John Creasy Program Manager Nuclear Material Applications Y-12 National Security Complex November 6, 2012 UPDATE ON THE DEVELOPMENT, TESTING, AND MANUFACTURE OF HIGH DENSITY LEU-FOIL TARGETS FOR THE PRODUCTION OF MO-99
Transcript
John Creasy
Program Manager
Nuclear Material Applications
Y-12 National Security Complex
November 6, 2012
UPDATE ON THE DEVELOPMENT, TESTING,
AND MANUFACTURE OF HIGH DENSITY
LEU-FOIL TARGETS FOR THE PRODUCTION
OF MO-99
Overview
• Target comparison
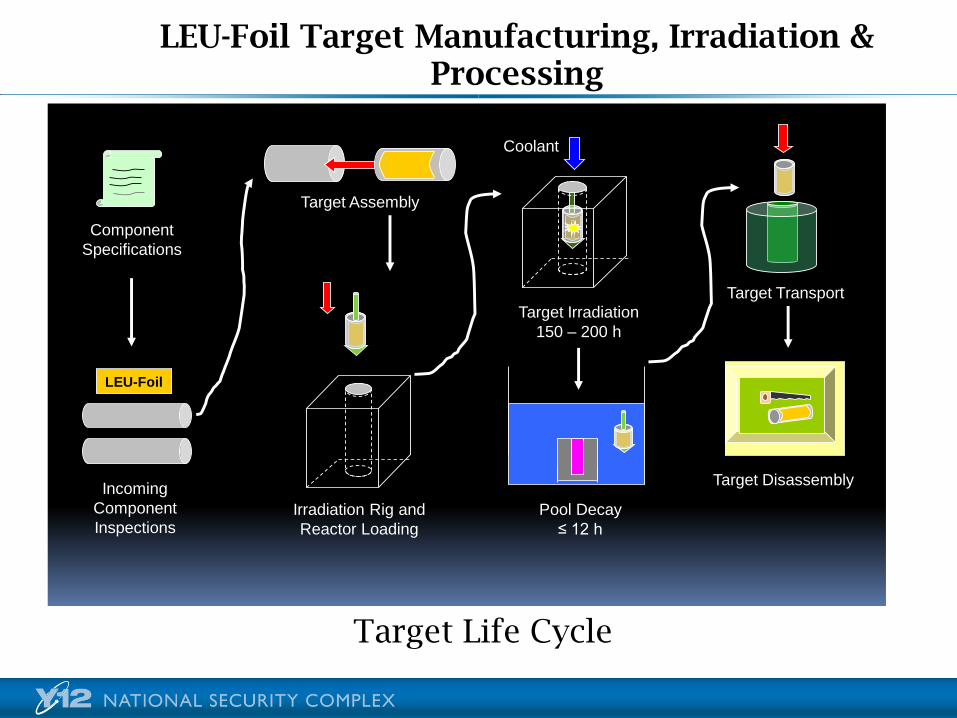
• Target processing overview
• Project objectives
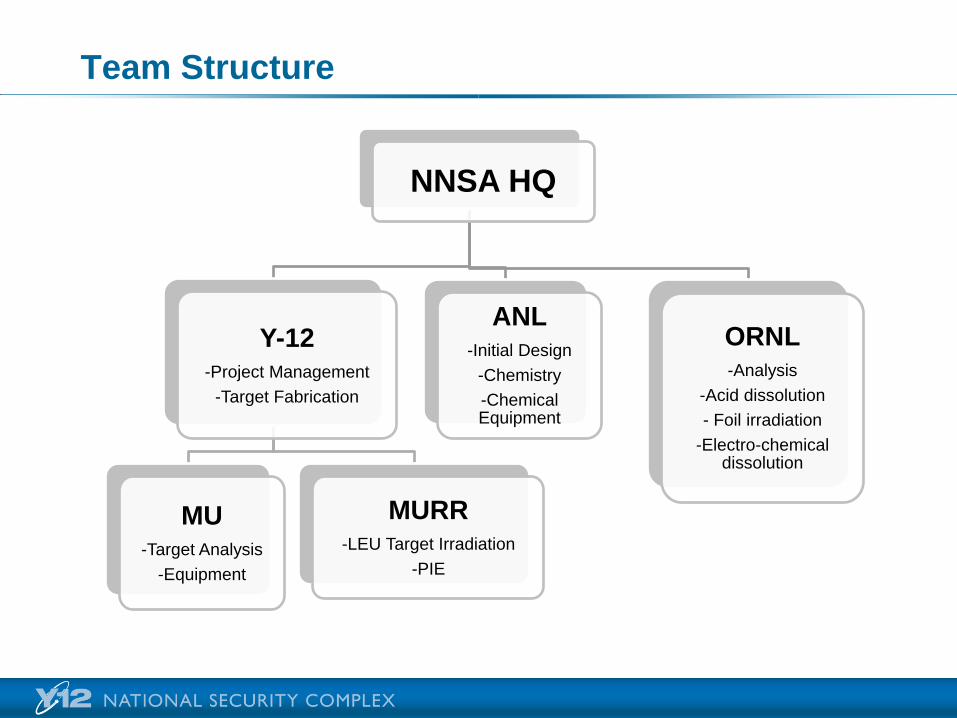
• Team participants and roles
• Test plan
• Foil fabrication
• Target analysis
• Target assembly/disassembly
• Discussion
. UAlx Dispersion vs. LEU-Foil Target
UAlx Dispersion Plate Targets
Manufactured to Materials & Test Reactor (MTR) fuel specifications and Quality Control Program requirements
Long history - more than 10,000 safely irradiated an processed
U-density of HEU targets currently in use is upwards to 1.6 gU/cc
U-density of LEU targets now used by CNEA, ANSTO, and NECSA is in the range of 2.5 – 3.0 gU/cc [ 8 - 9 gU/cc needed for HEU equivalency ]
Disassembly not utilized for process dissolution step
UAlx Dispersion vs. LEU-Foil Annular (cont)
LEU-Foil Annular Targets
Not currently manufactured to Quality Control
Program requirements (NQA-1 compliant quality
control requirements used on test targets)
Smaller history - <50 irradiated and processed to date
Not currently manufactured / “qualified” to an industry accepted standard. They are not a qualified reactor fuel type as are dispersion type targets
U-density of LEU-Foil targets is 19.0 gU/cc
Disassembly required to remove foil for process dissolution step (reduced waste stream)
• ORNL, MURR -Perform chemical processing and PIE of targets (Summer/Fall 2012)
• Issue target testing report document
Test Plan Key Evaluations
• Demonstrate viability of various U foil production techniques (Rolling methods, heat treatments, spin casting (KAERI)
• Demonstrate fission recoil barrier viability
• Demonstrate repeatable and high quality target fabrication techniques
• Demonstrate target disassembly device in hot cell
• Measure fission gas release from targets during disassembly
• Perform acidic dissolution process on irradiated foils
• Perform electrochemical dissolution process on irradiated foils
• Test targets to or beyond production level equivalent burnups
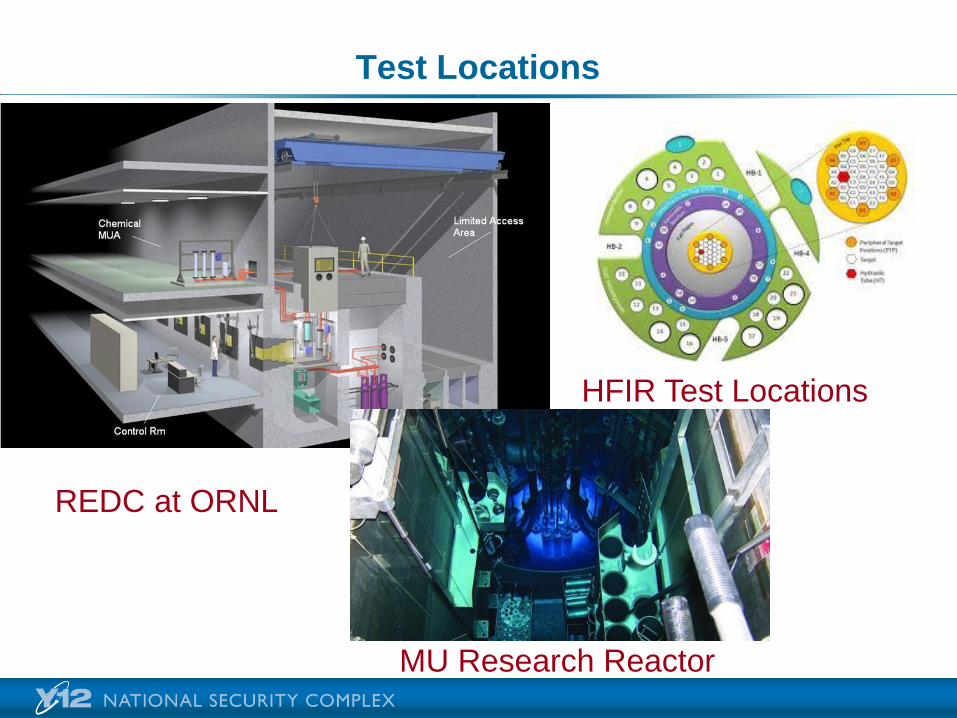
Test Locations
REDC at ORNL
MU Research Reactor
HFIR Test Locations
Rolling Target Foils and Grain Refinement
• Target foil thickness is not trivial to manufacture.
– < 150 m
• Sophisticated rolling schedule and heat treatment schedule necessary for large scale foil production
• 100 m foils are now possible.
• Drop quench furnace to be used for beta quench grain refinement of elongated as-rolled uranium grains.
112 µm thick foil
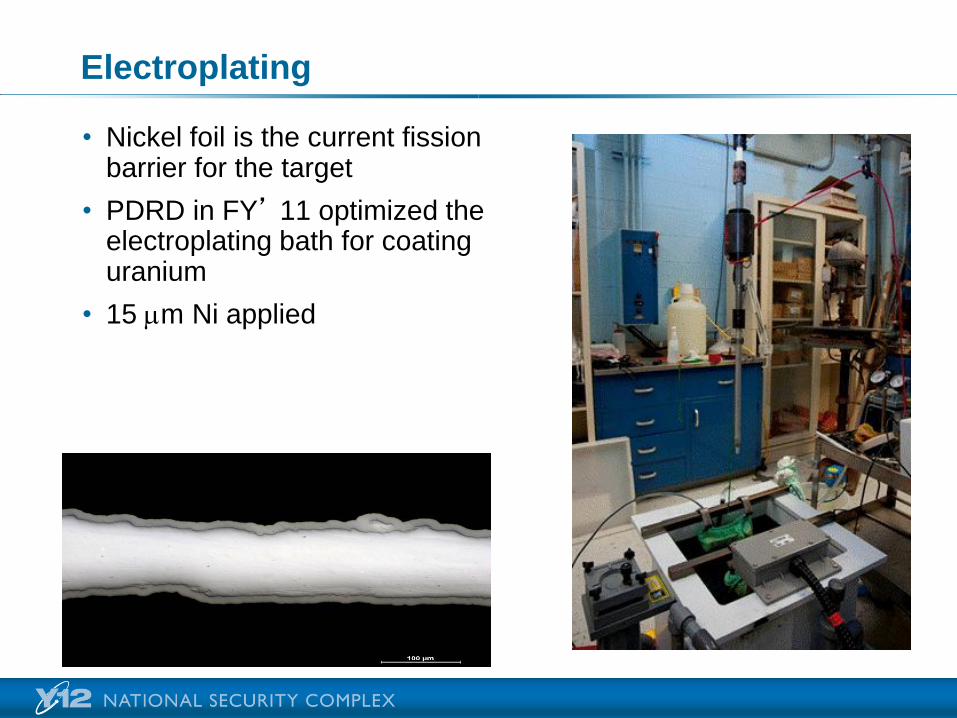
Electroplating
• Nickel foil is the current fission barrier for the target
• PDRD in FY’ 11 optimized the electroplating bath for coating uranium
• 15 m Ni applied
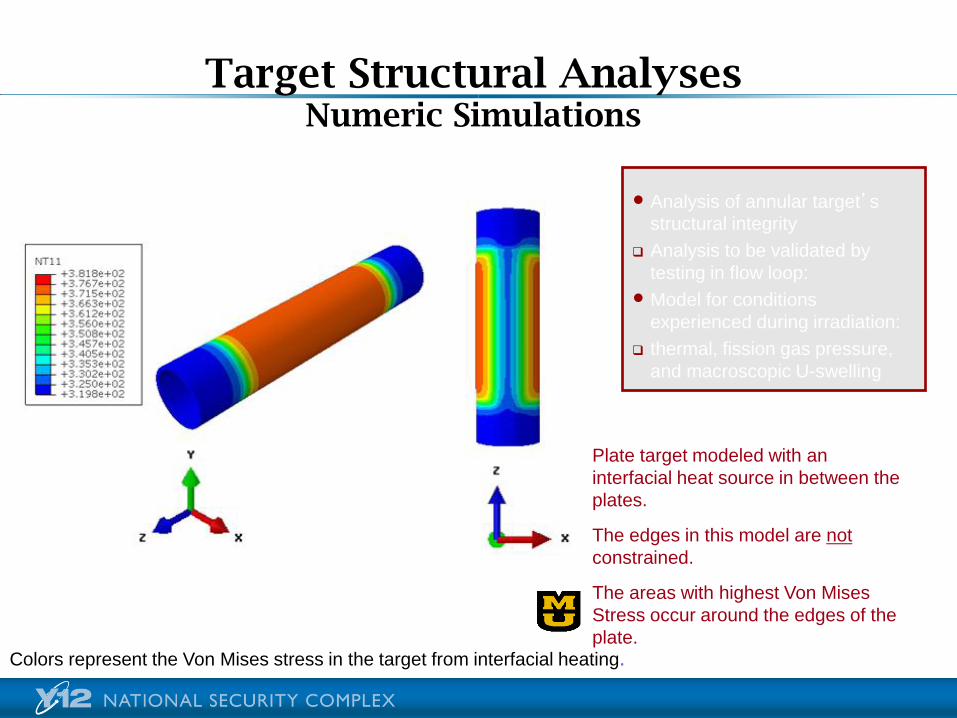
Target Structural Analyses Numeric Simulations
Analysis of annular target’s
structural integrity
Analysis to be validated by
testing in flow loop:
Model for conditions
experienced during irradiation:
thermal, fission gas pressure,
and macroscopic U-swelling
Colors represent the Von Mises stress in the target from interfacial heating.
Plate target modeled with an
interfacial heat source in between the
plates.
The edges in this model are not
constrained.
The areas with highest Von Mises
Stress occur around the edges of the
plate.
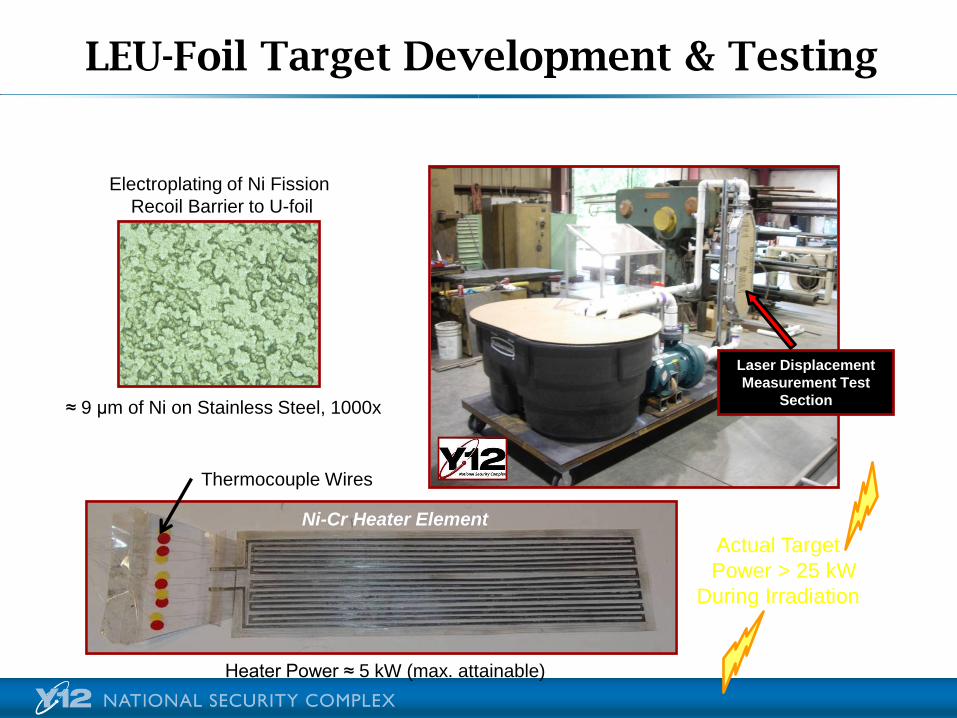
LEU-Foil Target Development & Testing
Laser Displacement
Measurement Test
Section
Electroplating of Ni Fission
Recoil Barrier to U-foil
≈ 9 μm of Ni on Stainless Steel, 1000x
Thermocouple Wires
Heater Power ≈ 5 kW (max. attainable)
Ni-Cr Heater Element
Actual Target
Power > 25 kW
During Irradiation
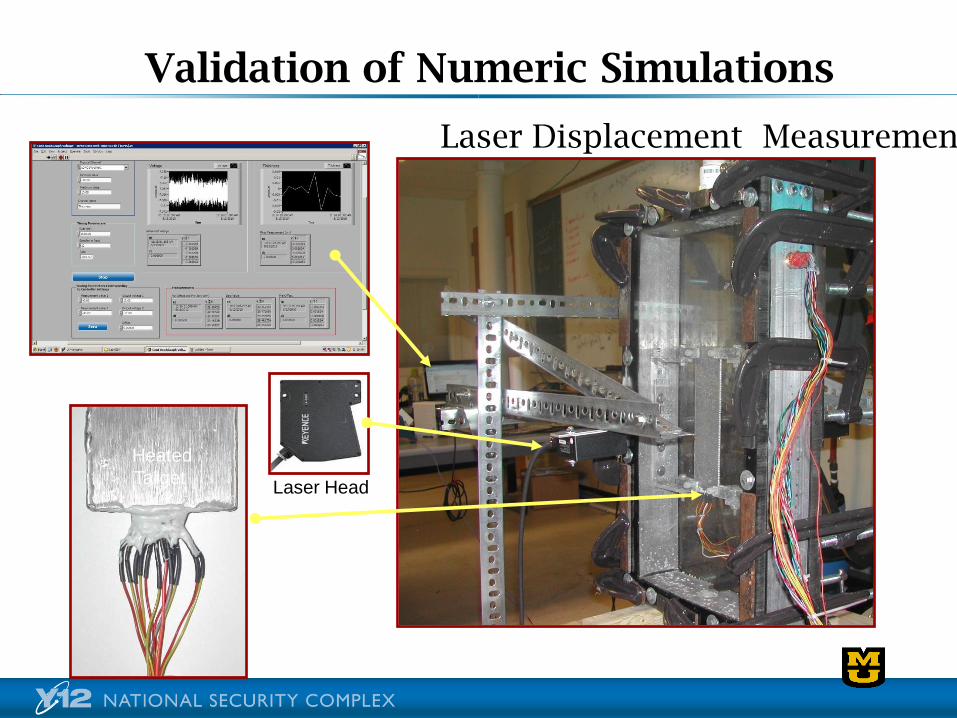
Validation of Numeric Simulations
Laser Displacement Measurement
Laser Head
Heated
Target
University of
Missouri
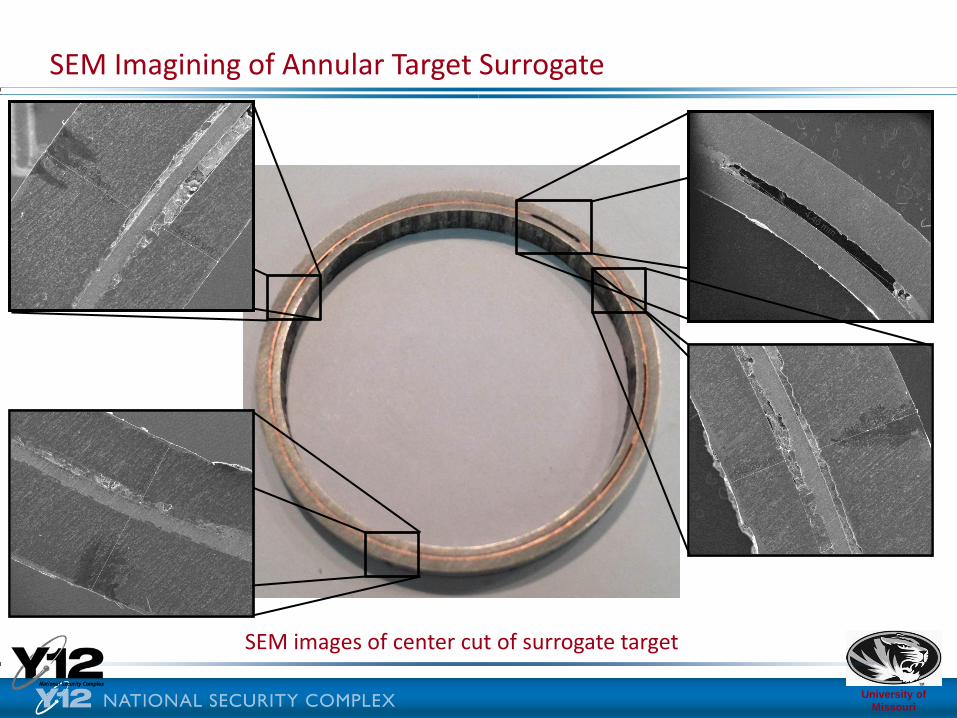
SEM images of center cut of surrogate target
SEM Imagining of Annular Target Surrogate
University of
Missouri
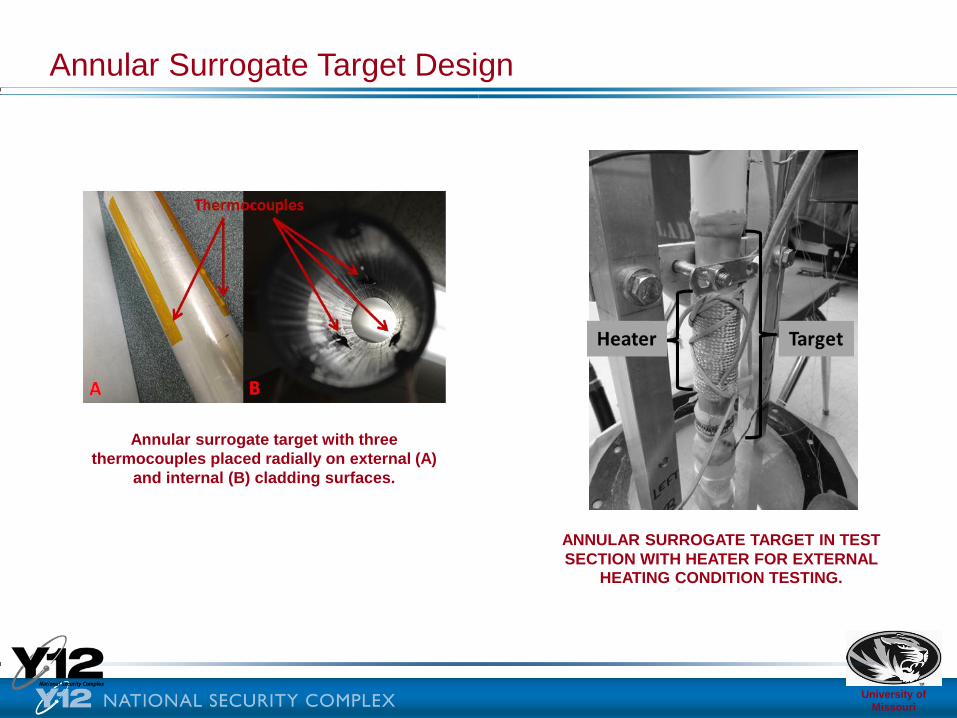
Annular Surrogate Target Design
Annular surrogate target with three
thermocouples placed radially on external (A)
and internal (B) cladding surfaces.
ANNULAR SURROGATE TARGET IN TEST
SECTION WITH HEATER FOR EXTERNAL
HEATING CONDITION TESTING.
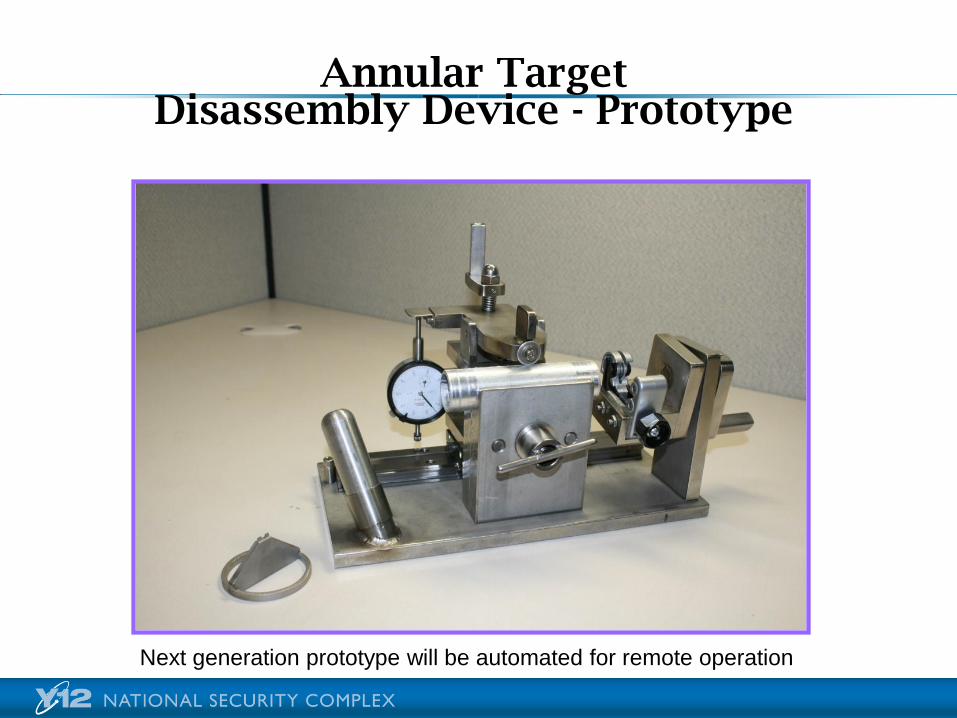
Annular Target Disassembly Device - Prototype
Next generation prototype will be automated for remote operation
16.25 inch
Remotely Operated Disassembly Device
MU Design Phase I
Automated Disassembly Device
MU Design Phase II
Disassembly Process Design for Hot Cell Operations
Analytical Input Data Required
In order to develop a conservatively bounding “Safety Case” document, stakeholders would need to provide reactor specific irradiation data
For example:
max. thermal neutron flux ( ≤ 3.0E14 n/cm2 -s )
max. irradiation time ( ≤ 200 h )
% 235U burn-up ( ≤ 12% )
target heat flux limit ( W/cm2 )
Containment “free” volume ( m3 )
Depth (from pool surface ) at which targets are irradiated ( ≥ 7 m, 23 ft )
Target cooling period ( ≤ 12 h )
Current transport cask shielding design: total fission product activity at time of target transport
grams (or mols) of noble gases ( Kr & Xe ) generated during target irradiation
Ideal target dimensions (i.e., size) and LEU-foil mass
Ideal LEU-foil thickness (125 m [5 mils] – 180 m [7 mils] ); specific target power ( W/gU ) increases with decreasing foil thickness ( ≈ 5% per 25 m ∆ )
Target Development and Qualification Philosophy
• LEU-Foil target is a Mo-99 production “consumable” with a limited
life cycle
• Target must maintain its structural integrity during reactor irradiation and post-irradiation pool cooling - - - Reactor safety is of first priority
• However, does a Mo-99 production target need to be designed and qualified to the same extent as reactor fuel elements considering its inherently different role?