillation diabatique sont ensuite comparées pour choisir le type d’échangeur à considérer pour la distillation CDA pour la production d’oxygène.
2.1. Echangeurs tubulaires L’échangeur tubulaire le plus simple est constitué de deux tubes coaxiaux (figure 2.3.a [3]) ; un fluide HP s’écoule dans l’un des tubes et un fluide BP dans l’autre. En application cryogénique, l’ensemble est généralement placé dans un réservoir à vide pour limiter les échanges de chaleur avec l’air ambiant [3]. Un échangeur tubulaire est généralement utilisé pour des applications nécessitant de faibles capacités où la surface d’échange requise est de 50 m² au maximum parce que le coût par unité de surface est élevé [5]. Des écoulements à contre-courants des fluides froids et chauds favorisent les échanges de chaleur. Pour augmenter les surfaces de transferts, des ailettes radiales ou longitudinales sont installées dans l’espace annulaire.
Des ailettes en spirales sont représentées sur la figure 2.3.b [3]. Elles permettent d’une part, de fixer le tube intérieur au tube extérieur et, d’autre part, d’imposer un écoulement hélicoïdal plus long du fluide dans l’espace annulaire. Cette configuration permet d’augmenter le coefficient de transfert de chaleur. Il est à noter que les ailettes introduites dans l’espace annulaire accroissent les pertes de pression. Un deuxième type d’échangeurs tubulaires utilisé dans des applications cryogéniques est l’échangeur tubes-calandre (figure 2.3.c [3]). C’est le type d’échangeur le plus répandu dans de
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 47
nombreuses industries et il est conçu pour supporter de hautes pressions. Les tubes peuvent être lisses, ou ailetés longitudinalement pour augmenter la surface de transfert de chaleur. Ils peuvent être traversant à deux calandres ou mono-calandre avec un faisceau de tubes en U. Des cloisons sont installées pour diriger le flux du fluide qui circule dans la calandre de façon à améliorer les échanges.
Le choix du matériau de construction des tubes doit prendre en compte la nature des deux fluides circulant et les limites de pression et de température [6]. Le matériau choisi doit disposer d’une conductivité assez élevée et résister aux gradients de température et de pression. Les métaux les plus généralement utilisés, sont le cuivre, les aciers alliés, l’aluminium et le titane. Le coût d’un échangeur tubes-calandre dépend du coût des composants. L’enceinte a le coût le plus élevé pour les enceintes sous pression et respectant donc les codes des appareils à pression ; ce coût croît alors très rapidement avec le diamètre et plus modérément avec la longueur. Un rapport longueur / diamètre de 12 est considéré comme optimal du point de vue des coûts pour de nombreuses applications [6]. En applications cryogéniques, des échangeurs tubulaires sont utilisés pour des systèmes de séparation d’air [7] et de liquéfaction d’hélium [8]. Ils sont aussi utilisés pour la distillation diabatique de mélanges d’hydrocarbures, à températures non cryogéniques. Une colonne pilote à plateaux, constituée de deux tubes coaxiaux est présentée dans Noda et al. [9]. Le tube interne représente la section de rectification HP et l’anneau extérieur, la section d’épuisement BP (figure 2.4). Le but de l’expérimentation étant de calculer le coefficient de transfert de chaleur inter-colonnes, les colonnes opèrent indépendamment, avec chacune, un condenseur et un rebouilleur, à conditions de reflux total en tête et en cuve.
(a)
(b)
Figure 2.4 : Colonne de distillation diabatique bitube, (a) section d’épuisement, (b) section de rectification
La colonne est testée avec un mélange de benzène-toluène. Les évolutions des températures, des débits et des compositions molaires des écoulements de la colonne sont mesurées pour différentes valeurs du rapport de pressions Pr/Pe, considéré comme le paramètre principal de contrôle des transferts de chaleur. Ces mesures permettent de calculer, par un bilan enthalpique, le coefficient de transfert de chaleur en fonction du rapport de pressions entre la section de rectification et la section d’épuisement. Les résultats d’essais montrent que les transferts de chaleur ont bien lieu dans le sens du transfert naturel de la chaleur du plus chaud vers le plus froid donc du côté haute pression vers le côté basse pression et ce à partir d’un rapport de pression Pr/Pe de 1,25. Un coefficient de transfert de chaleur global, presque constant sur la longueur de la colonne, est calculé. Sa valeur varie entre 500 et 1 000 W/m²K en fonction du rapport de pression (et donc de l’écart de températures) entre les colonnes.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 48
Pour augmenter les surfaces de contact entre les écoulements HP et les écoulements BP, un arrangement hexagonal de plusieurs tubes coaxiaux (figure 2.5 [10]), munis de garnissages structurés, est testé pour la séparation d’un mélange benzène-toluène.
Figure 2.5 : Arrangement hexagonal de tubes coaxiaux pour une distillation diabatique
Sur une hauteur de 13,5 mètres et un diamètre des tubes externes de 40 cm, deux changements de diamètre des tubes internes sont effectués (figure 2.6, gauche) : de la cuve de la colonne, et jusqu’à une hauteur de 3,7 m, le diamètre des tubes internes est de 27 cm. Ensuite, et sur une hauteur de 5 m, le diamètre du tube interne est de 22 cm. Une deuxième réduction de diamètre interne jusqu’à 18 cm est effectuée sur la dernière partie en tête de colonne.
Figure 2.6 : Structure interne du pilote de colonne diabatique
Ce changement de diamètre a pour but de garder une vitesse de la vapeur presque constante dans la colonne. Dans la section interne de rectification à haute pression, de laquelle la chaleur est puisée, la vapeur se condense : le débit de vapeur diminue lors de l’écoulement ascendant. La section des tubes internes est alors diminuée vers la tête de la colonne. Dans la section externe d’épuisement, le liquide s’évapore du fait de l’apport de chaleur : le débit de vapeur augmente lors de l’écoulement ascendant et une augmentation de la section de passage assure une vitesse constante (figure 2.6 à droite). La consommation d’énergie de cette colonne est équivalente à 70 % de la consommation d’une colonne conventionnelle simple avec rebouilleur et condenseur. La même colonne est étudiée dans [11] et la consommation d’énergie de la colonne diabatique est calculée pour deux reflux
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 49
différents : elle vaut 60 % de la consommation d’une colonne conventionnelle pour une colonne diabatique idéale (reflux nul) et 62 % pour une colonne à reflux de 0,3 kmol/h. Pour un design de colonne de distillation d’air, optimal des points de vue énergétique et économique, les remarques suivantes sont à considérer concernant les échangeurs tubulaires :
la nécessité d’installer des plateaux dans les échangeurs bitubes pour favoriser les transferts de matière entre le liquide et la vapeur de chaque côté ;
la surface d’échange de chaleur limitée dans le cas d’échangeurs bitubes, nécessite le rajout d’ailettes pour favoriser les échanges de chaleur ;
le problème de distribution des fluides sur les tubes dans un échangeur multitubulaire.
2.2. Echangeurs à plaques Les échangeurs à plaques les plus utilisés dans les applications industrielles cryogéniques sont les échangeurs à plaques et ailettes en aluminium brasé sous vide. Ces échangeurs sont caractérisés par leur compacité et leur surface spécifique assez élevée [4]. Diverses applications cryogéniques, telles que la séparation des composants de l’air, la liquéfaction du gaz naturel et la production d’éthylène peuvent être réalisées dans ces échangeurs. Des applications non cryogéniques, de distillation diabatique d’hydrocarbures, dans des échangeurs à plaques et ailettes, sont aussi étudiées. D’autres types d’échangeurs à plaques pourraient aussi être considérés : les échangeurs à plaques perforées et les échangeurs à plaques ondulées.
2.2.1. Echangeurs à plaques et ailettes
Un échangeur à plaques-ailettes est constitué d’une série de feuilles ondulées (les ailettes) séparées par des plaques métalliques (cf. figure 2.7), généralement en aluminium [13]. Entre les plaques le fluide chaud et le fluide froid circulent alternativement. Les ailettes permettent d’augmenter la surface de transfert de chaleur entre les fluides et d’augmenter aussi la compacité de l’échangeur, le rendant ainsi capable de supporter des pressions élevées. Des écoulements à contre-courants entre le fluide chaud et le fluide froid sont favorisés pour une meilleure performance thermique [3].
Figure 2.7 : Echangeur à plaques et ailettes
Les échangeurs à plaques et ailettes peuvent être utilisés pour des liquides, des gaz et des fluides diphasiques [5]. Le faible espacement entre les ailettes conduit à des diamètres hydrauliques très petits (de l’ordre de 2 mm), menant à des performances élevées. Dans le cas de fluides diphasiques, ceci pourrait créer des problèmes liés à l’engorgement des passages en liquide [4]. De plus, dans le cas de fluides impurs, des résidus pourront se former entre les ailettes.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 50
Un échangeur à plaques-ailettes est utilisé pour des applications de distillation diabatique d’un mélange propane-propène [12]. Les plaques permettent des écoulements verticaux alternés entre rectification et épuisement. Les ailettes divisent chaque section en un certain nombre de passages parallèles procurant ainsi des surfaces d’échange supplémentaires. Afin de garder une vitesse de vapeur constante dans les différentes sections, deux options de changement de la section d’écoulement sont possibles :
variation de l’espacement et de la longueur des ailettes (figure 2.8.a) ; la figure montre deux changements de section sur 3 longueurs différentes
utilisation de plaques non parallèles avec un espacement constant entre les ailettes (figure 2.8.b).
Des configurations de plaques parallèles et de plaques non parallèles sont modélisées et comparées. En comparant ces colonnes à une colonne conventionnelle de diamètre égal au diamètre hydraulique dans l’échangeur plaques-ailettes, une réduction de 35 % dans le travail de compression est évaluée dans les deux cas. La valeur du coefficient de transfert de chaleur global reste constante sur la longueur de la colonne et vaut 750 kW/K.
(a)
(b)
Figure 2.8 : Changement de section dans l’échangeur plaques-ailettes, (a) changement de l’espacement entre les ailettes, (b) plaques non parallèles
L’avantage des plaques non parallèles est une meilleure mouillabilité dans les sections à faibles débits de liquide (en tête de la section de rectification et en cuve de la section d’épuisement). Ceci est dû au fait que les diamètres hydrauliques dans ces sections diminuent avec les débits de liquide correspondant. Un deuxième avantage des plaques non parallèles est d’éviter les problèmes de mal distribution interne observés dans le cas de plaques parallèles lors de la diminution des espacements entre les ailettes. Les points à considérer dans le cas d’échangeurs à plaques et ailettes utilisés dans une application de distillation d’air sont donc les suivants :
distribution homogène des fluides entre les sections de passage
risque d’engorgement liquide.
2.2.2. Echangeurs à plaques perforées
Ils sont constitués d’une série de plaques perforées de haute conductivité thermique séparées par des plaques de basse conductivité thermique (figure 2.9). Les fluides chaud et froid circulent à contre-courants, perpendiculairement aux plaques perforées. Les perforations sont de
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 51
diamètre assez faibles, ce qui crée des frottements considérables lors du passage du fluide et donc des coefficients de transfert de chaleur plus élevés [3].
Figure 2.9 : Echangeur à plaques perforées
Dans une application de distillation diabatique de l’air, ce type d’échangeur présente deux problèmes :
surface de contact entre les fluides chauds et les fluides froids limitée
risque d’engorgement liquide au niveau des perforations.
2.2.3. Echangeurs à plaques ondulées
Ce type d’échangeur est formé de plaques ondulées (figure 2.10.a) pressées les unes contre les autres dans un cadre métallique. Le matériau principal de construction est l’acier inoxydable. L’assemblage des plaques peut être effectués par brasage, soudage ou par serrage pour des échangeurs à plaque et joints. Les alimentations sont faites de manière à ce que deux fluides se distribuent alternativement entre les passages parallèles des plaques (figure 2.10.b). Cet échangeur présente l’avantage d’organiser les écoulements des deux fluides à contre-courants.
(a)
(b)
Figure 2.10 : Echangeur à plaques ondulées, (a) détail de la plaque, (b), assemblage de plaques
Les échangeurs à plaques fonctionnent pour des températures entre -35 et 200 °C et des pressions pouvant atteindre 2,5 MPa. Les surfaces d’échange varient entre 0,02 et 4,45 m² par plaque. Des débits de 3 500 m3/h sont possibles dans les unités standards. Ces échangeurs ne peuvent pas être utilisés pour des applications cryogéniques de séparation d’air, en particulier pour des questions de dilatation différentielle.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 52
3. Choix du type d’échangeur pour la distillation cryogénique
diabatique de l’air La revue des différents types d’échangeurs utilisables dans les applications cryogéniques, de leurs caractéristiques et de leurs domaines d’utilisation permet d’effectuer le choix de l’échangeur de chaleur potentiellement utilisable pour une application de distillation diabatique cryogénique de l’air. Les critères de choix du type d’échangeur sont les suivants :
permettre des écoulements verticaux de liquide et de vapeur à contre-courants, à deux niveaux de pression, sans engorgement du liquide dans les sections de passage
assurer des surfaces de transfert de chaleur suffisantes entre les fluides chauds et froids
minimiser les problèmes de distribution homogène des fluides dans les différentes sections de passages
répondre aux contraintes de coût optimal. Les échangeurs considérés dans la comparaison sont :
les échangeurs bitubes
les échangeurs tubes-calandre
les échangeurs à plaques et ailettes
les échangeurs à plaques perforées. L’aptitude de ces types d’échangeurs à répondre aux exigences requises pour la distillation diabatique de l’air est étudiée et les différents échangeurs comparés. Tous ces échangeurs permettent des écoulements verticaux de liquide et de vapeur à contre-courants à deux niveaux de pressions. La contrainte d’engorgement de liquide dans la colonne est à vérifier en fonctions des débits et des sections de passage. Les surfaces disponibles pour le transfert de chaleur entre le fluide chaud et le fluide froid sont aussi calculées pour les différents types d’échangeurs. Les comparaisons quantitatives sont basées sur une simulation d’une colonne de séparation diabatique des composants de l’air effectuée sur HYSYS.
3.1. Résultats de la simulation HYSYS pour la distillation diabatique de
l’air Aspen HYSYS est un outil de calcul pour la conception, l'optimisation et le contrôle des performances des industries de production et de traitement de gaz, du raffinage de pétrole, et les industries de séparation d'air [14]. Dans le but d’obtenir une première estimation des débits et des compositions molaires des mélanges de vapeur et de liquide dans une colonne de distillation diabatique de l’air, un modèle est développé dans HYSYS, comprenant deux colonnes à plateaux, à deux niveaux de pression, avec un échange de chaleur inter-colonnes.
Figure 2.11 : Colonnes simulées sur HYSYS
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 53
La figure 2.11 représente les colonnes considérées dans le modèle. La colonne HP, à X plateaux, échange de la chaleur sur toute sa longueur, avec un nombre Y = X de plateaux de la colonne BP. Dans les Z plateaux supérieurs de la colonne BP, les phénomènes de transferts se réduisent à un transfert de masse entre le liquide descendant et la vapeur ascendante. C’est donc un tronçon de distillation adiabatique. Pour atteindre les puretés désirées des produits, les nombres de plateaux calculés sont : X = Y = 31 plateaux et Z = 30 plateaux. Les niveaux de pression dans les colonnes sont calculés de sorte à obtenir un écart de températures minimal entre les colonnes de 0,4 K. La valeur de la basse pression est limitée par une valeur minimale de 140 kPa. Cette valeur est calculée de sorte à obtenir une vapeur en tête de la colonne à basse pression, sortant à une pression légèrement supérieure à la pression atmosphérique, tout en tenant compte des pertes de pression dans les tuyauteries et la colonne. Pour un écart de températures minimal de 0,4 K, une pression de 376 kPa est calculée en cuve de la colonne à haute pression. Le choix du débit d’air à distiller se base sur les besoins en oxygène pur des procédés d’oxycombustion. Pour une centrale électrique de 500 à 800 MW fonctionnant au charbon, il faut 10 000 à 15 000 tonnes d’oxygène par jour [15]. Actuellement, la plus grande unité de distillation construite a une capacité de production légèrement supérieure à 4 000 tonnes d’oxygène par jour. Pour répondre à la demande d’une centrale électrique, 3 unités de distillation d’air, de 4 000 à 5 000 t/j chacune, sont donc considérées [15]. Dans le modèle de distillation diabatique réalisé dans HYSYS, on considère 100 000 Nm3/h d’air à distiller. Cela correspond à 1/5 de la production d’oxygène journalière d’une unité de distillation. Ce débit permet d’estimer des premières valeurs des débits et compositions molaires dans la colonne et ensuite de réaliser les comparaisons quantitatives entre les différents types d’échangeurs retenus. L’étude ultérieure d’optimisation des colonnes de distillation diabatique sera réalisée pour la production de 4 000 à 5 000 tonnes d’oxygène par jour. Le modèle réalisé simplifie le processus de distillation diabatique en découplant les transferts de chaleur et de matière. Les transferts de matière sont calculés sur la base des mélanges de liquide et de vapeur en équilibre à la sortie de chaque plateau. La quantité de chaleur échangée est considérée directement proportionnelle à la différence de températures entre les colonnes. Le facteur de proportionnalité est calculé par itérations successives pour retrouver les bilans énergétiques sur les plateaux des deux colonnes. Les simulations permettent de calculer les évolutions des débits et des compositions molaires de la vapeur et du liquide dans les deux colonnes. La figure 2.12 représente les caractéristiques des écoulements dans la colonne HP et la figure 2.13 leurs caractéristiques dans la colonne BP. Les valeurs représentées sur les graphiques des figures 2.12 et 2.13 seront utilisées pour comparer les sections de passage des colonnes à haute et à basse pressions et les vitesses d’écoulement pour répondre aux conditions de non engorgement du liquide dans les différents types d’échangeurs.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 54
0,0
10000,0
20000,0
30000,0
40000,0
50000,0
60000,0
70000,0
0 10 20 30
déb
its (
Nm
3/h
)
Plateau
débits à haute pression
débit vapeur débit liquide (a)
0,0
0,2
0,4
0,6
0,8
1,0
1,2
0 10 20 30
fracti
on
mo
lair
e
Plateau
composition de la vapeur HP
fraction molaire d'O2 fraction molaire de N2 (b)
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1 6 11 16 21 26 31
fracti
on
mo
lair
e
Plateau
composition du liquide HP
fraction molaire d'O2 fraction molaire de N2 (c)
Figure 2.12 : Ecoulements dans la colonne à haute pression, (a) débits de liquide et de vapeur, (b) composition molaire de la vapeur, (c) composition molaire du liquide
0,0
10000,0
20000,0
30000,0
40000,0
50000,0
60000,0
70000,0
80000,0
1 21 41 61
déb
its (
Nm
3/h
)
Plateau
débits à basse pression
débit vapeur débit liquide (a)
0,0
0,2
0,4
0,6
0,8
1,0
1,2
0 20 40 60
fracti
on
mo
lair
e
Plateau
composition de la vapeur BP
fraction molaire d'O2 fraction molaire de N2 (b)
0,0
0,2
0,4
0,6
0,8
1,0
1,2
1 21 41 61
fracti
on
mo
lair
e
Plateau
composition du liquide BP
fraction molaire d'O2 fraction molaire de N2
(c) Figure 2.13 : Ecoulements dans la colonne BP, (a) débits de liquide et de vapeur, (b) composition molaire
de la vapeur, (c) composition molaire du liquide
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 55
3.2. Engorgement liquide Lorsque du liquide et de la vapeur s’écoulent à contre-courant dans une conduite, il existe un risque que le liquide occupe toute la section de passage, empêchant l’écoulement de la vapeur. Ce risque, dit engorgement, a lieu lorsque la vitesse relative du liquide par rapport à la vapeur dépasse une limite définie par la corrélation de Lobo et Sherwood (équation 2.40, paragraphe 4.6). Les valeurs des débits et des compositions molaires sont celles calculées par la simulation HYSYS (figures 2.12 et 2.13). Dans cette partie, les sections des colonnes de distillation sont considérées constantes sur toute leur longueur. Une valeur minimale de la section de passage de chaque colonne BP et HP, est calculée de sorte à ne pas avoir d’engorgement liquide dans les colonnes, soit
alors .
Les calculs montrent que la valeur maximale de la somme est atteinte en cuve de
la colonne HP et en tête de la colonne BP. Ces deux points, les plus critiques du point de vue de l’engorgement du liquide dans les colonnes, correspondent aux débits de liquide maximaux dans chaque colonne. Les sections minimales, calculées d’après les équations 2.36 et 2.37, sont de 0,24 m² pour la colonne HP et de 0,3 m² pour la colonne BP. Les sections calculées, supposées constantes le long des colonnes, permettent de déterminer les dimensions de chaque type d’échangeur retenu pour la comparaison. On note que, une fois le choix du type de l’échangeur réalisé, l’échangeur étudié ne sera pas de section constante. Des changements de sections le long de la colonne auront pour but de garder des vitesses d’écoulement de la vapeur presque constantes.
3.2.1. Echangeur bitube
Les dimensions d’un échangeur bitube, supposé sans plateaux d’amplification des transferts de masse, dépendent des niveaux de pression dans chaque section. Pour les sections de passage minimales calculées ci-dessus, les diamètres des tubes, interne et externe, sont comme suit :
cas où les mélanges BP circulent dans le tube intérieur o diamètre du tube intérieur = 62 cm ; o diamètre du tube extérieur = 83 cm.
cas où les mélanges HP circulent dans le tube extérieur o diamètre du tube intérieur = 55 cm ; o diamètre du tube extérieur = 83 cm.
Ce type d’échangeur nécessite, par contre, des amplificateurs de transferts de masse (garnissages ou plateaux perforés) pour assurer l’évolution désirée des mélanges dans le procédé de distillation de l’air. Les dimensions de l’échangeur sont donc calculées pour différents diamètres de perforations. On suppose que les débits de liquide et de vapeur se répartissent sur les perforations d’une manière homogène. Pour chaque diamètre de perforation, le nombre minimal de perforations nécessaires pour le non engorgement du liquide est calculé. Le nombre de perforations, leur diamètre et l’espacement minimal nécessaire entre elles permettent de calculer la section totale de chaque colonne et donc les dimensions de l’échangeur. L’espacement minimal entre deux perforations circulaires est donné par l’équation 2.1 [16].
2.1
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 56
0
5
10
15
20
25
0 20 40 60 80 100 120se
ctio
n (
m²)
Dperf (mm)
section de l'échangeur
Figure 2.14 : Section de l’échangeur bitube
en fonction des diamètres des perforations dans les plateaux
La figure 2.14 représente les sections des échangeurs calculées pour différents diamètres de perforation. En augmentant le diamètre de perforation, des débits de liquide et de vapeur à contre-courants plus élevés s’y écoulent sans engorgement du liquide. Le nombre de perforations dans la section de passage devient donc plus faible. La section de passage croît presque linéairement avec le nombre de perforations ; elle diminue donc quand le diamètre de perforation augmente. Le diamètre des perforations dans un plateau ne dépasse pas normalement 5 mm. Cela correspond à une section de la colonne de 10 m² minimum, soit alors un diamètre extérieur de 3,6 m minimum.
3.2.2. Echangeur tubes-calandre
Pour différents diamètres de tubes, le nombre minimal de tubes nécessaires pour éviter l’engorgement de liquide dans les tubes est calculé. Les espacements inter-tubes devraient répondre au minimum imposé par l’équation 2.1 ainsi qu’au minimum imposé par les conditions de non engorgement de liquide dans la calandre. Les diamètres des tubes, leur nombre et les espacements minimaux entre eux, permettent de calculer le diamètre minimal de la calandre. La figure 2.15 représente les sections de calandre et les nombres de tubes pour les différentes valeurs des diamètres des tubes pour les deux configurations : mélanges BP et mélanges HP dans les tubes. Les débits sont supposés également répartis sur les tubes.
0
0,5
1
1,5
2
2,5
3
3,5
4
4,5
0 20 40 60 80 100 120 140 160
sect
ion
(m
²)
diamètre tubes (mm)
section de l'échangeur
tubes BP tubes HP
(a)
0
2000
4000
6000
8000
10000
12000
0 50 100 150 200
no
mb
re t
ub
es
diamètre tubes (mm)
nombre de tubes
tubes BP tubes HP
(b) Figure 2.15 : Géométrie de l’échangeur pour différents diamètres de tubes,
a) diamètre de la calandre, (b) nombre de tubes
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 57
Comme pour l’échangeur bitube à plateaux perforés, la section totale de l’échangeur varie proportionnellement au nombre de tubes, lui-même étant inversement proportionnel au diamètre des tubes (figure 2.16-b). Les sections de l’échangeur décroissent donc avec l’augmentation du diamètre des tubes (figure 2.16-a). Dans les deux configurations d’écoulement des mélanges, la section totale de l’échangeur vaut moins que la moitié de la section de l’échangeur bitube à plateaux perforés.
3.2.3. Echangeur à plaques-ailettes
Pour les échangeurs à plaques et ailettes, le nombre minimal de passages des mélanges aux deux niveaux de pression est calculé pour différents espacements inter-plaques et différents pas d’ailettes. Le nombre total de passages, avec les sections de passage, permettent de calculer la section totale de l’échangeur. La figure 2.16-a représente les sections totales des échangeurs à plaques-ailettes et la figure 2.16-b les diamètres équivalents d’une section de passage, en fonction des espacements entre les ailettes pour différents espacements entre les plaques.
0
2
4
6
8
10
12
0 100 200 300 400 500 600
sect
ion
(m
²)
espacement inter-ailettes (mm)
section de l'échangeur
eIP = 5 mm
eIP = 10 mm
eIP = 20 mm
eIP = 40 mm
eIP = 100 mm
(a)
0
2
4
6
8
10
12
14
16
18
20
0 100 200 300 400 500 600
dia
mè
tre
hyd
rau
liqu
e (
cm)
espacement inter-ailettes (mm)
diamètre équivalenteIP = 5 mm
eIP = 10 mm
eIP = 20 mm
eIP = 40 mm
eIP = 100 mm
(b)
Figure 2.16 : Caractéristiques de l’échangeur à plaques et ailettes, (a) section de l’échangeur, (b) diamètre hydraulique d’une section de passage
Comme dans le cas des échangeurs tubulaires, la section de l’échangeur est d’autant plus petite que le diamètre équivalent d’un passage entre les ondulations des ailettes est grand.
3.2.4. Echangeur à plaques perforées
La section de passage d’un échangeur à plaques perforées est identique à celle de l’échangeur bitube muni de plateaux perforés, calculée dans la section 3.2.1 de ce chapitre (figure 2.15).
3.2.5. Comparaison des échangeurs
Dans ce paragraphe, sont comparées les sections minimales des différents types d’échangeurs étudiés ci-haut, pour différentes valeurs des diamètres équivalents d’une section de passage élémentaire (figure 2.17). Les sections de passage élémentaires sont les perforations dans le cas des échangeurs bitubes et des échangeurs à plaques perforées, les sections entre les ondulations des ailettes dans un échangeur à plaques et ailettes et les tubes dans le cas d’un échangeur tubes-calandre.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 58
0
5
10
15
20
25
0 10 20 30 40 50 60 70
sect
ion
(m
²)
diamètre (mm)
section de l'échangeur
éch. tubes HP-calandre éch. plaques-ailettes
éch. tubes BP-calandre éch. à perforations Figure 2.17 : Sections des différents types d’échangeurs
Pour les petits diamètres des sections des passages élémentaires (< 10 mm), les sections des échangeurs à perforations et des échangeurs à plaques et ailettes sont nettement plus grandes que celles des échangeurs tubes-calandre dans les deux configurations des niveaux de pression. Quand les diamètres augmentent, les sections des différents types d’échangeurs deviennent comparables. Mais ceci amène à la réduction de l’avantage des petits diamètres hydrauliques dans les échangeurs à plaques-ailettes. On compare alors les surfaces disponibles à l’échange de chaleur dans les différents types d’échangeurs pour différents diamètres hydrauliques.
3.3. Surface disponible pour le transfert de chaleur Un deuxième critère assez important pour la comparaison des différents types d’échangeurs est la surface disponible pour le transfert de chaleur entre les mélanges HP et les mélanges BP. Pour chaque type d’échangeur, on calcule une surface d’échange par mètre de hauteur en fonction du diamètre d’une section élémentaire de passage des fluides.
3.3.1. Echangeurs bitubes
Dans les échangeurs bitubes, la surface d’échange de chaleur entre les fluides chauds et les fluides froids est la surface du tube intérieur. La figure 2.18 représente l’évolution de cette surface en fonction du diamètre des perforations.
0
2
4
6
8
10
12
14
0 10 20 30 40 50 60 70
surf
ace
d'é
chan
ge (
m²)
Dperf (mm)
surface d'échange de chaleur
mélanges HP internes mélanges BP internes Figure 2.18 : Surface disponible pour le transfert de chaleur en fonction du diamètre des perforations
dans les plateaux d’un échangeur bitube
La figure 2.18 montrent que la surface d’échange diminue avec l’augmentation du diamètre des perforations. Les surfaces disponibles pour les transferts de chaleur peuvent atteindre 12 m²
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 59
pour de petits diamètres des perforations mais ceci résulte aussi en l’augmentation de la surface au sol (figure 2.14).
3.3.2. Echangeurs tubes-calandre
Les surfaces d’échange de chaleur dans ce type d’échangeur sont calculées en fonction des diamètres des tubes et de leur nombre correspondant au minimum imposé par les conditions d’engorgement de liquide. La figure 2.19 représente les surfaces d’échange dans les deux configurations de niveaux de pression dans les tubes.
0
100
200
300
400
500
600
0 20 40 60 80
surf
ace
d'é
chan
ge (
m²)
diamètre tube (mm)
surface d'échange de chaleur
éch. tubes BP-calandre éch. tubes HP-calandre Figure 2.19 : Surface disponible pour le transfert de chaleur en fonction du diamètre des tubes dans les
échangeurs tubes-calandre
De même que pour les échangeurs bitubes, l’effet de l’augmentation du diamètre des tubes est négatif sur les surfaces d’échange de chaleur entre les fluides. Mais pour ce type d’échangeurs, les surfaces disponibles pour les transferts de chaleur atteignent des valeurs de 500 m² dans la configuration de tubes à basse pression. Les surfaces calculées dans ce cas sont nettement supérieures à celles d’un échangeur bitube.
3.3.3. Echangeurs à plaques ailettes
La figure 2.20 représente les surfaces d’échange de chaleur en fonction du pas des ailettes pour différents espacements entre les plaques. En augmentant le diamètre équivalent des sections de passage entre les ondulations des ailettes, les surfaces effectives disponibles pour le transfert de chaleur diminuent.
0
2
4
6
8
10
12
14
0 100 200 300 400 500 600
surf
ace
d'é
chan
ge (
m²)
espacement ailettes (mm)
surfaces d'échange de chaleur
eIP = 5 mm eIP = 10 mm
eIP = 20 mm eIP = 40 mm Figure 2.20 : Surfaces disponibles pour l’échange de chaleur dans les différents types d’échangeurs
3.3.4. Comparaison des échangeurs
Pour les trois types d’échangeurs qui viennent d’être présentés, l’effet de l’augmentation du diamètre équivalent d’une section de passage s’établit comme suit :
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 60
diminution de la section totale de l’échangeur.
diminution de la surface disponible pour le transfert de chaleur. Les surfaces d’échange de chaleur les plus grandes sont calculées pour les échangeurs tubes-calandre. Ces échangeurs présentent en effet le meilleur compromis entre la surface d’échange de chaleur et la section totale.
3.4. Distribution des fluides Le problème de distribution est seulement observé dans le cas d’échangeurs à plusieurs sections de passage des fluides : les échangeurs tubes-calandre et les échangeurs à plaques-ailettes. Des dispositifs de distribution homogène permettent de faire face à ce problème. Ils seront détaillés dans le chapitre 3 de cette thèse.
3.5. Contrainte économique Cette contrainte est basée sur le coût de l’échangeur choisi. Les échangeurs qui présentent une contrainte de coût supplémentaire sont l’échangeur bitube et l’échangeur à plaques perforées ; en effet au prix de l’échangeur, s’ajoute le prix des plateaux, des garnissages ou des ailettes pour intensifier les transferts de masse et de chaleur.
3.6. Choix du modèle d’échangeur Les critères d’engorgement du liquide dans les échangeurs et de la surface d’échange de chaleur, étudiés dans les sections précédentes, conduisent à sélectionner l’échangeur tubes-calandre pour le procédé de distillation diabatique de l’air à température cryogénique. Pour des diamètres de tubes de 20 à 50 mm, les surfaces disponibles pour le transfert de chaleur dépassent 100 m², à comparer à des surfaces de l’ordre de 10 m² dans les échangeurs bitubes et les échangeurs à plaques-ailettes. Pour ces mêmes diamètres de tubes, le diamètre de la calandre ne dépasse pas 2,5 m, sans risque d’engorgement de liquide dans les sections de passage.
4. Modélisation de l’échangeur tubes-calandre pour la distillation
cryogénique de l’air Le type d’échangeur adapté à la distillation diabatique cryogénique de l’air étant choisi, la méthode de modélisation de la colonne est maintenant détaillée. Après la définition du cahier des charges à appliquer à l’échangeur tubes-calandre, l’approche de modélisation est choisie. Les phénomènes physiques dont la colonne est le siège sont ensuite mis en équations. Ceci nécessite d’abord le choix des corrélations adéquates pour caractériser les transferts de masse et de chaleur entre les écoulements ainsi que les pertes de pression ayant lieu dans la calandre et dans les tubes. La modélisation est réalisée par une méthode itérative dans un code numérique développé en C++, couplé à REFPROP 8.0 pour le calcul des propriétés thermodynamiques. Les équations de conservation sont résolues pour calculer des profils de débits et de compositions molaires des liquides et des vapeurs aux deux niveaux de pression. Les étapes de calcul sont exposées dans ce paragraphe, avant de passer à l’optimisation économique de la colonne et à l’étude de l’influence de la répartition des fluides sur le fonctionnement de la colonne.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 61
4.1. Cahier des charges de la distillation dans l’échangeur tubes-
calandre Les variables, géométriques et opératoires à prendre en compte pour la modélisation sont listées ci-après.
Critères géométriques o Hauteur de l’échangeur, o Diamètre des tubes, o Espacement inter-tubes, o Nombre de tubes, o Diamètre de la calandre, o Nombre de changements des sections de passage à haute et à basse pressions
le long de la colonne.
Critères opératoires o Pression dans les tubes, o Pression dans la calandre.
De plus, des limites et des critères sont définis : critères de pureté des produits et limites pour les conditions opératoires, notamment, les pertes de charge et l’engorgement du liquide dans les sections de passage. Dans l’échangeur tubes-calandre, les écoulements de liquide aux deux niveaux de pression, se font sous forme de films liquides sur les parois internes et externes des tubes (cf. figure 2.24). La figure 2.24 représente une configuration possible de distribution des mélanges, où les fluides BP s’écoulent dans les tubes et les fluides HP dans la calandre. Le transfert de chaleur se fait donc de la calandre vers les tubes. Dans cette configuration, le débit d’air comprimé à haute pression, introduit au pied de la calandre, subit lors de son écoulement ascendant une condensation en film sur les parois extérieures des tubes. L’épaisseur du film est croissante lors de son écoulement descendant. Le liquide recueilli au pied de la calandre, est détendu et introduit en tête de la colonne BP dans les tubes. Lors de son écoulement descendant, il s’évapore et son épaisseur diminue. Un écoulement de vapeur, de débit croissant en allant du pied vers la tête de la colonne, se forme. Les principaux phénomènes à modéliser dans l’échangeur sont donc :
transfert de masse entre un film liquide descendant et de la vapeur à contre-courant,
transferts de chaleur entre les deux écoulements diphasiques. D’autres contraintes sont à prendre en compte dans le dimensionnement de l’échangeur tubes-calandre dans lequel a lieu la distillation de l’air. Elles se résument comme suit :
pertes de pression dans une conduite mouillée,
répartition du film liquide sur les parois de tubes,
distribution homogène de fluides dans un échangeur tubes-calandre,
engorgement du liquide dans les sections de passage. Un schéma représentatif de la géométrie de l’échangeur tubes-calandre est présenté sur la figure 2.21-a. Sur la figure, sont représentés, à titre indicatif, deux changements de section. Ces changements ont pour but d’assurer le mouillage homogène des surfaces des tubes, en
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 62
diminuant les diamètres lorsque les débits de liquide diminuent, tout en tenant compte des diamètres critiques pour l’engorgement du liquide dans les sections de passage et les pertes de pression dans la colonne.
(a)
(b)
(c)
Figure 2.21 : Schémas représentatifs de l’échangeur tubes-calandre pour la distillation diabatique, (a) représentation globale de l’échangeur avec deux changements de sections, (b) dispositif de
redistribution, (c) géométrie de soudure des plateaux aux tubes pour la distribution externe des films liquides
En effet, en allant de la cuve de la colonne HP vers sa tête, le débit de liquide diminue (cf. figure 2.12-a). Dans une colonne où les mélanges HP s’écoulent dans la calandre (figure 2.21-a), la section de la calandre diminue en remontant dans la colonne. Ces réductions des sections de passage sont limitées par les conditions d’engorgement du liquide. Les changements de diamètre ont aussi pour conséquence des vitesses de la vapeur presque constantes sur la longueur, car les sections de passage sont plus grandes dans les sections de plus grand débit de vapeur (en cuve de la calandre). Dans cette même configuration (figure 2.21-a), le diamètre des tubes diminue en descendant dans la colonne, car le débit de liquide diminue. Cela permet aussi d’avoir une vitesse d’écoulement de la vapeur presque constante prenant en compte l’augmentation du débit ascendant (cf. figure 2.13-a). Dans la configuration où les mélanges BP s’écoulent dans la calandre, le changement des sections de passage dans la calandre et des diamètres des tubes se fait alors dans le sens inverse. La section est plus grande en tête de la calandre et les diamètres de tubes plus grands en cuve.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 63
A chaque changement de section, un dispositif de redistribution des mélanges de liquide et de vapeur est installé (figure 2.21-b). Le liquide dans la calandre est accumulé dans un plateau (1) de la tranche supérieure et transféré dans un plateau (2) de la tranche inférieure. Les tubes sont soudés au plateau (2) comme sur la figure 2.21-c pour assurer des écoulements de films liquides sur les parois externes des tubes. La vapeur dans la calandre est récupérée sous le plateau (2) de la tranche inférieure et introduite sur le plateau (1) de la tranche supérieure. Du côté des tubes, le liquide est récupéré dans le plateau (3) de la tranche supérieure, puis accumulé dans le plateau (4) de la tranche inférieure. Les extrémités des tubes qui dépassent dans le plateau (4) sont munies de fentes à travers lesquelles s’infiltre le liquide (5) sous forme de film à l’intérieur des tubes. Les formes et les dimensions de ces fentes sont étudiées en détail dans le chapitre 3. La vapeur sortant des tubes de la tranche inférieure est retirée du haut du plateau (4) et introduite dans le plateau (3).
4.2. Approches de modélisation des colonnes de distillation Comme mentionné dans le chapitre 1, les méthodes de modélisation des colonnes de distillation les plus utilisées sont les méthodes graphiques, de Ponchon-Savarit et de McCabe-Thiele. La méthode de Ponchon-Savarit est la plus générale. La méthode de McCabe-Thièle apporte une simplification en considérant des débits de liquide et de vapeur constants dans la colonne [17]. Ces méthodes graphiques se basent sur l’approche des étages théoriques où l’équilibre thermodynamique s’établit entre le liquide et la vapeur sortant de chaque étage [17]. Les droites opératoires du procédé de distillation sont représentées sur le diagramme enthalpie-composition dans la représentation de Ponchon-Savarit, et sur le diagramme d’équilibre des compositions dans la représentation de McCabe-Thiele. Les méthodes graphiques sont des méthodes de dimensionnement des colonnes. Elles permettent de calculer le nombre de plateaux théoriques dans une colonne à garnissage ainsi que le niveau de l’alimentation, connaissant les compositions molaires de l’alimentation et des produits, ainsi que la chaleur puisée au condenseur et celle fournie au bouilleur [17]. Ayant le nombre de plateaux théoriques, la hauteur équivalente à un plateau théorique (HETP) est calculée par le rapport entre la hauteur de la colonne et le nombre de plateaux. Dans la colonne diabatique à modéliser, l’évolution des états des mélanges de liquide et de vapeur est déterminée par les transferts de chaleur et de masse qui s’opèrent. Sur le diagramme de McCabe, les droites opératoires des colonnes adiabatiques sont remplacées par une courbe opératoire qui s’approche de la courbe d’équilibre (figure 2.22). Sur le diagramme de Ponchon-Savarit, les pôles opératoires des sections d’épuisement et de rectification, Δ et Δ’ sur la figure 2.23-a) sont remplacés par une série de pôles opératoires pour chaque section, dépendant des quantités de chaleur échangées sur les plateaux (figure 2.23-b) [18].
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 64
Figure 2.22 : Diagramme de McCabe-Thiele pour les colonnes de distillations adiabatique et diabatique
[18].
(a)
(b)
Figure 2.23 : Diagrammes de Ponchon-Savarit, (a) colonne de distillation adiabatique, (b) colonne de distillation diabatique [18]
Ces méthodes graphiques nécessitent donc la connaissance préalable des quantités de chaleur échangées le long de la colonne et des compositions molaires des produits. Leur but est un dimensionnement des colonnes. Elles restent donc inutilisables dans la phase de conception de la colonne diabatique à réaliser dans cette étude. Cette dernière est alors modélisée selon l’approche des volumes finis. Cette approche consiste à diviser la colonne en N volumes de faible hauteur et à calculer les débits et les fractions molaires des liquides et des vapeurs dans chaque volume fini en résolvant les équations de conservation de masse et des espèces. Ces équations ont été développées au chapitre 1. Les corrélations relatives aux différents coefficients de transferts, de masse et de chaleur, ainsi que celles relatives aux pertes de charge sont définies dans la section suivante.
4.3. Transferts de masse et de chaleur La figure 2.24 représente les débits de liquide et de vapeur entrant et sortant dans un volume fini, ainsi que les transferts de masse et de chaleur se produisant entre les fluides. Le volume fini représenté est composé d’un tube et de l’espace de la calandre l’entourant. Sur le schéma, on considère que les fluides BP circulent dans le tube ; le film liquide (3) s’évapore en
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 65
s’écoulant vers le bas. Dans la calandre, la condensation de la vapeur ascendante crée le film liquide (1) dont l’épaisseur augmente lors de l’écoulement descendant.
Figure 2.24 : Débits de liquide et de vapeur et transferts de masse et de vapeur sur un volume fini
composé d’un tube de l’échangeur
L’écriture des équations de conservation citées dans le chapitre 1 nécessite la connaissance des corrélations permettant le calcul de la quantité de chaleur transférée du côté HP vers le côté BP (Q), la quantité de liquide condensée à haute pression, due à ce transfert de chaleur, (mL), la quantité de liquide évaporée à basse pression, (mV) ainsi que les quantités d’azote et d’oxygène transférées entre le liquide et la vapeur de chaque côté, associées au non équilibre des phases. Les transferts simultanés de masse et de chaleur dans les films liquides verticaux s’effectuent dans de nombreuses applications de distillation. Des études expérimentales sont réalisées pour déterminer les coefficients de transferts de masse et de chaleur entrant en jeu dans les procédés [19-23]. Une première méthode pour calculer ces coefficients serait la méthode de la différence logarithmique moyenne. Elle consiste à découpler les transferts de masse et de chaleur dans le procédé [19] et à calculer le coefficient de transfert de masse par une analogie avec les transferts de chaleur ayant lieu entre deux fluides circulant à contre-courant dans un échangeur [23]. Les équations 2.2 et 2.3 donnent les formulations des coefficients de transfert de chaleur et de masse respectivement.
2.2
2.3
Les coefficients de transferts sont alors calculés grâce aux résultats expérimentaux, où la quantité de chaleur échangée Q, la masse Δm, condensée ou évaporée, ainsi que les températures et compositions molaires des mélanges à l’entrée et à la sortie de l’échangeur considéré sont mesurées. Les pressions sont les pressions de saturation des mélanges à la température mesurée [23]. Le calcul du coefficient de transfert de masse par la méthode de la différence logarithmique moyenne des pressions est donc possible dans un système à écoulements adiabatiques [23] ou dans un système diabatique où l’on suppose un découplage entre les deux modes de transfert [19].
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 66
Des études pour calculer des coefficients de transferts de masse et de chaleur sans l’hypothèse du découplage des deux phénomènes [19-21] sont présentées. La discrétisation des équations de conservation de masse et d’énergie sur des volumes finis permet de calculer ces coefficients à partir des mesures expérimentales sur des bancs d’essais fonctionnant avec des mélanges divers. Des corrélations pour les nombres de Nusselt et de Sherwood, caractérisant les transferts de chaleur et de masse respectivement, sont présentées par Islam et al. [20] et Miller et Keyhani [22]. Ces corrélations sont données en fonction des débits de fluides transférés, des températures et des compositions des mélanges et des quantités de chaleur échangées. Les études sur les transferts de masse et de chaleur couplés dans des écoulements verticaux descendants de films liquides, avec un écoulement de vapeur à co- ou à contre-courant sont donc en majorité expérimentales. Un autre point à souligner est le manque d’études sur les fluides cryogéniques. On a recours alors au découplage des deux phénomènes de transferts et à la caractérisation des coefficients de transferts en fonction des nombres adimensionnels entrant en jeu. Pour corréler les transferts de chaleur dans l’échangeur tubes-calandre considéré pour la distillation cryogénique de l’air, on calcule alors, sur chaque volume fini, un coefficient d’échange de chaleur global, équivalent au transfert convectif dans un film en condensation (1), au transfert par conduction dans le tube (2) et au transfert convectif dans un film liquide en évaporation (3). Ce coefficient permet de calculer la quantité de chaleur échangée par volume fini et d’en déduire les débits mV et mL. Les quantités d’azote et d’oxygène transférées entre le liquide et la vapeur aux deux niveaux de pression sont calculées par la loi de Fick pour les transferts de masse (équation 2.17). Les corrélations des coefficients de transfert de masse dans le liquide et dans la vapeur sont celles présentées dans [24] pour des écoulements à contre-courants de film liquide descendant et de vapeur ascendante. Il est probable que le découplage des phénomènes de transferts mène à une sous-estimation des coefficients de transferts de masse et de chaleur. Une validation expérimentale des choix sur une colonne pilote est étudiée au chapitre 4.
4.3.1. Transferts de chaleur
Pour calculer les quantités de liquide évaporé à basse pression et de vapeur condensée à haute pression, la quantité de chaleur transférée du côté haute pression au côté basse pression est d’abord calculée (équation 2.4). Elle est donnée en fonction de la résistance thermique aux transferts de chaleur et de la différence de températures.
2.4
La résistance thermique aux transferts de chaleur est la somme des résistances convectives dans les films liquides, en évaporation et en condensation, et de la résistance conductive dans le tube (équation 2.5).
2.5
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 67
Les deux phénomènes d’évaporation et de condensation de films liquides sont caractérisés chacun par un coefficient de transfert de chaleur. Ces coefficients sont donnés par les corrélations élaborées pour ces types d’écoulements cryogéniques.
4.3.1.1. Evaporation d’un film liquide tombant
Dans l’échangeur tubes-calandre considéré pour la distillation diabatique, un mélange liquide BP s’écoule, sous l’effet de la gravité, sous forme de films minces sur les parois, soit internes soit externes des tubes. La température des parois étant plus élevée que la température de saturation du liquide, un transfert de chaleur a lieu, par ébullition convective, des parois vers le liquide [25]. En ébullition convective, les échanges thermiques dépendent du phénomène de convection dans le film liquide et du processus d’ébullition nucléée à partir de la paroi chauffée [25]. Etant en présence d’un mélange, la diffusion massique des composants à l’interface liquide/vapeur engendre une résistance supplémentaire au phénomène d’évaporation et par conséquent une réduction de la quantité de chaleur transférée de la paroi vers le liquide [26]. Pour calculer les coefficients de transfert de chaleur par ébullition convective en présence d’une diffusion massique, plusieurs corrélations empiriques sont proposées, basées sur la correction des coefficients de transfert en ébullition convective des corps purs. Les coefficients de transfert de chaleur en ébullition convective dans un écoulement annulaire diphasique de fluides purs sont corrélés en fonction d’un coefficient de transfert par ébullition nucléée et d’un coefficient de transfert par convection dans le liquide. Des modèles asymptotiques et des modèles empiriques sont proposés. La forme générale des modèles asymptotiques est donnée par l’équation 2.6. Différents modèles sont proposés selon la valeur de n. Pour n = 3, une corrélation pour l’ébullition dans un tube vertical [27] est obtenue et présentée par l’équation 2.7.
2.6
2.7
Dans l’équation 2.7, FD est le facteur de correction pour les transferts de chaleur dans un écoulement diphasique, corrélé en fonction du titre massique et du rapport des masses volumiques du liquide et de la vapeur (équation 2.8). Le coefficient de transfert de chaleur par ébullition nucléée hen est donné par la corrélation de Gorenflo et le coefficient de transfert par convection dans le liquide par la corrélation de Gnielinski [27].
2.8
Pour n = 1, le modèle asymptotique se réduit à un modèle de superposition. Ce modèle est corrélé d’abord par Chen [26] puis développé par Gungor et al [28] pour différents régimes d’écoulements. Pour l’écoulement vertical, les équations 2.9 sont proposées [28] pour le calcul du coefficient de transfert.
2.9-a
2.9-b
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 68
2.9-c
2.9-d
Le facteur d’intensification des transferts de chaleur convectifs E est corrélé en fonction du nombre d’ébullition, Bo et du paramètre de Martinelli Xtt donné dans l’équation 2.9-d. Le coefficient de transfert de chaleur par ébullition nucléée est donné par la corrélation de Cooper (équation 2.10-a) et le coefficient de transfert par convection dans le liquide par la corrélation de Dittus-Boelter (équation 2.10-b). Cette corrélation prévoit les résultats expérimentaux avec une déviation moyenne de 21,4 % [26].
2.10-a
2.10-b
Des corrélations empiriques, basées sur des résultats expérimentaux sont aussi proposées. La corrélation de Kandiklar [26] pour des écoulements verticaux et horizontaux estime les coefficients avec des erreurs entre 10 et 20 %. Elle consiste à considérer le coefficient de transfert en diphasique égal au maximum entre le coefficient d’ébullition et le coefficient de convection. Ces derniers sont corrélés en fonction du coefficient de transfert par convection dans le liquide et des nombres adimensionnels d’ébullition et de convection, Bo et Co. Pour corréler les coefficients de transfert de chaleur dans des écoulements de mélanges de liquide en évaporation, les corrélations citées pour les corps purs sont corrigées pour décrire les processus. Les principaux travaux dans ce domaine sont ceux de Jung et al, de Thome et al, de Bivens et al et de Wellsandt [26]. Les corrélations de Jung, de Bivens et de Thome se basent sur un modèle de superposition des coefficients de transfert d’ébullition et de convection et introduisent un facteur de correction lié aux transferts de masse dans les mélanges. La corrélation de Wellsandt se base sur le modèle asymptotique pour n = 3 (équation 2.7). Une comparaison des différentes corrélations pour le calcul des coefficients de transferts dans les mélanges est réalisée dans [26]. Les travaux de Thome et de Wellsandt donnent des résultats comparables aux résultats expérimentaux en notant la diminution des coefficients de transfert dans les mélanges, comparés à ceux dans les corps purs. La corrélation de Thome, basée sur les équations de Gungor (équations 2.9), ajoute un facteur de correction au coefficient de transfert par ébullition (équation 2.11). Pour de faibles débits de liquide, comme observés dans l’échangeur tubes-calandre, cette corrélation est la mieux adaptée puisque l’ébullition nucléée est dominante dans ces écoulements.
2.11
Le facteur de correction FC (équation 2.12) est corrélé en fonction du glissement de température du mélange, Δθ, du coefficient de transfert de masse dans le liquide et d’un coefficient de transfert de chaleur hid, égal au coefficient de transfert par ébullition dans un fluide pur équivalent ayant les propriétés thermodynamiques du mélange.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 69
2.12
4.3.1.2. Condensation d’un mélange de vapeur en film liquide
Similairement à l’évaporation de mélanges liquides, dans la condensation d’un mélange de vapeur, les transferts de masse à l’interface créent une résistance supplémentaire aux transferts de chaleur. Un facteur de correction est alors introduit pour prendre en compte la variation des compositions molaires entre la vapeur et l’interface liquide/vapeur. Le coefficient de transfert est alors donné par l’équation 2.13-a [29].
2.13-a
2.13-b
Dans l’équation 2.13-a, hid est le coefficient de transfert lors d’une condensation de vapeur pure dans un tube, les caractéristiques de cette vapeur étant celle du mélange. Le coefficient de transfert en condensation de la vapeur dans un tube hcond,G, est corrélé par l’équation de Dittus-Boelter (équation 2.10-b). Z est le facteur de correction, donné en fonction du glissement de température du mélange (équation 2.13-b). Plusieurs corrélations pour le calcul du coefficient de transfert lors de la condensation de la vapeur dans un tube sont comparées pour un faible débit et un débit élevé de vapeur [26]. Les valeurs données par ces corrélations sont assez proches pour des débits élevés. Pour de faibles débits, la corrélation d’Ackers (équation 2.14) donne des valeurs plus élevées que le reste des corrélations. Mais cette corrélation est la seule définie pour deux intervalles du nombre de Reynolds ; elle sera donc utilisée pour les coefficients de transfert lors de la condensation de la vapeur dans un tube.
2.14
4.3.1.3. Débits évaporés et condensés
Pour calculer les débits de liquide évaporé et de vapeur condensée, on suppose que les compositions molaires de la vapeur et du liquide formés sont celles en équilibre avec le liquide BP et la vapeur HP desquels ils proviennent respectivement. Les chaleurs latentes d’évaporation et de condensation sont alors calculées selon ces compositions molaires. Pour chaque volume fini, ayant les pressions et les compositions molaires du liquide BP et de la vapeur HP, REFPROP 8.0 est utilisé pour calculer les fractions molaires de la vapeur et du liquide en équilibre avec le liquide en évaporation et la vapeur en condensation respectivement. La chaleur latente est alors donnée par l’équation 2.15.
2.15
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 70
Dans l’équation 2.15, γ est la composition molaire de la vapeur BP, en équilibre avec le liquide évaporé ou la composition molaire du liquide HP, en équilibre avec la vapeur condensée. Les
débits mV et mL sont alors calculés par un rapport entre Q et .
4.3.2. Transferts de masse
Les transferts de masse entre le liquide descendant et la vapeur ascendante se font par diffusion à l’interface, comme suit :
un transfert d’azote du liquide vers la vapeur.
un transfert d’oxygène de la vapeur vers le liquide. Un bilan énergétique à l’interface permet de trouver la relation entre les débits transférés (équation 2.16).
2.16
Pour calculer le débit d’azote transféré du liquide vers la vapeur, la loi de Fick est utilisée. Elle donne le débit molaire d’azote en fonction des compositions molaires du liquide et de la vapeur [30].
2.17-a
2.17-b
Dans l’équation 2.17, kG et kL sont les coefficients de transfert de l’azote dans le gaz et le liquide respectivement. Le terme représente la pression de l’azote dans la vapeur à l’interface
liquide/vapeur. Cette pression est liée à la pression totale P par la fraction molaire de l’azote dans la vapeur à l’interface . Le terme représente la concentration molaire de l’azote
dans le liquide à l’interface. Il est égal au rapport entre la fraction molaire de l’azote dans le liquide à l’interface et le volume molaire du liquide Vm.
Les fractions molaires à l’interface sont les fractions d’équilibre des mélanges à la pression P. Elles sont liées par la loi de Henry [30], H étant la constante de Henry.
2.18 Les coefficients de transfert de masse, kG et kL, sont évalués par les corrélations présentées dans la littérature pour les écoulements de films liquides descendants en présence d’un écoulement de vapeur à contre-courant. Dans l’équation 2.17, Si est la surface interfaciale entre le liquide et la vapeur, à travers laquelle ont lieu les transferts de masse. Elle est calculée en fonction de l’épaisseur du film liquide.
4.3.2.1. Coefficients de transfert de masse
Pour calculer les coefficients de transfert dans le gaz et le liquide, plusieurs théories existent [30].
Théorie du double film : cette théorie de Whitman suppose que la résistance au transfert
est localisée dans deux films, gaz et liquide, d’épaisseur G et L, immobiles de part et
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 71
d’autre de l’interface. Le transfert de masse dans les films se fait par diffusion moléculaire.
Théorie de pénétration : cette théorie de Higbie et Fanckwerts suppose un renouvellement des éléments fluides, présents à l’interface à un instant déterminé, par des éléments qui viennent du sein de chaque phase.
Théorie de la couche limite-pénétration : cette théorie de Torr et Marchello est une synthèse des deux théories précédentes. Une fonction de distribution des temps de séjour des éléments à l’interface « Si
» est définie, ayant une dimension de l’inverse du temps. Une faible valeur de « Si
» correspond à des temps de séjour à l’interface élevés en moyenne et cette théorie conduit asymptotiquement à la théorie du double film. Une grande valeur de « Si
» correspond à des temps de séjour à l’interface faibles en moyenne et cette théorie conduit asymptotiquement à la théorie de pénétration.
Plusieurs corrélations d’estimation des coefficients de transfert de masse dans le gaz et le liquide sont présentes dans la littérature. Elles sont basées sur l’une ou l’autre de ces théories, la plus utilisée étant la théorie du double film. Pour calculer les coefficients de transfert dans l’échangeur tubes-calandre, où les liquides s’écoulent en films sur les parois intérieures et extérieures des tubes, les corrélations données par Trambouze [24], dans son étude des réacteurs chimiques à film tombant (figure 2.25) sont considérées. Ces corrélations sont données en fonction des nombres adimensionnels régissant les écoulements, selon la théorie du double film. On rappelle que ces coefficients caractérisent les transferts de masse uniquement, supposés découplés des transferts de chaleur.
Figure 2.25 : Caractéristiques principales d’un réacteur à film mince [24]
Les nombres adimensionnels mis en jeu dans ce type d’écoulement diphasique sont les suivants.
Nombres de Reynolds, gaz et liquide, pour caractériser les écoulements :
2.19-a
2.19-b
Nombres de Schmidt, gaz et liquide, pour définir le rapport entre la diffusion de la quantité de mouvement (fonction de la viscosité) et la diffusion de masse (fonction du coefficient de diffusion) :
2.19-c
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 72
2.19-d
Nombre de Sherwood gaz, pour déterminer la fraction de contribution de la diffusion dans le transfert de masse global :
2.19-e
Les coefficients de diffusion dans le liquide et dans la vapeur, DL et DG, présents dans les nombres de Schmidt et de Sherwood sont fonctions des propriétés thermodynamiques de l’azote et de l’oxygène. Les corrélations de calcul de ces coefficients sont données dans la suite de cette section. Le coefficient de transfert dans le gaz dépend des vitesses d’écoulement des deux phases, liquide et gaz. Il est calculé d’après le nombre de Sherwood. Dans le cas d’un écoulement à contre-courant de vapeur et de film liquide tombant, le nombre de Sherwood gaz est donné par l’équation 2.20 [24], valable pour un écoulement à contre-courant d’un film liquide descendant et d’un écoulement vapeur ascendant.
2.20
Le coefficient de transfert du côté liquide ne dépend que de la vitesse du liquide. Il est donné par l’équation 2.21 [24].
2.21
Dans l’équation 2.21, le coefficient ‘a’ et l’exposant ‘b’ sont des constantes qui dépendent du régime d’écoulement du liquide, donc du nombre de Reynolds. Leurs valeurs sont données dans le tableau 2.7 [24].
Tableau 2.7 : a et b en fonction de ReL [24]
a b
1,1.10-2 0,4
3,0.10-2 0,2
9,8.10-2 0,7
4.3.2.1.1. Coefficient de diffusion dans le gaz
La corrélation théorique pour le calcul du coefficient de diffusion dans un mélange binaire de vapeur à basses et moyennes pressions résulte de la résolution de l’équation de Boltzmann [31]. Le résultat, obtenu par Chapman et Enskog, est donné par l’équation 2.22.
2.22
MAB est une fonction des masses molaires des composants A et B, ayant la dimension d’une masse molaire, et donnée par l’équation 2.23 [31].
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 73
2.23
AB est la longueur caractéristique de Lennard-Jones du mélange. Elle est exprimée
généralement en fonction de A et B, par l’équation 2.24.
2.24
Les valeurs de pour l’azote et l’oxygène sont données par Reid et al. [31]. Elles sont de 3,798 Å et 3,467 Å respectivement. ΩD est l’intégrale de collision. Elle est donnée par la corrélation de Neufield et al en fonction du potentiel de Lennard-Jones T* = kT/ε (équation 2.25), ε étant l’énergie caractéristique du mélange et k la constante de Boltzmann.
2.25
L’énergie caractéristique du mélange est donnée en fonction des énergies caractéristiques de ces composants selon l’équation 2.26.
2.26
Pour les composants de l’air, les valeurs de ε/k sont données par Reid et al. [31]. Elles valent 71,4 K et 106,7 K pour l’azote et l’oxygène respectivement. Plusieurs méthodes pour estimer les coefficients de diffusion se basent sur l’équation 2.22 et calculent les constantes par des tests expérimentaux. Une comparaison entre les différentes corrélations proposées et des résultats expérimentaux sur différents mélanges binaires est effectuée [31]. Pour des mélanges d’azote et d’oxygène, l’écart entre les résultats expérimentaux et l’estimation du coefficient par les équations 2.22 à 2.26 atteint 15 %. Une meilleure approximation est atteinte par la corrélation de Fuller et al ; les écarts avec les résultats expérimentaux ne dépassent pas 5 %. Cette corrélation sera donc utilisée pour calculer les coefficients de diffusion dans la colonne de distillation. Fuller et al réécrivent l’équation 2.22 comme suit [31] :
2.27
Où : DAB en cm2/s, T en K et P en bar. Dans l’équation 2.27, MAB est calculé par l’équation 2.23 et les volumes de diffusion atomique Σv sont des constantes déterminées expérimentalement pour chaque composant. Pour l’azote et l’oxygène, Σv,N2 = 18,5 et Σv,O2 = 16,3 [31].
4.3.2.1.2. Coefficient de diffusion dans le liquide
Plusieurs corrélations pour le calcul du coefficient de diffusion dans le liquide existent dans la littérature. Une comparaison entre les différentes corrélations et des résultats expérimentaux
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 74
montrent que la corrélation de Tyn et Calus, donnée par l’équation 2.28, estime les coefficients avec le minimum d’erreur. Les erreurs entre cette corrélation et les données expérimentales ne dépassent pas 10 % [31].
2.28
Où : V en cm3/mol et µ en cP. p est le parachor des composants A et B, donné en fonction du volume molaire et de la tension superficielle du liquide (équation 2.29).
2.29
Où : V en cm3/mol et s en g/s2. La combinaison des équations 2.28 et 2.29 donne l’expression du coefficient de diffusion dans le liquide en fonction des volumes molaires et des tensions superficielles des composants dans le liquide (équation 2.30 [31]).
2.30
Les valeurs des volumes molaires et des tensions superficielles sont calculées à la température d’ébullition Tb. Aux températures d’ébullition, le rapport des tensions superficielles s’approche de 1. Elevé à la puissance 0,15, ce ratio peut être estimé à 1 et la corrélation du coefficient de diffusion se réduit à l’équation 2.31 [31].
2.31
Les résultats obtenus par la corrélation de l’équation 2.31 sont assez similaires à ceux obtenus par l’équation 2.28 [31]. Cette corrélation sera donc utilisée pour les coefficients de diffusion dans les films liquides de la colonne de distillation diabatique cryogénique de l’air.
4.3.2.2. Surface interfaciale
Pour les appareils à film mince, l’épaisseur du film liquide est souvent fluctuante compte tenu de la présence de rides ou de vagues formant des ondulations à la surface. Une valeur moyenne est alors calculée, traduisant l’effet des propriétés du système et de la vitesse d’écoulement liquide (équation 2.32 [24]).
2.32
Les coefficients A et B de l’équation 2.32 sont fonction du nombre de Reynolds liquide. Leurs valeurs sont données dans le tableau 2.8 [24].
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 75
Tableau 2.8 : A et B en fonction de ReL
A B
1 1/3
0,93 1/3
0,37 1/2
La surface interfaciale est alors donnée en fonction de l’épaisseur de film moyenne par l’équation 2.33.
2.33
4.4. Pertes de pression Les corrélations présentées dans la littérature pour le calcul des pertes de pression dans un écoulement annulaire diphasique, où le film liquide et la vapeur s’écoulent à contre-courant, sont généralement issues de mesures réalisées sur des bancs d’essais fonctionnant avec des fluides divers [32-37]. Ces pertes de pression sont exprimées sous la forme de pertes de pression linéaires dans un canal vertical sec et les corrections sont apportées au facteur de frottement et à la vitesse de la vapeur (équation 2.34).
2.34
4.4.1. Correction sur la vitesse de la vapeur
Deux corrections sont à effectuer sur la vitesse de la vapeur, une correction statique et une correction dynamique [37]. Du point de vue statique, l’existence du film liquide diminue les sections de passage ; ceci se traduit par une augmentation de la vitesse de la vapeur. La nouvelle valeur de la vitesse est alors donnée par l’équation 2.35-a.
2.35-a
Du point de vue dynamique, le film liquide descendant entraîne la vapeur à l’interface liquide/vapeur dans un écoulement descendant [37]. La valeur effective de la vitesse de la vapeur est donc la somme de la vitesse vG, corr stat et de la vitesse interfaciale vif. La vitesse interfaciale est fonction des masses volumiques du liquide et de la vapeur et de la viscosité du liquide, selon l’équation 2.35-b [33].
2.35-b
Dans l’équation 2.35-b, θ est le rapport du rayon de la section de passage de la vapeur au
rayon du tube, soit alors , étant l’épaisseur du film liquide. Le signe négatif est utilisé
pour indiquer que la vitesse interfaciale est descendante. On remarque que la vitesse interfaciale est corrélée en fonction des pertes de pression. Ceci implique que la procédure de calcul des pertes de pression est itérative ; à partir de pertes de pression calculées dans le tube sec, une première approximation de la vitesse interfaciale est effectuée. Les pertes de pression dans le tube avec écoulement de film liquide sont alors calculées et la vitesse interfaciale
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 76
corrigée. Les itérations sont répétées jusqu’à ce que les valeurs calculées des pertes de pression soient conformes à celles de l’itération antérieure [33]. Des simulations CFD sont effectuées par Fernandes et al pour comparer les pertes de pression obtenues par correction statique de la vitesse (équation 2.35-a) à celles obtenues par double correction de la vitesse dans un tube de diamètre 24 mm muni d’un garnissage structuré [37]. Pour simplifier le modèle, la vitesse interfaciale est supposée être égale à la vitesse du liquide descendant. Les résultats montrent que la correction statique de la vitesse de la vapeur présente l’effet majeur sur les pertes de pression. En l’absence de comparaison des pertes de pression dans un tube sans garnissage selon le mode de correction de la vitesse de la vapeur, elle sera corrigée statiquement et dynamiquement (équation 2.35-c). Les pertes de pression sont alors calculées par itérations successives.
2.35-c
4.4.2. Correction du facteur de frottement
Dans une conduite cylindrique sèche, le facteur de frottement est donné par la corrélation de Colebrook [38], présentée dans l’équation 2.36.
2.36
En présence d’un film liquide descendant, ce facteur est corrigé par un paramètre décrivant l’interaction liquide/vapeur. Ce paramètre est corrélé dans [33] à partir d’une base de données regroupant les résultats, théoriques et expérimentaux, de plusieurs études antérieures. Il est calculé (équation 2.37) en fonction des nombres de Reynolds des écoulements du liquide et de la vapeur, du rapport des masses volumiques et des viscosités, du liquide et de la vapeur, et du nombre de Galilée du système. Le nombre de Galilée est donné par l’équation 2.38 [33].
2.37
2.38
Les pertes de pression dans un écoulement annulaire à contre-courant dans un canal vertical sont alors données par l’équation 2.39 [33].
2.39
4.5. Distributions, globale et locale, des fluides La distribution des fluides, liquide et gaz, dans un échangeur tubes-calandre pour la distillation diabatique joue un rôle important dans son fonctionnement. Deux types de distribution sont à considérer :
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 77
répartition homogène des fluides dans les tubes et dans la calandre.
répartition homogène des films liquides sur les parois des tubes. Du côté haute pression, un débit de vapeur est à introduire en cuve de la colonne. Dans les tubes ou dans la calandre, une répartition homogène du gaz sur toute la section de passage est nécessaire pour que les processus de transferts soient identiques sur tous les tubes. Le liquide recueilli en cuve du côté de la colonne HP est à introduire en tête de la colonne du côté basse pression. Les deux cas de distribution cités ci-dessus sont à prendre en considération : le débit de liquide à introduire devrait être également réparti sur tous les tubes, en écoulement interne ou externe. De plus, un écoulement de film bien réparti sur les parois des tubes doit être assuré. Du côté haute pression, la condensation de la vapeur sur les parois se fait naturellement sous forme de film, vu que les fluides cryogéniques condensés mouillent facilement les surfaces solides [39]. Les effets d’une mal distribution de la vapeur HP ou du liquide BP sur les sections de passage de la colonne et les effets de films liquides qui ne mouillent pas la totalité des surfaces des tubes sont étudiés dans la section 6 de ce chapitre.
4.6. Engorgement liquide L’engorgement liquide en écoulement vertical descendant est l’un des points les plus critiques dans le fonctionnement d’une colonne de distillation. Il a lieu quand le liquide, s’écoulant dans une section étroite, occupe toute la section et empêche un écoulement à contre-courant de la vapeur. La possibilité d’engorgement est testée par la corrélation de Lobo et Sherwood [40]. Un engorgement aura lieu si :
2.40
Les vitesses adimensionnelles du liquide et de la vapeur et sont données par les équations
2.41-a et 2.41-b respectivement.
2.41-a
2.41-b
De même que pour les pertes de charge, le diamètre hydraulique est utilisé dans les équations 2.41 pour les écoulements dans la calandre.
4.7. Modèle numérique Après le choix des corrélations de calcul des différents coefficients de transferts et des pertes de pression dans l’échangeur tubes-calandre adapté à la distillation cryogénique de l’air, la méthode de calcul des différents paramètres sur les volumes finis est maintenant expliquée. On note que le code de calcul développé suppose que la distribution est homogène dans la
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 78
colonne. Les écoulements sont donc identiques dans tous les tubes. On limite alors le calcul à un seul tube, entouré d’un espace annulaire. Le diamètre du tube et le diamètre hydraulique de l’anneau sont optimisés en tenant compte des diamètres minimaux imposés par la condition d’engorgement et des diamètres maximaux imposés par la condition de mouillage des surfaces. Ces hypothèses réduisent les paramètres à optimiser aux suivants :
diamètre du tube ;
diamètre hydraulique côté calandre ;
hauteur de la colonne ;
nombre de changements des diamètres ;
pressions des deux côtés. Une fois ces paramètres calculés, la géométrie globale de l’échangeur en est déduite comme suit :
le nombre de tubes est calculé en divisant le débit total de produit liquide désiré (5 000 t/j) par le débit unitaire calculé par les simulations
le diamètre du tube, le diamètre hydraulique du côté de la calandre et le nombre de tubes permettent de calculer le diamètre extérieur de la calandre.
La simulation du fonctionnement de la colonne commence par une étape d’initialisation des paramètres. Les entrées du code numérique sont :
débit de vapeur HP à l’entrée en cuve ;
haute pression ;
basse pression ;
hauteur de la colonne. Des variations linéaires des débits et des compositions molaires du liquide et de la vapeur aux deux niveaux de pressions sont d’abord initialisées. Les pressions sont supposées constantes sur la hauteur de la colonne. Les débits minimaux de liquide de chaque côté de l’échangeur sont ensuite utilisés pour calculer le diamètre maximal d’un tube qui puisse être parfaitement mouillé. Ce diamètre est évalué par les corrélations issues de la littérature. En effet, plusieurs études expérimentales [41-43] sur différents fluides ont permis de calculer les débits minimaux par périmètre mouillé des tubes. Ces débits sont calculés en fonction des propriétés thermodynamiques des fluides, notamment la masse volumique, la viscosité et la tension superficielle et correspondent à des écoulements de films sur les parois internes ou externes des tubes. Les valeurs des débits calculés par les différentes corrélations pour le mélange azote-vapeur aux conditions cryogéniques présentent de faibles écarts. On utilise alors la corrélation de Morison et al [42], donnée par l’équation 2.42 pour le calcul du débit minimal par périmètre mouillé.
2.42
Dans l’équation 2.38, Γmin est le débit de liquide par périmètre, interne ou externe, du tube. Cette équation permet de calculer un diamètre interne maximal et un diamètre externe maximal du tube, basés sur les débits de liquide minimaux, du côté haute pression (en tête) et du côté basse pression (en cuve). La valeur la plus faible définit alors le diamètre du tube considéré pour débuter la simulation de la colonne. Cette valeur du diamètre, avec l’espacement inter-tubes minimal calculé par l’équation 2.1, permettent de calculer le diamètre hydraulique de la section annulaire.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 79
Une première estimation de l’évolution des pressions dans la colonne est calculée par les corrélations des équations 2.34 à 2.39, les propriétés thermodynamiques étant calculées pour les profils de compositions molaires et les pressions initialisées. Les pressions calculées permettent de réévaluer les propriétés thermodynamiques des mélanges aux deux niveaux de pression. Dans une deuxième étape, les coefficients de transferts de chaleur et de masse sont calculés. Les températures à chaque volume fini sont les températures de saturation des mélanges liquides aux pressions calculées. Ces températures, avec le coefficient d’échange de chaleur global, permettent de calculer les quantités de chaleur échangée sur chaque volume fini. Les pressions, les températures et les quantités de chaleur étant calculées, les inconnues sont réduites aux débits et compositions molaires des mélanges et aux compositions molaires en équilibre sur l’interface liquide/vapeur, soit alors 12 inconnues sur chaque volume fini, 6 à chaque niveau de pression. La quantité de chaleur étant calculée, chaque niveau de pression peut alors être simulé, indépendamment de l’autre. A chaque niveau de pression, les 6 équations permettant de calculer les 6 inconnues à chaque volume fini, sont les suivantes (cf. section 4.2.1 du chapitre 1) :
une équation de conservation de la masse totale,
une équation de bilan de l’azote dans le liquide,
une équation de bilan de l’azote dans la vapeur,
une équation de bilan de masse liquide,
une équation de bilan de masse vapeur,
une équation de Henry. La colonne HP est d’abord simulée en résolvant un système de 6N équations à 6N inconnues. Les débits et compositions molaires du liquide sortant en cuve sont aussi ceux du liquide introduit en tête de la colonne à basse pression. Ces valeurs permettent alors de simuler la colonne BP en résolvant les 6N équations correspondantes. Les nouveaux profils de débits et de compositions molaires permettent de calculer de nouveaux profils de pressions et de températures de saturation, de nouveaux profils de propriétés thermodynamiques des fluides et donc de nouvelles valeurs des coefficients de transferts de masse et de chaleur et des quantités de chaleur échangées. Deux nouveaux systèmes d’équations sont alors résolus pour les deux colonnes. Les résultats de ceux-ci sont comparés avec ceux des deux systèmes antérieurs. Un écart relatif maximal de 10-4 est recherché ; les itérations continuent jusqu’à atteindre cet écart. Une fois la convergence atteinte, le code numérique vérifie le mouillage des tubes, l’engorgement du liquide dans les tubes et la calandre, et les pertes de pression totale dans la colonne avec les valeurs de débits et de compositions molaires calculées. La vérification du mouillage des tubes par le liquide se fait dans le sens du débit décroissant de chaque côté ; soit alors de la tête vers la cuve du côté basse pression et de la cuve vers la tête du côté haute pression. Au premier volume fini où le mouillage n’est pas assuré, un changement de section est défini et une plus petite valeur du diamètre du passage est calculée par l’équation 2.42 pour le débit de liquide minimal dans la colonne (volume fini 1 en basse
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 80
pression et volume fini N en haute pression). Cette valeur reste alors constante jusqu’en cuve dans la colonne basse pression et jusqu’en tête dans la colonne haute pression. L’engorgement du liquide dans les sections de passage est vérifié dans le sens des débits de liquide croissants dans la colonne. Un changement de section est défini au volume fini où la condition d’engorgement (équation 2.40) n’est pas vérifiée. Un diamètre plus grand du passage est alors défini jusqu’en tête de la colonne BP et jusqu’en cuve du côté haute pression. Un troisième critère à prendre en compte dans les changements des sections de passage est les pertes de pression dans les colonnes. Les pertes de pression dans une colonne adiabatique à garnissage sont de 100 Pa par plateau théorique [44], soit alors près de 500 Pa par mètre. On suppose alors que les pertes de pression maximales admises sont de 500 Pa par mètre de l’échangeur tubes-calandre, à chaque niveau de pression. Le diamètre des passages est donc augmenté de sorte à ne pas dépasser ces pertes de pression. Une fois ces changements de section définis, le fonctionnement de la nouvelle colonne est simulé et les profils de débits et de compositions molaires des mélanges de chaque côté sont calculés. Si l’une des conditions de mouillage, d’engorgement liquide ou de pertes de pression n’est pas vérifiée, de nouveaux changements de sections sont définis. Sinon, le code calcule le nombre de tubes dans la colonne et les diamètres de la calandre sur les différentes sections.
5. Choix de la configuration des pressions dans l’échangeur Deux configurations des niveaux de pression dans l’échangeur tubes-calandre sont possibles : écoulements HP dans la calandre et écoulements BP dans les tubes (configuration A) ou écoulements HP dans les tubes et écoulements BP dans la calandre (configuration B). Le choix de l’une ou de l’autre des configurations dépend des contraintes sur le fonctionnement de la colonne. La configuration A présente le problème de la distribution homogène de l’air comprimé autour des tubes à l’entrée au pied de la colonne. Ce problème est étudié en détails dans le chapitre 3 et des dispositifs de distribution homogène sont proposés. D’autre part, pour l’entrée du liquide BP en tête de la colonne, deux conditions sont à vérifier : distribution homogène du débit sur les tubes et écoulements en films bien répartis sur les parois, internes ou externes, des tubes. Des dispositifs de distribution du liquide en forme de film à l’intérieur des tubes sont présentés dans la littérature ; ils consistent soit en un plateau de distribution muni de fentes qui délivrent le liquide autour des tubes (figure 2.26-a [42]), soit en un plateau de distribution dans lequel les extrémités des tubes, munis de fentes, créent un écoulement de film autour des tubes de l’échangeur (figure 2.26-b [45]).
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 81
(a)
(b)
Figure 2.26 : Dispositifs de distribution du liquide sous forme de films à l’intérieur des tubes, (a) par fentes de distribution [42], (b) par distribution double étage [45]
Dans la configuration B, le plateau de distribution du liquide en tête de colonne devrait être soudé aux tubes comme sur la figure 2.21-c. La forme et la géométrie des espaces destinés à l’écoulement du film autour des tubes doivent assurer l’homogénéité des écoulements. Les contraintes de distribution de la vapeur HP en cuve et du liquide BP en tête de l’échangeur favorisent, a priori, la configuration A. Ce critère étant pour l’instant qualitatif, on compare le fonctionnement de la colonne dans les deux configurations. Comme entrées du code, les pressions sont celles issues de la simulation HYSYS (paragraphe 3.1), soit alors une basse pression de 140 kPa et une haute pression de 376 kPa. Pour la comparaison, on considère un débit d’air comprimé à l’entrée de la colonne HP de 0,1 kg/s par tube. Ce débit est à distiller dans un échangeur tubes-calandre de hauteur 20 m.
5.1. Résultats dans le cas de la configuration A Le code de calcul simule le fonctionnement d’un échangeur monotube avec un écoulement à l’entrée de l’espace annulaire en cuve de 0,1 kg/s d’air comprimé à 376 kPa. Le diamètre du tube interne BP et celui du tube externe sont calculés de sorte à répondre aux conditions de mouillage des tubes, aux conditions d’engorgement du liquide et au maximum de pertes de pression imposé.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 82
Une fois la géométrie définie pour un échangeur monotube, le nombre de tubes est calculé pour que le débit du produit liquide soit égal à 5 000 tonnes/jour. Pour cette configuration, la géométrie de l’échangeur est calculée comme suit :
16 551 tubes de diamètre interne de 35,7 mm
espacement inter-tubes de 26 mm, soit alors un diamètre hydraulique du côté calandre de 55,4 mm.
diamètre de la calandre de 9,5 m
aucun changement de section. Un débit total d’air comprimé de 1 655 kg/s est à distiller dans le but de récupérer 5 000 tonnes/jour de produit liquide à basse pression. La pureté du produit dans ce cas de configuration est de 99 % en oxygène. Les évolutions des débits et des compositions molaires des mélanges à haute et à basse pressions sont comparées avec celles calculées dans le cas de la configuration B. Les résultats sont présentés dans la section 5.3.
5.2. Résultats de la configuration B Dans cette configuration, la géométrie de l’échangeur est comme suit :
un changement de section à une hauteur de 18,2 m
tranche inférieure : o 17 101 tubes de diamètre interne de 56 cm. o espacement inter-tubes de 14 mm, soit alors un diamètre hydraulique du côté
calandre de 49,3 mm. o diamètre de la calandre de 11 m.
Tranche supérieure : o 17 101 tubes de diamètre interne 51,5 cm. o espacement inter-tubes de 13 mm, soit un diamètre hydraulique du côté calandre
de 45,5 mm. o diamètre de la calandre de 10 m.
A l’entrée des tubes, un débit d’air comprimé de 1 710 kg/s est à introduire, pour un produit liquide de 5 000 tonnes/jour de pureté en oxygène de 99 %.
5.3. Comparaison du fonctionnement de la colonne dans les deux
configurations Les graphiques des figures 2.27 et 2.28 représentent les débits et les compositions molaires des mélanges de vapeur et de liquide à basse et à haute pressions dans les deux cas de configurations d’échanges : tubes BP / calandre HP et tubes HP / calandre BP.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 83
0.088
0.09
0.092
0.094
0.096
0.098
0.1
0.102
0 5 10 15 20 25
dé
bit
(kg/
s)
hauteur (m)
débit de vapeur à haute pression
config A config B
(a)
0
50
100
150
200
250
0 5 10 15 20 25
dé
bit
(kg/
s)
hauteur (m)
débit de liquide à haute pression
config A config B
(b)
0.19
0.195
0.2
0.205
0.21
0.215
0.22
0 5 10 15 20 25
frac
tio
n m
ola
ire
hauteur (m)
fraction molaire d'O2 dans la vapeur à haute pression
config A config B (c)
0.395
0.4
0.405
0.41
0.415
0.42
0.425
0.43
0.435
0.44
0.445
0 5 10 15 20 25
frac
tio
n m
ola
ire
hauteur (m)
fraction molaire d'O2 dans le liquide à haute pression
config A config B (d)
Figure 2.27 : Débits et compositions molaires des mélanges à haute pression dans les deux cas de configuration, (a) débit de vapeur, (b) débit de liquide, (c) fraction molaire d’O2 dans la vapeur,
(d) fraction molaire d’O2 dans le liquide
Dans la configuration B, le diamètre des tubes étant plus grand, la surface d’échange de chaleur des tubes vers la calandre est plus grande. La quantité de chaleur transférée vaut alors 1,28 fois la quantité échangée dans le cas de la configuration A. La quantité de liquide condensée à haute pression est donc plus élevée de 25 % (figure 2.27-b). Les écarts entre les fractions molaires d’oxygène dans le liquide et la vapeur HP dans les deux configurations d’échange sont limités. Un écart de 3 % est calculé entre les compositions molaires d’O2 dans la vapeur à la sortie en tête (figure 2.27-c), et un écart de 2 % entre les compositions molaires d’O2 dans le liquide à la sortie en cuve (figure 2.27-d). En effet, pour le calcul des transferts de masse, le diamètre hydraulique est utilisé pour le côté calandre. Ce diamètre, dans la configuration A, diffère peu du diamètre des tubes dans la configuration B. Les coefficients de transfert de masse et les surfaces inter-faciales varient donc peu avec le changement de configuration. Du côté basse pression, pour la configuration B, la quantité de liquide introduite en tête est plus élevée du fait d’une condensation d’un débit de liquide plus élevé du côté haute pression, figure 2.28-b). Les transferts de chaleur par tube étant plus élevés dans la configuration B, le liquide sortant en cuve de la calandre dans une configuration montubulaire de ce type est plus faible que celui sortant en cuve d’un tube de la configuration A. Un nombre de tubes plus grand est alors nécessaire pour obtenir le même débit de produit liquide (5 000 tonnes/jour) dans les deux configurations.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 84
Le débit de vapeur BP sortant en tête de la colonne est plus élevé dans la configuration B du fait d’un taux d’évaporation plus élevé (figure 2.28-a). Mais cette vapeur étant un produit rejeté, un débit plus faible est requis.
0
20
40
60
80
100
120
140
160
180
200
0 5 10 15 20 25
dé
bit
(kg/
s)
hauteur (m)
débit de vapeur à basse pression
config A config B (a)
0
50
100
150
200
250
0 5 10 15 20 25
dé
bit
(kg/
s)
hauteur (m)
débit de liquide à basse pression
config A config B (b)
0
0.2
0.4
0.6
0.8
1
1.2
0 5 10 15 20 25
frac
tio
n m
ola
ire
hauteur (m)
fraction molaire d'O2 dans la vapeurà basse pression
config A config B
(c)
0
0.2
0.4
0.6
0.8
1
1.2
0 5 10 15 20 25
frac
tio
n m
ola
ire
hauteur (m)
fraction molaire d'O2 dans le liquide à basse pression
config A config B
(d) Figure 2.28 : Débits et compositions molaires des mélanges BP dans les deux cas de configuration, (a) débit de vapeur, (b) débit de liquide, (c) fraction molaire d’O2 dans la vapeur, (d) fraction molaire d’O2
dans le liquide
Les compositions molaires des mélanges de vapeur et de liquide BP sont presque identiques à l’entrée et à la sortie pour les deux configurations. Des écarts sont pourtant calculés dans l’évolution des fractions molaires d’oxygène le long de la colonne. Un écart relatif maximal de 54,7 % entre les fractions molaires de l’oxygène dans la vapeur est calculé (figure 2.28-c) à la hauteur de 18 m. A cette même hauteur, l’écart maximal entre les fractions molaires de l’oxygène dans le liquide est calculé et vaut 22,3 % (figure 2.27-d). En effet, les diamètres hydrauliques, utilisés pour le calcul des coefficients de transfert de masse BP dans la configuration B, sont nettement supérieurs aux diamètres des tubes dans la configuration A. Les transferts de masse sont donc favorisés du côté basse pression dans la configuration B. En conséquence, la pureté de 99 % est atteinte sur une hauteur de 8 m à partir de la tête dans la configuration B et sur une hauteur de 12,6 m à partir de la tête dans la configuration A.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 85
5.4. Choix de la configuration d’échanges La comparaison, qualitative et quantitative, des configurations d’échanges possibles dans l’échangeur, montre les avantages suivants de la configuration A par rapport à la configuration B :
distribution plus facile des mélanges de vapeur HP à l’entrée en cuve et de liquide BP à l’entrée en tête.
surface au sol de l’échangeur plus faible (diamètre de la calandre plus faible).
débit d’azote vapeur BP rejeté plus faible. Pour ces raisons, la configuration A est retenue pour l’échangeur tubes-calandre, modélisé pour la distillation cryogénique de l’air, les mélanges BP s’écoulant dans les tubes et les mélanges HP dans la calandre. Les transferts de chaleur se font donc de la calandre vers les tubes.
6. Effets d’une mal distribution sur le fonctionnement de la
colonne Les résultats présentés dans la section 5 de ce chapitre supposent les conditions de répartition homogène vérifiées des deux côtés, tubes et calandre. Dans la calandre, la vapeur HP se répartit de façon homogène entre les tubes ; les films de condensats sont donc identiques sur toutes les parois extérieures des tubes. Ils sont supposés mouiller parfaitement ces parois. Du côté basse pression, la quantité de liquide introduite en tête est également distribuée sur tous les tubes. Le liquide s’écoule en film liquide en étant bien réparti sur toute la paroi intérieure. La quantité de vapeur recueillie en tête est identique dans tous les tubes.
Les différents cas de mal distribution dans l’échangeur tubes-calandre sont les suivants :
mal distribution de la vapeur HP autour des tubes
mal distribution du liquide BP sur les tubes
mal distribution du film liquide HP sur la paroi externe d’un tube
mal distribution du film liquide BP sur la paroi interne d’un tube.
Dans ce paragraphe, les effets de ces différents cas de mal distribution sur le fonctionnement de la colonne de distillation sont calculés. Pour étudier ces effets, on compare les efficacités des colonnes, selon le critère de la hauteur équivalente à un plateau théorique (HETP). Pour chaque colonne étudiée, on trace la courbe opératoire sur le diagramme des compositions molaires, ainsi que la courbe d’équilibre des compositions (représentation de McCabe-Thiele). On déduit graphiquement le nombre de plateaux théoriques et par suite la HETP. La colonne ayant la HETP la plus faible est la plus efficace ; sa courbe opératoire est la plus proche de la courbe d’équilibre. Pour la comparaison, les données de calcul du paragraphe 5 sont considérées : 0,1 kg/s/tube d’air HP à l’entrée en cuve, une haute pression de 378 kPa et une basse pression de 140 kPa. La hauteur de l’échangeur est de 5 m ; cela permet d’éviter la condensation totale de la vapeur HP ou l’évaporation totale du liquide à basse pression, lorsque le débit correspondant est très faible. On rappelle que ces paramètres sont juste considérés pour une comparaison quantitative des colonnes. La géométrie de la colonne calculée dans la section 5.1 (configuration d’écoulements BP dans les tubes et d’écoulements HP dans la calandre) est considérée pour les calculs, soit alors un
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 86
diamètre de tube de 35,7 mm et un espacement inter-tubulaires de 26 mm. Le nombre de tubes et le diamètre de la calandre sont calculés selon le fonctionnement de la colonne.
6.1. Mal distribution de la vapeur dans la calandre
Pour étudier l’effet d’une mal distribution du débit de vapeur autour des tubes, on considère deux tubes. Le débit de vapeur à l’entrée est donc de 0,2 kg/s. Les hauteurs équivalentes à un plateau théorique sont comparées pour différents cas de distribution du débit total :
10 % du débit autour de l’un, 90 % autour de l’autre, soit alors 0,02 kg/s autour de l’un et 0,18 kg/s autour de l’autre
25 % du débit autour de l’un, 75 % autour de l’autre, soit alors 0,05 kg/s autour de l’un et 0,15 kg/s autour de l’autre
40 % du débit autour de l’un, 60 % autour de l’autre, soit alors 0,08 kg/s autour de l’un et 0,12 kg/s autour de l’autre
débit également réparti, soit alors 0,1 kg/s autour de chacun des tubes. Dans un premier temps, on calcule les évolutions des débits et des compositions molaires des mélanges dans des échangeurs mono-tubulaires, de géométrie définie dans la section 5.1, avec les débits de vapeur à l’entrée cités ci-haut (0,02 kg/s, 0,05 kg/s, 0,08 kg/s, 0,12 kg/s, 0,15 kg/s, 0,18 kg/s). Puis, pour chaque couple de tubes, on calcule l’évolution des débits et fractions molaires globales dans les deux tubes. Pour comparer les efficacités des colonnes, on calcule la HETP du côté haute pression et du côté basse pression pour chaque profil de distribution considéré. La figure 2.29 représente un exemple de calcul du nombre de plateaux théoriques dans la colonne où une distribution (10 % - 90 %) de la vapeur HP autour des deux tubes est considérée. Une courbe en escalier est tracée entre l’entrée et la sortie de la colonne (extrémités de la courbe opératoire). Le nombre de paliers est le nombre de plateaux théoriques, soit alors 10 plateaux dans ce cas. Une hauteur équivalente, égale au ratio de la hauteur de la colonne au nombre de plateaux, est calculée. Elle vaut 50 cm.
0.21
0.212
0.214
0.216
0.218
0.22
0.222
0.224
0.43 0.435 0.44 0.445 0.45
y
x
représentation McCabe du côté haute pression
courbe d'équilibre 10 % - 90 % Figure 2.29 : Représentation McCabe du côté haute pression pour un cas de distribution
(10 % - 90 %) de la vapeur autour des tubes
Les HETP aux deux niveaux de pression sont calculées graphiquement pour tous les profils de distribution considérés et données dans le tableau 2.9.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 87
Tableau 2.9 : HETP (cm) pour les différents profils de distribution de la vapeur HP
Profil de distribution Côté haute pression Côté basse pression
Une nette diminution de la HETP (42 % du côté haute pression et 79,2 % du côté basse pression) est observée quand la distribution du débit de vapeur s’approche de la distribution homogène. La colonne où la distribution de la vapeur se fait également autour des deux tubes est donc la plus efficace. On note aussi qu’une différence de 8,5 % est calculée entre la pureté en oxygène des produits liquides BP entre la configuration de répartition homogène et la configuration de répartition (10 % - 90 %).
6.2. Mal distribution du liquide sur les tubes Deux tubes sont aussi considérés pour étudier l’effet dune distribution non égale d’un débit de liquide en tête de l’échangeur du côté basse pression. Autour des tubes, la répartition de la vapeur est homogène ; un débit liquide L1 à haute pression, égal à deux fois le débit par tube, est donc recueilli en cuve. Plusieurs profils de distribution de ce débit L1 à l’entrée des deux tubes en tête sont étudiés :
10 % de L1 dans l’un, 90 % dans l’autre
25 % de L1 dans l’un, 75 % dans l’autre
40 % de L1 dans l’un, 60 % dans l’autre
débit également réparti, soit alors 50 % de L1 dans chacun des tubes. On calcule aussi pour chaque couple de tubes, l’évolution des compositions molaires et on trace la courbe opératoire pour en déduire la HETP. Le tableau 2.10 représente les valeurs de ces hauteurs aux deux niveaux de pression pour les différents cas de répartition.
Tableau 2.10 : HETP (cm) pour les différents profils de distribution du liquide BP
Profil de distribution Côté haute pression Côté basse pression
La diminution de la valeur de la HETP (50 % du côté haute pression et 90 % du côté basse pression) tout en s’approchant de l’égalité de la distribution du débit sur les tubes implique l’augmentation de l’efficacité de la séparation dans les colonnes à distribution égale du liquide à l’entrée. Une augmentation de 2 % de la pureté en oxygène du produit liquide est aussi notée en passant d’une distribution (10 % - 90 %) de L1 sur les deux tubes à une distribution égale (50 % - 50 %) de L2 sur les tubes.
6.3. Mal distribution du film liquide sur la paroi externe d’un tube Dans les calculs précédents, les films liquides sont considérés bien répartis sur les parois des tubes, même dans le cas d’une mal distribution des fluides, où de faibles débits de liquide
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 88
s’écoulent sur les parois des tubes. Une épaisseur moyenne du film liquide est alors calculée et utilisée pour le calcul de la surface interfaciale. Dans le cas d’une mal distribution du film liquide, une partie de la surface du tube reste sèche. La surface interfaciale vapeur/liquide est donc réduite. Si, dans le cas d’un film bien réparti sur la surface du tube, la surface interfaciale vaut Si, quand le film ne mouille pas la surface totale du tube, la surface interfaciale est égale à une fraction de Si. Les calculs montrent les effets d’une mal distribution d’un film liquide HP sur la paroi externe d’un tube sur les processus de transferts de masse et de chaleur, et cela en comparant les HETP dans les différents cas de répartition du film (tableau 2.11).
Tableau 2.11 : HETP (cm) pour les différents profils de répartition du film liquide HP
Profil de distribution Côté haute pression Côté basse pression
25 % de Si 167 45,5 40 % de Si 100 41,7 50 % de Si 83,3 33,3 60 % de Si 71,4 33,3 75 % de Si 50 31,2 90 % de Si 35,7 29,4
Si 27,8 25
Un débit liquide provoquant une rupture des films liquides sur les parois externes des tubes, et donc une réduction des surfaces interfaciales liquide/vapeur à haute pression, présente des effets négatifs sur le fonctionnement de la colonne. D’une part, les HETP augmentent des deux côtés (500 % du côté haute pression et 82 % du côté basse pression), ce qui implique une moindre efficacité des colonnes. D’autre part, une diminution de 31,6 % de la pureté en oxygène du produit liquide BP est notée dans le cas d’une surface interfaciale égale à 25 % de Si.
6.4. Mal distribution du film liquide sur la paroi interne d’un tube Une dernière forme de mal distribution de fluides pouvant avoir lieu dans l’échangeur tubes-calandre est la mal distribution du film liquide BP sur les parois internes des tubes. Ce paragraphe représente les effets éventuels d’une telle mal distribution sur le fonctionnement de la colonne de distillation.
Tableau 2.12 : HETP (cm) pour les différents profils de répartition du film liquide BP
Profil de distribution Côté haute pression Côté basse pression
25 % de Si 167 41,7 40 % de Si 125 33,3 50 % de Si 83,3 29,4 60 % de Si 62,5 25 75 % de Si 45,5 23,8 90 % de Si 35,7 22,7
Si 22,7 18,5
Les effets de la mal distribution du film liquide BP sur les parois internes des tubes apparaissent aussi bien sur la diminution de l’efficacité de la colonne que sur la pureté du produit liquide. Pour un cas de mouillage où la surface interfaciale vaut 0,25 Si, des HETP égale à 7,4 fois et à 2,3 fois celles calculées dans le cas d’un tube bien mouillé des côtés haute pression et basse
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 89
pression respectivement sont calculées. Une diminution de la pureté en oxygène du produit liquide de 30 % est aussi calculée.
6.5. Conclusions Les problèmes de distribution pouvant apparaître dans l’échangeur tubes-calandre entraînent donc une diminution de l’efficacité de la colonne de distillation et un produit liquide moins riche en oxygène en cuve de la colonne à basse pression. Des dispositifs de distribution adéquats, comme ceux présentés à la figure 2.26 pour le liquide en tête des tubes, sont à définir. Ces dispositifs sont étudiés et détaillés dans le chapitre 3 et comprennent des dispositifs de distribution homogène de liquide sur les tubes en tête de la colonne, des géométries et des débits de liquide minimaux pour assurer des films mouillant la totalité des tubes des deux côtés, haute et basse pressions, ainsi que des moyens d’introduction de la vapeur HP dans la calandre pour assurer des flux homogènes autour de tous les tubes.
Conclusions et perspectives Après une revue bibliographique des types d’échangeurs utilisés pour des applications cryogéniques et de leurs caractéristiques, l’échangeur tubes-calandre est choisi pour une application de distillation cryogénique diabatique de l’air. Ce chapitre explique d’abord les phénomènes principaux de ce type de distillation : les transferts de masse et les transferts de chaleur. Les transferts de masse se font entre un film liquide et un écoulement de vapeur à contre-courant par diffusion. Les corrélations donnant les coefficients de diffusion et les coefficients globaux de transfert de masse sont sélectionnées. Pour les transferts de chaleur, les phénomènes d’évaporation d’un film liquide et de condensation en film liquide d’un écoulement de vapeur sont décrits et les équations adéquates exposées. La démarche suivie pour modéliser l’échangeur tubes-calandre est ensuite expliquée. Un outil de calcul développé dans ce but est utilisé pour choisir les niveaux de pression dans les tubes et dans la calandre et pour vérifier les conditions de non engorgement dans les différentes géométries d’échangeur considérées. Un point important dans le fonctionnement de la colonne de distillation conçue est la distribution des fluides. Les effets de la mal distribution des fluides sur ou entre les tubes ainsi que ceux d’une mal distribution des films liquides sur les parois internes et externes des tubes sont étudiés. Toute répartition non homogène résulte en une diminution de l’efficacité de distillation de la colonne et une diminution de la pureté en oxygène du produit liquide à basse pression. Le chapitre 3 de cette thèse recherche les solutions aux problèmes de distribution. Ce chapitre détaille l’étude théorique de la distillation diabatique de l’air cryogénique dans un échangeur tubes-calandre. Une validation expérimentale s’avère indispensable. Le chapitre 4 de cette thèse présente le dimensionnement d’une colonne pilote sur laquelle les mesures expérimentales permettront de valider les choix des corrélations réalisés dans ce chapitre.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 90
Enfin, le modèle développé dans ce chapitre permettra d’optimiser la colonne conçue selon les critères de coûts minimaux. Des fonctions coûts pour les différents composants sont à rechercher et à intégrer dans le modèle pour calculer les dimensions optimales de l’échangeur.
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 91
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 92
[17] J.P. Moulin, D. Pareau, M. Rakib, M. Srambouli, A. Isambert, Transfert de matière - Distillation compartimenté idéale, Techniques de l’ingénieur J1072-1 [18] Rivero R., Exergy simulation and optimization of adiabatic and diabatic binary distillation, Energy, Vol 26, 2001, 561-593 [19] Md. R. Islam, N.E. Wijeysundera, J.C. Ho, Evaluation of heat and mass transfer coefficients for falling-films on tubular absorbers, International Journal of Refrigeration, Vol 26, 2003, 197-204 [20] Md. R. Islam, N.E. Wijeysundera, J.C. Ho,Simplified models for coupled heat and mass transfer in falling-film absorbers, International Journal of Heat and Mass Transfer, Vol 47, 2004, 395-406 [21] M.K. Le Groff, S.J. Ormiston, H.M. Soliman, Numerical solution of film condensation from turbulent flow of vapor-gas mixtures in vertical tubes, International Journal of Mass and Heat Transfer, Vol 50, 2007, 3899-3912 [22] W.A. Miller, M. Keyhani, The correlation of coupled heat and mass transfer experimental data for vertical falling film absorption, Proc. ASME Advanced Energy Systems Division 1999, 39, 177-187 [23] I. Fujita, E. Hihara, Heat and mass transfer coefficients of falling-film absorption process, International Journal of Heat and Mass Transfer, Vol 48, 2005, 2779-2786 [24] P. Trambouze, J.P. Euzen, Les réacteurs chimiques: de la conception à la mise en œuvre, Chapitre 4.6, pp. 267-279 [25] M. Lallemand, Transferts en changement de phase – Ebullition convective, Techniques de l’Ingénieur, BE8236 [26] M. Hamdar, Design and optimization of an efficient indirect air-conditioning system for train carriages, Thèse de Mines-ParisTech, 2008 [27] D. Steiner, J. Taborek, Flow boiling heat transfer in vertical tubes correlated by an asymptotic model, Heat Transfer Engineering, Vol 13, 1992, 43-67 [28] K.E. Gungor, R.H. Winterton, A general correlation for flow boiling in tubes and annuli, International Journal of Heat and Mass Transfer, Vol 29, 1986, 351-358 [29] K.J. Bell, M.A. Ghaly, An approximate generalized design method for multi-component partial condensers, AIChE Symposium Series, Vol 69, 1973, 72-79 [30] P. Copigneaux, Distillation. Absorption – Colonnes garnies, Techniques de l’Ingénieur, J2626 [31] R.C. Reid, J.M. Prausbitz, B.E. Poling, The properties of gases and liquids, Fourth Edition, Chapter 11, pp. 577-631
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 93
[32] A. Zapke, D.G. Kröger, Countercurrent gas-liquid flow in inclined and vertical ducts – I: Flow patterns, pressure drop characteristics and flooding, International Journal of Multiphase Flow, Vol 26, 2000, 1439-1455 [33] G.F. Woerlee, J. Berends, Z. Olujic, J. de Graauw, A comprehensive model for the pressure drop in vertical pipes and packed columns, Chemical Engineering Journal, Vol 84, 2001, 367-379 [34] M. Vijayan, S. Jayanti, A.R. Balakrishnan, Experimental study of air-water countercurrent annular flow under post-flooding conditions, International Journal of Miltiphase Flow, Vol 28, 2002, 51-67 [35] J.R. Thome, G. Ribatski, State-of-the-art of two phase flow and flow boiling heat transfer and pressure drop of CO2 in macro- and micro-channels, International Journal of Refrigeration, Vol 28, 2005, 1149-1168 [36] L. Raynal, A. Royon-Lebeaud, A multi-scale approach for CFD calculations of gas-liquid flow within large size column equipped with structured packing, Chemical Engineering Science, Vol 62, 2007, 7196-7204 [37] J. Fernandes, P. F. Lisboa, P. C. Simões, J. P.B. Mota, E. Saatdjian, Application of CFD in the study of supercritical fluid extraction with structured packing: wet pressure drop calculations, The Journal of Supercritical Fluids, Vol 50, 2009, 61-68 [38] http://www.thermexcel.com/french/ressourc/pdc_line.htm [39] A. Bontemps, Condensation de mélanges de vapeurs – Transfert de chaleur et de masse, Techniques de l’Ingénieur, BE9910 [40] G.B. Wallis, One-dimensional two-phase flow, McGraw-Hill Book Company, 1969 [41] D.T. Hughes, T.R. Bott, Minimum thickness of a liquid film flowing down a vertical tube, Internation Journal of Heat and Mass Transfer, Vol 41, 1998, 253-260 [42] K.R. Morison, Q.A.G. Worth, N.P. O’DEA, Minimum wetting and distribution rates in falling film evaporators, Trans IChemE, December 2006 [43] M.S. El-Genk, H.H. Saber, Minimum thickness of a flowing down liquid film on a vertical surface, International Journal of Heat and Mass Transfer, Vol 44, 2001, 2809-2825 [44] Rapport interne Air Liquide, Juillet 2008 [45] Kessler et al, Falling Film Evaporator, United States Patent, November 1974
Chapitre 2 : Conception d’une colonne de distillation à échanges de chaleur intégrés 94
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 95
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne
Introduction Il a été montré au chapitre précédent que le bon fonctionnement de la colonne de distillation intégrée passe par une gestion optimale des écoulements des deux côtés de l’échangeur. Ces écoulements concernent aussi bien le gaz que le liquide. Ce chapitre traite donc de la problématique de mal distribution des fluides dans l’échangeur/colonne de distillation tubes-calandre disposé verticalement. Les formes de mal distribution de fluides pouvant apparaître dans l’échangeur tubes-calandre conçu pour la distillation de l’air se divisent en deux catégories. La première catégorie est une mal distribution dite macroscopique, ceci est le cas lorsque cette mal distribution intervient sur une grande section de la colonne, deux formes de ce type de mal distribution peuvent avoir lieu :
o mal distribution de la vapeur d’air entre les tubes dans la calandre du côté HP. o mal distribution de la vapeur à l’intérieur des tubes du côté BP. o mal distribution du liquide BP entre les différents tubes. o mal distribution du liquide HP sur les surfaces externes des tubes dans le cas de la
colonne HP (calandre). Cette contrainte est bien moindre que celle d’une mal distribution du liquide en évaporation (BP intratube) parce que la condensation de la vapeur peut être homogénéisée par l’écoulement gaz.
La deuxième forme de mal distribution est une mal distribution locale ; elle concerne particulièrement le comportement du film liquide sur les parois intérieures ou extérieures des tubes. La maîtrise de ce type d’écoulement passe par la conception de tubes permettant un étalement du film liquide sur les surfaces des tubes. Les effets de ces distributions non homogènes sur le fonctionnement de la colonne et sur l’efficacité de séparation diabatique des composants de l’air ont été présentés au paragraphe 6 du chapitre 2. Une réduction de la pureté en oxygène du produit liquide à basse pression pouvant atteindre 30 % a été calculée. Dans ce chapitre, les phénomènes de mal distribution sont analysés et des solutions pour y remédier sont proposées. Tout d’abord, les mal distributions pouvant apparaître du côté basse pression sont traitées : l’entrée du liquide à basse pression en tête sous forme de film liquide et la répartition homogène du débit de vapeur sur les tubes dans le cas d’un changement de section. Un distributeur du liquide à basse pression en tête est conçu et dimensionné pour assurer une distribution homogène à l’intérieur des tubes. Le distributeur assure aussi l’écoulement en film du liquide dans les tubes. La formation du film liquide à l’intérieur des tubes est observée sur un banc d’essais mono-tubulaire, permettant de définir la géométrie optimale du distributeur et des tubes pour la formation d’un film bien réparti. Des dispositifs de distribution homogène de la vapeur sur plusieurs tubes sont aussi proposés.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 96
Dans un deuxième temps, les formes de mal distribution dans la calandre sont étudiées. L’entrée de la vapeur à haute pression en cuve de la calandre est simulée à l’aide d’un modèle CFD qui permet de calculer la distribution du débit sur la section de la calandre et des dispositifs de distribution homogène sont proposés. Des dispositifs de distribution du liquide à haute pression sur les parois externes des tubes sont aussi proposés.
1. Distribution du film liquide à basse pression dans les tubes A l’entrée des tubes en tête de la colonne, un distributeur du débit de liquide à basse pression est à concevoir et dimensionner dans le but d’assurer d’une part des débits de liquide égaux dans tous les tubes, et d’autre part des films liquides bien établis sur les parois internes des tubes. La figure 3.1 montre un schéma représentatif du dispositif de distribution du liquide à basse pression en tête de l’échangeur tubes-calandre. La figure représente une vue de face du distributeur. Pour simplification, trois tubes sont représentés sur la figure. Le liquide est d’abord accumulé dans un plateau de distribution. Les extrémités supérieures des tubes dépassent le bord inférieur du plateau de distribution et sont munis d’ouvertures (fentes), de géométrie à définir, à travers lesquelles le liquide s’infiltre dans les tubes.
Figure 3.1 : Dispositif de distribution du liquide en tête des tubes
Trois paramètres sont à définir et à dimensionner pour le distributeur :
le nombre et les dimensions des entrées du liquide dans le plateau de distribution
le niveau minimal de liquide à maintenir dans le plateau pour assurer un débit de liquide égal dans tous les tubes
la géométrie et les dimensions des ouvertures aux extrémités supérieures des tubes pour assurer des films liquides homogènes sur les parois internes des tubes.
1.1. Répartition homogène du débit de liquide entre les différents tubes Une distribution homogène du liquide dans les tubes nécessite un niveau de liquide uniforme dans le plateau de distribution. Le niveau de liquide est défini par le débit entrant dans le plateau, les débits sortant du plateau vers les différents tubes à travers les fentes et les pertes de charge linéaires dans le plateau.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 97
Le liquide est introduit dans le plateau de distribution à travers une entrée au fond. Le nombre des entrées est à définir pour assurer l’homogénéité du niveau de liquide dans le distributeur. L’évolution de la hauteur du liquide dans le plateau est alors calculée pour différentes possibilités d’entrée du liquide. La géométrie de l’échangeur en tête est celle calculée dans la section 5 du chapitre 2, soit alors une calandre de diamètre 9,5 m, comprenant 16 651 tubes de diamètre extérieur 35,7 mm et espacés de 26 mm. Le débit de liquide à basse pression à introduire en tête est de 200 kg/s. Pour la modélisation, le plateau de distribution est divisé en plusieurs canaux équivalents, où l’écoulement est horizontal et unidimensionnel. Les pertes de charge linéaires sont alors calculées sur ces canaux, et la variation de la hauteur du liquide déduite. En considérant une seule entrée dans le plateau de distribution, le canal équivalent le plus long est celui qui se termine au point diamétralement opposé à l’entrée. La figure 3.2 représente schématiquement ce canal. La longueur du canal est égale au diamètre de la calandre, soit alors 9,5 m, et il comprend 149 tubes.
Figure 3.2 : Canal horizontal équivalent, vue de dessus du plateau
Le débit de liquide entrant dans le canal est supposé égal à une fraction X du débit total à l’entrée du distributeur. Cette fraction X est égale au rapport du nombre de tubes contenus dans le canal au nombre de tubes total :
3.1
Le débit entrant dans le canal est alors égal à 1,8 kg/s. Une répartition homogène du liquide implique un débit de 12,8 ml/s/tube. Les pertes de pression linéaires dans un écoulement horizontal unidimensionnel sont données par la loi de Darcy-Weisback :
3.2
La vitesse moyenne débitante v de l’écoulement dans le canal est calculée par un rapport entre le débit volumique et la section de passage dans le canal , h étant la hauteur du liquide. Dans un premier temps, les pertes de pression totales dans le canal sont calculées en supposant qu’aucun débit de liquide n’entre dans les tubes. Pour chaque hauteur de liquide, le diamètre hydraulique équivalent est calculé. Les pertes de pression permettent de calculer une variation du niveau de liquide Δh entre l’entrée du canal et la sortie (équation 3.3).
3.3
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 98
Le graphique de la figure 3.3 représente la variation de la hauteur du liquide Δh/h en fonction de la hauteur du liquide dans le plateau de distribution.
0
2
4
6
8
10
12
0 10 20 30 40 50 60
Δh
/h (%
)
hauteur (cm)
variation de la hauteur du liquide dans le plateau
Δh/h Δh/h = 1%
Figure 3.3 : Variation relative de la variation de la hauteur du liquide
La hauteur de liquide dans le distributeur est considérée uniforme si la variation relative ne dépasse pas un 1 %. Cela conduit à une hauteur minimale requise de 21,3 cm. Dans un deuxième temps, on calcule l’évolution du débit de liquide dans le canal en fonction de la distance x de l’entrée (cf. figure 3.2), en prenant en compte le débit entrant dans les tubes à travers les fentes, soit alors 12,8 ml/s/tube. La figure 3.4 montre l’évolution du débit horizontal de liquide dans le canal équivalent en fonction de l’abscisse x. Les pertes de pression dans le canal équivalent sont alors calculées pour différentes valeurs de la hauteur de liquide et la variation de la hauteur en est déduite. La hauteur de liquide amenant à une variation relative de 1 % vaut 15,5 cm. La figure 3.5 montre alors la variation de la hauteur entre l’entrée du canal et sa sortie.
0
0.0005
0.001
0.0015
0.002
0.0025
0 2 4 6 8 10
dé
bit
(m3
/s)
abscisse (m)
variation du débit horizontal dans le canal
Figure 3.4 : Variation du débit horizontal dans le
canal équivalent
0.1534
0.1536
0.1538
0.154
0.1542
0.1544
0.1546
0.1548
0.155
0.1552
0 2 4 6 8 10
hau
teu
r (m
)
abscisse (m)
variation de la hauteur dans le canal
Figure 3.5 : Variation de la hauteur du liquide dans
le canal équivalent
Cette hauteur minimale du liquide, calculée pour une seule entrée du liquide dans le plateau de distribution, est jugée acceptable par rapport aux dimensions de l’échangeur et du plateau de distribution. Il n’est donc pas nécessaire de considérer deux entrées du liquide dans le plateau.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 99
1.2. Formation d’un film liquide interne bien réparti L’étude de l’effet de la mal distribution du film liquide à basse pression sur les parois internes des tubes de l’échangeur a montré une diminution de 30 % de la pureté en oxygène du produit liquide à basse pression. Des solutions pour assurer la mouillabilité parfaite des parois des tubes sont donc à rechercher. Ce problème, assez présent dans les applications d’évaporation de film tombant, est largement étudié et plusieurs dispositifs d’introduction du liquide dans les tubes sont proposés pour y remédier. Ce paragraphe détaille ce phénomène de la mal distribution, ses causes, les équations relatives au mouillage ainsi que d’éventuelles solutions permettant d’avoir un film bien réparti. Un banc expérimental de visualisation de l’écoulement d’un film d’azote liquide sur les parois internes de tubes permet de définir la géométrie des fentes d’introduction du liquide la plus adaptée à ce type d’écoulement.
1.2.1. Flux minimal de mouillage et épaisseur minimale de film
Le phénomène de répartition de films liquides sur des parois planes ou tubulaires, verticales, inclinées ou horizontales est largement étudié, expérimentalement et théoriquement vu qu’il existe dans plusieurs applications industrielles. En plus de la distillation, des applications telles que les thermosiphons, les tours de refroidissement et les échangeurs de chaleur nécessitent des écoulements de films bien répartis sur les surfaces [1]. Des corrélations pour le flux minimal de fluide nécessaire pour mouiller la totalité des surfaces considérées sont déduites de tests expérimentaux ou calculées par des méthodes diverses. Deux approches théoriques principales pour la prédiction du flux minimal permettant de mouiller une surface verticale, plane ou tubulaire, sont généralement utilisées : la prédiction de l’épaisseur minimale du film liquide par l’équilibre des forces sur un point stagnant de la zone sèche [2,3] ou la prédiction du flux minimal de fluide en minimisant l’énergie totale du flux [4-8]. Dans l’approche consistant à considérer la somme des forces agissant sur un point stagnant de la zone sèche nulle, les forces agissant sur ce point sont une force due à la vitesse du film descendant, le poids du liquide et l’action de la tension superficielle qui retient le liquide vers le haut [3]. Dans l’approche de l’énergie totale minimale, l’énergie totale est la somme de l’énergie cinétique et des énergies interfaciales. Le tableau 3.2 cite les corrélations pour le flux minimal de mouillage de surfaces liquides, obtenues selon l’une ou l’autre des deux approches dans différentes études antérieures. El Genk et al comparent dans leur étude [4], leur corrélation basée sur la minimisation de l’énergie totale, avec les corrélations citées dans le tableau 3.2 ainsi qu’à des résultats expérimentaux sur des écoulements d’eau ou de mélanges eau-éthanol, eau-glycérol, sur les surfaces externes de tubes en cuivre ou en acier inoxydable. La comparaison montre une sous-estimation du débit minimal de mouillage calculé par les corrélations du tableau 3.2 [2][3][5][8] à comparer avec leur corrélation [4]. La comparaison avec les résultats expérimentaux pour différentes combinaisons fluide-surface solide montre un accord des résultats, avec un écart maximal de ±20 %. Ces corrélations sont alors comparées pour l’écoulement cryogénique de l’air liquide à basse pression à l’entrée des tubes en acier inoxydable en tête de la colonne de distillation diabatique. La figure 3.6 compare ces corrélations en fonction de l’angle de contact.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 100
Tableau 3.2 : Revue des corrélations du flux minimum de mouillage de surfaces verticales
Corrélation Approche considérée et référence
Equilibre des forces [2]
Equilibre des forces [3]
Energie totale minimale [4]
Energie totale minimale [5]
Energie totale minimale [8]
La figure 3.6 montre de forts écarts entre les valeurs calculées par l’une ou l’autre des corrélations de la littérature. Des écarts pouvant atteindre 160 % sont calculés pour les angles de contact proches de 90 °.
0
0.01
0.02
0.03
0.04
0.05
0.06
0 20 40 60 80 100
flu
x m
inim
al (
kg/m
s)
angle de contact (°)
flux minimal de mouillage de l'air liquide
[3] [4] [5] [6] [9]
Figure 3.6 : Comparaison des corrélations de la littérature dans le cas de l’air liquide à basse pression en tête de la colonne de distillation diabatique
En l’absence de corrélations spécifiques pour les écoulements cryogéniques ainsi que de résultats expérimentaux sur l’écoulement de films de liquides cryogéniques sur les parois, internes ou externes, des tubes, un banc d’essais expérimental est réalisé dans le but de visualiser l’écoulement de l’azote liquide cryogénique sur les parois internes de tubes en acier inoxydable.
1.2.2. Dispositif de distribution d’un film liquide { l’intérieur des tubes
L’écoulement du film d’azote liquide à basse pression sur les parois internes des tubes de la colonne de distillation diabatique dépend du type des tubes utilisés et du dispositif d’introduction du liquide en tête des tubes. Dans le but d’observer l’influence de ces paramètres sur l’écoulement, un banc d’essais a été conçu et réalisé. Il permet de visualiser l’écoulement de l’azote sur les parois internes de différents tubes, lisses ou corrugués, et de tester différentes géométries d’introduction du liquide dans le tube, afin de choisir les géométries optimales menant à un film réparti d’une façon homogène sur la totalité de la surface du tube.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 101
1.2.3. Schéma de principe et description
La figure 3.8 représente le schéma de principe du banc d’essais réalisé pour la visualisation de l’écoulement d’azote liquide. Les composants principaux du banc sont les suivants :
tube central, dans lequel l’écoulement a lieu. Ce tube est amovible, permettant ainsi de tester différents types de tubes
dispositif de distribution, en tête du tube
enveloppe d’isolation par l’azote liquide, entourant l’ensemble tube+dispositif de distribution
réservoir d’alimentation en azote liquide
récipient de collection de l’azote liquide
l’ensemble est enveloppé d’un isolant en fibre de silicium, d’épaisseur 120 mm.
Figure 3.8 : Schéma représentatif du banc d’essais
L’azote liquide est stocké dans le réservoir d’alimentation supérieur et sert dans un premier temps à remplir l’enveloppe d’isolation. Une fois l’ensemble métallique refroidi, l’azote liquide est injecté dans le tube à travers le dispositif de distribution. Un endoscope, lié à une caméra, est introduit dans le tube ; il permet de visualiser et de filmer l’écoulement liquide à l’entrée du tube et sur une longueur de 10 cm en dessous de l’entrée.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 102
1.2.4. Distributeur du liquide
Le composant principal du banc d’essais expérimental est le dispositif d’introduction du liquide dans le tube. Une étude détaillée de la forme et des dimensions de ce dispositif est réalisée dans le but d’assurer un film liquide bien établi à l’entrée du tube. L’étude des écoulements de films dans les évaporateurs à films tombants a suscité depuis longtemps les chercheurs à retrouver les dispositifs d’alimentation les plus adéquats [9-12]. Les dispositifs les plus cités sont les dispositifs à fentes dans les extrémités supérieures des tubes des échangeurs. Ils sont exposés dans [10,12] pour deux types de fentes :
- rectangulaires verticales [12] - rectangulaires de faibles dimensions dans un étage supérieur aux tubes de l’échangeur,
permettant de former des ruisselets parallèles aux tubes et tombant sur leurs bords de sorte à déborder à l’intérieur des tubes sous forme de film [10].
Pour le banc d’essais expérimental réalisé, le distributeur utilisé pour l’introduction de l’azote liquide sous forme de film dans le tube est constitué d’un plateau, dont le bord inférieur est à quelques centimètres du bord supérieur des tubes (cf. figure 3.2). Les extrémités des tubes qui dépassent dans le plateau d’alimentation, sont munies de fentes minces à travers lesquelles, le liquide accumulé dans le plateau s’infiltre sous forme de film dans les tubes. Les géométries des fentes sont choisies à partir des résultats présentés dans les études réalisées dans la littérature scientifique. Celles-ci montrent que l’écoulement du liquide à la sortie des fentes a une largeur assez proche de cette dernière. D’après cette constatation, les fentes sont choisies de sorte à avoir le maximum de largeur possible ; soit alors des fentes rectangulaires horizontales ou des fentes en hélice couvrant la totalité de la circonférence du tube. Une troisième géométrie d’ouverture a été testée, il s’agit de trous circulaires. Trois géométries ont été testées : des trous circulaires, des fentes rectangulaires horizontales et une fente en hélice. Le dimensionnement des ouvertures nécessite le calcul du débit de liquide pouvant être introduit à travers ces ouvertures en fonction du niveau de liquide dans le plateau de distribution.
1.2.4.1. Fentes rectangulaires
La figure 3.9 représente une fente rectangulaire, de dimensions b*h, disposée à une hauteur a du fond du plateau de distribution. La hauteur du liquide dans le plateau de distribution est H. La vitesse d’écoulement en une section dS de la fente, située à une distance (a+x) du fond du plateau, est donnée par l’équation 3.4.
3.4
Figure 3.9 : Dimensions d’une fente rectangulaire
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 103
Le débit élémentaire d , entrant à travers cette section dS de la fente est égal à :
3.5
L’intégration de la dernière forme de l’équation 3.5, pour des valeurs de x entre 0 et h, donne le
débit de liquide entrant dans la fente en fonction de ses dimensions b et h, de sa position par rapport au distributeur a et de la hauteur de liquide dans le distributeur H (équation 3.6).
3.6
Pour différentes géométries de la fente rectangulaire, le débit de liquide entrant à travers la fente peut alors être calculé en fonction du niveau de liquide au-dessus de la fente (H-a). Dans la configuration calculée dans le chapitre 2, le débit de liquide par tube de l’échangeur à l’entrée en tête du côté basse pression est de 0,012 kg/s, soit 12,8 ml/s. Les tubes de l’échangeur étant en acier inoxydable, l’angle de contact de l’air liquide avec les
tubes est tel que cos = 0,9. Les débits de liquide, calculés selon les différentes corrélations précitées, varient entre 5,4 et 14,1 g/ms, soit entre 0,6 et 1,8 ml/s pour chaque tube. Pour chaque dimension des fentes rectangulaires horizontales, sont calculées les hauteurs minimales et maximales de liquide nécessaires pour assurer un débit minimal de 0,5 ml/s et un débit maximal de 13 ml/s. Selon l’ordre de grandeur de ces hauteurs, le nombre de fentes adéquat est calculé. Pour les fentes rectangulaires, les calculs conduisent à considérer 6 fentes de dimensions 8*0,4 mm², disposées sur deux rangées de trois fentes chacune, et espacées de 5 mm. Ces fentes sont représentées sur la figure 3.10. La hauteur maximale de liquide en dessus des fentes, pour un débit total de 13 ml/s dans le tube, est H-a = 18,7 cm.
Figure 3.10 : Caractéristiques géométriques des fentes rectangulaires horizontales
1.2.4.2. Fentes en hélice
La même démarche de calcul suivie pour le calcul des dimensions des fentes rectangulaires est suivie pour le calcul des dimensions de la fente en hélice. L’hélice est définie par une hauteur h et un angle par rapport à l’horizontale α. La figure 3.11 représente les caractéristiques de la fente dans un plateau de distribution où le niveau de liquide est H.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 104
Figure 3.11 : Dimensions d’une fente en hélice
L’équation 3.7 donne la forme de la section élémentaire de la fente dS. La vitesse du liquide dans la section dS et le débit de liquide total entrant à travers la fente sont alors calculés selon les équations 3.8 et 3.9 respectivement.
3.7
3.8
3.9
Similairement au calcul effectué pour les fentes rectangulaires, les dimensions de la fente en hélice sont calculées de manière à assurer des hauteurs maximales de liquide dans le plateau de distribution d’un ordre de grandeur assez raisonnable. Les dimensions de l’hélice sont une épaisseur h = 0,4 mm et un angle avec l’horizontale θ = 5°. La hauteur maximale de liquide, pour un débit de 13 ml/s est de 2,4 cm.
1.2.4.3. Trous circulaires
La figure 3.12 représente schématiquement les caractéristiques du trou circulaire. La section dS est donnée par l’équation 3.10 et la vitesse est calculée par l’équation 3.5.
3.10
Figure 3.12 : Dimensions des trous circulaires
L’intégration entre 0 et D de l’équation dQ = vdS donne une expression assez compliquée du
débit en fonction des paramètres géométriques de la fente [13]. Pour cette raison, le débit de liquide traversant un trou circulaire est supposé égal au produit de sa section totale par la vitesse V donnée par l’équation 3.5, où x est égal au rayon du trou circulaire. Ce calcul mène à considérer 6 trous circulaires, de diamètres 1 et 1,5 mm, disposés sur deux rangées de trois trous chacune, et espacées de 5 mm (figure 3.13). La hauteur maximale de liquide dans le plateau de distribution est alors de 21 cm.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 105
Figure 3.13 : Caractéristiques géométriques des trous circulaires
1.2.5. Types de tubes à tester
Le type de fentes permettant le mouillage le plus homogène des surfaces internes des tubes est défini selon les résultats des visualisations expérimentales. Un deuxième critère important dans le mouillage des tubes est leur type : lisses ou corrugués. Les corrugations sont définies par trois paramètres géométriques (cf. figure 3.14) :
le pas p.
l’angle avec l’horizontale α.
L’épaisseur e. Les tubes testés sont définis par les paramètres des corrugations donnés dans le tableau 3.3. Il est à noter que les tubes testés ont un diamètre extérieur de 25 mm, qui correspond au diamètre extérieur des tubes utilisés pour la maquette de l’échangeur tubes-calandre (cf. chapitre 4).
Figure 3.14 : Paramètres géométriques des
tubes corrugués
Tableau 3.3 : Géométries des corrugations des tubes testés
1.2.6. Visualisation du film d’azote, résultats des essais
Les tubes et les fentes de distribution étant définis, la visualisation du film d’azote liquide sur les parois internes d’un tube est maintenant réalisée à l’aide d’un endoscope rigide, de longueur effective 17 cm. Cette longueur permet de visualiser le film à l’entrée à travers les fentes et à une longueur de 10 cm en dessous des fentes. Les figures 3.15 à 3.17 représentent l’évolution de la forme du film liquide dans le tube en fonction de la hauteur du liquide en dessus de la fente, pour les trois types de fentes considérées.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 106
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
(10)
(11)
(12)
Figure 3.15 : Evolution du film liquide dans le cas de fentes rectangulaires, 1 à 6 : entrée à travers les fentes, 7 à 10 : mouillage du tube à 10 cm en dessous des fentes, 11 et 12 : diminution du niveau de
liquide en dessous du niveau supérieur des fentes
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 107
(1)
(2)
(3)
(4)
(5)
(6)
(7)
(8)
(9)
Figure 3.16 : Evolution du film liquide dans le cas d’une fente en hélice, 1 à 5 : entrée à travers les fentes, 6 : formation d’un jet de liquide qui ne s’écoule pas en film, 7 à 9 : mouillage du tube à 10 cm en dessous
de la fente
L’avantage d’une fente en hélice par rapport aux fentes rectangulaires est le niveau presque uniforme de la totalité de la fente par rapport au niveau de liquide. Cela permet d’établir un film liquide bien réparti sur la circonférence entière du tube (figure 3.16-9). Dans le cas des fentes rectangulaires, si le niveau de liquide dans le plateau est inférieur au niveau des fentes supérieures, des ruisselets rectangulaires de liquide, de largeur égale à la largeur de la fente se forment en dessous des fentes du niveau inférieur (figure 3.15-11 et 12). Dans le cas de trous circulaires, l’étalement du film liquide commence avec les faibles débits de liquide traversant les ouvertures. Une fois que la hauteur du liquide dans le plateau de distribution augmente, des jets de liquide sortent des fentes (figure 3.17-6) et la visualisation du tube devient impossible à cause des jets de liquide frappant sur l’endoscope.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 108
(1)
(2)
(3)
(4)
(5)
(6)
Figure 3.17 : Evolution du film liquide dans le cas de trous circulaires, 1 à 5 : entrée à travers les fentes, 6 : apparition de jets de liquide
La sortie du film liquide du bout inférieur des tubes testés permet de prouver la mouillabilité complète de la surface du tube. La figure 3.18 compare la sortie du liquide du bout inférieur des tubes corrugués à sa sortie dans le cas d’un tube lisse. On remarque que le liquide sort en un film bien établi dans le cas d’un tube corrugué (figure 3.18-a) alors qu’il se concentre d’un seul côté du tube dans le cas d’un tube lisse (figure 3.18-b). On note que durant les tests de visualisation des films d’azote liquide, plusieurs problèmes dus aux températures cryogéniques ont été observés, notamment le problème de givrage au niveau des fentes, causant leur fermeture. Un deuxième désavantage des manipulations de l’azote liquide est l’impossibilité de mesurer les débits de liquide sortant des tubes, permettant de calculer le débit entrant dans les fentes pour différents hauteurs de liquide dans le distributeur. Pour ces raisons, un fluide équivalent à l’azote liquide dans les écoulements à surface libre est recherché.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 109
(a)
(b)
Figure 3.18 : Sortie du liquide des tubes, (a) corrugués, (b) lisses
1.3. Recherche d’un fluide équivalent La difficulté de réaliser des essais quantitatifs à l’azote liquide pousse à la recherche d’un fluide équivalent qui permet des mesures plus précises des épaisseurs de film. Le fluide équivalent recherché doit être de préférence un fluide présentant, à des conditions de pression et de température proches des conditions ambiantes, des écoulements similaires à ceux des fluides cryogéniques étudiés dans les colonnes de distillation. Le critère d’équivalence entre les écoulements, cryogéniques et ambiants, est les nombres adimensionnels caractéristiques de ces écoulements. Les nombres adimensionnels mis en jeu dans les écoulements à surface libre et les écoulements de film sont les suivants.
Le nombre de Reynolds : rapport entre les forces d’inertie et les forces de viscosité
3.11
Le nombre de Froude : rapport entre la vitesse de l’écoulement et la vitesse de propagation des petites perturbations
3.12
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 110
Le nombre de Weber : rapport entre les forces d’inertie et les forces de surface (tension superficielle)
3.13
L est la dimension caractéristique de l’écoulement. Dans le cas d’un écoulement de film, ce n’est autre que l’épaisseur du film. Les conditions d’équivalence entre un fluide à conditions de température et de pression proches de l’ambiant et le fluide cryogénique sont :
3.14
Les comparaisons sont faites sur des fluides purs et des mélanges de fluide en utilisant le logiciel REFPROP 8. Pour les mélanges, la recherche se fait en partant de mélanges prédéfinis dans REFPROP 8 puis en faisant varier les fractions molaires des composants de chaque mélange. Pour contrôler l’inflammabilité des mélanges, un test sur la concentration molaire du composant inflammable est effectué. Sa composition ne doit pas dépasser 40 % dans un mélange ternaire et 20 % dans un mélange quaternaire. A l’entrée de la colonne de distillation du côté basse pression, le mélange azote/oxygène liquide présente les propriétés suivantes :
température = température de saturation = - 193 °C. Dans les liquides purs, le R-152a, aux pressions de 400 et de 450 kPa, répond aux conditions présentées dans les équations (5) avec une erreur inférieure à 14 %. Mais ce liquide n’est pas retenu à cause de son inflammabilité. Dans les mélanges binaires, des mélanges de R-22 et de R-152a, à 10 %, 20 % ou 30 % de R-22 et à la pression de 450 kPa, vérifient les conditions de similitude avec une erreur inférieure à 10 %. Un mélange à 90 % de R-152a est inflammable ; il n’est donc pas retenu. Un écoulement de R-415b (20% R-22 et 80 % R-1525a), non inflammable, est similaire à un écoulement du liquide cryogénique en tête de la colonne du côté basse pression, avec un écart de 4,2 % sur le nombre de Reynolds, de 8,2 % sur le nombre de Weber et de 0,4 % sur le nombre de Froude. Une meilleure similitude est obtenue pour un mélange à 30 % de R-22 et 70 % de R-152a, qui est aussi non inflammable. Les écarts avec les écoulements cryogéniques sont de 3,2 % sur Re, 6,6 % sur We et 0,3 % sur Fr. Ce mélange est alors retenu parmi les mélanges binaires. Les mélanges ternaires les plus similaires au liquide cryogénique sont des mélanges de R-22+R-152a+R-124 ou de R-134a+R-124+Butane. Pour des pressions variant entre 250 et 450 kPa, les conditions de l’équation 3.14 sont vérifiées avec une erreur maximale de 15 %. Les écarts minimaux des nombres adimensionnels entre les mélanges ternaires retenus et le liquide cryogénique sont obtenus pour un mélange R-134a, de R-124 et de butane, avec les compositions molaires respectives de 0,1, 0,55 et 0,35, à la pression de 450 kPa et la température de saturation liquide de 26,2 °C. Ce mélange est non inflammable. Les écarts
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 111
relatifs calculés sont de 1,3 % sur le nombre de Reynolds, 0,3 % sur le nombre de Weber et 0,1 % sur le nombre de Froude. Pour les mélanges quaternaires, des mélanges de R-22, R-124, isobutane et R-142b ont les nombres adimensionnels les plus proches de ceux du liquide cryogénique. Un mélange à 40 % de R-22, 30% de R-124, 15 % d’isobutane et 15 % de R-142b en pourcentage molaire à 450 kPa et 11,8 °C présente les écarts les plus faibles à comparer avec le liquide équivalent. Un écart de 3 % est calculé pour le nombre de Reynolds, de 0,8 % pour le nombre de Weber et de 0,3 % pour le nombre de Froude. Le liquide ayant les caractéristiques les plus proches du liquide cryogénique est un mélange ternaire de 10 % de R-134a, de 55 % de R-124 et de 35 % de butane à 450 kPa et 26 °C. Ce mélange, malgré sa température ambiante, présente une pression de 450 kPa. Le banc d’essais conçu ne permet pas d’effectuer des essais sous pression. Il a donc été décidé d’orienter la recherche vers un fluide, ayant une température proche de la température ambiante à pression atmosphérique, et qui présente des propriétés de mouillage inférieures à celle de l’azote liquide. La construction d’un banc d’essais avec le fluide équivalent serait une perspective intéressante de cette thèse. Le fluide choisi est alors l’eau à température ambiante.
0
0.05
0.1
0.15
0.2
0.25
0 20 40 60 80 100
dé
bit
min
ima
l d
e m
ou
illa
ge
(k
g/
ms)
angle de contact (°)
[3]
azote eau (a)
0
0.005
0.01
0.015
0.02
0.025
0 20 40 60 80 100
dé
bit
min
ima
l d
e m
ou
illa
ge
(k
g/
ms)
angle de contact (°)
[4]
azote eau (b)
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0 20 40 60 80 100
dé
bit
min
ima
l d
e m
ou
illa
ge
(kg
/m
s)
angle de contact (°)
[5]
azote eau (c)
Figure 3.19 : Comparaison des flux de mouillage entre l’azote et l’eau pour différentes corrélations de calcul, (a) corrélation de Hartley et Murgatroyd [2], (b) corrélation de Morison et al [3],
(c) corrélation de El Genk et al [4]
La figure 3.19 représente les flux minimaux calculés pour l’azote liquide cryogénique et pour l’eau à température et pression ambiantes pour trois corrélations citées dans le tableau 3.1. Les graphiques montrent que le débit d’eau nécessaire pour mouiller un tube en acier est en
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 112
moyenne quatre fois plus grand que celui d’azote liquide. L’eau, à une pression de 100 kPa et une température de 25 °C, est moins mouillante que l’azote liquide cryogénique.
1.4. Résultats expérimentaux { l’eau L’écoulement de l’eau à travers les fentes rectangulaires et les fentes en hélice est testé expérimentalement. Sur la durée de l’essai, l’eau qui s’écoule du bout inférieur du tube est récupérée et pesée sur des intervalles de temps réguliers. Pour chaque niveau de liquide dans le plateau de distribution, on peut alors calculer le débit d’eau entrant à travers les fentes.
1.4.1. Débits entrant à travers les fentes rectangulaires
Les graphiques de la figure 3.21 comparent les débits d’eau mesurés et ceux calculés pour k = 0,664 grâce à la formule 3.6. La figure montre que, pour k = 0,664, les débits de liquide calculés sont nettement supérieurs aux débits de liquide mesurés sur le banc d’essais expérimental. La valeur de k donnant les écarts relatifs les plus faibles est recherchée. Une valeur constante, quelle que soit la hauteur du liquide dans le plateau de distribution, ne peut pas être calculée pour minimiser les écarts relatifs entre les débits calculés et les débits mesurés. La figure 3.22 montre alors le profil des valeurs de k en fonction de la hauteur de liquide dans le plateau donnant des débits calculés égaux aux débits mesurés.
-90
-80
-70
-60
-50
-40
-30
-20
-10
0
0
100
200
300
400
500
600
700
800
2 3 4 5 6 7
dé
bit
(g/m
in)
H (cm)
comparaison des débits pour k = 0,664
calculs (k=0,664) mesures écart relatif
éca
rt r
ela
tif
(%)
Figure 3.21 : Comparaison des débits de liquide calculés et mesurés pour les fentes rectangulaires pour
k = 0,664
0
0.1
0.2
0.3
0.4
0.5
0.6
0 1 2 3 4 5 6 7
k
H (cm)
k = f(H)
Figure 3.22 : Coefficient du débit à travers les fentes rectangulaires
1.4.2. Débits entrant à travers la fente en hélice
Similairement aux calculs effectués pour les fentes rectangulaires, un profil du coefficient k en fonction de la hauteur H du liquide dans le plateau de distribution est calculé pour assurer un
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 113
écart relatif minimal entre les débits mesurés et les débits calculés. La figure 3.23 représente le profil de k.
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
2 3 4 5 6 7
k
H (cm)
k = f(H)
Figure 3.23 : Coefficient du débit à travers la fente en hélice
On note que, lors des essais à l’eau, l’entrée du liquide à travers les fentes n’est pas aussi facile qu’avec de l’azote liquide. Une hauteur de liquide de 6,5 cm est à imposer dans le plateau d’alimentation en début des essais pour que la pression de l’eau sur les fentes dépasse l’action de la tension superficielle au niveau des fentes. Ceci implique que le coefficient du débit k ainsi calculé ne correspond pas nécessairement à celui qui devrait être utilisé dans le cas de l’azote liquide. Des essais sur plusieurs fluides sont donc à réaliser dans le but de comparer, d’une part les écoulements de films sur les parois internes des tubes, et d’autre part, les débits de liquide entrant à travers les fentes.
1.4.3. Visualisation des films d’eau écoulés sur différentes géométries des tubes
Les films d’eau visualisés sur différents types de tubes sont représentés sur les figures 3.24 à 3.27. A l’entrée des fentes, le bout du tube étant lisse, le film liquide ne mouille pas la totalité de la circonférence du tube.
Figure 3.24 : Ecoulement de l’eau à travers les fentes
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 114
Figure 3.25 : Ecoulement de l’eau sur les corrugations du tube 1
Figure 3.26 : Ecoulement de l’eau sur les corrugations du tube 2
Figure 3.27 : Ecoulement de l’eau sur les corrugations des tubes 4 et 5
En descendant, lorsque les ruisselets touchent les premières corrugations, leur trajectoire demeure linéaire descendante et le mouillage des tubes n’est pas homogène. En descendant encore, la trajectoire est déviée et l’écoulement suit alors la corrugation. Cette dernière observation n’est pas représentée sur les figures, vu que la longueur réduite de l’endoscope (17 cm) n’a pas permis de filmer l’intérieur du tube à de grandes distances des fentes de distribution. La déviation de la trajectoire du liquide descendant pour suivre les corrugations et mouiller d’une façon plus homogène les parois des tubes n’est observée que pour les corrugations de pas supérieur à 10 mm et d’angle par rapport à l’horizontal supérieur à 20°. Pour des valeurs
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 115
plus faibles, la trajectoire du liquide est très faiblement déviée et le mouillage n’est pas homogène.
1.5. Conclusions Dans cette partie, l’introduction du liquide cryogénique à basse pression dans les tubes en tête de la colonne est traitée avec ces deux problèmes de distribution : répartition homogène du débit de liquide sur tous les tubes et répartition homogène du film liquide sur les parois internes des tubes. Des essais expérimentaux ont permis de visualiser l’écoulement de l’azote liquide à travers différents types de fentes, et les fentes en hélice paraissent être les plus adaptées pour la formation du film bien réparti. Ces fentes ont une épaisseur de 0,4 mm et font un angle de 5° avec l’horizontale. Pour ces fentes, la hauteur minimale de liquide est calculée dans le but d’assurer une distribution homogène du débit total de liquide sur les différents tubes de l’échangeur. Elle vaut 15,5 cm. Sur le banc d’essais expérimental, un film liquide bien établi sur les parois internes du tube s’établit pour une hauteur minimale d’azote liquide de 2 cm en dessus de la fente. La distance maximale entre l’extrémité inférieure de la fente et le fond du plateau de distribution est donc proche de 13 cm.
2. Distribution de la vapeur à basse pression dans les tubes Le problème de distribution de la vapeur à basse pression dans les tubes n’a lieu que dans le cas d’un changement de section. Le débit de vapeur récupéré de la section inférieure est réintroduit au pied de la section supérieure et devrait être également réparti sur tous les tubes.
(a)
(b)
Figure 3.28 [25] : Distribution homogène de la vapeur par changement de section du tube distributeur, (a) assemblage de plusieurs tubes de diamètres différents, (b) tube conique
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 116
La distribution homogène de débits de vapeur sur les sections d’écoulements est un problème qui apparaît dans toutes les applications d’échangeurs multitubulaires ou à passages multiples (échangeurs à plaques). Pour faire face à ce problème, plusieurs dispositifs de distribution sont proposés [25-26]. Ils consistent généralement en des tubes de distribution perforés, où les perforations coïncident avec l’entrée inférieure des tubes. Pour assurer un débit homogène sur tous les tubes, deux méthodes existent :
diminuer graduellement le diamètre du tube de distribution et réaliser des perforations de sections constantes sur la longueur du tube (figure 3.28) [25]. En effet, le débit de vapeur dans le tube distributeur diminue progressivement en allant de l’entrée vers le bout opposé à cause des débits sortant à travers les perforations. Le changement de section du tube distributeur a pour but de garder une vitesse constante du débit de
vapeur dans ce tube malgré la diminution du débit ( = vS) [25]. La vitesse de l’écoulement vapeur étant constante, les débits sortant par les perforations de section égales sont égaux
réaliser des perforations de dimensions variables (figure 3.29) sur un tube de distribution de diamètre constant [26]. Les dimensions des perforations sont calculées de sorte à avoir des débits égaux à la sortie des fentes.
Dans le cas de l’échangeur tubes-calandre conçu pour la distillation cryogénique de l’air, les tubes sont disposés selon une géométrie hexagonale centrée. La figure 3.30 montre cette disposition pour un ensemble de 7 tubes. Plusieurs tubes distributeurs, comme ceux présentés précédemment, sont alors à installer en parallèle, comme montré schématiquement sur la figure 3.30.
Figure 3.29 [26] : Distributeur de section constante à perforations variables
On rappelle la géométrie de l’échangeur calculée dans la section 5 du chapitre 2 de cette thèse :
nombre de tubes : 16551 (équivalent de 74 hexagones autour du tube central).
diamètre des tubes = 35,7 mm.
espacement inter-tubulaires = 26 mm. Les dimensions des perforations dans les tubes distributeurs sont limitées par les diamètres des tubes et le film liquide tombant sur les parois intérieures des tubes. De plus, les vitesses des écoulements de vapeur à l’entrée sont limitées par les conditions d’entraînement du liquide. On choisit alors de réaliser des perforations de section constante (diamètre = 30 mm), espacées de 31 mm pour qu’elles soient centrées au niveau des tubes. En l’absence d’une valeur désirée de la vitesse de la vapeur à l’entrée des tubes, puisque la configuration de la colonne considérée pour les calculs ne comprend aucun changement de section, la vitesse est prise égale à la vitesse moyenne de l’écoulement vapeur à basse pression, soit 0,66 m/s.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 117
Connaissant la section de l’ouverture et la vitesse d’écoulement de la vapeur, le débit de vapeur qui s’écoule à travers l’ouverture peut être calculé. Il vaut 0,47 l/s. Pour calculer le débit de vapeur à introduire à l’entrée de chaque distributeur, il faut d’abord calculer le nombre d’ouvertures dans chaque tube.
Figure 3.30 : Représentation schématique des tubes de distribution vapeur
Sur la figure 3.30, on remarque que le nombre d’ouvertures sur le tube de distribution à l’extrême gauche de l’échangeur est égal au nombre d’hexagones qui entourent le tube central, ajouté de 1. Dans la colonne considérée, ceci équivaut à 75 ouvertures dans le premier tube distributeur à gauche. Le nombre d’ouvertures augmente alors de 1 en passant d’un tube distributeur au suivant, jusqu’à arriver au tube central, muni de 149 ouvertures. Ensuite, par symétrie, le nombre d’ouvertures diminue de 1 en passant d’un tube distributeur à l’autre. La figure 3.31-a donne les débits à l’entrée des tubes distributeurs (tube 1 = premier tube à gauche à 75 ouvertures). Comme les ouvertures sont de sections égales, un changement de section du tube distributeur est nécessaire pour assurer une distribution homogène [25]. La vitesse de l’écoulement dans le tube distributeur est égale à celle à travers les ouvertures, soit 0,66 m/s. Cette vitesse permet de calculer les sections d’entrée des différents tubes (figure 3.31-b).
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 118
0
10
20
30
40
50
60
70
80
0 10 20 30 40 50 60 70 80
dé
bit
(l/s
)
numéro de tube
débits à l'entrée des tubes distributeurs
(a)
0
0.02
0.04
0.06
0.08
0.1
0.12
0 20 40 60 80
sect
ion
(m
²)
numéro de tube
sections à l'entrée des tubes distributeurs
(b)
Figure 3.31 : Paramètres d’entrée du tube distributeur, (a) débits à l’entrée, (b) sections d’entrée
Des tubes distributeurs de sections circulaires sont d’abord considérés. Des diamètres à l’entrée des tubes pouvant atteindre 37 cm (tube central) sont alors calculés. L’espacement inter-tubulaires dans l’échangeur étant de 25 mm, la largeur des tubes distributeurs est limitée par une valeur maximale de 38 mm. Des tubes de section rectangulaire sont alors considérés : la base est constante et vaut 38 mm. La hauteur est variable, de manière à assurer une vitesse constante dans les tubes distributeurs. La figure 3.32 représente les valeurs des hauteurs des distributeurs à l’entrée. La hauteur du bout du tube distributeur est toujours de 2 cm. La figure 3.33 représente schématiquement le premier tube distributeur à gauche (75 ouvertures).
0
0.5
1
1.5
2
2.5
3
0 20 40 60 80
hau
teu
r (m
)
numéro de tube
hauteurs des tubes distributeurs à l'entrée
Figure 3.32 : Hauteurs des tubes distributeurs à l’entrée
Figure 3.33 : Premier tube distributeur à gauche (à 75 ouvertures) – dimensions en m
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 119
3. Distribution de la vapeur côté HP dans la calandre L’entrée du débit de vapeur à haute pression en cuve de la colonne constitue un deuxième objectif de l’étude de la distribution des mélanges dans la colonne. En effet, une mal distribution de la vapeur à haute pression autour des tubes conduit à une diminution de 10 % environ de la pureté en oxygène du produit liquide à basse pression (chapitre 2). L’écoulement de la vapeur à l’entrée de la colonne dans la colonne est modélisé et la distribution du débit dans la calandre calculée. L’outil de simulations CFD Fluent est utilisé pour cette modélisation et des distributeurs disponibles dans la littérature sont proposés sans recours à l’expérimentation. Cette expérimentation aura lieu sur une colonne pilote non disponible lors de la rédaction de cette thèse.
3.1. Modélisation de l’écoulement de la vapeur dans la calandre Pour la modélisation CFD, l’échangeur tubes-calandre est assimilé à un milieu poreux. En effet, il a été prouvé que la théorie des volumes moyens, utilisée pour étudier les milieux poreux, peut être exploitée pour rechercher les flux de masse et de chaleur dans des structures complexes d’écoulement, telles que les échangeurs tubes-calandre [14]. Pour résoudre les équations de continuité, de conservation de quantité de mouvement et d’énergie dans le milieu poreux, il suffit donc de spécifier la distribution spatiale des paramètres du milieu poreux tels que la porosité et la perméabilité. Il a été prouvé que le tenseur des perméabilités peut être réduit à un tenseur diagonal sans affecter la modélisation des écoulements en 3D [14]. La perméabilité du milieu poreux est donc à calculer suivant les trois directions, x, y et z. Le tenseur des perméabilités est calculé par une modélisation numérique de la résistance à l’écoulement associée à une structure élémentaire de dimensions réduites. Cette structure est choisie de telle sorte qu’elle soit périodique et des conditions limites de périodicité sont utilisées dans la modélisation. Suivant les trois directions, la résistance des parois solides du milieu poreux traduite en termes de perte de pression de l'écoulement de la vapeur prend la forme suivante :
3.15
Les valeurs de 1/α et sont à calculer dans les trois directions de l’espace pour caractériser le milieu poreux. Trois structures élémentaires sont donc choisies, présentant chacune les conditions de périodicité dans une direction de l’espace. Il suffit alors de calculer les pertes de pression dans chaque direction en fonction de la vitesse par les simulations adéquates sur la structure élémentaire et de ressortir ces valeurs. Les simulations permettant de calculer les pertes de pression sont effectuées en considérant la vitesse effective physique de l'écoulement de la vapeur dans les équations de quantité de mouvement de la vapeur. Cette considération assure une modélisation plus précise du milieu poreux [15]. La valeur de la porosité du milieu poreux équivalent à l’échangeur tubes-calandre est calculée par un simple rapport entre la section de la calandre sans les tubes et la section totale de l’échangeur. Elle vaut 0,7.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 120
3.1.1. Choix des modèles de turbulence
Les simulations CFD des trois structures représentatives de la géométrie interne de la calandre sont basées sur la résolution des équations de Navier-Stokes correspondantes à la conservation de la masse et de la quantité de mouvement de la vapeur. Les détails de ces équations peuvent être trouvés dans plusieurs documents scientifiques [15]. Le but de ces simulations est de déterminer la résistance et la perte de pression de la vapeur qui s'écoule à l'intérieur de la structure, suivant les trois directions de l'espace. Les simulations CFD sont réalisées avec le logiciel Fluent 6.3.26. Ces simulations nécessitent la détermination du modèle de turbulence qui permet la fermeture des équations de Navier-Stokes ; plusieurs modèles sont proposés par Fluent : k-ε standard, RNG k-ε, k-ε réalisable, k-ω standard et k-ω SST.
3.1.1.1. Modèles de turbulence k-ε
Les modèles de fermeture des équations de Navier-Stokes sont basées sur la fermeture des deux termes : k qui constitue l'énergie cinétique turbulente des structures tourbillonnaires à l'échelle de Kolmogorov, et le taux de dissipation ε de cette énergie cinétique dû à l'effet de la viscosité. La viscosité turbulente est reliée à k et ε suivant l'équation :
3.16
Avec Cμ, un paramètre déterminé à partir de modélisations empiriques. L'équation de fermeture de l'énergie cinétique turbulente k étant la même dans les trois modèles (standard, RNG et réalisable), ces modèles diffèrent par l'équation de fermeture du second terme ε. Dans le modèle RNG, un terme supplémentaire est ajouté dans l'équation de ε du modèle standard pour une modélisation plus précise de la dissipation de k dans les zones proches de la paroi à faibles valeurs de Reynolds. Cμ est considéré constante dans le modèle k-ε standard tandis qu'il est donné par une équation différentielle suivant le modèle k-ε RNG. L'équation de fermeture de ε prend une forme différente dans le modèle k-ε réalisable; sa formulation satisfait des conditions mathématiques sur les contraintes normales consistantes avec la physique et la "réalisabilité" de la turbulence. Ce modèle est plus performant que les deux autres modèles suivant plusieurs applications dans le cas des écoulements tournants et rotationnels, ou dans les écoulements à gradients de pression élevés dans les couches limites ou dans le cas de séparation et recirculation des flux d'écoulement étudiés. Dans ce modèle, Cμ est une fonction des tenseurs de déformations et des rotations principales, ce qui explique sa robustesse dans la modélisation des écoulements rotationnels ou effectuant de larges courbures.
3.1.1.2. Modèles de turbulence k- ω
Suivant ces modèles, les fermetures des équations de Navier-Stokes sont attribuées aux
termes k (énergies cinétiques turbulentes) et ω présenté comme étant le rapport . Ce modèle
est plus adapté pour la couche limite visqueuse que les modèles k-ε. En conséquence, il est plus performant pour modéliser les écoulements dans la région proche de la paroi. Cependant, ce modèle nécessite un maillage très fin en proximité de la paroi, caractérisé par une dimension caractéristique y+ :
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 121
3.17
Dans l’équation 3.17, y est la distance de la maille à la paroi et est la vitesse de frottement
calculée à partir de la force de cisaillement sur la paroi. Cependant, le modèle k-ω est moins performant que le modèle k-ε dans la région loin des parois, d'où la création du modèle k-ω SST. Ce modèle combine le modèle k-ω standard dans la région proche de la paroi et le modèle k-ε loin des parois. Le passage entre ces deux modèles de fermeture est assuré par une reformulation de l'équation de ε en termes de ω. La transmission du modèle k-ω au modèle k-ε est effectuée suivant une fonction qui repère la distance à la paroi et l'extrémité de la couche limite et décide les équations de fermeture à appliquer (fermeture de ω ou de ε).
3.1.1.3. Choix du modèle de turbulence et simulations
Les milieux poreux sont caractérisés par des parois solides délimitant des espaces vides qui permettent la circulation de la vapeur. Une résolution précise des équations de Navier-Stokes dans les régions proches de la paroi est essentielle pour la détermination de la résistance de la structure solide à l'écoulement des flux de la vapeur et par conséquence la détermination de l'écoulement de la vapeur à l'intérieur du milieu poreux. Le modèle k-ω SST a été adopté dans plusieurs modèles dans la littérature pour la résolution des équations de Navier-Stokes dans des milieux poreux. Un exemple d'applications de ce modèle sur les milieux poreux est le cas de simulations de l'écoulement de la vapeur dans les colonnes à garnissages structurés. Les garnissages structurés définissent une géométrie complexe de canaux triangulaires inclinés qui favorisent l'écoulement de la vapeur suivant les directions des canaux avec un mélange des flux de vapeur dans l'espace ouvert entre les canaux. Nikou et al., 2008 ont effectué des simulations CFD sur une petite colonne équipée de garnissages structurés de diamètre de 30 mm et de hauteur de 30 mm [16], et suivant plusieurs modèles de turbulence (k-ε standard, RNG k-ε, k-ε réalisable, k-ω standard et k-ω SST). Le modèle k-ω SST a été évalué comme étant le plus fiable, présentant des erreurs de l'ordre de 8 % (pertes de pression en absence du liquide) et de 1 % (en présence du liquide) par rapport aux observations expérimentales. Dans un autre modèle, des simulations ont été réalisées sur un élément périodique des garnissages structurés. Une comparaison entre les différents modèles de fermeture a montré que le modèle k-ω SST est le plus approprié sur cet élément représentatif de la géométrie des garnissages [17]. Le modèle k-ω SST est donc choisi dans les simulations CFD, avec l'adaptation des constantes empiriques prédéfinies dans Fluent. Le maillage est raffiné sur les parois afin de vérifier la condition y+<5 dans la zone proche des parois solides des tubes. Le maillage des différentes structures est réalisé de manière à assurer un nombre total de mailles de l'ordre de 300,000 dans toutes les structures. Le fluide considéré est l'air à conditions cryogéniques avec une pression de 380 kPa.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 122
3.1.2. Simulations suivant la direction x
La figure 3.34 montre le choix de la structure élémentaire périodique suivant la direction x de l’écoulement. Les dimensions de l’échangeur sont celles de la configuration calculée dans le chapitre 2 de cette thèse, soit des tubes de diamètre 35,7 mm espacés de 26 mm.
Figure 3.34 : Choix de la structure élémentaire selon la direction x
Les pertes de pression dans la direction x sont donc simulées sur cette géométrie en 2D. Les conditions limites sont des conditions de périodicité sur les côtés perpendiculaires à l’écoulement et des conditions de symétrie sur les côtés suivant la direction de l’écoulement. La figure 3.35 représente le profil de vitesses suivant x dans cette structure pour une vitesse moyenne à l’entrée de 1,8 m/s. Les simulations sont répétées pour plusieurs valeurs de la vitesse afin de ressortir l’expression des pertes de pression en fonction de la vitesse et l’écrire sous la forme de l’équation 3.15. La figure 3.36 montre la courbe donnant l’équation des pertes de pression suivant la direction x (équation 3.18).
3.18
L’équation 3.18 prédit les pertes de pression avec une erreur moyenne de 5 % avec les simulations (figure 3.36). Les coefficients de l’équation 3.18 permettent de calculer les valeurs de 1/α et dans le cas de l’air cryogénique à 380 kPa.
3.19-a
3.19-b
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 123
Figure 3.35 : Profil de vitesses suivant x pour une vitesse moyenne à l’entrée de 1,8 m/s
0
50
100
150
200
250
300
350
400
450
500
0 1 2 3 4 5
ΔP
/x (P
a/m
)
Vitesse vapeur (m/s)
Pertes de pression en fonction de la vitesse (direction x)
Corrélation Simulations CFD Figure 3.36 : Pertes de pression en fonction de la vitesse suivant x
3.1.3. Simulations suivant la direction y
La figure 3.37 montre le choix de la structure élémentaire périodique suivant la direction y de l’écoulement.
Figure 3.37 : Choix de la structure élémentaire selon la direction y
La figure 3.38 montre le profil des vitesses dans la structure élémentaire de la figure 3.37 pour une vitesse moyenne à l’entrée de 1,2 m/s. De la même manière que pour la direction x, des simulations des écoulements pour plusieurs vitesses moyennes à l’entrée permettent de corréler les pertes de pression en fonction de la vitesse (figure 3.39 et équations 3.20).
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 124
L’équation 3.20-a prédit les pertes de pression suivant y avec une erreur moyenne de 3 % par rapport aux simulations.
3.20-a
3.20-b
3.20-c
Figure 3.38 : Profil de vitesses suivant y pour une vitesse moyenne à l’entrée de 1,2 m/s
0
200
400
600
800
1000
1200
1400
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5
ΔP
/y (
Pa/
m)
Vitesse vapeur (m/s)
Pertes de pression en fonction de la vitesse (direction y)
Corrélation Simulations CFD Figure 3.39 : Pertes de pression en fonction de la vitesse suivant y
3.1.4. Simulations suivant la direction z
Pour calculer les pertes de pression en fonction de la vitesse dans la direction z, une simulation en 3D est nécessaire. Le choix de la structure élémentaire est montré sur la figure 3.40. L’élément à droite de la figure représente la forme de cette structure dans le plan (x,y). Pour les simulations, la structure est considérée d’une hauteur de 3 cm. Les conditions de périodicité sont appliquées sur les faces du plan (x,y). Pour le reste des faces, les conditions de symétrie sont appliquées.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 125
Figure 3.40 : Choix de la structure élémentaire selon la direction z
La figure 3.41 montre le profil des vitesses dans la direction z pour une vitesse moyenne à l’entrée de 2,47 m/s. En répétant les simulations pour plusieurs vitesses, la courbe de la figure 3.42 peut être tracée et l’équation des pertes de pression en fonction de la vitesse de la vapeur retrouvée (équations 3.21). Cette équation prédit les pertes de pression avec une erreur moyenne de 6 % par rapport aux simulations.
3.21-a
3.21-b
3.21-c
Figure 3.41 : Profil de vitesses suivant z pour une vitesse moyenne à l’entrée de 2,47 m/s
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 126
0
20
40
60
80
100
120
0 0.5 1 1.5 2 2.5 3 3.5 4 4.5
ΔP
/z (P
a/m
)
Vitesse vapeur (m/s)
Pertes de pression en fonction de la vitesse (direction z)
Corrélation Simulations CFD Figure 3.42 : Pertes de pression en fonction de la vitesse suivant z
3.1.5. Simulation de l’écoulement dans le milieu poreux
Les caractéristiques du milieu poreux étant retrouvées, l’échangeur tubes-calandre est maintenant simulé en 3D pour observer la distribution de l’écoulement vapeur dans la calandre. La géométrie de la calandre est celle de la configuration du chapitre 2, soit alors un diamètre de 9,5 m et une hauteur de 20 m. Par symétrie, l’échangeur peut être divisé en 6 parties avec un angle au sommet de 60°. La vapeur dans le milieu poreux entre à travers un tube circulaire. L’écoulement de la vapeur est simulé pour plusieurs valeurs de la vitesse à l’entrée en cuve, soit alors pour plusieurs diamètres du tube d’entrée. Les résultats des simulations sont représentés sur les figures 3.43 à 3.45.
(a)
(b)
Figure 3.43 : Distribution de la vapeur dans le milieu poreux pour une vitesse à l’entrée de 8,7 m/s, (a) distribution en cuve de la calandre, (b) distribution en tête de la calandre
Les figures montrent que quelle que soit la vitesse d’entrée de la vapeur dans la calandre en cuve, une mal distribution de l’écoulement sur la section persiste jusqu’en tête. Un écart relatif de 34 % est calculé entre la vitesse au centre de la calandre et celle sur le contour extérieur, à une hauteur de 15 m du fond.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 127
La distribution de la vapeur dans la calandre ne peut être homogène sans l’ajout de dispositifs de distribution adéquats. Divers dispositifs de distribution de la vapeur à l’entrée de la calandre sont proposés dans la littérature [18,19].
(a)
(b)
Figure 3.44 : Distribution de la vapeur dans le milieu poreux pour une vitesse à l’entrée de 7 m/s, (a) distribution en cuve de la calandre, (b) distribution en tête de la calandre
(a)
(b)
Figure 3.45 : Distribution de la vapeur dans le milieu poreux pour une vitesse à l’entrée de 3,2 m/s, (a) distribution en cuve de la calandre, (b) distribution en tête de la calandre
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 128
3.2. Revue des dispositifs permettant l’homogénéisation de la
distribution du gaz Le but des dispositifs de distribution est d’homogénéiser le débit de vapeur à l’entrée sur la totalité de la section de la calandre. Un premier dispositif proposé [18] consiste en un canal de section décroissante qui distribue progressivement l’écoulement d’entrée sur toute la section de la calandre, en commençant par le centre, comme montré sur la figure 3.46.
Figure 3.46 : Dispositif de distribution à section décroissante [18]
Ce dispositif de distribution présente le désavantage de son installation en tenant compte de la présence des tubes. Un deuxième dispositif est alors proposé [19]. Il consiste à installer une double calandre en cuve de l’échangeur (figure 3.47). La calandre intérieure est munie d’ouvertures réparties sur toute sa surface, laissant passer le débit de vapeur introduit dans l’enveloppe formée entre les deux calandres.
(a)
(b)
Figure 3.47 : Dispositif de distribution à double calandre et déflecteurs d’écoulement, (a) vue de face, (b) vue de dessus [19]
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 129
L’écoulement de vapeur traversant les ouvertures de la double calandre est redirigé dans la calandre au moyen des déflecteurs introduits. Ces déflecteurs sont placés verticalement en face des ouvertures de la double calandre permettant ainsi la répartition homogène de l’écoulement sur toute la section de la calandre. Des brides de maintiens sont soudées à la calandre, à la double calandre et aux déflecteurs pour assurer leur verticalité et pour empêcher l’écoulement vertical de la vapeur sur le contour extérieur de la calandre. Ces brides sont munies d’ouvertures circulaires de diamètre supérieur à celui des tubes permettant ainsi un écoulement vertical de la vapeur autour des tubes. Ces dispositifs de distribution et éventuellement d’autres seront testés sur la colonne pilote.
4. Distribution du film liquide sur les parois externes des tubes Dans l’échangeur tubes-calandre conçu pour la distillation diabatique de l’air, la vapeur à haute pression, s’écoulant dans la calandre, se condense au contact des parois extérieures froides des tubes et le liquide formé s’écoule sous forme de film sur ces parois. La condensation peut se faire suivant deux modes : en film ou en gouttes. Pour les fluides cryogéniques, caractérisés par leur caractère mouillant [20], la condensation a généralement lieu sous forme de film liquide. De plus, la condensation en gouttes ne peut avoir lieu sur une longue durée de temps car les gouttes s’accumulent pour mouiller toute la surface. En l’absence d’entrée liquide à haute pression en tête de l’échangeur tubes-calandre, le problème de distribution en film du liquide sur les parois externes des tubes n’existe pas. Cependant, dans le cas d’un changement de section dans l’échangeur, le liquide à haute pression, recueilli de la section supérieure, doit être redistribué, d’une façon homogène et sous forme de films, sur les parois externes des tubes de la section inférieure. Ce problème, présent dans différentes applications d’échangeurs à film tombant sur les parois externes de tubes, est résolu par l’installation d’un dispositif de distribution adéquat. Différentes géométries de distributeurs existent déjà [21-24]. Le choix de l’un ou de l’autre des distributeurs se fait selon des critères économiques et des critères d’installation, de maintenance et d’encombrement.
4.1. Distributeur à ouvertures Un premier type de distributeur consiste en un plateau de distribution, muni de zones de dépressions, qui se terminent par des ouvertures à travers lesquelles passent les tubes (figure 3.48-a [21]). Ces ouvertures ne sont pas annulaires ; à quelques endroits, les tubes sont soudés au plateau de distribution comme montré sur la figure 3.48-b [21]. Au-dessus du plateau de distribution, une ou plusieurs entrées introduisent le liquide à haute pression. Le liquide s’écoule alors à travers les ouvertures sous forme de film liquide sur les parois externes des tubes. Les bords inférieurs des dépressions peuvent être horizontaux ou fuselés (figure 3.48-c).
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 130
(a)
(b)
(c)
Figure 3.48 [21] : Distributeur de liquide sur les parois externes des tubes, (a) plateau de distribution, (b) ouverture dans le plateau, (c) bords inférieurs des dépressions
4.2. Distributeur à plusieurs niveaux Dans le but d’obtenir des plateaux de distribution à ouvertures annulaires autour des tubes, un distributeur à deux niveaux est proposé [22]. Le liquide, introduit en tête par une ou plusieurs entrées, traverse d’abord un barbotteur à travers des ouvertures réalisées dans le barbotteur pour cet effet. Les tubes de l’échangeur sont soudés au barbotteur. En dessous du barbotteur, un plateau de distribution, muni d’ouvertures circulaires de diamètre supérieur au diamètre extérieur des tubes, permet au liquide de s’écouler sous forme de film liquide à travers les espaces annulaires ainsi créés (figure 3.49). Ce distributeur présente l’avantage de l’introduction du liquide sous forme de film bien établi depuis la tête de l’échangeur, contrairement au distributeur de la section 4.1. Par contre, la présence de deux niveaux de distribution conduit à une hauteur plus élevée du dispositif de distribution. Dans le cas de la colonne de distillation, en tête de la colonne ou de la section considérée, deux dispositifs devraient se superposer : un distributeur pour le liquide à basse pression dans les tubes et un distributeur pour le liquide à haute pression dans la calandre. Le critère d’encombrement impose donc les distributeurs les plus réduits possibles.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 131
Figure 3.49 : Distributeur à deux niveaux [22]
4.3. Distributeur à éléments coniques Un deuxième type de distributeur, permettant de ne pas souder les tubes au plateau de distribution, est présenté sur la figure 3.50 [23]. Une plaque métallique est soudée aux tubes dans un niveau supérieur au distributeur. Le plateau de distribution est muni d’ouvertures circulaires à travers lesquelles passent les tubes. Des éléments coniques sont alors soudés entre la plaque métallique supérieure et le plateau de distribution (figure 3.50-a). Ces éléments coniques sont munis de fentes, à travers lesquelles s’écoule le liquide accumulé sur le plateau de distribution (figure 3.50-b).
(a)
(b)
Figure 3.50 [23] : Distributeurs à éléments coniques, (a) vue globale du distributeur, (b) détails de l’élément conique de distribution
Il est à noter que, dans le cas de la colonne de distillation de l’air, un plateau de distribution du liquide à basse pression (paragraphe 1) est monté en dessus du dispositif de distribution du
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 132
liquide à haute pression. La plaque métallique qui maintient les tubes ne sera autre que le plateau de distribution du liquide à basse pression. Ce dispositif de distribution, ainsi que celui de la section 4.1, présentent l’avantage d’un faible encombrement. Le dispositif à éléments coniques pourrait cependant présenter le désavantage de la mise en place, spécialement la construction des éléments coniques à fentes. Le choix de l’un ou l’autre des dispositifs dépend de l’analyse coût / bénéfices de chaque constructeur.
Conclusions et perspectives Dans ce chapitre, les aspects de distribution des mélanges de liquide et de vapeur dans l’échangeur tubes-calandre conçu pour la distillation diabatique de l’air sont traités et des solutions aux problèmes de mal distribution sont proposées. Les deux problèmes de distribution majeurs dans la colonne sont la distribution homogène du liquide à basse pression sous forme de film liquide à l’intérieur des tubes en tête et la distribution homogène de la vapeur à haute pression autour des tubes en cuve. Un dispositif de distribution du film liquide à basse pression, formé d’un plateau de distribution et de fentes réalisées dans les extrémités supérieures des tubes est proposé. Les caractéristiques géométriques de ce dispositif sont calculées pour assurer la répartition homogène. Un banc d’essais a permis de visualiser l’écoulement de films d’azote liquide dans les tubes et de choisir la géométrie des fentes de distribution et le type de corrugation dans le tube. Comme résultat, les fentes à réaliser dans les tubes sont des fentes en hélice, d’angle 5° avec l’horizontale. Les corrugations des tubes devraient avoir un pas supérieur à 10 mm et un angle par rapport à l’horizontale supérieur à 20°. Sur ce banc d’essais, des essais ultérieurs, avec différents fluides, permettront de calculer le coefficient de débit à travers les fentes ainsi que le débit minimal de mouillage des tubes en fonction des propriétés thermodynamiques des liquides. Pour étudier la distribution homogène de la vapeur à haute pression dans la calandre, des simulations CFD sur un milieu poreux équivalent à la calandre sont effectuées. La distribution de la vapeur dans la calandre pour différentes vitesses d’entrée en cuve est simulée. Les problèmes de distributions persistent quelle que soit la vitesse. Des dispositifs de distribution sont alors proposés. Deux autres formes de mal distribution peuvent se manifester dans le cas où un changement de section a lieu le long de la colonne : la distribution homogène du film liquide à haute pression sur les parois externes des tubes et la distribution homogène de la vapeur à basse pression dans les tubes. Une recherche bibliographique est réalisée, portant sur les dispositifs de distribution du film liquide sur les parois externes des tubes et de la vapeur à basse pression sur les tubes.
Chapitre 3 : Etude des écoulements de liquide et de vapeur dans la colonne 133
REFERENCES [1] D.T. Hughes, T.R. Bott, Minimum thickness of a liquid film flowing down a vertical tube, International Journal of Heat and Mass Transfer, Vol. 41 (1998), 253-260 [2] D.E. Hartley, W. Murgatroyd, Criteria for the break-up of thin liquid layers flowing isothermally over solid surfaces, International Journal of Heat and Mass Transfer, Vol. 7 (1964), 1003-1015 [3] K.R. Morison, Q.A.G. Worth, P. O’Dea, Minimum wetting and distribution rates in falling film evaporators, Trans IChemE, Part C (December 2006) [4] M. S. El Genk, H. H. Saber, Minimum thickness of a flowing down liquid film on a vertical surface, International Journal of Heat and Mass Transfer, Vol. 44 (2001), 2809-2825 [5] T. Hobler, Minimum surface wetting, Chemia Stosow 2B (1964), 145-159 [6] S.G. Bankoff, Minimum thickness of a draining liquid film, International Journal of Heat and Mass Transfer, Vol. 14 (1971), 2143-2146 [7] J. Mikielewicz, J.R. Moszynski, Minimum thickness of a liquid film flowing vertically down a solid surface, International Journal of Heat and Mass Transfer, Vol. 19 (1976), 771-776 [8] A. Doniec, Laminar flow of a liquid rivulet down a vertical solid surface, Canadian Journal of Chemical Engineering, Vol. 69 (1991), 198-202 [9] N.D. Halbrook, Falling film condensing heat exchanger with liquid film heat transfer, United States Patent 5893410, April 1999 [10] M.G. Kessler, K.E. Frank, E.V. Laumann, Falling film evaporator, United States Patent, 38949232, November 1974 [11] J.P.H. Scheffers, Apparatus for the evaporation of liquids, United States Patent 3132064, October 1960 [12] H.A. Bryan et al, Falling film heat exchanger, United States Patent 3437124, July 1967 [13] http://integrals.wolfram.com/index.jsp?expr=2*k*Sqrt(2*g)*Sqrt[H-a-x]*Sqrt[R^2-(R-x)^2]&random=false [14] Handbook of porous media, Edited by Kambiz Vafai, Taylor and Francis, 2005 [15] Fluent, Fluent 6 User’s guide (2001) [16] M.R. Nikou, Turbulence models application on CFD simulation of hydrodynamics, heat and mass transfer in structured packing, ICHMT (2008), 1211-1219
Chapitre 4 : Conception d’une colonne pilote pour validation 135
Chapitre 4 : Conception d’une colonne pilote pour validation
Introduction Ce chapitre a pour objectif de présenter les éléments relatifs au dimensionnement de la maquette de la colonne de distillation tubes-calandre. En effet, le concept de séparation des composants de l’air dans un échangeur tubes-calandre étant encore théorique, une validation expérimentale de la faisabilité de ce processus s’avère nécessaire. Une installation pilote est alors conçue et dimensionnée pour effectuer les mesures nécessaires permettant de valider la faisabilité technique de ce type de colonne échangeur. Dans ce but, une colonne pilote tubes-calandre de dimensions réduites doit prochainement être réalisée et intégrée dans une installation industrielle de séparation cryogénique de l’air de la société Air Liquide. Cette intégration impose des contraintes tant de taille que de configuration de l’unité pilote de séparation pour validation du concept. Des conditions opératoires représentant les conditions réelles d’utilisation sont aussi requises. Pour répondre à ces exigences (échangeurs de chaleur, entrées et sorties des mélanges, installation des instruments de mesures) l’unité pilote a été conçue et est présentée dans ce chapitre. Dans une première section de ce chapitre, l’installation industrielle dans laquelle sera intégrée la colonne pilote est d’abord décrite ainsi que les conditions de fonctionnement imposées pour cette colonne pilote. Ensuite cette colonne tubes-calandre pilote est dimensionnée. Les mesures expérimentales qui doivent être réalisées sont définies et le processus de validation détaillée. La colonne pilote est en cours de construction par la société spécialisée dans les échangeurs de chaleur CIAT. La validation expérimentale n’a pu être réalisée dans le cadre de cette thèse et sera effectuée dans un futur proche.
Chapitre 4 : Conception d’une colonne pilote pour validation 136
1. Description de la colonne pilote La figure 4.1 présente schématiquement l’installation où la colonne tubes-calandre pilote sera installée. Les conditions géométriques imposées sont les suivantes :
diamètre de la calandre : ~ 40 cm.
hauteur de l’échangeur : 3 m. Cette installation est intégrée dans un site de séparation des constituants de l’air. L’avantage de cette intégration réside dans la possibilité d’utiliser un grand débit d’air liquide ayant différentes compositions. Un autre avantage réside dans le fait que l’environnement de sécurité disponible sur le site industriel permet de réduire drastiquement le travail de préparation par rapport au cas où cette installation est construite en laboratoire. Afin de mieux comprendre le fonctionnement de cette installation, le gaz dans la partie HP a été coloré en jaune et le liquide en rouge alors que dans la partie BP, le gaz est coloré en bleu clair et le liquide en bleu foncé. Un troisième circuit de fluide (coloré en vert) est également utilisé afin de vaporiser ou condenser les fluides de travail. Les parois de l’installation sont représentées en noir.
Chapitre 4 : Conception d’une colonne pilote pour validation 137
Figure 4.1 : Schéma du pilote colonne-échangeurs Air Liquide [1]
Le principe de fonctionnement est le suivant : le liquide du côté HP accumulé au pied de la colonne, s’évapore pour former un débit de vapeur (2). L’évaporateur du liquide à haute pression (1) a une puissance thermique maximale de 180 kW. Le débit de vapeur (2) est utilisé sous deux formes : une fraction (4) alimente un serpentin servant d’évaporateur à la colonne BP (le débit est contrôlé par thermoconvection) et le reste constitue l’entrée en cuve de la calandre (3). Dans la calandre, une condition de condensation quasi-totale est imposée. La quantité de vapeur à haute pression recueillie en tête (12) est très faible. Le débit de vapeur (4) est condensé dans le serpentin et le débit de liquide (10) est recueilli à la sortie. Le condensat à haute pression est recueilli en cuve (5), puis mélangé au débit sortant du serpentin (10) pour former un débit de liquide à haute pression (11) qui s’accumule au pied de l’installation. La puissance de l’évaporateur (1) est réglée de sorte à assurer un débit de vapeur à haute pression (2) égal au débit de liquide à haute pression (11).
Chapitre 4 : Conception d’une colonne pilote pour validation 138
Du côté basse pression, le liquide (6) est introduit dans les tubes à travers le dispositif de distribution décrit au chapitre 3. Le liquide s’évapore partiellement lors de son écoulement descendant. Le débit recueilli en cuve (7) s’évapore au contact du serpentin formant ainsi l’entrée vapeur à basse pression dans les tubes. Une condition de reflux total est donc appliquée en cuve de la colonne du côté basse pression. La vapeur recueillie en tête (8) se condense dans un condenseur (9) pour former le liquide d’entrée dans les tubes. Une condition de reflux totale est donc appliquée en tête aussi. La puissance maximale du condenseur (9) est de 180 kW. Les conditions opératoires à prendre en compte dans le dimensionnement de l’échangeur se résument donc par ce qui suit.
Du côté basse pression : o pression ≤ 1 MPa o reflux total en tête, qui s’exprime mathématiquement sur le volume fini N par :
LN+1 = VN et xN+1 = yN. o reflux total en cuve, soit alors sur le volume fini 1 : L1 = G0 et x1 = y0. o puissance du condenseur en tête = 125 kW (70 % de la puissance maximale).
Du côté haute pression : o pression ≤ 1,8 MPa. o condensation quasi-totale de la vapeur. o puissance de l’évaporateur en cuve = 125 kW (70 % de la puissance maximale).
Différence maximale de pression entre la calandre et les tubes = 800 kPa. Un facteur de sécurité est pris pour éviter tout risque de rupture. La différence maximale considérée entre la haute et la basse pressions pour le dimensionnement est de 700 kPa.
Ces conditions sont intégrées dans le modèle numérique développé et décrit dans le chapitre 2 et les dimensions de l’échangeur tubes-calandre en sont déduites.
Chapitre 4 : Conception d’une colonne pilote pour validation 139
2. Dimensionnement de la colonne pilote tubes-calandre Les caractéristiques géométriques et opératoires de la colonne pilote tubes-calandre répondant aux conditions imposées par l’installation industrielle ont été calculées à l’aide du code de calcul développé et sont présentées dans ce paragraphe.
2.1. Méthode de dimensionnement de l’échangeur Dans un premier temps, les débits de liquide et de vapeur maximaux pouvant être générés respectivement par le condenseur en tête et l’évaporateur en cuve sont calculés. Pour le dimensionnement, les compositions molaires des mélanges en cuve et en tête de l’échangeur sont fixées par des contraintes liées au système où la colonne pilote sera installée :
en tête de la colonne à basse pression : mélanges à 99 % en moles d’oxygène
en cuve de la colonne à haute pression : mélanges à 4,5 % en moles d’oxygène. Ces débits sont calculés pour les puissances nominales des échangeurs de 125 kW. Les valeurs calculées sont les suivantes :
à basse pression, la valeur du débit de vapeur (8), égale au débit de liquide (6), dépend de la pression dans les tubes. Elle varie entre 0,6 et 0,7 kg/s pour des pressions entre 100 et 1000 kPa
à haute pression, la valeur du débit de vapeur (2) dépend de la valeur de pression. Elle varie entre 0,7 et 1 kg/s pour une pression variant entre 300 et 1800 kPa. Ce débit est la somme du débit de vapeur entrant dans la calandre et du débit de vapeur à introduire dans le serpentin pour évaporer le liquide à basse pression sortant en cuve de l’échangeur :
Pour déterminer la valeur de la pression dans la calandre et les caractéristiques géométriques de l’échangeur, diamètre des tubes, espacement inter-tubulaires, nombre de tubes et diamètre de la calandre), une méthode itérative est utilisée. Pour chaque combinaison des valeurs des pressions dans les tubes et dans la calandre et des paramètres géométriques de l’échangeur, les itérations commencent par un débit de vapeur à haute pression entrant dans la calandre égal à la moitié du débit maximal pouvant être évaporé dans l’évaporateur en cuve. Ensuite, les valeurs de ce débit et de la haute pression sont corrigées pour répondre aux deux conditions opératoires :
condensation quasi-totale dans la calandre
Les différences de températures entre les tubes et la calandre sont limitées par la condition d’un
La quantité de chaleur échangée étant directement proportionnelle à la différence de températures ainsi qu’au débit de vapeur circulant dans la calandre, les quantités de vapeur à haute pression pouvant être condensées dans un échangeur de 3 m sont donc très réduites.
2.2. Dimensions de l’échangeur tubes-calandre
Chapitre 4 : Conception d’une colonne pilote pour validation 140
Les paramètres géométriques de la colonne pilote tubes-calandre, sont les suivants :
nombre de tubes = 127
diamètre interne d’un tube = 23 mm
épaisseur d’un tube = 1 mm
espacement inter-tubulaire = 8 mm
diamètre de la calandre = 42,3 cm Les paramètres opératoires sont alors définis comme suit :
haute pression = 810 kPa.
basse pression = 110 kPa.
puissance à l’évaporateur à haute pression en cuve = 108 kW.
puissance au condenseur à basse pression en tête = 106 kW.
débit de vapeur à haute pression entrant dans la calandre = 0,03 kg/s.
débit de vapeur à haute pression entrant dans le serpentin = 0,7 kg/s.
débit de vapeur à haute pression recueilli en tête = 0,019 kg/s.
débit de vapeur à basse pression condensée en tête = 0,5 kg/s.
débit de liquide à basse pression évaporé en cuve = 0,48 kg/s.
quantité de chaleur échangée le long de l’échangeur = 2,3 kW. La figure 4.2 présente les profils des paramètres caractérisant les écoulements aux deux niveaux de pression, pour l’échangeur ainsi défini. Sur la figure 4.2-a, on note le faible débit de vapeur condensé dans la calandre (11,3 g/s) à cause de la faible quantité de chaleur échangée (2,3 kW). Le débit de liquide à haute pression recueilli en cuve est donc de 11,3 g/s et présente une fraction molaire de 10 % en oxygène (figure 4.2-b).
0
0.005
0.01
0.015
0.02
0.025
0.03
0.035
0 0.5 1 1.5 2 2.5 3 3.5
dé
bit
s (k
g/s)
hauteur (m)
débits des écoulements dans la calandre
débit vapeur débit liquide
(a)
0
0.02
0.04
0.06
0.08
0.1
0.12
0 0.5 1 1.5 2 2.5 3 3.5
frac
tio
ns
mo
lair
es
hauteur (m)
fractions molaires de l'O2 dans les mélanges HP
fraction d'O2 dans la vapeur fraction d'O2 dans le liquide
(b)
0.488
0.49
0.492
0.494
0.496
0.498
0.5
0.502
0 0.5 1 1.5 2 2.5 3 3.5
dé
bit
s (k
g/s)
hauteur (m)
débits des écoulements dans les tubes
débit vapeur débit liquide
0.988
0.99
0.992
0.994
0.996
0.998
1
1.002
0 0.5 1 1.5 2 2.5 3 3.5
frac
tio
ns
mo
lair
es
hauteur (m)
fractions molaires d'O2 dans les mélanges BP
fraction d'O2 dans la vapeur fraction d'O2 dans le liquide
Chapitre 4 : Conception d’une colonne pilote pour validation 141
(c) (d) Figure 4.2 : Caractéristiques des écoulements dans l’échangeur, (a) débits dans la calandre, (b) fractions
molaires de l’oxygène dans les mélanges de la calandre, (c) débits dans les tubes, (d) fractions molaires de l’oxygène dans les mélanges des tubes
Du côté basse pression, un débit de 11 g/s est évaporé dans les tubes. Le débit de liquide sortant en cuve est de 490 g/s et nécessite une quantité de chaleur de 104 kW. Cette quantité de chaleur est assurée par un débit de vapeur à haute pression de 637,5 g/s. Le débit total de vapeur à haute pression à évaporer dans l’évaporateur en cuve est alors de 667,5 g/s. La puissance de l’évaporateur est de 109 kW.
3. Mesures à effectuer et validation expérimentale Sur la colonne pilote, des mesures de débits, de compositions et de pressions en cuve et en tête de l’échangeur permettront de valider le choix des corrélations de calcul des coefficients de transferts de masse, de chaleur et des pertes de charge. Les paramètres mesurés forment l’entrée d’un code de calcul, qui en déduit les paramètres non mesurés et calcule par la suite les coefficients de transferts de masse et de chaleur, les profils de pressions et de températures, ainsi que le profil de la quantité de chaleur échangée le long de la colonne. Il faut noter que ce type de validation est dit global et des mesures intermédiaires tout le long de la colonne tubes-calandre ne sont pas mises en place compte tenu de la complexité de l’instrumentation.
3.1. Mesures de pression A chaque niveau de pression, les pertes de charge entre l’entrée en cuve et la sortie en tête seront mesurées. Ceci permet de vérifier les corrélations de pertes de pression présentées dans le chapitre 2. Deux mesures de pression seront aussi réalisées : la haute pression en cuve et la basse pression en tête. Cela permet de vérifier en permanence les niveaux de pression de chaque côté de la colonne et d’éviter toute variation de la pression ainsi que ses effets directs sur la quantité de chaleur échangée. Toute variation des niveaux de pression est corrigée en faisant varier les charges aux échangeurs :
une augmentation (ou diminution) de la pression mesurée en cuve de la calandre est corrigée par une diminution (ou augmentation) du débit d’azote alimentant l’évaporateur (vanne V1) ; ceci réduit (ou augmente) la quantité de vapeur (2) et par suite la pression
une augmentation (diminution) de la basse pression mesurée en tête de l’installation est corrigée par une diminution (augmentation) du débit d’azote alimentant le condenseur (vanne 3) ; ceci permet de réduire (d’augmenter) la quantité de liquide (6) entrant dans les tubes et par suite la quantité de vapeur sortant en tête.
3.2. Mesures des débits et des compositions molaires Les mesures de débits et de fractions molaires d’oxygène à réaliser sur le banc d’essais sont les suivantes :
mesure 1 : débit de vapeur à haute pression (2).
mesure 2 : débit de vapeur soutiré en tête de la calandre (12).
mesure 3 : débit de vapeur à basse pression à la sortie en tête (8).
Chapitre 4 : Conception d’une colonne pilote pour validation 142
mesure 4 : débit de vapeur à basse pression à l’entrée en cuve (7).
mesure 5 : composition du liquide à haute pression à la sortie en cuve (5).
mesure 6 : composition de la vapeur à haute pression à la sortie en tête (12).
mesure 7 : composition de la vapeur à basse pression à l’entrée en cuve (7).
mesure 6 : composition de la vapeur à basse pression à la sortie en tête (8). Ces mesures permettront de déduire tous les débits et fractions molaires des mélanges entrants et sortants dans l’échangeur. En cuve de la colonne et en tête de la colonne à basse pression, la composition molaire des mélanges sortants est égale à la composition molaire des mélanges entrants. Dans une première étape, les mesures 4 et 7 permettent de calculer la chaleur échangée dans le serpentin. De cette quantité de chaleur, avec la mesure 5, est déduit le débit de vapeur à haute pression (4) à condenser, qui est égal au débit de liquide recueilli (10). Ayant le débit de vapeur à haute pression introduit dans le serpentin, et avec la mesure 1, le débit de vapeur (3) entrant dans la calandre est calculé dans une deuxième étape. Ces résultats permettent de calculer avec la mesure 2, la quantité de vapeur condensée dans la calandre, et par suite le débit de liquide sortant en cuve (5). Ce débit, ajouté au débit sortant du serpentin (10), mène au débit de liquide (11) à haute pression. Ce débit est aussi égal à la différence entre le débit de vapeur (2) et le débit de vapeur sortant en tête de la calandre, mesure 1 et mesure 2 respectivement). Les mesures 3 et 8 permettent de réguler la puissance du condenseur en tête de sorte à condenser la totalité du débit de vapeur sortant (8). Ensuite ces résultats seront utilisés pour caractériser les échanges de masse et de chaleur ayant lieu au sein de la colonne tube calandre.
3.3. Exploitation des mesures Un code de calcul a été développé permettant de déduire, à partir des caractéristiques des mélanges en cuve et en tête de l’échangeur (pressions, températures, débits et compositions molaires), les paramètres suivants :
coefficients de transferts de masse ;
coefficients de transfert de chaleur ;
profil des échanges de chaleur le long de la colonne et quantité de chaleur totale échangée ;
profil des débits et des compositions molaires des écoulements aux deux niveaux de pression.
Ayant les caractéristiques des mélanges aux entrées et sorties de l’échangeur, une première étape d’initialisation suppose des profils de variation linéaire des paramètres pris en compte (débits, compositions molaires et pressions). Les profils de pressions et de compositions molaires sont utilisés pour calculer les profils des températures de saturation liquide aux deux niveaux de pression. Pour l’exploitation des mesures expérimentales, les pertes de pression sont considérées linéaires le long de l’échangeur. Les caractéristiques des écoulements ainsi trouvées, permettent de calculer les coefficients de transfert de chaleur et les coefficients de transfert de masse dans le liquide et dans la vapeur
Chapitre 4 : Conception d’une colonne pilote pour validation 143
aux deux niveaux de pression, par les corrélations présentées au chapitre 2. L’échangeur peut donc être simulé, pour ressortir un nouveau profil de débits et de compositions molaires des mélanges. Les débits de liquide évaporé à basse pression et de vapeur condensée à haute pression, avec leurs compositions molaires respectives aux entrées de l’échangeur, permettent d’estimer la quantité de chaleur totale échangée le long de l’échangeur (presque égale au produit de ces débits par les chaleurs latentes de vaporisation ou de condensation respectives). Cette quantité est comparée à celle calculée par la simulation numérique et les corrections adéquates sont appliquées sur les coefficients de transferts de chaleur. Par analogie aux transferts de chaleur, des corrections peuvent être appliquées sur les coefficients de transferts de masse dans le but d’atteindre les valeurs des compositions molaires mesurées aux sorties de l’échangeur. Les calculs sont alors répétés avec les nouveaux profils des coefficients de transferts de masse et de chaleur. Par itérations successives, les profils des coefficients de transferts donnant les valeurs mesurées aux sorties de l’échangeur sont calculés.
Conclusions et perspectives Dans ce chapitre, une colonne pilote tubes-calandre a été conçue dans le but de valider le concept de distillation diabatique de l’air cryogénique dans un échangeur tubes-calandre. Les conditions géométriques et opératoires imposées par l’intégration dans une installation industrielle de distillation des gaz de l’air sont prises en compte dans le dimensionnement. La colonne pilote comprend 127 tubes de diamètre extérieur 25 mm et une calandre de diamètre extérieur de 423 mm. Les mesures expérimentales permettront de caractériser les mélanges aux entrées et aux sorties de l’échangeur aux deux niveaux de pression. A partir de ces mesures, un code de calcul permet de ressortir les coefficients de transferts de masse et de chaleur ainsi que le profil des quantités de chaleur échangées le long de la colonne. La validation sera effectuée après réalisation et installation de l’échangeur par la CIAT et la société AIR LIQUIDE, partenaires dans le projet dans le cadre duquel a été réalisée cette thèse.
Chapitre 4 : Conception d’une colonne pilote pour validation 144
Conclusions générales et perspectives 145
Conclusions générales et perspectives
L’objectif de cette thèse est de concevoir une colonne de distillation à échanges de chaleur intégrés pour la production d’oxygène de moyenne pureté et à basse consommation énergétique dédiée aux procédés d’oxycombustion. Dans ce but, un échangeur du type tubes-calandre permet de coupler deux colonnes, à deux niveaux de pression, l’une constituée par les tubes, l’autre par la calandre, avec des surfaces d’échanges de chaleur maximales entre elles. Ces échanges de chaleur internes, des mélanges cryogéniques de l’air à haute pression vers les mélanges cryogéniques à basse pression, permettent de réduire les consommations énergétiques du procédé en éliminant les échangeurs installés conventionnellement en cuve et en tête des colonnes de distillation. Une analyse exergétique permet de comparer les colonnes à échanges de chaleur intégrés, dites diabatiques, aux double-colonnes de distillation adiabatiques conventionnelles. Les paramètres opératoires et géométriques de trois types de colonnes, les colonnes simples adiabatiques, les colonnes adiabatiques doubles couplées par un échange de chaleur local entre elles et les colonnes diabatiques, couplées par un échange de chaleur global, sont optimisés pour minimiser les pertes exergétiques dans chacune d’elles. Ensuite, par comparaison des optimums de chaque type de colonne, des réductions de 23 % sont calculées sur les pertes exergétiques des colonnes, en passant d’une colonne conventionnelle de production d’oxygène qui est une colonne double adiabatique, à la colonne diabatique, objet d’étude de cette thèse. Dans la colonne de distillation diabatique conçue sous forme d’un échangeur du type tubes-calandre, les conditions d’échanges couplés de masse et de chaleur sont modélisées : dans chaque colonne (tubes ou calandre), les transferts de masse entre les écoulements de liquide et de vapeur à contre-courant et entre les deux colonnes les transferts de chaleur du côté haute pression au côté basse pression. Le fonctionnement de la colonne est ainsi simulé pour les deux configurations possibles des niveaux de pression dans l’échangeur et la configuration où les mélanges à haute pression s’écoulent dans la calandre et ceux à basse pression dans les tubes est retenue pour ses avantages liés à une répartition plus facile des films de liquide condensé sur les surfaces externes des tubes et à une surface au sol plus faible. Dans l’échangeur tubes-calandre ainsi conçu, différentes formes de mal distribution des fluides, aux échelles globale et locale, peuvent apparaître. A l’échelle globale, ces problèmes de mal distributions se résument par l’introduction des mélanges à basse pression dans les tubes (la vapeur en cuve et le liquide en tête) et l’introduction des mélanges à haute pression dans la calandre autour des tubes. A l’échelle locale, la mal distribution est celle des films liquides sur les parois intérieures et extérieures des tubes. L’étude de l’effet de ces formes de mal distribution sur le fonctionnement de la colonne de distillation montre une diminution de l’efficacité des colonnes, traduite par des valeurs des hauteurs équivalentes aux plateaux théoriques nettement plus élevées dans les cas où les mélanges sont mal répartis sur les tubes ou dans la calandre et dans les cas où les surfaces des tubes ne sont pas complètement mouillées par les films de liquide. Une diminution de la pureté en oxygène produit pouvant atteindre 30 % est aussi calculée sous l’effet de ces types de mal distribution. Ces différentes formes de mal distribution sont alors étudiées, expérimentalement ou par modélisation CFD. Pour l’introduction du liquide à basse pression en tête des tubes sous forme
Conclusions générales et perspectives 146
de film, un dispositif de distribution a été dimensionné et testé sur un banc d’essais expérimental cryogénique permettant de déduire la géométrie et les dimensions optimales de ce dispositif. Du côté basse pression, le deuxième type de mal distribution est celui du débit de vapeur en cuve sur les tubes. Des dispositifs de distribution présentés dans la littérature sont exposés et leur adaptation aux échangeurs tubes-calandre effectuée. Il a été montré que le dispositif en fentes hélicoïdales permet la meilleure répartition de film liquide. Dans la calandre, l’entrée de la vapeur en cuve est simulée numériquement avec un logiciel CFD et les résultats montrent que la mal distribution de la vapeur autour des tubes persiste pour différentes vitesses d’entrée. Des dispositifs de distribution homogène sont alors proposés. Des dispositifs de distribution homogène du film liquide sur les parois externes des tubes ont été également proposés. La validation expérimentale du concept de la distillation de l’air cryogénique dans un échangeur du type tubes-calandre ainsi défini se fait dans une colonne pilote, conçue et dimensionnée dans ce but. Enfin, le travail effectué dans cette thèse appelle un certain nombre d’améliorations et d’études plus poussées. L’analyse exergétique globale du procédé de distillation réel, avec ces différentes unités de compression, de purification et d’échanges de chaleur, permettra de calculer les gains totaux apportés par l’installation de la colonne à échanges de chaleur intégrés en remplacement de la colonne adiabatique double, actuellement utilisée pour la production d’oxygène. La colonne pilote de distillation diabatique dimensionnée, une fois sa construction achevée, permettra de valider les simulations numériques du fonctionnement de la colonne par les mesures expérimentales réalisées. Sur cette colonne pilote, seront testés les différents dispositifs de distribution homogène des mélanges de liquide et de vapeur, à haute et à basse pression en tête et en cuve de la colonne.
Etude et modélisation des conditions d’échanges dans les colonnes de
distillation diabatiques – Etude de la distribution des fluides
RESUME : Les colonnes de distillation de l’air constituent l’un des procédés principaux de séparation des
composants de l’air mais présentent des consommations énergétiques élevées. Dans le but de produire les quantités d’oxygène nécessaire pour les procédés d’oxycombustion à faibles coûts énergétiques, une colonne de distillation diabatique pour la séparation de l’air cryogénique est conçue et modélisée. Elle consiste en un échangeur tubes-calandre où les tubes constituent une première colonne opérant à basse pression et la calandre en constitue une deuxième opérant à haute pression. Les transferts de masse et de chaleur couplés sont modélisés et le fonctionnement de la colonne est simulé. Une analyse exergétique comparative entre trois types de colonnes de distillation d’air cryogénique montre que l’efficacité exergétique de la colonne diabatique conçue est 23 % fois plus élevée que celle des colonnes doubles conventionnelles. La distribution des mélanges dans les tubes et dans la calandre est un point clé dans le procédé de distillation pour une colonne diabatique à échangeur tubes-calandre. Les différentes formes de mal distribution sont étudiées et des solutions proposées. Une colonne pilote est dimensionnée pour valider expérimentalement le concept théorique de la distillation diabatique de l’air cryogénique.
Mots clés : colonnes de distillation – diabatique – distribution de flux – oxycombustion – échangeurs – analyse
exergétique – écoulement de films
Study of the transfer conditions in diabatic distillation columns – Study of the
flow distribution
ABSTRACT: Distillation columns are one of the main methods used for separating air components. Their
inconvenient is their high energy consumption. In order to produce the oxygen needed for oxycombustion with low energy costs, a diabatic distillation column for cryogenic air separation is designed and modeled. It consists of a shell-and-tube heat exchanger where the tubes constitute a first column operating at low pressure and the shell a second one operating at high pressure. Coupled mass and heat transfers are modeled and the diabatic column simulated. A comparative exergy analysis between three types of distillation columns for cryogenic air separation shows that the exergy efficiency of the diabatic column designed is 23 % higher than that of the conventional double columns. The distribution of the mixtures in the tubes and the shell is a key point in the distillation process for a shell-and-tube diabatic column. The different forms of uneven distribution are studied and solutions are proposed. A pilot is designed in order to validate experimentally the theoretical concept of diabatic distillation of cryogenic air.