40
A GIZ-Holcim Public Private Partnership managed by FHNW Understand Cement Production Module 3
A GIZ-Holcim Public Private Partnership managed by FHNW
Understand Cement Production
Module 3

Module 3: Understand Cement Production
Learning targets
� Participants generally have a basic knowledge of the
chemical, process-technological and environmental
aspects of cement production.
� They also have the basic knowledge to understand and
discuss the environmental dynamics of a modern
cement kiln system.
2
cement kiln system.
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW
Module 3: Understand Cement Production
List of contents
� Cement production: chemistry
� Cement process technology
� Environmental features and aspects of cement
production
3v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Cement is made from „raw materials“
� Four main categories of raw materials for cement/
clinker production
� CaO = C, SiO2 = S, Al2O3 = A, Fe2O3 = F
� Corrective materials provide main elements deficient in the
(locally) available raw materials.
Raw mix will be dried, ground to raw meal and burnt to
Cement production: chemistry
4
� Raw mix will be dried, ground to raw meal and burnt to
clinker (minerals) C3S, C2S, C3A, C4AF
� Mineral components
� Set controllers
� Clinker, set controllers (and mineral components) are
ground to cement
Cement production: chemistry
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW
Module 3: Understand Cement Production
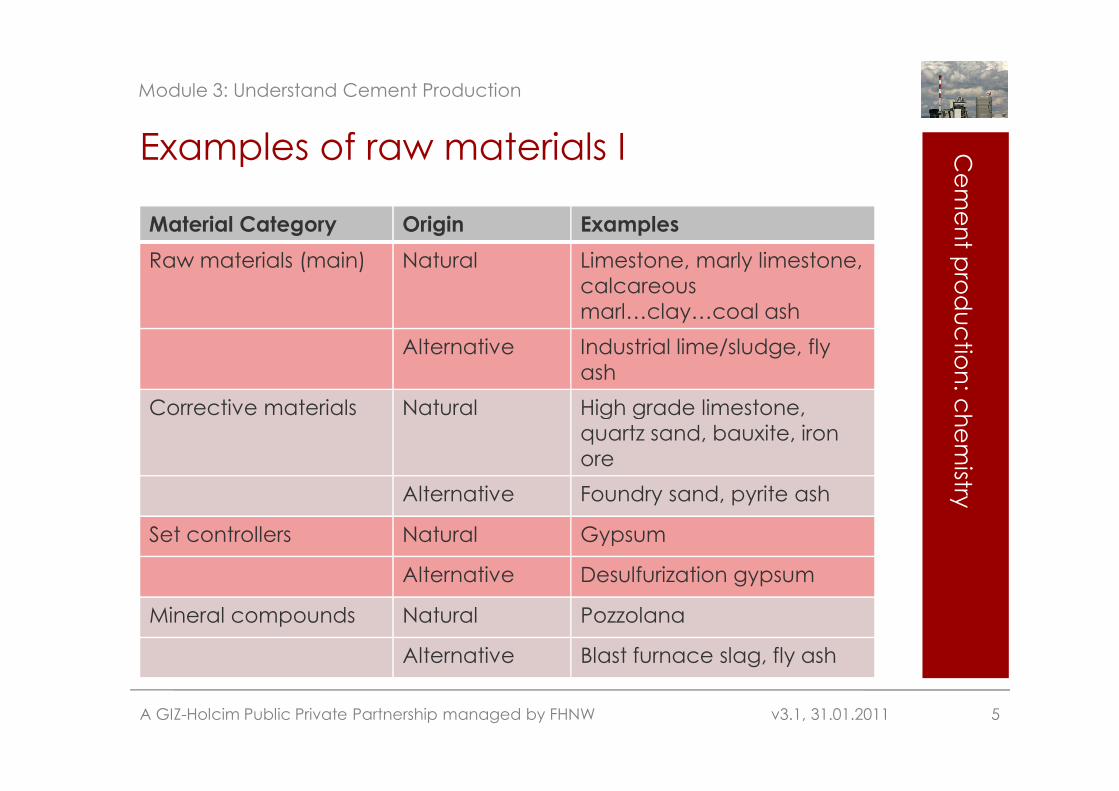
Examples of raw materials I
Material Category Origin Examples
Raw materials (main) Natural Limestone, marly limestone,
calcareous
marl…clay…coal ash
Alternative Industrial lime/sludge, fly
ash
Corrective materials Natural High grade limestone,
Cement production: chemistry
5
Corrective materials Natural High grade limestone,
quartz sand, bauxite, iron
ore
Alternative Foundry sand, pyrite ash
Set controllers Natural Gypsum
Alternative Desulfurization gypsum
Mineral compounds Natural Pozzolana
Alternative Blast furnace slag, fly ash
Cement production: chemistry
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW
Module 3: Understand Cement Production
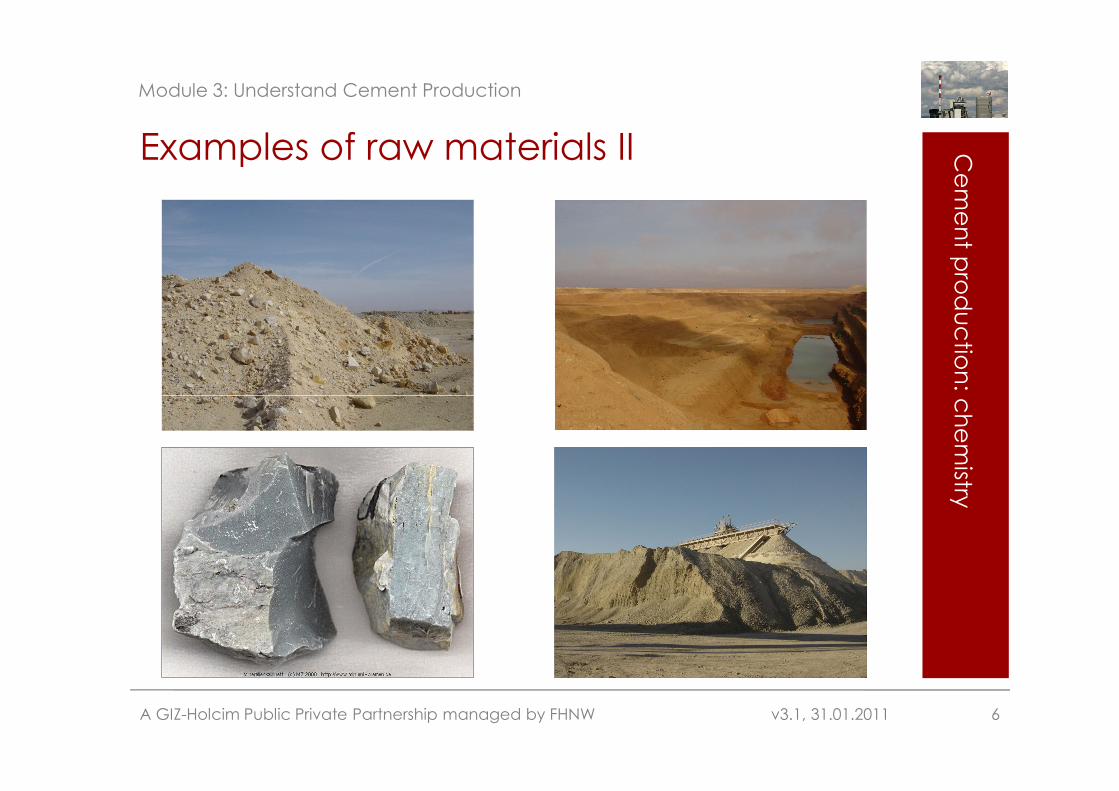
Examples of raw materials II Cement production: chemistry
6
Cement production: chemistry
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW
Module 3: Understand Cement Production
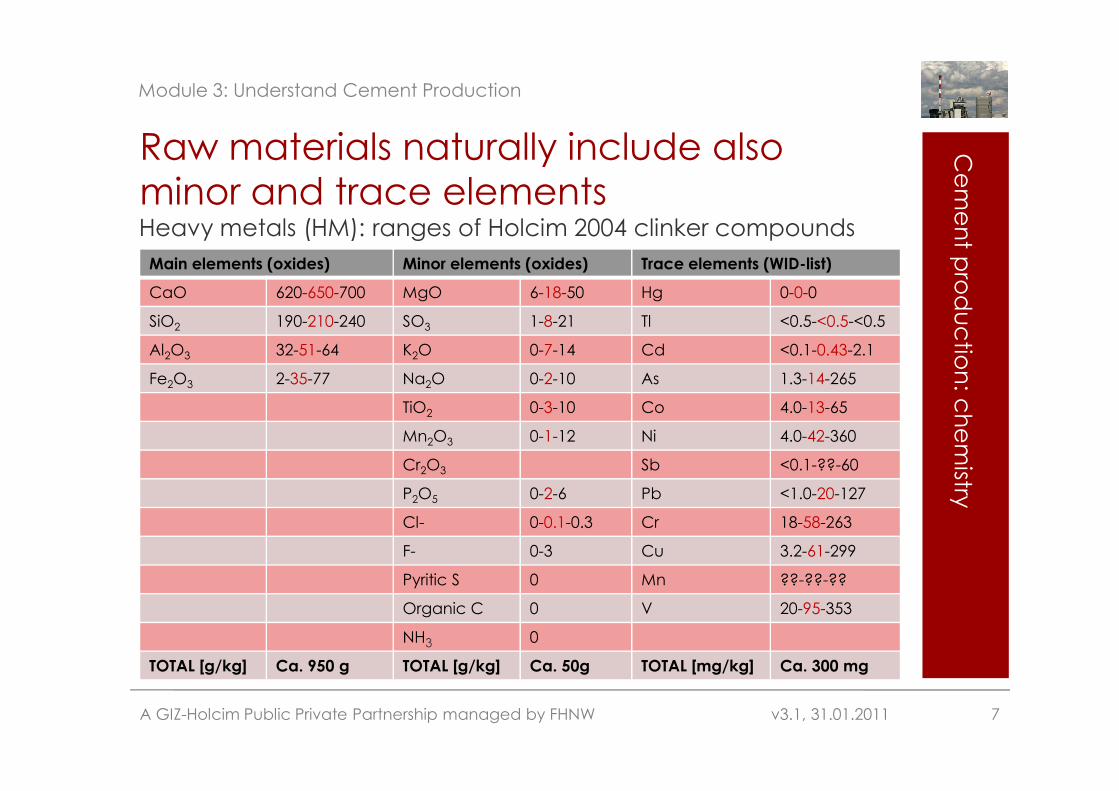
Raw materials naturally include also
minor and trace elementsHeavy metals (HM): ranges of Holcim 2004 clinker compounds
Main elements (oxides) Minor elements (oxides) Trace elements (WID-list)
CaO 620-650-700 MgO 6-18-50 Hg 0-0-0
SiO2 190-210-240 SO3 1-8-21 Tl <0.5-<0.5-<0.5
Al2O3 32-51-64 K2O 0-7-14 Cd <0.1-0.43-2.1
Fe2O3 2-35-77 Na2O 0-2-10 As 1.3-14-265
Cement production: chemistry
7
TiO2 0-3-10 Co 4.0-13-65
Mn2O3 0-1-12 Ni 4.0-42-360
Cr2O3 Sb <0.1-??-60
P2O5 0-2-6 Pb <1.0-20-127
Cl- 0-0.1-0.3 Cr 18-58-263
F- 0-3 Cu 3.2-61-299
Pyritic S 0 Mn ??-??-??
Organic C 0 V 20-95-353
NH3 0
TOTAL [g/kg] Ca. 950 g TOTAL [g/kg] Ca. 50g TOTAL [mg/kg] Ca. 300 mg
Cement production: chemistry
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
To turn raw materials into clinker, they
need to undergo several treatments� Storage/pre-blending
� Chemical analysis
� Proportioning to meet mix calculation targets
� Mixing, drying, grinding (in the raw mill)
Cement production: chemistry
8
� Mixing, drying, grinding (in the raw mill)
� Precalcining to transform CaCO3 into CaO and CO2,
(CO2 emits to the atmosphere)
� Burning clinker minerals (rotary kiln)
� Rapid air cooling to stabilize the clinker minerals
Cement production: chemistry
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Thermal processes in the kiln system
� Decarbonization, clinker
mineral formation and
first clinker cooling is
performed in the high
temperature zone of the
kiln system with:
Cement production: chemistry
9
kiln system with:
� Material temperature
between 800 and
1,450°C
� Combustion air and
combustion gas
temperatures between
800 and 2,000°C
Cement production: chemistry
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Cement making today: the process flow
chartCement process te
chnology
10
Cement process te
chnology
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Clinker production today: the kiln flow
chart
Exhaust airdedustingSuspension preheater
Exhaust gasdedusting
DOM
300°°°°C250°°°°C100°°°°C
Cement process te
chnology
11
Rotary kiln
Clinker cooler
Precalciner
Raw mill
Coolingtower
Tertiary air duct
DOM duct
100°°°°C
Cement process te
chnology
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Firing a cement kiln: feeding continuous streams
of uniform quality combustible materials
� The example of mineral coal as the generic case for all (natural and alternative) fuels:
1 2 3
Arrow = transport processes
Fuel preparation� drying� grinding
Fuelsourcing
Fuelproportioningto feed points
Cement process te
chnology
12
Arrow = transport processes
1 = Storage of raw coal
2 = Fine coal silo
3 = Kiln system
Desired characteristics of cement kiln fuels:
� Continuous availability in large quantities
� High and uniform quality
� Low water and ash content / fineness appropriate for feed point
� Good flowability / metrability for low excess air combustion
� Environmental soundness
Cement process te
chnology
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Fuel feed point in cement kiln systems
Precalciner firing
or secondary firing (SP kilns)
Cement process te
chnology
13
Main firingKiln inlet firing
Cement process te
chnology
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Cement and concrete production:
blocks and numbers [tonne / tonne clinker]
1Burning
process2
Cement
grinding3
Ready mix
concrete
plant4
1.65
0.15
1.5
0.12
0.5+0.3
1.0
0.33
1.33
8.0 0.66
10.0
(4 m3)
Raw materials� Proportioning� Drying� Grinding
Cement process te
chnology
14
Natural and
alternative
raw materials
preparation
5
Natural and
alternative
fuels
preparation
6 7
Natural and
alternative
min. comp.
preparation
Natural and
alternative
aggregates
preparation
8
1 = Raw meal homogenizing and storage silo 5 = Raw material pre-blending and storage halls
2 = Clinker silo 6 = Prepared fuel silos
3 = Cement silo 7 = Storage silos or halls
4 = Concrete construction 8 = Storage stocks or silos
Cement process te
chnology
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Special characteristics
� No. 1: high to very high system temperatures
� No. 2: process inherent multi-stage fluidized bed gas cleaning technology
� No. 3: high retention capacity for SO2 and Cl
� No. 4: atmospheric emissions largely given by roasting off of volatile raw material compounds
Environmental features and aspects
15
raw material compounds
� No. 5: all mineral compounds transformed into product
� No. 6: all trace elements (heavy metals) safely embedded in final product
� No. 7: high thermal efficiency of process
� No. 8: reduction of country CO2 emissions through alternative fuels utilization
Environmental features and aspects
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
No. 1: high to very high system
temperatures� Result in complete combustion down to traces of CO in the rotary kiln: all organic input is reliably destroyed (oxidized)
Environmental features and aspects
16
Note: Even the most stable organic compound can not survive temperatures exceeding slightly more than 800 °C
Environmental features and aspects
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW
Module 3: Understand Cement Production
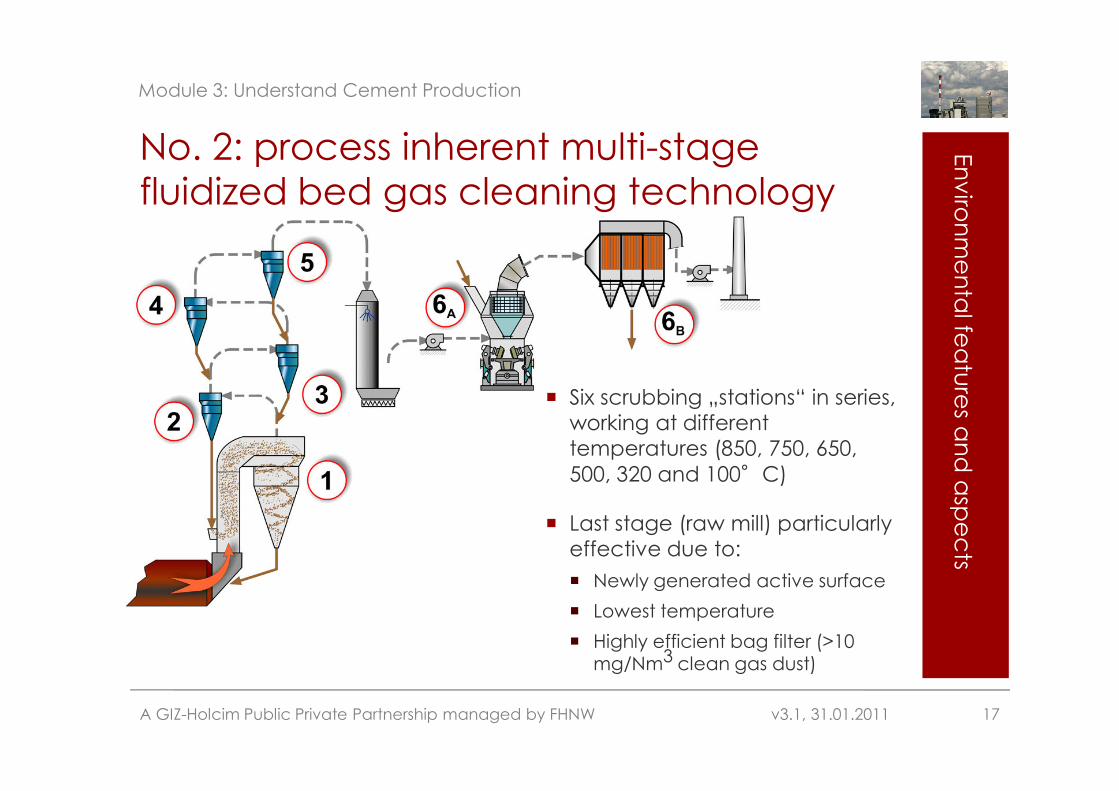
No. 2: process inherent multi-stage
fluidized bed gas cleaning technology
� Six scrubbing „stations“ in series,
Environmental features and aspects
17
� Six scrubbing „stations“ in series,
working at different
temperatures (850, 750, 650,
500, 320 and 100°C)
� Last stage (raw mill) particularly
effective due to:
� Newly generated active surface
� Lowest temperature
� Highly efficient bag filter (>10 mg/Nm3 clean gas dust)
Environmental features and aspects
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
No. 3: huge retention capacity for SO2and ClEnvironmental features and aspects
18
Environmental features and aspects
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
No. 4: atmospheric emissions largely given by
roasting off of volatile raw material componentsEmission component of
importance in the
cement industry
Range of
emissions found
[mg/Nm3]
European ELV
acc. to WID
[mg/Nm3]
Origin of emissions
SO2 0 – 300 - 3000 50 plus Pyritic S in raw materials
NOx 300 - 2000 200?/500/800 Main flame in rotary kiln +
fuel NO
VOC 0- 50 - 500 10 plus Organics in raw materials
Environmental features and aspects
19
HCl 1 – 15 10 Raw materials and fuels
NH3 1 – 15 – 40 None Raw materials and possible
SNCR
Benzene (C6H6) 1 -2 - …. 5 Organics in raw materials
PCDD/DF 0 – 0.02 ng ITE 0.1 Organics in raw materials
Hg 0 - 1 0.05 Raw materials and fuels
Tl and Cd traces 0.05 Raw materials
Other 9 heavy met. Σ< 0.5 0.5 Raw materials
Clean gas dust 1 – 20 – 50 - 150 30 Raw materials
Environmental features and aspects
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW
Module 3: Understand Cement Production
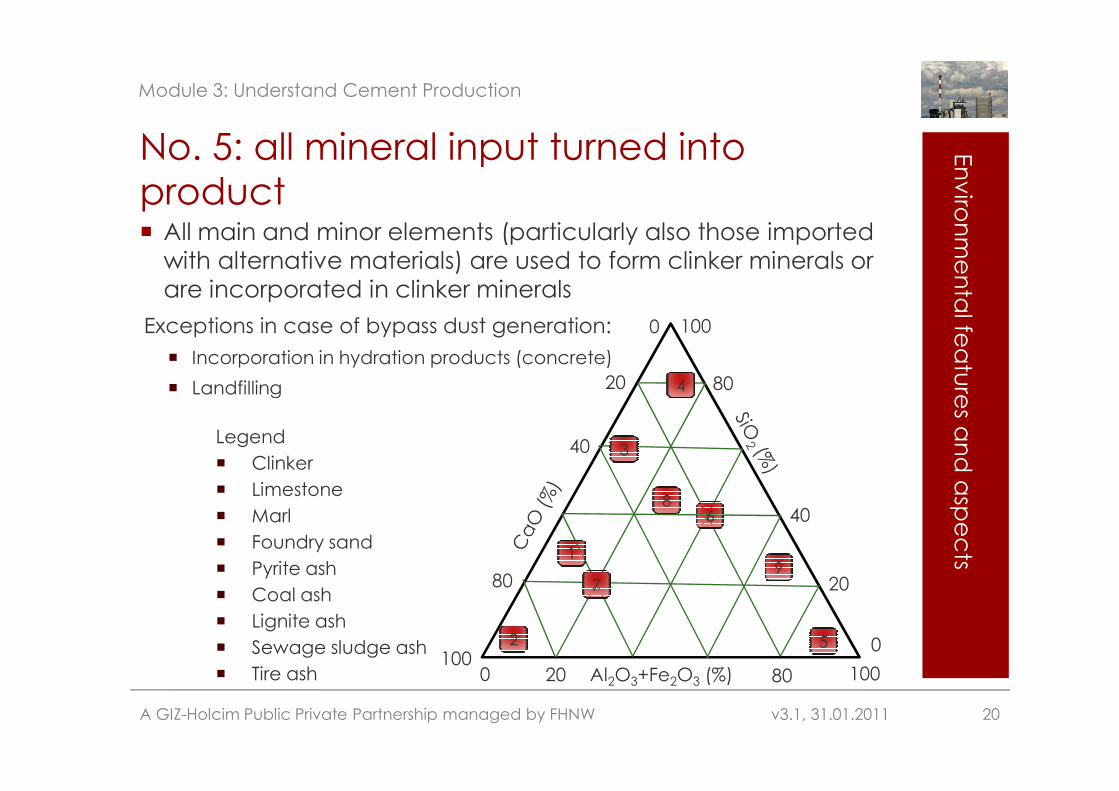
No. 5: all mineral input turned into
product� All main and minor elements (particularly also those imported
with alternative materials) are used to form clinker minerals or
are incorporated in clinker minerals
Exceptions in case of bypass dust generation:
� Incorporation in hydration products (concrete)
� Landfilling 20
0
80
100
4
Environmental features and aspects
20
Legend
� Clinker
� Limestone
� Marl
� Foundry sand
� Pyrite ash
� Coal ash
� Lignite ash
� Sewage sludge ash
� Tire ash
� Landfilling
100
80
40
Al2O3+Fe2O3 (%)20 80 1000
0
20
40
9
8
7
6
5
3
2
1
Environmental features and aspects
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
No. 6: all trace elements (heavy metals)
safely embedded in final product (I)� All heavy metals (HM) are
� incorporated in the clinker minerals (except Hg and Tl)
� bound in hydration products (also Tl and much of Hg)
� encapsulated in the concrete structures
Concrete is a multi-barrier system preventing migration
(leaching) of heavy metals to the living environment
Environmental features and aspects
21
Leaching tests Test results
Monolithic concretes, all leaching test methods
All HM below or close to detection limit even of most sensitive leaching test method
Crushed concrete, most aggressive test method
Leached concentrations of chromium, aluminum and barium may come close to drinking water standards. Conclusion: limit chromium input to the minimum
(leaching) of heavy metals to the living environment
Environmental features and aspects
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
No. 6: all trace elements (heavy metals)
safely embedded in final product (II)
� To prevent abuse (of concrete as a final storage facility
for HMs), do not exceed, e.g., the following HM
concentrations in alternative fuels (AF)
Environmental features and aspects
22
Tl Cd Be Cr As Sb Sn Co Pb Ni Cu V Hg
50 50 50 250 400 500 500 500 800 1000 1000 1000 5
Environmental features and aspects
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
No. 7: high thermal efficiency of process
� Specific heat consumption of process: 3,000 – 3,300 kJ/kg cli
� Theoretical heat demand of clinker formation: 1,750 kJ/kg cli
� Thus, thermal efficiency: 53 – 58 %
� Thermal efficiency at maximum waste heat utilization (kiln exhaust gas and cooler exhaust air: 80 -90 %
Environmental features and aspects
23
� Example of a kiln system heat balance (orders of magnitude only):
� Clinker formation 1,750
� Exhaust gas heat content 700
� Exhaust air heat content 400
� Radiation and convection losses 250
� Clinker heat content 100
Total: 3,200 kJ/kg of clinker
Environmental features and aspects
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
No. 8: reduction of country CO2 emissions
through alternative fuels (AF) utilization
1 2 3 4
No use of AF in CI Use of AF in CI
Environmental features and aspects
24
1 2 3 4
AF to
landfill
AF to
incineratorCement
industryor
AF to cement
industry
1. Landfill gas (CO2 and CH4)
2. CO2 from incineration
3. CO2 from fossil fuels in CI
4. CO2 from both systems if AF used in CI
Other options for CO2 reduction:
� Reduction of cli/cem factor
� Process improvements (including waste heat utilization)
Environmental features and aspects
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Emission abatement techniques
Emission Available abatement methods
Stack dust Well maintained bag filters or electrostatic precipitators
SO2 Hydrated lime injection to top riser duct (max.1200 � 500)
Wet sulfur scrubber (for large emissions, up to 3000 � < 200)
NOx SNCR with NH3 injection
VOCs Nothing really satisfactory (activated carbon absorbers, catalytic converters , thermal oxidisers)
Environmental features and aspects
25
DOM = Direct Operation Mode of kiln/raw mill system
HCl Indirectly via kiln and DOM dust bypass to CM
NH3 Indirectly via DOM dust bypass to CM
C6H6 Nothing reasonable for the time being
PCDD/DF No emission problems. In the rare case of elevated emissions: Indirectly via DOM dust bypass to CM and reduction of precursors
Hg/Tl Input control and limitation, indirectly via DOM dust to CM
Other HM No emission problems
Environmental features and aspects
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Annex
� Historic cement making
processes
� SO2, NOx, VOC, heavy metal,
HCl emissions
� Measuring emissions
26
�
� Conversions
� Basic design of an air quality
protection regulation
� Air quality limit values
� Components of an air quality
protection system
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Historic cement making processes (still in
use): wet processAnnex
27v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Historic cement making processes (still in
use): semi-dry processAnnex
28v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW
Module 3: Understand Cement Production
Other historic or rarely used cement
making processes
� Semi-wet process, using precalcination and external
drier technology or using grate preheater (Lepol-)
technology
� Semi-dry process, using long kilns with cross heat
exchangers or vertical shaft kilns
Annex
29
exchangers or vertical shaft kilns
� Dry process, using long kilns with chain heat exchangers
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
SO2 emissions� Effects
� Attacks muscous membranes through formation of sulfuric acid
� 5 -10 ppm: irritation of eyes and respiratory tract
� 400-500 ppm: lethal damage to respiratory system possible
� 2520 ppm: LD50 (inhalation, rats)
� Acidifies rain, surface waters and soils, and thus kills water life (plants, animals) and forests
� Destroys the built environment (e.g. historic building facades)
Annex
30
� Characteristics
� Colorless, toxic gas with a pungent smell and acid taste
� Odor threshold: between 0.01 and 0.3 ppm
� Maximum workplace concentration: 1.3 ppm
� Historic case: the big London smog from December 5 to 9, 1952 with particles and SO2 from coal fires; killed 12,000
� Origin of SO2: In the cement industry with SP/PC kilns from raw materials only (oxidation and partial release to the atmosphere)
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW
Module 3: Understand Cement Production
NOx emissions� Effects
� NO from combustion processes reacts in the atmosphere to form NO2
� Contributes to acidification and eutrophication (nutrient overload)
� Contributes to ozone formation, Los Angeles smog formation, ozone layer destruction.
� NO2 inhalation may cause pulmonary edema (death possible, lethal concentration: 200 ppm)
Characteristics
Annex
31
� Characteristics
� NO is a colorless, odorless, toxic gas
� NO2 is a brownish/red, toxic gas with a pungent smell
� Maximum workplace concentration: 5 ppm
� Origin of NOx
� Thermal NOx from oxidation of N2 (combustion air) in the hot flame
� Fuel NOx from oxidation of organically bound N in the fuel
� Cement kiln NOx emission: 95 to 98% NO, 2 to 5% NO2
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Volatile Organic Components (VOC) emissions
� Effects
� Contribute to summer (Los Angeles) smog and ozone formation
� Some are persistent and tend to accumulate in the food chain (bio-accumulation).
� In living organisms they might develop carcinogenic or teratogenic effects.
� Characteristics: toxic, flammable, explosive, persistent, bio-accumulative, carcinogenic, teratogenic, etc.
Annex
32
accumulative, carcinogenic, teratogenic, etc.
� Origin of VOC: in cement industry from (poss. contaminated) raw materials, rarely from overloaded secondary and precalciner firing, never from main firing.
Note: This issue is too complex even for a fairly detailed summary. VOC is the general term, sub-classes are, e.g., BTEX (benzene, toluene ethyl-benzene, xylene), PAH (polyaromatic hydrocarbons), PCB (polychlorinated biphenyls), HFHC, PCDD/DF, etc.
Cement kiln emissions are normally far below any emission limits
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW
Module 3: Understand Cement Production
Heavy metal (HM) emissions� Effects
� Toxic to humans and animals in case of bio-accumulation (cacerogenic and teratogenic effects)
� But Cr, Fe, Co, Cu, Mn, Mo, Ni, V, Zn and Sn are essential trace elements in humans
� Characteristics (the cement industry distinguishes three classes of HM)
� Non-volatile HM: completely incorporated in clinker. No emission at all (i.e. below DL)
Annex
33
all (i.e. below DL)
� Semi-volatile HM (Tl, Cd, Pb): completely retained in the kiln system and incorporated in concrete, emissions can occur in special cases
� Volatile HM (Hg): no incorporation in clinker and partial incorporation only in concrete, elevated emissions possible
� Historic cases
� Tl-case of Lengerich/1979, Itai-Itai-desease in Japan, a Cd-case
� Pb concentrations along main roads: leaded fuels
Note: HM are in all raw materials and fuels. In the case of AFR input must be strictly limited to avoid abuse (of cement as a HM landfill) and to avoid emissions in the case of Hg
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW
Module 3: Understand Cement Production
HCl Emissions Annex
� Effects:
� HCl is caustic and toxic at high concentrations
� Contributes to acidification
� If inhaled, it can irritate mucous membranes and the pulmonary system (bronchitis and pneumonia possible)
� Characteristics: colourless gas with a pungent smell
� Historic case: major emission component from first generation garbage incinerators
34
� Historic case: major emission component from first generation garbage incinerators
� Origin of HCl
� In the cement industry from some raw materials and from alternative (mainly plastic waste derived) fuels
� Clinker can carry max. 0.03%, cement 0.1% Cl, more needs to be landfilled (the latter two require the implementation of bypass technology
Note: HF emissions are negligible in the cement industry
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW
Module 3: Understand Cement Production
Measuring emissions from a cement kiln
� Today‘s status at Holcim:
� Continuously measured emission components
� Always, mandatory: Dust, SO2, NOx (NO), VOC
� Occasionally: NH3, HCl, HF, Hg, benzene etc.
� Discontinuously measured emission components
� Always mandatory: NH , HCl, benzene, PCDD/DF, 12
Annex
35
� Always mandatory: NH3, HCl, benzene, PCDD/DF, 12
heavy metals (including Hg, Tl, Cd, …)
� Details of measuring campaigns according to Holcim EMR
manuals
� Baseline emission measurements as well as trial burn
emission measurements use this same approach
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Conversion of ppm to mg/Nm3
(1013 mbar, 273,15 °K)Annex
Emission component ppm mg /Nm3
SO2 1 2.86
NO 1 1.34
NO as NO2 1 2.05
NO 1 2.05
36
NO2 1 2.05
VOC (CH4 Equiv.) 1 0.54
VOC (C3H8 Equiv.) 1 1.61
CO 1 1.25
HCl 1 1.58
HF 1 0.89
NH3 1 0.76
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Basic design of an air quality protection
regulationAnnex
Transmission
Emissions
Emission limit values
Imission
Air quality limit values
Air quality
37
Emission limit valuesDynamization
Air quality
observation
network
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Air quality limit values: example,
Switzerland (I)
� Definition: Imissions are air pollutants acting in various
ways on humans, animals, plants and material goods
� Gaseous imissions are quantified in concentration
values: g/Nm3, mg/Nm3,µg/Nm3
Annex
38
� Depositing dust is quantified in g/m2d or mg/m2d.
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Air quality limit values: example
Switzerland (II)Pollutant Immission
limit
[../Nm3 dry]
Statistical
definition
Total suspended
dust
70 µg
<150 µg
A
F
Pb in suspended
dust
1 µg A
Annex
Pollutant Immission
limit
[../Nm3 dry]
Statistical
definition
SO2 30 µg
<100 µg
<100 µg
A
B
C
NO2 30 µg
<100 µg
A
B
39
Cd in suspended
dust
10 µg A
Total dust deposition
Pb in total dust
Cd in total dust
Zn in total dust
TI in total dust
200 mg
100 µg
2 µg
400 µg
2 µg
A
A
A
A
A
A = Yearly arithmetical mean valueB = 95% of all ½ h mean values/aC = All-1 24 h mean values/aD = 98% of all ½ mean values/monthE = All-1 1h mean values/aF = 95% of all 24h mean values/a
<100 µg
<80 µg
B
C
CO 8 mg C
O3 <100 µg
<120 µg
D
E
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

Module 3: Understand Cement Production
Components of an air quality protection
systemRequired are:
1. General air quality or immission standards
2. General emission standards
3. Linkage between immission and emission standards by
Annex
40
3. Linkage between immission and emission standards by the precautionary approach
4. Special standards specific to industries or sectors
5. Dynamization possibilities
6. National air quality observation network
7. Prescriptions for measurement and reporting
v3.1, 31.01.2011A GIZ-Holcim Public Private Partnership managed by FHNW

















