Page 1
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE CIENCIAS QUÍMICAS
CARRERA DE QUÍMICA DE ALIMENTOS
EVALUACIÓN DEL POTENCIAL DE PRODUCCIÓN DE BIOETANOL DE
LA BIOMASA LIGNOCELULOSICA DE LA CAÑA DE MAÍZ POR
HIDRÓLISIS ÁCIDA
Trabajo de titulación presentado como requisito para la obtención del Título de:
QUÍMICO EN ALIMENTOS
Autora: Evelyn Yadira Casa Iza
Tutor: MSc. Díaz Basantes Milene Fernanda
Quito, Abril 2018
Page 2
ii
DEDICATORIA
A mis padres Araujo Casa y Ayda Iza
Por haberme apoyado en todo momento, por sus consejos, por la motivación constante,
por el apoyo incondicional, pero más que nada, por su amor.
A mis hermanas Mayra, Pamela y Melannie
Por ser mi fortaleza que me impulsan a ser mejor cada día.
A mis sobrinas Isabela y Emili
Ustedes son el reflejo de mi hermana, una de las mujeres que más admiro espero
que este logro sea de motivación para que cumplan todas las metas que se proponen.
Page 3
iii
AGRADECIMIENTOS
A mi familia, especialmente a mis padres, porque siempre están junto a mí, mil palabras
no bastarían para agradecerles su apoyo, compresión y consejos en todo momento.
A mis hermanas, gracias por el apoyo, por preocuparse por mí, pero sobre todo, por
estar en los momentos más importantes de mi vida.
A mis sobrinas Isabela y Emili por llenar mi vida de felicidad y ternura.
A mi tutora MSc. Milene Díaz por bríndame su tiempo, apoyo y amistad.
A los miembros del tribunal MSc. Ana María Hidalgo, MSc. Irma Gonza, por su
tiempo y por contribuir con esta investigación.
Un agradecimiento especial para Msc. Paola Cuji gracias por la oportunidad y por los
conocimientos aportados durante este proceso de investigación, sin su colaboración no
hubiese sido posible la elaboración de este trabajo. Gracias a los profesionales que
forman parte del INER por permitirme realizar la investigación.
A mis amigos Germania, Jenny, Gina, Mauricio, Liz, Jeca y Belén con quienes
compartí alegrías y tristezas a lo largo de esta hermosa vida universitaria, gracias por su
amistad. Natty, Katty, Alex, Carlos, Diego y Stephy gracias por los buenos momentos
compartidos en esta última etapa de mi vida estudiantil.
Page 7
vii
LUGAR DONDE SE REALIZÓ LA INVESTIGACIÓN
La investigación se realizó en el Laboratorio de Biomasa del Instituto Nacional de
Eficiencia Energética y Energías Renovables (INER).
Page 8
viii
ÍNDICE DE CONTENIDO
INTRODUCCIÓN ............................................................................................................ 1
CAPÍTULO I .................................................................................................................... 2
EL PROBLEMA .............................................................................................................. 2
1.1 Planteamiento del Problema ....................................................................................... 2
1.2 Formulación del Problema ......................................................................................... 3
1.3 Preguntas Directrices .................................................................................................. 3
1.4 Objetivos..................................................................................................................... 3
1.4.1 Objetivo General .......................................................................................................... 3
1.4.2 Objetivos Específicos .................................................................................................. 3
1.5 Justificación e Importancia ......................................................................................... 4
CAPÍTULO II ................................................................................................................... 5
MARCO DE REFERENCIA ........................................................................................... 5
2.1 Antecedentes............................................................................................................... 5
2.2 Fundamento Teórico ................................................................................................... 6
2.2.1 Biocombustibles .......................................................................................................... 6
2.2.1.1 Obtención de los biocombustibles ........................................................................ 7
2.2.1.2 Clases de biocombustibles .................................................................................... 7
2.2.2 Biomasa ....................................................................................................................... 8
2.2.2.1 Tipos de biomasa .................................................................................................. 9
2.2.3 Biomasa lignocelulósica ............................................................................................ 10
2.2.3.1 Composición de materiales lignocelulósicos ...................................................... 10
2.2.4 Características botánicas de la planta de maíz ........................................................... 13
2.2.4.1 Morfología de los residuos de cosecha de maíz. ................................................. 14
2.2.5 Procesamiento de los materiales lignocelulósicos ..................................................... 15
2.2.6 Hidrólisis con ácido diluido ....................................................................................... 18
2.2.7 Azúcares reductores ................................................................................................... 19
2.2.8 Fermentación ............................................................................................................. 19
2.2.8.1 Factores que influyen en la fermentación ........................................................... 20
2.2.9 Compuestos tóxicos generados en los pre-tratamientos ............................................ 20
2.2.10 Bioetanol .................................................................................................................. 21
2.2.10.1 Ventajas ............................................................................................................ 22
2.2.10.2 Desventajas ....................................................................................................... 22
2.3 Marco Legal.............................................................................................................. 23
2.4 Hipótesis ................................................................................................................... 24
Page 9
ix
2.4.1 Hipótesis de trabajo (H1) ............................................................................................ 24
2.4.2 Hipótesis nula (Ho)..................................................................................................... 24
2.5 Conceptualización de variables ................................................................................ 24
2.5.1 Variable dependiente. ............................................................................................... 24
2.5.2 Variable independiente. ............................................................................................ 24
CAPÍTULO III ............................................................................................................... 25
METODOLOGÍA DE LA INVESTIGACIÓN .............................................................. 25
3.1 Diseño de la investigación ........................................................................................ 25
3.2 Población y Muestra ................................................................................................. 25
3.3 Metodología .............................................................................................................. 25
3.3.1 Materiales .................................................................................................................. 25
3.3.2 Métodos ..................................................................................................................... 27
3.3.2.1 Caracterización de la biomasa lignocelulósica ................................................... 27
3.3.2.2 Hidrólisis con ácido diluido ................................................................................ 32
3.3.2.3 Determinación de los azúcares reductores .......................................................... 33
3.3.2.4 Proceso de fermentación ..................................................................................... 33
3.3.2.5 Determinación de la concentración de etanol ..................................................... 34
3.4 Diseño Experimental ................................................................................................ 34
3.5 Operacionalización de variables ............................................................................... 36
3.6 Técnicas e Instrumentos de Recolección de Datos ................................................... 36
3.7 Técnicas de Procesamiento de Datos ....................................................................... 37
CAPÍTULO IV ............................................................................................................... 38
ANÁLISIS Y DISCUSIÓN DE RESULTADOS .......................................................... 38
4.1 Caracterización de la biomasa lignocelulósica ......................................................... 38
4.2 Análisis del diseño factorial 23 ................................................................................. 42
4.3 Análisis de otros azúcares obtenidos en la hidrólisis ácida ...................................... 47
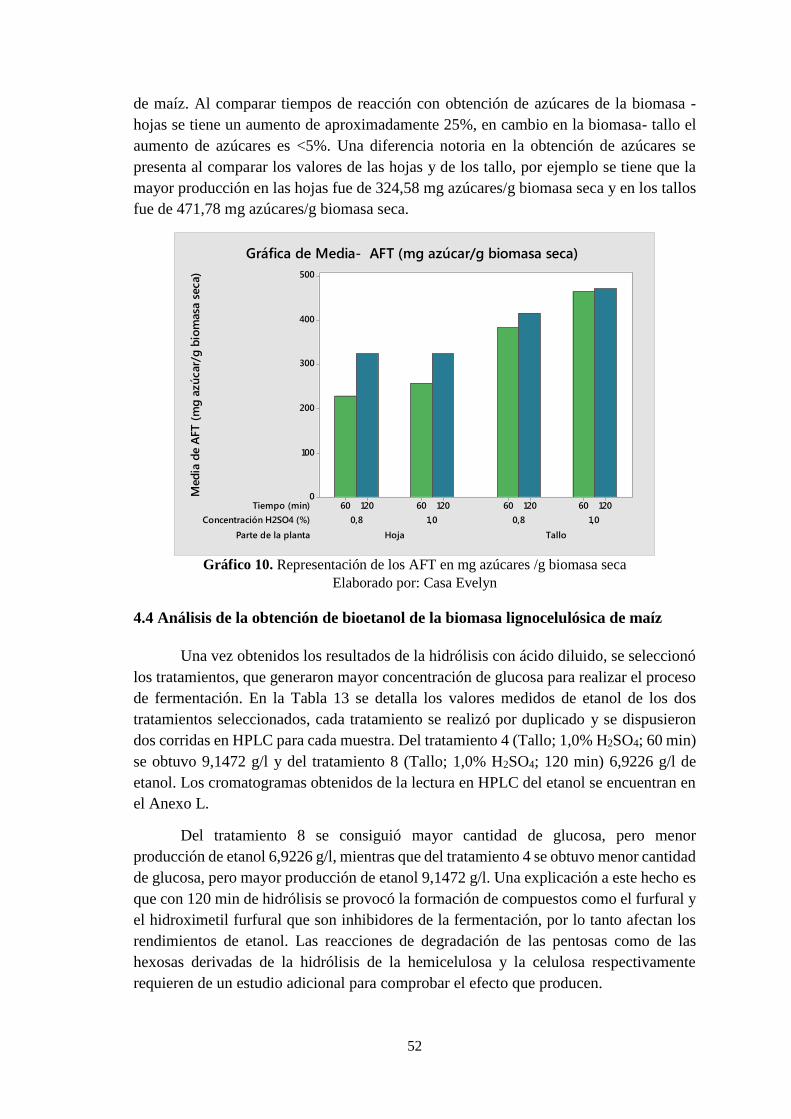
4.4 Análisis de la obtención de bioetanol de la biomasa lignocelulósica de maíz ......... 52
CAPÍTULO V ................................................................................................................ 55
CONCLUSIONES Y RECOMENDACIONES ............................................................. 55
5.1. Conclusiones............................................................................................................ 55
5.2. Recomendaciones .................................................................................................... 55
BIBLIOGRAFÍA ............................................................................................................ 57
Page 10
x
INDICE DE ANEXOS
Anexo A: Esquema causa - efecto .................................................................................. 61
Anexo B: Diagrama de flujo........................................................................................... 62
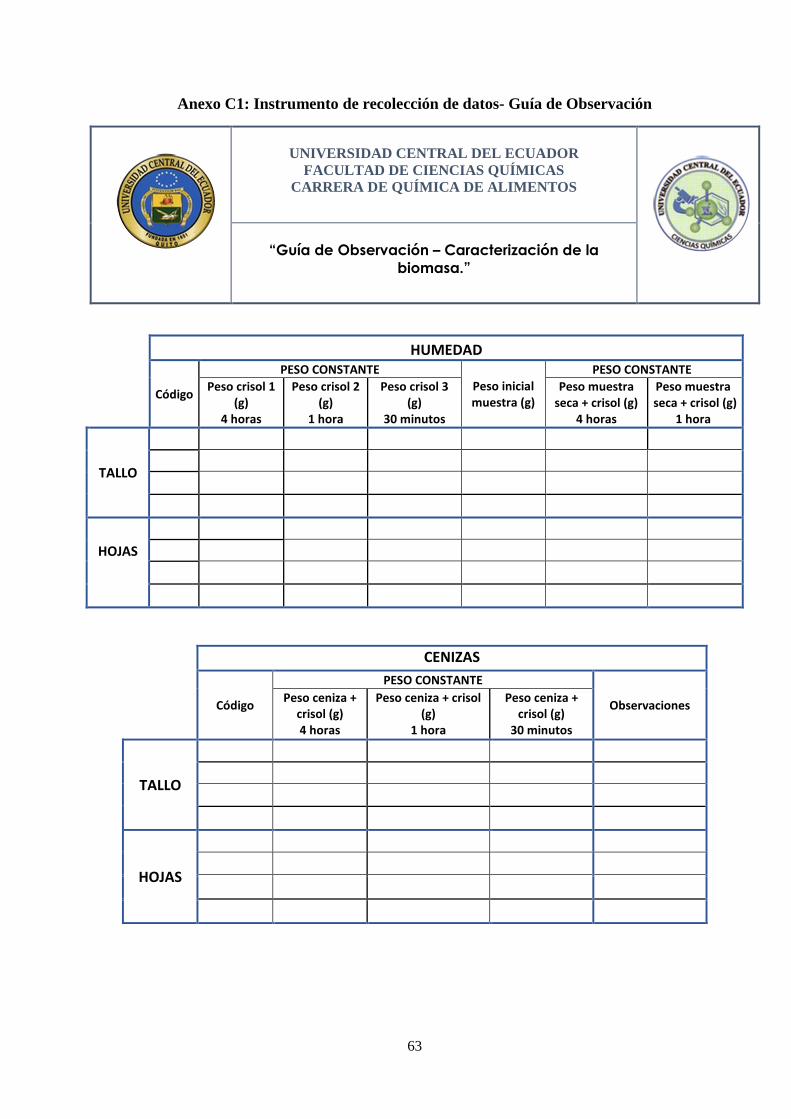
Anexo C: Instrumento de recolección de datos- Guía de Observación .......................... 63
Anexo D. Preparación de la biomasa lignocelulósica .................................................... 68
Anexo E. Caracterización de la biomasa de maíz .......................................................... 69
Anexo F. Hidrólisis con ácido sulfúrico diluido ............................................................ 73
Anexo G. Fermentación.................................................................................................. 75
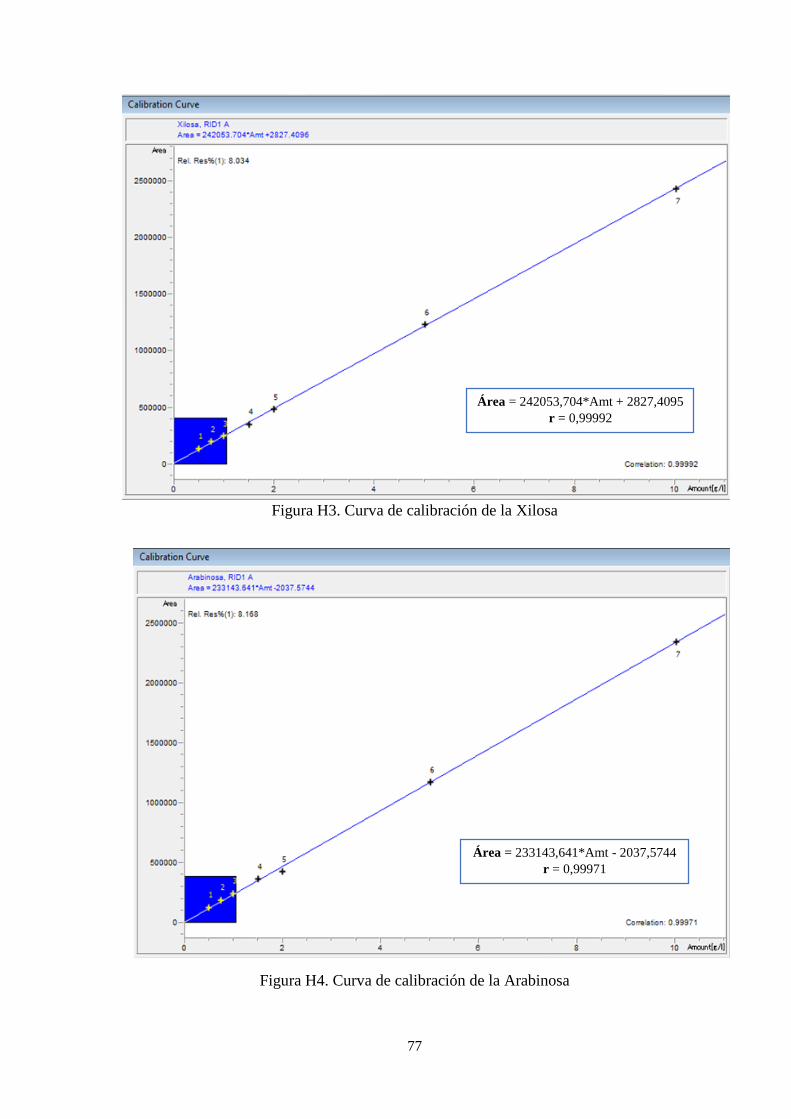
Anexo H. Curva de Calibración de azúcares fermentables ............................................ 76
Anexo I. Curva de Calibración del Etanol...................................................................... 78
Anexo J. Tablas de los cálculos de la caracterización de la biomasa ............................. 79
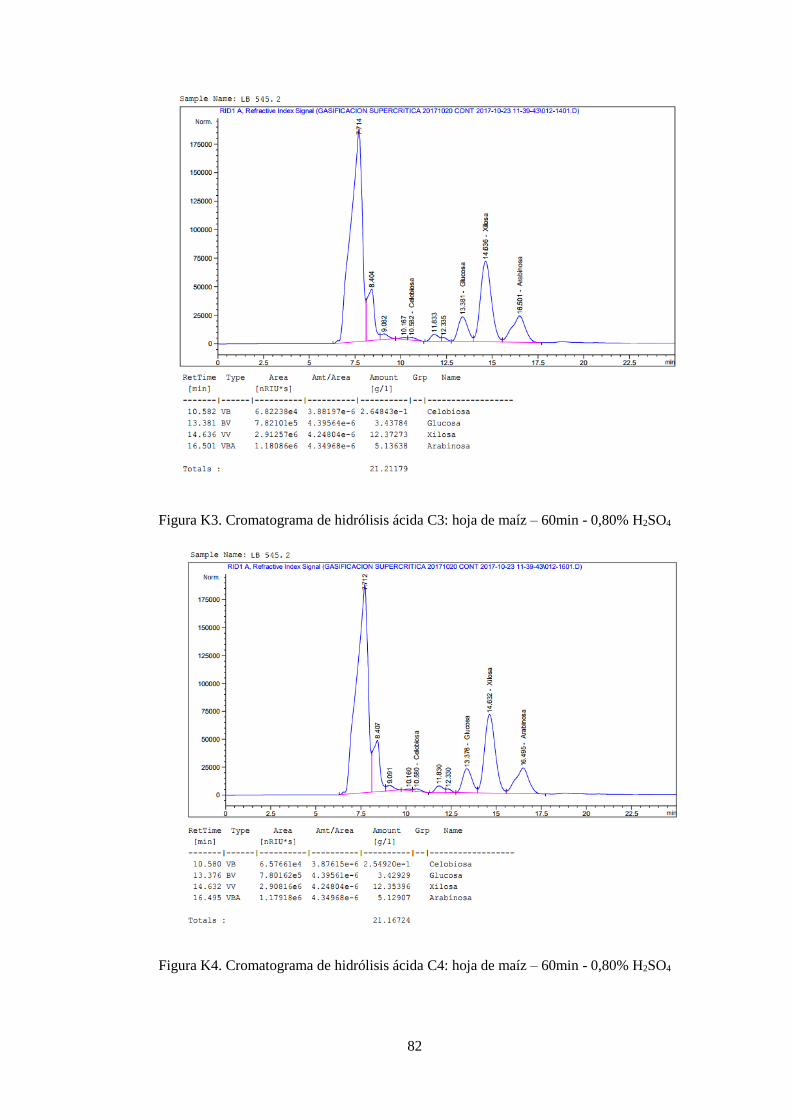
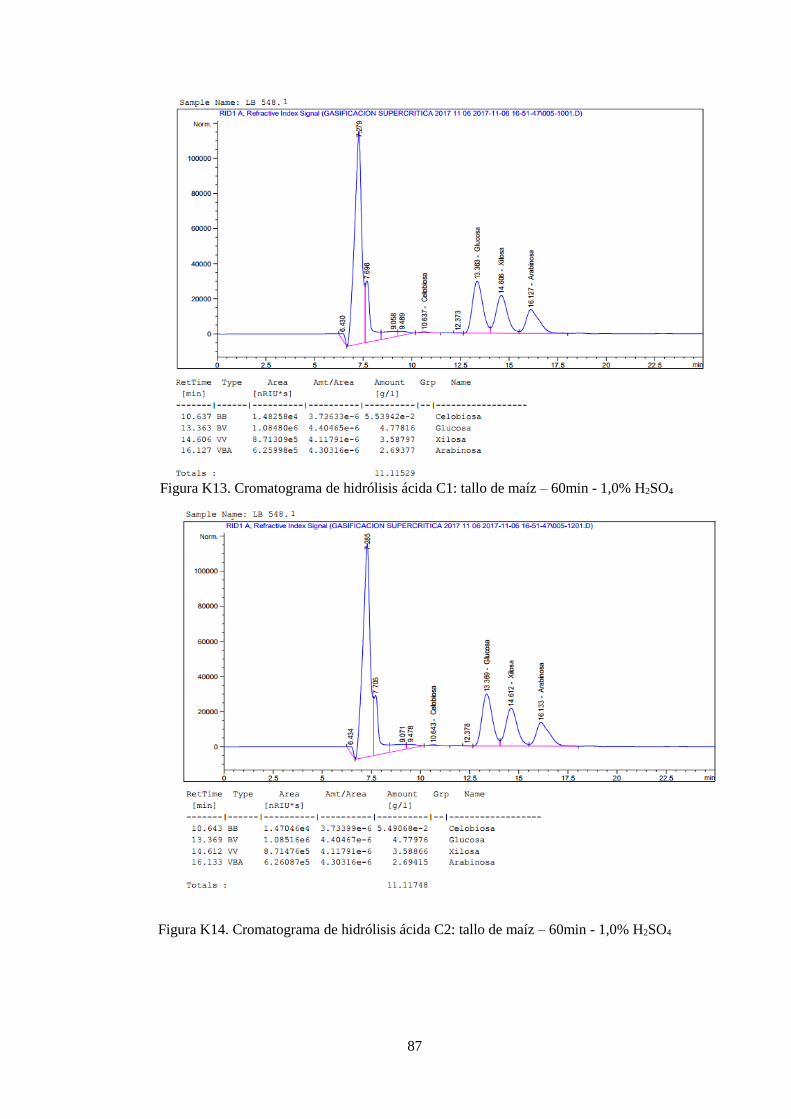
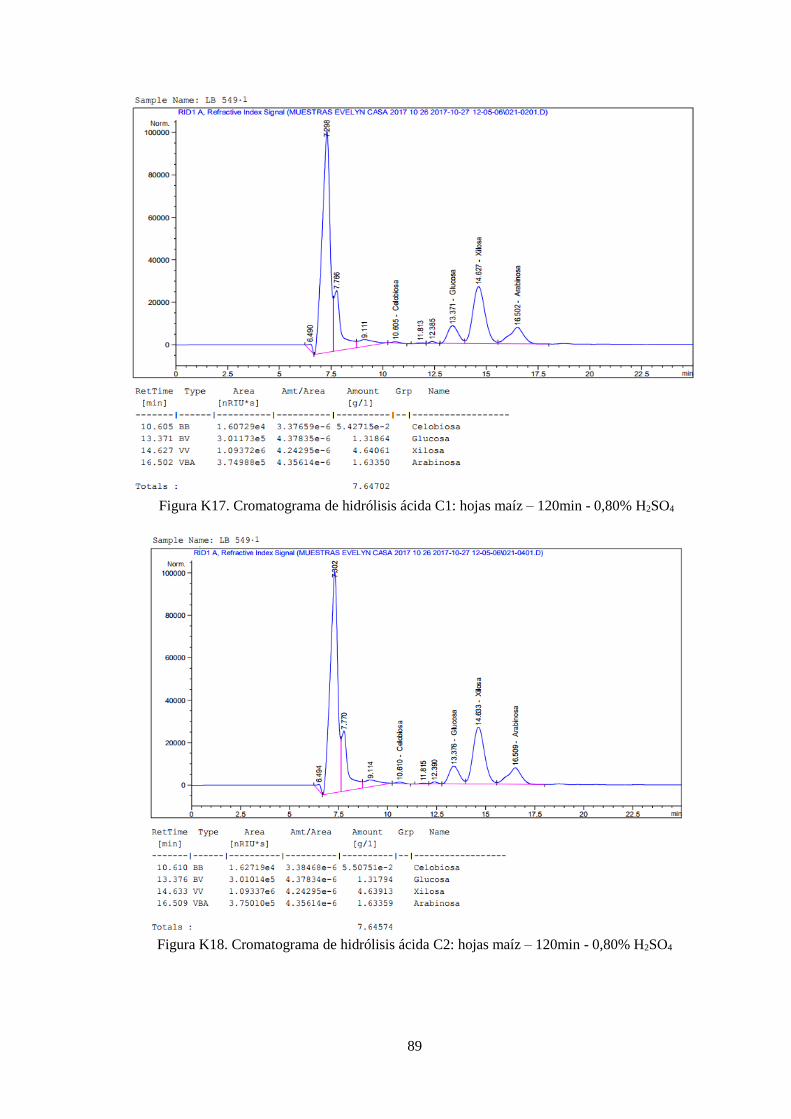
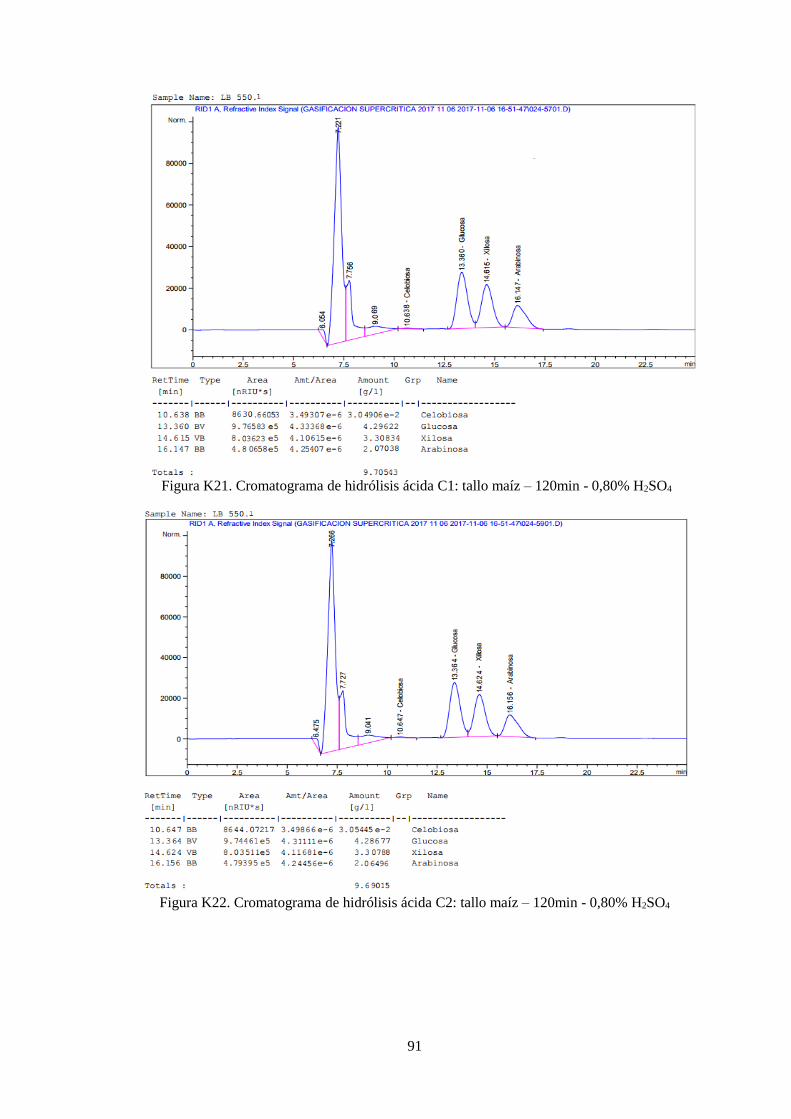
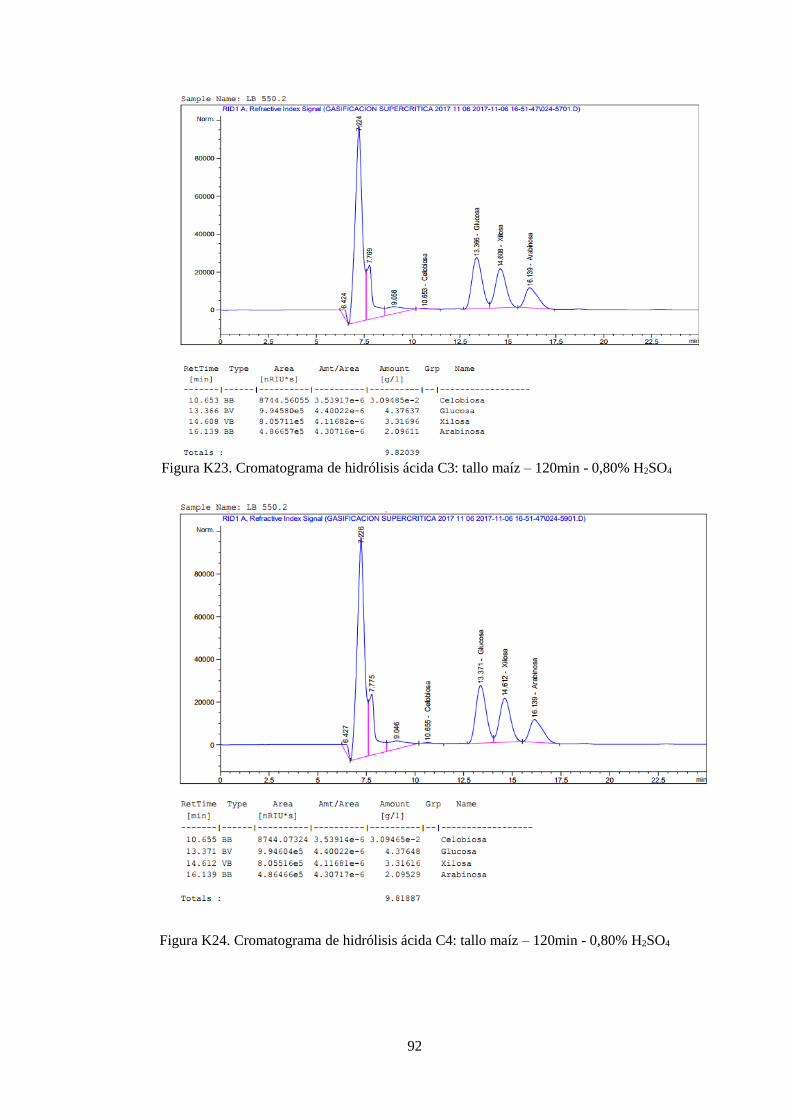
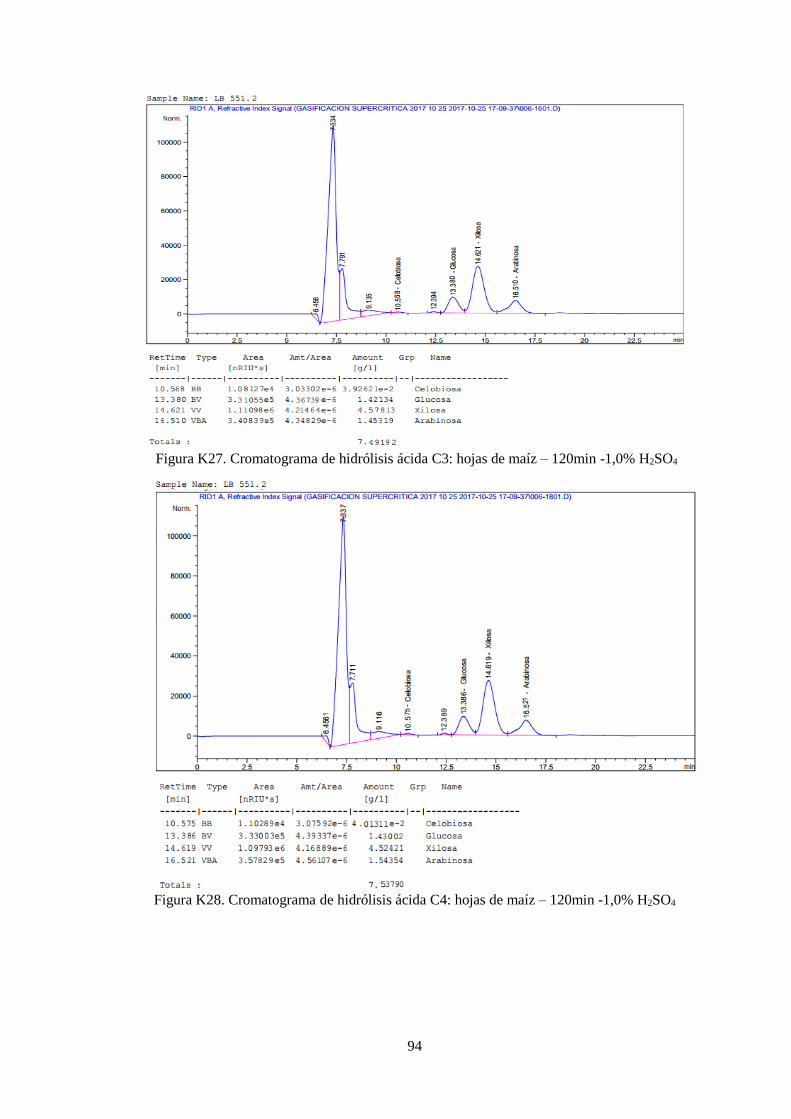
Anexo K. Cromatogramas obtenidos mediante HPLC para azúcares fermentables ...... 81
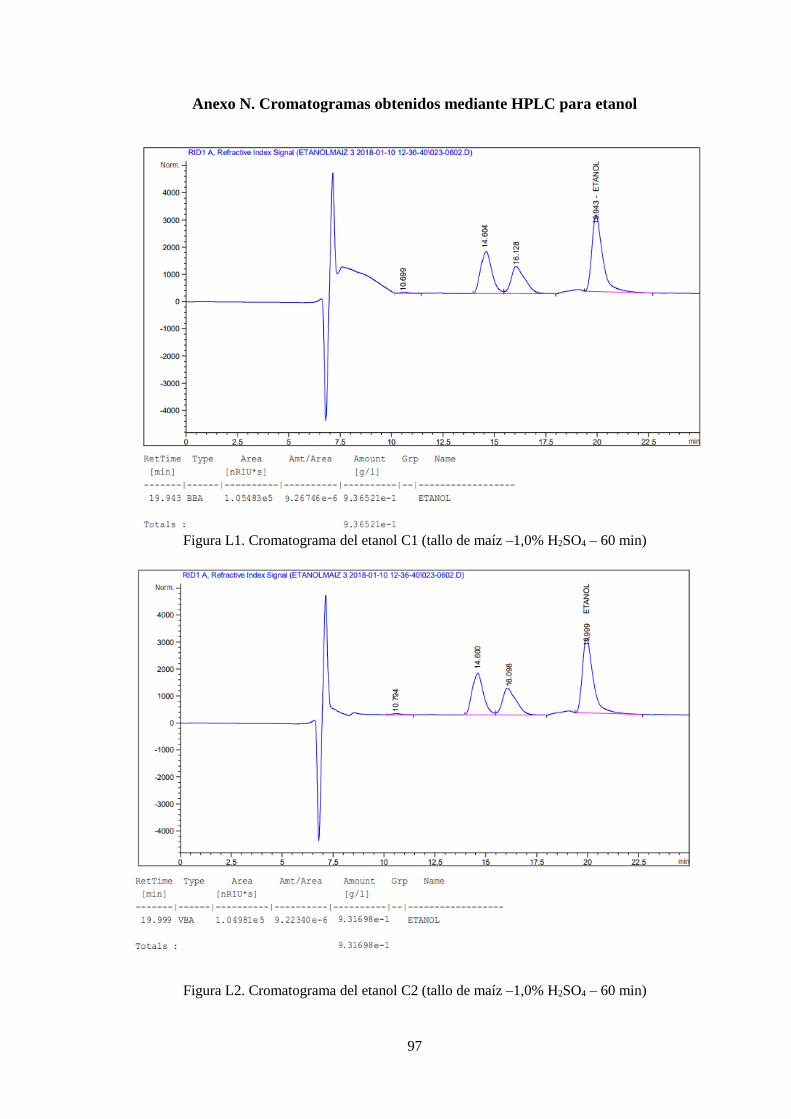
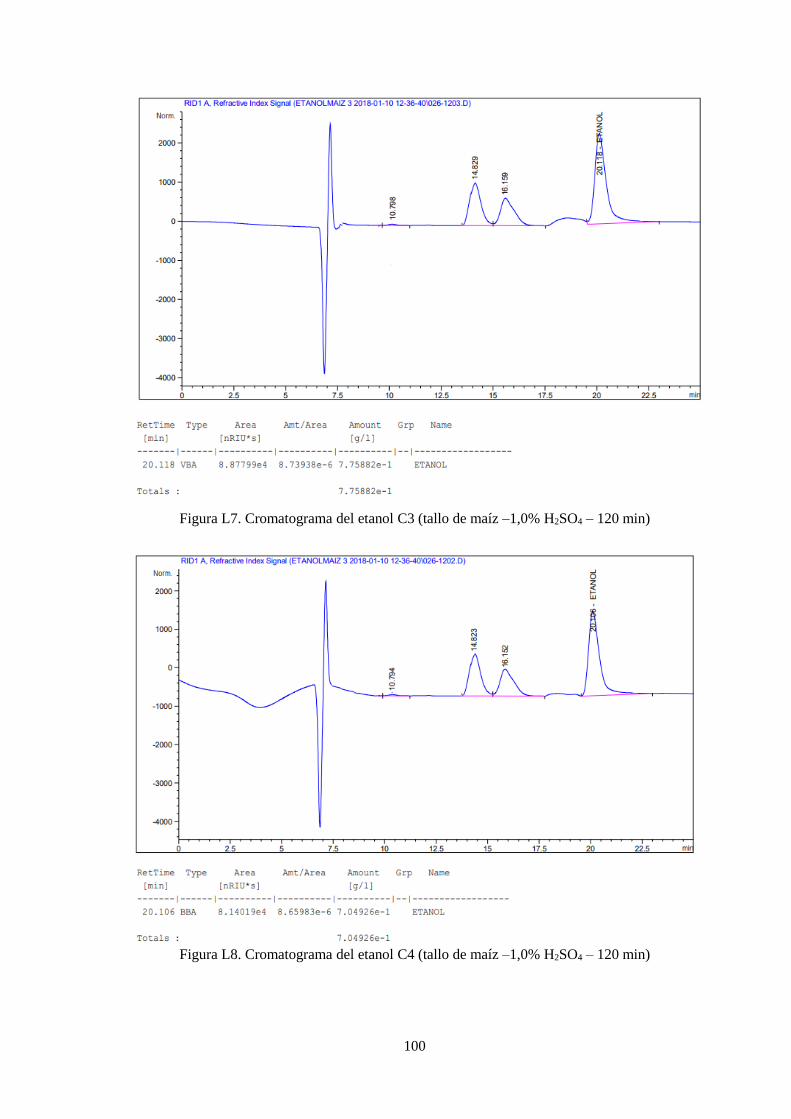
Anexo L. Cromatogramas obtenidos mediante HPLC para etanol ................................ 97
Page 11
xi
INDICE DE FIGURAS
Figura 1: Proceso de obtención de biocombustibles ........................................................ 7
Figura 2. Tipos de biomasa .............................................................................................. 8
Figura 3. Tipos de biomasa de acuerdo al origen, composición y estado........................ 9
Figura 4. Composición del material lignocelulósico ..................................................... 10
Figura 5. Cadena de Celulosa ........................................................................................ 11
Figura 6. Estructura de la lignina ................................................................................... 12
Figura 7: Planta de maíz ................................................................................................ 14
Figura 8: Hemicelulosas: glucuronoarabinoxilanos (GAX) .......................................... 15
Figura 9. Diagrama de flujo de diferentes materias primas para producción de bioetanol
........................................................................................................................................ 21
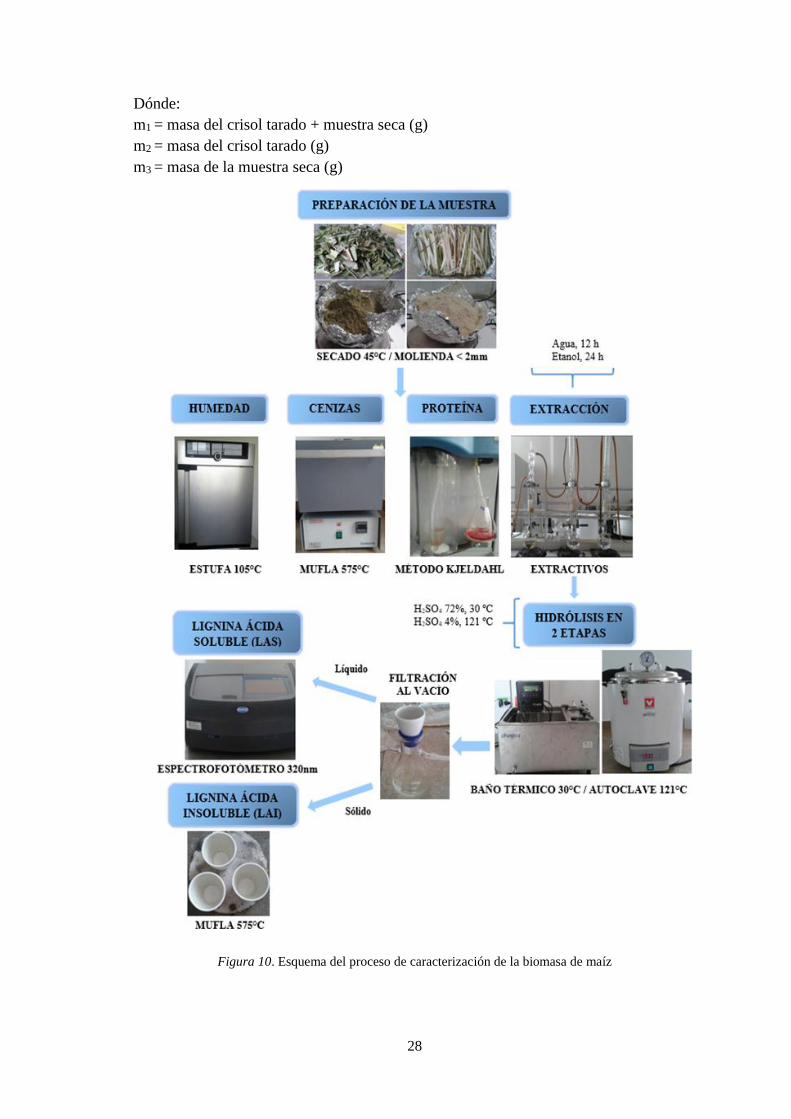
Figura 10. Esquema del proceso de caracterización de la biomasa de maíz ................. 28
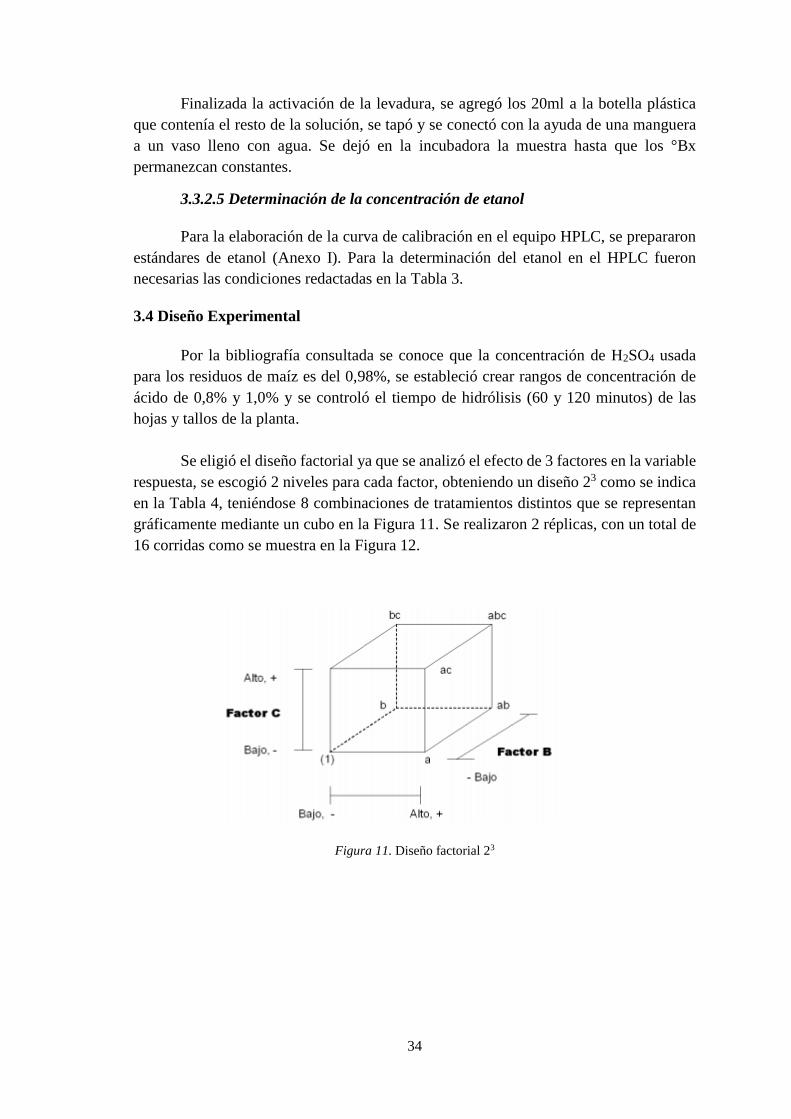
Figura 11. Diseño factorial 23 ........................................................................................ 34
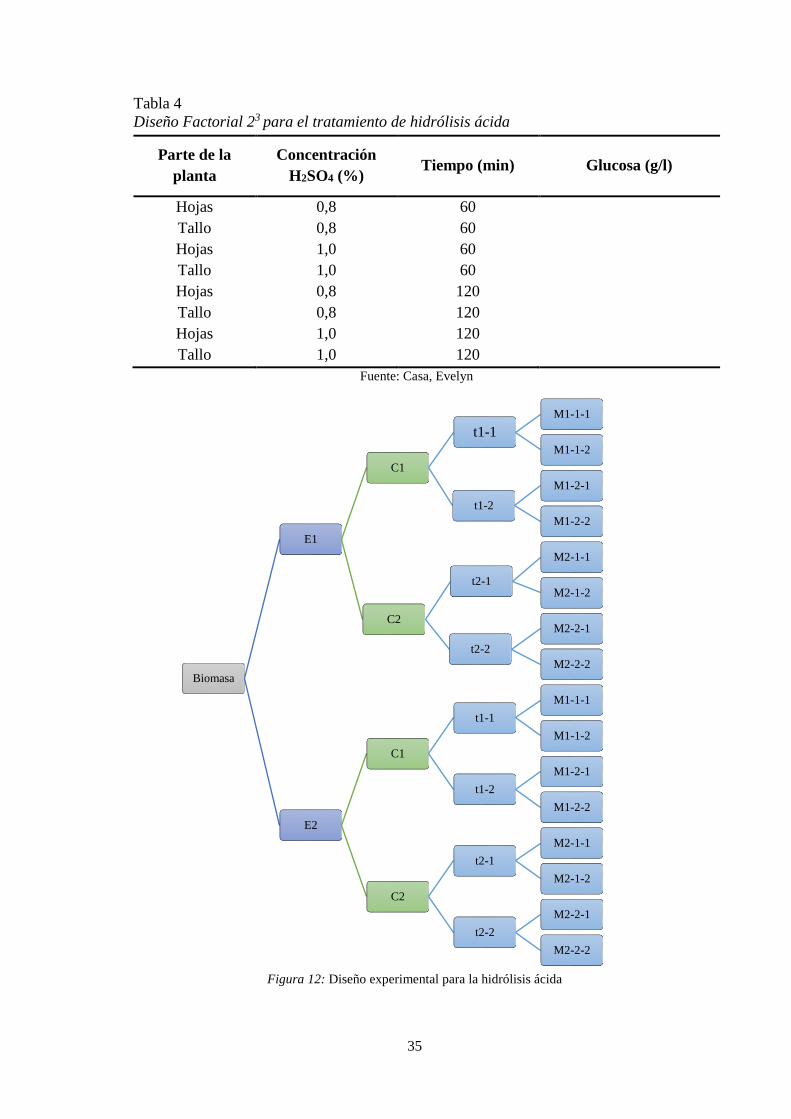
Figura 12: Diseño experimental para la hidrólisis ácida ............................................... 35
Page 12
xii
INDICE DE TABLAS
Tabla 1. Composición química de la planta de maíz ...................................................... 15
Tabla 2. Métodos de tratamiento de la biomasa lignocelulósica para la obtención de
bioetanol ......................................................................................................................... 17
Tabla 3. Condiciones cromatografías para HPLC......................................................... 33
Tabla 4. Diseño Factorial 23 para el tratamiento de hidrólisis ácida ............................ 35
Tabla 5. Matriz de Operacionalización de las variables ............................................... 36
Tabla 6. Resultados de la caracterización de los residuos de la cosecha de maíz ........ 38
Tabla 7. Factores y niveles para el diseño factorial 23 .................................................. 39
Tabla 8. Matriz de experimentos para el diseño factorial 23 ......................................... 40
Tabla 9. Resultados de la obtención de glucosa (g/l) medidos en HPLC ...................... 40
Tabla 10. Análisis de varianza para la evaluación de la obtención de glucosa ............ 43
Tabla 11. Comparaciones en parejas de Fisher (método LSD al 95%) para la
obtención de glucosa ...................................................................................................... 46
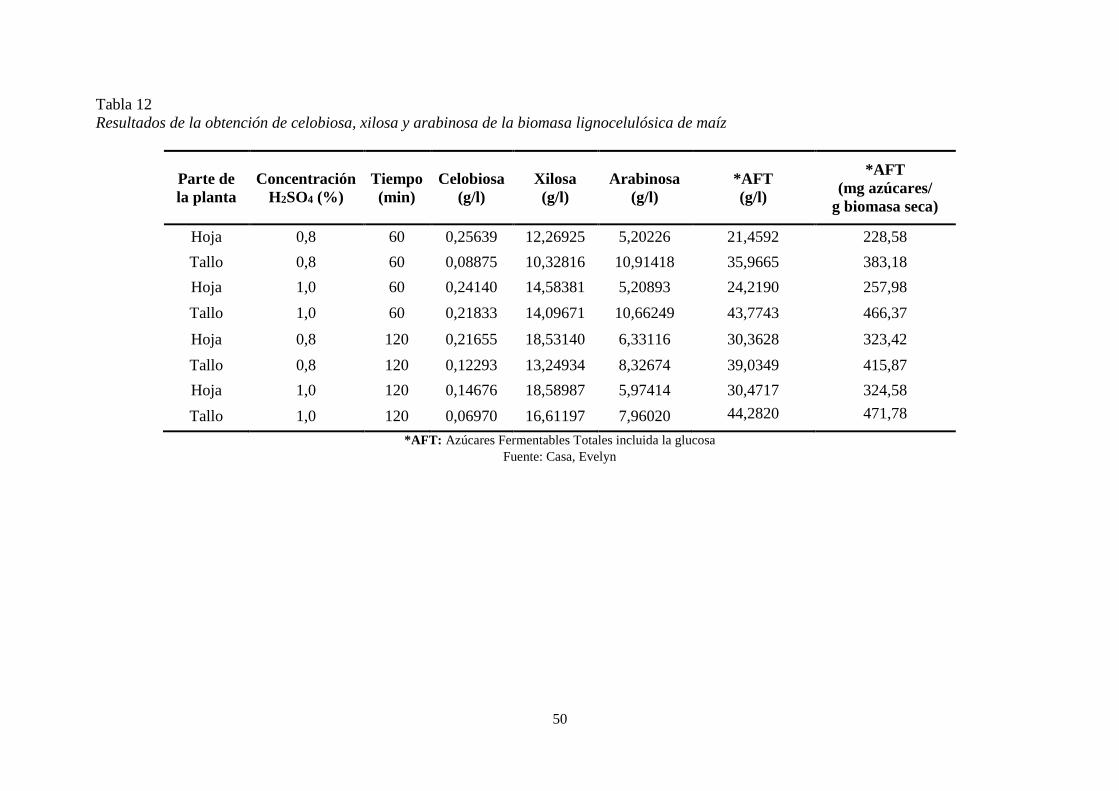
Tabla 12. Resultados de la obtención de celobiosa, xilosa y arabinosa de la biomasa
lignocelulósica de maíz .................................................................................................. 50
Tabla 13. Resultados de la obtención de etanol de la biomasa lignocelulósica de maíz
........................................................................................................................................ 53
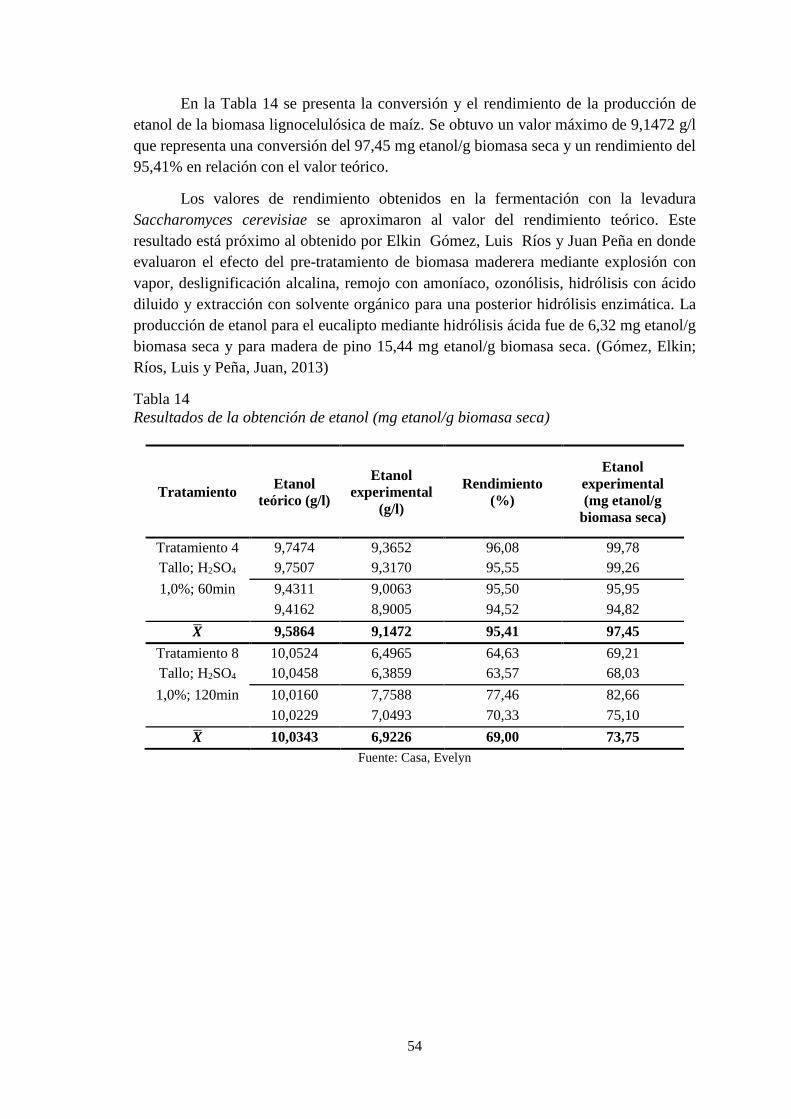
Tabla 14. Resultados de la obtención de etanol (mg etanol/g biomasa seca) ................ 54
Page 13
xiii
INDICE DE GRÁFICOS
Gráfico 1. Diagrama de Pareto de efectos estandarizados para el análisis de medias .... 42
Gráfico 2. Representación de los efectos principales para la obtención de glucosa ...... 44
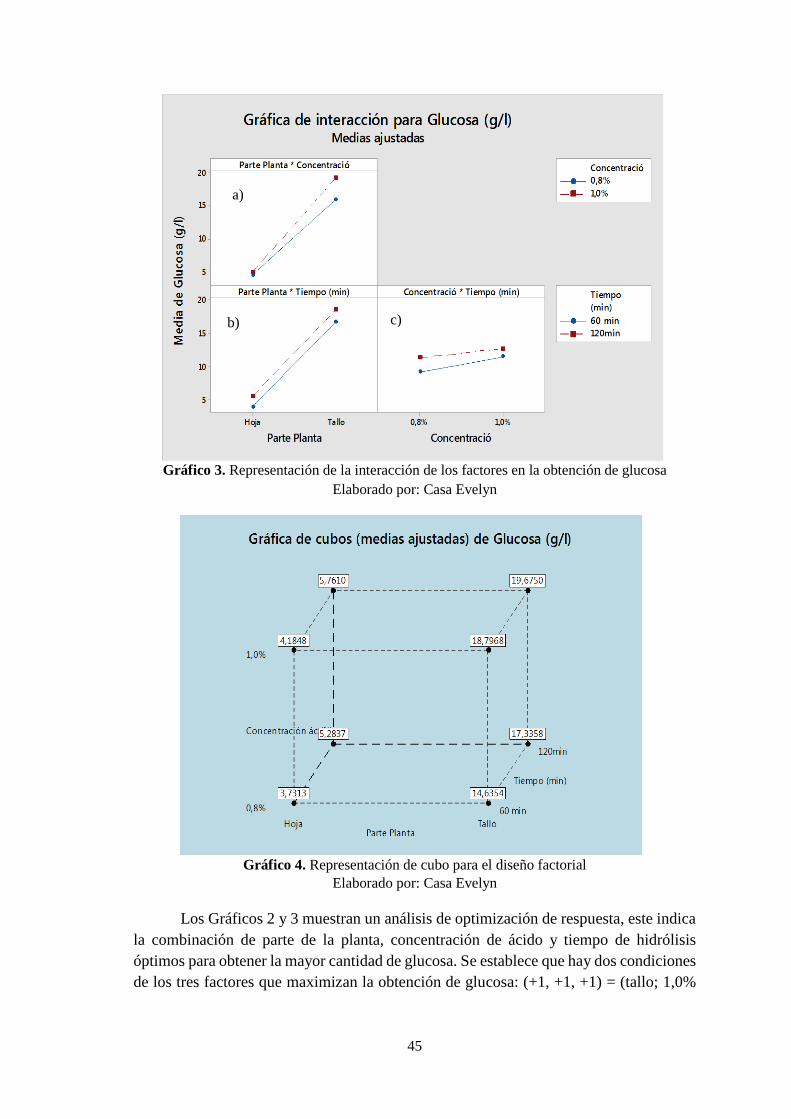
Gráfico 3. Representación de la interacción de los factores en la obtención de glucosa45
Gráfico 4. Representación de cubo para el diseño factorial ........................................... 45
Gráfico 5. Representación de medias con el método LSD ............................................. 47
Gráfico 6. Representación de los residuos del análisis de varianza ............................... 48
Gráfico 7. Representación de la obtención de celobiosa en g/l ...................................... 49
Gráfico 8. Representación de la obtención de arabinosa en g/l ...................................... 51
Gráfico 9. Representación de la obtención de xilosa en g/l ........................................... 51
Gráfico 10. Representación de los AFT en mg azúcares /g biomasa seca ..................... 52
Gráfico 11. Comparación de la obtención de glucosa vs etanol..................................... 53
Page 14
xiv
EVALUACIÓN DEL POTENCIAL DE PRODUCCIÓN DE BIOETANOL DE LA
BIOMASA LIGNOCELULOSICA DE LA CAÑA DE MAÍZ POR HIDROLISIS
ÁCIDA
Autor: Evelyn Yadira Casa Iza
Tutor: Ing. Díaz Basantes Milene Fernanda
RESUMEN
Los productos de desecho de cultivos agroindustriales con alto contenido de
lignocelulosa, específicamente los residuos de la cosecha del maíz suave en choclo (Zea
mays L.), causan problemas de contaminación al no ser aprovechados; con el fin de
disminuir esta problemática se evaluó obtener biocombustible de segunda generación,
empleando esta biomasa como fuente de azúcares fermentables. El proceso incluye una
hidrólisis de la pared de lignina de la biomasa aplicando un tratamiento con ácido
sulfúrico diluido a diferentes concentraciones (0,80 y 1,0% (v/v)), y a diferentes tiempos
de hidrólisis (60 min y 120 min), seguido de un proceso de fermentación con
Saccharomyces cerevisiae. Para determinar cuáles son los niveles de los factores que
influyen en el proceso de hidrólisis (parte de la planta, concentración de ácido, tiempo de
hidrólisis) se aplicó un diseño factorial 23 cuya variable respuesta fue la concentración
de glucosa. La mayor cantidad de glucosa se obtuvo del tratamiento cuyos parámetros
de proceso fueron: tallo; 1,0 % H2SO4 y 120 min de tiempo de hidrólisis. Sin embargo,
la mayor cantidad de bioetanol se logró del tratamiento cuyos niveles fueron: tallo; 1,0
% H2SO4 y 60 min de tiempo de hidrólisis. La producción de bioetanol obtenido en esta
investigación fue de 97,45 mg etanol/g biomasa seca que corresponde a un 95,41% de
rendimiento.
PALABRAS CLAVE:
Biomasa lignocelulósica, Residuos de cosecha de maíz, Hidrólisis ácida, Bioetanol
Page 15
xv
EVALUATION OF THE PRODUCTION POTENTIAL OF BIOETHANOL FROM
THE LIGNOCELLULOSIS BIOMASS OF CORN CANE BY ACID HYDROLYSIS
Author: Evelyn Yadira Casa Iza
Tutor: Ing. Díaz Basantes Milene Fernanda
ABSTRACT
Waste products crops with high agribusiness of lignocellulose, especially wastes soft corn (Zea
mays L.), cause problems of pollution not to be exploited; in order to decrease this
problematic, it was assessed to get biofuel second generation, using this biomass as
sources of fermenting sugars. The process includes hydrolysis lignin fills of biomass
applying a treatment with dilute sulfuric acid to different concentrations (0,80 y 1,0%
(v/v)), and different times of hydrolysis (60 min y 120 min), followed by a fermentation
process Saccharomyces cerevisiae. To determine which are the levels of factors that
influence in the process of hydrolysis (part of the plant, acid concentration, hydrolysis
time) is applied a factorial design 23 whose response variable was glucose concentration.
As much glucose is gotten of treatment whose parameters processes were: stem; 1,0 %
H2SO4 y 120 min hydrolysis time. However, as much bioethanol is achieved of treatment
whose levels were: steam; 1,0 % H2SO4 y 60 min hydrolysis time. The production of
bioethanol got in this investigation was of 97,45 mg ethanol/g dry biomass that
corresponds to 95, 41% performance.
KEYWORDS:
Lignocellulosic biomass, Wastes soft corn, Acid hydrolysis, Bioethanol
Page 16
1
INTRODUCCIÓN
Una alternativa para resolver los peligros medioambientales que ocasionan los
combustibles fósiles, es la producción de biocombustibles de segunda generación; lo que
provoca la necesidad de fomentar el uso de desechos de la cosecha para la obtención de
bioetanol. Al mismo tiempo al no utilizar directamente los cultivos designados a la
alimentación como el azúcar, el trigo y el maíz sino sus desechos, no se pondrá en riesgo
la seguridad alimentaria de la población.
El creciente uso de bioetanol como aditivo en la gasolina para ser empleado como
biocombustible hace importante el estudio de fuentes alternativas para su producción, la
biomasa es una fuente de energía renovable y rentable, clave para el cumplimiento de
este objetivo. Esta es rica en polisacáridos que pueden ser desdoblados a monosacáridos
mediante hidrólisis ácida, luego son fermentados por microorganismos y transformados
a etanol.
En Ecuador se cultiva maíz suave en choclo, actividad que genera gran cantidad
de productos de desecho que carecen de importancia económica, estos al ser quemados
producen partículas y emisiones a la atmósfera que contribuyen a la contaminación
ambiental, debido a esto nace la necesidad de utilizar estos residuos.
En el Capítulo I se detalla la necesidad de investigar el empleo de los residuos de
biomasa en la producción de biocombustibles, su importancia tanto en el ámbito
medioambiental como en la seguridad alimentaria y los objetivos que se proyectan al
concluir el estudio.
En el Capítulo II se presenta una breve descripción de trabajos científicos
relacionados con el tema, se establecen los temas del marco teórico, se detalla el marco
legal, se definen las variables y se plantearon las hipótesis.
En el Capítulo III se explica el diseño de la investigación, es decir, el paradigma,
el nivel y el tipo de investigación. Se utilizó un muestreo aleatorio simple de la parcela
de cultivo de maíz suave y los métodos experimentales que fueron empleados en base a
la metodología del National Renewable Energy Laboratoy (NREL). La matriz de
operacionalización de variables se utilizó para realizar el instrumento de recolección de
datos.
En el Capítulo IV se muestra con detalle los resultados con sus respectivos
análisis: caracterización de la biomasa lignocelulósica, obtención de glucosa después de
la hidrólisis ácida y rendimiento de bioetanol.
Finalmente en el Capítulo V se presenta las conclusiones de esta investigación en
base a los objetivos planteados inicialmente y las recomendaciones para futuros estudios
relacionados con el tema.
Page 17
2
CAPÍTULO I
EL PROBLEMA
1.1 Planteamiento del Problema
Según la Encuesta de Superficie y Producción Agropecuaria Continua (ESPAC,
2014), Ecuador produce a nivel nacional 75.823 toneladas de maíz suave en choclo
(Zea mays L.) en un total de 43.418 hectáreas de superficie sembradas. En la región Sierra
el cultivo de maíz es el más extenso cerca del 98,09%, pues se siembra desde pequeñas
áreas para la seguridad alimentaria de las familias y en grandes extensiones.
Durante la fase de cosecha del maíz suave el fruto es separado de la planta, el
grano corresponde aproximadamente el 50% de la cosecha, el sobrante pertenece a
diferentes estructuras de la planta como tallo, hoja, mazorca entre otros; esta separación
genera una gran cantidad de desechos orgánicos que constituyen biomasa residual que
pueden ser aprovechada con fines energéticos.
La biomasa generada de la cosecha del grano (mazorcas, tallos, hojas) oscila entre
20 a 35 toneladas/ha y de 16 a 25 toneladas/ha de la cosecha del maíz en choclo (tallos y
hojas) (Formoso, 2016), esto ha provocado problemas de contaminación ambiental ya
que en algunos casos son incinerados contribuyendo a la degradación del ecosistema,
aunque algunos productores aprovechan los residuos para alimentación animal. La
producción de residuo de biomasa depende de la variedad de la semilla y del tipo de
fertilización del suelo. (Prado-Martínez, 2012)
La biomasa lignocelulósica (hojas y tallo) de las plantas, presentan en la pared
celular tres principales componentes, que son la lignina, celulosa y hemicelulosa. Esta
biomasa no es comestible y tiene usualmente un valor comercial mucho menor. (Faba,
Díaz, & Salvador, 2014)
Una alternativa ambiental que se puede dar a los residuos lignocelulósicos, es su
utilización en la elaboración de biocombustibles, como el bioetanol, para enfrentar los
problemas de contaminación ambiental. Se utiliza este alcohol para oxigenar la gasolina,
procurando una mejor oxidación de los hidrocarburos y disminuyendo las emisiones de
monóxido de carbono, compuestos orgánicos volátiles y compuestos aromáticos al medio
ambiente. (Cardona, Sánchez, Montoya, & Jullián, 2015)
El consumo de combustibles de origen fósil, su alto costo a nivel mundial, su
agotamiento y su contribución a la contaminación ambiental han influenciado para que
se busque alternativas de combustibles de fuentes renovables, libres de azufre, ligado al
cambio de la Matriz Productiva del Ecuador.
En el Decreto Ejecutivo No. 1831 publicado el 24 de julio del 2009 en el Registro
Oficial No. 641, resolvieron otorgar al Ministerio Coordinador de Producción, Empleo y
Competitividad (MCPEC) las competencias de coordinación de la distribución,
producción, y comercialización de biocombustibles en el Ecuador. Es por esto que el
Page 18
3
MCPEC crea el Proyecto ECOPAÍS, que empezó el 12 de enero del 2010 con un Plan
Piloto de producción de gasolina mezclada al 5% con etanol cuya finalidad para dicho
año era la elaboración de 40 millones de litros de etanol al año (ProEcuador, 2013). Sin
embargo el propósito del gobierno cambió en los últimos años, proponiéndose como
nueva meta el aumento de la producción de etanol a 400 millones de litros al año. Esto
significa una ampliación en la producción de 360 millones de litros.
Según la Organización de las Naciones Unidas para la Alimentación y la
Agricultura (por sus siglas en inglés FAO) el suelo destinado para la fabricación de
biocombustibles es de aproximadamente 250 y 800 millones de hectáreas en el mundo,
descartando los bosques, espacios destinados a la ganadería, zonas para cultivos
alimenticios y zonas protegidas (FAO, 2013); por esta razón el bioetanol de segunda
generación, obtenido de la biomasa lignocelulósica del maíz, que se adquiere a partir de
fuentes que no son comestibles, no pone en riesgo la seguridad alimentaria.
1.2 Formulación del Problema
De lo planteado anteriormente el problema se formuló de la siguiente manera:
¿Cuál es el potencial de producción de bioetanol obtenido de la biomasa lignocelulósica
de los residuos de cosecha del maíz suave?
1.3 Preguntas Directrices
¿Cuál es la composición de la biomasa lignocelulósica de la planta de maíz?
¿Cuáles son los parámetros para obtener la mayor cantidad de bioetanol?
¿Cuál es el mecanismo de conversión de biomasa lignocelulósica a bioetanol?
¿Qué método se utilizará para la identificación del bioetanol?
¿Cuál es el rendimiento de conversión de residuos de maíz (hojas y tallo) a bioetanol?
1.4 Objetivos
1.4.1 Objetivo General
Evaluar el potencial de producción de bioetanol de la biomasa lignocelulósica del maíz
tratada por hidrólisis ácida.
1.4.2 Objetivos Específicos
Determinar la composición de la biomasa lignocelulósica de la planta de maíz.
Evaluar la obtención de glucosa a partir de la hidrólisis ácida de la biomasa de
maíz.
Definir los parámetros para la obtención de la mayor cantidad de bioetanol.
Determinar el rendimiento de bioetanol a partir de la hidrolisis ácida del desecho
de maíz (hojas y tallo).
Page 19
4
1.5 Justificación e Importancia
En la actualidad en Ecuador no existe aprovechamiento de los desechos de la
cosecha del maíz de forma industrial, debido a diversos factores desfavorables, como por
ejemplo la despreocupación en la industrialización, la falta de información de procesos
de obtención de alcohol de residuos lignocelulósicos y los costos de producción.
Una de las razones para promover la industria de los biocombustibles, es la
generación de menos impacto ambiental en relación con el de los combustibles fósiles.
En el estudio que llevó a cabo el Instituto Smithsoniano de Investigaciones Tropicales
por Jorn Scharlemann y William Laurence, determinaron que el 80% de los
biocombustibles disminuyen las emisiones de dióxido de carbono en un 30%, el bioetanol
por su parte disminuye las emisiones un 13%. (Espinoza, Juárez, Arellano, & Bonfil)
Con estas cifras se prevé que la obtención mundial de bioetanol aumentará rápidamente
a 127 mil millones de litros en el año 2017, en Estados Unidos y Brasil se concentra la
mayor producción, en menor medida la Unión Europea y China. (UNESCO, 2016)
La seguridad alimentaria se logra cuando “todas las personas en todo momento
tienen acceso físico y económico a suficiente alimento, seguro y nutritivo, para satisfacer
sus necesidades alimenticias, con el objeto de llevar una vida activa y sana” (FAO, 1996).
A medida que crece la producción de los biocombustibles se contribuye a aumentar el
precio del maíz y de otras materias primas utilizadas para su elaboración, esta es la razón
por la cual la competitividad en este sector podrá verse afectada con el alza de precios de
un 70-75% aproximadamente.
La utilización de los residuos del maíz para la producción de biocombustibles
impedirá el uso de cultivos designados a la alimentación, también evitaría el empleo
descomunal de tierras. El empleo de desechos agroindustriales no pondrá en riesgo la
seguridad alimentaria.
Con el presente trabajo de investigación se desea, aprovechar el potencial uso de
subproductos agrícolas, así como también evitar la pérdida de recursos orgánicos,
contribuyendo a minimizar el problema de contaminación ambiental y preservando los
recursos tanto renovables como no renovables.
Igualmente, se busca proponer alternativas a la agroindustria del país fomentando
no solo la siembra, sino también el aprovechamiento de los residuos, dándole un valor
agregado, generando empleo e inversión en la agricultura a bajo costo, ya que la planta
genera residuos aprovechables en un tiempo de 100 a 150 días de haberse sembrado,
cuando las mazorcas están tiernas y blandas. (La cosecha de maíz, 2016)
Page 20
5
CAPÍTULO II
MARCO DE REFERENCIA
2.1 Antecedentes
Para evaluar la obtención de bioetanol de la biomasa lignocelulósica de la cosecha
de maíz por hidrólisis ácida es útil describir la consulta documental de investigaciones
realizadas que tienen relación con los objetivos presentados en este estudio, se mencionan
a los siguientes:
Todd Lloyd y Charles Wyman, (2005) en cuyo trabajo de investigación
“Combined sugar yields for dilute sulfuric acid pretreatment of corn stover followed by
enzymatic hydrolysis of the remaining solids” identificaron las condiciones para lograr
los rendimientos más altos de azúcares, tanto en la etapa 1 de pre-tratamiento de hidrólisis
con ácido diluido para obtener xilosa, como de la etapa 2 de hidrólisis enzimática de la
celulosa para la obtención de glucosa. Las concentraciones de ácido sulfúrico utilizadas
fueron 0,22%; 0,49% y 0,98% p/p a una temperatura de 140 oC, 160 oC, 180 oC y 200 oC.
En este trabajo realizaron una comparación entre la acción del ácido sulfúrico y
el agua sobre los rendimientos de azúcar de los residuos de maíz en el pre-tratamiento,
demostraron que los rendimientos de azúcar eran más bajos si no se utilizaba ácido. Los
resultados de este estudio demuestran que hasta el 93% de los azúcares totales de los
residuos de maíz se recupera en las dos etapas a 140oC durante 40 minutos y a una
concentración de H2SO4 de 0,98%.
Maritza Jacqueline Mantilla Torres, (2012) presentó el trabajo “Hidrólisis ácida
del bagazo de caña de azúcar y paja de trigo con una posterior fermentación alcohólica
para obtención de etanol”, en el cual utiliza bagazo de la caña de azúcar y paja de trigo
para realizar la hidrólisis ácida y así desdoblar la celulosa, para la obtención de azúcares
reductores que luego serán fermentados para la producción de bioetanol.
En esta investigación aplicaron un pre tratamiento, que consistió en un
calentamiento constante con hidróxido de sodio (NaOH) a dos concentraciones (10 g/l)
y 5 g/l) y a dos tiempos de reacción (30 y 60 minutos). Después las muestras fueron
sometidas a hidrólisis ácida a dos concentraciones de ácido sulfúrico (2 y 4 % p/p), dos
tiempos de hidrólisis (90 y 180 minutos) y dos temperaturas de reacción (50ᶛC y 75ᶛC).
En la etapa de fermentación emplearon las muestras con mayor contenido de azúcares en
los dos sustratos, a continuación fueron concentradas y fermentadas con Saccharomyces
cerevisiae, finalmente destilaron el alcohol.
Del bagazo de la caña sin pre tratamiento obtuvieron los mejores resultados a las
siguientes condiciones: temperatura de hidrólisis de 75°C por 90 minutos y 2% de H2SO4.
El rendimiento que obtuvieron fue de 17,34% con una concentración de 6°GL.
Page 21
6
Karen Chauca Espinoza y César Grosso Gamboa, (2017) realizaron el trabajo
“Extracción de azúcares reductores totales ART por métodos físicos y químicos de planta
de Zea mays (Poaceae) maíz amarillo duro”, en este estudio evaluaron diferentes
combinaciones de métodos de hidrólisis del residuo lignocelulósico del maíz amarillo
duro con la finalidad de establecer el método óptimo para la máxima obtención de
azúcares reductores totales (ART) para su utilización como sustrato en procesos
fermentativos en la producción de proteínas unicelulares y bioetanol.
Manejaron métodos de hidrólisis químicos, físicos y la combinación de ambos,
manipulando como soluciones extractantes agua destilada estéril, hidróxido de sodio y
ácido sulfúrico al 1,25 %. Realizaron la determinación de azúcares reductores totales de
los filtrados que obtuvieron de cada uno de los tratamientos empleando el método de
Folin-Wu. La máxima concentración de azúcares reductores totales que consiguieron
corresponde a 82,94 y 84,18 g/L, al aplicar la hidrólisis mixta, es decir, la combinación
del método físico y físico-químico.
Junmeng Caia, Yifeng He, Xi Yu, Scott W. Banks, Yang Yang, Xingguang
Zhang, Yang Yu, Ronghou Liu y Anthony V. Bridgwater, (2017) publicaron el estudio
titulado “Review of physicochemical properties and analytical characterization of
lignocellulosic biomass” en donde se detallan algunas propiedades fisicoquímicas de la
biomasa lignocelulósica como el tamaño de partícula, fluidez, densidad, molturación,
absorción de humedad, composición elemental, contenido energético y composición
química. Además muestran las técnicas de caracterización correspondientes para estas
propiedades y su desarrollo reciente.
2.2 Fundamento Teórico
2.2.1 Biocombustibles
Son aquellos carburantes que se obtienen de la biomasa. La biomasa comprende
todo tipo de materia orgánica que se haya originado de un proceso biológico de
organismos vivos, incluye tanto productos de origen vegetal como de origen animal. En
caso de que se eleven excesivamente los precios de los hidrocarburos o se agoten, los
biocombustibles podrían utilizarse como una fuente de energía alternativa.
Los gases de efecto invernadero calientan la superficie terrestre y aceleran la
variación del clima en la Tierra, el propósito principal del aprovechamiento de los
biocombustibles es disminuir estas emisiones de dióxido de carbono a la atmósfera; esta
es una de las diferencias de utilizar para consumo energético la biomasa en lugar de
combustibles fósiles que son los que provocan el cambio climático. (Salinas Callejas &
Gasca Quezada, 2009). El bioetanol y biodiesel son los biocombustibles más estudiados
y consumidos en la actualidad.
Page 22
7
2.2.1.1 Obtención de los biocombustibles
Existen diferentes métodos de obtención de biocombustibles, entre ellos están los
mecánicos, termoquímicos, biotecnológicos y extractivos; en la Figura 1 se muestra las
técnicas, productos y aplicaciones de estos métodos:
Figura 1: Proceso de obtención de biocombustibles
Fuente: Salinas Callejas & Gasca Quezada, 2009
2.2.1.2 Clases de biocombustibles
El permanente avance de los biocombustibles ha dado lugar a la existencia de
biocombustibles de primera, segunda, tercera y cuarta generación. A continuación se
detalla brevemente cada una de estas:
• Biocombustibles de primera generación: disponen de materias primas que se
utilizan como alimento (por ejemplo los granos de maíz; los jugos de la caña de azúcar y
de remolacha; los aceites de semilla de girasol, soya, ricino, palma, semilla de maní,
entre otros). En este campo emplean tecnologías convencionales como la fermentación
para los carbohidratos y azúcares; la transesterificación para las grasas y aceites; y la
digestión anaerobia para los desechos orgánicos. A partir de los azúcares producen
etanol, metanol y n-butanol; de los aceites obtienen biodiesel; y de los desperdicios
orgánicos (mezcla de metano con dióxido de carbono) consiguen biogás. (Álvarez C. ,
2009)
• Biocombustibles de segunda generación: está área produce combustible de las
materias primas que no se utilizan como alimento y de semillas oleaginosas no
comestibles, como por ejemplo la paja de trigo, el bagazo de la caña de azúcar, el aserrín,
Page 23
8
las hojas y las ramas secas de árboles, etc. Para la elaboración de biocombustibles
sintéticos líquidos utilizan procesos termoquímicos. (UNAB, 2015)
•Biocombustibles de tercera generación: utiliza plantas no alimenticias de
crecimiento rápido en cuyos componentes químicos se encuentran almacenados una alta
densidad energética, razón por la cual se los denomina “cultivos energéticos”. Ejemplo
de estos son las algas verdes, algas verde-azules y los pastos perennes.
•Biocombustibles de cuarta generación: en este grupo manejan bacterias
genéticamente modificadas, que producen biocombustible al aprovechar el dióxido de
carbono o cualquier otra fuente de carbono. (Álvarez C. , 2009)
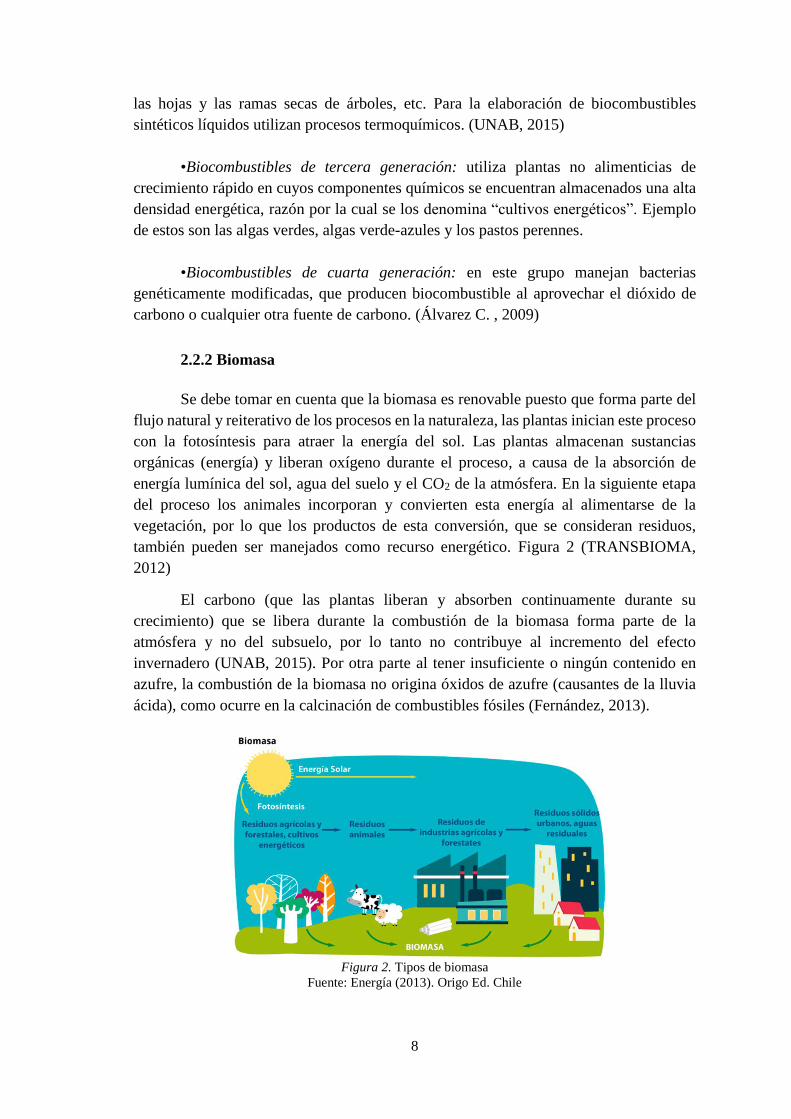
2.2.2 Biomasa
Se debe tomar en cuenta que la biomasa es renovable puesto que forma parte del
flujo natural y reiterativo de los procesos en la naturaleza, las plantas inician este proceso
con la fotosíntesis para atraer la energía del sol. Las plantas almacenan sustancias
orgánicas (energía) y liberan oxígeno durante el proceso, a causa de la absorción de
energía lumínica del sol, agua del suelo y el CO2 de la atmósfera. En la siguiente etapa
del proceso los animales incorporan y convierten esta energía al alimentarse de la
vegetación, por lo que los productos de esta conversión, que se consideran residuos,
también pueden ser manejados como recurso energético. Figura 2 (TRANSBIOMA,
2012)
El carbono (que las plantas liberan y absorben continuamente durante su
crecimiento) que se libera durante la combustión de la biomasa forma parte de la
atmósfera y no del subsuelo, por lo tanto no contribuye al incremento del efecto
invernadero (UNAB, 2015). Por otra parte al tener insuficiente o ningún contenido en
azufre, la combustión de la biomasa no origina óxidos de azufre (causantes de la lluvia
ácida), como ocurre en la calcinación de combustibles fósiles (Fernández, 2013).
Figura 2. Tipos de biomasa
Fuente: Energía (2013). Origo Ed. Chile
Page 24
9
2.2.2.1 Tipos de biomasa
La biomasa puede clasificarse de acuerdo a su composición, origen, y estado, en
la Figura 3 se detalla esta clasificación:
Figura 3. Tipos de biomasa de acuerdo al origen, composición y estado
Fuente: Casa, Evelyn
Según el origen:
•Biomasa natural: Se origina de modo espontáneo en la naturaleza, sin
participación humana. Por ejemplo; podas naturales de los bosques.
•Biomasa residual, engloban los siguientes:
-Residuos forestales: comprenden los desechos vegetales provenientes de
tratamientos silvícolas y los residuos de cortes de maderas.
-Residuos agrícolas: contiene los restos de podas, rastrojos de cultivos, etc.
-Residuos de industrias forestales: como los aserraderos, fábricas de papel, etc.
-Residuos de industrias agrícolas: en este grupo se encuentran los bagazos,
orujos, cáscaras, vinazas, etc.
-Residuos ganaderos: se refiere principalmente al estiércol, huesos, sebos, etc.
•Cultivos energéticos: Su único propósito es producir biomasa de la que se pueda
obtener combustible. Por ejemplo; los cereales, oleaginosas, remolacha y los cultivos
lignocelulósicos. (EPEC, 2016)
TIPOS DE BIOMASA
Según la composición
Oleaginosa
Alcoholígena
Amilácea/Inulínica
Lignocelulósica
Según el origen
Natural
Residual
Cultivo Energético
Según su estado
Sólida
Líquida
Gaseosa
Page 25
10
2.2.3 Biomasa lignocelulósica
Biomasa vegetal compuesta por celulosa, hemicelulosa y lignina. De este grupo
se excluye a la biomasa que está formada por almidón, azúcares y proteínas; como es el
caso de los cereales y granos. Cultivos agrícolas, bosques, residuos de cosechas y otros
desechos de la industria del papel y de la madera, son fuente de biomasa lignocelulósica
(Abril & Navarro, 2012).
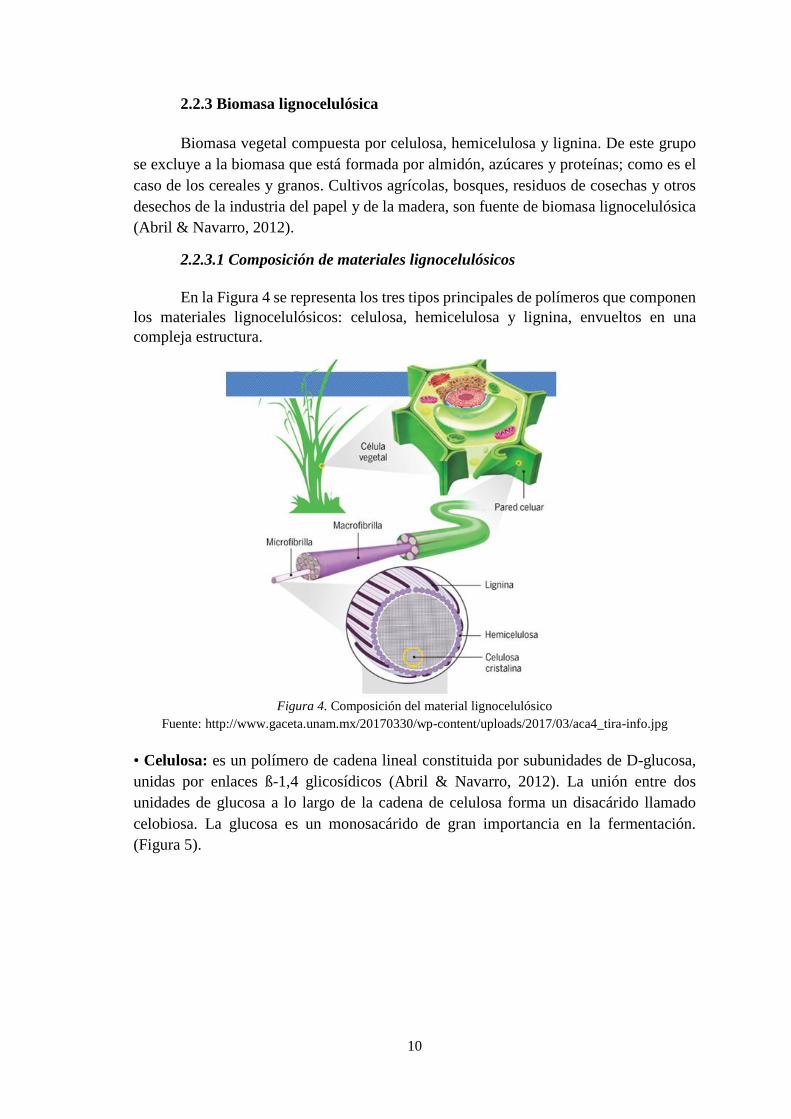
2.2.3.1 Composición de materiales lignocelulósicos
En la Figura 4 se representa los tres tipos principales de polímeros que componen
los materiales lignocelulósicos: celulosa, hemicelulosa y lignina, envueltos en una
compleja estructura.
Figura 4. Composición del material lignocelulósico
Fuente: http://www.gaceta.unam.mx/20170330/wp-content/uploads/2017/03/aca4_tira-info.jpg
• Celulosa: es un polímero de cadena lineal constituida por subunidades de D-glucosa,
unidas por enlaces ß-1,4 glicosídicos (Abril & Navarro, 2012). La unión entre dos
unidades de glucosa a lo largo de la cadena de celulosa forma un disacárido llamado
celobiosa. La glucosa es un monosacárido de gran importancia en la fermentación.
(Figura 5).
Page 26
11
Figura 5. Cadena de Celulosa
Fuente: http://www.elsevier.es/ficheros/publicaciones/jpeg
Las cadenas de celulosa forman una estructura cristalina cuando tienden a
ordenarse en planos paralelos, esto sucede por la presencia de grupos OH que pueden ser
de la misma cadena y de cadenas adyacentes que forman puentes de hidrógeno
intermoleculares y extra-moleculares. Se da lugar a la formación de microfibrillas cuando
conjuntos de cadenas lineales se agrupan en dirección longitudinal y se ubican en la pared
celular.
La resistencia de la celulosa se debe a la gran red de enlaces de hidrógeno. La
celulosa presenta un grado de cristalinidad cuando las cadenas de celulosa se asocian en
forma paralela, por este motivo la celulosa a pesar de su alto contenido en grupos
hidroxilo es insoluble en agua. Esta estructura cristalina ocasiona ciertos inconvenientes
cuando se requiere utilizar material lignocelulósico, ya que limita el ataque de diferentes
sustancias químicas y enzimas. En las estructuras lignocelulósicas la celulosa consta de
dos zonas, una cristalina (organizada) y otra amorfa.
El tratamiento físico de reducción de tamaño por molienda, aumentan la
superficie expuesta del material, y a la vez disminuye el grado de polimerización y
cristalinidad de la celulosa, favoreciendo los futuros tratamientos. Para el
aprovechamiento de los materiales lignocelulósicos se utilizan tratamientos químicos con
ácidos, bases o agentes oxidantes para romper la pared interna y las estructuras de la
lignina y de la hemicelulosa, este tratamiento también colabora con los posteriores
métodos (Abril & Navarro, 2012).
Page 27
12
• Hemicelulosa: es un carbohidrato complejo y heterogéneo, en su estructura
presenta diferentes polímeros como pentosas (xilosa y arabinosa), hexosas (manosa,
glucosa y galactosa), azúcares y ácidos; enlazados entre sí glucosídicamente. La función
que cumple este carbohidrato es de unión entre las fibras de celulosa y la lignina, además
otorga rigidez a la red de lignina, hemicelulosa y celulosa (Sánchez Riaño, Gutiérrez
Morales, & Muñoz Hernández, 2010 ).
•Lignina: es un heteropolímero amorfo que está constituido por tres diferentes
unidades de fenilpropano (pcoumaril, coniferil y sinapil alcohol), unidos por enlaces
carbono-carbono (C-C) y tipo éter (C-OC) (Figura 6). Debido a la insolubilidad en agua
del heteropolímero amorfo y a la propiedad de ser ópticamente inactivo, la degradación
de la lignina es considerablemente complicada (Torres & Montero, 2015).
Figura 6. Estructura de la lignina
Fuente: Torres & Montero, 2015
•Componentes no estructurales: Estos compuestos no forman parte de la
estructura de la pared celular. Las plantas presentan en su estructura dos tipos: los
compuestos solubles en agua y en solventes orgánicos; y los compuestos inorgánicos que
son insolubles (Barroso, 2010; Caparros, 2009).
Solubles en agua y solventes orgánicos:
Terpenos: se denominan polímeros de isopreno, están vinculados con los
alcoholes terpénicos.
Page 28
13
Resinas: son grasas, ácidos grasos, fitoesteroides.
Fenoles: como los taninos derivados de ácido gálico y de la catequina.
Proteínas: su presencia es intrínseca a la naturaleza del material vegetal.
Otros: carbohidratos de bajo peso molecular, alcaloides y lignina soluble.
Insolubles (compuestos inorgánicos):
Cenizas: compuestos inorgánicos especialmente sales minerales, como
carbonatos y oxalatos.
2.2.4 Características botánicas de la planta de maíz
La planta del maíz es una monocotiledónea anual de elevada altura (60-80 cm),
frondosa, con un sistema radicular fibroso y un sistema caulinar con pocos macollos. La
inflorescencia femenina (mazorca) que está cubierta por hojas y que se usarán como
reserva, se forma en las yemas laterales en la axila de las hojas del segmento superior de
la planta. Las mazorcas son espigas cuya forma es cilíndrica, presentan un raquis central
donde se incrustan las espiguillas por pares; cada espiguilla contiene dos flores, una fértil
y otra abortiva, ubicadas en hileras paralelas. Las hojas que se desprenden de los nodos
son alternas, lanceoladas y acuminadas, de forma alternada nacen de los nudos. Los
entrenudos y las yemas florales están protegidos por una vaina. El segmento superior de
la planta está constituida de una espiga central con algunas ramificaciones laterales, lugar
donde se producirán los granos de polen. (Sánchez, 2014)
Taxonomía:
Reino: Vegetal
Subreino: Embriobionta
División: Magnoliophyta (Angiosperma)
Clase: Liliopssida (Monocotiledónea)
Orden: Cyperales
Familia: Poaceae
Género: Zea
Nombre científico: Zea mays
Nombre común: Maíz
Page 29
14
Figura 7: Planta de maíz
Fuente: Sánchez, 2014
La temperatura óptima de germinación del maíz esta entre 21 y 26 °C, tomando
en consideración que siempre debe estar por encima de los 10 °C. El ciclo de cultivo es
de 150 a 190 días y la cosecha se ejecuta a los 5 meses de haber sembrado la planta,
generalmente se cosecha a mediados del mes de septiembre, aunque puede prolongarse
hasta enero en función de la variabilidad del clima. (Sánchez, 2014)
2.2.4.1 Morfología de los residuos de cosecha de maíz.
La pared celular primaria de las gramíneas está compuesta por microfibrillas de
celulosa acopladas en una matriz de hemicelulosa (principalmente
glucuronoarabinoxilanos (GAX) (Fig.8), y β-glucanos con enlaces mixtos), compuestos
fenólicos como los ácidos hidroxicinámicos (ácidos ferúlico y p-cumárico), pectinas
(homogalacturonanos y ramnogalacturonanos), proteínas estructurales y enzimas; la
pared celular secundaria está constituida fundamentalmente por celulosa, GAX, ácidos
hidroxicinámicos y lignina (Ríos, Malvar, & Rogelio, 2011).
Page 30
15
Figura 8: Hemicelulosas: glucuronoarabinoxilanos (GAX)
Fuente: (Barros, Malvar, & Santiago, 2011)
La caracterización química de la planta de maíz se presenta en la Tabla 1.
(Amador & Boschini F., 2000)
Tabla 1
Composición química de la planta de maíz
Fuente: Amador & Boschini F., 2000
2.2.5 Procesamiento de los materiales lignocelulósicos
En el proceso de fermentación la glucosa existente se convierte en etanol, pero
cuando se trabaja con biomasa lignocelulósica, primero se debe convertir la celulosa a
azúcares simples por medio de la hidrólisis y posteriormente fermentada para obtener
etanol.
La materia prima lignocelulósica debe ser sometida a las siguientes etapas:
(Viñals, Bell, Michelena, & Ramil, 2012)
1. Preparación del material lignocelulósico: después de recolectar la biomasa
lignocelulósica el siguiente paso es la reducción de tamaño, una buena
alternativa es utilizando técnicas de cortado y/o molido.
Compuesto Tallo (%) base
seca
Hojas (%) base
seca
Mazorca (%) base
seca
Hemicelulosa 24,59 29,67 32,18
Celulosa 36,05 31,40 23,00
Lignina 6,39 4,28 1,79
Cenizas 6,64 13,20 3,74
Page 31
16
2. Pre-tratamiento (fraccionamiento de la hemicelulosa y parte de la
lignina): se debe llevar a cabo la ruptura de la estructura lignocelulósica para
utilizar los azúcares que componen la biomasa mediante un pre-tratamiento,
con el objetivo de separar la fracción rica en xilosa (hemicelulosa) de la
lignina. La función del pre-tratamiento es aumentar la susceptibilidad del
material vegetal para conseguir un sustrato que sea altamente accesible al
ataque enzimático, químico y microbiológico. En esta etapa se emplea
métodos biológicos, físicos, químicos y físico-químicos. En la Tabla 2 se
indica algunos métodos propuestos y desarrollados de pre-tratamiento.
3. Purificación del hidrolizado (si es necesario): cuando en el hidrolizado se
detecta la presencia de compuestos tóxicos que pueden afectar las siguientes
etapas del proceso de obtención del alcohol, para este inconveniente es útil
aplicar un proceso de purificación, en algunos casos utilizan los métodos
denominados overliming que emplean hidróxido de calcio, lavado con agua y
lavado en dos fases con agua y acetato de etilo.
4. Hidrólisis principal (desintegración de la celulosa): la hidrólisis con ácido
concentrado y diluido son las técnicas químicas más aprovechadas para
trasformar la celulosa en azúcares simples.
5. Purificación del hidrolizado (si es necesario)
6. Fermentación: en esta etapa participan los microorganismos que son los
encargados de procesar los azúcares (glucosa, fructosa, sacarosa, etc.) hasta
obtener alcohol en forma de etanol, dióxido de carbono en forma de gas y
moléculas de ATP que consumen los propios microorganismos en su
metabolismo durante este período.
7. Recuperación del etanol: la destilación es una operación que consiste en
separar uno o varios componentes de una mezcla líquida cuyos puntos de
ebullición difieren entre sí. El proceso se inicia cuando un líquido se calienta
hasta que sus componentes más volátiles pasen a la fase de vapor, por medio
de la condensación se recuperan estos componentes en forma de líquido
después de haberse enfriado el vapor. La destilación comprende tres etapas:
obtención de etanol crudo (45% vol.), rectificación (96% vol.) y
deshidratación (99,9% vol.).
Page 32
17
Tabla 2
Métodos de tratamiento de la biomasa lignocelulósica para la obtención de bioetanol
MÉTODO PROCEDIMIENTO OBSERVACIONES EJEMPLO
PRETRATAMIENTOS FÍSICOS
Trituración
mecánica
Reducción a astillas,
trituración, molienda
Al reducir el tamaño de las
partículas se aumenta la
superficie específica, así como
también se reduce el grado de
polimerización
Desechos de madera y
forestales (como paja,
madera dura), residuos de
maíz, bagazo de caña
PRETRATAMIENTOS FÍSICO-QUÍMICOS
Explosión con
CO2
Dosis de 4 kg CO2/kg
de fibra; 5,62 MPa
No origina compuestos
inhibitorios. Rendimientos
relativamente bajos
comparados al proceso de
explosión de fibra con
amoníaco (AFEX).
Mezcla de papel reciclado,
alfalfa, bagazo de caña
Proceso de
explosión de
fibra con
amoníaco
(AFEX)
Dosis 1-2kg de
amoníaco/kg biomasa
seca, 90ºC,30min
Para aumentar su eficiencia no
necesita tamaños pequeños de
partícula. Se necesita
recuperación del amoniaco.
Para biomasa con alto
contenido de lignina no es
eficiente.
Residuos sólidos urbanos,
materiales herbáceos (paja
de trigo y cebada, desechos
de maíz, cascarilla de arroz),
alfalfa, bagazo
Explosión de
vapor
Vapor saturado a
160-260ºC; 0,69-
4,85MPa por varios
segundos o minutos,
luego descompresión
hasta presión
atmosférica.
Hidrólisis del 80 al 100% de la
hemicelulosa. Menor gasto
energético con reducción de
tamaño. La lignina inalterada
se puede extraer. Se pierde una
parte de los xilanos de las
hemicelulosas. Generación de
inhibidores que afectan la etapa
de fermentación. Ruptura
incompleta de la matriz
lignina-carbohidratos.
Madera de eucalipto, madera
blanda, paja de arroz, bagazo
PRETRATAMIENTOS QUÍMICOS
Hidrólisis
ácida
H2SO4 al 10-30%;
170-190ºC; relación
1:1,6 sólido-líquido.
Ácido -peracético 21-
60%
Ácidos concentrados: se
obtienen rendimientos de
hidrólisis superiores al 90%. Se
requiere la recuperación del
ácido, altas inversiones en los
equipamientos debido a los
efectos corrosivos del ácido.
Madera de álamo, aserrín de
madera dura, bagazo de
caña, paja de trigo, desechos
de maíz
Page 33
18
H2SO4, HCl, HNO3 al
1-5%. T=160-200ºC;
Presiones cercanas a
1 MPa
Ácidos diluidos: bajo consumo
de ácido; rendimiento de
hidrólisis del 80 al 100% de la
hemicelulosa; la alta
temperatura beneficia la
hidrólisis de la celulosa.
Hidrólisis
alcalina
NaOH diluido, 24 h,
60ºC
Aumento del área superficial
interna. Existe a menudo una
pérdida de productos en la
degradación de hemicelulosa y
solubilización de lignina,
efecto inhibidor en algunos
casos. Disminución del grado
de cristalización
Desechos de maíz, madera
dura, hojas de caña de
azúcar, paja con bajo
contenido de lignina (10-
18%), bagazo de caña.
PRETRATAMIENTOS BIOLÓGICOS
Tratamiento
con hongos
Hongos de la
pudrición blanca,
blanda y parda.
Producción de
celulasas por
fermentación en
sustrato sólido
Bajo requerimiento energético,
producción del proceso a
condiciones ambientales.
Demasiado lento el proceso de
hidrólisis.
Paja de trigo, desechos de
maíz.
Fuente: Sánchez Riaño, Gutiérrez Morales, & Muñoz Hernández, 2010
Sánchez, Óscar Julián; Cardona, Carlos Ariel, 2005
2.2.6 Hidrólisis con ácido diluido
Proceso químico que utiliza sustancias ácidas para romper las cadenas de
polisacáridos que constituyen la biomasa (hemicelulosa y celulosa), y transformarlas en
sus monómeros elementales. Entre las diferentes clases de ácidos que se utilizan en este
tipo de hidrólisis se encuentran el sulfuroso, clorhídrico, sulfúrico, fosfórico, nítrico y
fórmico. La condición que se debe destacar al momento de trabajar con ácidos diluidos
(1-5%) es el uso de temperaturas altas (160-240ºC).
En el tratamiento químico la reacción principal que se lleva acabo es la hidrólisis
de la hemicelulosa que produce xilano en forma de glucomanano. Al ser expuestas a
reacciones hidrolíticas la hemicelulosa produce monómeros, como el hidroximetil
furfural (HMF), furfural y otros productos. En ambientes ácidos la lignina precipita y se
condensa rápidamente durante el tratamiento. (Viñals, Bell, Michelena, & Ramil, 2012).
La celulosa se convierte en glucosa, en la etapa de hidrólisis; según la siguiente
reacción: 𝑛 𝐶6𝐻10𝑂5 + 𝑛 𝐻2𝑂 → 𝑛 𝐶6𝐻12𝑂6
Page 34
19
2.2.7 Azúcares reductores
Compuestos que presentan en su estructura un carbono libre y en determinadas
condiciones pueden reducir a las sales cúpricas; dan reacciones positivas con las
soluciones de Tollens, Benedictó o Fehling; los carbohidratos que tienen un grupo
hemiacetal en su estructura dan pruebas positivas. Algunos de estos azúcares son la
glucosa, fructosa, lactosa y maltosa.
El grupo carbonilo presente en la molécula de los monosacáridos y de la mayoría
de los disacáridos le otorga un poder reductor. Este carácter reductor se puede comprobar
al hacer reaccionar el azúcar con el sulfato de cobre (II), mediante una reacción redox.
El color de las soluciones de sulfato de cobre (II) es azul, este al reaccionar con el azúcar
reductor forma óxido de cobre (I) que es de color rojo. Se comprueba el carácter reductor,
debido al cambio de color (Fernandez, 2013).
2.2.8 Fermentación
El piruvato producido durante la glicosilación en la ruta de Embden-Meyerhof-
Parnas (EMP) se convierte en acetaldehído y etanol. A continuación se muestra la
reacción global:
Glucosa + 2 ADP → 2 Etanol + 2 CO2 + 2 ATP
Teóricamente por 1g de glucosa se produce 0,51g etanol y 0,49g CO2. En la
práctica alrededor del 10% de la glucosa se convierte en biomasa y los productos finales
(etanol y dióxido de carbono) alcanzan un rendimiento del 90% del valor teórico.
El microorganismo generalmente utilizado en la elaboración de etanol es la
levadura. A pesar de necesitar ambientes anaeróbicos en las fermentaciones alcohólicas,
las levaduras requieren algo de oxígeno para sintetizar varios compuestos que se
encuentran presentes en la membrana; como los esteroles y los ácidos grasos insaturados.
La envoltura de la célula de la levadura está constituida por un espacio
periplásmico, una membrana plasmática y una pared celular (formada por polisacáridos
y un menor número de péptidos). Las levaduras presentan una considerable fuerza
compresional y tensil debido a la estructura semirrígida permeable al soluto. Los grupos
carboxilo de los péptidos ubicados en la pared celular, otorgan a las levaduras una
capacidad de floculación, que después de la fermentación facilitan la separación sólido-
líquido. Por la formación de puentes salinos entre los grupos carboxilo de la pared celular
y los iones calcio ocurre la floculación (Ward, 2013).
El nombre Saccharomyces cerevisiae proviene de la palabra Saccharo (azúcar),
myces (hongo) y cerevisiae (cerveza). Esta levadura heterótrofa en condiciones
anaeróbicas convierte las hexosas en etanol. El 96% de fermentaciones alcohólicas se
lleva a cabo mediante cepas de Saccharomyces cerevisiae o especies relacionadas. Las
cepas de Saccharomyces cerevisiae pueden producir concentraciones de etanol de hasta
el 12-14% (Suárez-Machín, Caridad; Garrido-Carralero, Norge Antonio; Guevara-
Rodríguez, Carmen, 2016).
Page 35
20
2.2.8.1 Factores que influyen en la fermentación
•Concentración de azúcares: La concentración excesiva o muy baja de
carbohidratos en forma de monosacáridos y disacáridos disminuye la actividad de las
levaduras.
•pH: En la etapa de fermentación es recomendable ajustar el mosto a un rango
óptimo de pH 3,5 a 5,5.
•Temperatura: Si la temperatura es baja el proceso de fermentación será lento.
La temperatura ideal para el proceso de fermentación es 30 °C. Si se supera una
temperatura mayor a 55°C por 5 minutos se produce muerte de los microorganismos.
•Contacto con el aire: No debe existir contacto con el aire, por lo que los
recipientes deben ser herméticos, si existe una mínima cantidad de oxígeno en contacto
con el mosto el proceso se detiene.
•Alcohol: el etanol puede ejercer un efecto inhibitorio en el crecimiento y
disminución de la viabilidad en la célula, a partir de un 8% (v/v).
•Desecación: factor principal que influyen negativamente en el crecimiento y
actividad celular de los microorganismos.
•Presión osmótica: El suministro de nutrientes para la levadura se lleva a cabo
mediante un proceso osmótico, para impedir los fenómenos de plasmoptisis y plasmólisis
es importante evitar medios hipertónicos o hipotónicos. La velocidad de fermentación, la
viabilidad celular y la disminución en el volumen celular son causadas por el estrés
osmótico (Suárez-Machín, Caridad; Garrido-Carralero, Norge Antonio; Guevara-
Rodríguez, Carmen, 2016).
2.2.9 Compuestos tóxicos generados en los pre-tratamientos
Los compuestos tóxicos son originados debido a las altas temperaturas (a mayor
temperatura de pre-tratamiento se genera mayor cantidad de tóxicos) y a los medios
ácidos en los que se ejecutan los pre-tratamientos. La naturaleza y concentración de las
sustancias inhibidoras dependerá del tipo de biomasa vegetal (madera dura, blanda o
herbácea), de las condiciones del proceso (tiempo y temperatura) y del método de pre-
tratamiento.
Los inhibidores se dividen en 3 grupos: los derivados del furano, los derivados
fenólicos y los ácidos alifáticos de bajo peso molecular. Los azúcares reductores se
degradan al ser sometidos a elevadas temperaturas, formando los siguientes compuestos
derivados del furano: el 5-hidroximetilfurfural (HMF), originado de la degradación de
las hexosas (glucosa, manosa y galactosa) y el furfural, que proviene de la degradación
de las pentosas (xilosa y arabinosa). El furfural puede degradarse a ácido fórmico o
polimerizarse; el ácido levulínico y ácido fórmico se forman de la descomposición del
HMF. El producto de la hidrólisis de los restos de acetilo de la hemicelulosa es el ácido
Page 36
21
acético, presente también en el hidrolizado (Almenares-Verdecía, J., & Ngoma-Presline,
F., & Serrat-Díaz, M, 2011).
Las maderas duras contienen en su estructura mayor número de restos acetilados
y pentosas, por esta razón los hidrolizados obtenidos del tratamiento ácido de estas
maderas tienen mayor concentración de ácido acético y furfural que aquellos procedentes
de las maderas blandas.
Los efectos tóxicos de los furfurales sobre los microorganismos son: el descenso
de la velocidad específica de crecimiento, disminución de la producción de volumen del
etanol y una menor producción de biomasa. La combinación de compuestos tóxicos con
moléculas biológicas como proteínas, lípidos y ácidos nucleicos, provoca daños en la
membrana plasmática. Otros compuestos como los ácidos alifáticos débiles provocan
disminución en la producción de la biomasa y bajo rendimiento de etanol.
La lignina también se degrada originando algunos compuestos fenólicos que
causan daño a la membrana plasmática. Los mecanismos de inhibición son semejantes al
de los ácidos alifáticos (Almenares-Verdecía, J., & Ngoma-Presline, F., & Serrat-Díaz,
M, 2011).
2.2.10 Bioetanol
El bioetanol (alcohol etílico o alcohol carburante), se obtiene en la etapa de
fermentación utilizando numerosas fuentes; una de ellas es material vegetal, que contiene
azúcares no libres (celulosa y almidones principalmente). El trigo, caña de azúcar, sorgo,
maíz, remolacha azucarera, melaza y madera son algunas de las principales fuentes de
materias primas para su fabricación (UNAB, 2015).
Figura 9. Diagrama de flujo de diferentes materias primas para producción de bioetanol
Fuente: Romero, 2010
Page 37
22
Se utiliza tres tipos de materias primas para la elaboración de etanol: azúcares de
la caña o de la remolacha, almidones de cereales como maíz, cebada o trigo, y del
material lignocelulósico de los vegetales proceden la celulosa y la hemicelulosa. En la
Figura 9 se aprecia las etapas de obtención del bioetanol en un diagrama de flujo
(Romero, 2010).
El etanol es un biocombustible, que a más de ser usado como sustituto de la
gasolina, puede ser mezclado en concentraciones del 5 o 10% para crear los llamados
combustibles E5 y E10, los cuales trabajan en los motores sin que requieran ningún tipo
de modificación.
La gasolina necesita de aditivos que aumenten su octanaje para disminuir su
capacidad auto-detonante, incrementando su resistencia a la compresión. El uso del bio-
alcohol como oxigenante tiene varias ventajas; entre ellas mayor contenido de O2 (se
requiere menor cantidad de aditivo), no contamina los depósitos de agua, reduce las
emisiones de CO, no es tóxico y mayor octanaje (Sánchez, Óscar Julián; Cardona, Carlos
Ariel, 2005).
2.2.10.1 Ventajas
•Disminución de la dependencia del petróleo.
•Disminución del impacto ambiental. En la actualidad se busca combustibles más
respetuosos con la naturaleza para frenar los problemas del cambio climático producido
por las emisiones de gases de efecto invernadero. El alto número de octano y el mayor
contenido de oxígeno permiten disminuir las emisiones de hidrocarburos, material
particulado y monóxido de carbono al ambiente.
•Existe un balance en las emisiones de dióxido de carbono generados por la
biomasa vegetal, ya que la combustión del bioetanol genera el mismo CO2 que absorbió
la planta en la etapa de crecimiento (UNAB, 2015).
•Aporta con una fuente de energía inagotable, ya que es reciclable.
•Contribuye al aprovechamiento de suelos con poco valor agrícola.
2.2.10.2 Desventajas
•Afinidad con el agua. Se puede producir una separación de la mezcla etanol-
gasolina, por la presencia de pequeñas cantidades de agua, lo que reduce el rendimiento
del motor, por esta razón el lugar de almacenamiento y los medios de transporte deben
estar libres de agua. El etanol puede actuar como disolvente facilitando al agua su
adherencia a las mezclas de etanol-gasolina.
•Costos de producción de bioetanol elevados, por el uso de biomasa
lignocelulósica (Salinas Callejas & Gasca Quezada, 2009).
Page 38
23
2.3 Marco Legal
La Constitución de la República del Ecuador del 2008 engloba el tema de investigación
este trabajo en algunos de sus artículos como:
Art. 13.-Del agua y alimentación “Las personas y colectividades tienen derecho al acceso
seguro y permanente a alimentos sanos, suficientes y nutritivos; preferentemente
producidos a nivel local y en correspondencia con sus diversas identidades y tradiciones
culturales. El Estado ecuatoriano promoverá la soberanía alimentaria.”
Art. 15.- Del ambiente sano “El Estado promoverá, en el sector público y privado, el uso
de tecnologías ambientalmente limpias y de energías alternativas no contaminantes y de
bajo impacto. La soberanía energética no se alcanzará en detrimento de la soberanía
alimentaria, ni afectará el derecho al agua.”
Art. 281.- De la soberanía alimentaria “La soberanía alimentaria constituye un objetivo
estratégico y una obligación del Estado para garantizar que las personas, comunidades,
pueblos y nacionalidades alcancen la autosuficiencia de alimentos sanos y culturalmente
apropiado de forma permanente.”
Art. 334.- De la democratización de los factores de producción “El Estado promoverá el
acceso equitativo a los factores de producción, para lo cual le corresponderá (…)
“Desarrollar políticas de fomento a la producción nacional en todos los sectores, en
especial para garantizar la soberanía alimentaria y la soberanía energética, generar
empleo y valor agregado.”
Art. 413.- De la biosfera, ecología urbana y energías alternativas “El Estado promoverá
la eficiencia energética, el desarrollo y uso de prácticas y tecnologías ambientalmente
limpias y sanas, así como de energías renovables, diversificadas, de bajo impacto y que
no pongan en riesgo la soberanía alimentaria, el equilibrio ecológico de los ecosistemas
ni el derecho al agua.”
El Plan Nacional de Desarrollo del Gobierno Nacional, denominado: “Plan Nacional
Toda una Vida 2017-2021”, establece los siguientes objetivos:
Objetivo 3. “Garantizar los derechos de la naturaleza para las actuales y futuras
generaciones.”
Objetivo 6. “Desarrollar las capacidades productivas y del entorno para lograr la
soberanía alimentaria y el Buen Vivir Rural” (Plan Nacional "Toda una Vida",
2017-2021).
Page 39
24
El Ministerio de Electricidad y Energías Renovables ha publicado las “Políticas
Energéticas del Ecuador 2008 – 2020”, donde destacan las políticas afines con las
energías renovables:
c) “impulsar un modelo de desarrollo energético con tecnologías ambientalmente
amigables”
f) “promover el desarrollo sustentable de los recursos energéticos e impulsar proyectos
con fuentes de generación renovable (hidroeléctrica, geotérmica, solar y eólica) y de
nueva generación eléctrica eficiente, incluyendo la nuclear y excluyendo la generación
con base en el uso del diésel”
2.4 Hipótesis
2.4.1 Hipótesis de trabajo (H1)
Es factible obtener bioetanol a partir de la glucosa obtenida de la hidrólisis ácida de los
residuos de cosecha del maíz.
2.4.2 Hipótesis nula (Ho)
No es factible obtener bioetanol a partir de la glucosa obtenida de la hidrólisis ácida de
los residuos de cosecha del maíz.
2.5 Conceptualización de variables
2.5.1 Variable dependiente.
Concentración de glucosa
2.5.2 Variable independiente.
Parte de la planta de maíz (tallos y hojas)
Concentración de ácido sulfúrico para la hidrólisis
Tiempo de hidrólisis
Page 40
25
CAPÍTULO III
METODOLOGÍA DE LA INVESTIGACIÓN
3.1 Diseño de la investigación
Para llevar a cabo la investigación, se utilizó el paradigma cuantitativo porque el
ámbito de estudio de la obtención de bioetanol de residuos de la cosecha de maíz son
fenómenos observables susceptibles de medición, a los cuales se aplicó la estadística
como método de análisis e interpretación, además fue objetiva ya que necesitó de
observaciones experimentales para comprobar las hipótesis y la experiencia como fuente
de conocimiento, evidencia y criterio de verificación. (Pimienta & Orden, 2014)
El nivel de investigación al que se llevó en este estudio es el descriptivo porque
se cuantificó los componentes que contiene la biomasa lignocelulósica, que después
fueron modificados debido a la acción de la hidrólisis con ácido diluido. Según (Arias,
2012) una investigación descriptiva consiste en la caracterización de un fenómeno,
individuo o grupo, con el fin de establecer su estructura o comportamiento.
El tipo de investigación manejado según su clasificación por el lugar es la
investigación de laboratorio porque se desarrolló en un lugar creado artificialmente para
realizar el control de las variables y según la clasificación por el tiempo se utilizó la
investigación trasversal porque la recolección de los datos se realizó en un solo momento
y tiempo definido (Delgado & Llorca, 2004).
3.2 Población y Muestra
Una población es la unidad de la que se quiere obtener información, a diferencia
de la muestra que es una parte elegida y representa un determinado porcentaje de la
población (Mostacedo, 2000). Los residuos de la cosecha de maíz se obtuvieron de una
parcela ubicada en el sur de Quito, barrio San José de Chilibulo; se delimitó la zona de
cultivo a 100 m2 de la que se procedió a tomar las muestras.
Se empleó un muestreo aleatorio simple debido a la limitada información previa
acerca de las características del terreno del cultivo de maíz. Se realizó un cálculo previo
para determinar la cantidad necesaria que se empleara en los ensayos, se seleccionó
aleatoriamente 50 plantas de maíz sin mazorca.
3.3 Metodología
3.3.1 Materiales
Balanza analítica
Molino de cuchillas, Cyclone Sample Mill
Tamices, No. 20 (850 μm), No. 80 (180 μm) con tapa y bandeja inferior,
FRITSCH
Estufa, ajustado a 105 ± 3 oC, SN55 MEMMERT
Page 41
26
Desecador
Mufla, ajustado a 575±25 °C, Thermolyne ThermoScientific
Crisoles de porcelana
Pinzas y triángulo de arcilla con soporte
Tubos de extracción de vidrio Soxhlet, unión 24/40
Mantas calefactoras
Balones de fondo redondo de 500ml
Condensadores para tubos Soxhlet
Dedales de celulosa
Rota-vapor, IKA RV8
Papel de filtro de celulosa
Bloque de digestión
Unidad de destilación
Embudos Büchner
Núcleos de ebullición
Mangueras
Tubos de alta presión
Varillas agitadoras de teflón
Crisoles de filtración de porcelana
Pipetas
Matraces erlenmeyer
Baño de agua, ajustado a 30 ± 3°C, FUNGILAB
Autoclave, ajustado a 121 ± 3 °C, SK 100C YAMATO
Espectrofotómetro UV-Visible, DR 6000 HACH
Potenciómetro, DAKTON pH700
Bureta
Probetas
Frascos autoclavables
Botellas plásticas
Viales para HPLC
Incubadora, ajustada a 30± 3°C, BINDER
Sistema de HPLC equipado con detector de índice de refracción
Agua tipo 1
Alcohol etílico 95%
Ácido sulfúrico 72%
Ácido sulfúrico 1,0% ; 0,80%
Hidróxido de sodio
Estándares: D-celobiosa, D (+) glucosa, D (+) xilosa y L (+) arabinosa
Tabletas de catalizador (sulfato de cobre/selenio)
Solución de ácido bórico al 4%
Solución de hidróxido de sodio - tiosulfato de sodio (50:50)
Page 42
27
Solución estándar de ácido clorhídrico 0,1N
Peróxido de hidrógeno 30-35%
3.3.2 Métodos
3.3.2.1 Caracterización de la biomasa lignocelulósica
La biomasa se caracterizó según la metodología publicada por el National
Renewable Energy Laboratoy (NREL, 2017), se analizó la humedad, sólidos totales,
ceniza, proteína, extractivos y lignina ácida soluble e insoluble. Cada una de las técnicas
se hizo por duplicado. En la Figura 10 se muestra el esquema del proceso de
caracterización.
3.3.2.1.1 Preparación de la muestra NREL/TP-510-42620
La biomasa lignocelulósica del maíz; hojas y tallos fueron cortados en trozos de
5cm de longitud aproximadamente, posteriormente fueron secados por horno de
convección a 45°C, para esto se colocó la biomasa en un recipiente seco hasta una
profundidad máxima de 1 cm y se introdujo en el horno de 24 a 48 horas. Transcurrido
este tiempo, se pulverizó el material vegetal hasta un tamaño de 1mm en un molino de
cuchillas. El material pretratado se almacenó en fundas plásticas herméticamente
cerradas y se colocó en estanterías.
3.3.2.1.2 Determinación de la humedad y sólidos totales en biomasa
NREL/TP-510-42621
Se pesó aproximadamante 1g de muestra pretratada en crisoles previamente
tarados. Esto se introdujo en un horno a 105 °C durante un mínimo de 4 horas, se retiró
la muestra del horno y se dejó enfriar a temperatura ambiente en un desecador, se pesó y
se anotó este peso. Nuevamente se colocó la muestra en el horno hasta peso constante,
es decir, un cambio de ±0,1% en el porcentaje en peso después de 1 hora de
recalentamiento de la muestra. Se utilizó la Ecuación 1 para calcular el porcentaje de
humedad y la Ecuación 2 para calcular el porcentaje de sólidos totales.
Ecuación 1. Porcentaje de humedad de la biomasa
% 𝐻𝑢𝑚𝑒𝑑𝑎𝑑 = 100 − [(𝑚1 − 𝑚2)
𝑚3× 100]
Dónde:
m1 = masa del crisol tarado + muestra seca (g)
m2 = masa del crisol tarado (g)
m3 = masa de la muestra seca (g)
Ecuación 2. Porcentaje de sólidos totales de la biomasa
% 𝑆ó𝑙𝑖𝑑𝑜𝑠 𝑇𝑜𝑡𝑎𝑙𝑒𝑠 =(𝑚1 − 𝑚2)
𝑚3× 100
Page 43
28
Dónde:
m1 = masa del crisol tarado + muestra seca (g)
m2 = masa del crisol tarado (g)
m3 = masa de la muestra seca (g)
Figura 10. Esquema del proceso de caracterización de la biomasa de maíz
Page 44
29
3.3.2.1.3 Determinación de cenizas en la biomasa NREL/TP-510-42622
La determinación del contenido de cenizas se realizó en una mufla con un
programa de rampa a 575 °C, como se muestra a continuación:
La temperatura inicial de la mufla fue a 105 °C
Se conservó a 105 °C durante 12 minutos
Se realizó rampa hasta 250 °C a 10 °C/minuto
Se conservó a 250 °C durante 30 minutos
Se realizó rampa hasta 575 °C a 20 °C/minuto
Se conservó a 575 °C durante 180 minutos
Se permitió que la temperatura baje a 105 °C
Se conservó a 105 ° C hasta que se retiró las muestras
Se pesó 1g de muestra pretratada en crisoles previamente tarados, se colocó en la
mufla y se inició con el programa de rampa. Finalizado la rampa se trasladó a un
desecador y se pesó. Nuevamente se colocó la muestra en la mufla hasta peso constante.
Este dato se reportó como porcentaje en base seca y se calculó con la Ecuación 3.
Ecuación 3. Porcentaje de ceniza en la biomasa
% 𝐶𝑒𝑛𝑖𝑧𝑎 =𝑚1 − 𝑚2
𝑂𝐷𝑊𝑥 100
Dónde:
m1 = masa del crisol tarado + ceniza (g)
m2 = masa del crisol tarado (g)
Se calculó el peso seco de la muestra (ODW) para corregir la cantidad de
humedad presente en la muestra en el momento del pesaje.
Ecuación 4. Peso seco de la muestra de biomasa
𝑂𝐷𝑊 =𝑚3 × % 𝑆ó𝑙𝑖𝑑𝑜𝑠 𝑇𝑜𝑡𝑎𝑙𝑒𝑠
100
Dónde:
m3 = masa de la muestra (g)
3.3.2.1.4 Determinación del contenido de proteína- Método de digestión en
bloque. Método Oficial AOAC 981.10 Modificado
Se pesó alrededor de 0,5g de muestra pretratada en un papel libre de nitrógeno y
se transfirió a un tubo de digestión de 250ml. Se colocó los tubos en la sorbona y se
añadió núcleos de ebullición, una tableta catalizadora, aproximadamente 12ml de ácido
sulfúrico y 2,5ml de peróxido de hidrógeno 30-35%.
Page 45
30
Se esperó hasta que termine la reacción, luego se colocó los tubos en el bloque de
digestión, adaptado a la unidad de neutralización de gases, se encendió el regulador de
temperatura y se dejó que suba hasta 420°C, terminada esta acción se apagó y se
desconectó el regulador.
Se dejó enfriar la muestra digestada durante 30 min hasta que el digestado esté
claro, luego se retiró los tubos del bloque de digestión y se dejó enfriar al ambiente por
20min. Se añadió cuidadosamente 50ml de agua destilada en cada tubo.
Se colocó la solución de NaOH-Na2S2O3 en el tanque para álcali del equipo de
destilación con vapor y se verificó que exista agua en el tanque correspondiente. Se
acopló el tubo de digestión a la unidad de destilación, se colocó un matraz colector con
25ml de solución de ácido bórico en la plataforma de recepción, con el tubo del
condensador extendido por debajo de la superficie de la solución absorbente.
Se destiló con vapor hasta que la solución colectora se tornó verde. Se tituló la
solución absorbente con ácido clorídrico 0,1N hasta el punto final de color gris neutro y
se registró el volumen de ácido utilizado.
Ecuación 5. Porcentaje de proteína en la muestra de biomasa
%𝑃𝑟𝑜𝑡𝑒í𝑛𝑎 =(𝑉𝐴 − 𝑉𝐵) × 𝐸𝑞 × 𝑁 × 𝐹𝑁 × 100
𝑚
Dónde:
VA= Volumen de HCl requerida para la muestra (ml)
VB= Volumen de HCl requerida para el blanco (ml)
Eq = 0,014 Peso mili equivalente de nitrógeno
N= normalidad del HCl
FN = Factor de nitrógeno: 6,25 para biomasa
m = masa de la muestra (g)
3.3.2.1.5 Determinación de extractos en biomasa NREL/TP-510-42619
El contenido de componentes no estructurales o extractos se determinó en un
equipo soxhlet en dos etapas; para eliminar material soluble en agua y para soluble en
alcohol etílico.
Se taró durante un minímo de 12 horas los balones de fondo redondo con los
núcleos de ebullición, se trasladó a un desecador y se pesó. Se registró el peso seco de la
muestra al inicio de la extracción según la Ecuación 7. Después se pesó 5g de biomasa
pretratada y se colocó en dedales de celulosa. A continuación se armó el equipo de
extracción soxhlet y se añadió 190ml de agua tipo 1 al balón de fondo redondo. Se ajustó
la temperatura de las mantas calefactoras para proporcionar un mínimo de 4-5 ciclos de
sifón por hora, este reflujo se realizó por 12 h.
Finalizado el tiempo de reflujo se eliminó la mayor cantidad de agua residual del
tubo Soxhlet, se evaporó el agua en un rotavapor equipado con un baño de agua regulado
Page 46
31
a 40°C y una fuente de vacío. Después de eliminar el solvente se colocó el balón en la
estufa a 40°C durante 24 h, se enfrió a temperatura ambiente en un desecador y se pesó.
La segunda etapa de extracción se realizó con alcohol etílico, para lo cual se ajustó
las mantas calefactoras para proporcionar un mínimo de 6-10 ciclos de sifón por hora. El
reflujo se realizó por 24 h. Se realizó el mismo procedimiento de evaporación del agua
para eliminar el alcohol etílico. El porcentaje de extractos por gramo de biomasa de maíz
seco se calculó con la Ecuación 6.
Ecuación 6. Porcentaje de extractos en la muestra de biomasa
%𝐸𝑥𝑡𝑟𝑎𝑐𝑡𝑜 =(𝑚1 − 𝑚2)
𝑂𝐷𝑊× 100
Dónde:
m1 = masa del balón tarado + extracto (g)
m2 = masa del balón tarado (g)
Ecuación 7. Peso seco de la muestra de biomasa
𝑂𝐷𝑊 =(𝑚3 − 𝑚4) × % 𝑆ó𝑙𝑖𝑑𝑜𝑠 𝑇𝑜𝑡𝑎𝑙𝑒𝑠
100
Dónde:
m3 = masa del dedal + muestra (g)
m4 = masa del dedal (g)
3.3.2.1.6 Determinación de lignina NREL/TP-510-42618
Para la cuantificación de la lignina se trabajó con la biomasa libre de extractivos.
Este procedimiento consistió en una hidrólisis ácida en dos etapas trasformando de esta
manera a la lignina en materia ácida insoluble y soluble.
Se pesó 300 mg de muestra en un tubo de alta presión tarado y se añadió 3 ml de
ácido sulfúrico del 72%. Se colocó los tubos de alta presión en un baño de agua a 30°C
durante 60 minutos, con una varilla de teflón se agitó la muestra cada 5 a 10 minutos sin
retirar la muestra del baño.
Finalizada la hidrólisis, se retiraron los tubos de alta presión del baño y se diluyó
el ácido a una concentración del 4% añadiendo 84ml de agua destilada. Se introdujeron
los tubos de alta presión en un autoclave, durante 1 hora a 121°C.
La determinación de la lignina ácida soluble se realizó filtrando a vacío la
solución de hidrólisis autoclavada a través de los crisoles filtrantes previamente tarados,
se recogió el filtrado y se dejó reposar 6 horas. Trascurrido este tiempo, se midió la
absorbancia en un espectrofotómetro UV-VIS a una longitud de onda de 320 nm. Se
empleó la Ecuación 8 para calcular la lignina soluble en ácido sobre una base libre de
extractos y con la Ecuación 9 se obtuvo el valor total de la lignina de la biomasa inicial
recibida.
Page 47
32
Ecuación 8. Porcentaje de lignina soluble en ácido (LSA) sobre una base libre de extractos
% 𝐿𝑆𝐴 =𝑈𝑉𝑎𝑏𝑠 × 𝑉𝑓𝑖𝑙𝑡𝑟𝑎𝑑𝑜 × 𝐷
𝑒 × 𝑂𝐷𝑊 × 𝐿× 100
Dónde:
UVabs = absorbancia UV-Vis a 320 nm
V filtrado = Volumen del filtrado, 86,73 ml
D = Dilución
e = Absorción de la biomasa a 320 nm, 30 l/g cm
ODW = peso seco de la muestra, mg
L = longitud de la celda UV-Vis, cm
Ecuación 9. Porcentaje de lignina total en la biomasa
% 𝐿𝑖𝑔𝑛𝑖𝑛𝑎 = (%𝐿𝑆𝐴 + %𝐿𝐼𝐴) ×(100 − %𝐸𝑥𝑡𝑟𝑎𝑐𝑡𝑖𝑣𝑜𝑠)
100
Dónde:
%LSA = Porcentaje de lignina soluble en ácido
%LIA = Porcentaje de lignina insoluble en ácido
La lignina insoluble en ácido se determinó lavando los sólidos con agua destilada,
se secó el residuo insoluble a 105°C hasta alcanzar peso constante. Despúes se colocó
los crisoles filtrantes y el residuo en la mufla a 575 °C durante 24 horas, se enfrió a
temperatura ambiente en un desecador y se pesó.
Ecuación 10. Porcentaje de lignina insoluble en ácido (LIA) sobre una base libre de extractos
%𝐿𝐼𝐴 =(𝑚1 − 𝑚2) − (𝑚3 − 𝑚2) − 𝑚𝑝
𝑂𝐷𝑊𝑚𝑢𝑒𝑠𝑡𝑟𝑎× 100
Dónde:
m1 = masa del crisol filtrante tarado + muestra seca (g)
m2 = masa del crisol filtrante tarado (g)
m3 = masa del crisol filtrante tarado + ceniza (g)
mp = masa de la proteína (g)
3.3.2.2 Hidrólisis con ácido diluido
En los frascos autoclavables se agregó en una relación sólido-líquido de 1:10, la
biomasa vegetal (hojas y tallo) previamente molida y ácido sulfúrico diluido a distintas
concentraciones (0,8 y 1,0% v/v), se agitó la solución con una varrilla de teflón, se
cerraron los frascos y se colocaron en el autoclave. Se programó el autoclave a 121°C de
temperatura y 0,15MPa de presión, durante diferentes tiempos de hidrólisis (60 minutos
y 120 minutos).
Page 48
33
Trascurrido el tiempo de hidrólisis se apagó el autoclave y se dejo enfriar los
frascos a temperatura ambiente, se filtró la solución y se recogió el líquido en frascos
herméticos para su próximo análisis.
3.3.2.3 Determinación de los azúcares reductores
Los azúcares fermentables luego de la hidrólisis se cuantificaron por medio de
cromatografía liquida de alta resolución (HPLC), con una columna SUGAR-PAK marca
Waters de 6,5mm x 300mm de longitud con las condiciones cromatográficas que se
indican el la Tabla 3 :
Tabla 3
Condiciones cromatografías para HPLC
CONDICIONES
Fase móvil Agua/ 0,15g de EDT A cálcica
Volumen de inyección 10µl
Flujo 0,6 ml/min
Temperatura de la columna 80°C
Detector Índice de refracción
Temperatura del detector 40°C
Tiempo de corrida 25 min
Fuente: Casa, Evelyn
Se preparó los siguientes estándares de calibración: D-celobiosa, D (+) glucosa,
D (+) xilosa y L (+) arabinosa, los cuales se pasaron a través de filtros de 0,2 μm a viales
de auto-muestreo, se sellaron y se etiquetaron. Los cromatogramas de la curva de
calibración se muestran en el Anexo H.
Aproximadamente 20 ml del líquido obtenido de la hidrólisis, se trasfirieron a un
matraz erlenmeyer de 50ml para neutralizarlo con hidróxido de sodio a pH 6-7. Se pasó
el líquido por un filtro de 0,2 μm a un vial de auto-muestreo, se tapó y se etiquetó el vial.
Los resultados reportados son de concentración de azúcares en g/l.
3.3.2.4 Proceso de fermentación
Se realizó el proceso de fermentación con la biomasa cuyo contenido de azúcares
reductores fue mayor. Se midió los °Bx de las soluciones filtradas, se ajustó el pH
aproximadamente a 4,5 con hidróxido de sodio. Se midió el volumen de muestra con la
que se va a trabajar, se colocó dentro de botellas plásticas y se ubicó en la incubadora a
30°C. Se calculó y se pesó la levadura Saccharomyces cerevisiae de tal manera que esta
sea el 1,5% del contenido de azúcares. Se colocó la levadura dentro de unos 20 ml de
solución que alcanzó la temperatura de 30°C, y se ubicó en la incubadora por 30 min.
Page 49
34
Finalizada la activación de la levadura, se agregó los 20ml a la botella plástica
que contenía el resto de la solución, se tapó y se conectó con la ayuda de una manguera
a un vaso lleno con agua. Se dejó en la incubadora la muestra hasta que los °Bx
permanezcan constantes.
3.3.2.5 Determinación de la concentración de etanol
Para la elaboración de la curva de calibración en el equipo HPLC, se prepararon
estándares de etanol (Anexo I). Para la determinación del etanol en el HPLC fueron
necesarias las condiciones redactadas en la Tabla 3.
3.4 Diseño Experimental
Por la bibliografía consultada se conoce que la concentración de H2SO4 usada
para los residuos de maíz es del 0,98%, se estableció crear rangos de concentración de
ácido de 0,8% y 1,0% y se controló el tiempo de hidrólisis (60 y 120 minutos) de las
hojas y tallos de la planta.
Se eligió el diseño factorial ya que se analizó el efecto de 3 factores en la variable
respuesta, se escogió 2 niveles para cada factor, obteniendo un diseño 23 como se indica
en la Tabla 4, teniéndose 8 combinaciones de tratamientos distintos que se representan
gráficamente mediante un cubo en la Figura 11. Se realizaron 2 réplicas, con un total de
16 corridas como se muestra en la Figura 12.
Figura 11. Diseño factorial 23
Page 50
35
Tabla 4
Diseño Factorial 23 para el tratamiento de hidrólisis ácida
Fuente: Casa, Evelyn
Figura 12: Diseño experimental para la hidrólisis ácida
Parte de la
planta
Concentración
H2SO4 (%) Tiempo (min) Glucosa (g/l)
Hojas 0,8 60
Tallo 0,8 60
Hojas 1,0 60
Tallo 1,0 60
Hojas 0,8 120
Tallo 0,8 120
Hojas 1,0 120
Tallo 1,0 120
Biomasa
E1
C1
t1-1
M1-1-1
M1-1-2
t1-2
M1-2-1
M1-2-2
C2
t2-1
M2-1-1
M2-1-2
t2-2
M2-2-1
M2-2-2
E2
C1
t1-1
M1-1-1
M1-1-2
t1-2
M1-2-1
M1-2-2
C2
t2-1
M2-1-1
M2-1-2
t2-2
M2-2-1
M2-2-2
Page 51
36
Dónde:
E1 = Parte de la planta -hojas
E2 = Parte de la planta -tallo
C1 = Concentración de ácido (0,8% v/v H2SO4)
C2 = Concentración de ácido (1,0% v/v H2SO4)
t1 = Tiempo de hidrólisis (60 min)
t2 = Tiempo de hidrólisis (120 min)
M = Glucosa (g/l)
3.5 Operacionalización de variables
Tabla 5
Matriz de Operacionalización de las variables
Fuente: Casa, Evelyn
3.6 Técnicas e Instrumentos de Recolección de Datos
Según Yuni &Urbano (2006) la palabra técnica es un conjunto de procedimientos
e instrumentos de recolección de datos, son métodos utilizados por el investigador para
aproximarse a los fenómenos y obtener información. En la presente investigación se
utilizó la guía de observación como instrumento de recolección de datos Anexo C1 y C2;
se registró la medición de las variables de los procesos químicos.
La guía de observación fue sometida a validación por tres expertos con la
finalidad de garantizar su pertinencia y verificar si cumple su objetivo, quienes por su
acertada experiencia brindaron sugerencias y observaciones Anexo C3.
VARIABLES DIMENSIONES INDICADORES
Caracterización:
Producción de
bioetanol
Glucosa Concentración (g/l)
Contenido de etanol Concentración (g/l)
Hidrólisis ácida Concentración ácido (%)
Tiempo (min)
Interés:
Biomasa
Lignocelulósica
Morfología de la
planta de maíz (hojas
y tallo)
Humedad Porcentaje
Ceniza Porcentaje
Extractos Porcentaje
Lignina Porcentaje
Proteína Porcentaje
Page 52
37
3.7 Técnicas de Procesamiento de Datos
Finalizada la fase de recolección se procedió a interpretar y analizar los resultados
mediante tabulación, graficación y sistematización. Se aplicó las técnicas de la estadística
descriptiva mediante el programa Minitab 18 Statistical Software, para observar la
dispersión de los datos y así se verificó la confiabilidad de la investigación.
Se utilizó el análisis de varianza (ANOVA) a un nivel de confianza del 95%, es
decir un nivel de significación igual a 0,05 (5%). También se manejó la prueba de Fisher
para establecer la comparación entre medias por pares y se estableció cuál de las
combinaciones propuestas genera más glucosa después de la hidrólisis ácida, esta se
utilizó cuando el Análisis de Varianza declare diferencias significativas.
Page 53
38
CAPÍTULO IV
ANÁLISIS Y DISCUSIÓN DE RESULTADOS
4.1 Caracterización de la biomasa lignocelulósica
La caracterización de la biomasa lignocelulósica de la cosecha de maíz se realizó
según los métodos mostrados en la sección 3.3.2. Las hojas y los tallos de maíz fueron
triturados a un diámetro promedio de 1mm con el propósito de aumentar el área de
contacto, disminuir la cristalinidad y el grado de polimerización de la celulosa,
facilitando de esta manera su degradación a monómeros.
La Tabla 6 muestra los resultados obtenidos de la caracterización de la biomasa,
donde se visualiza que el porcentaje de humedad tanto de los tallos como de las hojas
presenta alrededor del 6%, este valor establece que la biomasa está seca y por lo tanto se
puede almacenar en recipientes sellados a temperatura ambiente, también con este
resultado se aseguró que el porcentaje de humedad no interfiere con las determinaciones,
ni con el proceso de hidrólisis, ya que el valor obtenido es menor a 10% , que representa
el límite para que el agua intervenga en el proceso mencionado. Los datos obtenidos de
la tabla 6 se muestran en el Anexo J.
Tabla 6
Resultados de la caracterización de los residuos de la cosecha de maíz
Porcentaje (%)
base seca Tallos Hojas
Humedad 6,14 6,12
Cenizas 5,51 16,43
Extractivos 45,61 25,13
Agua 45,26 24,36
Etanol 0,35 0,77
Proteína 2,55 3,30
Lignina 9,44 4,63
Fuente: Casa, Evelyn
Se observó que el porcentaje de cenizas en la materia seca de las hojas (16,43%)
es mayor que en el tallo (5,51%), esto significa que las hojas presentan mayor contenido
de compuestos inorgánicos como calcio, magnesio y potasio, como lo menciona Solla
Gullón. (Solla Gullón, Rodríguez Soalleiro, & Merino, 2001)
Page 54
39
Para evitar interferencias en la determinación de lignina, fue necesario eliminar
el material no estructural presente en la biomasa de maíz, este procedimiento se
desarrolló en dos etapas: en la primera se eliminó el material soluble en agua (material
inorgánico, azúcares no estructurales, material nitrogenado, entre otros) y en la segunda
etapa se eliminó compuestos solubles en etanol (clorofila, ceras, entre otros). Se
determinó que los tallos de maíz presentan mayor contenido de compuestos extraíbles
(45,61%).
Los resultados obtenidos del contenido de lignina (hojas 4,63% y tallo 9,44%),
concuerdan con los logrados por Ana Lorena Amador y Carlos Boschini, en cuyo estudio
cuantificaron la lignina a diferentes edades de crecimiento de la planta de maíz,
encontrando en el tallo valores bajos en los primeros 80 días y un incremento de este
conforme la planta crecía. Una mayor cantidad de lignina obstaculiza la degradación del
material lignocelulósico y la solubilización de la hemicelulosa, ya que la lignina forma
una capa protectora al ataque de microorganismos. El porcentaje de lignina en la hoja, en
el estudio mencionado fue baja durante todo el periodo de crecimiento (Amador R. &
Boschini F., 2000). Los valores de caracterización dependen de muchos factores entre
los cuales están tipos de suelo, fertilizantes, nutrientes, clases de semillas, madurez de
la planta entre otros.
Se utilizó el diseño factorial con la finalidad de conocer el efecto de varios
factores sobre la variable respuesta. En esta investigación se evaluaron tres factores: parte
de la planta, concentración de ácido y tiempo de hidrólisis, con dos niveles cada uno. La
variable respuesta de interés fue la concentración de glucosa (g/l), cada experimento se
realizó por duplicado. En la Tabla 7 se presenta los factores y los niveles para el diseño
factorial, mientras que en la Tabla 8 se muestra la matriz de experimentos.
Tabla 7
Factores y niveles para el diseño factorial 23
Factores Niveles del factor
Bajo (-1) Alto (+1)
A:Parte planta Hojas Tallos
B: Concentración de ác. (%) 0,8 1,0
C:Tiempo (min) 60 120
Fuente: Casa, Evelyn
Page 55
40
Tabla 8
Matriz de experimentos para el diseño factorial 23
Fuente: Casa, Evelyn
Los datos tabulados en la Tabla 9 se obtuvieron por lectura en HPLC (dos
repeticiones con dos inyecciones cada una) de la fase líquida de la hidrólisis ácida. El
valor numérico más alto de glucosa (19,6750 g/l) se obtuvo del tratamiento del tallo con
1,0% de H2SO4 y tiempo de hidrólisis de 120 min. Además un resultado importante de
glucosa (18,7968 g/l) se logró del tratamiento del tallo con 1,0% de H2SO4 y un tiempo
de hidrólisis de 60 min. Los cromatogramas obtenidos mediante HPLC de los azúcares
fermentables se encuentran en el Anexo K.
Tabla 9
Resultados de la obtención de glucosa (g/l) medidos en HPLC
Parte de la
planta
Concentración
H2SO4 (%)
Tiempo
(min)
Glucosa
(g/l)
Hoja 0,8 60 4,02578
4,03222
�̅� 4,02900
Hoja 0,8 60 3,43784
3,42929
�̅� 3,43357
Exp No. Factores
A B C
1 -1 -1 -1
2 +1 -1 -1
3 -1 +1 -1
4 +1 +1 -1
5 -1 -1 +1
6 +1 -1 +1
7 -1 +1 +1
8 +1 +1 +1
9 -1 -1 -1
10 +1 -1 -1
11 -1 +1 -1
12 +1 +1 -1
13 -1 -1 +1
14 +1 -1 +1
15 -1 +1 +1
16 +1 +1 +1
Page 56
41
Tallo 0,8 60 14,55916
14,61456
�̅� 14,58686
Tallo 0,8 60 14,63444
14,73328
�̅� 14,68386
Hoja 1,0 60 4,18692
4,17898
�̅� 4,18295
Hoja 1,0 60 4,18807
4,18536
�̅� 4,186715
Tallo 1,0 60 19,11264
19,11904
�̅� 19,11584
Tallo 1,0 60 18,49232
18,46316
�̅� 18,47774
Hoja 0,8 120 5,27456
5,27176
�̅� 5,27316
Hoja 0,8 120 5,17320
5,41520
�̅� 5,29420
Tallo 0,8 120 17,18488
17,14708
�̅� 17,16598
Tallo 0,8 120 17,50548
17,50592
�̅� 17,5057
Hoja 1,0 120 5,81904
5,81940
�̅� 5,81922
Hoja 1,0 120 5,68536
5,72008
�̅� 5,70272
Tallo 1,0 120 19,71056
19,69756
�̅� 19,70406
Tallo 1,0 120 19,63920
19,65272
�̅� 19,64596
Fuente: Casa, Evelyn
Page 57
42
4.2 Análisis del diseño factorial 23
En el Gráfico 1, se observa que los factores A, B, C y las interacciones AB, ABC
y BC son significativos en cuanto al efecto que tienen sobre la media y notoriamente se
aprecia que el factor A “Parte de la planta” es el que tiene mayor impacto en la variable
respuesta. La interacción AC no es significativa.
Gráfico 1. Diagrama de Pareto de efectos estandarizados para el análisis de medias
Elaborado por: Casa Evelyn
Para el análisis realizado de la concentración de glucosa obtenido al emplear
hidrólisis ácida en la biomasa de maíz, con un nivel de confianza del 95% se plantearon
las siguientes hipótesis:
- HIPÓTESIS PARA PRUEBAS DE EFECTOS PRINCIPALES
Ho: no hay un efecto debido al factor Parte de la planta en la obtención de glucosa
H1: al menos hay un efecto debido al factor Parte de la planta en la obtención de glucosa
Ho: no hay un efecto debido al factor Concentración de ácido en la obtención de glucosa
H1: al menos hay un efecto debido al factor Concentración de ácido en la obtención de
glucosa
Ho: no hay un efecto debido al factor Tiempo en la obtención de glucosa
H1: al menos hay un efecto debido al factor Tiempo en la obtención de glucosa
Page 58
43
- HIPÓTESIS PARA INTERACCIONES DE DOS FACTORES
Ho: no hay interacción entre los factores Parte de la planta y Concentración de ácido en
la obtención de glucosa
H1: hay interacción entre los factores Parte de la planta y Concentración de ácido en la
obtención de glucosa
Ho: no hay interacción entre los factores Parte de la planta y Tiempo en la obtención de
glucosa
H1: hay interacción entre los factores Parte de la planta y Tiempo en la obtención de
glucosa
Ho: no hay interacción entre los factores Concentración de ácido y Tiempo en la
obtención de glucosa
H1: hay interacción entre los factores Concentración de ácido y Tiempo en la obtención
de glucosa
- HIPÓTESIS PARA INTERACCIONES DE LOS TRES FACTORES
Ho: no hay interacción entre los factores Parte de la planta, Concentración de ácido y
Tiempo en la obtención de glucosa
H1: hay interacción entre los factores Parte de la planta, Concentración de ácido y
Tiempo en la obtención de glucosa
Tabla 10
Análisis de varianza para la evaluación de la obtención de glucosa
FUENTE GL SC Ajust. MC Ajust. Valor F Valor P**
Modelo 7 697,125 99,589 1762,76 0,000
Lineal 3 687,658 229,219 4057,26 0,000
A:Parte Planta 1 662,605 662,605 11728,33 0,000
B: Concentración ác. (%) 1 13,807 13,807 244,38 0,000
C:Tiempo (min) 1 11,247 11,247 199,07 0,000
Interacciones de 2 términos 3 8,615 2,872 50,83 0,000
AB: Parte Planta*Concentración ác. (%) 1 7,756 7,756 137,28 0,000
AC: Parte Planta*Tiempo (min) 1 0,051 0,051 0,90 0,371
BC: Concentración ác.(%)*Tiempo (min) 1 0,809 0,809 14,31 0,005
Interacciones de 3 términos 1 0,852 0,852 15,08 0,005
ABC: Parte Planta*Concentración ác.(%)*Tiempo
(min) 1 0,852 0,852 15,08 0,005
Error 8 0,452 0,056
Total 15 697,577
** Diferencia altamente significativa al 95% de confianza (valor P < 0,05)
Page 59
44
El análisis de varianza para la evaluación de la obtención de glucosa reveló que
los tres factores estudiados ejercieron un efecto estadísticamente significativo sobre la
variable respuesta, el valor P es menor que 0,05 por lo que se rechazan las hipótesis nulas.
En las interacciones AB, BC Y ABC también se rechazan las hipótesis nulas. Los
resultados muestran que las interacciones AB y BC afectaron significativamente la
obtención de glucosa, al igual que los factores A, B y C por separado. En la interacción
AC “Parte planta*Tiempo” se acepta la hipótesis nula, no hay interacción entre estos
factores en la obtención de glucosa, esto coincide con lo observado en el diagrama de
Pareto estandarizado. (Ver Tabla 10)
En el Gráfico 2.a se observa que de los tallos se consiguió obtener mayor
producción de glucosa, mientras que en los Gráficos 2.b y 2.c se aprecia que un cambio
de los niveles de concentración de ácido y tiempo provocó un ligero incremento en la
obtención de glucosa.
Gráfico 2. Representación de los efectos principales para la obtención de glucosa
Elaborado por: Casa Evelyn
Se aprecia en el Gráfico 3.b que no existió interacción entre los factores: parte de
la planta y tiempo, esta interacción no provocó cambios en la liberación de glucosa.
a) b) c)
Page 60
45
Gráfico 3. Representación de la interacción de los factores en la obtención de glucosa
Elaborado por: Casa Evelyn
Gráfico 4. Representación de cubo para el diseño factorial
Elaborado por: Casa Evelyn
Los Gráficos 2 y 3 muestran un análisis de optimización de respuesta, este indica
la combinación de parte de la planta, concentración de ácido y tiempo de hidrólisis
óptimos para obtener la mayor cantidad de glucosa. Se establece que hay dos condiciones
de los tres factores que maximizan la obtención de glucosa: (+1, +1, +1) = (tallo; 1,0%
b)
a)
c)
Page 61
46
H2SO4; 120 min) y (+1, +1, -1) = (tallo; 1,0% H2SO4; 60 min). Esto también se puede
apreciar en el Gráfico 4.
La combinación de los tres factores en sus niveles altos (tallo; 1,0% H2SO4; 120
min) generó 19,6750 g/l de glucosa y la combinación tallo; 1,0% H2SO4; 60 min generó
18,7968g/l, existe una diferencia de 0,8782g/l de glucosa entre estos resultados, por lo
tanto no se ve conveniente emplear 120 min en la hidrólisis si solo existe un aumento de
aproximadamente un 4 % en la obtención de glucosa.
Debido al rechazo de las hipótesis nulas en el análisis de varianza, fue necesario
identificar cuáles son los tratamientos diferentes, se realizó una comparación en parejas
de Fisher (ver Tabla 11) en donde se identificó cuales medias fueron significativamente
diferentes de otras, y de acuerdo al análisis que se llevó existen dos grupos homogéneos
entre los tratamientos, es decir, hay diferencia estadísticamente significativa al 95% de
confianza entre estos dos grupos.
Tabla 11
Comparaciones en parejas de Fisher (método LSD al 95%) para la obtención de glucosa
Factor N* Media* Grupos
Homogéneos
Tratamiento 1 4 3,7310 X
Tratamiento 3 4 4,1848 X
Tratamiento 5 4 5,2837 X
Tratamiento 7 4 5,7610 X
Tratamiento 2 4 14,6354 X
Tratamiento 4 4 18,7968 X
Tratamiento 6 4 17,3358 X
Tratamiento 8 4 19,6750 X
*N: Número de observaciones en el nivel especificado del factor.
*Media: Media estimada por mínimos cuadrados (promedio de las observaciones en el nivel del factor
indicado)
En el Gráfico 5 se presenta las medias con intervalos de confianza de acuerdo con
la prueba LSD, se observa que los intervalos de confianza de los tratamientos 1, 3, 5, 7
se traslapa, es decir, estos tratamientos son iguales. La misma situación ocurre con los
tratamientos 2, 4, 6, 8. Además se considera que con el tratamiento 8 se obtiene mayor
cantidad de glucosa. (Ver Tabla 11)
Page 62
47
Gráfico 5. Representación de medias con el método LSD
Elaborado por: Casa Evelyn
Es necesario verificar los supuestos del modelo para dar validez a los resultados
obtenidos en el análisis de varianza. En el Gráfico 6.a que representa la probabilidad
normal, se observa que los puntos están ordenados en una línea recta, con esto se
comprueba que los residuos siguen una distribución normal. La Gráfica 6.b de residuos
vs. Ajustes muestra que los puntos se ubican aleatoriamente a ambos lados del 0, se
verificar el supuesto de que los residuos están distribuidos aleatoriamente y tienen una
varianza constante. En la Gráfica 6.c de residuos vs. Orden de observación se aprecia que
los puntos se ubican aleatoriamente alrededor de la línea central, se verifica el supuesto
de que los residuos son independientes entre sí. Los supuestos de normalidad, varianza
constante e independencia se cumplen en este modelo.
4.3 Análisis de otros azúcares obtenidos en la hidrólisis ácida
En la Tabla 12 se presenta el promedio de las lecturas en HPLC (dos repeticiones
con dos inyecciones cada una), correspondientes a las concentraciones (g/l) de celobiosa,
xilosa y arabinosa, se analizó estos azúcares para evidenciar la digestibilidad de la
celulosa y hemicelulosa provocada por la hidrólisis con ácido sulfúrico diluido.
Parte Planta
Tiempo (min)
Concentración ác.(%)
TalloHoja
120min60 min120min60 min
1,0%0,8%1,0%0,8%1,0%0,8%1,0%0,8%
25
20
15
10
5
0
Glu
co
sa (
g/l
)
Gráfica de intervalos de Glucosa (g/l)95% IC para la media
Las desviaciones estándar individuales se utilizaron para calcular los intervalos.
T1 T3 T5 T7 T2 T4 T6 T 8
Page 63
48
Gráfico 6. Representación de los residuos del análisis de varianza
Elaborado por: Casa Evelyn
La celobiosa es un disacárido formado por dos moléculas de glucosa, niveles
mayores de 3 g/l indican hidrólisis incompleta, en el Gráfico 7 se puede apreciar que se
obtuvo concentraciones inferiores a 0,25g/l de celobiosa, con esto se comprueba la
efectividad de la hidrólisis ácida.
En los Gráficos 8 y 9 se muestran los valores obtenidos de arabinosa y xilosa
respectivamente, estas pentosas son producto de la descomposición de la hemicelulosa,
se observó una menor obtención de arabinosa en las hojas pero mayor contenido de
xilosa. Se apreció que los azúcares provenientes de la hemicelulosa (pentosas) se
degradan más fácilmente que los provenientes de la celulosa (hexosas), es decir, son más
susceptibles a la degradación con ácido.
En la Tabla 12 se presenta la conversión de la producción de azúcares
fermentables totales incluida la glucosa. Cuando se sometió el tallo a un tiempo de 120
min con 1,0% H2SO4 en la etapa de hidrólisis se obtuvo un valor máximo de 44,2820g/l
que representa una conversión de 471,78mg azúcar/g biomasa seca, también se toma en
cuenta el resultado que se logró a un tiempo de 60 min de 43,7743 g/l que representa
una conversión de 466,37 mg azúcar/g biomasa seca.
a)
b) c)
0
(
0
0
c
Page 64
49
El rendimiento de glucosa de 209,62 mg glucosa/g biomasa seca, el mayor
obtenido en este estudio, en comparación con lo reportado en otro trabajo realizado con
material lignocelulósico, resulta ser muy competitivo. Lady Mateus y otros ( Mateus,
Lady; Hernández,Orlando; Velásquez,Mario; Díaz, Jesús, 2012) evaluaron el pre-
tratamiento con ácido sulfúrico diluido del pasto maralfalfa (Pennisetum glaucum x
Pennisetum purpureum), seguido de un proceso de sacarificación y fermentación
simultánea (SFS), obtuvieron un rendimiento de glucosa de 375 mg de glucosa/g de
materia seca.
Gráfico 7. Representación de la obtención de celobiosa en g/l
Elaborado por: Casa Evelyn
Parte de la planta
Concentración H2SO4 (%)
Tiempo (min)
TalloHoja
1,00,81,00,8
12060120601206012060
0,25
0,20
0,15
0,10
0,05
0,00
Med
ia d
e C
elo
bio
sa (
g/l
)
Gráfica de Media - Celobiosa (g/l)
Page 65
50
Tabla 12
Resultados de la obtención de celobiosa, xilosa y arabinosa de la biomasa lignocelulósica de maíz
Parte de
la planta
Concentración
H2SO4 (%)
Tiempo
(min)
Celobiosa
(g/l)
Xilosa
(g/l)
Arabinosa
(g/l)
*AFT
(g/l)
*AFT
(mg azúcares/
g biomasa seca)
Hoja 0,8 60 0,25639 12,26925 5,20226 21,4592 228,58
Tallo 0,8 60 0,08875 10,32816 10,91418 35,9665 383,18
Hoja 1,0 60 0,24140 14,58381 5,20893 24,2190 257,98
Tallo 1,0 60 0,21833 14,09671 10,66249 43,7743 466,37
Hoja 0,8 120 0,21655 18,53140 6,33116 30,3628 323,42
Tallo 0,8 120 0,12293 13,24934 8,32674 39,0349 415,87
Hoja 1,0 120 0,14676 18,58987 5,97414 30,4717 324,58
Tallo 1,0 120 0,06970 16,61197 7,96020 44,2820 471,78
*AFT: Azúcares Fermentables Totales incluida la glucosa
Fuente: Casa, Evelyn
Page 66
51
Gráfico 8. Representación de la obtención de arabinosa en g/l
Elaborado por: Casa Evelyn
Gráfico 9. Representación de la obtención de xilosa en g/l
Elaborado por: Casa Evelyn
En el Gráfico 10 se observa que al aumentar la concentración de H2SO4 de 0,8%
a 1,0%, no existió un aumento significativo en la liberación de azúcares fermentables en
ambos tiempos de reacción (60 y 120 minutos) tanto en hojas como en tallos de la planta
Parte de la planta
Concentración H2SO4 (%)
Tiempo (min)
TalloHoja
1,00,81,00,8
12060120601206012060
12
10
8
6
4
2
0
Med
ia d
e A
rab
ino
sa (
g/l
)
Gráfica de Media - Arabinosa (g/l)
Parte de la planta
Concentración H2SO4 (%)
Tiempo (min)
TalloHoja
1,00,81,00,8
12060120601206012060
20
15
10
5
0
Med
ia d
e X
ilo
sa (
g/l
)
Gráfica de Media- Xilosa (g/l)
Page 67
52
de maíz. Al comparar tiempos de reacción con obtención de azúcares de la biomasa -
hojas se tiene un aumento de aproximadamente 25%, en cambio en la biomasa- tallo el
aumento de azúcares es <5%. Una diferencia notoria en la obtención de azúcares se
presenta al comparar los valores de las hojas y de los tallo, por ejemplo se tiene que la
mayor producción en las hojas fue de 324,58 mg azúcares/g biomasa seca y en los tallos
fue de 471,78 mg azúcares/g biomasa seca.
Gráfico 10. Representación de los AFT en mg azúcares /g biomasa seca
Elaborado por: Casa Evelyn
4.4 Análisis de la obtención de bioetanol de la biomasa lignocelulósica de maíz
Una vez obtenidos los resultados de la hidrólisis con ácido diluido, se seleccionó
los tratamientos, que generaron mayor concentración de glucosa para realizar el proceso
de fermentación. En la Tabla 13 se detalla los valores medidos de etanol de los dos
tratamientos seleccionados, cada tratamiento se realizó por duplicado y se dispusieron
dos corridas en HPLC para cada muestra. Del tratamiento 4 (Tallo; 1,0% H2SO4; 60 min)
se obtuvo 9,1472 g/l y del tratamiento 8 (Tallo; 1,0% H2SO4; 120 min) 6,9226 g/l de
etanol. Los cromatogramas obtenidos de la lectura en HPLC del etanol se encuentran en
el Anexo L.
Del tratamiento 8 se consiguió mayor cantidad de glucosa, pero menor
producción de etanol 6,9226 g/l, mientras que del tratamiento 4 se obtuvo menor cantidad
de glucosa, pero mayor producción de etanol 9,1472 g/l. Una explicación a este hecho es
que con 120 min de hidrólisis se provocó la formación de compuestos como el furfural y
el hidroximetil furfural que son inhibidores de la fermentación, por lo tanto afectan los
rendimientos de etanol. Las reacciones de degradación de las pentosas como de las
hexosas derivadas de la hidrólisis de la hemicelulosa y la celulosa respectivamente
requieren de un estudio adicional para comprobar el efecto que producen.
Parte de la planta
Concentración H2SO4 (%)
Tiempo (min)
TalloHoja
1,00,81,00,8
12060120601206012060
500
400
300
200
100
0Med
ia d
e A
FT
(m
g a
zú
car/
g b
iom
asa
seca)
Gráfica de Media- AFT (mg azúcar/g biomasa seca)
Page 68
53
Tabla 13
Resultados de la obtención de etanol de la biomasa lignocelulósica de maíz
Tratamiento
Etanol
experimental
lectura HPLC
(g/l)
*FD
Etanol
experimental
(g/l)
Etanol
(% v/v)
Tratamiento 4 0,936521 10 9,3652 1,19
Tallo; H2SO4 0,931698 10 9,3170 1,18
1,0%; 60min 0,900633 10 9,0063 1,14
0,890045 10 8,9005 1,13
�̅� 0,914724 9,1472 1,16
Tratamiento 8 0,649648 10 6,4965 0,82
Tallo; H2SO4 0,638591 10 6,3859 0,81
1,0%; 120min 0,775882 10 7,7588 0,98
0,704926 10 7,0493 0,89
�̅� 0,692262 6,9226 0,88
*FD: Factor de Dilución
Fuente: Casa, Evelyn
El rendimiento teórico máximo de etanol a partir de 1g de glucosa es de 0,51g, es
decir, que para obtener un buen rendimiento de etanol debe existir mayor cantidad de
azúcar, esta relación se puede observar en el Gráfico 11. Los valores de etanol teórico
reportados en la Tabla 14 se obtuvieron de la relación antes mencionada.
Gráfico 11. Comparación de la obtención de glucosa vs etanol
Elaborado por: Casa Evelyn
200,26
97,45
209,62
73,75
0
50
100
150
200
250
Azúcar (mg glucosa/g
biomasa seca)
Etanol experimental
(mg etanol/g biomasa
seca)
Azúcar (mg glucosa/g
biomasa seca)
Etanol experimental
(mg etanol/g biomasa
seca)
Tratamiento 4 Tratamiento 8
Obtención de glucosa vs. obtención de etanol
Page 69
54
En la Tabla 14 se presenta la conversión y el rendimiento de la producción de
etanol de la biomasa lignocelulósica de maíz. Se obtuvo un valor máximo de 9,1472 g/l
que representa una conversión del 97,45 mg etanol/g biomasa seca y un rendimiento del
95,41% en relación con el valor teórico.
Los valores de rendimiento obtenidos en la fermentación con la levadura
Saccharomyces cerevisiae se aproximaron al valor del rendimiento teórico. Este
resultado está próximo al obtenido por Elkin Gómez, Luis Ríos y Juan Peña en donde
evaluaron el efecto del pre-tratamiento de biomasa maderera mediante explosión con
vapor, deslignificación alcalina, remojo con amoníaco, ozonólisis, hidrólisis con ácido
diluido y extracción con solvente orgánico para una posterior hidrólisis enzimática. La
producción de etanol para el eucalipto mediante hidrólisis ácida fue de 6,32 mg etanol/g
biomasa seca y para madera de pino 15,44 mg etanol/g biomasa seca. (Gómez, Elkin;
Ríos, Luis y Peña, Juan, 2013)
Tabla 14
Resultados de la obtención de etanol (mg etanol/g biomasa seca)
Tratamiento Etanol
teórico (g/l)
Etanol
experimental
(g/l)
Rendimiento
(%)
Etanol
experimental
(mg etanol/g
biomasa seca)
Tratamiento 4 9,7474 9,3652 96,08 99,78
Tallo; H2SO4 9,7507 9,3170 95,55 99,26
1,0%; 60min 9,4311 9,0063 95,50 95,95
9,4162 8,9005 94,52 94,82
�̅� 9,5864 9,1472 95,41 97,45
Tratamiento 8 10,0524 6,4965 64,63 69,21
Tallo; H2SO4 10,0458 6,3859 63,57 68,03
1,0%; 120min 10,0160 7,7588 77,46 82,66
10,0229 7,0493 70,33 75,10
�̅� 10,0343 6,9226 69,00 73,75
Fuente: Casa, Evelyn
Page 70
55
CAPÍTULO V
CONCLUSIONES Y RECOMENDACIONES
5.1. Conclusiones
Los resultados logrados en esta investigación muestran claramente la
viabilidad de realizar la obtención de bioetanol a partir de la biomasa
lignocelulósica del maíz tratada por hidrólisis ácida.
La biomasa lignocelulósica de la planta de maíz después de ser cosechado
el choclo suave presenta una composición de 9,44% de lignina, 2,55% de
proteína, 45,26% de extractivos y 5,51% de cenizas para el tallo. La hoja
presenta 4,63% de lignina, 3,30% de proteína, 24,36% de extractivos y
16,43% de cenizas.
Las tres variables experimentales del tratamiento con ácido sulfúrico
diluido, presentaron un efecto sobre la variable de respuesta, sin embargo
la variable “parte de la planta” fue la que más influyó en la obtención de
glucosa. La mayor cantidad de glucosa obtenida en este trabajo fue del
tallo con 209,62 mg glucosa/g biomasa seca.
Los parámetros de la hidrólisis con ácido sulfúrico diluido con los que se
obtuvo mayor cantidad de etanol fueron tallo, 1,0% H2SO4 y 60 min de
tiempo de hidrólisis.
Después de realizar los procesos de hidrólisis ácida y fermentación de la
biomasa lignocelulósica de maíz se obtiene 97,45 mg etanol/g biomasa
seca, con un rendimiento del 95,41% con respecto al valor teórico.
La alternativa de obtener una fuente renovable de energía de fácil acceso,
segura y efectiva puede ser posible utilizando residuos de la cosecha de
maíz.
5.2. Recomendaciones
Se recomienda realizar el proceso de fermentación utilizando levaduras
que permitan fermentar azúcares de cinco carbonos como la xilosa, lo que
permitirá aumentar la producción de etanol.
Efectuar un estudio económico del proceso planteado en esta
investigación para determinar la factibilidad de aplicarlo a nivel industrial.
Page 71
56
Ejecutar una hidrólisis enzimática con enzimas comerciales, del sólido
resultante de la filtración que se obtiene de la hidrólisis con ácido sulfúrico
diluido.
Realizar una destilación multi-etapas para aumentar la concentración
alcohólica y que de esta manera sea considerado como un biocombustible.
Probar otras técnicas de hidrólisis para la producción de etanol a partir de
la biomasa lignocelulósica de maíz en busca de mejores rendimientos de
alcohol.
Analizar la presencia de compuestos inhibidores como el furfural,
hidroximetil furfural, ácido acético y compuestos fenólicos que
intervienen en los rendimientos de la fermentación.
Page 72
57
BIBLIOGRAFÍA
Abril, A., & Navarro, E. (2012). Etanol a partir de biomasa lignocelulósica .
Almenares-Verdecía, J., & Ngoma-Presline, F., & Serrat-Díaz, M. (2011). Aspectos
tecnológicos generales para la conversión a etanol de la biomasa lignocelulósica
II. Tecnología Química, XXX, 45-56.
Álvarez, C. (2009). Biocombustibles: desarrollo histórico-tecnológico, mercados
actuales y comercio internacional. Obtenido de
http://www.economia.unam.mx/publicaciones/econinforma/pdfs/359/04carlosal
varez.pdf
Álvarez, M. C. (2009). Biocombustibles: desarrollo histórico-tecnológico, mercados
actuales y comercio internacional. Economía Informa, 63-89.
Amador R., A. L., & Boschini F., C. (2000). Fenología productiva y nutricional de maíz
para la producción de forraje . Agronomía Mesoamericana, 171-177.
Amador, A. L., & Boschini F., C. (2000). Fenología productiva y nutricional de maíz
para la producción de forraje. Agronomía Mesoamericana, 171-177.
AOAC 974.06. (s.f.). Azúcares reductores en piensos - Método de Fehling .
Arias, F. (2012). El Proyecto de Investigación. Caracas : Episteme .
Barros, J., Malvar, R., & Santiago, R. (2011). Función de la pared celular del maíz (Zea
mays L.) como mecanismo de defensa frente a la plaga del taladro . Revista de
Educación Bioquímica , 132-142.
Cardona, C., Sánchez, Ó., Montoya, M., & Jullián, Q. (2015). Simulación de los procesos
de obtención de etanol a partir de caña de azúcar y maíz. Scientia et Technica Año
XI, 187-192.
Delgado, M., & Llorca, J. (mayo de 2004). Estudios longitudinales: concepto y
particularidades. Revista Española de Slud Pública, 141-148.
EPEC. (2016). Energía renovable: la biomasa. Obtenido de
https://www.epec.com.ar/docs/educativo/institucional/biomasa.pdf
ESPAC. (2014). Obtenido de http://www.ecuadorencifras.gob.ec/encuesta-de-
produccion-agropecuaria-continua/
Espinoza, W., Juárez, M., Arellano, C., & Bonfil, C. (s.f.). Los biocombustibles . Revista
de Divulgación de la Ciencia de la UNAM, 10-14.
Faba, L., Díaz, E., & Salvador, O. (2014). Transformación de biomasa en
biocombustibles de segunda generación. Madera y Bosques, 11-24.
FAO. (1996). Obtenido de Declaración de la Cumbre Mundial sobre Alimentación:
http://www.fao.org/docrep/003/w3613s/w3613s00.htm
Page 73
58
FAO. (junio de 2013). Los biocombustibles y la seguridad alimentaria. Obtenido de
http://www.fao.org/3/a-i2952s.pdf
Fernández, J. (2013). Energías renovables para todos . Obtenido de http://www.accion-
solar.org/images_home/coleccinrenovables/cuaderno_biomasa.pdf
Fernandez, J. (2013). Hidratos de carbono y su aprovechamiento . Obtenido de
https://ferrusca.files.wordpress.com/2013/04/tema5-hidratoscarbono.pdf
Formoso, D. (2016). Obtenido de http://www.pasturasdeamerica.com/utilizacion-
forrajes/residuos-agricolas/maiz/
Gómez, Elkin; Ríos, Luis y Peña, Juan. (2013). Efecto del Pretratamiento de Biomasa
Maderera en el Rendimiento de Etanol. Información Tecnológica, 113-122.
La cosecha de maíz. (febrero de 2016). El Tiempo . Obtenido de
http://www.eltiempo.com/archivo/documento/MAM-868833
Mateus, Lady; Hernández,Orlando; Velásquez,Mario; Díaz, Jesús. (2012). Evaluación
del pretratamiento con ácido sulfúrico diluido del pasto maralfalfa (Pennisetum
glaucum x Pennisetum purpureum) para la producción de etanol. Revista
Colombiana de Biotecnología, 146-156.
Mostacedo, B. F. (2000). Manual de métodos básicos de muestreo y análisis en ecología
vegetal. Santa Cruz: El País.
NREL. (2017). National Renewable Energy Laboratory. Obtenido de
https://www.nrel.gov/bioenergy/biomass-compositional-analysis.html
NTE INEN 360 1978-04. (s.f.). Bebidas alcohólicas. Determinación del grado
alcoholico en vinos .
Pimienta, J., & Orden, A. (2014). Metodología de la Investigación . México : Pearson .
Plan Nacional "Toda una Vida". (2017-2021). Obtenido de
http://www.planificacion.gob.ec/wp-
content/uploads/downloads/2017/10/PNBV-26-OCT-
FINAL_0K.compressed1.pdf
Prado-Martínez, M. A.-H.-A.-J.-R.-U. (2012). Caracterización de hojas de mazorca de
maíz y de bagazo de caña para la elaboración de una pulpa celulósica mixta.
Scielo, 37-51.
ProEcuador. (2013). Obtenido de http://www.proecuador.gob.ec/wp-
content/uploads/2015/06/Perfiles-de-Inversiones-Promocion-de-
Inversiones/Perfiles-de-Inversion/Biocombustibles.pdf
Ríos, J., Malvar, R., & Rogelio, S. (2011). Función de la pared celular del maíz (Zea
mays l.) como mecanismo de defensa frente a la plaga del taladro (Ostrinia
nubilalis hüb. y Sesamia nonagrioides lef.). 132-142.
Page 74
59
Romero, S. A. (2010). Aprovechamiento de la biomasa como fuente de energía
alternativa a los combustibles fósiles . Obtenido de
http://www.rac.es/ficheros/doc/00979.pdf
Salinas Callejas, E., & Gasca Quezada, V. (2009). Los biocombustibles. El Cotidiano,
75-82.
Sánchez Riaño, A., Gutiérrez Morales, A. I., & Muñoz Hernández, J. A. ( 2010 ).
Producción de bioetanol a partir de subproductos agroindustriales
lignocelulósicos. Revista Tumbaga, 61-90.
Sánchez, I. (2014). Serie Botánica . Obtenido de
http://eprints.ucm.es/27974/1/MAIZ%20I.pdf
Sánchez, Óscar Julián; Cardona, Carlos Ariel. (2005). roducción biotecnológica de
alcohol carburante I: obtención a partir de diferentes materias primas. Obtenido
de http://www.redalyc.org/html/339/33911003/
Sistema Nacional Argentino de Vigilancia y Monitoreo de Plagas. (2017). Obtenido de
http://www.sinavimo.gov.ar/cultivo/zea-mays
Solla Gullón, F., Rodríguez Soalleiro, R., & Merino, A. (2001). Evaluación del aporte de
cenizas de madera como fertilizante de un suelo ácido mediante ensayo en
laboratorio. Investigación Agraria, 379-393.
Suárez-Machín, Caridad; Garrido-Carralero, Norge Antonio; Guevara-Rodríguez,
Carmen. (2016). Levadura Saccharomyces cerevisiae y la producción de alcohol.
Revisión bibliográfica. ICIDCA. Sobre los Derivados de la Caña de Azúcar, vol.
50, núm. 1, 20-28.
Torres, R. R., & Montero, A. G. (2015). Lignina obtenida de residuos agrícolas como
biocombustible de tercera generación. Obtenido de Ciencia y Tecnología:
file:///C:/Users/hp/Downloads/caña%20de%20maiz/Dialnet-
LigninaObtenidaDeResiduosAgricolasComoBiocombutibl-5762658.pdf
TRANSBIOMA. (2012). Biomasa, Biocombustibles y Sostenibilidad . Obtenido de
http://sostenible.palencia.uva.es/system/files/publicaciones/Biomasa%2C%20Bi
ocombustibles%20y%20Sostenibilidad.pdf
UNAB, U. A. (2015). Generalidades sobre los biocombustibles. En Procesos Extractivos
Gestión de la Producción de Biomasa Energética (págs. 8-49).
http://unab.edupol.com.co/pluginfile.php/8218/mod_resource/content/1/UNIDA
D1_GENERALIDADES%20SOBRE%20LOS%20BIOCOMBUSTIBLES.pdf.
UNESCO. (2016). Programa Mundial de Evaluación de los Recursos Hídricos.
Obtenido de http://www.unesco.org/new/es/natural-
sciences/environment/water/wwap/facts-and-figures/all-facts-wwdr3/fact-22-
water-biofuels/
Viñals, M., Bell, A., Michelena, G., & Ramil, M. (2012). Obtención de etanol a partir de
biomasa lignocelulósica. ICIDCA. Sobre los Derivados de la Caña de Azúcar, 7-
16.
Page 75
60
Ward, P. O. (2013). Biotecnología de la fermentación: Principios, procesos y productos.
Zaragoza: Acribia S.A.
Yuni, J., & Urbano, C. (2006). Técnicas para Investigar . Córdoba : Brujas .
Page 76
61
ANEXOS
Anexo A: Esquema causa - efecto
Abundante cantidad de desechos lignocelulósicos
La cosecha es el 50%
en forma de grano
Desperdicios de las
hojas y caña
Numerosas hectáreas de
cultivo
Desperdicios de
la mazorca Fácil de cultivar Terreno disponible
Los productores no
conocen alternativas para
manejar los desperdicios
Escasa información Falta de interés
Problemas
ambientales
Contaminación
del aire por
incineración
Contaminación del
suelo
Aprovechar los residuos Utilizar como
alternativa energética
Métodos
tecnológicos
Reducción de
costos de los
procesos
Producción de
Bioetanol
Aditivo para la
gasolina
Page 77
62
Anexo B: Diagrama de flujo
Page 78
63
Anexo C1: Instrumento de recolección de datos- Guía de Observación
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE CIENCIAS QUÍMICAS
CARRERA DE QUÍMICA DE ALIMENTOS
“Guía de Observación – Caracterización de la
biomasa.”
HUMEDAD
Código
PESO CONSTANTE
Peso inicial muestra (g)
PESO CONSTANTE
Peso crisol 1 (g)
4 horas
Peso crisol 2 (g)
1 hora
Peso crisol 3 (g)
30 minutos
Peso muestra seca + crisol (g)
4 horas
Peso muestra seca + crisol (g)
1 hora
TALLO
HOJAS
CENIZAS
Código
PESO CONSTANTE
Observaciones Peso ceniza +
crisol (g) 4 horas
Peso ceniza + crisol (g)
1 hora
Peso ceniza + crisol (g)
30 minutos
TALLO
HOJAS
Page 79
64
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE CIENCIAS QUÍMICAS
CARRERA DE QUÍMICA DE ALIMENTOS
“Guía de Observación – Caracterización de la
biomasa.”
EXTRACTIVOS-AGUA
Código
PESO CONSTANTE
P capuchón (g)
P muestra (g)
P balón + extracto
líquido(g) Observaciones
P balón vacío (g) 12 horas
P balón vacío (g) 1 hora
TALLO
HOJAS
EXTRACTIVOS- ETANOL
Código
PESO CONSTANTE P balón + extracto
líquido (g)
P capuchón +extracto sólido (g)
Sólido libre de extractivos
seco (g) Observaciones
P balón vacío (g) 12 horas
P balón vacío (g) 1 hora
TALLO
HOJAS
PROTEÍNA
Código P muestra (g) V HCl (ml) V blanco (ml) N HCl Observaciones
TALLO
HOJAS
Page 80
65
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE CIENCIAS QUÍMICAS
CARRERA DE QUÍMICA DE ALIMENTOS
“Guía de Observación – Caracterización de la
biomasa.”
LIGNINA
Código
PESO CONSTANTE PESO CONSTANTE PESO CONSTANTE
P crisol vacío (g) 4 horas
P crisol vacío (g) 1 hora
P muestra + crisol 105°C
(g) 4 horas
P muestra +crisol
105°C (g) 1 hora
P muestra + crisol 575°C (g)
4 horas
P muestra + crisol 575°C
(g) 1 hora
TALLO
HOJAS
LIGNINA
Código Absorbancia Dilución Observación
TALLO
HOJAS
Page 81
66
Anexo D2: Instrumento de recolección de datos- Guía de Observación
UNIVERSIDAD CENTRAL DEL ECUADOR
FACULTAD DE CIENCIAS QUÍMICAS
CARRERA DE QUÍMICA DE ALIMENTOS
“Guía de Observación – Hidrólisis ácida”
Código/Parte planta
Concentración H2SO4 (%)
Tiempo (min)
V filtrado (ml)
°Bx pH
Fermentación
pH °Bx inicial °Bx final
Page 82
67
Anexo E3: Instrumento para validar la Guía de Observación
La Guía de Observación ha sido sometida a un proceso de validación por expertos evaluadores
que se detallan a continuación:
EVALUADOR CARGO/INSTITUCIÓN
MSc. Paola Cuji Analista Técnico de Servicios Especializados 3
Instituto Nacional de Eficiencia Energética y
Energías Renovables
Ing. Mishel Romero Analista Técnico de Servicios Especializados 3
Instituto Nacional de Eficiencia Energética y
Energías Renovables
MSc. Milene Díaz Docente
Universidad Central del Ecuador
Page 83
68
Anexo F. Preparación de la biomasa lignocelulósica
Figura D.1. Reducción de tamaño de las hojas y tallo del maíz
Figura D.2. Secado por horno de convección de las hojas y tallo del maíz
Figura D.3. Molienda de las hojas y tallo del maíz
Page 84
69
Anexo G. Caracterización de la biomasa de maíz
Figura E.1 Estufa utilizada para
determinación de humedad Figura E.2 Mufla utilizada para
determinación de ceniza
Figura E.3 Equipos de Extracción Soxhlet - Extracción con agua
Figura E.4 Eliminación del solvente agua Figura E.5 Extractivos solubles en agua
Page 85
70
Figura E.6 Equipos de Extracción Soxhlet - Extracción con etano
Figura E.7 Eliminación del solvente etanol Figura E.8 Extractivos solubles en etanol
Figura E.9 Filtración al vació de la biomasa sin extractos
Page 86
71
E.10 Biomasa seca libre de extractivos (hojas-tallo)
Figura E.11 Tubos de alta presión para la hidrólisis en 2 etapas
Figura E.12 Filtración al vació de la solución hidrolizada
Page 87
72
Figura E.13 Determinación de lignina
insoluble en ácido
Figura E.14 Determinación de lignina
soluble en ácido
Figura E.15 Tubos de digestión para
determinación de proteína
Figura E.16 Equipo de destilación con
vapor para determinar proteína
Page 88
73
Anexo H. Hidrólisis con ácido sulfúrico diluido
Figura F.1 Biomasa lignocelulósica antes de la hidrólisis
Figura F.2 Hidrólisis de la biomasa en la autoclave
Figura F.3 Biomasa lignocelulósica después de la hidrólisis
Page 89
74
Figura F.4 Biomasa lignocelulósica (tallo-hojas) hidrolizados
Figura F.5 Filtración de los hidrolizados
Figura F.6 Neutralización de los
hidrolizados
Figura F.7 Preparación de viales para
lectura en HPLC
Page 90
75
Anexo I. Fermentación
Figura G1. Concentración y medición °Bx del líquido hidrolizado
Figura G2. Proceso de fermentación
Figura G3. Preparación de viales para lectura en HPLC
Page 91
76
Anexo J. Curva de Calibración de azúcares fermentables
Figura H1. Curva de calibración de la Celobiosa
Figura H2. Curva de calibración de la Glucosa
Área = 224540,838*Amt + 11905,518
r = 0,99959
Área = 248766,585*Amt + 1045,61
r = 0,99994
Page 92
77
Figura H3. Curva de calibración de la Xilosa
Figura H4. Curva de calibración de la Arabinosa
Área = 233143,641*Amt - 2037,5744
r = 0,99971
Área = 242053,704*Amt + 2827,4095
r = 0,99992
Page 93
78
Anexo K. Curva de Calibración del Etanol
Figura I1. Curva de calibración del Etanol
Área = 103980,955*Amt + 8102,9851
r = 0,99992
Page 94
79
Anexo L. Tablas de los cálculos de la caracterización de la biomasa
Tabla J.1. Procesamiento de datos para caracterizar la biomasa de maíz- Humedad y Sólidos
Totales
Tabla J.2. Procesamiento de datos para caracterizar la biomasa de maíz- Cenizas
CENIZAS
ODW Peso ceniza + crisol (g)
%Ceniza
TALLO
0,9482 27,5241 5,48
0,9405 30,6343 5,55
0,9434 27,0816 5,50
HOJAS 0,9448 28,2850 16,38
0,9477 29,5620 16,53
0,942 15,2872 16,36
Tabla J.3. Procesamiento de datos para caracterizar la biomasa de maíz- Extractivos con agua
HUMEDAD SÓLIDOS TOTALES
Peso crisol (g) Peso inicial muestra (g)
Peso muestra seca + crisol
(g)
% Humedad
% Sólidos Totales
TALLO
27,4721 1,0102 28,4203 6,14 93,86
30,5821 1,0013 31,5226 6,07 93,93
27,0297 1,0058 27,9731 6,20 93,80
HOJAS
28,1302 1,0067 29,0750 6,15 93,85
29,4053 1,0087 30,3530 6,05 93,95
15,1331 1,0039 16,0751 6,17 93,83
EXTRACTIVOS - AGUA
Peso dedal (g)
Peso dedal + muestra (g)
ODW P balón (g) P balón + extracto (g)
%Extracto
5,1599 10,2204 4,7499 185,9300 188,0684 45,02
TALLOS 4,9185 9,9368 4,7103 178,3702 180,5130 45,49
HOJAS
4,5489 9,5809 4,7240 184,1755 185,3381 24,61
4,6455 9,6868 4,7327 189,5936 190,7348 24,11
Page 95
80
Tabla J.4. Procesamiento de datos para caracterizar la biomasa de maíz- Extractivos con etanol
EXTRACTIVOS - ETANOL
P balón (g) P balón +
extracto (g) %Extracto
TALLOS 185,9422 186,1016 0,35
178,3237 178,4836 0,35
HOJAS 184,1643 184,3563 0,78
189,6931 189,8781 0,77
Tabla J.5. Procesamiento de datos para caracterizar la biomasa de maíz- Proteína
PROTEÍNA
Peso muestra
(g) V HCl (ml)
V Blanco (ml)
N HCl %
Nitrógeno % Proteína
Peso Proteína
(g)
TALLOS 0,5627 1,88 0,34 0,1037 0,40 2,48 0,0140
0,5419 1,90 0,34 0,1037 0,42 2,61 0,0142
HOJAS 0,5284 2,28 0,34 0,1037 0,53 3,33 0,0176
0,5272 2,24 0,34 0,1037 0,52 3,27 0,0172
Tabla J.6. Procesamiento de datos para caracterizar la biomasa de maíz-Lignina
LIGNINA
Peso muestra (g)
Peso crisol (g)
Peso muestra seca + crisol 105°C (g)
Peso muestra seca + crisol 575°C (g)
ODW %RAI %LAI
TALLOS 0,3004 21,9362 22,0089 21,9503 0,2820 25,78 15,82
0,3008 21,7568 21,8275 21,771 0,2824 25,04 15,00
HOJAS 0,3040 22,4535 22,486 22,4548 0,2853 11,39 4,77
0,3014 22,8834 22,9165 22,8849 0,2829 11,70 5,08
Tabla J.6. Procesamiento de datos para caracterizar la biomasa de maíz-Lignina
LIGNINA
Absorbancia Dilución %LAS %Lignina
libre extractos
% Lignina
TALLOS 0,872 5,6 1,96 17,78 9,67
0,860 5,6 1,93 16,92 9,20
HOJAS 0,877 3,3 1,17 5,93 4,44
0,853 4,0 1,37 6,45 4,83
Page 96
81
Anexo M. Cromatogramas obtenidos mediante HPLC para azúcares fermentables
Figura K1. Cromatograma de hidrólisis ácida C1: hoja de maíz – 60min - 0,80% H2SO4
Figura K2. Cromatograma de hidrólisis ácida C2: hoja de maíz – 60min - 0,80% H2SO4
Page 97
82
Figura K3. Cromatograma de hidrólisis ácida C3: hoja de maíz – 60min - 0,80% H2SO4
Figura K4. Cromatograma de hidrólisis ácida C4: hoja de maíz – 60min - 0,80% H2SO4
Page 98
83
Figura K5. Cromatograma de hidrólisis ácida C1: tallo de maíz – 60min - 0,80% H2SO4
Figura K6. Cromatograma de hidrólisis ácida C2: tallo de maíz – 60min - 0,80% H2SO4
Page 99
84
Figura K7. Cromatograma de hidrólisis ácida C3: tallo de maíz – 60min - 0,80% H2SO4
Figura K8. Cromatograma de hidrólisis ácida C4: tallo de maíz – 60min - 0,80% H2SO4
Page 100
85
Figura K9. Cromatograma de hidrólisis ácida C1: hoja de maíz – 60min - 1,0% H2SO4
Figura K10. Cromatograma de hidrólisis ácida C2: hoja de maíz – 60min - 1,0% H2SO4
Page 101
86
Figura K11. Cromatograma de hidrólisis ácida C3: hoja de maíz – 60min - 1,0% H2SO4
Figura K12. Cromatograma de hidrólisis ácida C4: hoja de maíz – 60min - 1,0% H2SO4
Page 102
87
Figura K13. Cromatograma de hidrólisis ácida C1: tallo de maíz – 60min - 1,0% H2SO4
Figura K14. Cromatograma de hidrólisis ácida C2: tallo de maíz – 60min - 1,0% H2SO4
Page 103
88
Figura K15.Cromatograma de hidrólisis ácida C3: tallo de maíz – 60min - 1,0% H2SO4
Figura K16. Cromatograma de hidrólisis ácida C4: tallo de maíz – 60min - 1,0% H2SO4
Page 104
89
Figura K17. Cromatograma de hidrólisis ácida C1: hojas maíz – 120min - 0,80% H2SO4
Figura K18. Cromatograma de hidrólisis ácida C2: hojas maíz – 120min - 0,80% H2SO4
Page 105
90
Figura K19. Cromatograma de hidrólisis ácida C3: hojas maíz – 120min - 0,80% H2SO4
Figura K20. Cromatograma de hidrólisis ácida C4: hojas maíz – 120min - 0,80% H2SO4
Page 106
91
Figura K21. Cromatograma de hidrólisis ácida C1: tallo maíz – 120min - 0,80% H2SO4
Figura K22. Cromatograma de hidrólisis ácida C2: tallo maíz – 120min - 0,80% H2SO4
Page 107
92
Figura K23. Cromatograma de hidrólisis ácida C3: tallo maíz – 120min - 0,80% H2SO4
Figura K24. Cromatograma de hidrólisis ácida C4: tallo maíz – 120min - 0,80% H2SO4
Page 108
93
Figura K25. Cromatograma de hidrólisis ácida C1: hojas de maíz – 120min -1,0% H2SO4
Figura K26. Cromatograma de hidrólisis ácida C2: hojas de maíz – 120min -1,0% H2SO4
Page 109
94
Figura K27. Cromatograma de hidrólisis ácida C3: hojas de maíz – 120min -1,0% H2SO4
Figura K28. Cromatograma de hidrólisis ácida C4: hojas de maíz – 120min -1,0% H2SO4
Page 110
95
Figura K29. Cromatograma de hidrólisis ácida C1: tallo de maíz – 120min -1,0% H2SO4
Figura K30. Cromatograma de hidrólisis ácida C2: tallo de maíz – 120min -1,0% H2SO4
Page 111
96
Figura K31. Cromatograma de hidrólisis ácida C3: tallo de maíz – 120min -1,0% H2SO4
Figura K32. Cromatograma de hidrólisis ácida C4: tallo de maíz – 120min -1,0% H2SO4
Page 112
97
Anexo N. Cromatogramas obtenidos mediante HPLC para etanol
Figura L1. Cromatograma del etanol C1 (tallo de maíz –1,0% H2SO4 – 60 min)
Figura L2. Cromatograma del etanol C2 (tallo de maíz –1,0% H2SO4 – 60 min)
Page 113
98
Figura L3. Cromatograma del etanol C3 (tallo de maíz –1,0% H2SO4 – 60 min)
Figura L4. Cromatograma del etanol C4 (tallo de maíz –1,0% H2SO4 – 60 min)
Page 114
99
Figura L5. Cromatograma del etanol C1 (tallo de maíz –1,0% H2SO4 – 120 min)
Figura L6. Cromatograma del etanol C2 (tallo de maíz –1,0% H2SO4 – 120 min)
Page 115
100
Figura L7. Cromatograma del etanol C3 (tallo de maíz –1,0% H2SO4 – 120 min)
Figura L8. Cromatograma del etanol C4 (tallo de maíz –1,0% H2SO4 – 120 min)