Nikos Papayannakos, Professor National Technical University of Athens School of Chemical Engineering Unit of Hydrocarbons and Biofuels Processing 8 March 2013 UGent Francqui Chair 2013 / 5th Lecture Scaling down/up three phase reactors
Transcript
Nikos Papayannakos, Professor National Technical University of Athens
School of Chemical Engineering Unit of Hydrocarbons and Biofuels Processing
8 March 2013
UGent Francqui Chair 2013 / 5th Lecture
Scaling down/up three phase reactors
Contents : • Origin of Chemical Engineeing
• Scale down
• Hydrotreatment
• Operation of Small Scale Reactors
• Conclusions
UGent/FCh13/5L
8 March 2013
A View on the Origins of Chemical Engineering
The idea of an Engineer associated with
Chemical Processes existed before 1839 First Appearance of the term Chemical Engineering : Dictionary of Arts, Manufacturers and Mines, published in 1839
UGent/FCh13/5L
8 March 2013
1901 G.E. Davis Published a Handbook of Chemical Engineering / Second edition 1904
A View on the Origins of Chemical Engineering
First official attempts to initiate the Chem Engng profession
1881 G.E. Davis Proposed the formation of a Society of Chemical Engineers in London
1887 G.E. Davis Presented a series of 12 Lectures on the Operation of Chemical Processes
( Unit Operations ) at the Manchester Technical School
1888 M.I.T. / Professor Lewis Moll Norton The first course was offered : Course X – Chemical Engineering
UGent/FCh13/5L
8 March 2013
G.E. Davis 1850 – 1906
Industrial Alkali inspector from Manchester, UK
Most responsible person for applying the term Chemical Engineering to the emerging profession
In his Handbook he stressed the value of • A Unit Operations approach • Safety practices • Large Scale Experimentation (Pilot Plant precursor)
UGent/FCh13/5L
8 March 2013
Scope of Scaling Down • Study at Smaller Scale a Process/Reactor operation
with a view to obtain reliable information for Process/Reactor – Simulation – Design – Scale up
• Benefits of Scaling down – Production of data at much smaller effort and time – Improved Safety ( Smaller is safer ) – Improve the knowledge of Process Characteristics
UGent/FCh13/5L
8 March 2013
Scaling Down Characteristics
• Easy to achieve controllable process parameters T, P, flow rates
• Use of less materials : catalysts, feeds • Less energy consumption and disposal problems • Higher vessel surface to volume ratios
• Lower superficial velocities to keep the same space velocities for CF Reactors
UGent/FCh13/5L
8 March 2013
Hydrotreatment Process I
First Commercial Applications 1950 – 19551,2 based on data from • Pilot Plants Scale Up • Bench Scale Units Catalyst Testing 1 J.J.van Deemter, 3rd Eur. Symp. Chem. Reac. Eng., Pergamon, London, 1964 2 L.D. Ross, Chemical Engineering Progress, 61 (10), 1965
Liquid Phase Mass Balances Boundary condition at the inlet Boundary condition at the outlet Gas Phase Mass Balances Boundary condition at the inlet
[ ] [ ] −===
−= 000
iLLiLLi
LAX xCuxCuddxCD 0=
=L
i
dzdx
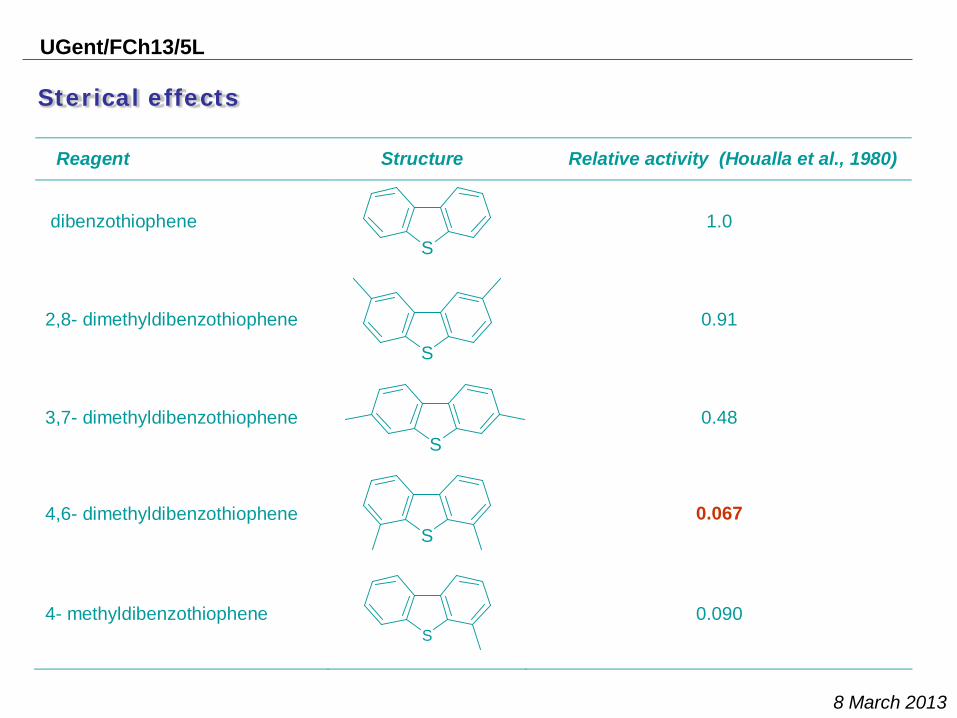
( )SHLHDS,SH
Hnin
LRT
E
i,HDSL
BEDiL
i
i
L
Vi,LGiLAX
iLL
xCkxx
Cekβε
ρ xCHyP
βεaK
ddxCD
dd
dxCud HDS
HDSHDS
22
2
11
+
⋅
−
−
⋅+
= +−
( )( )
−
−−= iL
i
i
L
Vi,LGiGG xCHPy
βεaK
dyCud
1
−===
00 ii yy
UGent/FCh13/5L
8 March 2013
• Cylindrical particles Ni-Mo/γ-Al2O3
• Gas oil 14000 ppm S • P : 54 bar • T : 320 – 350 °C • G/L : 250 – 1000 Nl/kg • WHSV : 0.5 – 4 h-1
• For the diluted beds SiC 250 μm was used
Characteristics : • The cross section area of the bench reactor is 10 times higher • The superficial velocities and the bed height was the same in both reactors
Bench 50 g
UGent/FCh13/5L
8 March 2013
Mini 5.5 g
Experiments with Mini and Bench scale reactors
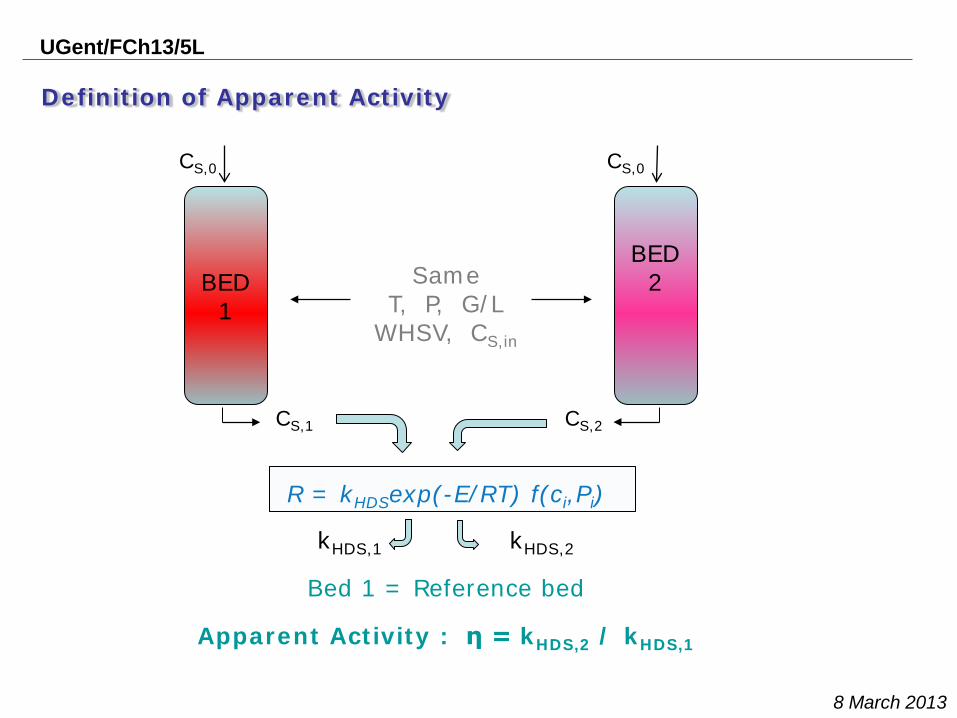
Definition of Apparent Activity
BED 1
BED 2
Same
T, P, G/L WHSV, CS,in
R = kHDSexp(-E/RT) f(ci,Pi)
kHDS,1 kHDS,2
Bed 1 = Reference bed
Apparent Activity : η = kHDS,2 / kHDS,1
CS,1 CS,2
CS,0 CS,0
UGent/FCh13/5L
8 March 2013
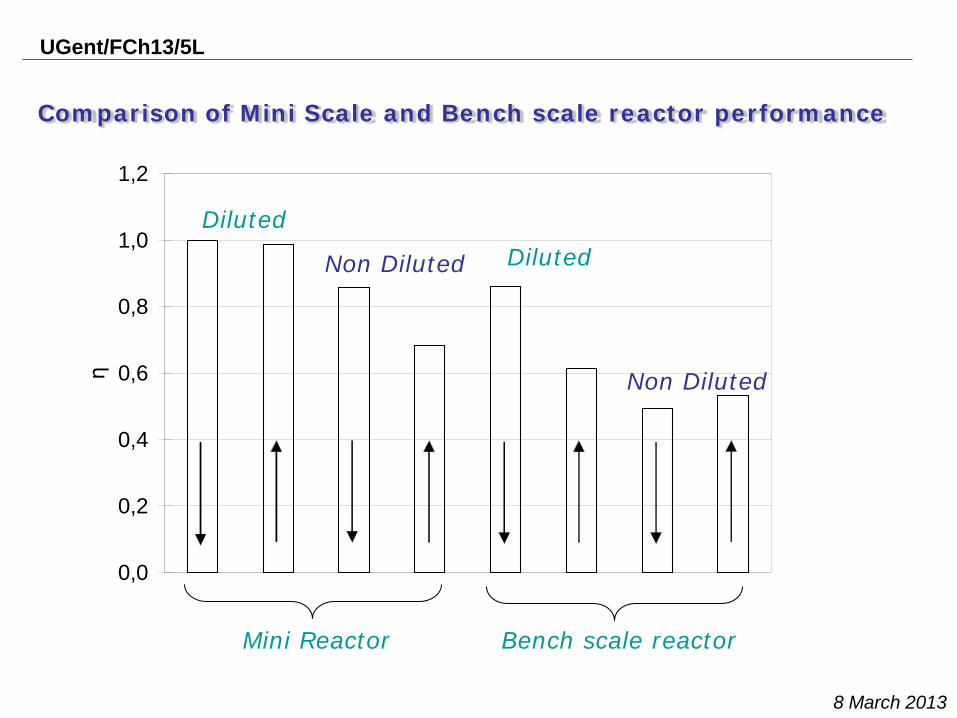
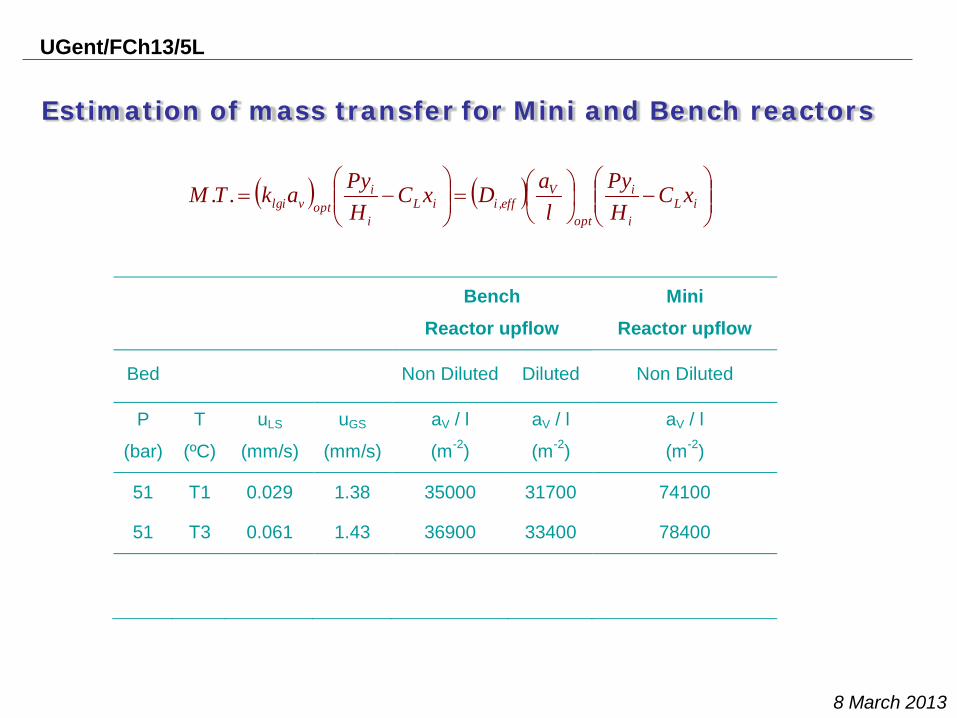
Comparison of Mini Scale and Bench scale reactor performance