UNIVERSITE DE KINSHASA FACULTE DES SCIENCES PHARMACEUTIQUES Troisième Pharmacie B.P. 212 KINSHASA XI RAPPORT DE STAGE Par KIMBEMBI KABA Ornella Hope Lieu de stage : Laboratoire Pharmaceutique NEW CESAMEX Septembre 2014
Transcript
UNIVERSITE DE KINSHASA
FACULTE DES SCIENCES PHARMACEUTIQUES
Troisième Pharmacie
B.P. 212 KINSHASA XI
RAPPORT DE STAGE
Par KIMBEMBI KABA Ornella Hope
Lieu de stage : Laboratoire Pharmaceutique NEW CESAMEX
Septembre 2014
Travail présenté par Paul WOUNGLY MAVIAN
2
2
REMERCIEMENTS
Avant de présenter le contenu de ce travail, il nous tient à cœur de témoigner notre
gratitude à toutes les personnes qui ont permis que nous puissions parvenir au terme de
notre formation que ce soit par leurs enseignements, leur soutien ou leurs conseils, ainsi
nous adressons nos sincères remerciements :
A Monsieur DAREDIA Salim Directeur Général de NEW CESAMEX SPRL et au
Pharmacien Responsable OMASOMBO Dominique, pour nous avoir reçus au sein du
Laboratoire Pharmaceutique NEW CESAMEX et permis qu’on puisse y effectuer notre stage
de fin d’étude ;
Aux Pharmaciens KASONGO Patrick, MPIENSE Joël, MUKENDI Florent et N’SIA
Giresse, ainsi qu’aux Assistants en pharmacie MAKUTA Fulatene, MVUNZI Jean Pierre,
OKOKO Djanga et LUYINDULA Senghor, ainsi que MBAKA Gloire pour l’accueil chaleureux,
la rigueur, la patience, le sérieux, le temps disposé et le partage des connaissances dont ils
ont fait preuve à notre égard durant cette période ;
A l’assistant Michel KASONGO, pour les choix qu’il a opéré pour notre affectation, en
espérant qu’il trouve à travers cette ligne, nos sentiments de profonde gratitude et de
reconnaissance ;
A mes parents Rodolphe et Claire WOUNGLY, ainsi que mes sœurs Yolande et
Christèle et mon frère Jacques, pour leur amour et le soutien qu’ils m’ont toujours porté
A tous mes Professeurs, Chef de travaux et Assistants en Sciences Pharmaceutiques à
qui nous devons l’ensemble de nos connaissances théoriques ;
A mes amis et camarades de la promotion avec qui nous avons effectué ce stage à
savoir BELESI Achille, BILO Dadié, MULUMBA Guy, OSAKOLONGO François et LUBUNGA
Jonathan ;
Enfin, à tout le personnel du Laboratoire Pharmaceutique NEW CESAMEX que nous
avons côtoyé durant ces mois de stage ;
Que tous ceux auprès de qui nous avons sollicité une quelconque aide pour nos
études ou pour effectuer ce stage dans de bonnes conditions, qu’ils puissent y trouver notre
sincère gratitude.
3 Rapport de stage Troisième Pharmacie
3
INTRODUCTION
La pharmacie galénique peut se définir comme étant la science et l’art de préparer,
conserver et présenter les médicaments. Sa naissance remonte à l’antiquité. En effet, le
qualitatif « galénique » vient du nom de Claudius Galenus qui vécut au IIe siècle de notre ère.
Originaire de Pergame en Asie Mineure, Galien, comme nous l’appelons maintenant, vint à
Rome où il fut un médecin de Marc Aurèle et de ses successeurs Commode et Septime
Sévère. Il doit sa grande renommée à l’ampleur considérable de ses travaux dans diverses
branches de la médecine (auteur de plus de 400 ouvrages) et la pharmacie a un attachement
particulier pour lui, parce qu’il s’est beaucoup intéressé à la formulation des médicaments et
qu’il a donné de nombreux détails sur la façon de les préparer.
Si la pharmacie galénique reste encore aujourd’hui un art du fait des multiples
aspects du médicament, elle est devenue de plus en plus une science avec toute la rigueur
que cela implique. En effet, la profession pharmaceutique a évolué et s’est diversifiée. Dans
le passé, tout pharmacien était galéniste. De nos jours, bien que le pharmacien continue
d’exercer en tant que galéniste dans certaines officines ou à l’hôpital lorsqu’il exécute une
préparation magistrale ou officinale, c’est dans l’industrie que se trouvent les véritables
spécialistes de cette discipline. Le Pharmacien d’industrie œuvre chaque jour dans la
production à grande échelle de principes actifs présentés sous une forme pharmaceutique
adéquate et facilement administrable pour le patient, ceci grâce à diverses technologies et
équipements de plus en plus sophistiqués.
Une grande partie des connaissances du galéniste exerçant en industrie s’acquiert à
la faculté des Sciences Pharmaceutiques mais ces enseignements théoriques dépourvus de
toutes pratiques ne garantissent pas à elles seules la compétence du galéniste. C’est
pourquoi, dans le but de nous imprégner de la science et de l’art du pharmacien d’industrie
et de nous familiariser aux tâches professionnelles qui l’accompagnent, nous avons eu
l’honneur d’être affecté au Laboratoire Pharmaceutique NEW CESAMEX SPRL.
Travail présenté par Paul WOUNGLY MAVIAN
4
4
CHAPITRE I : LABORATOIRE PHARMACEUTIQUE NEW CESAMEX SPRL
1.1. SITUATION GEOGRAPHIQUE
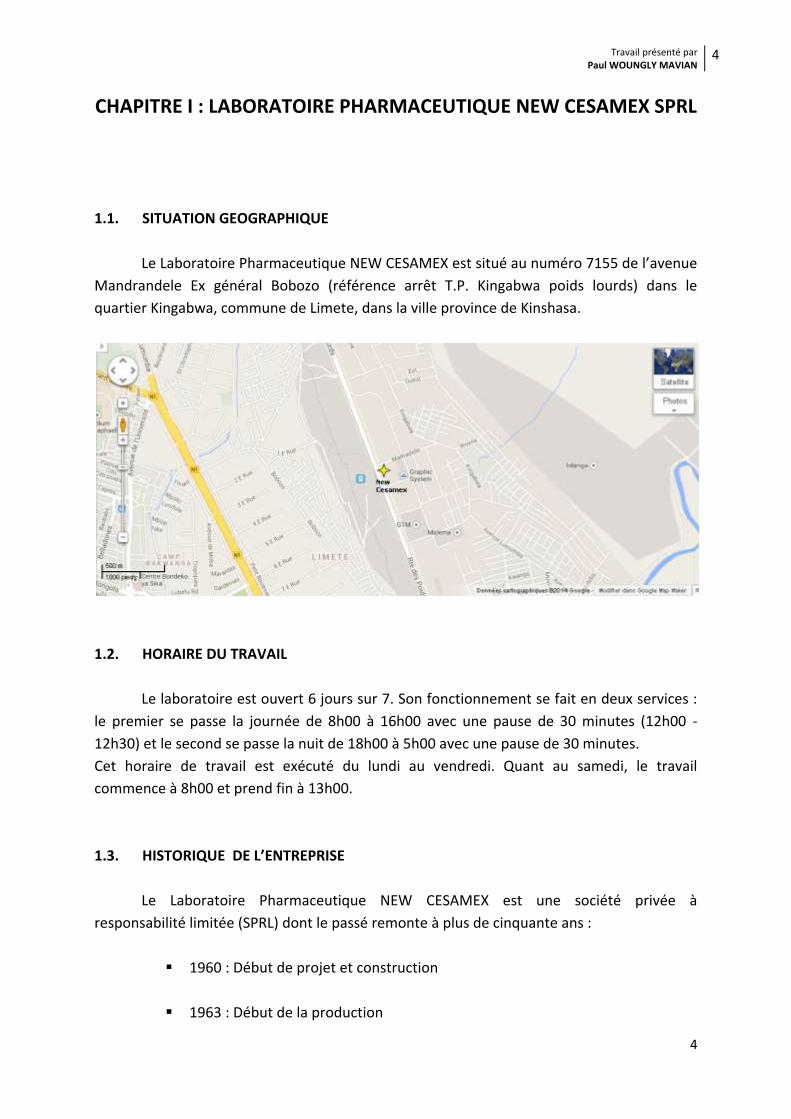
Le Laboratoire Pharmaceutique NEW CESAMEX est situé au numéro 7155 de l’avenue
Mandrandele Ex général Bobozo (référence arrêt T.P. Kingabwa poids lourds) dans le
quartier Kingabwa, commune de Limete, dans la ville province de Kinshasa.
1.2. HORAIRE DU TRAVAIL
Le laboratoire est ouvert 6 jours sur 7. Son fonctionnement se fait en deux services :
le premier se passe la journée de 8h00 à 16h00 avec une pause de 30 minutes (12h00 -
12h30) et le second se passe la nuit de 18h00 à 5h00 avec une pause de 30 minutes.
Cet horaire de travail est exécuté du lundi au vendredi. Quant au samedi, le travail
commence à 8h00 et prend fin à 13h00.
1.3. HISTORIQUE DE L’ENTREPRISE
Le Laboratoire Pharmaceutique NEW CESAMEX est une société privée à
responsabilité limitée (SPRL) dont le passé remonte à plus de cinquante ans :
1960 : Début de projet et construction
1963 : Début de la production
5 Rapport de stage Troisième Pharmacie
5
1977 : Changement des actionnaires et de la dénomination : « CARLO ERBA »
devient « IPHARKIN »
1987 : Nouveau changement des actionnaires et de la dénomination qui
devient « CESAMEX »
1991 : Ouverture du capital à d’autres actionnaires et changement à nouveau
de dénomination, l’entreprise devient « NEW CESAMEX »
2003: Transfert de la gestion de l’entreprise au groupe SIMCO
1.4. OBJECTIFS DE L’ENTREPRISE
NEW CESAMEX s'engage à l'effort pour satisfaire aux besoins de ses clients de toutes
les manières possibles : à travers un service excellent, en développant et commercialisant un
produit efficace, sans danger et de qualité et en offrant son produit à un prix abordable à
tous les patients. Sa vision se résume en ces termes : « Guérir la RDC et devenir la plus
grande et la plus admirée compagnie pharmaceutique en RDC. »
1.5. DESCRIPTION DE L’ENTREPRISE
NEW CESAMEX est un laboratoire de droit congolais spécialisé dans la fabrication et
la commercialisation des médicaments. Avec plus de 60 spécialités de médicaments, NEW
CESAMEX se présente comme laboratoire leader dans la production congolaise des formes
solides et liquides. Sa production est destinée à la distribution à travers la RDC par un réseau
de distributeurs appartenant au groupe MOON.
D'une superficie bâtie totale de 2225 m2, le site est composé de :
- Deux blocs de production comprenant les formes liquides et solides avec une section
dédiée aux β lactames,
- Deux magasins dont l'un pour les produits finis et l'autre pour les matières premières
et articles de conditionnement,
- Un dernier bloc abritant l'administration et le contrôle qualité.
Travail présenté par Paul WOUNGLY MAVIAN
6
6
La zone de production est constituée comme suit :
o Section des formes solides : 1 salle de stockage de matières premières, 1 salle
de pesée, 1 salle de préparation dite de mélange, 5 petites salles de
compression, 1 salle d’enrobage, 2 salles de conditionnement sous blister et 2
salles d’emballage et 1 salle d’imprimerie.
o Section des formes liquides : 1 salle de quarantaine, 1 salle de stockage des
matières premières, 1 salle de pesée, 1 salle de préparation, 1 grande salle
d’emballage et d’étiquetage.
o Section des β-lactames : 1 salle pour stockage de matières premières, 1 salle
de mélange, 1 salle de conditionnement des poudres pour suspension, 1 salle
de remplissage des gélules et 1 salle de conditionnement sous blister et 1
salle d’emballage.
Depuis 2004, NEW CESAMEX s'est lancé dans la politique de rénovation des locaux,
de modernisation des équipements et surtout dans la mise en œuvre d'un système
d’assurance qualité selon les normes des BPF :
Les locaux
Ils ont été conçus pour permettre une maîtrise aisée du flux de matière. En
effet, l’orientation des bâtiments se fait selon l’ordre logique des opérations de
fabrication à savoir : entrée des matières premières – quarantaine – stockage – pesée
– fabrication conditionnement – stockage – sortie des produits finis ; une telle
disposition permet d’éviter les croisements à risques, les retours en arrière, les
contaminations, les confusions ou omissions. De même, pour toujours éviter des
contaminations croisées, les antibiotiques disposent de leur propre section de
production séparée des autres.
Outre cet aspect, NEW CESAMEX dispose d’un système de traitement de
l’atmosphère (filtres HEPA couplés à des lampes UV) qui permet d’éviter l’entrée
d’insectes et de poussières ainsi que de limiter la contamination particulaire et
microbienne. L'éclairage, la température, l'humidité et la ventilation sont également
contrôlés par des thermomètres, hygromètres et climatiseurs dans les salles afin de
ne pas affecter, directement ou indirectement, ni les médicaments durant leur
fabrication et leur stockage, ni le bon fonctionnement du matériel.
Des mesures sont prises en vue d'empêcher l'entrée de personnes non
autorisées et dans les zones de production, de stockage et de contrôle de la qualité,
seul le personnel y travaillant a le droit de circuler. Chaque zone où s’effectue une
7 Rapport de stage Troisième Pharmacie
7
étape est séparée des autres par des cloisons, les portes sont coulissantes pour éviter
les poussières et l’ensemble des locaux se prêtent facilement au nettoyage (murs
couverts de peinture à huile, sols à carreaux et plafonds en matière plastique). Les
eaux usées sont acheminées à travers des canalisations qui débouchent sur les
égouts publics.
Equipements
NEW CESAMEX fait de grands efforts pour être à la pointe de la technologie
afin de garantir la production de médicaments de qualité avec un rendement élevé.
Ainsi parmi ces nombreux équipements de production on compte : un système de
production d’eau déminéralisée par osmose inverse, un système de traitement de
l’air par des filtres HEPA et lampes UV, des machines à comprimer rotatives à double
station, un séchoir à lit d’air fluidisé, des cuves de mélanges avec résistances
électriques, machine automatique de conditionnement en chaîne des liquides avec
doseuses et assurant le nettoyage, remplissage et étiquetage des flacons, machine de
conditionnement sous blister à double station, postes à flux d’air laminaire etc.
Calibration
La calibration initiale et périodique est exécutée par le service de métrologie
de l’Office Congolais de Contrôle (OCC) qui surveille périodiquement les différents
appareils de mesure. Celle des appareils de mesure comme les balances,
spectrophotomètre, etc. est assurée par le responsable de l’assurance qualité suivant
les fréquences prédéterminées avec rapports documentés.
Formes pharmaceutiques produites
Le laboratoire pharmaceutique NEW CESAMEX réalise les formes
pharmaceutiques ci-après :
- Formes liquides : sirops, suspensions et solutions
- Formes solides : gélules, comprimés et suspensions sèches
Gestion de la qualité
Le système d'assurance qualité mis en œuvre par NEW CESAMEX a été
certifié conforme aux normes Pharmaceutiques de BPF par la DPM/RDC depuis
2007 et par l'audit international initié par la FEDECAME en 2009. Ce système
repose sur :
- Les contrôles internes de qualité à la fois en amont ainsi que pendant le
processus de production.
- Une production soumise au contrôle du Ministère de la Santé effectuant
régulièrement les inspections sur les lignes de production et le contrôle des
échantillons, prélevés chaque mois, dans un des laboratoires agrées.
- La traçabilité : en plus des dossiers de lots bien élaborés déterminant les
Travail présenté par Paul WOUNGLY MAVIAN
8
8
responsabilités, le système d'information et de gestion des matières
premières permet le suivi dès l'acquisition des matières jusqu’à la livraison
des produits finis.
- Un laboratoire de contrôle de qualité en progression constante et en
partenariat avec d'autres laboratoires notamment ceux agrées pour les
analyses non réalisables dans les conditions d'équipement du laboratoire
interne.
- Un contrôle systématique des matières premières à l'entrée conformément
aux dispositions réglementaires en vigueur : prélèvement de tout lot par les
services de l'OCC aux fins de contrôle de qualité.
1.6. ORGANIGRAMME DE L’ENTREPRISE
Ainsi, l’entreprise comprend en son sein de :
Unité de production des formes liquides
Où sont préparés les solutions, suspensions et sirops, sous la direction des Assistants
en pharmacie MAKUTA Fulatene, suivi de MVUNZI Jean Pierre.
Unité de production des formes solides
Où sont préparés les comprimés, gélules et poudres sèches pour suspensions. Cette
unité est dirigée par les Assistants en pharmacie LUYINDULA Senghor et OKOKO
Djanga.
Les unités de production étant sous la supervision du Pharmacien MUKENDI Florent.
9 Rapport de stage Troisième Pharmacie
9
Unité d’Assurance Qualité et de Contrôle Qualité
Chargée d’assurer la qualité de service et des produits au sein du laboratoire afin
qu’ils répondent aux besoins pour lesquels ils seront mis sur le marché. Elle est
dirigée par les Pharmaciens KASONGO Patrick, N’SIA Giresse et MPIENSE Joël, aidé
d’un technicien de laboratoire papa KABASELE.
Travail présenté par Paul WOUNGLY MAVIAN
10
10
CHAPITRE II : NOTIONS DE BONNES PRATIQUES DE FABRICATION
2.1. Définition
Les Bonnes Pratiques de Fabrication BPF (Good Manufacturing Practices GMP en
anglais) désignent l’ensemble des précautions prises pour que les médicaments fabriqués
soient de qualité requise afin qu’ils puissent satisfaire aux besoins pour lesquels ils ont été
mis sur le marché. Il s’agit donc d’un système d’assurance de la qualité garantissant la
fabrication d’un produit adapté à l'usage, conforme à ses spécifications définies dans
l'autorisation de mise sur le marché et n’exposant pas un patient à un risque remettant en
cause la sécurité, la qualité ou à l'efficacité du produit.
2.2. Principes des BPF
De manière succincte, les BPF reposent sur 10 grands principes :
1) Écrire les modes opératoires et les instructions afin de fournir une "feuille de route"
nécessaire à la conformité aux BPF et à une production de qualité régulière.
2) Suivre scrupuleusement procédures et instructions pour prévenir toute
contamination, inversion ou erreur.
3) Renseigner rapidement et précisément le travail en cours dans un but de conformité
aux procédures et de traçabilité.
4) Prouver que nos systèmes font ce pour quoi ils sont conçus en effectuant des
démarches formelles de validation.
5) Intégrer les procédés, la qualité du produit et la sécurité du personnel dans la
conception des bâtiments et des équipements.
6) Effectuer la maintenance des bâtiments et équipements de manière régulière et
efficace.
7) Développer et démontrer clairement les compétences au poste de travail.
11 Rapport de stage Troisième Pharmacie
11
8) Protéger les produits contre toute contamination en adoptant des habitudes
régulières et systématiques de propreté et d'hygiène
9) Construire la qualité dans les produits par un contrôle des matières premières et des
processus tels que la fabrication, l'emballage, l'étiquetage...
10) Planifier et effectuer régulièrement des audits afin d'assurer conformité au BPF et
efficacité du système qualité.
Ces principes sont souvent résumés autour des "5M" :
- Matériels (locaux et équipements) :
Ils doivent être identifiés, entretenus, nettoyés, qualifiés...
- Méthodes (procédés et procédures) :
Elles doivent être disponibles, détaillées, précises, vérifiées, validées,
auditées...
- Main-d'œuvre (ensemble du personnel) :
Elle doit être formée et habilitée au poste de travail
- Matières (matières premières, articles de conditionnement et autres) :
Elles doivent être identifiées, contrôlées...
- Milieu (environnement intérieur et extérieur) :
Les infrastructures de production doivent être qualifiées...
2.3. Contenu des BPF (France N° 2011/8 bis/Europe)
Lorsqu’on se réfère au « Guide des Bonnes Pratiques de Fabrication » (publié par
l’Agence Française De Sécurité Sanitaire Des Produits De Santé AFSSAPS), on en vient à
l’évidence que l’évolution et la variété des problèmes posés par chaque fabrication sont
telles qu’il n’est pas possible d’établir des règles générales trop rigides ou trop absolues,
surtout quand on se retrouve dans le contexte des laboratoires pharmaceutiques des pays
en voie de développement. Les BPF sont à considérer donc comme un ensemble de
directives ou recommandations à utiliser au mieux dans chaque situation particulière.
L’objectif n’étant pas ici de les reproduire en totalité mais d’en présenter les grandes lignes
selon l’ordre suivant :
- gestion de la qualité ;
- personnel ;
- locaux et matériel ;
- documentation ;
- production ;
- contrôle de la qualité ;
Travail présenté par Paul WOUNGLY MAVIAN
12
12
- fabrication et analyse en sous-traitance ;
- réclamations et rappel de médicaments ;
- auto-inspection.
Notre constat fut qu’effectivement, dans les grandes lignes, le Laboratoire
Pharmaceutique NEW CESAMEX se conforme à l’ensemble de ces directives.
2.3.1. Gestion de la qualité
Elle intègre des concepts de base que sont l’assurance qualité AQ et le contrôle
qualité CQ, mais également tous les autres points cités plus haut à savoir le personnel,
les locaux et matériel, la documentation…
L’AQ est un large concept qui couvre tout ce qui peut, individuellement ou
collectivement, influencer la qualité d’un produit. Elle représente l’ensemble des
mesures prises pour s’assurer que les médicaments fabriqués sont de la qualité requise
pour l’usage auquel ils sont destinés. Elle comprend donc les BPF mais également
d’autres éléments en plus. En dehors de ça, une entreprise pharmaceutique a d’autres
préoccupations de qualité dont : les aspects de la qualité du produit non décrits dans le
dossier d’AMM, la qualité des services liés au produit, la qualité du management de
l’entreprise, la qualité de vie dans l’entreprise, etc.
Le CQ des médicaments fait partie des BPF ; il concerne l’échantillonnage, les
spécifications, le contrôle, ainsi que les procédures d’organisation, de documentation et
de libération des lots qui garantissent que les analyses nécessaires et appropriées ont
réellement été effectuées et que les matières premières, les articles de conditionnement
et les produits ne sont pas libérés pour l’utilisation, la vente ou l’approvisionnement sans
que leur qualité ait été jugée satisfaisante.
2.3.2. Personnel
Dans un système d’assurance de la qualité, tout repose sur la compétence et la
disponibilité du personnel. Ceci suppose :
- une répartition rigoureuse des responsabilités individuelles ;
- une définition des tâches, qui ne doivent pas être excessives ;
- une formation appropriée aux tâches attribuées ;
- et enfin une motivation entretenue par l’information et la communication
dans l’entreprise.
13 Rapport de stage Troisième Pharmacie
13
S’agissant des attributions des principaux acteurs du laboratoire, on peut les résumer
comme suit :
Le Pharmacien responsable de la production :
- conçoit les nouvelles formulations, des nouvelles préparations et les discute
collégialement avec l’équipe technique ;
- élabore les réquisitions et les fiches des préparations de différents
médicaments ;
- assure la contre vérification de la propreté des salles, des équipements, des
machines et du vide de lignes ;
- assure le contrôle de la procédure de préparation à toutes les étapes ;
- vérifie l’échantillonnage en cours de production et sur les produits finis,
transmet des instructions à la production sur le contrôle de qualité et donne
les instructions pour le début du conditionnement ;
- vérifie et réconcilie à la fin de chaque préparation les quantités ; les rapports
CQ/AQ et d’autres supports de production ;
- libère les lots pour la distribution ;
- assure la collecte de toutes les données pour archives.
Il peut être aidé d’assistants en pharmacie en vue d’accomplir les différentes tâches
liées à la production.
Les Assistants en pharmacie :
- assurent la vérification qualitative et quantitative de la réquisition et de tous
les documents relatifs à différents étapes de production ;
- identifient les différentes matières, excipients et support d’emballage ;
- vérifient l’état de propreté des salles et des différents équipements et
matériels nécessaires à la production ;
- se rassurent du vide de ligne avant de lancer une nouvelle production à
certaines étapes et sur les produits finis ;
- peuvent par délégation, échantillonner les produits en cours de préparation à
certaines étapes et sur les produits finis ;
- se rassurent de la conformité du lot avant la mise en flacon ou l’emballage du
produit préparé ;
- transmettent au pharmacien chargé de la production tous les documents
relatifs aux lots ;
- font des rapports en toutes circonstances au pharmacien chargé de la
production.
Les assistants en pharmacie sont assistés par plusieurs équipes de travailleurs.
Le Pharmacien responsable de l’Assurance Qualité et du Contrôle de qualité
- contrôle la qualité des matières premières et des intrants avant la production
Travail présenté par Paul WOUNGLY MAVIAN
14
14
des médicaments ;
- assure la qualité, vérifie les normes qualificatives et quantitatives des
médicaments ;
- échantillonne et analyse auprès des laboratoires d’analyse interne et fait le
suivi des analyses auprès de laboratoires externes ;
- tient à jour le registre d’échantillonnage et de l’échantillothèque ;
- transmet à la production dans un délai raisonnable les résultats des
médicaments en cours de fabrication et des matières premières ;
- calibre chaque jour les balances afin de bien assurer la pesée.
Le pharmacien responsable de l’Assurance Qualité et du Contrôle Qualité est assisté
d’un technicien de laboratoire.
2.3.3. Locaux et matériel
Selon les BPF, « les locaux et le matériel doivent être situés, conçus, construits,
adaptés et entretenus de façon à convenir au mieux aux opérations à effectuer ». Leur
plan, leur agencement, leur conception et leur utilisation doivent tendre d’une part à
minimiser les risques d’erreurs et d’autre part à permettre un nettoyage et un entretien
faciles, en vue d’éliminer les sources de contaminations de toutes sortes, contaminations
croisées entre médicaments comprises. Pour répondre à ces deux préoccupations,
l’adaptation aux objectifs de productivité et la prévention des atteintes à la qualité des
produits, les moyens sont :
- une conception des locaux telle qu’elle permette une maîtrise aisée du flux de
matière ;
- la qualification des équipements, préalable indispensable à la validation des
procédés ;
- un nettoyage et un entretien du matériel parfaitement maîtrisés.
2.3.4. Documentation
Un système d’assurance de la qualité ne peut se concevoir sans le support d’une
documentation rigoureusement gérée. Les documents écrits suppriment les risques de la
transmission orale car ils demeurent, même après les changements de personnel. Ils
permettent de reconstituer l’historique des lots. Ils sont indispensables pour éviter les
contestations, a posteriori, de la répartition des responsabilités dans l’entreprise et, à
l’extérieur, dans les relations clients – fournisseurs. De plus, ils facilitent le dialogue entre
cadres et exécutants et constituent une base pour la formation du personnel.
On distingue deux types de documents écrits :
- les instructions écrites ou procédures dont le rôle est de donner des
15 Rapport de stage Troisième Pharmacie
15
instructions précises pour produire et pour contrôler ;
- les recueils de données (relevés, comptes rendus, documents dits de suivi,
enregistrements, etc.) dont le but est de recueillir toutes les informations sur
les opérations en cours de production et de contrôle. L’ensemble des données
concernant un lot de médicament constitue son « dossier de lot ».
Schématiquement, on peut dire que les premières sont destinées à faire
descendre les informations du haut de la hiérarchie vers les exécutants, tandis que
les seconds vont les faire remonter de la base vers la direction pour lui fournir des
éléments de décision. Pour éviter toute erreur due aux documents, la gestion de
ceux-ci dans l’entreprise doit être centralisée et rigoureusement réglementée.
2.3.5. Production
Les opérations de production doivent suivre des instructions et des procédures
bien définies ; elles doivent répondre aux principes de BPF en vue d’obtenir des produits
de la qualité requise et correspondant à leurs autorisations de fabrication et de mise sur
le marché. Les BPF mettent l’accent sur les contrôles en cours de fabrication qui sont des
données essentielles pour assurer un suivi « en temps réel » de la qualité. Des
précautions sont prises pour éviter les contaminations croisées comme par exemple faire
le vide de ligne, étiqueter les équipements en mentionnant le produit préparé, le
numéro de lot, l’étape de la production, etc. Toutes les opérations font l’objet de
procédures validées.
2.3.6. Contrôle de qualité
Le contrôle consiste à mesurer une ou plusieurs caractéristiques d’une entité et à
comparer les résultats obtenus à des spécifications préétablies. Pour les produits, il s’agit
souvent de la vérification de la conformité à des exigences figurant dans le dossier
d’AMM ou à la pharmacopée, la vérification étant généralement suivie d’un tri entre
entités conformes et non conformes. Nous verrons plus loin, à propos de l’auto-
inspection, qu’on peut parler aussi du contrôle du système d’assurance de la qualité.
Le contrôle peut s’effectuer à différents niveaux :
1) le contrôle du produit fini avant l’expédition
2) le contrôle des matières premières dès la réception
3) le contrôle après les opérations (ou procédés successifs P1, P2, … Pn), donc en cours
de fabrication
4) le développement de l’autocontrôle, c’est-à-dire ses contrôles effectués par
Travail présenté par Paul WOUNGLY MAVIAN
16
16
l’opérateur lui-même
5) le partenariat avec le fournisseur entraînant la suppression de tout ou d’une partie
des contrôles à la réception
6) la maîtrise des procédés (validation des procédés) qui rend superflu dans certains cas
le contrôle a posteriori : pour certaines opérations, la surveillance des paramètres de
fabrication est plus sûre que les résultats des contrôles sur échantillons.
Evolution du contrôle
2.3.7. Fabrication et analyse en sous-traitance
La sous-traitance est l’exécution par une personne ou un organisme indépendant
(sous-traitant) de tout ou partie d’une fabrication ou d’une analyse pour le compte d’une
entreprise pharmaceutique (le donneur d’ordre). Il s’agit ici encore d’une relation client –
fournisseur. Les BPF précise qu’il doit être établi entre le donneur d’ordre et son
fournisseur un contrat comportant un cahier des charges qui définit clairement le
partage des tâches et des responsabilités entre les deux parties. L’entreprise doit vérifier
par un audit chez le sous-traitant, l’aptitude de celui-ci à remplir le contrat et, tout
particulièrement, l’efficacité de son système d’assurance de la qualité.
En cas d’opérations réalisées en sous-traitance, les responsabilités sont partagées
et font l’objet d’un contrat précis entre le donneur d’ordre et le sous-traitant. Le
pharmacien responsable de l’établissement donneur d’ordre doit pouvoir libérer le lot en
toute connaissance des actions réalisées chez le sous-traitant.
2.3.8. Réclamations et rappels de médicaments
En cas de réclamation ou toute autre information d’un lot de médicament
supposé défectueux, la situation doit être analysée dans tous ses détails et il doit exister
une procédure de rappel de lot qui doit être appliquée immédiatement après la prise de
décision. Le fabricant doit informer les autorités des mesures prises lors du signalement
d’une anomalie responsable d’un défaut de qualité du médicament.
17 Rapport de stage Troisième Pharmacie
17
2.3.9. Auto-inspection
L’auto-inspection (ou audit qualité interne) fait partie du système d’assurance de
la qualité. Il s’agit d’une inspection interne (ou audit interne) qui a pour objectifs :
- de s’assurer du respect des BPF,
- de vérifier le bon fonctionnement et l’efficacité du système d’assurance
qualité,
- de proposer des mesures correctives, si nécessaire.
Une auto-inspection peut porter sur tout ou sur une partie du système
d’assurance de la qualité : un atelier ou un département, une ligne de fabrication, la
gestion des documents, le circuit d’un lot, la procédure de libération des lots, le
traitement des réclamations, etc. et aussi le système d’auto-inspection lui-même.
Les auto-inspections doivent être pratiquées périodiquement selon un
programme préétabli et de façon à couvrir tout le système d’assurance de la qualité.
Elles peuvent aussi être décidées dans des circonstances particulières, à la suite d’un
incident ou de réclamations, par exemple. Elles sont effectuées par un petit groupe
dont un membre du service inspecté et en s’arrangeant pour qu’y soient représentés
la production, le contrôle et l’entretien. Éventuellement, on peut faire appel à un
auditeur externe.
Un compte rendu doit être rédigé à la fin de chaque auto-inspection. Ce
rapport doit comprendre les observations faites au cours de l’auto-inspection et des
propositions de mesures correctives. Il est signé par tous les participants.
Les éléments essentiels de la gestion de la qualité ayant été étudiés, il reste à
voir sa mise en pratique tout au long du flux matière. La figure ci-dessous donne
l’ordre le plus classique des transferts de produits dans une entreprise
pharmaceutique.
Travail présenté par Paul WOUNGLY MAVIAN
18
18
Flux de matière dans une entreprise pharmaceutique
19 Rapport de stage Troisième Pharmacie
19
CHAPITRE III : ACTIVITES REALISEES AUX UNITES DE PRODUCTION
NEW CESAMEX ne produit que des formes galéniques destinées à la voie orale. Ces
formes se subdivisent en formes liquides et en formes solides. Les unes et les autres ont
leurs avantages et leurs inconvénients.
Les formes liquides ne posent pas de problèmes de délitement ou de dissolution dans
le tube digestif ce qui entraîne une action plus rapide. En revanche, elles ne sont pas
protégées en cas de réactivité avec les sucs digestifs. Elles conviennent généralement mieux
aux jeunes enfants ; les émulsions peuvent présenter des signes de séparation des phases,
mais elles doivent être facilement reconstituées par agitation ; de même les suspensions
peuvent présenter un sédiment mais celui-ci doit être facilement dispersé par agitation de
façon à obtenir une suspension suffisamment stable pour permettre l’administration de la
dose voulue.
Les formes solides supportent mieux une longue conservation du fait de l’absence
d’eau. Pour la même raison, le problème des incompatibilités y est plus facilement résolu et
les goûts désagréables plus aisément masqués.
Des opérations préliminaires sont indispensables avant de démarrer les procédures
de fabrication, il s’agit de :
- le vide de ligne du produit précédent,
- le nettoyage et la vérification de la salle de préparation et de tous les
équipements et matériels,
- la pesée de tous les constituants de la formule à préparer
3.1. Production des formes solides
Durant la période de stage qui nous a été impartie, nous n’avons pu assister et
participer qu’à la fabrication des comprimés, c’est pour cette raison que ce rapport se
focalisera principalement sur cette forme pharmaceutique.
Travail présenté par Paul WOUNGLY MAVIAN
20
20
3.1.1. Les comprimés
3.1.1.1. Définition, avantages et inconvénients
Les comprimés sont des préparations solides contenant une unité de prise d’un ou
plusieurs principes actifs. Ils ont obtenus en agglomérant par compression un volume
constant de particules. C’est la forme la plus rencontrée sur le marché, son importance
s’explique par ses avantages qui sont :
- emploi facile : les comprimés sont d’un volume réduit et leur solidité est
suffisante pour subir les manipulations de conditionnement et de transport ;
- dosage précis par unité de prise ;
- milieu sec et condensé favorable à une bonne conservation ;
- forme particulièrement intéressante pour les principes actifs peu solubles ;
- fabrication industrielle à grande échelle d’où prix de revient peu élevé ;
- la saveur désagréable des principes actifs, est déjà moins perceptible qu’en
milieu liquide et peut être complètement masquée par enrobage ;
- les comprimés à couches multiples permettent de résoudre des problèmes
d’incompatibilités (principes actifs dans des couches différentes) ;
- possibilité de modifier la libération des principes actifs.
Ses inconvénients, sont moins nombreux :
- le comprimé constitue une forme concentrée, ce qui, si le délitement n’est
pas rapidement assuré, peut être nuisible pour la muqueuse du tube digestif ;
- la mise au point est délicate : si le mode de fabrication n’est pas parfaitement
étudié, le comprimé risque de ne pas se déliter dans le tube digestif ;
- les principes actifs liquides et les mélanges déliquescents, sauf s’ils sont en
quantités très réduites, ne peuvent être mis en comprimés.
3.1.1.2. Mode de fabrication
Avant tout chose, il est nécessaire de se rassurer que le vide de ligne, le nettoyage de
la salle de préparation, des différents équipements et du matériel à utiliser, ainsi que la
pesée des différents principes actifs et excipients entrant dans la préparation ont bien été
effectués. Ensuite, on peut procéder à la production des médicaments
La fabrication des comprimés requiert tout d’abord que la poudre à comprimer ou
grain ait des propriétés physiques et mécaniques très particulières. Le grain doit d’une part
avoir une granulométrie et une fluidité qui assure un remplissage précis et rapide de la
chambre de compression et d’autre part être constitué de particules capables de
s’agglutiner pour rester liées les unes aux autres après la compression et donner ainsi un
21 Rapport de stage Troisième Pharmacie
21
comprimé solide non friable. Toutefois, l’agglutination ne doit pas être telle que le grain
adhère aux poinçons et à la matrice ou que le comprimé se délite mal dans un peu d’eau ou
dans le tube digestif. En fait, peu de principes actifs peuvent être comprimés directement ;
parmi ceux qui le sont, on cite le chlorure et le bromure de sodium, l’iodure de potassium, le
chlorure d’ammonium, l’acide borique, etc. C’est pourquoi, dans la pratique, la grande
majorité des principes actifs nécessite dans leur formulation la présence d’excipients pour la
compression et un traitement spécial appelé « granulation » qui permet d’obtenir les deux
qualités essentielles des comprimés que sont : une cohésion suffisante entre les grains
suffisante et un délitement facile.
a) Les excipients ou adjuvants de compression :
Ils sont classés en plusieurs catégories apportant chacune au principe actif les
qualités qui lui manquent :
Diluants :
Ils jouent un rôle de remplissage lorsque la quantité de principe actif est insuffisante pour
faire un comprimé de taille convenable.
Ex : amidon, lactose, cellulose, sels minéraux, etc.
Liants ou agglutinants :
Leur rôle est de lier entre elles les particules qui ne peuvent l’être sous la seule action de la
pression. Leur présence permet de former le grain et de réduire la force de compression. Ils
sont utilisés soit à l’état sec, soit le plus souvent en solution (ou pseudo-solution) aqueuse
ou alcoolique.
Ex : gomme arabique, gomme adragante, méthylcellulose et carboxyméthylcellulose,
gélatine, amidons (très utilisés sous forme d’empois), PEG 4000 et 6000 en solution
alcoolique et surtout en poudre pour la granulation sèche, polyvidone en solution aqueuse
ou alcoolique, solutions de saccharose, de glucose ou de sorbitol, etc.
Lubrifiants :
Ils améliorent l’écoulement et la fluidité du grain et facilitent ainsi le remplissage de la
chambre de compression ce qui est important pour la régularité de poids (pouvoir glissant) ;
ils diminuent l’adhérence du grain aux poinçons et à la matrice (pouvoir anti-adhérent) ; ils
réduisent les frictions entre les particules pendant la compression, ce qui assure une
meilleure transmission de la force de compression dans la masse du grain (pouvoir
antifriction) ; et enfin ils donnent un bel aspect, brillant et non poussiéreux, aux comprimés.
Ex : talc, stéarate de magnésium, aérosil, poudres de silice, etc.
Travail présenté par Paul WOUNGLY MAVIAN
22
22
Délitants ou désintégrants :
Leur rôle est d’accélérer la désintégration du comprimé donc la dispersion du principe actif
dans l’eau ou les sucs digestifs. Ce sont soit des produits de solubilité différente du principe
actif (hydrosolubles si le principe actif est peu soluble dans l’eau et vice versa) ; soit des
produits gonflant dans l’eau. Ils favorisent la pénétration de l’eau dans le comprimé puis
l’écartement des grains.
Ex : amidons et dérivés, cellulose et dérivés comme la carboxyméthylcellulose sodique,
polyvidone réticulée, etc.
Autres adjuvants divers :
Appart les plus importants cités ci-haut, il existe d’autres excipients divers tels que les agents
mouillants (pour compenser les propriétés trop hydrofuges de certains constituants) ; les
substances tampons (pour protéger les principes actifs contre les variations de pH au cours
de la conservation ou pour réduire leur action irritante au niveau des muqueuses) ; les
colorants (pour améliorer l’aspect ou pour éviter des confusions entre comprimés
différents) ; les aromatisants (pour atténuer les fragrances désagréables) ; les absorbants et
adsorbants (pour retenir certains principes volatils) ; les édulcorants (pour améliorer le
goût) ; les conservateurs (pour protéger les principes actifs des altérations d’origine
physicochimique ou microbienne) ; etc.
b) Granulation :
Dans le cas des comprimés, le but de la granulation est surtout de modifier la texture
du mélange pour augmenter sa densité, ceci afin qu’il s’écoule bien. Il existe deux modes de
granulation :
- la granulation par voie humide (qui est la méthode employée à NEW CESAMEX)
- la granulation par voie sèche.
Pour la voie humide, le liquide de mouillage est le plus souvent l’eau, seule ou
additionnée de liant. Cependant l’eau n’est pas sans inconvénients. Elle peut favoriser
l’altération des principes actifs et ceci d’autant plus qu’il faut sécher le granulé par la chaleur
et que la durée de chauffage est plus longue avec l’eau qu’avec d’autres liquides organiques
plus volatils. Après l’eau, le solvant le plus utilisé est l’alcool plus ou moins dilué. L’alcool
s’évapore rapidement lors du séchage, seul son prix peut être restrictif.
A NEW CESAMEX, le mouillage se fait dans des mélangeurs à projection, la
granulation elle-même est réalisée dans un moulin équipé de tamis et le séchage dans un
séchoir à lit fluidisé.
23 Rapport de stage Troisième Pharmacie
23
Principe de fonctionnement d’un séchoir à lit d’air fluidisé
La granulation par voie sèche n’est utilisée que lorsque le principe actif ne supporte
ni l’humidité ni le séchage par la chaleur ou qu’il est trop soluble dans l’eau ou l’alcool. Ce
procédé est plus long que le précédent et revient donc plus cher. La fabrication est plus
poussiéreuse et l’usure des machines est assez importante au cours de la fabrication des
briquettes.
La granulation est précédée du mélange des poudres c’est-à-dire du ou des principes
actifs avec une partie des excipients. L’opération est réalisée dans des mélangeurs à chute
libre ou des mélangeurs malaxeurs. Dans le cas de la granulation par voie humide, les
diluants sont mélangés avec le principe actif, les liants introduits habituellement dans le
liquide de mouillage, tandis que les désintégrants et les lubrifiants qui doivent se répartir à la
surface des grains peuvent être ajoutés à ces derniers, juste avant la compression. Dans le
cas de la granulation sèche, tout peut être mélangé ensemble sauf le lubrifiant qui peut être
ajouté au grain.
Exemple de mélangeur à projection et tourbillonnement
Travail présenté par Paul WOUNGLY MAVIAN
24
24
Les différentes voies de granulation
c) Compression :
C’est la dernière étape permettant l’obtention du comprimé. Elle s’effectue dans des
machines alternatives ou des machines rotatives. NEW CESAMEX disposant de 5 machines
rotatives (dont 2 à double stations), nous nous limiterons à la description de ce type de
machine.
Le système de distribution du grain, c’est-à-dire le sabot, est fixe. L’ensemble
matrices et jeux de poinçons est mobile et se déplace horizontalement. Un plateau circulaire
horizontal ou couronne tournant autour de son axe constitue le support des matrices dont
les trous verticaux sont répartis à égale distance du centre. À chaque matrice correspond un
jeu de poinçons supérieur et inférieur qui tournent en même temps qu’elle. Au cours de
chaque révolution chaque système matrice - poinçons passe devant différents postes :
remplissage par passage sous le sabot, arasage, compression et éjection comme illustré ci-
dessous.
25 Rapport de stage Troisième Pharmacie
25
Fonctionnement d’une machine à comprimer rotative
La position des poinçons aux différents postes est réglée au moyen de rampes fixes.
La compression est obtenue par passage entre deux galets d’acier qui obligent les poinçons à
se rapprocher en exerçant une forte pression sur le grain. L’ajustage de la dureté se fait donc
en réglant l’écartement de ces deux galets. Le réglage du volume de la chambre de
compression (donc du poids) se fait en ajustant la position de la rampe de guidage inférieure
à l’endroit où le système matrice - poinçon passe au poste de remplissage. Le remplissage se
fait en deux temps : dans un premier temps le poinçon inférieur s’abaisse de telle sorte que
la chambre de compression accepte un léger excès de grain et, dans un deuxième temps, il
remonte à la position qui correspond exactement au poids de grain désiré. L’excédent est
alors enlevé par arasage.
Le rendement horaire déjà important pour les rotatives les plus simples (20 000 à 50
000) peut être considérablement accru en augmentant le diamètre de la couronne et en
multipliant le nombre des postes d’alimentation et de compression. Par exemple, à NEW
CESAMEX, il existe des machines à comprimer rotatives à double station et 32 poinçons
pouvant en plus être équipé d’un dispositif multipliant ce nombre par 3, de quoi atteindre
facilement les 1 000 000 de comprimés par heure.
Travail présenté par Paul WOUNGLY MAVIAN
26
26
d) Opérations annexes
Il s’agit de :
Le dépoussiérage :
A la sortie des machines, les comprimés sont en général poussiéreux, il faut les débarrasser
de la poudre qui les accompagne par passage sur une grille ou un tamis
L’enrobage
Pour certains comprimés, on peut envisager un enrobage en vue principalement :
- rendre plus agréable l’administration du médicament lorsque celui-ci a une
saveur ou une odeur désagréable ;
- protéger les principes actifs contre la lumière et les agents atmosphériques ;
- prévenir certaines incompatibilités ;
- obtenir des comprimés gastrorésistants (dont la dissolution s’effectue dans
l’intestin et non dans l’estomac).
Le conditionnement :
Il s’agit de l’emballage primaire et secondaire dans lequel sera conservé le médicament. A
NEW CESAMEX, les comprimés sont mis sous blister (emballage coque transparente
thermoformée à partir de feuille de PVC et d’aluminium) avant d’être mis dans leurs cartons
d’emballage.
Les essais :
Il s’agit des contrôles effectués sur les matières premières, les produits intermédiaires et les
produits finis au cours de la fabrication. A NEW CESAMEX, on se limite à :
- Pour les matières premières, on contrôle l’identité et la pureté des principes
actifs et des adjuvants ;
- en cours de fabrication, on vérifie que la machine ne se dérègle pas et on fait
des prélèvements périodiques de comprimés. Sur les échantillons, on vérifie
que ni la dureté ni la masse ne varient. Pour la dureté, on utilise un pied à
coulisse, si la dureté évolue, il faut effectuer un réglage des poinçons. Pour la
masse, on vérifie le poids moyen d’un échantillon de quelques comprimés, dix
par exemple. Cette masse doit rester entre des limites fixées au départ. On
effectue aussi des essais sur le temps de désagrégation des produits
intermédiaires (comprimés en cours de fabrication).
- Sur les produits finis (comprimés), les essais sont effectués au laboratoire de
contrôle sur des échantillons prélevés au hasard sur les lots de comprimés
terminés. Il s’agit entre autres de l’uniformité de masse, le temps de
désagrégation, le contrôle macroscopique (organoleptique), l’identification et
le dosage des principes actifs.
27 Rapport de stage Troisième Pharmacie
27
Fabrication des comprimés nus par voie humide
3.1.1.3. Exemples de préparations effectuées
Durant notre stage, nous avons eu à participer à la préparation de plusieurs
médicaments sous forme de comprimés, entre autres Paracétamol, Paex®, Mebamex®,
Cether-L®, Fak-50®, Diazex®, Cypomex®, Predni-5®, etc. Nous donnons deux exemples de
préparation :
Travail présenté par Paul WOUNGLY MAVIAN
28
28
FAK-50® (anti inflammatoire non stéroïdien)
A) Désignation des matières
Matières premières
- Diclofénac sodique BP
- Phosphate de calcium dibasique
- Isopropanol BP
- Amidon de maïs
- PVP K-30 BP
- Amidon glycolate de sodium BP
- Talc BP
- Stéarate de magnésium BP
- Aérosil NF
Enrobage
- HPMC
- Dioxyde de titanium
- Talc
- Laffcol (PEG 6000)
- Colorant Sunset yellow supra (jaune coucher de soleil)
Emballage
- Film aluminium
- Film PVC
- Etuis FAK-50
B) Procédure de préparation
Matériels utilisés
NB : Tous les matériels doivent être soigneusement nettoyés au préalable et vérifiés.
Faire le vide de ligne du produit précédent (granulation, compression, enrobage,
emballage)
- Balance
- Récipient à pâte
- Tamiseur
- Mélangeur de masse
- Mélangeur conique
- Séchoir à lit d’air fluidisé
- Granulateur
- Moulin pour granulation
29 Rapport de stage Troisième Pharmacie
29
- Machine à comprimer rotative
- Machine à conditionner sous blister
- Turbines
- Tanks en plastique et spatules
Pesée des matières
- Pesez du principe actif (diclofénac Na)
- Pesez des excipients de la phase interne diluants (amidon et phosphate de Ca)
et liants (PVP K-30 et isopropanol)
- Pesez des excipients pour enrobage (HPMC, Laffcol, talc, dioxyde de titanium
et colorant Sunset yellow supra)
- Pesez des excipients de la phase externe lubrifiants (stéarate Mg, aérosil et
talc) et désintégrants (amidon glycolate Na)
Granulation
- Préparation du liant :
Dans une cuve, mélangez le PVP K-30 avec l’isopropanol jusqu’à la formation
d’une pâte (1)
- Granulation proprement dite :
Mélangez le diclofénac Na, l’amidon et le phosphate de Ca dans le granulateur
pendant 15 minutes ; procédez à la granulation pendant environ 25 minutes
en ajoutant petit à petit le liant, puis l’alcool bon goût qsf jusqu’à l’obtention
d’une masse semi dure dont les particules adhèrent dans le poing mais ne
collent pas à la paume de main.
- Séchage du granulé jusqu’à 1-2% d’humidité :
Séchez le granulé pendant 2 heures 30 au séchoir à lit d’air fluidisé à 70°C.
Criblage et mélange de la phase externe
- Criblez le granulé au tamis n°16 en vue d’obtenir des particules de même
granulométrie et passez-y également les excipients de la phase externe
- Mélanger le granulé criblé avec le stéarate Mg, l’aérosil, le talc et l’amidon
glycolate Na pendant 10 minutes environ au mélangeur conique
- Prélevez un échantillon pour le contrôle qualité avant compression
- Pesez la préparation avant la compression pour se rendre compte de la
quantité de poudre perdue lors des différentes manipulations
Compression
- Passez le mélange de poudre précédent à la machine à comprimer
- Effectuez les essais en cours fabrication (tests in process)
Travail présenté par Paul WOUNGLY MAVIAN
30
30
Enrobage
- Agitez les excipients d’enrobage dans l’isopropanol jusqu’à obtention d’un
mélange homogène
- Procédez à l’enrobage dans les turbines
Conditionnement et empaquetage
- Mettez les comprimés sous blister
- Emballez les plaquettes dans leurs étuis puis leurs cartons
- Prélevez un échantillon pour le contrôle qualité final
CYPOMEX-4® (antihistaminique et orexigène)
A) Désignation des matières
Matières premières
- Cyproheptadine HCl
- Amidon de maïs
- Méthylparaben
- Propylparaben
- Gélatine
- Lactose
- Talc BP
- Stéarate de magnésium BP
- Phosphate de calcium dibasique
- PVP
Emballage
- Film aluminium
- Film PVC
- Notices CYPOMEX
- Etuis CYPOMEX
B) Procédure de préparation
Matériels utilisés
NB : Tous les matériels doivent être soigneusement nettoyés au préalable et vérifiés.
Faire le vide de ligne du produit précédent (granulation, compression, enrobage,
emballage)
- Balance
- Récipient à pâte
31 Rapport de stage Troisième Pharmacie
31
- Tamiseur
- Mélangeur de masse
- Mélangeur conique
- Séchoir à lit d’air fluidisé
- Granulateur
- Moulin pour granulation
- Machine à comprimer rotative
- Machine à conditionner sous blister
- Tanks en plastique et spatules
Pesée des matières
- Pesez du principe actif (cyproheptadine HCl)
- Pesez des excipients de la phase interne diluants (amidon, phosphate de Ca et
lactose), liants (amidon à utiliser sous forme d’empois, gélatine) et
conservateurs (méthylparaben et propylparaben)
- Pesez des excipients de la phase externe lubrifiants (stéarate Mg et talc)
Granulation
- Préparation du liant :
Dans une cuve, placez la quantité d’amidon de maïs requise pour la
préparation de l’empois dans 10 L d’eau froide (1) ; dans le récipient à pâte,
ajoutez à 30 L d’eau bouillie le méthylparaben, le propylparaben, la gélatine
et le PVP (2) ; transférez (1) dans (2) en agitant jusqu’à avoir une pâte (3)
- Granulation proprement dite :
Mélangez le principe actif et les excipients de la phase interne dans le
granulateur pendant 10 minutes ; procédez à la granulation en ajoutant (3)
petit à petit qsf pendant environ 10 minutes jusqu’à l’obtention d’une masse
semi dure dont les particules adhèrent dans le poing mais ne collent pas à la
paume de main.
- Séchage du granulé :
Séchez le granulé pendant 1 heure 30 au séchoir à lit d’air fluidisé à 70°C.
Criblage et mélange de la phase externe
- Criblez le granulé au tamis n°16 en vue d’obtenir des particules de même
granulométrie et passez-y également le principe actif et les excipients de la
phase externe
- Mélanger le granulé criblé et les excipients de la phase externe pendant 10
minutes environ au mélangeur conique
- Prélevez un échantillon pour le contrôle qualité avant compression
- Pesez la préparation avant la compression pour se rendre compte de la
quantité de poudre perdue lors des différentes manipulations
Travail présenté par Paul WOUNGLY MAVIAN
32
32
Compression
- Passez le mélange de poudre précédent à la machine à comprimer
- Effectuez les essais en cours fabrication (tests in process)
Conditionnement et empaquetage
- Mettez les comprimés sous blister
- Emballez les plaquettes dans leurs étuis puis leurs cartons
- Prélevez un échantillon pour le contrôle qualité final
3.1.2. Les gélules
3.1.2.1. Définition
Les gélules sont des préparations solides constituées d’une enveloppe dure
préfabriquée avec deux parties cylindriques à fond hémisphérique s’emboitant l’une dans
l’autre, de forme et de capacité variable, contenant généralement une dose unitaire de
principe actif.
3.1.2.2. Mode de fabrication
Il est très important que la poudre ou le granulé à répartir présente une bonne
fluidité pour assurer un remplissage rapide et régulier. La granulométrie doit être adaptée à
chaque appareil de remplissage et à chaque taille de capsule. La grosseur des particules doit
être aussi régulière que possible. La fluidité peut être améliorée par addition d’un lubrifiant
d’écoulement (talc, stéarate de magnésium ou silice par exemple) et par granulation,
comme dans le cas des comprimés. Comme diluants utilisés, on peut citer des sucres et
polyalcools (lactose, mannitol, etc.), des poudres de cellulose, des amidons modifiés, des
sels minéraux (phosphates, carbonates, kaolin, etc.).
La procédure générale est la suivante :
- Pesée des matières premières (principes actifs et excipients)
- Criblage des poudres à travers des tamis
- Mélange des poudres dans un mélangeur conique
- Remplissage des capsules par des machines manuelles ou semi-automatiques
- Scellage, polissage et triage (pour dépoussiérer et ôter les gélules
défectueuses)
- Conditionnement
33 Rapport de stage Troisième Pharmacie
33
3.1.3. Poudre pour suspension orale
3.1.3.1. Définition
Ce sont des préparations dites suspensions sèches, contenant toutes les matières
premières utilisées dans la préparation des suspensions liquides à l’exception de l’eau, du
fait que les principes actifs présentés sous cette forme y sont instables. L’eau n’est donc
ajoutée que extemporanément.
3.1.3.2. Mode de fabrication
Cette forme pharmaceutique utilise généralement comme excipients : des agents de
suspension (gomme arabique, alginate, CMC, bentonite), des édulcorants (sucre,
saccharine), des aromatisants, des conservateurs (antibactériens, antioxydants ou
antifongiques).
Les opérations réalisées sont en général les suivantes :
- Pesée des matières
- Calibrage et tamisage des poudres pesées
- Mélange des poudres tamisées et calibrées dans des mélangeurs appropriés
- Conditionnement.
3.2. Production des formes liquides
3.2.1. Les sirops
3.2.1.1. Définition
Les sirops, comme formes pharmaceutiques, sont des préparations liquides de
consistance visqueuse, formées par une solution concentrée de sucre dans de l’eau
renfermant un ou plusieurs principes médicamenteux. Leur forte concentration en sucre (65
parties de saccharose pour 35 parties d’eau en moyenne) leur assure, en prenant un
minimum de précautions, une protection antimicrobienne.
Par convention, ce n’est qu’à partir de la concentration de 45 % qu’une solution de
saccharose est appelée sirop. De même, il a été admis que le saccharose pouvait être
remplacé par du glucose, du fructose, du sucre inverti ou d’autres sucres et que les sirops
pouvaient même être obtenus à partir de polyols de saveur sucrée (glycérol, sorbitol, xylitol,
etc.), d’édulcorants artificiels et d’épaississants pour atteindre une viscosité voisine de celle
Travail présenté par Paul WOUNGLY MAVIAN
34
34
du sirop de saccharose. Ils peuvent contenir un ou plusieurs principes actifs et aussi des
substances auxiliaires telles que colorants, aromatisants et agents antimicrobiens.
Cependant le nom et la concentration des édulcorants et des agents antimicrobiens doivent
être indiqués sur l’étiquette du médicament.
3.2.1.2. Mode de fabrication
Le procédé de préparation des sirops varient selon les opérateurs. A NEW CESAMEX,
on procède généralement par dissolution du (des) principe(s) actif(s) dans le sirop simple de
la manière suivante :
- Préparation du sirop simple concentré par dissolution à chaud du sucre
- Clarification et transfert dans la cuve de mélange
- Dissolution du principe actif et des excipients (conservateurs, stabilisants,
acidifiants, antioxydants, colorants ou aromatisants, etc.) dans le sirop simple
- Port au volume final de la préparation
- Prélèvement d’un échantillon pour le contrôle qualité (en général avant
l’ajout de colorant)
- Conditionnement
NB : L’incorporation des différents excipients se fait toujours selon un ordre défini selon la
préparation en vue d’éviter certaines interactions (formation de précipités ou de colorations
non désirés).
3.2.1.3. Exemples de préparations effectuées
Durant notre stage, nous avons eu à participer à la préparation de plusieurs sirops
médicamenteux, entre autres Para-C®, Cesatoux®, Tussiplex®, Stimulex®, Quinimex®,
Cypomex®, etc. Nous donnons deux exemples de préparation :
CESATOUX® (antitussif)
A) Désignation des matières
Matières premières
- Prométhazine HCl
- Acide ascorbique
- Sulfogaïacolate de potassium
- Extrait composé d’ipéca
35 Rapport de stage Troisième Pharmacie
35
- Menthol
- Acide citrique
- Méthylparaben sodique
- Glycérine
- Sucre granulé
- Essence d’ananas
- Colorant vert
- Eau déminéralisée qsf
Emballage
- Flacons bruns de 100 mL
- Bouchons
- Etuis CESATOUX
B) Procédure de préparation
Matériels utilisés
NB : Tous les matériels doivent être soigneusement nettoyés au préalable et vérifiés.
Faire le vide de ligne du produit précédent
- Balance
- Cuve de mélange à agitateur et résistance électrique
- Cuve de mélange à agitateur électrique
- Motopompe de transfert de liquide
- Plaque chauffante
- Cuvette en acier inoxydable
- Machine automatique de conditionnement en chaîne
- Tanks en plastique et spatules
Pesée des matières
- Pesez des principes actifs (prométhazine HCl, acide ascorbique,
sulfogaïacolate K, extrait d’ipéca, menthol)
- Pesez des excipients acide citrique (acidifiant et stabilisant), glycérine (co
solvant), méthylparaben Na (conservateurs), colorant vert et essence
d’ananas (aromatisant)
- Pesez de sucre granulé pour la préparation du sirop simple
Préparation du sirop simple
- Dans la cuve de mélange à agitateur et résistance électrique, placez 250 L
d’eau déminéralisée et chauffez à environ 70°C (1)
- Ajoutez dans (1) 300 Kg de sucre granulé en agitant continuellement jusqu’à
dissolution complète
Travail présenté par Paul WOUNGLY MAVIAN
36
36
Préparation du sirop proprement dit
- Transférez le sirop simple dans la cuve de mélange à agitateur électrique (2)
- Chauffez au préalable dans une Cuvette en inox une partie de glycérine
(environ 2 L)
- Dans un tank, dissolvez en agitant le sulfogaïacolate K dans l’eau (3)
- Dans un autre tank, dissolvez ensemble la prométhazine HCl et l’acide
ascorbique tout en agitant (4)
- Dissolvez le méthylparaben dans suffisamment d’eau et versez dans (2) sous
agitation
- Dissolvez l’acide citrique dans un tank remplie au 1/3 d’eau et versez dans (2)
sous agitation
- Dissolvez l’extrait d’ipéca dans suffisamment d’eau et versez dans (3), agitez
avec une spatule et versez le tout dans (2) sous agitation
- Versez la glycérine dans (4) et agitez en rajoutant progressivement de l’eau et
versez le tout dans (2) sous agitation
- Retirez la glycérine de la source de chaleur, dissolvez-y le menthol et versez
dans (2) sous agitation
- Ajoutez l’essence dans (2) sous agitation
- Portez (2) au volume avec l’eau qsf
- Dissolvez le colorant dans un peu d’eau et versez le tout dans (2)
- Laissez sous agitation pendant 45 minutes
NB : un échantillon est prélevé pour le contrôle qualité avant conditionnement
Conditionnement et empaquetage
- Transférez le sirop à l’aide de la motopompe vers la machine automatique de
conditionnement en chaîne (qui réalise à elle seule le nettoyage, le
remplissage, le sertissage et l’étiquetage des flacons)
- Emballez les flacons dans leurs cartons
TUSSIPLEX® (antitussif)
A) Désignation des matières
Matières premières
- Chlorphéniramine maléate
- Chlorure d’ammonium
- Citrate sodique
- Ethanol 98°
- Menthol
- Méthylparaben sodique
37 Rapport de stage Troisième Pharmacie
37
- Sucre granulé
- Essence de framboise
- Colorant caramel
- Eau déminéralisée qsf
Emballage
- Flacons bruns de 100 mL
- Bouchons
- Etuis TUSSIPLEX
B) Procédure de préparation
Matériels utilisés
NB : Tous les matériels doivent être soigneusement nettoyés au préalable et vérifiés.
Faire le vide de ligne du produit précédent
- Balance
- Cuve de mélange à agitateur et résistance électrique
- Cuve de mélange à agitateur électrique à double parois
- Motopompe de transfert de liquide
- Cuvette en acier inoxydable
- Machine automatique de conditionnement en chaîne
- Tanks en plastique et spatules
Pesée des matières
- Pesez des principes actifs (chlorphéniramine maléate, chlorure d’ammonium,
menthol)
- Pesez des excipients citrate de Na (acidifiant et stabilisant), éthanol (co
solvant), méthylparaben Na (conservateurs), colorant caramel et essence de
framboise (aromatisant)
- Pesez de sucre granulé pour la préparation du sucre simple
Préparation du sirop simple
- Dans la cuve de mélange à agitateur et résistance électrique, placez 250 L
d’eau déminéralisée et chauffez à environ 70°C (1)
- Ajoutez dans (1) 300 Kg de sucre granulé en agitant continuellement jusqu’à
dissolution complète
Préparation du sirop proprement dit
- Transférez le sirop simple dans la cuve de mélange à agitateur électrique à
double parois (2) et refroidissez si nécessaire en faisant passer de l’eau froide
entre les parois de la cuve
Travail présenté par Paul WOUNGLY MAVIAN
38
38
- Dissolvez le méthylparaben dans environ 5 L d’éthanol et versez dans (2) sous
agitation
- Dans une cuvette en inox, dissolvez le menthol dans 2 L d’éthanol (3)
- Dans un tank, diluez le reste d’éthanol dans l’eau et versez dans (2) sous
agitation
- Dans un tank rempli au 2/3 d’eau, ajoutez le citrate de Na puis le chlorure
d’ammonium et agitez énergiquement (4)
- Filtrez (4) à travers une toile et versez le tout dans (2) sous agitation
- Dans un tank, dissolvez le chlorphéniramine maléate dans suffisamment d’eau
et versez le tout dans (2) sous agitation
- Versez (3) dans (2) sous agitation
- Ajoutez l’essence dans (2) sous agitation
- Portez (2) au volume avec l’eau qsf
- Dissolvez le colorant dans un peu d’eau et versez le tout dans (2) sous
agitation
- Laissez sous agitation pendant 45 minutes
NB : un échantillon est prélevé pour le contrôle qualité avant conditionnement
Conditionnement et empaquetage
- Transférez le sirop à l’aide de la motopompe vers la machine automatique de
conditionnement en chaîne
- Emballez les flacons dans leurs cartons
3.2.2. Les suspensions orales
3.2.2.1. Définition
Les suspensions sont définies comme des systèmes hétérogènes constitués de deux
phases : une phase interne formée d’une substance solide plus ou moins finement divisée
(Ø ˃ 0,1 μm) dispersée dans une phase aqueuse ou huileuse.
Généralement, on envisage la formulation sous forme de suspensions orales en cas
de principes actifs insolubles dans les solvants utilisés, principes actifs instables en solution
ou pour éviter le goût désagréable d’une substance qui serait soluble dans le solvant.
3.2.2.2. Stabilité
Etant un système bi-phasique, une suspension de qualité est toujours formulée de
manière à obtenir une préparation homogène dont les particules dispersées qui, bien que
39 Rapport de stage Troisième Pharmacie
39
pouvant présenter un certain degré de sédimentation avec le temps, seront facilement remis
en suspension pendant le temps nécessaire au prélèvement du médicament par simple
agitation. A cet effet, diverses astuces seront mises en œuvre par le galéniste pour assurer la
stabilité de la suspension qui est régie par la loi de Stockes.
𝑉 =2𝑔𝑟²(𝐷𝑎 − 𝐷𝑏)
9𝜂
Où V : vitesse de sédimentation des particules
g : accélération de la pesanteur
r : rayon des particules
Da – Db : différence de densité entre particules et phase dispersante
η : viscosité
On constate qu’une bonne suspension est celle dans laquelle les particules restent
suffisamment longtemps en suspension mais qui, en se déposant dans le fond du flacon, ne
forment pas un gâteau dur difficile à redisperser par agitation (caking). Sans trop entrer dans
les détails, nous dirons qu’en résumé, pour avoir ces caractéristiques, le galéniste se servira
de différents excipients appropriés et jouera sur les principaux facteurs de la loi de Stockes.
Ainsi il peut améliorer la mouillabilité du principe actif dans la phase dispersante par l’ajout
d’un agent tensioactif, diminuer la vitesse de sédimentation des particules en augmentant la
viscosité par des agents épaississants ou en réduisant la taille des particules par un criblage
approprié (les particules ne devant pas être trop fines sinon risque de caking)
3.2.2.3. Mode de fabrication
A NEW CESAMEX, le mode de préparation se fait par dispersion des substances
finement divisées dans un milieu de suspension adéquat (noyau de la suspension) qui
garantira la stabilité de cette dernière. L’ordre des étapes peut légèrement varié mais en
général on procède comme suit :
- Trempage des agents de viscosité (de préférence pseudoplastiques dont la
viscosité diminue avec l’agitation et redevient forte dès l’arrêt de l’agitation,
ex : gommes ou dérivés de la cellulose ou thixotropiques dont la viscosité
diminue par agitation mais ne reprend que très lentement sa valeur de départ
après agitation, ex : bentonites, cellulose microcristalline…) additionnés de
conservateurs
- Agitation forte et ajout des agents mouillants et surfactifs
- Dispersion des principes actifs
- Homogénéisation
- Port au volume et agitation
Travail présenté par Paul WOUNGLY MAVIAN
40
40
3.2.2.4. Exemples de préparations effectuées
Durant notre stage, nous avons eu à participer à la préparation de plusieurs
suspensions orales, entre autres Ibuprofene®, Cotrimex®, Kaolin®, Gastromex®, Megyl®,
Ibupar®, etc. Nous donnons deux exemples de préparation :
IBUPAR® (antalgique)
A) Désignation des matières
Matières premières
- Ibuprofène
- Paracétamol
- Gomme xanthane
- CMC sodique
- Acide citrique
- Benzoate Na
- Méthylparaben sodique
- Propylparaben sodique
- Saccharinate sodique
- Tween 80
- Sorbitol
- Glycérine
- Sucre granulé
- Essence mixte de fruit
- Colorant rouge
- Eau déminéralisée qsf
Emballage
- Flacons bruns de 100 mL
- Bouchons
- Etuis IBUPAR
B) Procédure de préparation
Matériels utilisés
NB : Tous les matériels doivent être soigneusement nettoyés au préalable et vérifiés.
Faire le vide de ligne du produit précédent
- Balance
- Cuve de mélange à broyeur spécifique pour suspension
41 Rapport de stage Troisième Pharmacie
41
- Motopompe de transfert de liquide
- Machine de conditionnement à double bec
- Tanks en plastique et spatules
Pesée des matières
- Pesez des principes actifs (ibuprofène, paracétamol)
- Pesez des excipients gomme xanthane, CMC Na (agents épaississants et