Use of Environmental Forensics In Drycleaning Investigations State Coalition for Remediation of Drycleaners 2009 Annual Meeting San Antonio, Texas November 17-19, 2009 Robert D. Morrison, Ph.D. DPRA, Inc Hawi, HI
Transcript
Use of Environmental Forensics In Drycleaning Investigations
State Coalition for Remediation of Drycleaners
2009 Annual Meeting San Antonio, Texas
November 17-19, 2009
Robert D. Morrison, Ph.D. DPRA, Inc Hawi, HI
Forensic Issues in Drycleaner Investigations
• Apportionment in comingled plumes
• Date/age of a contaminant release
• Optimizing forensic sampling locations
• Forensic analytical program
• Cost
Presentation Outline PCE
Where to sample?
What to sample (media)?
Analytical decisions
Isolating the PCE source
Case study – multiple sources
Degradation Pathways of Four Chlorinated Solvents
Chemical names Carbon bichloride Carbon dichloride Ethylene tetrachloride Perchloroethylene Tetrachloroethylene
• Drycleaning (1960’s to 1980’s peak production years)
• Metal cleaning/degreasing – especially for cleaning aluminum parts prior to the development of TCA stabilized (1,4-dioxane) formulations
• Removal of wax and resin residue
• Cleaning of small, low-mass parts because the condensed solvent contact time is longer than for other solvents
• Automotive brake cleaning
PCE Applications (b)
• Rubber dissolution
• Paint Removal
• Sulfur Recovery
• Printing Ink bleeding
• Catalyst regeneration
• Textile operations as a scouring agent
• After 1966, primary use was in production of CFC-113 and HFC- 134a
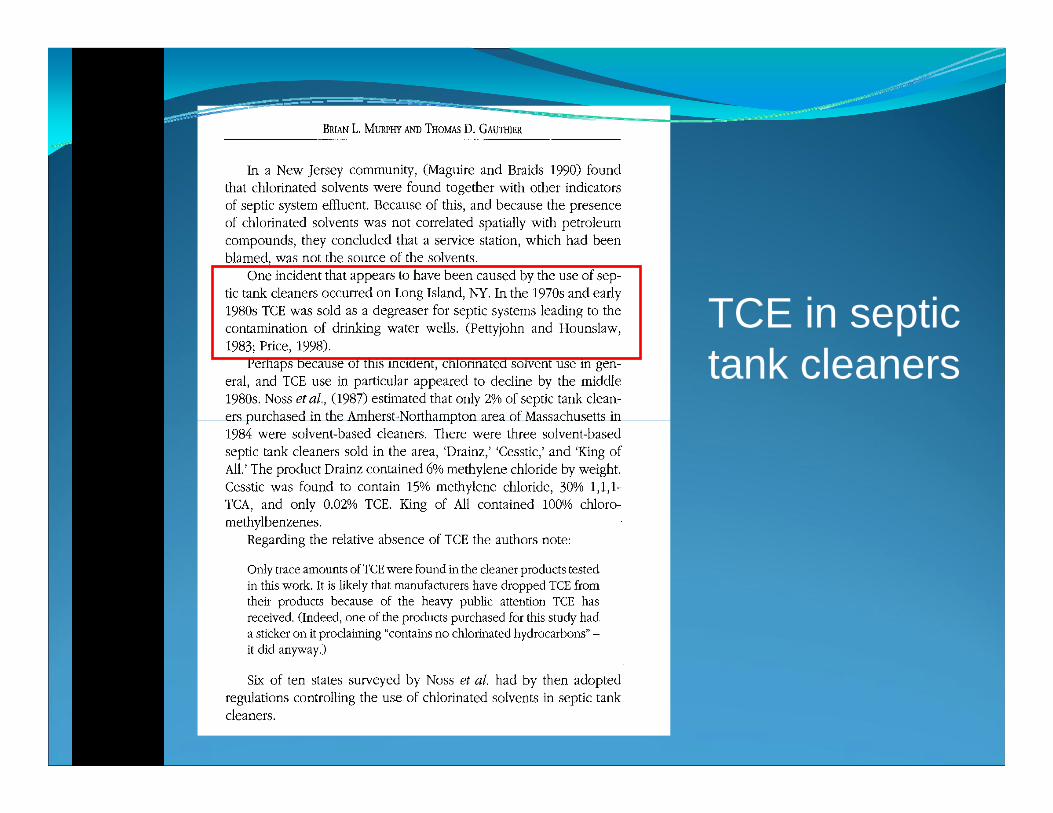
TCE in septic tank cleaners
PCE can be present in TCE, particularly in degreasing grades because the two solvents are produced by the same process and are separated by fractional distillation. Other chlorinated compounds comprise 3 to 4 percent of degreasing-grade TCE.
The boiling points of PCE and TCE are 121.2 and 87.2°C, respectively. TCE degreasers usually use hot water somewhere below the boiling point of 100°C. Because of this difference in boiling points, TCE volatilizes into the air and is lost from the degreaser at a much more rapid rate than the PCE.
The primary production method for PCE prior to the 1970s involved the chlorination of acetylene to produce PCE/TCE. By 1978, acetylene production ceased.
Subsequent production methods used ethylene as a feedstock to produce ethylene dichloride (1,2DCA). In 1975, PCE production was 44% via propane chlorinolysis, 35% via 1,2-DCA chlorination and 3% by acetylene chlorination.
Feedstock used for PCE Production for Age Dating PCE
PCE/TCE Manufacturing Methods
The presence of 1,1,2,2-TeCA and/or 1,1,2-TCA with PCE suggests that the PCE was manufactured prior to 1978.
The presence of 1,2-DCA with PCE (eliminate its presence as a lead scavenger) indicates that the PCE was manufactured post 1978.
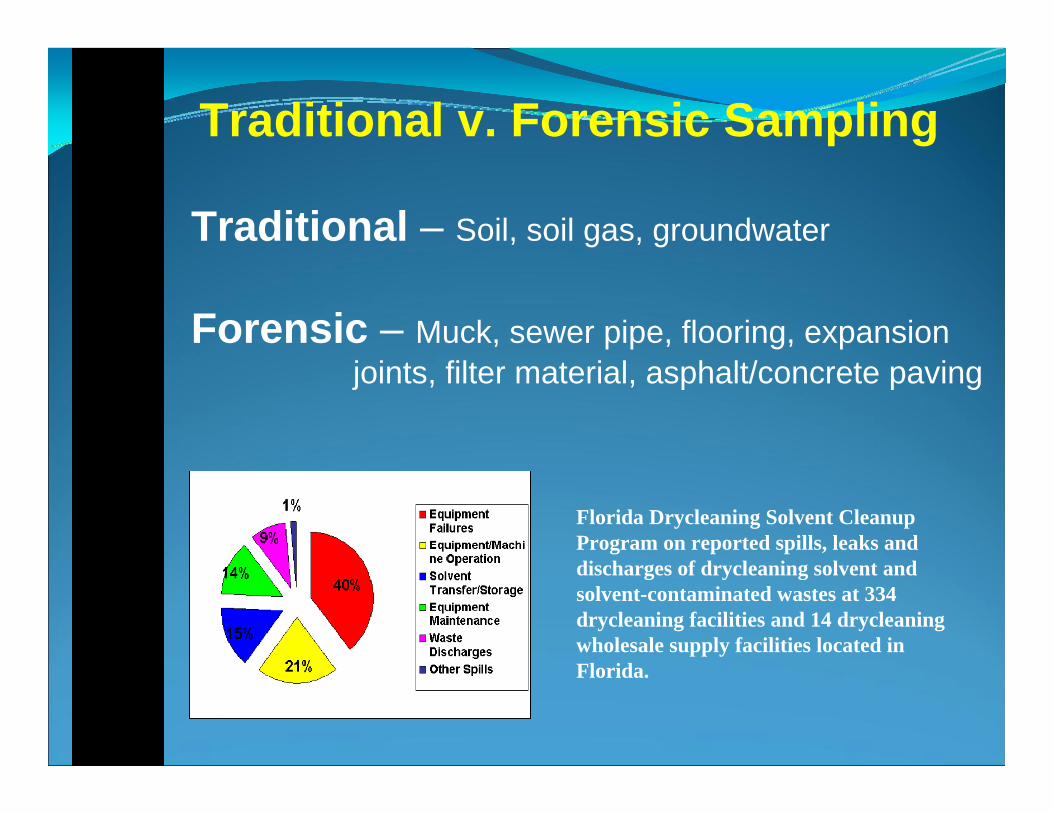
Florida Drycleaning Solvent Cleanup Program on reported spills, leaks and discharges of drycleaning solvent and solvent-contaminated wastes at 334 drycleaning facilities and 14 drycleaning wholesale supply facilities located in Florida.
Optimizing Sampling Locations
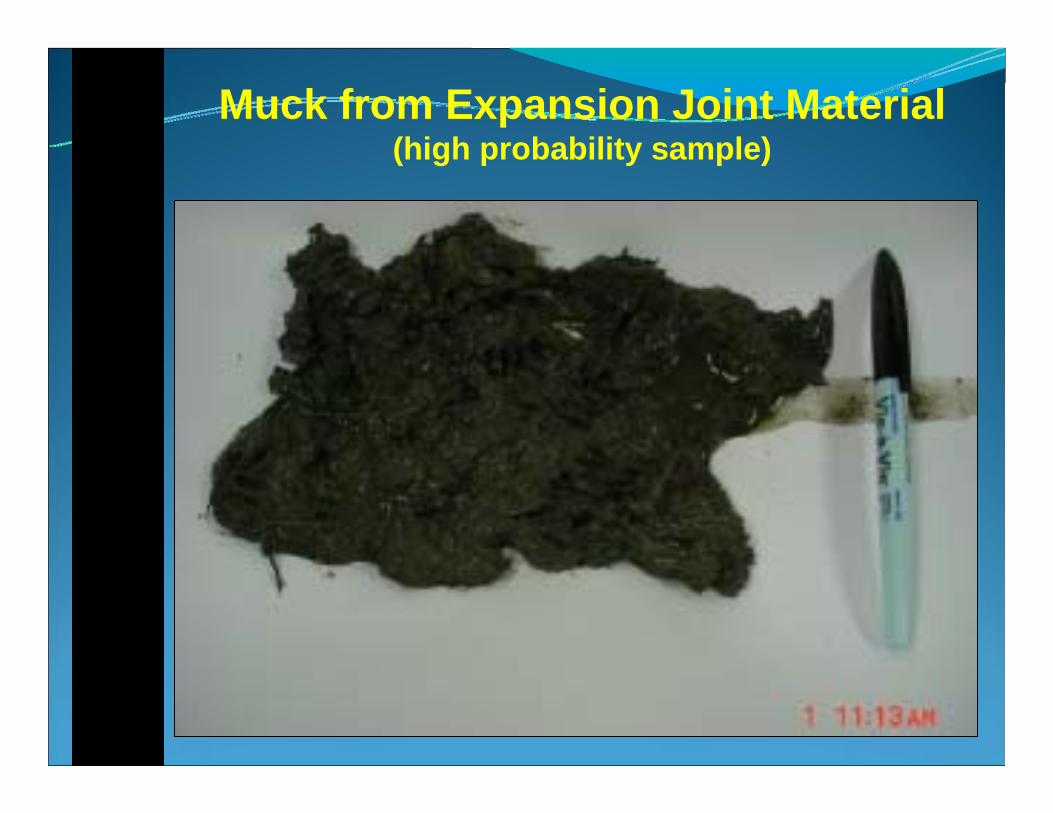
Sources of Muck
Knowledge of Operations
Product Description Ingredients Percentage by Weight
Unlike TCE and TCA, PCE is relatively stable and requires only minor amounts of stabilizing additives to prevent decomposition. Earlier stabilizers included amines and hydrocarbons; more recent stabilizers include compounds such as morpholine derivatives. In the presence of water, unstabilized PCE will slowly hydrolyze to form trichloroacetic acid and hydrochloric acid.
Is TCE a PCE degradation product ?
TCE – Some Similarities(yellow) /Differences (white)
TCE Stabilizers Metal stabilizers used with TCE include 1,2-butylene oxide and epichlorohydrin.
Epichlorohydrin was discontinued in the 1980s due to its toxicity. Accumulate in still bottom residue “muck” up to 35% greater than their original composition in TCE.
TCE
Stabilizers used in Dry Cleaning PCE
Early PCE stabilizers included amines and petroleum hydrocarbons; more recent stabilizers included morpholine stabilizers.
Stabilizers used in dry cleaning grade PCE include 4-methyl morpholine, N-butyl glycidyl ether (best marker), cyclohexane oxide, diallylamine and 3-methoxy proprionitrile.
Manufacturers of PCE for Dry Cleaning and Associated Stabilizers
Distinguishing Drycleaner from Transformer/Metal Cleaning PCE (a)
PCE was used in transformers as a replacement for the more toxic class of dielectric fluids containing PCBs.
PCE used as a dielectric fluid was subjected to extra refining including scrubbing and distillation and was stabilized with n-methyl pyrrole (112 C) and pentaphen (p-tert amyl phenol) (226 C).
Drycleaning grades of PCE did not use n-methyl pyrrole or pentaphen. May use the presence of these two stabilizers with PCE to distinguish PCE originating from a drycleaners from one originating from a transformer.
Patent literature indicates that metal degreasing metal cleaning PCE used n-methyl pyrrole as an oxidant containing 0.022 to 0.028% stabilizer and not for dry cleaning.
N-methyl pyrrole was also used to stabilize TCA and TCE; pentaphen used to stabilize TCE against oxidation.
Distinguishing Drycleaner from Transformer/Metal Cleaning PCE (b)
Metal Cleaning Traditionally contained a higher concentration of additives than most dry cleaning grades. Classes include acid acceptors, antioxidants, and UV stabilizers. Antioxidants include amine or phenolic compounds 50 – 200 ppm and acid acceptors epoxide 0.2-0.7%. Early PCE formulations included alkylamines and other hydrocarbons. Later stabilizers included morpholine derivatives, epoxides, esters and phenols.
Dry Cleaning Traditionally contained a high concentration of additives, usually of a high purity and different types of additives. DOWPER-C-S contains a water soluble detergent, a corrosion inhibitor, an anti-static compound, “hand agent” compounds, and a fatty acid scavenger.
Dry Cleaning PCE characterized by a high purity and different types of additives than associated with metal cleaning. For example, DOWPER-C-S contains a water soluble detergent, a corrosion inhibitor, an antistatic compound, “hand agent” compounds, and a fatty acid scavenger.
Metal Cleaning v. Dry Cleaning (b)
Surrogate Approach PCE from Sewers
Surfactants (a) amine alkylarenesulfonates (b) Sodium alkylarenesulfonates, (c) petroleum Sulfonates, (d) ethoxylated phenols and (e) ethoxylated phosphate esters. Use MBAS for presence/ absence as an inexpensive surrogate for detergents.
Generic Indicators (a) high TDS values, (b) presence of trihalomethanes, (c) microbiological, (d) soil gas (methane, etc).
Co-mingled PCE-Separate Sources
PCE from two sources chemically identical May be isotopically different Carbon and Chlorine stable isotope ratios 13C/12C and 37Cl/35Cl May differentiate sources prior to co-
mingling Effects of biodegradation need to be
considered Cl Cl
Cl CL
C C
-20.00
-22.00
-24.00
-26.00
-28.00
-30.00
-32.00
-34.00
-28.
00
-27.
00
-26.
00
-25.
00
-24.
00
-23.
00
-22.
00
-21.
00
-20.
00
TCE
PCE Source: Philp, P., 2003. Stable isotopes and biomarkers in Forensic chemistry. International Society of Environmental Forensics Workshop. May 19-20th, 2003. Stresa, Italy.
Isotopic Analysis for Source Discrimination
Use of C and Cl Isotopes to Differentiate PCE/TCE Sources